Reducering av flaskhalsar i en kundorderstyrd produktion
|
|
|
- Sven-Erik Jakobsson
- för 6 år sedan
- Visningar:
Transkript



1 Examensarbete Reducering av flaskhalsar i en kundorderstyrd produktion En fallstudie på IV Produkt med fokus på kötidsreducering
2 Sammanfattning Dagens industrimarknader utvecklas i snabb takt på grund av snabb teknologisk utveckling och den ökande konkurrensen som beror på att industrisektorn växer. Det är genom förändringar som företag kan förbättra sin verksamhet och därmed vara konkurrenskraftiga. Stabila processer är en förutsättning för att kunna analysera resultatet av en förändring. Utan stabila processer är det svårt att avgöra om resultatet beror på den förändring som har gjorts eller om det beror på slumpmässig variation. Det är viktigt att arbeta med ständiga förbättringar och våga förändra för att kunna skapa en effektiv produktion. Flaskhalsar bidrar till att produktiviteten sänks och de bör därför elimineras eller hanteras på bästa möjliga sätt. Detta är viktigt att arbeta med då kunden inte är villig att betala för de aktiviteter som inte är värdeskapande. Då en verksamhet har någon typ av slutmontering är det viktigt ta hänsyn till att samtliga delar som ska monteras i slutmonteringen koordineras för att de ska bli tillgängliga samtidigt. Om de inte koordineras uppstår det köer där delarna blir stående i väntan på de resterande delarna. Att koordinera delarna är särskilt viktigt när produkterna är kundanpassade eftersom det inte är möjligt att tillverka mot prognoser. Syftet med arbetet är att förstå hur flaskhalsar påverkar produktiviteten genom att applicera de teoretiska kunskaperna i praktiken och sätta teorin i ett sammanhang. Det är genom en fallstudie på ett fallföretag som en problemformulering har kunnat arbetas fram. Det är baserat på denna problemformulering som forskningsstrategin har utformats. Hur kan material- och informationsflöden synkroniseras för att minska köbildning i produktionen och reducera flaskhalsar? Fallföretaget har en kundorderstyrd produktion. De har i dagsläget en form av tryckande produktion genom hela anläggningen. Projektet ska granska sambandet mellan slutmonteringen, som ses som en flaskhals, och fyra av de olika produktionslinorna vars moduler ska gå igenom slutmonteringen. På så sätt kan bidragande faktorer till att det uppstår väntetid urskiljas. Att skapa ett dragande system från slutmonteringen är en alternativ lösning på detta problem. För att kunna omvandla en produktion där produkter trycks framåt i flödet till en dragande produktion där tillverkning startar på signal från efterföljande process krävs en förändring i arbetssättet. Detta är något som måste ges den tid som behövs och det måste ske gradvis.
3 Summary Today's industrial markets are developing rapidly, due to rapid technological development and the increasing competition because of the growing industrial sector. It is through changes that companies can improve their business and thus be competitive. Stable processes are essential to analyze the result of a change. Without stable processes, it is difficult to determine if the result is due to the change that has been made or whether it depends on random variation. To create an efficient production, bottlenecks should be eliminated or handled in the best possible way. When an operation has some type of final assembly, it is important to take into account that all parts that will be assembled here are coordinated to make them available at the same time. If they are not coordinated, there will be queues and the parts will remain standing while waiting for the remaining parts. To coordinate the parts are especially important when the products are customized because then it is not possible to produce parts based on forecasts. The purpose of this essay is to understand how the bottlenecks affect productivity by applying the theoretical knowledge in practice and to put the theory into context. It is through a case study on a case company that a problem has been formulated. It is based on this problem formulation that the research strategy has been formed. "How can the material- and information flow be synchronized to reduce queues in production and reduce bottlenecks?" The case company has a customer order-controlled production. They have a pushing system through the production. The project will examine the relationship between the final assembly, which is seen as a bottleneck, and four of the different production lines which modules goes through the final assembly. Thereby the contributing factors to the waiting period can be distinguished. An alternative solution to this problem is to create a pulling system from the final assembly. To transform a production where products are pushed into a pulling production flow where production starts on the signal from the subsequent process, a change in the way of working is necessary. This is something that must be given the necessary time and it must be done gradually.
4 Abstract Syftet med arbetet är att förstå hur flaskhalsar påverkar produktiviteten genom att applicera de teoretiska kunskaperna i praktiken och sätta teorin i ett sammanhang. För att skapa en effektiv produktion bör flaskhalsar elimineras eller hanteras på bästa möjliga sätt. Detta är viktigt att arbeta med då kunden inte är villig att betala för de aktiviteter som inte är värdeskapande. Genom en fallstudie på ett fallföretag har en problemformulering arbetats fram. Det är baserat på denna problemformulering som forskningsstrategin har utformats. Fallföretaget har en kundorderstyrd produktion. De har i dagsläget en form av tryckande produktion genom hela anläggningen. Projektet ska granska sambandet mellan slutmonteringen, som ses som en flaskhals, och fyra av de olika produktionslinorna vars moduler ska gå igenom slutmonteringen. På så sätt kan bidragande faktorer till att det uppstår väntetid urskiljas. Att skapa ett dragande system från slutmonteringen är en alternativ lösning på detta problem. Nyckelord: flaskhals, kundorderstyrd produktion, köbildning, planering, synkronisering, slutmontering, Lean Production.
5 Förord Studien är ett examensarbete på 22.5 hp. Det är den avslutande delen av vår högskoleingenjörsutbildning inom Industriell ekonomi på Linnéuniversitetet i Växjö. Arbetet är en fallstudie som har utförts i samarbete med företaget IV Produkt i Växjö. Vi vill börja med att rikta ett stort tack till fallföretaget, IV Produkt, för att vi har fått möjligheten att utföra vårt examensarbete hos er. Ett särskilt tack till våra handledare på företaget Andreas Johansson och David Sannéus för deras engagemang, hjälpsamhet och alltid trevliga bemötande. Vi vill även tacka de operatörer vi har varit i kontakt med som har hjälpt till att svara på våra frågor. Ett tack till Joakim Bjurström som har varit vår handledare under arbetets gång. Tack för att du varit vårt bollplank och delat med dig av dina kunskaper och erfarenheter. Det har varit till stor hjälp då vi kört fast i arbetet. Även ett tack till Mirka Kans för handledning under seminarierna. Slutligen vill vi tacka våra opponenter Emil Karlsson och Richard Utbult som har varit till stor hjälp under studiens gång. De har med stort engagemang kommit med idéer och förbättringsförslag till vårt arbete. Frida Arvidsson, Lina Karlsson & Jessica Pettersson Linnéuniversitetet, Växjö, 19 maj 2017 Frida Arvidsson Lina Karlsson Jessica Pettersson
6 Innehållsförteckning 1 Introduktion Bakgrund Problemdiskussion Mål och syfte Avgränsningar 3 2 Metod Forskningsmetodik Forskningsansats Forskningsstrategi Informationsinsamling Källkritik 7 3 Teori Lean Production Flaskhals Värdeflödesanalys Symboler Dragande och tryckande system Variation Buffertar De sju slöserierna Just in time Kanban Conwip Drum-Buffer-Rope Toyota förbättringskata 17
7 3.9 Planering 18 4 Genomförande Företagsbeskrivning Produktion Informationsflöde Materialflöde Värdeflödesanalys Måltillstånd Experiment Experiment: Test av dragande system 25 5 Resultat och analys Planering Buffert Framtida tillstånd Experiment 34 6 Diskussion Miljö Framtida tillstånd Experiment Alternativt förslag Jämförelse av förslag Avgränsningar 39 7 Rekommendationer 41 8 Slutsatser 42 Referenser 43 Bilagor
8 1 Introduktion Detta inledande kapitel beskriver bakgrunden till den valda studien. Här presenteras även studiens problembeskrivning, mål och syfte samt vilka avgränsningar som har gjorts i studien. 1.1 Bakgrund Hållbar utveckling är idag ett välkänt begrepp som många industrier arbetar med. Hållbar utveckling definieras enligt Brundtlandskommisionen (1987) som en utveckling som tillfredsställer dagens behov utan att äventyra kommande generationers möjligheter att tillfredsställa sina behov. Social, ekologisk och ekonomisk hållbarhet bidrar till hållbar utveckling och en säker framtid. Social hållbarhet innebär att alla människor i samhället ska ha samma rättigheter. Jämlikhet, demokrati, rättvisa och delaktighet är några villkor som alla människor har rätt till. Ekologisk hållbarhet avser att ta till vara på och hushålla med naturens resurser på ett så effektivt sätt som möjligt. Det är viktigt att ta hänsyn till detta för att framtida generationer ska kunna leva motsvarande som vi lever idag, då jordens resurser är begränsade. Målet med ekonomisk hållbarhet är att skapa en balanserad tillväxt ur ett ekonomiskt perspektiv utan att påverka den sociala eller ekologiska hållbarheten (Gulliksson, Holmgren, 2015). Dagens industrier är en av de största faktorerna som påverkar miljön negativt och därmed även människan. I och med industrisektorns ständiga tillväxt bidrar detta även till en ständigt ökad miljöpåverkan. Därför är det viktigt att arbeta med dessa frågor och ha ett miljötänk i olika situationer som kan komma att ha effekt på miljön. För att lyckas vända trenden och skapa en hållbar utveckling som inte kommer att påverka kommande generationer negativt krävs fokus, resurser och engagemang kring dessa frågor (Gulliksson & Holmgren, 2015). Dagens industrimarknader utvecklas i snabb takt på grund av snabb teknologisk utveckling och den ökande konkurrensen som beror på att industrisektorn växer. För att kunna möta kraven i marknadens snabba utveckling är det viktigt för företag att arbeta med ständiga förbättringar för att utvecklas kontinuerligt. Företag som lyckas med detta kan erhålla konkurrensfördelar och kan på så sätt överleva på marknaden på lång sikt. Ett framgångsrikt företag som utvecklas bidrar till jobbmöjligheter och därmed välfärd i samhället (Dennis, 2016). 1
9 Stabila processer är en förutsättning för att kunna analysera resultatet av en förändring. Utan stabila processer är det svårt att avgöra om resultatet beror på den förändring som har gjorts eller om det beror på slumpmässig variation. Det är genom förändringar som företag kan förbättra sin verksamhet och utvecklas (Dennis, 2016). Variation är ett hot som leder till störningar i processer. Det är därför viktigt att hantera eller eliminera variation för att skapa stabila processer. Det är inte alltid möjligt att eliminera variation och den kan då istället hanteras genom att nyttja de tre buffertarna tid, lager och kapacitet. Till följd av variation kan det uppstå flaskhalsar som påverkar produktiviteten negativt genom att det uppstår köer mellan processtegen. Det är särskilt känsligt då produktionen är kundanpassad eftersom det då inte går att producera mot lager. Det är därför viktigt att identifiera grundorsaken till varför flaskhalsar uppstår för att sedan kunna fördela resurserna optimalt för att hitta en lösning (Segerstedt, 2008), (Stranne, 2004). 1.1 Problemdiskussion I en effektiv produktion bör flaskhalsar elimineras eller hanteras på bästa möjliga sätt. Detta är viktigt att arbeta med då kunden inte är villig att betala för de aktiviteter som inte är värdeskapande. Företag idag måste arbeta med ständiga förbättringar för att kunna konkurrera på marknaden. Dessa förbättringar kan bidra till en mer effektiv produktion och därmed högre lönsamhet (Dennis, 2016). Det bidrar även till att företag överlever på lång sikt och skapar jobbmöjligheter som leder till välfärd i samhället. Genom att hela tiden utvecklas och röra sig framåt kan företag fortsätta att konkurrera och bibehålla sin produktion i Sverige. Ur ett miljöperspektiv är det viktigt att företag arbetar geografiskt nära sina leverantörer och kunder för att minska långa transporter som har en negativ påverkan på miljön (Sollander, Hilletofth & Eriksson, 2016). Då en verksamhet har någon typ av slutmontering är det viktigt ta hänsyn till att samtliga delar som ska monteras i slutmonteringen koordineras, så att de blir tillgängliga samtidigt. Om de inte koordineras uppstår det köer i väntan på de olika delarna som ska till slutmonteringen, vilket gör att en typ av flaskhals uppstår. Köerna tar även upp onödig plats och leder till en ökad materialhantering samt längre ledtider. Genom att istället synkronisera de olika delarna så de kommer till slutmonteringen samtidigt kan köer i produktionen undvikas vilket även bidrar till underlättad materialhantering. Både det bundna kapitalet och de icke värdeskapande aktiviteterna kan då minimeras vilket gör att ledtiderna kan reduceras. Detta är särskilt viktigt när produkterna är kundanpassade eftersom det inte är 2
10 möjligt att tillverka mot prognoser. Det går inte heller att tillverka mot lager då alla produkter är kundspecifika. Leveranstiden för kundspecifika produkter blir därför som minst den sammanslagna cykeltiden för varje processteg (Segerstedt, 2008). Detta leder till projektets problemformulering: Hur kan material- och informationsflöden synkroniseras för att minska köbildning i produktionen och reducera flaskhalsar? 1.2 Mål och syfte Det huvudsakliga målet med projektet är att identifiera förbättringsförslag för att effektivisera en kundanpassad produktion. Syftet är att förstå hur flaskhalsar påverkar produktiviteten genom att applicera de teoretiska kunskaperna i praktiken och sätta teorin i ett sammanhang. 1.3 Avgränsningar Projektet har avgränsats till slutmonteringen samt till fem av de linor som producerar moduler hit. Detta då projektet ska behandla effektivisering av just slutmonteringen. De moduler som kommer behandlas i projektet är av storlek 600 eller mindre samt produceras till slutmonteringen. Övriga processer inkluderas inte då projektets fördjupning ska motsvara ett examensarbete på 22.5 hp. Då produkterna är kundanpassade har projektet inte inriktat sig på någon specifik produkt utan istället på flödet i de olika processerna. På grund av produkternas långa ledtider har observationer inte kunnat genomföras löpande från produktionsstart till slutmontering. Istället har observationerna fått genomföras periodvis för att kunna få en helhetsbild över produktionsflödet. Detta är något som kommer tas hänsyn till vid resultat och analys av projektet. 3
11 2 Metod I detta kapitel beskrivs olika typer av metoder samt vilka metoder som har använts i studien. Här behandlas även olika typer av modeller samt kriterier så som validitet, reliabilitet och källkritik. Bild 1 beskriver en kort sammanfattning av metodval. Forskningsmetod Datainsamling Forskningsansats Forskningsstrategi Informationsinsamling Källkritik Kvalitativ metod Observationer, intervjuer, experiment Abduktiv ansats Fallstudie Primär- och sekundärdata Validitet och reliabilitet Bild 1, Sammanfattning av metodval 2.1 Forskningsmetodik Kvalitativa metoder används för att skapa förståelse ur ett sammanhang. Intervjuer och observationer är de två vanligaste kvalitativa metoderna som används vid datainsamling (Eliasson, 2013). Genom observationer kan både saker som sker och beteenden studeras i ett naturligt sammanhang samtidigt som de faktiskt inträffar. Observationer är även bra för att konfirmera och komplettera information som redan samlats in genom andra metoder. Nackdelar med observationer är att det kan vara kostsamma, både när det gäller tid och pengar. Detta är därför något som bör undersökas innan man börjar för att se att man har de resurser som krävs för att genomföra metoden (Patel & Davidsson 2011). Fördelar med att använda sig av kvalitativa metoder är att de dels går att anpassa efter situation men även att det går bra att kombinera en kvalitativ metod med exempelvis en kvantitativ metod (Eliasson, 2013). 4
12 Kvantitativa metoder används när mycket data i form av siffror ska samlas in. De vanligaste sätten som används för att samla in kvantitativ data på är genom enkätundersökningar och intervjuer. Vid användning av kvantitativa metoder är det förarbetet som är viktigast eftersom undersökningen ofta är svår att komplettera i efterhand. Med hjälp av en kvantitativ metod kan flera olika områden täckas i en undersökning. Däremot finns inte de möjligheterna att gå in på djupet genom kvantitativ metod på samma sätt som det finns i en kvalitativ metod. Om ett arbete är tillräckligt omfattande kan därför en kombination av en kvalitativ och en kvantitativ metod vara att föredra. Genom att kombinera olika metoder kan ett större område täckas och på så sätt kan en mer fullständig bild ges, detta kallas triangulering (Eliasson, 2013). Vid val av metod är det viktigt att utgå ifrån vilka tillvägagångssätt som kommer behöva användas för att kunna besvara studiens problemformulering (Eliasson, 2013). Då studien ska behandla ett specifikt problem så ska en kvalitativ metod tillämpas. På så sätt kan problemet granskas djupare och mer grundligt än om en kvantitativ metod skulle användas. Då projektet kommer grunda sig i en fallstudie där ett specifikt företag kommer att granskas kommer en kvalitativ metod att användas. En djupare förståelse kan då skapas för det specifika fallföretaget för att sedan kunna besvara projektets problemformulering. För att lyckas besvara problemformuleringen behöver direkta observationer samt intervjuer genomföras. Detta för att kunna få en så verklighetstrogen bild av organisationen som möjligt. Data kommer även samlas in med hjälp av bland annat företagets affärssystem vilket tenderar till en kvantitativ datainsamlingsteknik. Experiment kommer att utföras under studiens gång. Därmed kommer studien att bestå av en blandning av både kvalitativ och kvantitativ datainsamling. 2.2 Forskningsansats Det finns olika förklaringsmodeller som kan användas i vetenskapliga rapporter. Induktion, deduktion och abduktion är enligt Alvesson & Sköldberg (2008) tre modeller som kopplar samman teorin till den empiriska undersökningen. Vid en induktiv ansats är utgångspunkten det empiriska materialet (Eriksson & Wiedersheim-Paul, 2014). Utifrån en mängd observationer dras slutsatser som skapar ett allmänt gällande samband. Angreppssättet tar inte hänsyn till framtida händelser då datan enbart är baserat på tidigare iakttagelser. Ett induktivt angreppssätt visar enbart vad som är sannolikt men det säkerställer inte ett identiskt framtida resultat 5
13 (Alvesson & Sköldberg, 2008). Deduktion skiljer sig från induktion genom att i det förstnämnda är utgångspunkten en redan fastställd teori. Hypoteser formuleras sedan och utifrån den empiriska undersökningen avfärdas eller bekräftas teorin. Den tredje förklaringsmodellen, abduktion, innebär att genom att studera enskilda fall kunna formulera en teori som sedan testas på nya fall. När den nya teorin testas görs det likt den deduktiva modellen. Därefter kan sedan teorin anpassas och utvecklas baserat på de nya iakttagelserna för att skapa en mer generaliserad teori. På grund av tillvägagångssättet i en abduktiv ansats ses den ofta som en kombination av induktion och deduktion (Patel & Davidsson 2011). Medan Alvesson och Sköldberg (2008) menar att så inte är fallet. De menar på att abduktion har tydliga drag av både induktion och deduktion men att det är mer komplicerat än så då abduktionen även innehåller helt nya moment. Exempel som de nämner är bland annat att det empiriska tillämpningsområdet utvecklas successivt samt att teorin förfinas. I denna rapport kommer en abduktiv ansats tillämpas. Detta eftersom studien i ett inledande skede kommer att utgå ifrån teoretisk fakta för att sedan samla in empirisk data från det specifika fallet. Teorin kommer sedan jämföras med det empiriska materialet och därefter kan ny teori utvecklas baserat på de nya iakttagelserna och kunskaperna. 2.3 Forskningsstrategi Det är genom en fallstudie på ett fallföretag som en problemformulering har kunnat arbetas fram. Det är baserat på denna problemformulering som forskningsstrategin kommer att utformas. Fallstudier ger möjligheten till att studera och fördjupa sig inom ett avgränsat problem. Syftet med att använda sig av fallstudier är att belysa olika samspelsprocesser, inte bara hos organisationer, utan även hos de individer som finns i en organisation. Genom en fallstudie kan man se hur olika typer av processer påverkar varandra, hur organisationen och individen agerar och fungerar och även hur olika implementeringar kan komma att påverka organisationen. Vissa är kritiska till fallstudier och menar att enstaka händelser inte kan generera i ett resultat som går att generaliseras (Bell & Waters, 2014). Enligt Denscombe (2010) kan dock resultatet från en fallstudie generaliseras beroende på hur pass mycket de olika fallen liknar varandra. 6
14 2.4 Informationsinsamling Insamling av information kan göras under olika förutsättningar. Ett sätt är att ny data samlas in och ett annat är att använda sig av uppgifter som har samlats in vid ett tidigare tillfälle, men som är relevant även i detta fall. Ny data som har samlats in är primärdata och kan komma från intervjuer, observationer och enkäter. Den främsta fördelen med primärdata är att datan är aktuell och beskriver hur det är i nuläget. Dessutom kan definitioner och avgränsningar anpassas efter den aktuella frågeställningen (Dahmström, 2011). Data som finns sedan tidigare är sekundärdata och kan vara litteraturstudier eller studier av företagsinformation. Det finns flera fördelar med att använda sekundärdata. Genom att använda redan befintlig data sparas både tid och kostnader som uppstår vid datainsamlingsutförandet. Datan är oftast lättåtkomlig och i många fall finns den tillgänglig utan kostnad på internet. En annan fördel är att det går att få åtkomst till mer data och därmed kan mer avancerade analystekniker användas än vad primärdata ger förutsättningar till. På grund av att sekundärdatan är insamlad under en längre tid kan statistiska metoder tillämpas med större precision på resultatet. Nackdelen med sekundärdata är att i ett ständigt utvecklande samhälle baseras studien på historisk data och därför kan resultatet avvika från nuläget (Vartanian, 2011). Sekundärdata kan användas som komplement till primärdatan eller i kombination med den (Dahmström, 2011). Studien kommer att innefatta både primär- och sekundärdata. Den primärdata som ska användas kommer samlats in genom direkta observationer i produktionen samt genom intervjuer med olika anställda på företaget samt genom experiment. Fallföretagets långa ledtider är en av anledningarna som bidrar till att det inte är möjligt att enbart använda primärdata. Sekundärdata kommer därför att förekomma som bland annat data från företaget samt teori från olika typer av litteraturstudier. 2.5 Källkritik Det är viktigt att vara kritisk till dokumenten som används för att kunna göra en bedömning om fakta eller upplevelser är trovärdiga. Första steget i källkritik är att få information om när och var dokumenten har uppkommit. Sedan är det viktigt att ta reda på varför ett dokument har uppstått. Till sist ska det tas ställning till upphovsmannen och dennes relation till händelsen och därmed om upphovsmannen på något sätt har vinklat dokumentet (Patel & Davidson, 2011). Det är även av betydelse att kritiskt granska sig 7
15 själv. Trots att man håller med en forskare i det denne skriver är det viktigt att ifrågasätta dennes slutsatser och se över om tillräckligt med stöd finns (Bell & Waters, 2014). Källorna som kommer användas i rapporten kommer granskas källkritiskt för att få ett så säkert och trovärdigt resultat som möjligt. Den teoretiska faktan kommer granskas källkritiskt genom att dels jämföra olika källor för att se om faktan stämmer överens eller om de säger emot varandra samt att de ska kontrollers så att de har blivit peer-reviewed för att på så sätt öka reliabiliteten. För att få resultat baserat på den senaste forskningen kommer uppdaterade källor används i största möjliga mån. Om olika källor beskrivit samma typ av fakta kommer den källa som blivit uppdaterad senast användas. Den empiriska datan som kommer samlas in från företaget kommer sedan jämföras med direkta observationer i största möjliga mån. Operatörer på de olika aktuella linorna kommer konsulteras för att skapa en bättre uppfattning av verkligheten. De kommer även rådfrågas för att konfirmera viss typ av data, som bland annat operationstider, för att se att det stämmer överens med den information som erhålls från företagets affärssystem. Svårigheter uppstår ofta vid överförandet av teoretiska modeller till empiriska undersökningar. För att säkerställa en vetenskaplig studies trovärdighet och gällande kraft används därför begreppen validitet och reliabilitet. Validitet innebär enligt Rosengren & Arvidson (2002) att mäta det som avses mätas. När det har bestämts vad för variabel som ska mätas är önskan att mätningen verkligen gäller för det som var avsett från början. Det finns två typer av validitet som enligt Eriksson & Wiedersheim-Paul (2013) bör åtskiljas. Inre validitet innebär att man säkerställer samstämmigheten mellan de mätbara begreppen och definitionerna av dem. Yttre validitet erhålls om det definierade mätvärdet även stämmer överens med verkligheten (Eriksson & Wiedersheim-Paul, 2013). Då information bland annat erhålls genom datainsamling från fallföretagets affärssystem ska en del av denna datan valideras genom att observera vissa av de specifika fallen för att konfirmera att datan är korrekt. För att säkerställa att det som avses att mätas verkligen mäts görs en förberedelse för att få full förståelse för problemet innan mätningar och datainsamlingar genomförs. Vid observation och konsultering ska projektets samtliga tre forskare närvara. För 8
16 att öka yttre validitet har forskarnas anteckningar och perspektiv jämförts för att säkerställa att informationen tolkas på rätt sätt. Sökorden som kommer användas vid sökning av litteratur och vetenskapliga artiklar kommer bland annat vara kvalitativ och kvantitativ metod, validitet, Lean Production och flaskhals. Reliabilitet innebär att det valda mätinstrumentet är tillförlitligt. Det är ett mått på hur troligt det är att ett tillvägagångssätt eller ett instrument kommer att visa samma resultat vid olika tillfällen men under lika förutsättningar (Bell & Waters, 2014). Flera saker kan gå fel vid själva mätningen vilket kan medföra att mätresultatet blir felaktigt och missvisande. För att detta inte ska inträffa och att datan ska bli så tillförlitlig som möjligt är det viktigt att vara mycket noggrann i själva mätprocessen och att efteråt försöka bilda en uppfattning om datan är reliabel genom olika beräkningar (Rosengren & Arvidson, 2002). Genom att använda flera källor inom samma ämne ökar reliabiliteten för studien. På så sätt kan de olika källorna antingen stärka varandra eller ställas mot varandra och på så sätt kan ett bredare perspektiv skapas. Eftersom fallföretagets produkter är helt kundspecifika kommer mätningarna variera beroende på när de genomförs. Detta kommer troligtvis att påverka resultatets reliabilitet. På grund av detta så genomförs observationer under ett antal veckor och under olika tidsintervall för att erhålla ett verklighetstroget resultat. Vid tre tillfällen under arbetets gång kommer rapportens innehåll granskas av en opponeringsgrupp och examinator. Detta för att bekräfta att valda mätinstrument och tillvägagångssätt är tillförlitliga. 9
17 3 Teori I detta kapitel presenteras den teori som är relevant och berör de ämnen som studien behandlar. Teorin används sedan som utgångspunkt för att kunna analysera det empiriska materialet. 3.1 Lean Production Tankesättet Lean Production utvecklades främst inom den japanska industrin Under den tiden var Japan i ekonomisk kris och det krävdes en revolutionerande insats för att rädda de japanska industrierna från konkurs. Utmaningen låg främst i att arbeta med mindre resurser samtidigt som industrierna behövde producera mer än vad de tidigare gjort. Lean Production spreds sedan till västvärlden och idag är det ett världskänt begrepp som finns i de flesta industrier. Tanken är att genom förbättringar av processer och arbetssätt minska slöserier, det vill säga de aktiviteter som inte skapar något värde för kunden och som kunden därmed inte är villig att betala för (Dennis, 2016). 3.2 Flaskhals Flödet kan begränsas genom hela värdekedjan på grund av en flaskhals. En flaskhals brukar ofta vara en maskin som sänker kapaciteten i produktionssystemet, men en flaskhals kan också vara något annat, exempelvis att tillgången på material till produktionen kan vara begränsad (Olhager, 2013). Flaskhalsen begränsar flödet genom produktionen och därför måste den utnyttjas fullt ut och aldrig stå stilla. De andra processerna måste anpassa sin produktionstakt efter den takt som flaskhalsen klarar av. En flaskhals som uppstår tidigt i värdekedjan upplevs ofta som lättare att hantera än en flaskhals som uppstår sent (Olhager, 2013). 10
18 Det finns ofta ett behov av att öka en flaskhals kapacitet. På så sätt kan även övriga processers kapacitet utnyttjas mer och därmed höjs hela systemets kapacitet. Detta bidrar till att fler enheter kan tillverkas samt att tillverkningskostnaden sjunker per enhet (Olhager, 2013). Det finns enligt Olhager (2013) en femstegsmodell för att identifiera och utveckla flaskhalseliminering: 1. Identifiera flaskhalsen 2. Bestäm hur flaskhalsen ska utnyttjas 3. Underordna allt annat efter hur flaskhalsen ska utnyttjas 4. Förbättra flaskhalsens kapacitet 5. När flaskhalsen har eliminerats, börja om från början. 3.3 Värdeflödesanalys En värdeflödesanalys kan användas både inom produktion och administration. Syftet med värdeflödesanalys är att skapa en bild över verksamheten som den ser ut i nuläget. En värdeflödesanalys används för att enklare kunna hitta förbättringsmöjligheter och se hur stor andel av de olika processerna i verksamheten som är värdeskapande respektive icke värdeskapande. Det gör att det blir enklare att lokalisera slöserier som överproduktion och lager. En värdeflödesanalys kan även skapas för att se hur ett framtida tillstånd skulle kunna se ut (Olhager, 2013). Vid genomförandet av en värdeflödesanalys väljs först en produkt eller en produktgrupp vars flöde behöver förbättras. Efter det följs den valda produkten genom de olika processerna för att kunna analysera hur flödet ser ut just nu. Därefter kan sedan en karta över det nuvarande tillståndet ritas. Denna karta ska tydligt visa både material- och informationsflödet. Genom att granska nuläget kan sedan olika förbättringsområden lokaliseras. Därefter kan sedan en karta över ett önskat framtida tillstånd tas fram där de olika förbättringarna tas i beaktning och därmed kan ett flöde med mindre slöserier skapas (Olhager, 2013). 11
19 3.3.1 Symboler I bild 2 visas några vanliga symboler som används för att visualisera en värdeflödesanalys (Rother & Shook, 2001). Bild 2, Symboler 3.4 Dragande och tryckande system Tryckande system är en produktionsteknik som används inom många tillverkande företag. I tryckande system sker tillverkningen i partier och följer en körplan för maskinen. Det innebär att produktionen tillverkar produkter utan att det finns ett egentligt behov. När ett jobb är färdigt i en maskin trycks det till nästa maskin, om nästa maskin är upptagen hamnar partiet i kö. Tillverkning sker då i förebyggande syfte och överproduktion bidrar till flera slöserier. Att tillverka mot prognoser kan ibland vara nödvändigt då ledtiden är längre än leveranstiden (Dennis, 2016). 12
20 I dragande system sker tillverkningen i små partier och inga centrala körplaner finns. Tillverkning i en station startar på signal från efterföljande station. Många fördelar kan erhållas genom att produktionen styrs av ett dragande system. Den främsta är att överproduktion elimineras och därmed kan ledtiden reduceras då köer i produktionen minskar. Det blir enklare att styra kvalitet då defekta enheter inte massproduceras och därmed minskas kassationer och omarbete (Dennis, 2016). 3.5 Variation Variation är ett stort problem för tillverkande företag. Tidigare har slöserier setts som det största problemet men numera ses slöserier som ett symptom av att värdet inte flödar på grund av variation. Variation i efterfrågan innebär variation i kundens behov och är svårt att hantera. Därför måste företag agera på kundens faktiska behov genom att arbeta med enstycksflöde. Genom att arbeta med enstycksflöde går det att utjämna behovet och på så sätt kunna minska variationen. Det går att styra variation i efterfrågan genom kampanjer, marknadsföring och prisjusteringar (Bjurström, 2016) Buffertar Variation är ett hot mot en stabil produktion som är en förutsättning för att kunna utvecklas. Därför bör variation elimineras eller minimeras för att reducera dess negativa påverkan. För att kunna förbättra produktionen måste stabilitet skapas som en grund för att sedan kunna utveckla processerna. Buffertar är värdeskapande då de bidrar till stabilare processer. När stabilitet har skapats kan buffertarna elimineras stegvis och därmed erhålls en effektivare produktion. Det finns tre buffertar som kan användas för att hantera variation och dessa är tid, lager och kapacitet. Företag måste besluta vilken buffert som är bäst lämpad för sin egna specifika produktion och sedan utnyttja den optimalt. Om detta genomförs korrekt kan fördelar erhållas och det underlättar även utvecklingsarbetet (Bjurström, 2016). Supermarket är en typ av buffert som är kontrollerad. Supermarkets används då någon typ av kanbansystem används. Då en artikel tas från supermarketen ska den fyllas på med en ny artikel, detta förmedlas genom en typ av signal (Bjurström, 2016). 13
21 3.6 De sju slöserierna Det är viktigt att förstå vad för värde som ska skapas samt att ha förståelse för hur slöserier kan identifieras och elimineras för att skapa ett effektivt flöde. Slöserier heter Muda på japanska och enligt Dennis (2016) och Bergman & Klefsjö (2012) finns det sju olika typer av slöserier: Överproduktion innebär att produkter blir färdigtillverkade innan ett behov har uppstått. Det är ett slöseri att producera för mycket, för tidigt eller för fort eftersom det inte är värdeskapande att producera produkter som får vänta på kunden. Väntan. Det skapas inget värde när personal får vänta på material som ska levereras eller när de får vänta på att en process ska avslutas. All form av väntan är icke-värdeskapande. Onödiga transporter. Transporter är ett slöseri som inte skapar värde, men det går oftast inte att eliminera helt. Material måste ju exempelvis transporteras genom fabrikerna, men de måste minimeras så mycket som möjligt. Inkorrekta processer. Processer som skapar produkter som är defekta och som är i behov av att justeras är ett slöseri som måste åtgärdas så fort som möjligt för att inte skapa ännu mer slöseri. Onödiga lager. Att ha material och komponenter som ligger på lager är inget som skapar värde. Lager ska därför vara så små som möjligt men utan att det uppstår brist. Onödiga rörelser. Det är ett slöseri när en medarbetare behöver göra en onödig rörelse eller förflyttning. Därför behöver dessa onödiga förflyttningar av människor och material elimineras så mycket som möjligt. Defekter. Att få producera och omarbeta defekta produkter är ett tydligt slöseri. Det är även ett slöseri med tid och resurser att ha olika former av kontroller. Outnyttjad kreativitet hos medarbetare. Det är ett stort slöseri att inte engagera eller lyssna på medarbetare. Genom att inte göra detta går man miste om potentiella förbättringsmöjligheter och möjligheter till lärande. Även tid kan gå förlorat. Flera organisationer tar inte tillvara på all den potential som deras medarbetare har och går därför miste om enorma förbättringsmöjligheter. 14
22 3.7 Just in time Just in time (JIT) innebär att producera rätt saker i rätt kvantitet i exakt den tiden då det efterfrågas, varken innan eller efter. Då marknader, teknik och krav ändras kontinuerligt i snabb takt är det viktigt att vara lönsamma såväl idag som i framtiden. Detta kan uppnås genom att eliminera slöserier och bara lägga resurser på värdeskapande aktiviteter. JIT skapar förutsättningar för ett dragande system där produktionen startar på signal från efterföljande process. På så sätt produceras inte sådant som inte efterfrågas. Det leder därför inte till onödiga transporter eller onödigt lager (Dennis, 2016). Flexibilitet tillsammans med utjämnad efterfrågan är några av förutsättningarna för ett fungerande JIT-system. Det krävs även en sammankopplande länk mellan alla processer för att inte producera mer än det som efterfrågas (Dennis, 2016) Kanban Kanban är en typ av signal som används för att meddela ett materielbehov. Signalen är vanligtvis i form av ett kort. Detta kort skickas bakåt i produktionen och anger vad som ska produceras, när det ska produceras och hur mycket som ska produceras. Genom att använda sig av kanban kan ett dragande system skapas i produktionen. Det innebär att inget ska tillverkas om inte en efterfrågan finns (Olhager, 2013) Conwip Conwip är ett verktyg för att kunna skapa ett dragande system. Det är en typ av kanbansystem som går ut på att antalet produkter i arbete hela tiden ska vara konstant. Produktion av en ny artikel påbörjas alltså inte förrän en är färdigproducerad och har lämnat produktionen. Detta styrs med hjälp av en kanbansignal som skickas när en artikel lämnat flödet. Denna signal signalerar då att tillverkning av ny artikel kan börja, se bild 3. Vid användning av Conwip är det viktigt att principen först in, först ut appliceras för att säkerställa att kundens behov uppfylls (Bjurström, 2016). 15
23 Bild 3, Conwip Drum-Buffer-Rope Drum-Buffer-Rope (DBR) är ett verktyg som fördelaktigt används då flaskhalsen är konstant. Det innebär att flaskhalsen inte flyttar på sig i flödet beroende på situation eller vad man producerar för typ av artikel. Skillnaden från Conwip är att det är flaskhalsen som styr. Drum är själva flaskhalsen som styr takten i produktionen. Buffer är den buffert som används för att förse flaskhalsen med material. Denna buffert får aldrig ta slut då det skulle innebära att flaskhalsen skulle stå still. Så fort flaskhalsen har tagit en artikel från bufferten så skickas en signal att en ny artikel behöver produceras. Denna signal är det som kallas för Rope och skickas tillbaka till första steget i processen, se bild 4 (Bjurström, 2016). Bild 4, Drum-Buffer-Rope 16
24 3.8 Toyota förbättringskata Toyota förbättringskata är en modell som består av fyra steg. Modellen används för att kontinuerligt lära och därmed kunna utveckla verksamheten. 1. Ta ut riktning Genom att ta ut riktning fastställs också vilken utmaning som man står inför. Ju närmre i tiden som utmaningen beräknas uppfyllas desto mer konkret bör utmaningen formuleras. Utmaningen bör dock inte ligga för nära i tiden då långsiktighet skapas stadga. En utmaning bör formuleras så att den ligger inom en tidsram på 1-3 år framåt i tiden. (Bjurström, 2016), (Bjurström, 2016). 2. Förstå nuläget Efter det att riktningen är fastställd är det viktigt att förstå nuläget. Genom direkta observationer och med hjälp av verktyg såsom värdeflödesanalys och uppföljning kan en bild av nuläget skapas (Bjurström, 2016). 3. Etablera nästa måltillstånd Utan de kortsiktiga måltillstånden blir det svårt att uppnå den mer långsiktiga utmaningen. Ett måltillstånd bör inte formuleras så att det är längre bort än tre månader framåt i tiden. Måltillståndet är vad som ska göras annorlunda i arbetssättet i framtiden. Istället för att sikta direkt på den långsiktiga utmaningen skapar måltillståndet en mer konkret riktning vilket även gör att de hinder som står i vägen blir mer synliga (Bjurström, 2016). 4. Experimentera mot måltillståndet Då de hinder som står i vägen för att uppnå måltillståndet nu är identifierade kan arbetet med att eliminera dessa hinder påbörjas. PDSA-cykeln är en modell som används i arbetet med att genomföra experimentet för att utveckla verksamheter och dess processer (Bjurström, 2016). Plan I detta steg definieras vilket experiment som ska genomföras. Det är viktigt att beskriva experimentet så utförligt som möjligt för att kunna genomföra experimentet på ett bra sätt för att undvika missförstånd samt ha underlag för uppföljning (Bjurström, 2016). 17
25 Det är viktigt att inte försöka lösa hela problemet på en gång utan att istället arbeta med små förändringar. På så sätt blir det lättare att se resultatet och exakt vad det var som bidrog till att det blev som det blev och därmed lättare ta lärdom av vad som hände. Om förändringen skulle visa sig ge ett negativt resultat är det även lättare att gå tillbaka till ursprungsläget om det är små förändringar som görs. I detta steg skapas även prognoser för vad man tror kommer att inträffa genom att utföra det satta experimentet (Bjurström, 2016). Do Här genomförs själva experimentet. Viktigt att komma ihåg är att det inte är själva resultatet som man strävar efter utan vilka lärdomar som finns att hämta genom att utföra experimentet (Bjurström, 2016). Study I detta steg granskas resultatet av experimentet. Om något inträffade under eller efter experimentet som inte hade förutspåtts innan så är det här lärdomen finns (Bjurström, 2016). Act Här jämförs det som faktiskt hände med de prognoser som togs fram i plansteget. Det är skillnaden mellan dessa som kommer att bidra till det lärande som kommer att utveckla verksamheten (Bjurström, 2016). 3.9 Planering Planering är en förutsättning för en fungerande verksamhet. I en organisation används flera typer av planering. Huvudplanering är en överordnad verksamhetsplanering. För att göra planeringen mer påtaglig för de producerande enheterna bryts huvudplaneringen ner till en detaljplanering. Detaljplaneringen beskriver vad som ska produceras samt i vilken ordning produktionen ska ske för att se till att nödvändigt material och kapacitet finns tillgängligt. Det används även för att säkerställa att produkterna kan levereras i tid till kunden (Segerstedt, 2008). I detaljplaneringen görs en körplanering för varje process för att samordna artiklar och på så sätt undvika köer. Att eliminera alla köer är i de flesta fall inte möjligt och därför finns det enligt Segerstedt (2008) vissa kriterier för att hantera köer. Några av dessa är att produkterna prioriteras efter färdigdatum, efter operationer med samma verktyg eller enligt FIFU (Först In Först Ut). Prioritering baserat på färdigdatum är en vanlig utgångspunkt. Nackdelen med den är att planeringen ofta görs på lång sikt och därmed fastställdes planeringen vid en tidpunkt då situationen var annorlunda än den nuvarande. 18
26 Vid långa ställtider kan det vara nödvändigt att samköra produkter med samma verktyg och därför grundas körplanen på detta. FIFU är en princip som innebär att den order som kommer in först tillverkas först (Segerstedt, 2008). 19

27 4 Genomförande I detta kapitel kommer empirisk data om företagets verksamhet och processer att presenteras. 4.1 Företagsbeskrivning IV Produkt är ett privatägt företag, lokaliserat i Växjö, som tillverkar kundanpassade luftbehandlingsaggregat, se bild 5. Företaget grundades 1969 och har idag 260 anställda i Växjö. År 2016 hade de en årsomsättning på 660 miljoner kronor. IV Produkt har ett mål att nå en omsättning på en miljard till år De har även som målsättning att ha sina leverantörer så nära geografiskt som möjligt, delvis för att det ska vara miljövänligt men också för att det ska vara enkelt att åka och hämta en del om något skulle saknas som behövs akut. IV Produkt har ett miljötänk genom hela verksamheten och vill göra sina luftbehandlingsaggregat så miljövänliga som möjligt. I och med att IV Produkt arbetar med kundspecifika produkter anpassar de varje aggregat storleksmässigt så att de kan få ut den mest energieffektiva lösningen. Under de senaste åren har de lagt det mesta av resurserna på att bygga ut och expandera verksamhetens lokaler. De har därför inte lagt lika mycket arbete på att effektivisera och förbättra den befintliga produktionen. På grund av detta finns det många förbättringsmöjligheter, bland annat har det uppstått flaskhalsar i produktionen. Handledarna Andreas Johansson och David Sannéus har bistått med information under hela projektets gång. De har bland annat hjälpt till med hänvisning till olika personer med den information som efterfrågas samt tillhandahållit information om bland annat affärssystemet. Bild 5, Exempel på ett luftbehandlingsaggregat 20
28 4.2 Produktion IV Produkt har en form av tryckande produktion genom hela anläggningen. När en kundorder kommer in registreras den i affärssystemet och därefter planeras körplaner veckovis som ges ut till de olika linorna i produktionen. De fem linorna som har granskats är MixS, Envistar Flex, Envistar Home, VVX och Värmepump. Arbetet på dessa linor sker stationsvis. Det innebär att en montör arbetar med ett aggregat och när det är färdigt påbörjas ett nytt. Det finns olika många arbetsstationer för de olika linorna. De moduler som tillverkas på de olika linorna kan dels levereras direkt till kund som separata delar eller så ska de vidare till slutmonteringen för att sättas samman till ett färdigt aggregat. Totalt uppskattas cirka 5-10 % av de olika modulerna att gå igenom slutmonteringen. Detta är en siffra som IV Produkt beräknar kommer att stiga de kommande åren. Ett aggregat kan innehålla flera moduler från samma lina men det kan även vara så att vissa moduler är uteslutna i vissa aggregat. I vissa aggregat som ska till slutmonteringen ingår det en värmepump. Då tillverkningen och ledtiden för värmepumpen skiljer sig väsentligt från de andra modul-delarna har denna lina inte granskats ingående utan bara tagits i hänsyn. Slutmonteringen är den del av produktionen där de olika modulerna sätts ihop till ett färdigt aggregat. När modulerna är färdigtillverkade på de olika linorna förflyttas de med truck ner till slutmonteringen och här uppstår då ett mellanlager. Då utrymmet i slutmonteringen är begränsat fylls ytan snabbt när modulerna mellanlagras. Det leder även till att hanteringen av modulerna försvåras. När ett aggregat tillverkas ska de olika modulerna placeras på en ram som görs av operatörerna i slutmonteringen. Montaget sker enligt en ritning och vissa av modulerna ska placeras på varandra. Alla moduler som ingår i aggregatet monteras sedan ihop med varandra. För att placera modulerna på ramen används en, i vissa fall två, traverser. Traverserna delas med andra linor av produktionen och montörerna kan få stå och vänta på att en travers ska bli ledig. Det finns två operatörer som arbetar i slutmonteringen. Då det inte finns arbete att utföra i slutmonteringen förflyttas operatörerna till andra linor där de behövs. 21
29 Då det befinner sig många moduler i mellanlagret i slutmonteringen uppstår det extraarbete i form av materialhantering. Ofta behövs modulerna flyttas runt för att komma åt den modul som behövs just nu. Det är även så att moduler blir stående på grund av att de blir levererade i fel ordning. Exempelvis att de moduler som ska sitta på andra moduler levereras först och därför måste dessa vänta in de resterande modulerna innan de kan monteras på ramen. I dagsläget påbörjas i princip alla de aggregat som har någon färdig modul ståendes i mellanlagret i slutmonteringen. Detta leder till att många aggregat blir stående halvfärdiga och tar upp plats vilket gör att arbetet blir svårhanterligt. Det leder även till att produktionen i slutmonteringen blir ojämn då flera aggregat kan bli färdiga samtidigt. Produktionen går då från att vara överbelastad till att sakna arbete. 4.3 Informationsflöde En intervju med ansvarig för order/planering, Pehr Persson, genomfördes för att få förståelse för informationsflödet från kundorder till preliminär planering, se bilaga 2. IV Produkt tar emot alla kundorder via mail och de registreras sedan manuellt i affärssystemet. Planeringen görs baklänges utifrån det leveransdatum som givits till kund. Planeringen baseras sedan på en förutbestämd kötid som IV Produkt har uppskattat och anpassat allt eftersom. Vid planering används en säkerhetsmarginal för att säkerställa att aggregaten levereras i tid. Vanligtvis har IV Produkt en leveranstid på 5-6 veckor för de aggregat som ska genom slutmonteringen. Leveranstiden är baserad på de olika kötiderna och på leveranstiden för material från underleverantörer. Material som är kostsamt eller som inte används så frekvent beställs mot kundorder, medan det mer vanliga materialet finns på lager och beställs efter ett beställningspunktsystem. Värmepumpen är en modul som ofta innehåller sådant material som beställs först efter att kundorder har mottagits. Grovplaneringen bryts sedan ner till körplaner för de olika linorna. När ett arbetsmoment i produktionen är avslutat registreras tiden då momentet färdigställdes i affärssystemet och därefter påbörjas nästa moment. I dagsläget finns ingen anställd som utför detaljplanering då det antas ta för lång tid. 22
30 4.4 Materialflöde Vid slutmonteringen bygger operatörerna först ihop ramen som aggregatet ska stå på. De vanligaste längderna av ramen finns i ett lager i anslutning till arbetsstationen. Om andra längder på ramdelarna skulle behövas eller om artiklar i lagret är slut kommuniceras detta till en truckförare som levererar material. När ramen är färdigbyggd placeras modulerna på ramen och de sätts sedan ihop. Modulerna produceras i olika produktionslinor. Varje lina som producerar moduler utgår från en körplan som utformas veckovis. När en modul är färdigbyggd förflyttas den med hjälp av truck till ett mellanlager för färdiga moduler där de sedan väntar på att monteras på ramen till ett färdigt aggregat. Om mellanlagret skulle vara fullt placeras de färdiga delarna på en buffertyta i en annan del av anläggningen. 4.5 Värdeflödesanalys En av flaskhalsarna som har uppstått i produktionen är slutmonteringen. På grund av detta bildas köer som tar upp onödig plats vilket även bidrar till ökad materialhantering och längre ledtid. Dessa köer består av, vad IV Produkt kallar för moduler, som tillverkas internt inom företaget. Dessa moduler är kundspecifika och inte standardiserade. Köerna som har uppstått i slutmonteringen är ett problem som IV Produkt vill arbeta med att förbättra och det skapar därmed grunden för projektets problemformulering. Det är totalt sju stycken olika produktionslinor som producerar till slutmonteringen. Projektet ska granska sambandet mellan slutmonteringen och fyra av de olika produktionslinorna vars moduler ska gå igenom slutmonteringen. På så sätt kan bidragande faktorer till att denna väntetid uppstår urskiljas. För att detta ska vara möjligt krävs en kartläggning över nuläget. För att skapa en bild över nuläget har information och data samlats in för att kunna genomföra en värdeflödesanalys. Totalt har 14 aggregat granskats under en tidsperiod på fyra veckor. En tidsstudie för produktionslinornas cykeltid och kötid har genomförts. Företagets affärssystem har använts för att ta reda på information om dessa tider. Stickprov av den insamlade datan har sedan bekräftats genom att jämföra informationen från affärssystemet med direkta observationer samt genom konsultering med operatörer från de olika linorna. 23
31 Den insamlade datan sammanställdes sedan i ett Excel-dokument (se bilaga 1) för att kunna utläsa kortaste och längsta ledtiden för de moduler som har granskats. Därefter kunde en värdeflödesanalys genomföras för de olika linorna och en översikt över nuläget kunde skapas. Under tiden då värdeflödesanalysen genomfördes var den kortaste tiden en modul stod och väntade i slutmonteringen var 4 dagar och 5,7 timmar medan den längsta var 28 dagar och 21,1 timmar (se bild 6). Medelvärdet för den totala kötiden som moduler står och väntar i slutmonteringen har beräknats till 10 dagar och 7,08 timmar. Den längsta kötiden på 28 dagar och 21,1 timmar urskiljer sig därför markant. Denna långa kötid berodde på att moduler tillverkades långt i förväg och ledder alltså inte till att det färdiga aggregatet levererades sent till kund. Värmepumpen är den modul som urskiljer sig från de resterande modulerna då den har betydligt längre cykeltid. På grund av detta har värmepumpen inte granskats i värdeflödesanalysen. Bild 6, Värdeflödesanalys 24
32 För att kunna sammanställa värdeflödesanlysen behövdes data om de olika processerna samlas in, se tabell 1. Tabell 1, Processdata 4.1 Måltillstånd Efter en granskning av hur produktionen i slutmontering ser ut i dagsläget och utifrån värdeflödesanalysen har ett måltillstånd satts upp för slutmonteringen. Måltillståndet är att skapa ett dragande system från slutmonteringen. Linorna som tillverkar moduler till slutmonteringen ska därför börja producera de moduler som ska till slutmonteringen först när signal skickas från slutmonteringen. 4.2 Experiment För att försöka uppnå det satta måltillståndet att skapa ett dragande system från slutmonteringen har ett antal experiment genomförts. Vid genomförandet av experimenten har Toyotas förbättringskata använts som hjälpmedel. Nedan beskrivs det slutgiltiga experimentet som genomfördes för att testa det dragande systemet. Resterande experiment beskrivs i bilaga Experiment: Test av dragande system För att se om idén med dragande system fungerar testades principen på tre aggregat som bland annat innehöll moduler från linorna MixS och Envistar Flex, se bilaga 4. Först säkerställdes det att samtliga moduler till det första aggregatet som skulle produceras fanns på plats i slutmonteringen. För att kunna simulera den buffert som önskas skickades sedan signal med ett tätt 25
33 intervall för modulerna till de två nästkommande aggregaten i körplanen. Signalen skickades när tillverkning av det första aggregatet påbörjades. Modulerna för det andra aggregatet som skulle tillverkas prioriterades före modulerna till det tredje aggregatet. På så sätt kunde ett experiment för ett dragande system simuleras då modulerna för det andra aggregatet blev som en typ av buffert. Experimentet förväntades medföra att modulerna skulle anlända till slutmonteringen inom två gånger cykeltiden för den modul som har den längsta cykeltiden. Förväntningen var även att det skulle dyka upp problem som inte kunde förutsägas innan experimentet utförts. 26
34 5 Resultat och analys I detta kapitel har det empiriska materialet granskats med utgångspunkt från det teoretiska. Utifrån den analysen har sedan ett resultat har tagits fram. Projektets måltillstånd är att skapa ett dragande system där slutmonteringen styr takten för tillverkningen av de moduler som ska till slutmonteringen. 5.1 Planering IV Produkt tar emot kundorder och utifrån detta skapas sedan en körplan manuellt för varje lina. För att kunna planera produktionen görs en beräkning bakåt i tiden utifrån det satta leveransdatumet för att kunna leverera aggregaten i tid till kunden. Resultatet av det nuvarande tankesättet skapar det tryckande system som idag finns i produktionen. Det tryckande systemet leder till att flera slöserier uppstår på grund av att moduler tillverkas innan de verkligen behövs. Planeringen för de olika linorna resulterar i att modulerna för samma aggregat ligger planerade vid olika tidpunkter i de olika körplanerna. Tidsskillnaden i planeringen för de olika modulerna kan skilja på flera dagar. Tankesättet idag är att det är för komplicerat att detaljplanera. Genom att utmana tankesättet och därmed ändra arbetssättet skulle en övergång från tryckande till dragande system vara möjligt. Ett dragande system skulle innebära att de moduler som ska till slutmonteringen inte produceras i den ordning de är planerade i de olika linornas körplaner. Det ska istället vara slutmonteringen som styr när modulerna ska börja produceras. Eftersom det enbart är 5-10 % av alla moduler som ska till slutmonteringen kan dessa moduler prioriteras hos de olika linorna när signal skickas. Då inget produceras innan signal har mottagits blir flödet lättare att hantera. Det skulle leda till ett mer kontrollerat mellanlager med större frigjort utrymme i slutmonteringen vilket skulle underlätta hanteringen och monteringen av modulerna. Då inköpsavdelningen planerar inköp av material utifrån när materialet ska vara tillgängligt i produktionen så kan inte modulerna produceras i förväg eftersom det då kan uppstå materialbrist. För att undvika att materialbrist uppstår är det viktigt att inte producera i förväg jämfört med körplanen. 27
35 Då mellanlagret i slutmonteringen ibland är fullt och de färdiga modulerna placeras på en buffertyta som inte är i anslutning till slutmonteringen kan arbetet för operatörerna i slutmonteringen försvåras. De måste då leta efter moduler som de inte med säkerhet vet är färdiga. I dagsläget står det många färdiga moduler i mellanlagret vid slutmonteringen och väntar på att monteras. Då utrymmet vid slutmonteringen är litet samt att det inte finns något särskilt system för placering av modulerna i mellanlagret måste andra moduler ibland förflyttas för att kunna komma åt den modul som ska användas. Det leder till slöserier som bland annat onödiga transporter, rörelser och lager. Genom att synkronisera modulerna så de kommer inom ett jämnt intervall till slutmonteringen hade man kunnat minska antalet produkter i mellanlagret och därmed sluppit ägna lika mycket tid åt att förflytta moduler. Det hade även bidragit till att tillgängligheten för traverserna hade ökat. För att få kontroll på produktionen bör enbart två aggregat vara under tillverkning i slutmonteringen samtidigt. Det leder till en behagligare arbetsmiljö då produktionen i slutmonteringen blir mer jämn. 5.2 Buffert För att kunna säkerställa ett dragande system behövs en buffert i slutmonteringen för varje lina. Genom att enbart ha två aggregat igång samtidigt finns det tillgängligt utrymme att ha en buffert för varje lina som tillverkar moduler. Olika stora buffertar skulle behövas från de olika linorna på grund av att cykeltiderna varierar för olika moduler. För att inte riskera leveransförseningar till kund är det bra om man utgår från ett större säkerhetslager än vad som egentligen är nödvändigt. För att testa principen med dragande system har experiment genomförts. En avgränsning har gjorts till att enbart testa principen på två linor för att enklare kunna kontrollera om principen är applicerbar på produktionen. Därefter kan samma princip sedan tillämpas på de övriga linorna. Linorna som valts att skicka signal till är Envistar Flex och MixS eftersom aggregat ofta innehåller moduler från dessa linor. Bufferten som kommer att behövas i slutmonteringen för modulerna från Envistar Flex har beräknats genom att utgå ifrån det scenario som skulle ta längst tid. Genom att anta att samtliga lyftbord är upptagna med de moduler som har längst cykeltid, det vill säga 7,2 timmar (se tabell 1), samt att den modul som ska produceras har en cykeltid på 7,2 timmar, har tiden för att en modul ska komma till slutmonteringen beräknats som 2 7,2 = 14,4. Det innebär att samtliga lyftbord precis börjat producera moduler som tar 7,2 timmar. Den operatör som är färdig först påbörjar sedan den modul som har skickats signal till som även den tar 7,2 timmar. På så sätt ges en uträkning av 28
36 det scenariot som tar längst tid, det vill säga 14,4 timmar. Denna siffra har sedan ställts i relation till cykeltiden i slutmonteringen när den är som kortast, det vill säga 4 timmar. Data för modulernas cykeltider har samlats in under fyra veckor där totalt 67 moduler har granskats för att öka reliabiliteten, se bild 7. Genom uträkningen 7,2 2 = 3,6 skulle antalet moduler i bufferten behöva vara 4 3,6 stycken. Då detta är ett scenario som är högst osannolikt avrundas detta tal nedåt till att ha tre moduler i buffert. Tre moduler i buffert anses vara mer än nödvändigt för att möta behovet från slutmonteringen. Denna siffra kan sänkas efterhand när processen är stabil och om bufferten visas vara överflödig. Liknande beräkningar kommer behöva genomföras för samtliga resterande linor för att få fram den buffert som kommer krävas för respektive lina. Bild 7, Cykeltid Envistar Flex Ett dragande system med en supermarket kan skapas med hjälp av ett signalsystem. Tillverkningen av moduler för nästkommande aggregat på linorna startar då när slutmonteringen tar moduler från en supermarket för att påbörja montering av ett aggregat. Detta görs för att kunna begränsa modulerna i slutmonteringen och därmed underlätta materialhanteringen. Det finns olika typer av verktyg för att skapa signaler. Tre av dessa är Kanban, 29
37 DBR och Conwip. På grund av att linorna inte enbart tillverkar moduler som ska till slutmonteringen är Conwip inte ett lämpligt alternativ. Vid DBR tillverkas endast det som flaskhalsen förbrukar och då de olika aggregaten kan innehålla olika typer av moduler är inte heller detta verktyg tillämpbart. På grund av att signalen från slutmonteringen ska gå till direkt föregående processteg, det vill säga de olika linorna, är en kanbansignal med en supermarket därför ett lämpligt alternativ som bör användas, se bild 8. Signalen från slutmonteringen kan fungera på olika sätt. Det kan exempelvis vara ett telefonsamtal, ett fysiskt kort eller en lampa som lyser. Ett annat förslag är att operatörerna i slutmonteringen använder affärssystemet för att skriva ut ritningen för den modul de vill skicka signal till på de olika linornas enskilda skrivare. På så sätt ligger ritningen i skrivaren nästa gång en ny modul ska tillverkas. Modulerna som slutmonteringen skickar signal på prioriteras och på så sätt kan de synkroniseras till slutmonteringen. Om en operatör skulle missa utskriften från slutmonteringen och skriver ut en ny ritning för en annan modul kommer ändå utskriften från slutmonteringen att ligga överst i pappersbunten. Därmed undviks risken att missa signalen från slutmonteringen. Bild 8, Signal Envistar Flex 30
38 5.3 Framtida tillstånd I dagsläget har slutmonteringen ingen fast körplan som de tillverkar efter. Istället tillverkas de aggregat vars moduler har levererats till slutmonteringen. Då körplanerna för de olika linorna inte är koordinerade för de moduler som ska tillverkas till slutmonteringen blir modulerna stående i slutmonteringen i väntan på de resterande modulerna. Genom att ha en fast körplan i slutmonteringen och skapa ett dragande system som styr vilka moduler som ska tillverkas blir spannet för väntetiden på modulerna från de olika linorna mindre. Detta medför att moduler inte blir stående i slutmonteringen under en lika lång tid vilket i sin tur frigör utrymme för att kunna hantera de moduler som ska slutmonteras just nu. Tanken är att endast två aggregat ska vara under tillverkning i slutmonteringen samtidigt. Då det enbart finns två operatörer är påbörjandet av fler än två aggregat bara platskrävande. För att säkerställa att de moduler som aggregatet ska innehålla finns på plats i slutmonteringen behöver buffertar skapas i form av supermarkets. När slutmonteringen börjar tillverka ett nytt aggregat ska samtliga moduler för detta aggregat redan finnas på plats i de olika supermarketarna. De olika aggregaten innehåller inte alltid alla olika typer av moduler. De kan även innehålla fler moduler av samma sort. Därför bör storleken på de olika supermarketarna anpassas baserat på studier kring modulernas cykeltid samt statistik på andelen moduler av de olika cykeltiderna, likt de som har genomförts på linan Envistar Flex. För att hela tiden se till att supermarketarna inte blir tomma skickas en typ av kanbansignal bakåt i flödet till den aktuella linan då en modul har tagits från den linans supermarket. När signal skickas från slutmonteringen till de olika linorna prioriteras dessa moduler före de moduler som följer körplanerna för de olika linorna. Detta skulle resultera i att modulerna för nästkommande aggregat alltid finns till hands när aggregatet ska börja produceras. Ibland kan det dröja innan ett aggregat ska innehålla en viss typ av modul. För att dessa moduler då inte ska stå i supermarketarna under en längre tid är tanken att ett signalfönster ska skapas. Det innebär att signal för att producera en ny modul inte ska skickas om aggregatet inte ska produceras inom 48 timmar. Tanken är då att slutmonteringen har en fast körplan samt en lista för varje lina med de moduler som ska produceras. Dessa listor utgår då ifrån slutmonteringens körplan. Om aggregatet ska tillverkas inom 48 timmar så skickas signal till de aktuella linorna. Varje morgon kontrolleras om någon supermarket saknar moduler som kommer att behövas inom 48 timmar. Hade man enbart haft en kontrollpunkt för kanbansignal när 31
39 en modul tas så hade vissa moduler kunnat bli försenade på grund av att de hade legat utanför signalfönstrets 48 timmar. Om supermarketen kontrolleras varje morgon finns det tid att skicka signal för kommande aggregat samt att man undviker att moduler står som produkter i arbete och därmed bundet kapital under en längre tid. Ett system med supermarkets i slutmonteringen är tillämpbar på alla linor utom värmepumpen. Värmepumpen urskiljer sig från de andra linorna då denna modul har betydligt längre cykeltid än de resterande modulerna. Det är även så att det material som används vid tillverkning av värmepumpen ofta är material som beställs först efter att kundorder har mottagits. På grund av detta skulle det behövas en väldigt stor buffert om ett supermarketsystem skulle implementeras. Därför är en separat körplan för värmepumpsmodulen med tillämpning av dragande system en bättre lösning. Värmepumpens separata körplan ska utgå ifrån slutmonteringens körplan som är baserad på det färdigdatum när hela aggregatet ska vara färdigt. En baklängesplanering kan då tillämpas för att starta tillverkning av värmepumpen i rätt tid så den blir tillgänglig när den behövs i slutmonteringen. De övriga modulerna som ska tillverkas till de aggregat som innehåller en värmepump ska inte börja produceras innan dess att värmepumpen har fysiskt anlänt till slutmonteringen. Anledningen till det är för att säkerställa ett dragande system där de övriga modulerna tillverkas först när de behövs. Genom att endast skicka signal till de övriga modulerna först när värmepumpen är i slutmonteringen undviks risken att onödiga moduler står och väntar i slutmonteringen och tar upp plats. På grund av den långa cykeltiden på värmepumpen kan det uppstå många problem under tillverkningen som gör att modulen inte anländer till slutmonteringen när det är planerat. Om värmepumpen av någon anledning skulle vara försenad fortsätter slutmonteringen, vid behov, med nästkommande kundorder. 32
40 Det framtida tillståndet visas nedan i bild 9. Bild 9, Framtida tillstånd För att genomföra denna typ av förändring skulle inga direkta kostnader, såsom nya investeringar, behövas. Däremot skulle mycket tid och arbetskraft behöva läggas för att förändra det nuvarande arbetssättet samt sättet att tänka. Det är på dessa områden som kraft främst behöver läggas för att lyckas implementera ett dragande system från slutmonteringen. 33
41 5.4 Experiment Resultatet av experimentet för det dragande systemet blev att samtliga moduler till de båda aggregaten som skickades signal till, levererades till slutmonteringen inom tio timmar från det att signal skickades, se bilaga 4. Detta resultat är bättre än det som förväntades som var två gånger längsta cykeltiden. Resultatet ger även därför en kötid som är bättre än både den längsta och den kortaste kötiden som dokumenterades under datainsamlingen för värdeflödesanalysen som var 4 dagar och 5,7 timmar respektive 28 dagar 21,1 timmar. Ett problem som inte hade förutspåtts uppstod då materialet för de moduler som skulle produceras inte var framlagt. Detta var på grund av att vissa av modulerna låg längre fram i planeringen. En materialhanterare fick därför kontaktas för att plocka fram materialet. 34
42 6 Diskussion I detta kapitel diskuteras det resultat som har tagits fram i föregående kapitel. 6.1 Miljö Den föreslagna idén att implementera ett dragande system kräver inte några nya investeringar utan endast en förändring av tanke- och arbetssättet. Då detta varken har en positiv eller negativ effekt på miljön kommer miljöpåverkan vara oförändrad vid implementering av idén. Däremot kommer det bli signifikanta förbättringar av arbetsmiljön för de anställda eftersom produkter produceras vid behov. Moduler trycks inte fram i systemet innan de verkligen behövs och därmed bildas ingen ond cirkel där överproduktion leder till fler slöserier som i sin tur skapar en stressad produktion och arbetsmiljö. Genom att endast ha ett begränsat antal aggregat igång samtidigt minskar materialhanteringen i slutmonteringen vilket sparar både tid och energi för de anställda. Det kan även spara antalet lyft med traverser vilket gör att de oftare finns tillgängliga för de linor som delar traverser med slutmonteringen. IV Produkt arbetar ständigt med att luftbehandlingsaggregaten ska vara så energieffektiva som möjligt. De vill att deras produkter ska påverka miljön så lite som möjligt. Detta är ett tänk som vi tycker att IV Produkt ska fortsätta arbeta med eftersom dagens samhälle blir mer och mer miljömedvetet. Det är därför viktigt som företag att arbeta med att produkterna ska ligga i framkant ur miljösynpunkt för att kunna fortsätta konkurrera på marknaden och att på så sätt även bidra till en hållbar utveckling. 6.2 Framtida tillstånd Då IV Produkts produktion är helt kundorderstyrd vet man inte i förväg vilka moduler som kommer behöva produceras. Produktionen måste utgå ifrån de kundordrar som kommer in till slutmonteringen. Ett dragande system kan skapas genom att processen i fråga, i detta fall slutmonteringen, utgår ifrån en fast körplan baserad på dessa kundordrar. I och med den signal som skickas produceras endast det som behövs. Signalerna skickas sedan vid olika tidpunkter beroende på hur stor buffert som kommer att behövas för de olika linorna. Om IV Produkt skulle välja att gå vidare och påbörja en implementering av ett dragande system från slutmonteringen är det viktigt att börja med en buffert som är överflödig. På så sätt kan man undvika att stöta på för stora problem som kan bli svåra att hantera och som därmed kan leda 35
43 till förseningar till kund. Genom att börja med en överflödig buffert kan man lära sig hur det nya systemet fungerar och när processen är stabil kan buffertarna sedan minskas efter hand där ett överflöd finns. För att det dragande systemet ska fungera är det viktigt att slutmonteringens körplan utgår ifrån aggregatens leveransdatum och att slutmonteringen vågar att stå still när de inte har några aggregat på tur. Om de skulle tillverka i förväg och gå utanför körplanen skulle moduler som egentligen inte behövs just nu fortsätta att prioriteras vilket skulle leda till att de andra modulerna som inte ska till slutmonteringen blir sena. Det är viktigt att skapa ett tänk kring att saker ska produceras så nära just in time som möjligt. Genom att våga stå still och enbart producera det som behövs bidrar man till ett jämnt produktionsflöde. Istället för att produktionen pendlar mellan att vara överbelastad till att inget arbete finns kan en mer behaglig och kontrollerad arbetsmiljö skapas. En annan anledning till att de ibland måste våga stå stilla i slutmonteringen är det begränsade utrymmet som finns i slutmonteringen. I dagsläget startas tillverkningen av ett aggregat om vissa moduler finns färdiga i slutmonteringen. Detta leder till att det kan stå flera stycken halvfärdiga aggregat i slutmonteringen samtidigt, vilket tar upp mycket plats. Om ett dragande system ska kunna tillämpas är det viktigt att det uppsatta kravet, att endast ha två aggregat under tillverkning samtidigt, följs. Detta för att det ska finnas plats för buffertarna. Om eventuella problem skulle uppstå vid tillverkning av värmepumpsmodulen kan det leda till att aggregat blir försenade. Genom att inte börja producera aggregatet förrän värmepumpen finns tillgänglig i slutmonteringen undviks att ett halvfärdigt aggregat står i slutmonteringen och tar upp plats. Denna yta kan då istället användas för att fortsätta producera andra aggregat från körplanen tills dess att värmepumpen anländer till slutmonteringen. På så sätt påverkas inte de resterande aggregaten utan det är enbart aggregatet som innehåller värmepumpen som blir drabbat av försening. I ett sådant fall är försening redan förorsakad vid tillverkningen av värmepumpsmodulen och hanteras därmed enklast på detta sätt för att inte påverka andra aggregat på körplanen. För att kunna omvandla en produktion där produkter trycks framåt i flödet till en dragande produktion där tillverkning startar på signal från efterföljande process krävs en förändring i arbetssättet. Detta är något som måste ges den tid som behövs och det måste ske gradvis. Vid en stor förändring, som den föreslagna, krävs det först och främst att ledningen har full förståelse för vad förändringen innebär, vilka hinder som kan uppstå samt hur dessa kan 36
44 hanteras och motverkas. Detta skapar förutsättningar för en lyckad implementering. Ledningens uppgift är sedan att informera och utbilda alla medarbetare i det nya arbetssättet som förändringen genererar. De behöver till exempel öka kunskaperna i affärssystemet för att på ett enkelt sätt kunna skicka och ta emot de tänkta kanbansignalerna. Att ändra tankesättet att det är okej att stå still då inget behöver produceras är en stor utmaning. I början av en förändring kan det uppstå mycket motstånd då det är ett nytt arbetssätt och inte som det alltid fungerat på företaget. Genom att förklara förändringen utifrån medarbetarnas personliga vinning kan motståndet minska. Det är även viktigt att genomföra förändringar i en långsam takt så att alla inblandade får full förståelse och blir öppna för förändringen. Genom att genomföra små förändringar åt gången upptäcks oförutsägbara hinder. De hinder som uppstår kan då hanteras under arbetets gång. För att kunna röra sig framåt och utveckla sin verksamhet måste man våga utmana de processer som finns samt hantera de hinder som då kommer att uppstå. Om en stor förändring genomförs direkt är det svårt att avgöra vad som leder till vilket hinder och det kan därför vara svårt att åtgärda. 6.3 Experiment Ett problem som uppstod under experimentet var att material inte fanns tillgängligt då en modul skulle produceras. En materialhanterare fick därför kontaktas för att plocka fram materialet. Det är därför viktigt att modulerna till ett och samma aggregat är planerade inom den tidsram som material plockas för att materialet ska finnas tillgängligt när signal skickas. Ett alternativ är att signal även skickas till materialhanteraren för att på så sätt ha en framförhållning tills dess moduler ska produceras. Resultatet gav att modulerna anlände till slutmonteringen snabbare än den tid som var teoretisk beräknad. Detta ser vi som en bra utgångspunkt till en början för att kunna skapa stabilitet i processen. När stabilitet finns kan sedan dessa tider anpassas efter hand. 37
45 Som vi förutspådde så dök det upp hinder som vi inte var beredda på. I och med detta kan det antas att fler hinder som inte går att förutsäga kommer dyka upp vid implementering av ett dragande system. Dessa hinder är något som man måste arbeta kontinuerligt med att hantera och därmed ständigt förbättra processen. 6.4 Alternativt förslag Ett annat alternativ för att förbättra situationen i slutmonteringen är att genom planeringen se till att modulerna till de olika aggregaten produceras samtidigt. För att lyckas med detta skulle man behöva gå djupare in i planeringen för att säkerställa att modulernas tillverkningsdatum på de olika körplanerna stämmer överens med varandra. På så sätt skulle tidsspannet som moduler blir stående i slutmonteringen minska jämfört med hur det är idag. Såvida inte någon lina ligger efter i sin körplan samt att allt material finns tillgängligt skulle aggregat, där alla modulerna är planerade samma dag, inte behöva vänta i slutmonteringen längre än den dagen då de är planerade. Detaljplanering är något som tar mycket tid och vid kundanpassade produkter är det ett komplext arbete. Därför kan det anses vara en onödig aktivitet som tar för lång tid. Däremot leder alternativet att inte arbeta med detaljplanering till slöserier som är ännu mer tidskrävande på lång sikt. Bristande planering leder till att moduler till samma aggregat tillverkas vid olika tidpunkter vilket skapar väntetid. Som tidigare nämnts leder det även till ökad materialplanering. I dagsläget påbörjas monteringen av aggregat i slutmonteringen när det finns tillräckligt många moduler på plats i mellanlagret. Då den uteblivna detaljplaneringen medför att modulerna till samma aggregat inte alltid är planerade samma dag för de olika linorna kan det hända att halvfärdiga aggregat står och väntar i slutmonteringen. Dessa tar då plats och det kan därmed hindra färdigmonteringen av andra aggregat. Detta gör även operatörernas arbete i slutmonteringen mer ineffektivt då de ibland behöver gå och leta efter moduler hos linorna och i de olika linornas körplaner. Om de då upptäcker att den sista modulen ska tillverkas först om en vecka skapas frustration. Frustrationen kommer främst från att de hindras i sitt arbete och de tappar därmed sitt arbetstempo på grund av att de ibland behöver lösa problemen som uppstår vid bristande planering. Vid införande av en strukturerad detaljplanering skulle den värdeskapande tiden öka. Det skulle inte kräva några förändringar för operatörerna ute i produktionen eftersom de fortsätter att följa körplanerna. Skillnaden är att körplanerna är bättre 38
46 planerade för slutmonteringen. Det skulle däremot kräva extra arbete och resurser att utföra detaljplanering. 6.5 Jämförelse av förslag Att implementera ett dragande system skulle kräva mer tid och arbetskraft än vad förslaget att arbeta med detaljplanering skulle göra på kort sikt. Detta eftersom att fler personer behöver involveras och anpassa sitt arbetssätt. Vid implementering av arbete med detaljplanering är det enbart de som arbetar med planeringen som blir påverkade. De som arbetar i produktionen skulle fortsätta sitt arbete som vanligt och följa sina körplaner som de gör idag. Körplanerna skulle dock vara bättre anpassade för slutmonteringen vilket skulle bidra till att problemen i slutmonteringen skulle minska. Att börja arbeta med detaljplanering är det bättre alternativet på kort sikt då det är lättare att implementera eftersom det är färre personer som påverkas av förändringen. Då andelen aggregat som ska till slutmonteringen beräknas öka skulle detaljplanering bli för komplext på lång sikt. Ett dragande system skulle bidra till att mycket tid och arbete skulle behövas vid implementeringen men efterhand som medarbetarna ändrar tankesätt och vänjer sig vid det nya arbetssättet kommer mindre arbete behövas. Det dragande systemet har även utrymme för att utvecklas allt eftersom verksamheten utvecklas. Arbetssättet blir fortfarande detsamma även då verksamheten växer och efterfrågan ökar. Då ett dragande system är fullt implementerat blir detta det nya standardiserade arbetssättet. Den stora utmaningen är att gå ifrån arbetssättet som används i dagsläget och få med sig samtliga genom hela implementeringen. 6.6 Avgränsningar Vid kartläggning av nuläget har enbart aggregat av storlek granskats. Avgränsningen har gjorts på grund av att aggregat med en storlek som är större än 600 inte är vanligt förekommande utan endast undantagsfall. Under datainsamlingsperioden för värdeflödesanalysen var det inget aggregat som var större än 600. Eftersom detaljerna till de större aggregaten är så pass stora kan det behövas mer golvyta än vad som finns tillgängligt i slutmonteringen då tanken är att det ska finnas buffertar till alla de producerande linorna samt plats till två stativ. I dessa fall kan buffertarna behövas minska temporärt alternativt att endast ett stativ är igång samtidigt. Principen som tillämpas på aggregat kan då i stor utsträckning användas på de större aggregaten fast med reglerade buffertar och mer plats på grund av stora detaljer med en 39
47 längre ledtid. När större aggregat ska tillverkas krävs det att detta tas med i planeringen för att få ett fungerande system. Dolda problem kan dyka upp som inte har uppstått under de experiment som projektet har innefattat. För att öka reliabiliteten på projektet och skapa en så detaljerad bild som möjligt av verkligheten hade datainsamling och experimenten behövts genomföras under en längre tidsperiod. Experimenten hade då kunnat testas mer kontinuerligt och oförutsägbara hinder hade kunnat upptäckas. För att få en fullständig bild över produktionen till slutmonteringen krävs det att samtliga sju linor granskas och synkroniseras. Detta hade varit möjligt med längre tid för projektet. Lärdomen är ändå att ett dragande system är möjligt att implementera mellan de granskade linorna och slutmonteringen. 40
48 7 Rekommendationer Här presenteras våra slutgiltiga rekommendationer till företaget På lång sikt anser vi att implementering av ett dragande system är det bästa alternativet. Då företaget kommer att fortsätta utvecklas anser vi att arbeta med detaljplanering kommer att bli för komplicerat med tiden. Ett dragande system har förmåga att utvecklas allt eftersom företaget utvecklas och därmed anser vi att denna lösning är den bästa för fallföretaget. Våra rekommendationer är att påbörja ett arbete med att införa ett dragande system då vi tror att detta är nödvändigt för en fungerande framtida produktion. För att hantera de hinder som kommer att uppstå vid implementeringen är det viktigt att använda den kompetens som finns tillgänglig på företaget. Det är även viktigt att genomföra små förändringar åt gången och främst fokusera på de lärdomar som experimenten genererar istället för det faktiska resultatet. Genom ett ständigt lärande kommer verksamheten kunna utvecklas och fortsätta vara konkurrenskraftig. 41
49 8 Slutsatser I detta kapitel presenteras generella slutsatser som kan tillämpas i en kundorderstyrd produktion. Studien har visat att det är möjligt att implementera dragande system i en kundorderstyrd produktion. Anpassningar kan komma att skilja beroende på verksamhetens specifika förutsättningar. Något som dock kommer behöva förändras då en verksamhet går från ett tryckande till ett dragande system är sättet att tänka och arbeta på. De problem som kan uppstå under implementeringen kan komma att skilja sig mellan olika verksamheter samt att dessa kan komma att behövas hanteras på olika sätt då förutsättningar och kapital skiljer sig mellan de specifika fallen. Ett dragande system bidrar bland annat till att produkter enbart tillverkas vid behov och på så sätt kan de icke-värdeskapande aktiviteterna minskas och ledtiden reduceras. Detta ger förutsättningar för att en verksamhet ska kunna vara konkurrenskraftig och överleva på marknaden och därmed bidra till välfärd i samhället. Planering är en viktig del för en fungerande produktion. Genom att lägga mer tid på att genomföra en utförlig planering kan problem i produktionen undvikas. Det bidrar till att tid frigörs och kan användas på ett mer effektivt sätt. Beroende på utgångsläget i verksamheten kan ett dragande system eller en utförlig planering bidra till en jämnare produktion vilket i sin tur kan leda till att arbetsmiljön förbättras i och med mindre stress. Genom att använda sig av den lösningen som tagits fram i denna fallstudie kan material- och informationsflöden synkroniseras för att minska köbildning i produktionen och reducera flaskhalsar, därmed har undersökningsfrågan besvarats. 42
50 Referenser Bell, Judith; Waters, Stephen (2014). Introduktion till forskningsmetodik. 5. uppl. Studentlitteratur AB. Bergman, Bo; Klefsjö, Bengt (2012). Kvalitet från behov till användning. 5. uppl. Studentlitteratur AB. Bjurström, Joakim (2016). Bortom Lean. Roos & Tegnér Dahmström, Karin (2011). Från datainsamling till rapport. 5. upp. Studentlitteratur AB. Denscombe, Martyn (2010). The Good Research Guide for Small-scale Social Researchers. 4. uppl. Open University Press. Dennis, Pascal (2016). Lean Production Simplified. 3.uppl. CRC Press. Eliasson, Annika (2013). Kvantitativ metod från början. 3. uppl. Studentlitteratur AB. Eriksson, Lars Torsten; Wiedersheim-Paul, Finn (2014). Att utreda, forska och rapportera. 10. upp. Liber AB. Gulliksson, Håkan; Holmgren, Ulf (2015). Hållbar utveckling - Livskvalitet, beteende, teknik. 2. uppl. Studentlitteratur AB (Lund -kolla upp om detta ska vara med). (kap 3-5). Olhager, Jan (2013). Produktionsekonomi. 2. uppl. Studentlitteratur AB. Rosengren, Karl Erik; Arvidson, Peter (2002). Sociologisk metodik. 5. uppl. Liber AB. Rother, Mike; Shook, John (2001). Lära sig se. Lean Enterprise Institute Sweden Segerstedt, Anders (2008). Logistik med fokus på Material- och Produktionsstyrning. 2.uppl. Liber AB. (kap 10 och 12) Sollander, Kristina; Hilletofth, Per; Eriksson, David (2016). Motiv till återflyttning av produktion till Sverige. Stranne, Staffan, (2004). Produktion och arbete i den tredje industriella revolutionen. Tarkett i Ronneby Vartanian, Thomas (2011). Secondary Data Analysis. Pocket Guides to Social Work Research Methods. New York. E-bok. 43
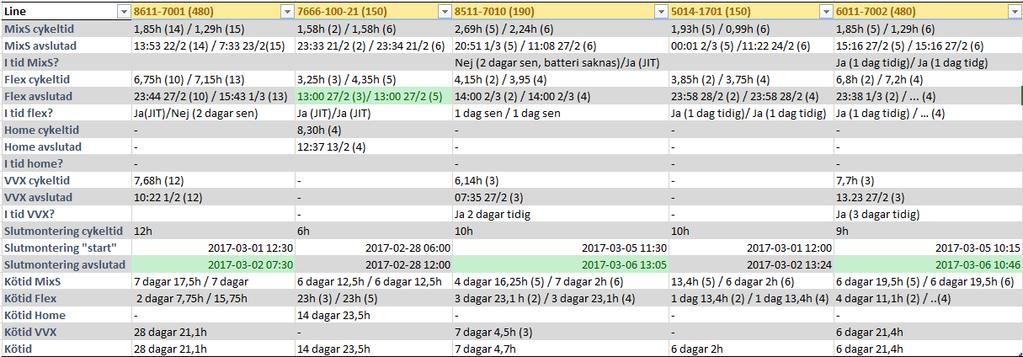
51 Bilagor Bilaga 1 Värdeflödesanalys
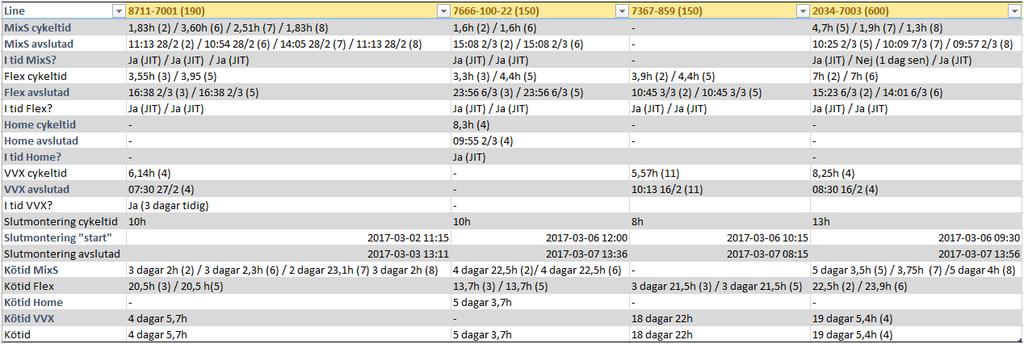
52
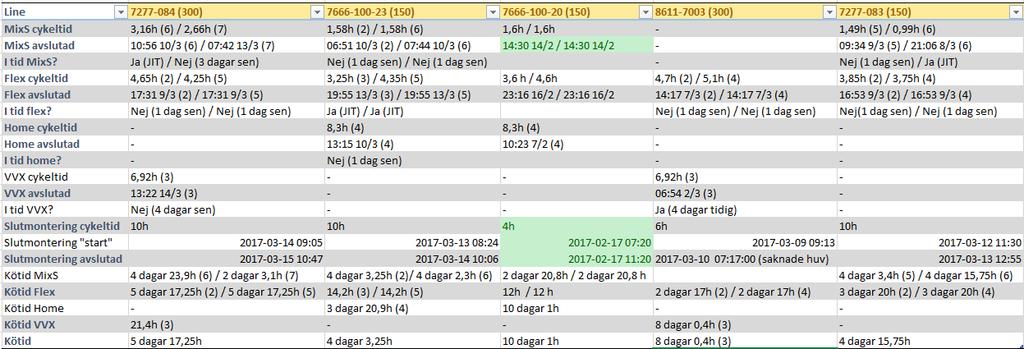
53
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
SÄKERHET! TIDER MED MERA UPPLÄGG KURSINNEHÅLL. Tider: Regler
 Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G
 Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
Kartläggning och förbättring av värdeflöden
 Kartläggning och förbättring av värdeflöden De fem Lean principerna Specificera värdet från slutkundens ståndpunkt (Value) Identifiera ett värdeflöde för varje produktfamilj (The value stream) Se till
Kartläggning och förbättring av värdeflöden De fem Lean principerna Specificera värdet från slutkundens ståndpunkt (Value) Identifiera ett värdeflöde för varje produktfamilj (The value stream) Se till
Hitta förbättringspotentialen. utan direkta investeringar
 utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Handbok Produktionssystem NPS
 Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Denna bok tillhör: Namn:
 Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Introduktion till Lean, dag3 AU117G
 Introduktion till Lean, dag3 AU117G KURSINNEHÅLL Dag 2 (förmiddag)? KURSINNEHÅLL Dag 2 Förbättringsmetoder o PDCA, 5G, 5V, Prioritering, Brainstorm, Orsak-Verkan Jämna ut flödet o Lag, 5S, Rättsäkring
Introduktion till Lean, dag3 AU117G KURSINNEHÅLL Dag 2 (förmiddag)? KURSINNEHÅLL Dag 2 Förbättringsmetoder o PDCA, 5G, 5V, Prioritering, Brainstorm, Orsak-Verkan Jämna ut flödet o Lag, 5S, Rättsäkring
Effektivisering av en produktionsprocess - med hänsyn till resursutnyttjande
 Examensarbete Effektivisering av en produktionsprocess - med hänsyn till resursutnyttjande Författare: Axel Andersson och Carl Gunnarsson Handledare LNU: Joakim Bjurström Handledare företag: David Måsegård,
Examensarbete Effektivisering av en produktionsprocess - med hänsyn till resursutnyttjande Författare: Axel Andersson och Carl Gunnarsson Handledare LNU: Joakim Bjurström Handledare företag: David Måsegård,
Försörjningsanalys en utökad VFA
 Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
BT blir Toyota med TPS
 BT blir Toyota med TPS Hur man kan ge en bild av Lean Per Ola Post I vilken ordning infördes lean på Toyota Mjölby? Först begrep vi lite av TPS och sedan skapade vi liner Liner kräver standardiserat arbete
BT blir Toyota med TPS Hur man kan ge en bild av Lean Per Ola Post I vilken ordning infördes lean på Toyota Mjölby? Först begrep vi lite av TPS och sedan skapade vi liner Liner kräver standardiserat arbete
för att komma fram till resultat och slutsatser
 för att komma fram till resultat och slutsatser Bearbetning & kvalitetssäkring 6:1 E. Bearbetning av materialet Analys och tolkning inleds med sortering och kodning av materialet 1) Kvalitativ hermeneutisk
för att komma fram till resultat och slutsatser Bearbetning & kvalitetssäkring 6:1 E. Bearbetning av materialet Analys och tolkning inleds med sortering och kodning av materialet 1) Kvalitativ hermeneutisk
Välkommen till Migrationsverket och en presentation av vårt arbetssätt Värde för alla, 2013-04-09
 Välkommen till Migrationsverket och en presentation av vårt arbetssätt Värde för alla, 2013-04-09 Dag Eliasson, inköps- och upphandlingschef Björn Andrén, inköps- och upphandlingsstrateg Syftet med dagens
Välkommen till Migrationsverket och en presentation av vårt arbetssätt Värde för alla, 2013-04-09 Dag Eliasson, inköps- och upphandlingschef Björn Andrén, inköps- och upphandlingsstrateg Syftet med dagens
Vi omsätter kunskap till hållbar lönsamhet
 Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Kanban. Marcus Hammarberg. torsdag den 15 september 2011 (v.)
") Kanban Marcus Hammarberg Kanban? Vad sjutton är Kanban för något? Jag brukar beställa yakiniku... http://blog.huddle.net/wp-content/uploads/2009/08/team-building-exercises-improving-teamwork.jpg Kanban
Kanban Marcus Hammarberg Kanban? Vad sjutton är Kanban för något? Jag brukar beställa yakiniku... http://blog.huddle.net/wp-content/uploads/2009/08/team-building-exercises-improving-teamwork.jpg Kanban
Introduktion till Lean, dag1
 Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
handbok Nimo ProduktionsSystem - NPS
 handbok Nimo ProduktionsSystem - NPS 2 3 Affärsidé Nimo-Verken förser marknaden med högkvalitativa och innovativa produkter för klädvårdsrummet. Nimo-Verken är en lönsam och trygg partner för utveckling
handbok Nimo ProduktionsSystem - NPS 2 3 Affärsidé Nimo-Verken förser marknaden med högkvalitativa och innovativa produkter för klädvårdsrummet. Nimo-Verken är en lönsam och trygg partner för utveckling
Ökat personligt engagemang En studie om coachande förhållningssätt
 Lärarutbildningen Fakulteten för lärande och samhälle Individ och samhälle Uppsats 7,5 högskolepoäng Ökat personligt engagemang En studie om coachande förhållningssätt Increased personal involvement A
Lärarutbildningen Fakulteten för lärande och samhälle Individ och samhälle Uppsats 7,5 högskolepoäng Ökat personligt engagemang En studie om coachande förhållningssätt Increased personal involvement A
Instruktion Stöd för processkartläggning i ett processorienterat arbetssätt för Region Skåne. Syfte
 Instruktion Stöd för processkartläggning i ett 1 (7) Instruktion Stöd för processkartläggning i ett processorienterat arbetssätt för Region Skåne. Syfte Denna instruktion syftar till att utgöra ett stöd
Instruktion Stöd för processkartläggning i ett 1 (7) Instruktion Stöd för processkartläggning i ett processorienterat arbetssätt för Region Skåne. Syfte Denna instruktion syftar till att utgöra ett stöd
Leanspelet. Staffan Schedin Ulf Holmgren ht-2015
 spelet Staffan Schedin Ulf Holmgren ht-2015 Production En filosofi hur man bör hantera resurser Eliminera faktorer (muda) i produktionsprocessen som inte skapar värde för slutkunden Mer värde för mindre
spelet Staffan Schedin Ulf Holmgren ht-2015 Production En filosofi hur man bör hantera resurser Eliminera faktorer (muda) i produktionsprocessen som inte skapar värde för slutkunden Mer värde för mindre
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök
 itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
 Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Ny verktygslåda för Lean
 Ny verktygslåda för Lean FÖR SNABBT OCH FLEXIBELT FLÖDE John Bicheno Utgiven av Revere AB INNEHÅLLSFÖRTECKNING LEAN HISTORIK...1 Några milstolpar...1 1. FILOSOFI...5 Lean...5 Snabbt, flexibelt flöde...9
Ny verktygslåda för Lean FÖR SNABBT OCH FLEXIBELT FLÖDE John Bicheno Utgiven av Revere AB INNEHÅLLSFÖRTECKNING LEAN HISTORIK...1 Några milstolpar...1 1. FILOSOFI...5 Lean...5 Snabbt, flexibelt flöde...9
Lagerstyrning i hög- och lågpresterande företag 1
 Lagerstyrning i hög- och lågpresterande företag 1 Logistik och Transport, Chalmers Tek- Patrik Jonsson Stig-Arne Mattsson niska Högskola Lagerstyrning handlar principiellt om att fastställa kvantiteter
Lagerstyrning i hög- och lågpresterande företag 1 Logistik och Transport, Chalmers Tek- Patrik Jonsson Stig-Arne Mattsson niska Högskola Lagerstyrning handlar principiellt om att fastställa kvantiteter
Vetenskapsmetod och teori. Kursintroduktion
 Vetenskapsmetod och teori Kursintroduktion Creswell Exempel Vetenskapsideal Worldview Positivism Konstruktivism/Tolkningslära Kritiskt (Samhällskritiskt/ Deltagande) Pragmatism (problemorienterat) Ansats
Vetenskapsmetod och teori Kursintroduktion Creswell Exempel Vetenskapsideal Worldview Positivism Konstruktivism/Tolkningslära Kritiskt (Samhällskritiskt/ Deltagande) Pragmatism (problemorienterat) Ansats
Biblioteksdagarna 2011
 Biblioteksdagarna 2011 Presentation Vad är Lean? Stockholm Södertälje Avslut Lean-filosofin har sitt ursprung i Toyotas system för produktion av bilar En filosofi med avsikten att skapa mervärde åt användare/kunder
Biblioteksdagarna 2011 Presentation Vad är Lean? Stockholm Södertälje Avslut Lean-filosofin har sitt ursprung i Toyotas system för produktion av bilar En filosofi med avsikten att skapa mervärde åt användare/kunder
Ditt och mitt Indexator
 Indexators filosofi 2 Ditt och mitt Indexator INDEXATOR har alltid jobbat med visioner och strategier. Dessa finns nedskrivna och ska verka som ett stöd i verksamhetens beslutsfattande på alla nivåer.
Indexators filosofi 2 Ditt och mitt Indexator INDEXATOR har alltid jobbat med visioner och strategier. Dessa finns nedskrivna och ska verka som ett stöd i verksamhetens beslutsfattande på alla nivåer.
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman / DIEM TU-A1200 Grundkurs i produktionsekonomi 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10
Logistik styrning av material- och informationsflöden Mikael Öhman / DIEM TU-A1200 Grundkurs i produktionsekonomi 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10
Att utveckla en Leankultur. Bozena Poksinska & Erik Drotz
 Att utveckla en Leankultur Bozena Poksinska & Erik Drotz Agenda Leanverktyg vs. Leankultur Viktiga beståndsdelar av Leankultur Självvärderingsverktyg för Leankultur 2 Lean verktygslåda Just in Time (JIT)
Att utveckla en Leankultur Bozena Poksinska & Erik Drotz Agenda Leanverktyg vs. Leankultur Viktiga beståndsdelar av Leankultur Självvärderingsverktyg för Leankultur 2 Lean verktygslåda Just in Time (JIT)
Hög verkningsgrad i hela systemet
 Hög verkningsgrad i hela systemet - tekniska och organisatoriska faktorer Per-Erik Johansson Senior konsult DynaMate Industrial Services AB EFFEKTIVITETSMATRISEN +-summespel HÖG YTTRE EFFEK- TIVITET 12
Hög verkningsgrad i hela systemet - tekniska och organisatoriska faktorer Per-Erik Johansson Senior konsult DynaMate Industrial Services AB EFFEKTIVITETSMATRISEN +-summespel HÖG YTTRE EFFEK- TIVITET 12
Syns du, finns du? Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap
 Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap Syns du, finns du? - En studie över användningen av SEO, PPC och sociala medier som strategiska kommunikationsverktyg i svenska företag
Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap Syns du, finns du? - En studie över användningen av SEO, PPC och sociala medier som strategiska kommunikationsverktyg i svenska företag
Kursens syfte. En introduktion till uppsatsskrivande och forskningsmetodik. Metodkurs. Egen uppsats. Seminariebehandling
 Kursens syfte En introduktion till uppsatsskrivande och forskningsmetodik Metodkurs kurslitteratur, granska tidigare uppsatser Egen uppsats samla in, bearbeta och analysera litteratur och eget empiriskt
Kursens syfte En introduktion till uppsatsskrivande och forskningsmetodik Metodkurs kurslitteratur, granska tidigare uppsatser Egen uppsats samla in, bearbeta och analysera litteratur och eget empiriskt
Att planera bort störningar
 ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
Studenters erfarenheter av våld en studie om sambandet mellan erfarenheter av våld under uppväxten och i den vuxna relationen
 Studenters erfarenheter av våld en studie om sambandet mellan erfarenheter av våld under uppväxten och i den vuxna relationen Silva Bolu, Roxana Espinoza, Sandra Lindqvist Handledare Christian Kullberg
Studenters erfarenheter av våld en studie om sambandet mellan erfarenheter av våld under uppväxten och i den vuxna relationen Silva Bolu, Roxana Espinoza, Sandra Lindqvist Handledare Christian Kullberg
Business research methods, Bryman & Bell 2007
 Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE
 Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Effektivisering av en kundorderstyrd produktionsprocess -En fallstudie utförd på ABB Figeholm
 Examensarbete i Industriell Ekonomi Effektivisering av en kundorderstyrd produktionsprocess -En fallstudie utförd på ABB Figeholm Författare: Emanuel Svensson, Markus Ottosson Handledare LNU: Revsul Dedic
Examensarbete i Industriell Ekonomi Effektivisering av en kundorderstyrd produktionsprocess -En fallstudie utförd på ABB Figeholm Författare: Emanuel Svensson, Markus Ottosson Handledare LNU: Revsul Dedic
Metoduppgift 4 - PM. Barnfattigdom i Linköpings kommun. 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet
 Metoduppgift 4 - PM Barnfattigdom i Linköpings kommun 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet Problem Barnfattigdom är ett allvarligt socialt problem
Metoduppgift 4 - PM Barnfattigdom i Linköpings kommun 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet Problem Barnfattigdom är ett allvarligt socialt problem
NÄR FLASKHALSAR BLIR VÄRDESKAPANDE
 NÄR FLASKHALSAR BLIR VÄRDESKAPANDE [att implementera lean production och gap-modellen i tjänstesektorn] NYCKELORD lean gap-modell tjänstesektor flygplats värde Genom att använda sig av kvalitativa forskningsmetoder
NÄR FLASKHALSAR BLIR VÄRDESKAPANDE [att implementera lean production och gap-modellen i tjänstesektorn] NYCKELORD lean gap-modell tjänstesektor flygplats värde Genom att använda sig av kvalitativa forskningsmetoder
vad är lean? professionalism engagemang inbyggd kvalitet stoppa vid fel minimera slöserierna
 handbok vad är lean? professionalism engagemang värderingar principer arbetssätt resultat professionalism engagemang lärande inbyggd kvalitet inbyggd kvalitet stoppa vid fel standardisering utjämning normalläge
handbok vad är lean? professionalism engagemang värderingar principer arbetssätt resultat professionalism engagemang lärande inbyggd kvalitet inbyggd kvalitet stoppa vid fel standardisering utjämning normalläge
Vad ska vi göra idag?
 LeanLir Vad ska vi göra idag? Gå igenom lite teorier kring lean varvat med att Prova teorierna i praktiken genom LeanLir Vi tar små små steg framåt under dagen LeanLir Vad är Lean? Tanke och arbetssätt
LeanLir Vad ska vi göra idag? Gå igenom lite teorier kring lean varvat med att Prova teorierna i praktiken genom LeanLir Vi tar små små steg framåt under dagen LeanLir Vad är Lean? Tanke och arbetssätt
Rättningstiden är i normalfall tre veckor, annars är det detta datum som gäller:
 Lean Management 7,5 högskolepoäng Provmoment: Tentamen Ladokkod: A174TG V18-4 Tentamen ges för: TGIEA16h Bygg Maskin, TGIEO16h, TGIEL16h Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum:
Lean Management 7,5 högskolepoäng Provmoment: Tentamen Ladokkod: A174TG V18-4 Tentamen ges för: TGIEA16h Bygg Maskin, TGIEO16h, TGIEL16h Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum:
NOLATO MEDITECH. Vi skapar en verksamhet i världsklass
 NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
LEAN I KOMMUNAL VERKSAMHET MÖJLIGHETER ATT OPTIMERA VERKSAMHETEN MED HJÄLP AV LEAN
 LEAN I KOMMUNAL VERKSAMHET MÖJLIGHETER ATT OPTIMERA VERKSAMHETEN MED HJÄLP AV LEAN JOHAN MOBERG RAMBÖLL MANAGEMENT AGENDA 01 Vad är Lean för något och passar det oss? 02 Arbete med Lean i praktiken ett
LEAN I KOMMUNAL VERKSAMHET MÖJLIGHETER ATT OPTIMERA VERKSAMHETEN MED HJÄLP AV LEAN JOHAN MOBERG RAMBÖLL MANAGEMENT AGENDA 01 Vad är Lean för något och passar det oss? 02 Arbete med Lean i praktiken ett
Tid till förbättring ger tid till förbättring
 Tid till förbättring ger tid till förbättring Kort presentation av Vara kommuns arbete kring systematiska förbättringar utifrån Lean tanke- och arbetssätt Mer att läsa Det finns idag inte så jättemånga
Tid till förbättring ger tid till förbättring Kort presentation av Vara kommuns arbete kring systematiska förbättringar utifrån Lean tanke- och arbetssätt Mer att läsa Det finns idag inte så jättemånga
Minikurs Effektivare produktionsplanering
 Minikurs Effektivare produktionsplanering Den här minikursen handlar om grundprinciper och metoder för en effektivare produktionsplanering. Hur produktionsplanering kan bli bättre genom uppföljning och
Minikurs Effektivare produktionsplanering Den här minikursen handlar om grundprinciper och metoder för en effektivare produktionsplanering. Hur produktionsplanering kan bli bättre genom uppföljning och
Att omsätta idéer i handling - metoder för förbättringsarbete 14 januari 2013
 Att omsätta idéer i handling - metoder för förbättringsarbete 14 januari 2013 Anna Moberg Anna-Karin Woodhouse Löfsved Donald Berwick, VD IHI Varje system är perfekt designat för att uppnå exakt de resultat
Att omsätta idéer i handling - metoder för förbättringsarbete 14 januari 2013 Anna Moberg Anna-Karin Woodhouse Löfsved Donald Berwick, VD IHI Varje system är perfekt designat för att uppnå exakt de resultat
Hantering av variation för ökad kapacitet i en tillverkningsprocess
 Examensarbete Hantering av variation för ökad kapacitet i en tillverkningsprocess Fallstudie på Ballingslöv AB Författare: Alexander Krantz & Ebba Lind Handledare: Joakim Bjurström Examinator: Mirka Kans
Examensarbete Hantering av variation för ökad kapacitet i en tillverkningsprocess Fallstudie på Ballingslöv AB Författare: Alexander Krantz & Ebba Lind Handledare: Joakim Bjurström Examinator: Mirka Kans
Kvalitetssäkring inom äldreomsorgen, 08-08-26 - Stockholm. Lean vad är det Så här arbetar vi i Vara 2008 08-26
 Kvalitetssäkring inom äldreomsorgen, 08-08-26 - Stockholm Lean vad är det Så här arbetar vi i Vara 2008 08-26 Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga
Kvalitetssäkring inom äldreomsorgen, 08-08-26 - Stockholm Lean vad är det Så här arbetar vi i Vara 2008 08-26 Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga
3. Övningarna Operationer I: Produkter och produktion. TU-A1200 Grundkurs i produktionsekonomi
 3. Övningarna Operationer I: Produkter och produktion TU-A1200 Grundkurs i produktionsekonomi Övningarnas innehåll 6. Analyser och framtid 5. Försäljning, marknadsföring och bemötandet av kunden 4. Operationer
3. Övningarna Operationer I: Produkter och produktion TU-A1200 Grundkurs i produktionsekonomi Övningarnas innehåll 6. Analyser och framtid 5. Försäljning, marknadsföring och bemötandet av kunden 4. Operationer
Nyckeln till framgång
 Nyckeln till framgång 1 2 En liten bok om Industrilås värderingar att bära nära hjärtat. 3 När vi på Industrilås ville formulera vilka vi är och vad vi står för skapade vi begreppet En filosofi, många
Nyckeln till framgång 1 2 En liten bok om Industrilås värderingar att bära nära hjärtat. 3 När vi på Industrilås ville formulera vilka vi är och vad vi står för skapade vi begreppet En filosofi, många
Finns ingen enhetlig definition av vad lean är: Konsult-lean allt som är framgångsrikt är lean. Forsknings-lean: En av flera strategier
 Lean -agile Finns ingen enhetlig definition av vad lean är: Konsult-lean allt som är framgångsrikt är lean Forsknings-lean: En av flera strategier Grunden är processorientering vilket måste göras först,
Lean -agile Finns ingen enhetlig definition av vad lean är: Konsult-lean allt som är framgångsrikt är lean Forsknings-lean: En av flera strategier Grunden är processorientering vilket måste göras först,
Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen
 Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
LEAN TANKE- & ARBETSSÄTT
 LEAN TANKE- & ARBETSSÄTT Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga värde med minsta möjliga resurser Kundens behov i fokus Utgår från medarbetarnas delaktighet
LEAN TANKE- & ARBETSSÄTT Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga värde med minsta möjliga resurser Kundens behov i fokus Utgår från medarbetarnas delaktighet
En flödesanalys på ett livsmedelsföretag för ett effektivare flöde
 Examensarbete Civilingenjör Industriell Ekonomi ISRN: BTH-TIMA-EX--2014/CIIE-12--SE En flödesanalys på ett livsmedelsföretag för ett effektivare flöde Nori El-Abdouni Institutionen för Maskinteknik Blekinge
Examensarbete Civilingenjör Industriell Ekonomi ISRN: BTH-TIMA-EX--2014/CIIE-12--SE En flödesanalys på ett livsmedelsföretag för ett effektivare flöde Nori El-Abdouni Institutionen för Maskinteknik Blekinge
SMART. Lean på kulturförvaltningen. Ökat kundvärde. Lärandet. Nytänkande och utveckling - Samarbete Erfarenhetsutbyte - Ständiga förbättringar
 SMART Lean på kulturförvaltningen Ökat kundvärde Tillsammans - Öppet klimat - Omtanke - Respekt Demokrati Lika värde Hållbar utveckling KULTURFÖRVALTNINGEN SMART Lean på kulturförvaltningen 1 www.halmstad.se
SMART Lean på kulturförvaltningen Ökat kundvärde Tillsammans - Öppet klimat - Omtanke - Respekt Demokrati Lika värde Hållbar utveckling KULTURFÖRVALTNINGEN SMART Lean på kulturförvaltningen 1 www.halmstad.se
Sammanfattning. i Angervall & Seller
 Examensarbete Identifiering av problemorsaker och utförande av förbättringsarbete för att reducera reklamationer i pumptillverkning. Fallstudie på Ymer Technology AB Författare: Evelina Angervall & Rebecca
Examensarbete Identifiering av problemorsaker och utförande av förbättringsarbete för att reducera reklamationer i pumptillverkning. Fallstudie på Ymer Technology AB Författare: Evelina Angervall & Rebecca
Mobiltelefoner, datorer, läsplattor och andra kommunikationsmedel får inte användas.
 Forskningsmetoder på kandidatnivå 7,5 högskolepoäng Provmoment: Ladokkod: 21FK1C, AE1VB1 Tentamen ges för: Tentamensdatum: 180324 Tid: 09.30-15.30 Hjälpmedel: valfria metodböcker, inbundna eller i pappersformat,
Forskningsmetoder på kandidatnivå 7,5 högskolepoäng Provmoment: Ladokkod: 21FK1C, AE1VB1 Tentamen ges för: Tentamensdatum: 180324 Tid: 09.30-15.30 Hjälpmedel: valfria metodböcker, inbundna eller i pappersformat,
Utbildning: Arbetsmätning
 Utbildning: Arbetsmätning Närvarotid Produktionstid Verktid Omkostnadstid 1 Omkostnadstid 2 Operationsverktid Ställtid Verktidsberoende fördelningstid Icke verktidsberoende fördelningstid Värdeskapande
Utbildning: Arbetsmätning Närvarotid Produktionstid Verktid Omkostnadstid 1 Omkostnadstid 2 Operationsverktid Ställtid Verktidsberoende fördelningstid Icke verktidsberoende fördelningstid Värdeskapande
Forskningsprocessens olika faser
 Forskningsprocessens olika faser JOSEFINE NYBY JOSEFINE.NYBY@ABO.FI Steg i en undersökning 1. Problemformulering 2. Planering 3. Datainsamling 4. Analys 5. Rapportering 1. Problemformulering: intresseområde
Forskningsprocessens olika faser JOSEFINE NYBY JOSEFINE.NYBY@ABO.FI Steg i en undersökning 1. Problemformulering 2. Planering 3. Datainsamling 4. Analys 5. Rapportering 1. Problemformulering: intresseområde
Kvalitativa metoder II
 Kvalitativa metoder II Tillförlitlighet, trovärdighet, generalisering och etik Gunilla Eklund Rum F 625, e-mail: geklund@abo.fi/tel. 3247354 http://www.vasa.abo.fi/users/geklund Disposition för ett vetenskapligt
Kvalitativa metoder II Tillförlitlighet, trovärdighet, generalisering och etik Gunilla Eklund Rum F 625, e-mail: geklund@abo.fi/tel. 3247354 http://www.vasa.abo.fi/users/geklund Disposition för ett vetenskapligt
Metod och stöd för en strukturerad förstudie.
 Metod och stöd för en strukturerad förstudie. Innehållsförteckning 1 Dokumentinformation... 2 2 specifikation... 2 2.1 Bakgrund... 2 2.2 Beskrivning och målformulering... 2 2.3 organisation... 2 2.4 Tid
Metod och stöd för en strukturerad förstudie. Innehållsförteckning 1 Dokumentinformation... 2 2 specifikation... 2 2.1 Bakgrund... 2 2.2 Beskrivning och målformulering... 2 2.3 organisation... 2 2.4 Tid
Den gröna påsen i Linköpings kommun
 Den gröna påsen i Linköpings kommun Metod- PM 4 Thea Eriksson Almgren Problem I Linköping idag används biogas för att driva stadsbussarna. 1 Biogas är ett miljövänligt alternativ till bensin och diesel
Den gröna påsen i Linköpings kommun Metod- PM 4 Thea Eriksson Almgren Problem I Linköping idag används biogas för att driva stadsbussarna. 1 Biogas är ett miljövänligt alternativ till bensin och diesel
Rutiner för opposition
 Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Lean vad är det Så här arbetar vi i Vara Resultat
 Lean vad är det Så här arbetar vi i Vara Resultat 2007 10-26 Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga värde med minsta möjliga resurser Kundens behov i
Lean vad är det Så här arbetar vi i Vara Resultat 2007 10-26 Vad är Lean? Tanke och arbetssätt för systematisk förbättringsarbete Skapa största möjliga värde med minsta möjliga resurser Kundens behov i
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman DIEM Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag 19.10
Logistik styrning av material- och informationsflöden Mikael Öhman DIEM Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag 19.10
Lean hur kan det användas i jordbruksföretaget. Elenore Wallin, Lean coach, Hushållningssällskapet
 Lean hur kan det användas i jordbruksföretaget Elenore Wallin, Lean coach, Hushållningssällskapet Nationell satsning ca 70 större företag deltar Vad är Lean? Kundfokus det kunden vill ha Ta bort slöseri
Lean hur kan det användas i jordbruksföretaget Elenore Wallin, Lean coach, Hushållningssällskapet Nationell satsning ca 70 större företag deltar Vad är Lean? Kundfokus det kunden vill ha Ta bort slöseri
Lean Production. Jon Engström Kvalitetsteknik, IEI
 Lean Production Jon Engström Kvalitetsteknik, IEI LEAN PRODCUTION 2 Kort historik av Lean Production (Repetition) Vad är Lean? Lean Principer Vanliga Lean-verktyg HISTORIK Masstillverkning Mekaniserat
Lean Production Jon Engström Kvalitetsteknik, IEI LEAN PRODCUTION 2 Kort historik av Lean Production (Repetition) Vad är Lean? Lean Principer Vanliga Lean-verktyg HISTORIK Masstillverkning Mekaniserat
rev ere Utmaningsdrivet förbättringsarbete Utveckla arbetssätt och ledarskap Revere AB Joakim Hillberg Pia Anhede s e e r e f l e c t a c t
 rev ere s e e r e f l e c t a c t Utmaningsdrivet förbättringsarbete Utveckla arbetssätt och ledarskap Revere AB Joakim Hillberg Pia Anhede Syftet Syftet med nedan beskrivna program är att etablera arbetssätt,
rev ere s e e r e f l e c t a c t Utmaningsdrivet förbättringsarbete Utveckla arbetssätt och ledarskap Revere AB Joakim Hillberg Pia Anhede Syftet Syftet med nedan beskrivna program är att etablera arbetssätt,
Indexator Rotator Systems AB
 Indexators filosofi Indexators filosofi Indexator Rotator Systems har alltid jobbat med visioner och strategier. Dessa finns nedskrivna och ska verka som ett stöd i verksamhetens beslutsfattande på alla
Indexators filosofi Indexators filosofi Indexator Rotator Systems har alltid jobbat med visioner och strategier. Dessa finns nedskrivna och ska verka som ett stöd i verksamhetens beslutsfattande på alla
Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin.
 Examensarbete Magisterprogrammet Digital Affärsutveckling, kurs uppgift 3 teori-reflektion. Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin. Författare: Magnus
Examensarbete Magisterprogrammet Digital Affärsutveckling, kurs uppgift 3 teori-reflektion. Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin. Författare: Magnus
Presentation vid nordisk byggträff 2013 Baltzar Karlsson, Leancoach
 Presentation vid nordisk byggträff 2013 Baltzar Karlsson, Leancoach Målbild LEAN I LANTBRUKET ska leda till en kraftigt ÖKAD TILLVÄXT bland SVENSKA LANDSBYGDSSFÖRETAG Hur gör de mest framgångsrika industriföretagen?
Presentation vid nordisk byggträff 2013 Baltzar Karlsson, Leancoach Målbild LEAN I LANTBRUKET ska leda till en kraftigt ÖKAD TILLVÄXT bland SVENSKA LANDSBYGDSSFÖRETAG Hur gör de mest framgångsrika industriföretagen?
Effektivisering av en monteringsprocess En fallstudie
 Examensarbete i Industriell Ekonomi & Maskinteknik Effektivisering av en monteringsprocess En fallstudie Efficiency of an assembly process A case study Författare: Anna Adamowicz, Anna Larsson Handledare
Examensarbete i Industriell Ekonomi & Maskinteknik Effektivisering av en monteringsprocess En fallstudie Efficiency of an assembly process A case study Författare: Anna Adamowicz, Anna Larsson Handledare
Titel på examensarbetet. Dittnamn Efternamn. Examensarbete 2013 Programmet
 Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Lean Production i verkligheten
 Lean Production i verkligheten Intro Vem är jag? Niklas Gudmundsson Civilingenjör Elektroteknik och Industriell ekonomi från Lunds Tekniska Högskola Har jobbat i snart 10 år med Lean inom fordonsindustrin
Lean Production i verkligheten Intro Vem är jag? Niklas Gudmundsson Civilingenjör Elektroteknik och Industriell ekonomi från Lunds Tekniska Högskola Har jobbat i snart 10 år med Lean inom fordonsindustrin
Grunderna i Lean. Mirella Westpil, Michael Lundstedt 2013-11-05
 Grunderna i Lean Mirella Westpil, Michael Lundstedt 2013-11-05 Några ord om oss Michael Mirella Agenda 13.15 Presentation Michael & Mirella 13.20 Vad är Lean Bikupor 13.30 Överblick (historia, värderingar,
Grunderna i Lean Mirella Westpil, Michael Lundstedt 2013-11-05 Några ord om oss Michael Mirella Agenda 13.15 Presentation Michael & Mirella 13.20 Vad är Lean Bikupor 13.30 Överblick (historia, värderingar,
Second handbook of research on mathematics teaching and learning (NCTM)
") Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
Industriellt betongbyggande leder till ökad produktivitet. Peter Simonsson
 Industriellt betongbyggande leder till ökad produktivitet Peter Simonsson 1 Agenda Snabbare Produktivitetsökning Forskning LTU Innovationer Arbetsmiljö Byggbarhet och Lean Standardisering IT 2 Implementering
Industriellt betongbyggande leder till ökad produktivitet Peter Simonsson 1 Agenda Snabbare Produktivitetsökning Forskning LTU Innovationer Arbetsmiljö Byggbarhet och Lean Standardisering IT 2 Implementering
FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori
 Linnéuniversitetet Institutionen för informatik FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori Läsåret 2013/2014 Lärare: Patrik Brandt patrik.brandt@lnu.se Päivi Jokela paivi.jokela@lnu.se Examinator:
Linnéuniversitetet Institutionen för informatik FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori Läsåret 2013/2014 Lärare: Patrik Brandt patrik.brandt@lnu.se Päivi Jokela paivi.jokela@lnu.se Examinator:
Kanban är inte din process. (låt mig berätta varför) #DevLin2012 15 Mars 2012
 #DevLin2012 15 Mars 2012") Kanban är inte din process (låt mig berätta varför) #DevLin2012 15 Mars 2012 Torbjörn Tobbe Gyllebring @drunkcod tobbe@cint.com Är du eller känner du en Kanban hipster? Förut körde vi X nu kör vi Kanban
Kanban är inte din process (låt mig berätta varför) #DevLin2012 15 Mars 2012 Torbjörn Tobbe Gyllebring @drunkcod tobbe@cint.com Är du eller känner du en Kanban hipster? Förut körde vi X nu kör vi Kanban
Bakgrund. Frågeställning
 Bakgrund Svenska kyrkan har under en längre tid förlorat fler och fler av sina medlemmar. Bara under förra året så gick 54 483 personer ur Svenska kyrkan. Samtidigt som antalet som aktivt väljer att gå
Bakgrund Svenska kyrkan har under en längre tid förlorat fler och fler av sina medlemmar. Bara under förra året så gick 54 483 personer ur Svenska kyrkan. Samtidigt som antalet som aktivt väljer att gå
Hur leder vi transformationer?
 Hur leder vi transformationer? Offentlig chef 14 mars 2019 #offentligchef @gaialeadership Vad är transformation? Hur leder vi en transformation? 7 steg för en lyckad transformation I think there are good
Hur leder vi transformationer? Offentlig chef 14 mars 2019 #offentligchef @gaialeadership Vad är transformation? Hur leder vi en transformation? 7 steg för en lyckad transformation I think there are good
Föreläsning 2. Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning
 Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Collaborative Product Development:
 Collaborative Product Development: a Purchasing Strategy for Small Industrialized House-building Companies Opponent: Erik Sandberg, LiU Institutionen för ekonomisk och industriell utveckling Vad är egentligen
Collaborative Product Development: a Purchasing Strategy for Small Industrialized House-building Companies Opponent: Erik Sandberg, LiU Institutionen för ekonomisk och industriell utveckling Vad är egentligen
Metod1. Intervjuer och observationer. Ex post facto, laboratorie -, fältexperiment samt fältstudier. forskningsetik
 Metod1 Intervjuer och observationer Ex post facto, laboratorie -, fältexperiment samt fältstudier forskningsetik 1 variabelbegreppet oberoende variabel beroende variabel kontroll variabel validitet Centrala
Metod1 Intervjuer och observationer Ex post facto, laboratorie -, fältexperiment samt fältstudier forskningsetik 1 variabelbegreppet oberoende variabel beroende variabel kontroll variabel validitet Centrala
Lean inom Hälso- och Sjukvård www.ohde.se
 Lean inom Hälso- och Sjukvård www.ohde.se 1 Vad tänker du på när du hör ordet Lean? 2 Kundfokus Flöde Kompetens Toyota Production System Värdeskapande / förluster Ständiga Förbättringar Resurssnål verksamhetsutveckling
Lean inom Hälso- och Sjukvård www.ohde.se 1 Vad tänker du på när du hör ordet Lean? 2 Kundfokus Flöde Kompetens Toyota Production System Värdeskapande / förluster Ständiga Förbättringar Resurssnål verksamhetsutveckling
Nästa steg. LEAN Production 1 dag. Norrköping Nov 2014. 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg. Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? LEAN Production 1 dag. Norrköping Nov 2015
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
BIF NEWS. November 2011. 70% av företagen har misslyckats med sina effektiviseringar!
 BIF NEWS November 2011 70% av företagen har misslyckats med sina effektiviseringar! En marknadsundersökning under våren och hösten 2011 är genomförd och resultatet är häpnadsväckande enligt Johan Koskenniemi
BIF NEWS November 2011 70% av företagen har misslyckats med sina effektiviseringar! En marknadsundersökning under våren och hösten 2011 är genomförd och resultatet är häpnadsväckande enligt Johan Koskenniemi
Industriell Massproduktion
 Industriell Massproduktion Theory Of Constraints, TOC Toyota Production System = LEAN Six Sigma Page 1 Theory of Constraints, flaskhalsstyrning Theory Of Constraints, eller TOC, är en managementfilosofi
Industriell Massproduktion Theory Of Constraints, TOC Toyota Production System = LEAN Six Sigma Page 1 Theory of Constraints, flaskhalsstyrning Theory Of Constraints, eller TOC, är en managementfilosofi
EVRY One Outsourcing Services Linköping AB 2014-03-05 LEAN
 EVRY One Outsourcing Services Linköping AB 2014-03-05 LEAN By the use of true lean concepts all necessary attention to customer needs are secured. High quality implementations of incident, change and problem
EVRY One Outsourcing Services Linköping AB 2014-03-05 LEAN By the use of true lean concepts all necessary attention to customer needs are secured. High quality implementations of incident, change and problem
Internlogistiken i en monteringsprocess
 Examensarbete i Maskinteknik/Industriell Ekonomi Internlogistiken i en monteringsprocess The internal logistics in an assembly process Författare: Ines Zdenac, Johanna Blomstrand & Moumita Akhter Handledare
Examensarbete i Maskinteknik/Industriell Ekonomi Internlogistiken i en monteringsprocess The internal logistics in an assembly process Författare: Ines Zdenac, Johanna Blomstrand & Moumita Akhter Handledare
Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004
, Statsvetenskap 2, VT 2004") LINKÖPINGS UNIVERSITET 2004-02-04 Ekonomiska institutionen Avdelningen för statsvetenskap Bo Persson Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004 Schema Vecka Datum Tid
LINKÖPINGS UNIVERSITET 2004-02-04 Ekonomiska institutionen Avdelningen för statsvetenskap Bo Persson Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004 Schema Vecka Datum Tid
Introduktion till Lean, dag3
 Introduktion till Lean, dag3 U117G GRUPPDISKUSSION Diskutera med grannen: - Vad gick vi igenom förra veckan? 5 minuter KURSINNEHÅLL Dag 3 Kap 3. forts. Jämna ut flödet Kap 4. Dragande produktion Kap 2.
Introduktion till Lean, dag3 U117G GRUPPDISKUSSION Diskutera med grannen: - Vad gick vi igenom förra veckan? 5 minuter KURSINNEHÅLL Dag 3 Kap 3. forts. Jämna ut flödet Kap 4. Dragande produktion Kap 2.
Effektivisering av internt materialflöde hos en tillverkande bostadsutvecklare
 Effektivisering av internt materialflöde hos en tillverkande bostadsutvecklare En materialflödesanalys med fokus på reducering av genomloppstid baserad på principer för Lean production Examensarbete inom
Effektivisering av internt materialflöde hos en tillverkande bostadsutvecklare En materialflödesanalys med fokus på reducering av genomloppstid baserad på principer för Lean production Examensarbete inom
Lean Healthcare. Program. - rapport från verkligheten. 2011-10-05/06 ST Forum
 Lean Healthcare - rapport från verkligheten 2011-10-05/06 ST Forum Program Presentation Allmänt om Lean Exempel från verkligheten i Falköping Avrundning Vad är?? Vad är Lean? Eliminera förluster och slöseri!
Lean Healthcare - rapport från verkligheten 2011-10-05/06 ST Forum Program Presentation Allmänt om Lean Exempel från verkligheten i Falköping Avrundning Vad är?? Vad är Lean? Eliminera förluster och slöseri!
A solution that lifts
 Fork A solution that lifts Form A solution that lifts A solution that lifts Heat A solution that lifts A solution that lifts Receptet på framgång Vår vision är att nå långt. Att få befintliga och presumtiva
Fork A solution that lifts Form A solution that lifts A solution that lifts Heat A solution that lifts A solution that lifts Receptet på framgång Vår vision är att nå långt. Att få befintliga och presumtiva
Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20)
") Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20) Carin Andersson Industriell produktion, Lund University Monica Bellgran Innovation och Design, Mälardalen University
Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20) Carin Andersson Industriell produktion, Lund University Monica Bellgran Innovation och Design, Mälardalen University
Vad är lean management. Fredrik Trossö Kvalitetsledare Laboratoriemedicinska länskliniken, USÖ och leancoach på USÖ
 Vad är lean management Fredrik Trossö Kvalitetsledare Laboratoriemedicinska länskliniken, USÖ och leancoach på USÖ SKL Ekonomi och framtid Framtida utmaningar Modell för dynamiska system Kvalitetsbristkostnader
Vad är lean management Fredrik Trossö Kvalitetsledare Laboratoriemedicinska länskliniken, USÖ och leancoach på USÖ SKL Ekonomi och framtid Framtida utmaningar Modell för dynamiska system Kvalitetsbristkostnader