Värdeflödesanalys. En fallstudie på Polardörren. Jarkko Erikshammar
|
|
|
- Lennart Eliasson
- för 9 år sedan
- Visningar:
Transkript
1 T E K N I S K R A P P O RT Värdeflödesanalys En fallstudie på Polardörren Jarkko Erikshammar

2 Tryck: Universitetstryckeriet, Luleå ISSN: ISBN Luleå

3 ABSTRACT Fallstudie Värdeflödesanalys Polardörren This report is a case study is done, within the research program TräIN, in order to evaluate the modified methodology for Value Stream Mapping. Theoretical frame of reference is within Lean Production. Data has been collected at Polardörren in Öjebyn. The report is focusing on one product; Lapporten. The data has been collected during four workshop days at Polardörren, and by and telephone. During the visit interviews and the Learning-to-see methodology has been used. Suggestions for improvement in the value stream is that Polardörren should work with a decoupling point by the CNC, which makes the frame assembly free to work with batch oriented production and after the CNC use FIFO (First in, First Out). Polardörren must work with increased availability with the CNC. This report does not consider other products or processes that might affect the result The methodology Learning-to-see works very well with this type of production. 3/21

4 SAMMANFATTNING Fallstudie Värdeflödesanalys Polardörren Bakgrunden till rapporten är en fallstudie gjord inom ramen för TräIn är att testa den utvecklade metoden för värdeflödesanalys. Den teori som använts, finns inom ramen för Lean Production. Empiri har fångats på Polardörren i Öjebyn och rapporten behandlar en fallstudie för en specifik produkt; Lapporten. Datainsamlingen har skett vid fyra workshopdagar på Polardörren, samt via telefon och mejl. Vid besöken har intervjuer och metodiken i lära-sig-se använts. Förslag till ändring av värdeflödet är att Polardörren föreslås arbeta med en kundorderpunkt vid CNC maskinen, vilket gör att stomspikning kan göra satser och efter CNC kör man FIFO (Först in, Först ut). Polardörren måste arbeta med ökad tillgänglighet på CNC maskinen. Rapporten tar inte hänsyn till andra produkter eller processer som kan påverka utfallet. Metod lämpar sig utmärkt för den här typen av produktion. 4/21

5 FÖRORD Fallstudie Värdeflödesanalys Polardörren Jag vill rikta ett stort tack till Beatrice på Polardörren. Jag vill också tacka Projektet "TräIN" (Träinnovationsnätverket) som är ett EUfinansierat samverkansprojekt mellan IUC Norrbotten och Luleå tekniska universitet (avdelningen för Träbyggnad) som, genom riktade insatser hos SME-företag inom träbranschen i Norrbotten, ska utveckla och stärka hela den norrbottniska träindustrins konkurrenskraft och lönsamhet. Jarkko Luleå, maj /21

6 Fallstudie Värdeflödesanalys Polardörren ABSTRACT...3 SAMMANFATTNING...4 FÖRORD INTRODUKTION BAKGRUND FÖRETAGSPRESENTATION PROBLEMBESKRIVNING SYFTE AVGRÄNSNINGAR METOD DATAINSAMLING Urval Teoretisk referensram TEORI LEAN PRODUCTION VÄRDE OCH SLÖSERI LÄRA-SIG-SE LÄRA-SIG-MER POLARDÖRREN AB NULÄGET Produkter Produktionen Marknad och Kund VFA Nuläge VFA FRAMTIDA LÄGE VFA AKTIVITETSPLAN ANALYS VFA ÖVERSYN AV HELA VÄRDEFLÖDET ÖVRIGA FÖRSLAG DISKUSSION OCH SLUTSATSER DISKUSSION SLUTSATSER FORTSATT ARBETE REFERENSER...18 BILAGA 1 PROCESSKARTA...19 BILAGA 2 SAMMANFATTNING SAMTAL MED KUNDER...20 BILAGA 3 VFA NULÄGE...21 BILAGA 4 VFA FRAMTIDA LÄGE...22 BILAGA 5 AKTIVITETSPLAN /21

7 1 INTRODUKTION Fallstudie Värdeflödesanalys Polardörren 1.1 Bakgrund Denna rapport är skriven inom ramen TräIn forskningsplattformen. Syftet är att studera och utvärdera metodiken för värdeflödesanalys i praktiken. Teoretiska fältet är Värdeflödesanalys (VFA) som finns inom ramen för Lean Produktion. Arbetssättet med Lean har traditionellt använts av företag inom verkstadsindustrin men under de senare åren har teorierna och arbetsmetoderna testats och använts inom byggbranschen. En av de metoderna är just värdeflödesanalysen. 1.2 Företagspresentation Polardörren AB, hädanefter kallat Polardörren är ett företag baserat i Öjebyn i Norrbotten. Företaget startades 1946 av Holger Holmberg som då kallades HH- Dörren i Vitsand. Namnet byttes till Duo Trä vid ägarskiftet 1982 då företaget köptes av Rolf Wennberg. Företaget flyttades till Öjebyn 1991 av Riquma koncernen som förvärvat företaget. Koncernen gick i konkurs och Älvsbyhus köpte fabriken 1992 och bildade Polardörren. Bolaget köptes 2002 av ägaren Beatrice Henriksson (Anonymous2010, 1). Under värdeflödesanalysen näst sista dag meddelades att bolaget nu köpts av Tallbacka Invest. Under en lång period var Älvsbyhus den största kunden för Polardörren men som sedan 2009 fokuserat på en strategi för försäljning mot byggvaruhus. För närvarande tillverkas dörrar med tillbehör med fokus på design. Antalet anställda var tolv stycken 2010, bolaget omsatte 20,6 MSEK och visade ett resultat på 213 KSEK. 1.3 Problembeskrivning Rapporten behandlar en fallstudie för en specifik produkt; Lapporten. 1.4 Syfte Syftet med arbetet är att med stöd av teorier från Lean, utvärdera värdeflödesanalys som metod för ett företag i Norrbotten. Syftet är också att hitta potentiella förbättringar av värdeflödet på Lapporten. 1.5 Avgränsningar Metoden VFA har varit fokus för studien. Andra processkartläggningsmetoder har inte utvärderats. Förmodligen finns det andra faktorer som ligger utanför systemets avgränsningar; det vill säga Produktionens, och som kan de facto ha större påverkan på flödet av Lapporten. En värdeflödesanalys har enbart gjorts för tillverkningen av Lapporten och de andra produkterna har inte heller beaktats. Vi har inte heller diskuterat frågor angående arbetsmiljö, ekonomi och kvalitet även om dessa är relaterade till material- och produktionsstyrning. 7/21

8 2 METOD Fallstudie Värdeflödesanalys Polardörren Datainsamlingen har skett under fyra dagar på Polardörren, samt kompletteringar via telefon och mejl både före och efter VFA. Vid besöken har intervjuer och metodiken i lära-sig-se använts, med några förändringar baserat på tidigare erfarenheter(erikshammar, Engelmark, and Haller 2010). Polardörrens egna tidmätningar för processtegen har använts. 2.1 Datainsamling Datainsamling har skett med intervjuer både före och efter VFA. Under själva VFA, som varade under fyra dagar, som en workshop, har hela processen inom fabriken studerats med handledning av metoden beskriven i Learning-to-See (Rother and Shook 2003). Efter Varje dag gjordes anteckningar som verifierades med deltagarna dagen efter. Innan själva workshopen genomfördes även kortare intervjuer med kunder; Thomas Pettersson, vd XL Faringe i Stockholm och Birger Pettersson, vd, Ångsågen i Piteå Urval Befintligt dataunderlag för processdata har hämtats från Polardörrens egna mätningar både för ledtid och för operationstider. Tiden som Polardörren använder sig av är minuter Teoretisk referensram För den här studien så har den teoretiska referensramen utgjorts av Lean Produktion. Litteraturen omfattar såväl ett filosofiskt perspektiv som beskrivningar av en detaljerad metodik för att arbeta med värdeflödesanalys. 8/21
.")
9 3 TEORI Fallstudie Värdeflödesanalys Polardörren 3.1 Lean Production Lean Production som ses i den här rapporten som ett management verktyg för produktion. Verktyget beskriver hur värde identifieras, hur värdeskapande aktiviteter sätts upp i en bäst kända sekvens eller flöde, hur det flödet behålls i sekvensen och förbättras kontinuerligt. Verktyget består av Lean principer (Womack and Jones 1996); identifiera värdet (Specify Value), identifiera värdeflödet (Identify the value Stream), Flöde (Flow), Dragande system (Pull) och perfektion (Perfection). 3.2 Värde och Slöseri Värde kan bara definieras av kunden (Womack and Jones 1996). Det innebär att företaget måste kontinuerligt utvärdera vad kunden upplever som värde. Värde är inte att utgå från produkten för då blir svaret; lägre kostnad, fler produktvarianter och korta ledtider(womack and Jones 1996). Vad producenten borde fråga sig istället är vad är det som verkligen behövs? Svårigheten med att förstå och se detta är att det värdeskapande flödet går normalt genom flera företag. Det sista elementet för att definiera värde är att hitta target cost. När producenten förstått värdet måste target cost utmanas för att hitta kostnaden plus, inte marknadspriset minus. Genom att göra detta kan man skapa en verkligen konkurrenskraftig produkt. Grundorsaken till att värdeflödet inte flödar kontinuerligt är att förbrukning sker med små enheter men produktionen sker med större enheter vilket är typiskt för ett batch orienterat och tryckande system. Genom att kartlägga värdeflödet och kategorisera aktiviteterna i tre typer: (1) de som verkligen skapar värde, (2) de som inte skapar värde men inte kan elimineras just nu (typ ett Muda), (3) de som inte skapar värde och kan elimineras omedelbart (typ två muda)(womack and Jones 1996). När värdeflödet följs märks det att flödet inte rör sig alls under stora delar av tiden. Transporter och stora lager på grund av batch tänkande och hantering av defekta delar är aktivteter som kunden inte ser som värdeskapande. Ofta innebär stora investeringar i maskiner att man försöker minimera ställtiden på dessa för att få bästa maskinutnyttjandet vilket ger stora satser, av material (Womack and Jones 1996). Flöde visualiseras bäst genom att se det som just ett flöde istället för avdelningar eller funktioner (Womack and Jones 1996). Normalt är värdeskapande en liten del av hela processen. Men genom att använda tekniker för flöde såsom att fokusera på objektet istället för funktioner och tänka nytt när det gäller arbetssätt kan detta synliggöras. Genom att styra flödet på en specifik produkt och sätta rätt buffert, arbetsmetoder och utveckla metoder från Lean kan man säkerställa ett kontinuerligt flöde. Tankesättet kan användas på alla aktiviteter och genom att fokusera på flödet kommer personalen att få en större personlig tillfredställelse (Womack and Jones 1996). Dragande system definieras som att ingenting skall produceras uppströms förrän kunden nedströms frågar efter produktion, dvs. låt kunden dra istället för att trycka ut produktionen (Womack and Jones 1996). Perfektion kan företag nå på två sätt. Genom små steg, kaizen, eller genom innovation, Kaikaku. Kaizen innebär att styra, sin process, fånga upp små avvikelser 9/21
. 3.2 Värde och Slöseri Värde kan bara definieras av kunden (Womack and Jones 1996). Det innebär att företaget måste kontinuerligt utvärdera vad kunden upplever som värde.")
10 och konstant utmana organisationen. Båda formerna behövs för att närma sig perfektion (Womack and Jones 1996). De först fyra principerna används för att visualisera ett framtida scenario och sedan göra en handlingsplan över vilket slöseri som skall attackeras först. Den ideala bilden kanske inte är nåbar men själva arbetet är inspirerande och ger en vägledning. Företaget bör också ha en tydlig tidsplan och en prioritering. 3.3 Lära-sig-se Lära-sig-se (Learning-to-see) (Rother and Shook 2003) beskriver en metod för att identifiera värdeflödet. Metoden skiljer på material och informationsflöde. Det är också viktigt att ha en processägare som skall arbeta med detta och att man skall utgå från en produkt eller produktfamilj (Rother and Shook 2003). Metoden inleds med att beskriva nuläget genom att rita upp en karta med både material och informationsflöde. Under den processen upptäcks ett antal värdeskapande och icke-värdeskapande aktiviteter (Rother and Shook 2003). Därefter beskrivs ett framtida scenario där målet är att skapa en produktionskedja där de individuella processerna är kopplade till kund antigen genom ett kontinuerligt flöde eller ett dragande system och att varje process kommer så nära som möjligt i att endast producera det kunden behöver (Rother and Shook 2003). När det gäller framtida scenariot att det fångas bäst genom att ställa frågorna: 1. Vad är takt tid? 2. Ska ni skapa ett färdigt varulager som kunden drar ur eller direkt leverans? 3. Var kan ni ha kontinuerligt flöde? 4. Var behöver ni dragande system för att kontrollera processen 5. Vilken operation blir den pacemaker process (takten) som ni planerar er produktion från? 6. Hur jämnar ni ut produktionen vid pacemakern? 7. Vilken produktionsenhet ska ni släppa i produktion och dra ut från pacemaker processen? 8. Vilka processförbättringar måste göras? Metoden avlsutas med hur det framtida scenariot bryts ner i aktiviteter och hur man skapar en plan för värdeflödet (Rother and Shook 2003). 3.4 Lära-sig-mer Efter pilotstudien på Finsnickeriet framkom det att för att utveckla metoden kunde workshop metoden användas för hela VFA processen och att en utvärdering skulle göras av hela metoden inte enbart av kartläggningen (Erikshammar, Engelmark, and Haller 2010), vilket har tillämpats i denna rapport. 10
 (Rother and Shook 2003) beskriver en metod för att identifiera värdeflödet. Metoden skiljer på material och informationsflöde.")
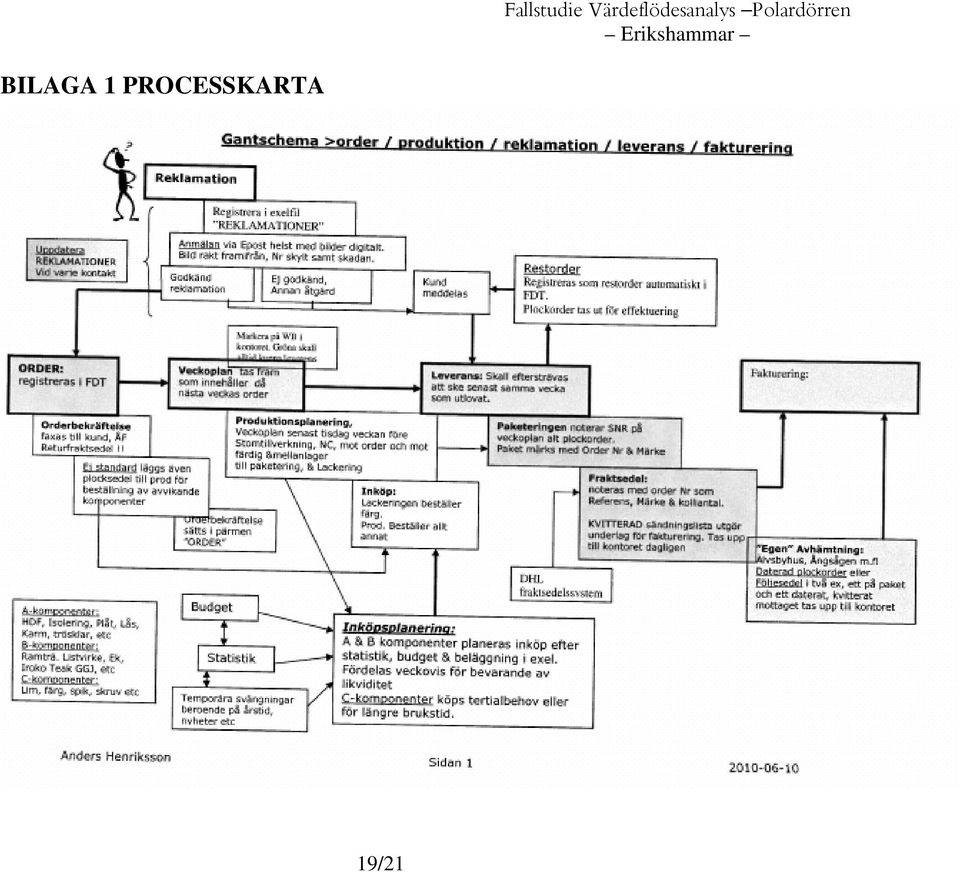
11 4 POLARDÖRREN AB 4.1 Nuläget Fallstudie Värdeflödesanalys Polardörren Vår vision är att bli marknadens mest kreativa och flexibla dörrtillverkare med tanke på kundanpassad design Polardörrens stora problem idag är Leveransprecision, restorder och att produktionstakten inte motsvarar det förväntade 400 dörrar/vecka. Processen för reklamationshanteringen är en annan svag länk, däremot inte antalet reklamationer enligt intervjuer med kunder En processkarta finns i bilaga Produkter Produkterna består av ytterdörrar, så kallad lagervara (42 stycken definierade produkter, men inte definierade lagerplatser eller lagernivåer) och beställningsvara (det som inte är lagervara, annan kulör, 5-års garanti och/eller specialbeställning). Fördelningen är 80/20 (lagervara/beställningsvara). Den största produkten är lapporten med ca 5000 stycken/år. Dessutom finns det sidoljus, överljus och pardörrar i mixen. Figur 1. Lapporten Produktionen Produktionen består i princip av Stomme (stomspikning, limning och pressning), Slip, NC fräsning, lackering (grund och topp), montering av beslag, paketering och utleverans. Det arbetar 16 personer i produktion, samt 6 på kontoret. Idag ligger total output på cirka dörrar, medan takten är 80 dörrar/dag. Restorder är 388 dörrar. Enligt intervjun så saknas en del kompetenser, eller så använder man kompetenser fel. Man upplever från ledningen att ju större batcher desto mindre flexibilitet. 11/21

12 4.1.3 Marknad och Kund Den typiska kunden är en återförsäljare i kedjan XL bygg, Hornbach eller Ångsågen (Luleå/piteå). Byggvarukedjorna lämnar ingen prognos och en av anledningarna är säkert att XL bygg funnits så kort tid och de inte hunnit sitt sätt att prognostisera, enligt ledningen. Resultatet från Intervju med kunderna finns under bilaga 2. För kunden är leveranstid (max 3-4 dagar lagervara, 6 veckor för beställningsvara) viktig men ännu viktigare är leveransprecision som inte mäts vid detta tillfälle VFA Nuläge Värdeflödesanalysen Start: Från Material in (lossning av bil) Slut: Leverans till kund (lastning av bil, inkl frakthandlingar) Målet är att stadigt varande ha en kapacitet att producera 400 dörrar/vecka Objekt är Lagervara, mer specifikt Lapporten o Beställningsvara (i mån av tid) Kundvärde som ska följas är leveransprecision Tänkt Kund XL bygg Bilaga 3 innehåller VFA nuläge. Noteringar från Nuläge är följande: Det känns osäkert med tiden för montering, paketering Uträkningen för tid för lager mellan grund, slip och topp skall ses som en station. Om härd tiden kan fås till tid i ugn är det inget problem att köra ut med 5 minuters intervall med en målningsstation och två gubbar i slipning. Annars kommer det att bli en hel del lagringsutrymme CNC maskinens processtid uppgår till 7 minuter vilket torde tala om att den inte klarar av takt tiden på 5,8 minuter med normal processvariation. Figur 2 CNC Maskin Det finns inget arbetssätt som separera inköp (borde vara avtal) och avrop. Det gör att avropen inte blir smidiga och det kan vara svårt att få till tätare avrop. Låg tillgänglighet CNC bland annat på grund av att det saknas FU (Förebyggande Underhåll) Kundspecifik info till CNC, dvs. kundorderpunkten är vid CNC. Målare drar ut dörrar istället för att måla 12
 viktig men ännu viktigare är leveransprecision som inte mäts vid detta tillfälle. 4.1.")
13 Lång härdtid Ytproblem vid ökad takt Omständlig administration vilket ger tid vi dator och hantering av listor vid montering, som borde användas till produktion. Ordning och reda i fabriken, märkta truckgångar, buffertar etc., målning Figur 3 Montering Transportskador förekommer Varför måste paketering vara där den är med tanke på att slutpaketering ändå görs med färdigvarulager (FVL). Hur mycket kundanpassad är småplock till dörren. Den borde försörjas till montering inte tvärtom. Det finns potential (Anders Henriksson) 4.2 VFA Framtida läge Det framtida läget finns i Bilaga 4. Hur mycket buffert är bra med tanke på variation på CNC? Större buffert/lager av färdigt material för att klara av marknadens efterfrågesvängningar, d.v.s. säsongslager Se till att göra en realistisk fördelning av alla aktiviteter som ska tas fram under dag Uppföljning av handlingsplanen 1 ggr/månad jobbigt att vara här [i konferensrummet] när vi ligger efter i produktionen 13
 4.2 VFA Framtida läge Det framtida läget finns i Bilaga 4.")
14 Figur 4 Leveranslager 4.3 VFA Aktivitetsplan Det är lätt att rita men svårt att göra i verkligheten Figur 5 Ideala värdeflödet för Lapporten Aktivitetsplanen finns i bilaga 5. Tankar efter sista workshopdagen: Det viktigaste just nu är ikapp körningsplan Hur vet alla om vi är klara för dagen? Det borde finnas någon form av visuell och daglig styrning. Öka tillgängligheten på CNC, genom att ha en prioriterad körlista för CNC. Den listan kan göras bättre för CNC, exempelvis sortera på datum ej kundnummer. Hur stor ska buffert före CNC vara? Vad händer vid överproduktion? Layout och körlista till stomspikning, samt hantering av special vid stomme Definiera Lagervara/beställningsvara och special. Bestäm avropsvolymer och beställninsgpunkt för att underlätta för tätare materialavrop. 14

15 Fallstudie Värdeflödesanalys Polardörren 5 ANALYS 5.1 VFA Tabell 1 Sammanställning av VFA resultat Genom att flytta kundorderpunkt till CNC och planering av denna, behöver inte de andra, förutom paketering känna till leveransplanen. Faktum är att respektive station tenderar till att dela upp sitt arbete i satser för att optimera sin del vilket kan leda till suboptimering. Figur 6 Flytta tänkt kundorderpunkt för lagervara till CNC maskin. Ledtiden kan reduceras med 30 % vilket motsvarar nästan den ökningen som behövs för att komma upp i 80 dörrar per dag. Analysen visar också att det är CNC maskinen som måste få ökad tillgänglighet vilket kommer att ge en ökat genomflöde. Takt för att komma upp till 80 dörrar per dag är 5,8 min/st vilket gör att CNC maskin som ligger på 7 minuters cykeltid kommer att få det svårt utan extra körning. 15/21

16 Figur 7 Beräkning av takttid 5.2 Översyn av hela värdeflödet Hela produktionsperiodens order släpps ut i produktion på en gång. Anledningen till detta är troligen att man vill minimera ställtiden per order. Detta ger en massa andra effekter i flödet med onödiga arbetsmoment såsom flytt till lagret, ytor som tas upp av produktionsbufferten som inte egentligen är en buffert utan hela ordern på väg genom fabriken. Ett sätt att utjämna produktionen är att köra mot buffert mot leveranslager då den ungefärliga mixen är känd. Då kunde bufferten suga från slutmonteringen. En supermarket skulle sättas upp på montering och beslag för att hålla jämn och rätt kvantitet i plocklagret. 5.3 Övriga förslag De aktiviteter som bör göras för att starta lean-resan på Polardörren är förutom de som anges i Bilaga 5 Handlingsplan: Börja mäta leveransprecision Restorder uppföljning (visuellt) Plan för ikapp körning restorder Städa undan vid utgång målning och flytta material Sälja undan felaktigt producerade dörrar som tar plats Ordning och reda på lager med tydliga markerade ytor för inkommande lager. Detta för att underlätta för inventering eller vid beställning av material Tydligt markerade ytor i produktionen för flödet Utse en processägare för hela flödet vars enda syfte är att jobba med avvikelser och få igång de som jobbar med serieproduktion att konstant förbättra flödet. Inledningsvis bör detta vara arbetsledare som sedan kan lämna över den befattningen till någon i processen Reducera storleken på batch till dagnivå, dvs. producera80 stycken per dag och använda leveransbuffert som utjämnare. Göra en ny värdeflödesanalys 16

17 Fallstudie Värdeflödesanalys Polardörren 6 DISKUSSION OCH SLUTSATSER 6.1 Diskussion En av avgränsningarna var att vi enbart gör värdeflödesanalysen i produktionen vilket innebär att det kan finnas andra moment av slöseri som påverkar den totala ledtiden för produkten. De felkällor vi är medvetna om i studien är de osäkerheter som råder kring cykel och ställtider. Tiderna bygger på att de studier som gjorts tidigare är korrekta. När det gäller metodiken finns det ett problem med att gå för sig själva och rita flödet utan att ha en förförståelse som en processägare måste ha. Jag upplevde att workshop formatet passade bra för att ta fram det framtida scenariot. Jag är stärkt i mina tankar om att Värdeflödesanalysen som metod i den här typen av verksamhet är e bra. Styrkan sitter i att genom att kombinera med andra tekniker som spagettidiagram eller taktberäkning kan man snabbt identifiera flaskhalsar och göra riktade insatser för optimering eller cellstyrning. Metoden är svag när det gäller att detaljbeskriva processen utan är snarare ett verktyg för kommunikation. Workshop formatet gör att alla får en bild av processen och man kan enas kring ett gemensamt språk på företaget. Aktivitetsplanen och framtida scenariot passar bra att arbeta fram i workshopformat. I detta fall bestod arbetsgruppen av fem personer vilket i vissa lägen blev en för liten grupp, speciellt med tanke på att det ibland saknades vissa kompetenser, framför allt kunden. 6.2 Slutsatser Utifrån studiens syfte kan det konstateras att CNC är flaskhalsen och att det förekommer slöseri i olika form och omfattning i produktionen som till stor del är relaterade till materialflödena och satshantering i processen. Genom att införa framtida genom att följa aktivitetsplanen samt att förändra buffertar i enlighet med framtida läget skulle fabriken med stor sannolikhet bli effektivare. 6.3 Fortsatt arbete När det gäller metoden kunde det vara lämpligt för fortsatt forskning att hitta en rätt uppsättning av projektgruppen och hur vilken roll workshopledare respektive processledare ska ha. Det kan vara också lämpligt verifiera hur uppföljning och koppling mot kundvärde kan upprätthållas. 17/21

18 7 REFERENSER Fallstudie Värdeflödesanalys Polardörren Hemsida polardörren [cited 05/ ]. Available from Erikshammar, J., H. Engelmark, and M. Haller Värdeflödesanalys: En pilotstudie på finsnickeriet AB. Luleå tekniska universitet,. Rother, Mike, and John Shook Learning to see : Value-stream mapping to create value and eliminate muda. 1.3rd ed. Brookline, Ma.: Lean Enterprise Institute. Womack, James P., and Daniel T. Jones Lean thinking : Banish waste and create wealth in your corporation. New York: Simon & Schuster. 18/21

19 Fallstudie Värdeflödesanalys Polardörren BILAGA 1 PROCESSKARTA 19/21
20 Fallstudie Värdeflödesanalys Polardörren BILAGA 2 SAMMANFATTNING SAMTAL MED KUNDER Båda var verkligen öppna och måna om att det ska gå bra för Polardörren. De försökte verkligen lyfta fram saker att förbättra. Thomas Pettersson, vd XL Faringe i Stockholm, Enligt Thomas så är de största problemen leveranser (Här måste Polardörren alltid vara bättre än de andra) och att servicenivån (leveranslager av standarddörrar) verkar inte fungera. När det gäller brister i kvalitet så är de faktiskt färre än många andra i branschen, endast 4-5 per år. Enligt Thomas kanske det finns anledning att fundera på vilka personer som stöttar henne och hur de stöttar henne. Det värsta är dock att leveranser anges på vecka och det är den sista dagen som Polardörren ringer och aviserar en miss leveransen. Det är oacceptabelt. Säg hellre 8 veckor än 4 och missa med en vecka. Birger Pettersson, vd, Ångsågen i Piteå, Förutom en skarp irritation över att Polardörren valt att sälja ut dörrar till ett billigare pris inom XL kedjan så är det framför allt sena leveranser (Ingen mäter leveransprecision men förväntar sig att Polardörren gör det.) Hanteringen av reklamationer, inte antalet reklamationer som är problemet. 20/21
 verkar inte fungera. När det gäller brister i kvalitet så är de faktiskt färre än många andra i branschen, endast 4-5 per år.")
21 Fallstudie Värdeflödesanalys Polardörren BILAGA 3 VFA NULÄGE 21/21
22 Fallstudie Värdeflödesanalys Polardörren BILAGA 4 VFA FRAMTIDA LÄGE 22/21
23 Fallstudie Värdeflödesanalys Polardörren BILAGA 5 AKTIVITETSPLAN 23/21
Kartläggning och förbättring av värdeflöden
 Kartläggning och förbättring av värdeflöden De fem Lean principerna Specificera värdet från slutkundens ståndpunkt (Value) Identifiera ett värdeflöde för varje produktfamilj (The value stream) Se till
Kartläggning och förbättring av värdeflöden De fem Lean principerna Specificera värdet från slutkundens ståndpunkt (Value) Identifiera ett värdeflöde för varje produktfamilj (The value stream) Se till
SÄKERHET! TIDER MED MERA UPPLÄGG KURSINNEHÅLL. Tider: Regler
 Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Värdeflödesanalys. En pilotstudie på Finsnickeriet AB. Jarkko Erikshammar Henrik Engelmark Martin Haller
 T E K N I S K R A P P O RT Värdeflödesanalys En pilotstudie på Finsnickeriet AB Jarkko Erikshammar Henrik Engelmark Martin Haller ISSN: 1402-1536 ISBN 978-91-7439-121-3 Luleå 2010 www.ltu.se VÄRDEFLÖDESANALYS
T E K N I S K R A P P O RT Värdeflödesanalys En pilotstudie på Finsnickeriet AB Jarkko Erikshammar Henrik Engelmark Martin Haller ISSN: 1402-1536 ISBN 978-91-7439-121-3 Luleå 2010 www.ltu.se VÄRDEFLÖDESANALYS
Introduktion till Lean, dag1 AU117G
 Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Försörjningsanalys en utökad VFA
 Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
Nästa steg. LEAN Production 1 dag. Norrköping Nov 2014. 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg. Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? LEAN Production 1 dag. Norrköping Nov 2015
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Hitta förbättringspotentialen. utan direkta investeringar
 utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
Leanspelet. Staffan Schedin Ulf Holmgren ht-2015
 spelet Staffan Schedin Ulf Holmgren ht-2015 Production En filosofi hur man bör hantera resurser Eliminera faktorer (muda) i produktionsprocessen som inte skapar värde för slutkunden Mer värde för mindre
spelet Staffan Schedin Ulf Holmgren ht-2015 Production En filosofi hur man bör hantera resurser Eliminera faktorer (muda) i produktionsprocessen som inte skapar värde för slutkunden Mer värde för mindre
Alice i underlandet. - Det beror på vart du vill komma. - Då spelar det heller ingen roll vilken väg du tar
 Alice i underlandet - Vill du vara snäll och tala om för mig vilken väg jag ska ta härifrån? - Det spelar inte så stor roll - Det beror på vart du vill komma - Då spelar det heller ingen roll vilken väg
Alice i underlandet - Vill du vara snäll och tala om för mig vilken väg jag ska ta härifrån? - Det spelar inte så stor roll - Det beror på vart du vill komma - Då spelar det heller ingen roll vilken väg
Ny verktygslåda för Lean
 Ny verktygslåda för Lean FÖR SNABBT OCH FLEXIBELT FLÖDE John Bicheno Utgiven av Revere AB INNEHÅLLSFÖRTECKNING LEAN HISTORIK...1 Några milstolpar...1 1. FILOSOFI...5 Lean...5 Snabbt, flexibelt flöde...9
Ny verktygslåda för Lean FÖR SNABBT OCH FLEXIBELT FLÖDE John Bicheno Utgiven av Revere AB INNEHÅLLSFÖRTECKNING LEAN HISTORIK...1 Några milstolpar...1 1. FILOSOFI...5 Lean...5 Snabbt, flexibelt flöde...9
Hög verkningsgrad i hela systemet
 Hög verkningsgrad i hela systemet - tekniska och organisatoriska faktorer Per-Erik Johansson Senior konsult DynaMate Industrial Services AB EFFEKTIVITETSMATRISEN +-summespel HÖG YTTRE EFFEK- TIVITET 12
Hög verkningsgrad i hela systemet - tekniska och organisatoriska faktorer Per-Erik Johansson Senior konsult DynaMate Industrial Services AB EFFEKTIVITETSMATRISEN +-summespel HÖG YTTRE EFFEK- TIVITET 12
Denna bok tillhör: Namn:
 Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Introduktion till Lean, dag3 AU117G
 Introduktion till Lean, dag3 AU117G KURSINNEHÅLL Dag 2 (förmiddag)? KURSINNEHÅLL Dag 2 Förbättringsmetoder o PDCA, 5G, 5V, Prioritering, Brainstorm, Orsak-Verkan Jämna ut flödet o Lag, 5S, Rättsäkring
Introduktion till Lean, dag3 AU117G KURSINNEHÅLL Dag 2 (förmiddag)? KURSINNEHÅLL Dag 2 Förbättringsmetoder o PDCA, 5G, 5V, Prioritering, Brainstorm, Orsak-Verkan Jämna ut flödet o Lag, 5S, Rättsäkring
Lean Production i verkligheten
 Lean Production i verkligheten Intro Vem är jag? Niklas Gudmundsson Civilingenjör Elektroteknik och Industriell ekonomi från Lunds Tekniska Högskola Har jobbat i snart 10 år med Lean inom fordonsindustrin
Lean Production i verkligheten Intro Vem är jag? Niklas Gudmundsson Civilingenjör Elektroteknik och Industriell ekonomi från Lunds Tekniska Högskola Har jobbat i snart 10 år med Lean inom fordonsindustrin
Vad är lean management. Fredrik Trossö Kvalitetsledare Laboratoriemedicinska länskliniken, USÖ och leancoach på USÖ
 Vad är lean management Fredrik Trossö Kvalitetsledare Laboratoriemedicinska länskliniken, USÖ och leancoach på USÖ SKL Ekonomi och framtid Framtida utmaningar Modell för dynamiska system Kvalitetsbristkostnader
Vad är lean management Fredrik Trossö Kvalitetsledare Laboratoriemedicinska länskliniken, USÖ och leancoach på USÖ SKL Ekonomi och framtid Framtida utmaningar Modell för dynamiska system Kvalitetsbristkostnader
Kanban. Marcus Hammarberg. torsdag den 15 september 2011 (v.)
") Kanban Marcus Hammarberg Kanban? Vad sjutton är Kanban för något? Jag brukar beställa yakiniku... http://blog.huddle.net/wp-content/uploads/2009/08/team-building-exercises-improving-teamwork.jpg Kanban
Kanban Marcus Hammarberg Kanban? Vad sjutton är Kanban för något? Jag brukar beställa yakiniku... http://blog.huddle.net/wp-content/uploads/2009/08/team-building-exercises-improving-teamwork.jpg Kanban
Lean inom Hälso- och Sjukvård www.ohde.se
 Lean inom Hälso- och Sjukvård www.ohde.se 1 Vad tänker du på när du hör ordet Lean? 2 Kundfokus Flöde Kompetens Toyota Production System Värdeskapande / förluster Ständiga Förbättringar Resurssnål verksamhetsutveckling
Lean inom Hälso- och Sjukvård www.ohde.se 1 Vad tänker du på när du hör ordet Lean? 2 Kundfokus Flöde Kompetens Toyota Production System Värdeskapande / förluster Ständiga Förbättringar Resurssnål verksamhetsutveckling
LeanNavigatorn Ett dialogverktyg för utveckling av konkurrenskraftiga produktionssystem inspirerat av Lean
 Swerea IVF-skrift 09802 LeanNavigatorn Ett dialogverktyg för utveckling av konkurrenskraftiga produktionssystem inspirerat av Lean Består av: En handledning En arbetsbok Swerea IVF, Volvo Technology AB,
Swerea IVF-skrift 09802 LeanNavigatorn Ett dialogverktyg för utveckling av konkurrenskraftiga produktionssystem inspirerat av Lean Består av: En handledning En arbetsbok Swerea IVF, Volvo Technology AB,
Tid till förbättring ger tid till förbättring
 Tid till förbättring ger tid till förbättring Kort presentation av Vara kommuns arbete kring systematiska förbättringar utifrån Lean tanke- och arbetssätt Mer att läsa Det finns idag inte så jättemånga
Tid till förbättring ger tid till förbättring Kort presentation av Vara kommuns arbete kring systematiska förbättringar utifrån Lean tanke- och arbetssätt Mer att läsa Det finns idag inte så jättemånga
Arbetsmaterial - får inte kopieras eller distribueras. Innehåll. 2009 (c) Linköpings universitet
 Linköpings universitet") Innehåll Sektion 1.1 Sektion 1.2 Sektion 1.3 Sektion 1.4 Sektion 1.5 Sektion 1.6 Inledning Modulens mål Modulens struktur Modulens innehåll Utvärderingsprocesser Referenser Sektion 1.1 Inledning Välkommen
Innehåll Sektion 1.1 Sektion 1.2 Sektion 1.3 Sektion 1.4 Sektion 1.5 Sektion 1.6 Inledning Modulens mål Modulens struktur Modulens innehåll Utvärderingsprocesser Referenser Sektion 1.1 Inledning Välkommen
Vi omsätter kunskap till hållbar lönsamhet
 Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Astra Tech AB Vår resa mot Lean
 Astra Tech AB Vår resa mot Lean Ann-Charlotte Ryrman Avdelningschef Ständiga förbättringar 2008-10-07 Astra Tech AB Dotterbolag till Astra Zeneca Forskning/utveckling, produktion, försäljning av medicintekniska
Astra Tech AB Vår resa mot Lean Ann-Charlotte Ryrman Avdelningschef Ständiga förbättringar 2008-10-07 Astra Tech AB Dotterbolag till Astra Zeneca Forskning/utveckling, produktion, försäljning av medicintekniska
Hur kan man uppnå tillståndet där Lean/Verksamhetsutveckling är en naturlig del av tillvaron?
 Hur kan man uppnå tillståndet där Lean/Verksamhetsutveckling är en naturlig del av tillvaron? Av Ronny Brandqvist Sida 1 av 19 Lean är INTE ett statiskt tillstånd Sida 2 av 19 Hur kan det se ut? Attityder,
Hur kan man uppnå tillståndet där Lean/Verksamhetsutveckling är en naturlig del av tillvaron? Av Ronny Brandqvist Sida 1 av 19 Lean är INTE ett statiskt tillstånd Sida 2 av 19 Hur kan det se ut? Attityder,
Utbildning: Arbetsmätning
 Utbildning: Arbetsmätning Närvarotid Produktionstid Verktid Omkostnadstid 1 Omkostnadstid 2 Operationsverktid Ställtid Verktidsberoende fördelningstid Icke verktidsberoende fördelningstid Värdeskapande
Utbildning: Arbetsmätning Närvarotid Produktionstid Verktid Omkostnadstid 1 Omkostnadstid 2 Operationsverktid Ställtid Verktidsberoende fördelningstid Icke verktidsberoende fördelningstid Värdeskapande
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök
 itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
Ett exempel från Sundsvall med sociala tjänster. (Mats Franzén, 2013)
") Ett exempel från Sundsvall med sociala tjänster. (Mats Franzén, 2013) 1 1. Varför behöver vi nya arbetssätt 2. Beskrivning av metodik lean för service. 3. Ett exempel inkl resultat 4. Några praktiska erfarenheter
Ett exempel från Sundsvall med sociala tjänster. (Mats Franzén, 2013) 1 1. Varför behöver vi nya arbetssätt 2. Beskrivning av metodik lean för service. 3. Ett exempel inkl resultat 4. Några praktiska erfarenheter
BT blir Toyota med TPS
 BT blir Toyota med TPS Hur man kan ge en bild av Lean Per Ola Post I vilken ordning infördes lean på Toyota Mjölby? Först begrep vi lite av TPS och sedan skapade vi liner Liner kräver standardiserat arbete
BT blir Toyota med TPS Hur man kan ge en bild av Lean Per Ola Post I vilken ordning infördes lean på Toyota Mjölby? Först begrep vi lite av TPS och sedan skapade vi liner Liner kräver standardiserat arbete
L E A N T H I N K I N G. Banish waste and create wealth in your corporation James P. Womack and Daniel T. Jones
 L E A N T H I N K I N G Banish waste and create wealth in your corporation James P. Womack and Daniel T. Jones Kort sammanfattning av budskapet av Lennart Håman LBR lean business resources Womack och Jones,
L E A N T H I N K I N G Banish waste and create wealth in your corporation James P. Womack and Daniel T. Jones Kort sammanfattning av budskapet av Lennart Håman LBR lean business resources Womack och Jones,
A solution that lifts
 Fork A solution that lifts Form A solution that lifts A solution that lifts Heat A solution that lifts A solution that lifts Receptet på framgång Vår vision är att nå långt. Att få befintliga och presumtiva
Fork A solution that lifts Form A solution that lifts A solution that lifts Heat A solution that lifts A solution that lifts Receptet på framgång Vår vision är att nå långt. Att få befintliga och presumtiva
Rättningstiden är i normalfall tre veckor, annars är det detta datum som gäller:
 Lean Management 7,5 högskolepoäng Provmoment: Tentamen Ladokkod: A174TG V18-4 Tentamen ges för: TGIEA16h Bygg Maskin, TGIEO16h, TGIEL16h Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum:
Lean Management 7,5 högskolepoäng Provmoment: Tentamen Ladokkod: A174TG V18-4 Tentamen ges för: TGIEA16h Bygg Maskin, TGIEO16h, TGIEL16h Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum:
Det svenska huset. Generell modell av. XPS (X Production System) MERA-programmet SwePS-projektet. www.leanresan.se
 MERA-programmet SwePS-projektet. www.leanresan.se") Det svenska huset Generell modell av produktionssystemet XPS (X Production System) Det svenska huset Leanresans generella modell XPS (XPS = X Production System) I se och i LeanNavigatorn () finns en generell
Det svenska huset Generell modell av produktionssystemet XPS (X Production System) Det svenska huset Leanresans generella modell XPS (XPS = X Production System) I se och i LeanNavigatorn () finns en generell
Vad har vi lärt av att Lära sig se?
 Vad har vi lärt av att Lära sig se? Av handbokens författare Mike Rother Introduktion De fortsatta framgångarna för handboken Lära sig se ( Learning to See ) har överraskat oss alla. Den introducerades
Vad har vi lärt av att Lära sig se? Av handbokens författare Mike Rother Introduktion De fortsatta framgångarna för handboken Lära sig se ( Learning to See ) har överraskat oss alla. Den introducerades
Lean inom IT En Introduktion
 Lean inom IT En Introduktion MPAB 2012-08-24 J Erikshammar Lean Poduction är en japansk produktionsfilosofi som syftar till att minmera slöseri, ständiga förbättringar och en flexibilitet i alla processer
Lean inom IT En Introduktion MPAB 2012-08-24 J Erikshammar Lean Poduction är en japansk produktionsfilosofi som syftar till att minmera slöseri, ständiga förbättringar och en flexibilitet i alla processer
Välkommen till en dag om förbättringsarbete och lärande i vardagen
 Plats för bild Välkommen till en dag om förbättringsarbete och lärande i vardagen Twittra gärna @EstherNtverk Dagens erbjudande Lära känna varandra Träna förbättringsarbete, verktyg och kommunikation i
Plats för bild Välkommen till en dag om förbättringsarbete och lärande i vardagen Twittra gärna @EstherNtverk Dagens erbjudande Lära känna varandra Träna förbättringsarbete, verktyg och kommunikation i
NOLATO MEDITECH. Vi skapar en verksamhet i världsklass
 NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
Lean Production. Jon Engström Kvalitetsteknik, IEI
 Lean Production Jon Engström Kvalitetsteknik, IEI LEAN PRODCUTION 2 Kort historik av Lean Production (Repetition) Vad är Lean? Lean Principer Vanliga Lean-verktyg HISTORIK Masstillverkning Mekaniserat
Lean Production Jon Engström Kvalitetsteknik, IEI LEAN PRODCUTION 2 Kort historik av Lean Production (Repetition) Vad är Lean? Lean Principer Vanliga Lean-verktyg HISTORIK Masstillverkning Mekaniserat
Maskininvesteringar. Gör rätt från start. Låt oss hjälpas åt - för att få lönsamhet på din maskin. Mycket snabbare.
 Maskininvesteringar Gör rätt från start Låt oss hjälpas åt - för att få lönsamhet på din maskin. Mycket snabbare. 12 minuter kan ge dig 12 månader Om du funderar på att köpa en ny maskin, ge oss 12 minuter
Maskininvesteringar Gör rätt från start Låt oss hjälpas åt - för att få lönsamhet på din maskin. Mycket snabbare. 12 minuter kan ge dig 12 månader Om du funderar på att köpa en ny maskin, ge oss 12 minuter
Industriellt betongbyggande leder till ökad produktivitet. Peter Simonsson
 Industriellt betongbyggande leder till ökad produktivitet Peter Simonsson 1 Agenda Snabbare Produktivitetsökning Forskning LTU Innovationer Arbetsmiljö Byggbarhet och Lean Standardisering IT 2 Implementering
Industriellt betongbyggande leder till ökad produktivitet Peter Simonsson 1 Agenda Snabbare Produktivitetsökning Forskning LTU Innovationer Arbetsmiljö Byggbarhet och Lean Standardisering IT 2 Implementering
Lean hur kan det användas i jordbruksföretaget. Elenore Wallin, Lean coach, Hushållningssällskapet
 Lean hur kan det användas i jordbruksföretaget Elenore Wallin, Lean coach, Hushållningssällskapet Nationell satsning ca 70 större företag deltar Vad är Lean? Kundfokus det kunden vill ha Ta bort slöseri
Lean hur kan det användas i jordbruksföretaget Elenore Wallin, Lean coach, Hushållningssällskapet Nationell satsning ca 70 större företag deltar Vad är Lean? Kundfokus det kunden vill ha Ta bort slöseri
Industriell Massproduktion
 Industriell Massproduktion Theory Of Constraints, TOC Toyota Production System = LEAN Six Sigma Page 1 Theory of Constraints, flaskhalsstyrning Theory Of Constraints, eller TOC, är en managementfilosofi
Industriell Massproduktion Theory Of Constraints, TOC Toyota Production System = LEAN Six Sigma Page 1 Theory of Constraints, flaskhalsstyrning Theory Of Constraints, eller TOC, är en managementfilosofi
Grunderna i Lean. Mirella Westpil, Michael Lundstedt 2013-11-05
 Grunderna i Lean Mirella Westpil, Michael Lundstedt 2013-11-05 Några ord om oss Michael Mirella Agenda 13.15 Presentation Michael & Mirella 13.20 Vad är Lean Bikupor 13.30 Överblick (historia, värderingar,
Grunderna i Lean Mirella Westpil, Michael Lundstedt 2013-11-05 Några ord om oss Michael Mirella Agenda 13.15 Presentation Michael & Mirella 13.20 Vad är Lean Bikupor 13.30 Överblick (historia, värderingar,
Att skapa (beskriva) sin egen modell av produktionssystemet Varför? Hur? Exempel.
 sin egen modell av produktionssystemet Varför? Hur? Exempel.") Att skapa (beskriva) sin egen modell av produktionssystemet Varför? Hur? Exempel. Varför skapa (beskriva) sitt eget produktionssystem? Tydliggör företagets vision, önskade utveckling av produktionssystemet
Att skapa (beskriva) sin egen modell av produktionssystemet Varför? Hur? Exempel. Varför skapa (beskriva) sitt eget produktionssystem? Tydliggör företagets vision, önskade utveckling av produktionssystemet
LEAN TANKE- & ARBETSSÄTT
 LEAN TANKE- & ARBETSSÄTT Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga värde med minsta möjliga resurser Kundens behov i fokus Utgår från medarbetarnas delaktighet
LEAN TANKE- & ARBETSSÄTT Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga värde med minsta möjliga resurser Kundens behov i fokus Utgår från medarbetarnas delaktighet
EVRY One Outsourcing Services Linköping AB 2014-03-05 LEAN
 EVRY One Outsourcing Services Linköping AB 2014-03-05 LEAN By the use of true lean concepts all necessary attention to customer needs are secured. High quality implementations of incident, change and problem
EVRY One Outsourcing Services Linköping AB 2014-03-05 LEAN By the use of true lean concepts all necessary attention to customer needs are secured. High quality implementations of incident, change and problem
Nej. Arbetsgång i en processförbättring. Processägare beslutar att inleda ett förbättringsarbete. Föranalysens resultat:
 Arbetsgång i en processförbättring Signaler från Kund, VP, medarbetare eller på andra sätt om att ett förbättringsarbete behövs Processägare beslutar att inleda ett förbättringsarbete och utser processledare
Arbetsgång i en processförbättring Signaler från Kund, VP, medarbetare eller på andra sätt om att ett förbättringsarbete behövs Processägare beslutar att inleda ett förbättringsarbete och utser processledare
Planering och kontroll av processen MATILDA HÖÖK
 Planering och kontroll av processen MATILDA HÖÖK Planering och kontroll på två olika sätt Planering och kontroll över projektet Planering och kontroll över tillverkningsprocessen Olika projekt Resurser
Planering och kontroll av processen MATILDA HÖÖK Planering och kontroll på två olika sätt Planering och kontroll över projektet Planering och kontroll över tillverkningsprocessen Olika projekt Resurser
Strategisk Logistik 20 YHp Dag 4(8)
") Strategisk Logistik 20 YHp Dag 4(8) Affärslogistik 400 YH-poäng Dag 4(8) Repetition Prognos KanBan Värdeflödesanalys VSM Kapitalbindning Räkneexempel 1 Repetition Prognostisering Prognos betecknar ett
Strategisk Logistik 20 YHp Dag 4(8) Affärslogistik 400 YH-poäng Dag 4(8) Repetition Prognos KanBan Värdeflödesanalys VSM Kapitalbindning Räkneexempel 1 Repetition Prognostisering Prognos betecknar ett
Att på ett systematiskt och strukturerat sätt förändra ett akutsjukhus-lean mission eller Mission Impossible!!?.
 Att på ett systematiskt och strukturerat sätt förändra ett akutsjukhus-lean mission eller Mission Impossible!!?. LEAN i praktiken från Capio S:t Görans Sjukhus Göran Örnung dr med sc Överläkare och processägare
Att på ett systematiskt och strukturerat sätt förändra ett akutsjukhus-lean mission eller Mission Impossible!!?. LEAN i praktiken från Capio S:t Görans Sjukhus Göran Örnung dr med sc Överläkare och processägare
Biblioteksdagarna 2011
 Biblioteksdagarna 2011 Presentation Vad är Lean? Stockholm Södertälje Avslut Lean-filosofin har sitt ursprung i Toyotas system för produktion av bilar En filosofi med avsikten att skapa mervärde åt användare/kunder
Biblioteksdagarna 2011 Presentation Vad är Lean? Stockholm Södertälje Avslut Lean-filosofin har sitt ursprung i Toyotas system för produktion av bilar En filosofi med avsikten att skapa mervärde åt användare/kunder
Arbetsmaterial - får inte kopieras eller distribueras
 Kapitel 6: Avropssystem 6.1 Introduktion Att hantera materialflödena i värdeflödet är kritiskt för att uppnå Lean Production. Från att Toyota för 30 år sedan skapade och införde konceptet Just In Time
Kapitel 6: Avropssystem 6.1 Introduktion Att hantera materialflödena i värdeflödet är kritiskt för att uppnå Lean Production. Från att Toyota för 30 år sedan skapade och införde konceptet Just In Time
Repetition L1-L4 Övergripande designprocessen
 Repetition L1-L4 Övergripande designprocessen 1. Definiera behov/kundnytta 2. Planera hur problemet skall lösas 3. Förstå problemet genom att ta fram kravspec 4. Generera många lösningsförslag (koncept)
Repetition L1-L4 Övergripande designprocessen 1. Definiera behov/kundnytta 2. Planera hur problemet skall lösas 3. Förstå problemet genom att ta fram kravspec 4. Generera många lösningsförslag (koncept)
Instruktion Stöd för processkartläggning i ett processorienterat arbetssätt för Region Skåne. Syfte
 Instruktion Stöd för processkartläggning i ett 1 (7) Instruktion Stöd för processkartläggning i ett processorienterat arbetssätt för Region Skåne. Syfte Denna instruktion syftar till att utgöra ett stöd
Instruktion Stöd för processkartläggning i ett 1 (7) Instruktion Stöd för processkartläggning i ett processorienterat arbetssätt för Region Skåne. Syfte Denna instruktion syftar till att utgöra ett stöd
VALUE STREAM MAPPING VÄRDEFLÖDESKARTA
 VALUE STREAM MAPPING VÄRDEFLÖDESKARTA VALUE STREAM MAPPING VÄRDEFLÖDESKARTA Project Title: Lean Learning Academies (LLA) Project Number: 503663LLP120091BEERASMUSECUE Grant Agreement: 2009 3308 / 001 001
VALUE STREAM MAPPING VÄRDEFLÖDESKARTA VALUE STREAM MAPPING VÄRDEFLÖDESKARTA Project Title: Lean Learning Academies (LLA) Project Number: 503663LLP120091BEERASMUSECUE Grant Agreement: 2009 3308 / 001 001
Introduktion till flödesanalys för återtillverkare
 Projektresultat Styrkeområde 1: Resurseffektiv produktion Introduktion till flödesanalys för återtillverkare MiniMIFA Minimum tid för Material- och Informations- FlödesAnalys en metod för återtillverkare
Projektresultat Styrkeområde 1: Resurseffektiv produktion Introduktion till flödesanalys för återtillverkare MiniMIFA Minimum tid för Material- och Informations- FlödesAnalys en metod för återtillverkare
Så kan du arbeta med medarbetarenkäten. Guide för chefer i Göteborgs Stad
 Så kan du arbeta med medarbetarenkäten Guide för chefer i Göteborgs Stad Till dig som är chef i Göteborgs Stad Medarbetarenkäten är ett redskap för dig som chef. Resultaten levererar förstås inte hela
Så kan du arbeta med medarbetarenkäten Guide för chefer i Göteborgs Stad Till dig som är chef i Göteborgs Stad Medarbetarenkäten är ett redskap för dig som chef. Resultaten levererar förstås inte hela
» Industriell ekonomi
 » Industriell ekonomi FÖ4 Företagandet Norrköping 2013-01-21 Magnus Moberg Magnus Moberg 1 » Välkommen» Syfte och tidsplan» Annat material FÖ4 Företagandet http://www.skatteverket.se/foretagorganisationer/blanketterbroschyrer/broschyrer/info/462.4.39f16f103821c58f680007865.html»
» Industriell ekonomi FÖ4 Företagandet Norrköping 2013-01-21 Magnus Moberg Magnus Moberg 1 » Välkommen» Syfte och tidsplan» Annat material FÖ4 Företagandet http://www.skatteverket.se/foretagorganisationer/blanketterbroschyrer/broschyrer/info/462.4.39f16f103821c58f680007865.html»
Lova leveranstider; sälj och verksamhetsplanering!?
 Täcktidsplanering/Taktplanering Anders Segerstedt Industriell logistik, Luleå tekniska universitet Lova leveranstider; sälj och verksamhetsplanering!? I ett företag kan det vara så att en ordermottagare
Täcktidsplanering/Taktplanering Anders Segerstedt Industriell logistik, Luleå tekniska universitet Lova leveranstider; sälj och verksamhetsplanering!? I ett företag kan det vara så att en ordermottagare
Implementering av ett Kvalitetsledningssystem
 Implementering av ett Kvalitetsledningssystem Jenny Nystedt & Jonas Offesson En modell för små och medelstora företag VAD? ISO-standard HUR? Lean Kvalitet - Kundfokus - Värde Krav -ISO Filosofi - Lean
Implementering av ett Kvalitetsledningssystem Jenny Nystedt & Jonas Offesson En modell för små och medelstora företag VAD? ISO-standard HUR? Lean Kvalitet - Kundfokus - Värde Krav -ISO Filosofi - Lean
Introduktion till Lean, dag1
 Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Visualisera verksamheten
 Visualisera verksamheten Daglig styrning Varför ett visuellt ledningssystem Motorn i förbättringsarbetet är att aktiviteter kontinuerligt drivs och följs upp i en mötes- och tavelstruktur med dagliga,
Visualisera verksamheten Daglig styrning Varför ett visuellt ledningssystem Motorn i förbättringsarbetet är att aktiviteter kontinuerligt drivs och följs upp i en mötes- och tavelstruktur med dagliga,
Introduktion till Lean, dag3
 Introduktion till Lean, dag3 U117G GRUPPDISKUSSION Diskutera med grannen: - Vad gick vi igenom förra veckan? 5 minuter KURSINNEHÅLL Dag 3 Kap 3. forts. Jämna ut flödet Kap 4. Dragande produktion Kap 2.
Introduktion till Lean, dag3 U117G GRUPPDISKUSSION Diskutera med grannen: - Vad gick vi igenom förra veckan? 5 minuter KURSINNEHÅLL Dag 3 Kap 3. forts. Jämna ut flödet Kap 4. Dragande produktion Kap 2.
Innehåll. Sektion 3.1 Introduktion Kapitel 3. Sektion 3.2 Mål Kapitel 3. Sektion 3.3 Introduktion till värdeflödesanalys. Sektion 3.
 Innehåll Sektion 3.1 Introduktion Kapitel 3 Sektion 3.2 Mål Kapitel 3 Sektion 3.3 Introduktion till värdeflödesanalys Sektion 3.4 Varför VSM Sektion 3.5 Att välja produktfamilj Sektion 3.6 Att kartlägga
Innehåll Sektion 3.1 Introduktion Kapitel 3 Sektion 3.2 Mål Kapitel 3 Sektion 3.3 Introduktion till värdeflödesanalys Sektion 3.4 Varför VSM Sektion 3.5 Att välja produktfamilj Sektion 3.6 Att kartlägga
Lean Pilot En utbildning för förändringsledare!
 Lean Pilot En utbildning för förändringsledare! Copyright 2004 by SBTI International.. ALL RIGHTS RESERVED. 1 SYFTE Lean handlar om att eliminera slöseri! Genom ett systematiskt införande kan alla verksamheter
Lean Pilot En utbildning för förändringsledare! Copyright 2004 by SBTI International.. ALL RIGHTS RESERVED. 1 SYFTE Lean handlar om att eliminera slöseri! Genom ett systematiskt införande kan alla verksamheter
Lean. att göra mer med mindre. Lean 2011-01-13. 2011 Prolog www.prolog.se. 2011-01-142011-01-13 Prolog 2011
 1 Lean att göra mer med mdre Lean 2011-01-13 2 Vad är Lean? Grundtanken med Lean är att mska kostnaderna genom att reducera slöserier i verksamheten Förändrgsledng Utbildng Projektledng Lean en långsiktig
1 Lean att göra mer med mdre Lean 2011-01-13 2 Vad är Lean? Grundtanken med Lean är att mska kostnaderna genom att reducera slöserier i verksamheten Förändrgsledng Utbildng Projektledng Lean en långsiktig
på fredag Dessutom slipper ni tjatet om att hålla ordning och trivseln förbättras.
 Ordning och reda på fredag nej, alltid Ordning och reda (OR) handlar om att skapa bättre ordning på arbetsplatsen, utan att tjata. Ordning och reda handlar också om att minska risken för olycksfall och
Ordning och reda på fredag nej, alltid Ordning och reda (OR) handlar om att skapa bättre ordning på arbetsplatsen, utan att tjata. Ordning och reda handlar också om att minska risken för olycksfall och
Utveckla LIS och skyddet
 Utveckla LIS och skyddet www.informationssäkerhet.se 2 Upphovsrätt Tillåtelse ges att kopiera, distribuera, överföra samt skapa egna bearbetningar av detta dokument, även för kommersiellt bruk. Upphovsmannen
Utveckla LIS och skyddet www.informationssäkerhet.se 2 Upphovsrätt Tillåtelse ges att kopiera, distribuera, överföra samt skapa egna bearbetningar av detta dokument, även för kommersiellt bruk. Upphovsmannen
Att omsätta idéer i handling - metoder för förbättringsarbete 14 januari 2013
 Att omsätta idéer i handling - metoder för förbättringsarbete 14 januari 2013 Anna Moberg Anna-Karin Woodhouse Löfsved Donald Berwick, VD IHI Varje system är perfekt designat för att uppnå exakt de resultat
Att omsätta idéer i handling - metoder för förbättringsarbete 14 januari 2013 Anna Moberg Anna-Karin Woodhouse Löfsved Donald Berwick, VD IHI Varje system är perfekt designat för att uppnå exakt de resultat
Ditt och mitt Indexator
 Indexators filosofi 2 Ditt och mitt Indexator INDEXATOR har alltid jobbat med visioner och strategier. Dessa finns nedskrivna och ska verka som ett stöd i verksamhetens beslutsfattande på alla nivåer.
Indexators filosofi 2 Ditt och mitt Indexator INDEXATOR har alltid jobbat med visioner och strategier. Dessa finns nedskrivna och ska verka som ett stöd i verksamhetens beslutsfattande på alla nivåer.
Lean Handbok för Service och Tjänster
 Lean Handbok för Service och Tjänster John Bicheno Pia Anhede och Joakim Hillberg INNEHÅLLSFÖRTECKNING INTRODUKTION TILL LEAN SERVICE... 1 Inledning... 1 Vi arbetar alla med service!... 1 Lean-systemet...
Lean Handbok för Service och Tjänster John Bicheno Pia Anhede och Joakim Hillberg INNEHÅLLSFÖRTECKNING INTRODUKTION TILL LEAN SERVICE... 1 Inledning... 1 Vi arbetar alla med service!... 1 Lean-systemet...
Teknisk konsult. Vi utvecklar människor, människor utvecklar företag. Tm
 Teknisk konsult Vi utvecklar människor, människor utvecklar företag. Tm Tekniska konsulter Målet med utbildningen är att bygga på arbetslösa tekniker så att de blir gångbara som konsulter inom produktion,
Teknisk konsult Vi utvecklar människor, människor utvecklar företag. Tm Tekniska konsulter Målet med utbildningen är att bygga på arbetslösa tekniker så att de blir gångbara som konsulter inom produktion,
SwePS workshop. Uppstart av förbättringsgrupper på Ljunghäll. Delresultat från en fallstudie
 SwePS workshop Uppstart av förbättringsgrupper på Ljunghäll Delresultat från en fallstudie där syftet var att studera förbättringsbehov som underlag till införandeprocessen av förbättringsarbete i produktion
SwePS workshop Uppstart av förbättringsgrupper på Ljunghäll Delresultat från en fallstudie där syftet var att studera förbättringsbehov som underlag till införandeprocessen av förbättringsarbete i produktion
vad är lean? professionalism engagemang inbyggd kvalitet stoppa vid fel minimera slöserierna
 handbok vad är lean? professionalism engagemang värderingar principer arbetssätt resultat professionalism engagemang lärande inbyggd kvalitet inbyggd kvalitet stoppa vid fel standardisering utjämning normalläge
handbok vad är lean? professionalism engagemang värderingar principer arbetssätt resultat professionalism engagemang lärande inbyggd kvalitet inbyggd kvalitet stoppa vid fel standardisering utjämning normalläge
LEAN - Lite historisk - Lean på Saab Aerosystems. Jörgen Furuhjelm
 LEAN - Lite historisk - Lean på Saab Aerosystems Jörgen Furuhjelm 80-tal 60-tal Framgångar avseende 50-tal kvalitet och försäljning Grunderna i Toyotas produktssystem tas i bruk International Motor 70-tal
LEAN - Lite historisk - Lean på Saab Aerosystems Jörgen Furuhjelm 80-tal 60-tal Framgångar avseende 50-tal kvalitet och försäljning Grunderna i Toyotas produktssystem tas i bruk International Motor 70-tal
En 18 månaders förändringsresa. Något om metod och förutsättningar
 En 18 månaders förändringsresa Något om metod och förutsättningar Den sneda vågen Samsyn & drivkraft: Utmaningar & ambitioner Vägledande principer Handlingsplan Arbetssätt Nyckeltal & mål Spridning Ständig
En 18 månaders förändringsresa Något om metod och förutsättningar Den sneda vågen Samsyn & drivkraft: Utmaningar & ambitioner Vägledande principer Handlingsplan Arbetssätt Nyckeltal & mål Spridning Ständig
Lean Healthcare. Vi kan inte lösa problem med samma sorts tänkande som vi använde när vi skapade dem. Albert Einstein. Strategiska staben. ver 1.
 Lean Healthcare Strategiska staben ver 1.5 Vi kan inte lösa problem med samma sorts tänkande som vi använde när vi skapade dem Albert Einstein Några tidiga resultat Ablation: 44% kapacitetsökning + frigjord
Lean Healthcare Strategiska staben ver 1.5 Vi kan inte lösa problem med samma sorts tänkande som vi använde när vi skapade dem Albert Einstein Några tidiga resultat Ablation: 44% kapacitetsökning + frigjord
Lean i Region Östergötland
 Lean i 160829 Anna Moberg Målbild 2016 Om tillgänglighet 2016 vill jag som patient: Nå sjukvården per telefon
Lean i 160829 Anna Moberg Målbild 2016 Om tillgänglighet 2016 vill jag som patient: Nå sjukvården per telefon
Kvalitetssäkring inom äldreomsorgen, 08-08-26 - Stockholm. Lean vad är det Så här arbetar vi i Vara 2008 08-26
 Kvalitetssäkring inom äldreomsorgen, 08-08-26 - Stockholm Lean vad är det Så här arbetar vi i Vara 2008 08-26 Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga
Kvalitetssäkring inom äldreomsorgen, 08-08-26 - Stockholm Lean vad är det Så här arbetar vi i Vara 2008 08-26 Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga
Produktivitetsförbättring av manuella monteringsoperationer
 Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
FÖRSTUDIE. 1. Bakgrund och nuläge. 2. Upplevt problem och mål Bakgrund Nuläge. FÖRSTUDIE Grupp
 Projektnamn Svensk industris framtida elförsörjning Projektledare Tobias Rörstam Projektgrupp Tobias Rörstam, Jimmy Larsson, Johan Mikkelsen, Joakim Nilsson, Anton Strandberg, Marie-Louise Edlund Projektperiod
Projektnamn Svensk industris framtida elförsörjning Projektledare Tobias Rörstam Projektgrupp Tobias Rörstam, Jimmy Larsson, Johan Mikkelsen, Joakim Nilsson, Anton Strandberg, Marie-Louise Edlund Projektperiod
TOYOTA I_SITE Mer än fleet management
 EMPOWERING YOUR BUSINESS TOYOTA I_SITE Mer än fleet management www.toyota-forklifts.se TOYOTA I_SITE Mer än fleet management Toyota I_Site är ett kontinuerligt partnerskap för effektiv materialhantering.
EMPOWERING YOUR BUSINESS TOYOTA I_SITE Mer än fleet management www.toyota-forklifts.se TOYOTA I_SITE Mer än fleet management Toyota I_Site är ett kontinuerligt partnerskap för effektiv materialhantering.
BIF NEWS. November 2011. 70% av företagen har misslyckats med sina effektiviseringar!
 BIF NEWS November 2011 70% av företagen har misslyckats med sina effektiviseringar! En marknadsundersökning under våren och hösten 2011 är genomförd och resultatet är häpnadsväckande enligt Johan Koskenniemi
BIF NEWS November 2011 70% av företagen har misslyckats med sina effektiviseringar! En marknadsundersökning under våren och hösten 2011 är genomförd och resultatet är häpnadsväckande enligt Johan Koskenniemi
Bläddra vidare för fler referenser >>>
 Ulla Simonsson, VD Simonsson & Widerberg Lean Consulting Det Torbjörn har byggt upp är ett fundament av kunskap som många företag slarvar med. Ju fler ledningsgrupper som inser att Utvecklingssamtalet
Ulla Simonsson, VD Simonsson & Widerberg Lean Consulting Det Torbjörn har byggt upp är ett fundament av kunskap som många företag slarvar med. Ju fler ledningsgrupper som inser att Utvecklingssamtalet
Tranås Rostfria AB. Det lilla bolagets flexibilitet i stort format
 Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
Lyckad väg till minskat blöjavfall
 Lyckad väg till minskat blöjavfall Varför ska vi arbeta med att minska blöjavfallet? Ett minskat blöjavfall leder till: minskade kostnader minskad miljöpåverkan ökad trygghet hos de boende ökad trivsel
Lyckad väg till minskat blöjavfall Varför ska vi arbeta med att minska blöjavfallet? Ett minskat blöjavfall leder till: minskade kostnader minskad miljöpåverkan ökad trygghet hos de boende ökad trivsel
Introduktion till Lean, dag2 AU117G
 Introduktion till Lean, dag2 AU117G KURSINNEHÅLL Dag 2 Förbättringsmetoder Jämna ut flödet Diskussion inlämning 1 (problembeskrivning) Inlämningsuppgift 2 KAP. 5 BEKÄMPA SLÖSERIER Sju + en slöserierna
Introduktion till Lean, dag2 AU117G KURSINNEHÅLL Dag 2 Förbättringsmetoder Jämna ut flödet Diskussion inlämning 1 (problembeskrivning) Inlämningsuppgift 2 KAP. 5 BEKÄMPA SLÖSERIER Sju + en slöserierna
Likers leanprinciper i lantbruket
 Likers leanprinciper i lantbruket 1. Långsiktigt tänkande Basera besluten på långsiktigt tänkande även då det sker på bekostnad av kortsiktiga finansiella mål Går naturligtvis att överföra direkt till
Likers leanprinciper i lantbruket 1. Långsiktigt tänkande Basera besluten på långsiktigt tänkande även då det sker på bekostnad av kortsiktiga finansiella mål Går naturligtvis att överföra direkt till
Bygglogistik Ett modeord eller en lösning?
 Bygglogistik Ett modeord eller en lösning? Micael Thunberg Teknologie Doktor i bygglogistik Agenda Vad är logistik? Kopplingen logistik och planering Kort om förutsättningarna för effektiv bygglogistik
Bygglogistik Ett modeord eller en lösning? Micael Thunberg Teknologie Doktor i bygglogistik Agenda Vad är logistik? Kopplingen logistik och planering Kort om förutsättningarna för effektiv bygglogistik
Concept Selection Chaper 7
 Akademin för Innovation, Design och Teknik Concept Selection Chaper 7 KPP306 Produkt och processutveckling Grupp 2 Johannes Carlem Daniel Nordin Tommie Olsson 2012 02 28 Handledare: Rolf Lövgren Inledning
Akademin för Innovation, Design och Teknik Concept Selection Chaper 7 KPP306 Produkt och processutveckling Grupp 2 Johannes Carlem Daniel Nordin Tommie Olsson 2012 02 28 Handledare: Rolf Lövgren Inledning
Magnus Berg Utvecklingsingenjör. Feb 2013 Verksamhetsoptimering SSAB Oxelösund
 Magnus Berg Utvecklingsingenjör Feb 2013 Verksamhetsoptimering SSAB Oxelösund SSABs nyckelsegment Anläggningsmaskiner Råmaterialhantering Tunga transporter Energi Bil Service Centers Industriella applikationer
Magnus Berg Utvecklingsingenjör Feb 2013 Verksamhetsoptimering SSAB Oxelösund SSABs nyckelsegment Anläggningsmaskiner Råmaterialhantering Tunga transporter Energi Bil Service Centers Industriella applikationer
Vår vägvisare är framtagen genom ett samarbete mellan KMAB:s ledningsgrupp och representanter från IF Metall.
 Vår vägvisare är framtagen genom ett samarbete mellan KMAB:s ledningsgrupp och representanter från IF Metall. Utgåva 4 Tryckt av CopyGraf AB, Bräkne-Hoby 2018 Förord KMAB:s fyrklöver är en nyckelfaktor
Vår vägvisare är framtagen genom ett samarbete mellan KMAB:s ledningsgrupp och representanter från IF Metall. Utgåva 4 Tryckt av CopyGraf AB, Bräkne-Hoby 2018 Förord KMAB:s fyrklöver är en nyckelfaktor
Så här gör du. om du vill genomföra en framgångsrik innovationstävling
 Så här gör du om du vill genomföra en framgångsrik innovationstävling Det här materialet hjälper er att planera och sätta förutsättningarna för att driva kampanjer, antingen en eller regelbundet. Ibland
Så här gör du om du vill genomföra en framgångsrik innovationstävling Det här materialet hjälper er att planera och sätta förutsättningarna för att driva kampanjer, antingen en eller regelbundet. Ibland
Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20)
") Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20) Carin Andersson Industriell produktion, Lund University Monica Bellgran Innovation och Design, Mälardalen University
Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20) Carin Andersson Industriell produktion, Lund University Monica Bellgran Innovation och Design, Mälardalen University
Handbok Produktionssystem NPS
 Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Metodstöd till processkartläggning
 Metodstöd till processkartläggning Nedan ges en kort inspiration/metodstöd för att kunna göra en processkartläggning inom ramen för Kulturväven. Detta ska inte ses som en instruktion till hur man ska arbeta,
Metodstöd till processkartläggning Nedan ges en kort inspiration/metodstöd för att kunna göra en processkartläggning inom ramen för Kulturväven. Detta ska inte ses som en instruktion till hur man ska arbeta,
Lean Product Development
 Lean Product Development Stefan Bükk Stefan.bukk@swerea.se 2011-03-30 1 Produktutvecklings Process enligt det planerande paradigmet Market analysis Gates Q/P Krav Spec Detail Design Test Re Design t $
Lean Product Development Stefan Bükk Stefan.bukk@swerea.se 2011-03-30 1 Produktutvecklings Process enligt det planerande paradigmet Market analysis Gates Q/P Krav Spec Detail Design Test Re Design t $
Strategiska processer för att säkerställa och öka värdet i verksamheten
 Strategiska processer för att säkerställa och öka värdet i verksamheten Värdeväxlaren guidar ledning och strategiskt förändringsarbete Mission Rikta Beskriva Prioritera Förändra Mäta. management M. M.
Strategiska processer för att säkerställa och öka värdet i verksamheten Värdeväxlaren guidar ledning och strategiskt förändringsarbete Mission Rikta Beskriva Prioritera Förändra Mäta. management M. M.
LVI Low Vision International AB Företagspresentation
 LVI Low Vision International AB Företagspresentation Emma Tooth från produktion och Henrik Blomdahl från utveckling monterar läskameror. Jag arbetar som rådgivare på Syncentralen i Oslo där vi inriktar
LVI Low Vision International AB Företagspresentation Emma Tooth från produktion och Henrik Blomdahl från utveckling monterar läskameror. Jag arbetar som rådgivare på Syncentralen i Oslo där vi inriktar