Produktionsflödesanalys CA-Verken i Sävsjö
|
|
|
- Stina Lundberg
- för 6 år sedan
- Visningar:
Transkript
1 Institutionen för teknik och design, TD Produktionsflödesanalys CA-Verken i Sävsjö Production flow analysis CA-Verken in Sävsjö Växjö Examensarbete nr: TD 056/2007 Jacob Håkansson, Isidora Vakaricic Maskinteknik MTC990, C-nivå 10 poäng
2 Organisation/ Organization VÄXJÖ UNIVERSITET Institutionen för teknik och design Växjö University School of Technology and Design Författare/Author(s) Jacob Håkansson Isidora Vakaricic Dokumenttyp/Type of document Handledare/tutor Examinator/examiner Examensarbete/ Diplomawork Göran Lundgren Samir Khoshaba Högskolan i Kalmar Växjö Universitet Titel och undertitel/title and subtitle Produktionsflödesanalys CA-Verken i Sävsjö Production flow analysis CA-Verken in Sävsjö Sammanfattning (på svenska) Examensarbete utfördes på CA-Verken i Sävsjö som bl.a. tillverkar hydraulcylindrar. De senaste två år har CA-Verken haft en kraftig ökning av omsättningen och det som står i vägen för fortsatt expansion är produktionen som har begränsad kapacitet. Målet med detta arbete är att studera CA-Verkens produktionsflöde för att kunna identifiera flaskhalsen/flaskhalsarna och därefter ge förslag på lösningar och förbättringar. Den teorin som har använts som grund till arbetet är Theory of Constraints (TOC). Intervjuer, företagets affärssystem och observationer har använts vid datainsamling. Genom analysering av produktionsflödet för cylindrar som står för den största delen av omsättningen identifierades monteringen som flaskhals. För att kunna optimera produktionsflödet krävs det att monteringen utnyttjas effektivt samt att olika störningar och slöserier i monteringsprocessen elimineras. Nyckelord Produktionsflöde, flaskhals, kapacitet, produktionslogistik, materialflöde, hydraulcylinder, montering. Abstract (in English) This diplomawork is a study of the making of hydraulic cylinders at CA-Verken, a Swedish company located in Sävsjö. The last two years has showed a substantial increase of the company s turnover. The only remaining obstacle of an ongoing expansion is the limited capacity of the company s production. The purpose of this diplomawork is, for that particular reason, to study CA-Verkens production flow in order to identify the bottleneck-issues and ultimately be able to suggest possible solutions and improvements concerning the production process. The theoretic foundation of this study is based on the Theory of Constraints (TOC). Interviews, company business systems and observations have been used as important sources during the collection of data. By analysing the production flow concerning the cylinders, which represents the greatest deal of the company s turnover, the assembly was identified as a bottleneck-issue. In order to optimize the torrent of production it s necessary for the company to increase the efficiency of the assembly and eliminate different disturbances as well as all unnecessary wastefulness in the process. Key Words Production flow, bottleneck, capacity, operation management, material flow, hydraulic cylinder, assembly Utgivningsår/Year of issue Språk/Language Antal sidor/number of pages 2007 Svenska 59 Internet/WWW
3 Förord Den här rapporten är resultatet av ett examensarbete utfört på CA-Verken, cylindertillverkare i Sävsjö. Uppdragsgivare är Per Holmstedt VD på CA-Verken. Examensarbetet avslutar våra studier vid Växjö Universitet, Managing Technology and Business Projects, maskinteknisk inriktning, samt Ingenjörsutbildning i maskinteknik, inriktning industriellt ledarskap. Arbetet har givit oss möjlighet att tillämpa teoretiska kunskaper inför arbetslivet som väntar. Vi har även fått möjlighet att jobba självständigt samt ta egna beslut och initiativ. Arbetet har utförts från och med vecka 13 till vecka 22 på CA-Verken i Sävsjö. Vi vill tacka Per Holmstedt, Susanne Anderö, Djordje Paunovic och andra anställda på CA-Verken som hjälpt oss med vårat arbete. Slutligen är vi oerhört tacksamma för det stöd och den motivation som vi har fått från vår handledare Göran Lundgren. Göran har hjälpt oss att hålla rätt kurs och inte förlora fokus på målet. Växjö, Jacob Håkansson Isidora Vakaricic I
4 Sammanfattning Examensarbete utfördes på CA-Verken i Sävsjö som är ett företag med lång tradition i hydraulikbranschen och tillverkar bland annat hydraulcylindrar. De senaste två åren har CA-Verken haft en kraftig ökning av omsättningen och det som står i vägen för fortsatt expansion är produktionen som har begränsad kapacitet. Målet med detta arbete är att studera CA-verkens produktionsflöde för att kunna identifiera flaskhalsen/flaskhalsarna och därefter ge förslag på lösningar och förbättringar. Projektet avgränsades till att studera produktionsflödet för cylindertillverkning som står för den största delen av omsättningen. För att kunna identifiera flaskhalsar krävdes information som genererades från företagets affärssystem Monitor. Andra metoder som användes för datainsamling var löpande intervjuer med berörda personer på företaget samt observationer på plats. Teorikapitlet grundar sig huvudsakligen på litteraturstudier. Den teorin som har använts som grund till arbetet är Theory of Constraints (TOC). Flaskhalsen identifierades genom att studera produktionsflödet för 134 styck olika cylindrar som har de största årsvolymer samt står för nästan två tredjedelar av cylinderomsättningen. Av det totala antalet studerade cylindrar hade 73 styck cylindrar monteringsoperation som flaskhals. Eftersom detta motsvarar 54 % av fallen drogs slutsatsen att monteringen är flaskhals för hela produktionsflödet. För att kunna optimera produktionsflödet krävs det att monteringen utnyttjas effektivt samt att olika störningar och slöserier i monteringsprocessen elimineras. På grund av detta gjordes en närmare undersökning av monteringsprocessen som resulterade i några förbättringsförslag. II
5 Innehållsförteckning 1 INLEDNING BAKGRUND PROBLEMDISKUSSION MÅL AVGRÄNSNINGAR TIDSPLANERING BEGREPPSDEFINITION METOD VETENSKAPLIGT SYNSÄTT Positivism och hermeneutik Vetenskapligt synsätt i denna uppsats VETENSKAPLIGT ANGREPPSSÄTT Induktion, deduktion och abduktion Vetenskapligt angreppssätt i denna uppsats UNDERSÖKNINGSMETOD Kvalitativ och kvantitativ metod Undersökningsmetod i denna uppsats DATAINSAMLING Litteraturstudier Intervjuer Observationer Enkäter Datainsamling i denna uppsats VALIDITET OCH RELIABILITET Validitet Reliabilitet Validitet och reliabilitet i denna uppsats GENERALISERBARHET PRAKTISKT TILLVÄGAGÅNGSSÄTT TEORI KUNDORDERPUNKT PRODUKTIONSPROCESS Funktionell verkstad Flödesgrupp Lina KAPACITET FLASKHALS THEORY OF CONSTRAINTS (TOC) Identifiera systemets begränsningar Besluta hur systemets begränsningar ska utnyttjas Underordna allt annat till ovanstående beslut Höj upp systemets begränsningar Om en begränsning har eliminerats i föregående steg återgå till steg TRUMMA-BUFFERT-REP-KONCEPT III
6 3.7 MONTERING Monteringsförluster Materialflöde på monteringen PLOCKNING Plockningsroller Materialförsörjningsprinciper Artikelplacering i lagret ABC-ANALYS NULÄGESBESKRIVNING PRODUKT MASKINPARK OCH KAPACITET PRODUKTIONSPLANERING PRODUKTIONSPROCESS PRODUKTIONSLAYOUT MONTERINGSPROCESS Montera order Plocka order ANALYS PRODUKT OCH VOLYM THEORY OF CONSTRAINTS (TOC) Identifiera systemets begränsningar Besluta hur systemets begränsningar ska utnyttjas Underordna allt annat till ovanstående beslut Höj upp systemets begränsningar Om en begränsning har eliminerats i föregående steg återgå till steg RESULTAT MONTERING SOM FLASKHALS FÖRBÄTTRINGSFÖRSLAG FÖR MONTERINGEN Delprocess montera order Delprocess plocka order Alternativt materialflöde på monteringen TILLÄMPA TRUMMA-BUFFERT-REP-KONCEPTET UTÖKNING AV MONTERINGSKAPACITET IDENTIFIERA NÄSTA FLASKHALS DISKUSSION FÖRSLAG TILL ANDRA FÖRBÄTTRINGSOMRÅDEN EGNA REFLEKTIONER ÖVER ARBETET REFERENSER BILAGOR IV
7 Figurförteckning Figur 1.1: De senaste årens utveckling av omsättningen på CA-Verken... 1 Figur 1.2: Gantt-schema över projektet... 3 Figur 3.1: Kundorderpunkt Figur 3.2: Operation 2 som flaskhals Figur 3.3: Trumma-buffert-rep-konceptet Figur 4.1: Cylinderserie 25CA Figur 4.2: Cylinderserie HCN Figur 4.3: Hydraulcylinder serie 25CA med tillverkade komponenter Figur 4.4: Operationssteg för tillverkade komponenter Figur 4.5: Bild över en monteringsstation Figur 4.6: Monteringsprocess Figur 4.7: Flexibla lagerplatser på CA-Verken Figur 5.1: ABC-analys för olika årsvolymer per cylinder Figur 5.2: Trumma-buffert-rep-konceptet på CA-Verken Figur 6.1: Förslag på linjeflöde V
8 1 Inledning Detta kapitel ger en förståelse för vad examensarbetet kommer att handla om och bakomliggande information. 1.1 Bakgrund CA-Verken grundades 1957 av ingenjören Ingvar Carlegren, en känd industriman i Sävsjö, som kallade företaget efter hans son initialer (Carlegren Anders). Anders Carlegren tog över verksamheten i mitten av 60-talet, bara 18 år gammal. Vid den tidpunkten tillverkades bland annat mätverk för kabelmätning och kabelkanaler och senare pneumatikventiler. 1 Idag består CA-Verkens produktionssortiment huvudsakligen av hydraulcylindrar och hydraulaggregat samt ventilblock. En stor del av produktionen anpassas efter kundernas specifika önskemål och behov. Exempel på dessa produkter är syrafasta cylindrar för marint bruk och cylindrar med inbyggda linjärgivare. Kunderna finns i olika branscher såsom: energi, marin, gruvindustri, verkstadsindustri, sågverk och godshantering. Företaget är ISO och ISO 9001 certifierat. Företaget ingår i Dacke pmc, ett holdingbolag för 21 rörelsedrivandebolag, som är ledande inom automationsteknik i norra Europa och omsätter cirka 3050 MSEK per år och har cirka 1480 anställda. Sedan sommaren 2005 ägs det av Segulah III L.P. 2 CA-Verken omsatte förra året cirka 89 MSEK och har idag 64 anställda. Av dessa är 54 män och 10 kvinnor, 43 är kollektivanställda och 21 jobbar som tjänstemän. I Figur 1.1 visas utvecklingen av omsättningen de senaste åren. tkr Omsättningsstatistik Prognos 2007 Figur 1.1: De senaste årens utveckling av omsättningen på CA-Verken 1 Verksamhetshandbok, CA-Verken, Dok nr LED 118, Hämtad
9 Under de sista två åren har CA-Verken ökat sin omsättning med cirka 15 % per år och målet är att omsättningen ska ökas ytterligare. Det som står i vägen för denna expansion är produktionen som har begränsad kapacitet. Ökningen av omsättningen har hittills klarats av framförallt med kortsiktiga åtgärder exempelvis övertid, utlego, inköp och inhyrning av personal hos bemanningsföretag. Även några nya maskiner har köpts in under denna period medan personalstyrka har varit på ett konstant nivå. 1.2 Problemdiskussion Många företag står inför problemet hur en volymökning ska klaras. Det som ofta är hinder för denna ökning är brist på kapaciteten. Kapaciteten kan anskaffas genom investering i maskiner, personal och infrastruktur på lång sikt eller genom outsourcing och övertidsarbete på kort sikt. Ett annat sätt är att öka genomflödet genom att optimera produktionsflödet. För att kunna optimera produktionsflödet krävs det först att flaskhalsen/flaskhalsarna identifieras och bearbetas. Efter identifiering av flaskhalsar underordnas alla andra operationer till flaskhalsoperationen som alltid ska vara igång. På detta sätt ökas flödet och köer undviks i systemet, som medför att genomloppstider förkortas och lager minskas. Effektiv utnyttjande av flaskhalsen och eliminering av alla onödiga aktiviteter bidrar även till ökning av produktiviteten. Korta leveranstider och ökad produktivitet höjer företagets konkurrenskraft och bidrar till en ökning av marknadsandelar. Att kunna erbjuda kunden korta och säkra leveranstider är viktiga konkurrensmedel för CA-Verken i en så hårdkonkurrerande bransch som hydraulikbranschen är. 1.3 Mål Målet med examensarbetet är att studera CA-Verkens produktionsflöde för att kunna identifiera flaskhalsen/flaskhalsar i flödet och därefter ge förslag på lösningar och förbättringar. 1.4 Avgränsningar Projektet avgränsas till att studera produktionsflödet för cylindertillverkning som står för den största delen av omsättningen (cirka 70 %). CA-Verken tillverkade under 2006 över 1200 styck olika cylindrar och de flesta i småserie. Därav krävdes ytterligare avgränsning. Undersökningen har grundats på de cylindrar som under 2006 har haft totalvolym per cylindern 20 styck eller större, samt cylindrar med totalvolym mellan 9 19 styck och minst kr i omsättningen. 2
10 1.5 Tidsplanering Tidsplanering över examensarbetet visas i Figur 1.2. Teoriinsamling Nulägesanalys Analys Slutsats Dokumentation Inlämning Aktivitet Presentation Tidsplan (veckonummer) Figur 1.2: Gantt-schema över projektet 1.6 Begreppsdefinition Produktionsflödet Samtliga processer vilka ingår från att material tas ut från lagret till dess att färdiga cylindrar skickas till utleverans. Flaskhals En produktionsresurs(er) som har mindre kapacitet än behovet och på så sätt begränsar flödet. Kapacitet Den maximala outputen som en produktionsresurs kan ge. Ställtid Tiden för att ställa om en maskin från tillverkning av en produkt till en annan typ av produkt. Operationstid Summan av ställtiden och partistorleken multiplicerad med stycktiden där stycktiden är bearbetningstiden per detalj. 3 Hydraulcylinder Ett maskinelement med uppgift att åstadkomma en linjärrörelse och omvandla den hydrauliska energin till mekanisk. L-artiklar Artiklar som lagerförs på CA-Verken och som planeras och tillverkas mot lagret. T-artiklar Artiklar som på CA-Verken planeras och tillverkas mot kundorder, tillsammans med den cylinder de ingår i. 3 Olhager, J.,
11 2 Metod I detta kapitel beskrivs de metoder och det tillvägagångssätt som har använts vid genomförande av examensarbetet. Till sist diskuteras uppsatsens validitet och reliabilitet. 2.1 Vetenskapligt synsätt Positivism och hermeneutik De viktigaste vetenskapliga synsätten är positivism och hermeneutik. Positivismen har sitt ursprung i naturvetenskapen och har en kritisk grundinställning. Enligt detta synsätt finns det två källor till kunskap, iakttagelse och logik. Iakttagelserna, den empiriska kunskapen, är den kunskap som iakttas med människans sinnen. Dessa iakttagelser ska kritisk granskas och analyseras logiskt för att kunna dra slutsatser. 4 Hermeneutiken är humanistiskt inriktat och bygger på tolkningar av vad människor sagt eller skrivit. Enligt Thurén 5 är tolkningar av andra människors känslor och upplevelser utifrån sina egna känslor och upplevelser ganska osäkra eftersom de inte kan testas intersubjektivt. Å andra sidan öppnar hermeneutiken till kunskap som är mer nyanserad och rikare än den positivistiska kunskapen Vetenskapligt synsätt i denna uppsats Denna uppsats grundar sig huvudsakligen på positivistiskt synsätt. De data som samlats in analyserades logiskt och utifrån detta har generella slutsatser dragits. Valet av detta synsätt motiveras med uppsatsens natur eftersom dess syfte är att identifiera flaskhalsar med hjälp av faktiska förhållanden. 2.2 Vetenskapligt angreppssätt Induktion, deduktion och abduktion Induktion innebär att generella slutsatser dras utifrån empiriska fakta. Man närmar sig en verklighet utan några klara hypoteser och med relativt outvecklad problemställning. Syftet är att skaffa sig helhetsförståelse av alla aspekter hos ett fenomen utan att låsa sig till en på förhand bestämd datainsamlingsmetod. 6 Vid deduktion dras logiska slutsatser utifrån den befintliga teorin. Dessa slutsatser behöver inte vara sanna och överensstämma med verkligheten 7. Induktion och deduktion utesluter inte varandra och kan oftast kombineras i ett abduktivt sätt. Abduktion används genom att induktivt undersöka en mängd fakta från verkligheten och låta dessa fakta leda till en teori 8. Denna teori testas sedan deduktivt mot befintliga teorier och kan på så sätt generaliseras. 4 Thurén, T., Thurén, T., Halvorsen, K., Thurén, T., Andersen, H.,
12 2.2.2 Vetenskapligt angreppssätt i denna uppsats I denna uppsats används abduktivt angreppssätt där både induktion och deduktion kombinerats. De data som har samlats in empiriskt har analyserats med befintliga teorier för att kunna hitta lösningar till problemställningen. 2.3 Undersökningsmetod Kvalitativ och kvantitativ metod Kvalitativa data är data som berättar något om de kvalitativa (icke mätbara) egenskaperna hos undersökningsenheterna. Kvalitativa studier används för att skapa en djupare förståelse för ett specifikt ämne 9. Data är kvantitativa om de är mätbara, d.v.s. de kan utryckas i siffror och andra mängdtermer. Kvantifiering är den mest exakta metodiken och därför bäst ägnad för precisa observationer. Metodtriangulering är kombination av kvantitativa och kvalitativa metoder. De svaga sidorna hos en metod kompenseras med de starka sidorna hos den andra och vice versa. Enligt Halvorsen 10 finns det olika strategier för metodtriangulering: Kvalitativa undersökningar används som förberedelse för kvantitativa. Kvalitativa undersökningar används som uppföljning till kvantitativa. Kvantitativa och kvalitativa undersökningar används parallellt vid både datainsamlingen och dataanalysen Undersökningsmetod i denna uppsats I detta examensarbete har både den kvalitativa och den kvantitativa metoden, metodtriangulering, använts. Intervju med berörda personer och observationer på plats är exempel på den kvalitativa metoden. Bearbetning av data från affärssystemet Monitor är exempel på den kvantitativa metoden. Parallellanvändning av dessa två metoder bidrog till att olika fenomen kunde ses från olika perspektiv. 2.4 Datainsamling Beroende på forskarens inblandning vid datainsamlingen kan två typer av data urskiljas: primär- och sekundärdata. Primärdata samlas in av forskaren under studiens gång genom intervjuer, observationer och enkäter. Sekundärdata finns redan insamlad av någon annan och är avsedd för ett annat ändamål. De kan hämtas i olika typ av skrivna dokument som till exempel litteratur, årsredovisningar, statistik och film Litteraturstudier Litteratur omfattar till exempel böcker, broschyrer, tidskrifter och tidningar. Från litteraturstudier fås sekundärdata och därför är det viktig att de alltid ifrågasättas. Sökrutinerna som används vid litteratursökning kan medföra att litteraturunderlaget blir ofullständigt 11. Genom litteraturstudier kan en stor mängd data samlas in under relativt kort tid och på ett billigt sätt. 9 Björklund, M., Paulsson, U., Halvorsen, K., Björklund, M., Paulsson, U.,
13 2.4.2 Intervjuer Denna metod är en vanlig kvalitativ metod som sker via dialog i direktkontakt, via telefon, sms eller e-post. Intervju kan vara strukturerad, semi-strukturerad eller ostrukturerad. I första fallet är alla frågor bestämda på förhand och tas upp i en viss ordning. I semi-strukturerad intervju är bara ämnesområdena tidigare bestämda medan frågorna formuleras löpande beroende på svar som fås. Ostrukturerade intervjuer är informella samtal där frågorna uppkommer i efterhand. De är viktiga i början av undersökning när det finns lite kunskap om problemet. Med intervju kan relevant information samlas in. Den ger även möjlighet till en djupare förståelse samt möjlighet att tolka andra signaler som till exempel kroppsspråk 12. Nackdelen är bland annat att den är tids- och resurskrävande och respondenter kan styras av frågeställaren Observationer Observationer används när ett fenomen behöver studeras i sitt naturliga sammanhang. De kan vara öppna eller dolda, där de observerade inte är medvetna om att de är objekt för undersökningen. Beroende på om forskare deltar i observationer kan de vara deltagande eller icke-deltagande. Halvorsen 13 anser att observationer kan berätta vad människor gör och detta kan skilja sig från vad människor säger att de gör. De ställer dock stora krav på forskarens kunskap och objektivitet. I vissa situationer kan denna insamlingsmetod vara tidskrävande Enkäter Detta är den vanligaste kvantitativa metoden för datainsamling där samtliga respondenter får samma frågor som är bestämda på förhand. Frågorna kan vara öppna eller fasta. Vid fasta frågor är svarsalternativen givna på förhand medan vid öppna frågor kan respondenter svara vad de vill. 14 Med enkäter kan ett stort underlag av primärdata tas fram på relativt billigt sätt. Nackdelen är att svarsfrekvensen kan bli låg, frågorna kan bli svåra att formulera samtidigt som de misstolkas av respondenter Datainsamling i denna uppsats Teoriavsnitten grundar sig huvudsakligen på litteraturstudier. För litteratursökning användes Växjö universitetsbibliotek. De mest frekventa sökorden som användes var: flaskhals, produktionsflöde, produktionslogistik, operationsmanagement, montering. För att kunna identifiera flaskhalsar krävdes information som genererades från företagets affärssystem Monitor. Data som togs fram var bland annat: försäljningsstatistik per olika cylindrar, operationer, ställtider, bearbetningstider, partistorlekar, produktionsstatistik, maskinpark och beläggning. Intervjuerna gjordes löpande under arbetsgång med berörda personer på företaget. De var ostrukturerade och följdfrågor kunde ställas. En annan metod som användes för insamling av primär data var observationer. 12 Björklund, M., Paulsson, U., Halvorsen, K., Halvorsen, K.,
14 2.5 Validitet och reliabilitet Validitet och reliabilitet anses som mått på studies trovärdighet och måste beaktas i vetenskapliga sammanhang 15. Validiteten och reliabiliteten står i ett visst förhållande till varandra, där tre tumregler gäller: låg reliabilitet ger låg validitet, hög reliabilitet är ingen garanti för hög validitet, fullständig reliabilitet är en förutsättning för fullständig validitet Validitet Validitet handlar om att samla in data som är relevanta för problemställningen. Den ger svar på frågan: Mäter vi det som vi avser att mäta. Problemställningen delas upp i intern och extern validitet. Extern validitet mäter i vilken utsträckning resultaten stämmer överens med verkligheten. Intern validitet gäller överensstämmelse mellan den nominella och den operationella definitionen. Till exempel vid en undersökning av levnadsstandarden definieras först vad som menas med levnadsstandard (den nominella definitionen). Sedan mäts den med bruttonationalprodukten (den operationella definitionen) och frågan är om resultatet har validitet. 17 I kvantitativa studier innebär validiteten att studera rätt sak som kan stärkas med bra instrument och noggrannheten vid själva mätningen samt med bra teoribakgrund. I kvalitativa studier är syftet att beskriva, tolka och förstå olika fenomen. Validiteten gäller hela forskningsprocessen inte bara datainsamlingen. 18 Validiteten kan ökas genom metodtriangulering där till exempel olika metoder tillämpas vid datainsamling eller olika teoretiska perspektiv används vid analysen av kvalitativ information Reliabilitet Reliabilitet talar om hur pålitliga mätningar är. Vid upprepade mätningar ska ungefär samma resultat fås. Reliabiliteten svarar på frågan: Mäter vi på rätt sätt. Den kan delas upp i intersubjektiv och intrasubjektiv reliabilitet. Intersubjektiv reliabilitet anser graden av överensstämmelse mellan olika forskares mätningar av samma fenomen, medan intrasubjektiv reliabilitet talar om graden av överensstämmelse mellan samma forskares olika mätningar av samma fenomen. 19 En studies reliabilitet kan också förbättras med metodtriangulering. Ett annat sätt att öka reliabiliteten är att använda sig av kontrollfrågor i intervjuer och enkäter. 20 För att kontrollera reliabiliteten kan två personer närvara vid intervjuer, observationer, även inspelningar i form av ljud och bild kan användas Björklund, M., Paulsson, U., Patel, R, Davidson, B., Andersen, H., Patel, R, Davidson, B., Patel, R, Davidson, B., Björklund, M., Paulsson, U., Patel, R, Davidson, B.,
15 2.5.3 Validitet och reliabilitet i denna uppsats I denna undersökning kombinerades olika metoder för att öka studiens validitet och reliabilitet. Till exempel, observationer har kombinerats med intervjuer av olika personer för att kunna belysa aktuell problematik ur olika aspekter. För att minska misstolkningar har båda författare varit närvarande vid intervjuerna. De insamlade data stämdes av med berörda personer på företaget för att undvika eventuella fel och missförstånd. Vid identifieringen av flaskhalsar analyserades flöde för 134 cylindrar som täcker 64,5 % av omsättningen. Eftersom resultatet motsvarar mer än hälften av omsättningen anses det vara relevant för studiens slutsatser. De data som inhämtats från företagets affärssystem Monitor (ställtider, operationstider) har hög reliabilitet eftersom det är tider som används på företaget som grund för planering och ledtidkontroll. Hur hög tillförlitligheten är i verkligheten är svårt att säga. För detta krävs en noggrannare kontroll av efterkalkylerad tid och stämpling av ställtider, som inte görs idag. En av författarna är anställd på CA-Verken och detta kan ha påverkat studien. Dels genom förutfattad inställning om vilka problem som finns på företaget och dels genom att intervjupersoner kan ha påverkats av redan etablerad relation. 2.6 Generaliserbarhet Generaliserbarhet innebär att slutsatserna ska kunna dras från den analysen som har genomförts. Vid identifieringen av flaskhalsar analyserades flöde för 134 cylindrar som täcker 64,5 % av omsättningen. Eftersom detta motsvarar mer än hälften av omsättningen anses resultatet vara generaliserbart för hela cylinderproduktionen, förutsatt att produktmixen inte ändras radikalt. Generaliserbarhet innebär också att resultatet och slutsatser kan användas av andra på andra områden. Trots att denna undersökning har genomförts som fallstudie på CA-Verken är resultatet generaliserbart och kan användas av andra företag med liknande produktstruktur och produktionsprocess. 2.7 Praktiskt tillvägagångssätt Examensarbetet inleddes med nulägesanalysen där väsentliga data om produktionsprocessen, kapaciteten, beläggningen, planeringen mm samlades in. Produktionsflöde analyserades för 134 styck hydraulcylindrar som under 2006 har haft totalvolym per cylindern 20 styck eller större, samt cylindrar med totalvolym mellan 9 19 styck och minst kr i omsättningen. Antal undersökta cylindrar motsvarar 10,7 % av 1254 styck olika cylindrar som såldes förra året. Deras omsättning motsvarar 64,5 % av den totala omsättningen för hydraulcylindrar. Vid undersökningen analyserades produktionsflödet för slutprodukten, hydraulcylindern samt flödet för de ingående komponenter som på CA-Verken betecknas som T-artiklar. Dessa artiklar planeras och tillverkas mot kundorder, tillsammans med den cylinder de ingår i. Andra ingående komponenter som betecknas som L-artiklar behandlades inte. L-artiklar är lagerförda artiklar som har minimum lagersaldo planeras och tillverkas mot lagret. I analysen togs hänsyn till partistorleken i vilken cylindern tillverkas. Nödvändig data genererades från företagets affärssystem Monitor. 8
16 Genom att studera produktionsflödet kunde flaskhalsen identifieras. Flaskhalsen är den operationen i flödet som tar längst tid. Av det totala antalet studerade cylindrar hade 73 styck cylindrar monteringsoperation som flaskhals. Eftersom detta motsvarar 54 % av fallet drogs slutsatsen att monteringen är flaskhals för produktionsflödet. Efter identifieringen av flaskhalsen gjordes närmare undersökning av monteringsprocessen för att hitta uppslag för förbättringar. I denna undersökning användes kvalitativa metoder: intervjuer med montörer och andra berörda personer samt observationer och närvaron vid montering av cylindrar. Insamlade data analyserades med hjälp av litteratur för att slutsatser skulle kunna dras. 9

17 3 Teori Teorier som låg till grund för detta arbete presenteras i detta kapitel. Först behandlas olika produktionsprocesser och kapacitetsstrategier för att sedan fortsätta med beskrivning av flaskhalsar och flaskhalsteorier. Till sist tas teorier om montering och plockning upp. 3.1 Kundorderpunkt 22 Kundorderpunkten delar in flödet i vad som produceras mot en specifik kundorder samt det som produceras mot prognos. Alltså den punkt i en produkts materialstruktur från och med vilken produktens tillverkning och leverans är kundorderbestämd. I Figur 3.1 förklaras att kundorderpunkten finns på olika ställen vid olika tillverkningssituationer. Figur 3.1: Kundorderpunkt (Jonsson, P., Mattsson, S. A., 2005.) Tillverkning mot lager: Är standard produkter som lagerhålls i väntan på kundorder. I stället för att kundorder initierar tillverkningsaktiviteter är det leveransplaner, respektive prognoser och lagernivåer som medföljer att tillverkning påbörjas. Montering mot order: Material anskaffas och all detaljtillverkning utförs utan koppling till enskilda kundorder. Produktens egenskaper och slutliga utformning presteras genom att olika varianter bestäms vid slutmontering i anslutning till kundorder. Tillverkning mot order: Produkterna är helt konstruerade och tillverkningsförberedda innan kundorder erhålls. Viss detaljtillverkning och all slutmontering utförs direkt mot kundorder. Konstruktion mot kundorder: Företagets produkter utformas mot kundorderspecifikationer. Erhållna kundorder styr och utför konstruktionsarbete, tillverkningsförberedelser, materialanskaffning och tillverkning både tidsmässigt och innehållsmässigt. 3.2 Produktionsprocess Funktionell verkstad 23 Funktionell verkstad är en maskinorienterad produktionsprocess. Med hänsyn till ett tillverkningstekniskt perspektiv samlas maskiner med samma funktion på ett ställe. Maskiner och utrustning av samma slag återfinns i samma produktionsavdelning, till 22 Jonsson, P., Mattsson, S. A., Olhager, J.,
18 exempel en kapningsavdelning, en svarvningsavdelning och en monteringsavdelning. Här utförs operationer av en bestämd typ inom ett avgränsat område. Detta får konsekvensen att material framställs och bearbetas sedan transporteras från en avdelning till en annan beroende på vilka operationer som ska utföras. Flexibilitet vad gäller operationsföljd skapas och detta kräver att maskinoperatörerna är yrkesskickliga samt att verkstaden som helhet är mångfunktionell, för att många olika produkter ska kunna bearbetas. Detta underlättar även för introduktion av nya produkter i produktionssystemet. Funktionell verkstad är lämplig när många olika produkter ska tillverkas i samma produktionssystem samt när operationstiderna varierar starkt mellan de olika operationerna. Dock skapas komplexa materialflöden vilket är en nackdel, detta leder till köbildningar, långa genomloppstider och hög kapitalbindning av produkter i arbete. Denna produktionsprocess används vanligen hos leverantörer av komponenter till större företag, samt mindre specialistverkstäder, där efterfrågan varierar över tiden till innehåll och storlek. Framställer verkstaden en egen produkt tillverkas denna oftast i många olika varianter, vilka endast begränsas av maskinparkens storlek. Om verkstaden saknar egen produkt säljer man tillverkningskunnande och kapacitet till sina kunder. Vilket normalt tillverkas i större produktkvantiteter åt gången kopplade till kundernas orderkvantiteter. Investering i generell och flexibel utrustning av ett eller några speciella slag görs i begränsad omfattning. Begränsade resurser kan vara maskin och personal, därför strävar man ofta efter att ha en hög beläggning genomgående i verksamheten. Detta uppnås genom att se till att alla resurser har material att bearbeta hela tiden. Genom detta blir kapitalbindningen av produkter i arbete oftast betydande Flödesgrupp 24 Anpassning utav den fysiska fabrikslayouten efter hur produkten tillverkas och monteras skapar enklare och kortare transportvägar. Genom detta blir denna produktionsprocess produktorienterad istället för resursorienterad. Detta namnges som flödesgrupp och där samtillverkas produkter med likheter i främst bearbetningsordnig. Dessa produkter kan betraktas som en produktgrupp. För att motivera varför layouten ska utformas efter produktgrupper krävs att antalet produkter och varianter är få och att efterfrågevolymerna är relativt höga. Utvecklingen utav flödesgrupper har kommit ifrån funktionell verkstad i syfte att förkorta genomloppstider, förenkla planeringen och decentralisera arbetsformerna. Inom gruppen sker detaljplanering och löpande arbetsfördelning, vilket innebär bredare arbetsuppgifter och större ansvar för gruppens medlemmar. Operatörerna kan i många fall cirkulera mellan de olika bearbetningsstegen, vilket minskar bundenheten mellan individ och maskin. En tillverkningsorder används per parti för hela flödesgruppen, vilket ska jämföras med en order per operation vid funktionell verkstad. 24 Olhager, J.,
19 Förutsättningar för korta genomloppstider och låg kapitalbindning skapas genom flödesorientering. Dock kan kapacitetsutnyttjandet bli relativt lågt i vissa maskiner inom flödesgruppen. En flödesgrupp är ofta byggd kring en dyrbar maskin. Denna kallas för gruppens styrande maskin, medan övriga kompletteringsmaskiner normalt är enklare och billigare. Man vill ha ett högt kapacitetsutnyttjande på den dyra maskinen, medan övriga maskiner tillåts vara underbelagda. Den styrande maskinen blir systemets flaskhals och bestämmer hela gruppens kapacitet. Vid planering av gruppen utgår man ifrån den styrande maskinen som gruppens planeringspunkt. Vid utformning av en flödesgrupp vill man skapa ett så enkelt och rakt flöde som möjligt, helst enkelriktat från in- till utleverans för de artiklar som ska bearbetas. Vid placering av resurser i form av maskiner och arbetsstationer inom flödesgruppen utgår man ifrån operationsföljden för produkten eller produktgruppen Lina 25 Vid en hög och jämn efterfrågan över en längre tid för en produkt eller produktgrupp med begränsad variantflora kan det vara lämpligt att utforma produktionsutrustningen för bara denna produkt eller produktgrupp. De olika produktionsresurserna i linan, maskinbearbetning och/eller monteringsarbete, placeras i den ordning operationerna ska utföras och i nära anslutning till varandra. Eventuellt förbinds de med en automatiserad materialtransportör. Exempel på produkter som lämpar sig väl till denna produktionsprocess är bilar och lastbilar. Man skiljer på två typer av band: Styrande band Mekaniskt styrt transportband med omedelbar koppling mellan olika arbetsstationer, utan möjlighet till buffertering. Flytande band Manuellt reglerat materialhanteringssystem med möjlighet till buffertering mellan arbetsstationerna. Detta minskar störningskänsligheten samt bundenheten i arbetet. Flexibiliteten är dålig både i volym och i produktmixen, eftersom linan är utformad för en enskild produkt eller produktgrupp. Materialhanteringen i systemet är enkelt och transportkostnaderna låga. Problem vid utformning av en produktionslina kallas linjebalansering. Syftet med detta är att färdigställandet av en produkt ska fördelas på ett antal arbetsstationer med mål att åstadkomma en hög produktionstakt som avstäms mot efterfrågan och samtidigt nå ett högt resursutnyttjande. Innebörden av detta är att arbetsstationerna längs linan ska ha ungefär lika stort arbetsinnehåll. Hänsyn måste tas till operationsföljden, så kallade precedensrelationer. För att erhålla perfekt balans längs linjen krävs att arbetsinnehållet vid varje station är lika med cykeltiden (tiden mellan två färdigbearbetade produktenheter). Linjebalanseringsproblemet kan formuleras på två sätt enligt Olhager 26 : Minimera antalet arbetsstationer vid given cykeltid. 25 Olhager, J., Olhager, J.,
20 Minimera cykeltiden vid givet antal arbetsstationer. Vanligtvis angriper man det förstnämnda. Man utgår från marknadens krav på efterfrågetakt som översätts till produktionstakt i form av cykeltid. 3.3 Kapacitet För att åstadkomma värdeförädling i ett tillverkande företag krävs det olika produktionsresurser: maskiner, personal och infrastruktur. Kapaciteten är ett mått på vilken omfattning dessa resurser kan åstadkomma värdeförädling 27. Det är maximala outputen som en produktionsresurs kan ge. Ett företag måste anskaffa kapacitet för att kunna bemötta den befintliga och framtida efterfrågan, annars missas möjlighet till tillväxt 28. På grund av variationer i efterfrågan uppstår ofta obalanser mellan kapaciteten och efterfrågan. Det finns två grundläggande strategier för anpassning av kapaciteten till efterfrågan: lead strategi och lag strategi. Lead strategi är en proaktiv strategi som innebär att investeringar i kapaciteten görs innan behovet uppstått. Denna strategi ger stor volymflexibilitet som möjliggör att företaget kan ta marknadsandelar vid efterfrågeökningen. Men om ökningen av efterfrågan uteblir medför detta en risk att stå ut med outnyttjad kapacitet. 29 Vid tillämpning av lag strategi genomförs inte investeringar i kapacitet förrän efterfrågan ökat. Denna strategi ger låg volymflexibilitet och långa leveranstider vid efterfrågeökningen men mindre risk att hamna i en situation med kostnadskrävande överkapacitet vid efterfrågeminskningen. 30 Dessa två strategier är i sig ytterligheter och kombineras i verkligheten. 3.4 Flaskhals En flaskhals är en resurs eller arbetsplats som är överbelagd och vars kapacitet är mindre än det aktuella kapacitetsbehovet. På detta sätt begränsar flaskhalsen vad som är möjligt att producera för hela produktionssystemet. Schragenheim 31 jämför produktionssystemet med kedjan som inte kan vara starkare än dess svagaste länk. Förstärkning av vilken länk som helst vilken inte är den svagaste kommer ej att förbättra styrkan för hela kedjan. Å andra sida ger förstärkningen av den svagaste länken omedelbar inverkan på kedjans styrka. I analogi med detta kommer inte ansträngningarna att förbättra produktionssystemet vara till någon nytta för hela systemet om de inte görs för flaskhalsen. En förlorad timme i en flaskhals är en förlorad timme för hela produktionssystemet, medan en vunnen timme i en icke-flaskhals är betydelselös 32. Flaskhalsen kan uppkomma i olika delar av systemet. Olhager 33 anser att det finns 27 Jonsson, P., Mattsson, S. A., Krajewski, L. J., Ritzman, L. P., Jonsson, P., Mattsson, S. A., Jonsson, P., Mattsson, S. A., Schragenheim, E., Dettmer, H. W., Olhager, J., Olhager, J.,

21 fördelar om flaskhalsen befinner sig i början av flödet och om det finns överkapacitet i den senare delen. Med detta skapas sug genom verkstaden, vilket gör att en order som först bearbetas i en flaskhals sedan snabbt kan bearbetas i efterföljande operation som har högre kapacitet. I Figur 3.2 är operation 2 den operation som begränsar produktionsflödet till 50 enheter per timme eftersom ett produktionssystem inte kan producera mer än den långsammaste operationen. Figur 3.2: Operation 2 som flaskhals (Krajewski, L. J., Ritzman, L. P., 1996.) Produktionstakten bestäms av flaskhalsen och därför är det viktigt att balansera flödet och inte kapaciteten. Att balansera flödet innebär att utnyttjandet av övriga produktionsgrupper underordnas flaskhalsen som ska utnyttjas maximalt. För icke flaskhalsar kan dock en viss outnyttjad kapacitet accepteras Theory of constraints (TOC) Enligt denna teori arbetar företaget på ett systematiskt sätt med sina begränsningar i systemet. Arbetet sker i fem steg enligt modellen som har framtagits av Goldratt Identifiera systemets begränsningar I första steget ska systemets begränsningar, flaskhalsar, identifieras. Detta kan vara en svår uppgift och bör göras noggrant eftersom hela systemet kommer att styras efter flaskhalsen. Flaskhalsen är en operation som tar längre tid än de andra operationerna och i vissa situationer kan den uppmärksammas med att ha ett stort mellanlager framför sig och inget efter. I andra situationer krävs det grundligare undersökningar för att identifiera flaskhalsen Besluta hur systemets begränsningar ska utnyttjas Flaskhalsens kapacitet ska utnyttjas så mycket som möjligt för att kunna maximera systemet. Detta kan uppnås genom att flaskhalsen har en hög beläggningsgrad samt att omställningar och andra störningar minimeras Underordna allt annat till ovanstående beslut När beslut tagits om hur flaskhalsarna ska utnyttjas ska allt annat underordnas till detta beslut. Flaskhalsen styr till exempel hur mycket som ska produceras och storleken på partiet. Denna fas är svårast och viktigast att genomföra eftersom systemet ska anpassas efter flaskhalsen. Om detta inte görs fyller inte produktionsökningen sin funktion utan medför ökad kapitalbindning och genomloppstid. 34 Jonsson, P., Mattsson, S. A., Goldratt, M. E.,
22 3.5.4 Höj upp systemets begränsningar Om flaskhalsen består ska alternativa sätt att lösa den undersökas. En lösning kan vara att utöka kapaciteten genom till exempel investering i nya maskiner, nyanställning på lång sikt eller outsourcing, övertidsarbete och införande av olika skift på kort sikt. En annan lösning kan vara att resurserna används på effektivare sätt och på de ställen där de behövs. I utvärdering av olika lösningar är det viktigt att förutse vad som kommer att bli nästa flaskhals eftersom det kan vara betydligt svårare att åtgärda den än befintlig flaskhals Om en begränsning har eliminerats i föregående steg återgå till steg 1 När en flaskhals har eliminerats ska arbetet börjas om på nytt med att identifiera och åtgärda nästa flaskhals. Det är vikigt att vara säker på vilken nästa flaskhals är. Flaskhalsar flyttas inte bara på grund av interna aktiviteter utan också på grund av ändringar i omgivningen. Till exempel om produktmixen ändras på grund av ändrade marknadskrav kan detta påverka var flaskhalsen i systemet kommer att bli. 3.6 Trumma-buffert-rep-koncept Trumma-buffert-rep-konceptet är en metod för planering och styrning av produktionssystemet innehållande flaskhalsar. Enligt detta koncept är flaskhalsen trumman som styr produktionstakten. Bufferten placeras framför flaskhalsen eftersom den aldrig får stå stilla. Med repet kopplas flaskhalsen till de första operationerna i flödet där bufferten framför flaskhalsen signalerar om ny tillverkning när den kommer till en viss nivå. Därmed undviks överbelastning och köer framför flaskhalsen. Trumma- Buffert-Rep-konceptet illustreras i Figur 3.3. Figur 3.3: Trumma-buffert-rep-konceptet (Olhager, J., 2000.) 36 Schragenheim, E., Dettmer, H. W.,
23 Själva planeringsprocessen går till enligt följande: 1. Produkter och operationsföljder beskrivs i ett produktnätverk. Produkten definieras genom produktstrukturen där ingående detaljer anges medan varje operation beskrivs med de resurser som utnyttjas samt motsvarande ställ- och stycktid. 2. I detta steg ska flaskhalsen identifieras genom att belasta produktionsnätverket och studera hur det uppför sig. Flaskhalsen är oftast den resurs som har störst köer framför sig. 3. När flaskhalsen har identifierats, delas produktionsnätverket i två delar: kritisk och icke-kritisk. Den kritiska delen omfattar flaskhalsoperation och efterföljande operationer. Den icke-kritiska delen omfattar de operationer som utförs innan flaskhalsen samt de operationer som utförs i sidoflöden. 4. För att försäkra att flaskhalsen alltid har order att bearbeta placeras en buffert framför den. Bufferten är i form av tidsbufferten, till exempel att materialet anländer något tidigare än det behövs. En buffert placeras också vid övergången mellan den kritiska och den icke-kritiska delen av nätverket för att undvika att en order som har bearbetats i en flaskhals får vänta på material från sidoflöden. 5. Produktionen planeras i två steg. Först planeras flaskhalsen och den kritiska delen av produktionsnätverket noggrant där hänsyn tas till tillgängliga kapaciteten i flaskhalsen. Vid detta utnyttjas variabla partistorlekar samt orderklyvning och överlappning av operationer. Denna planering ligger till grund för planering av den icke-kritiska delen av produktionsnätverket i andra steg Montering Monteringsförluster I monteringsoperationen sätts olika detaljer ihop till en färdig produkt. För de flesta produktionssystem är monteringen den sista fasen i produktionsflödet vilket gör att många problem som döljs i tidigare faser kommer upp. Produktens förädlingsvärde är också mycket högre där än i föregående operationer. Därför är det mycket viktigt att denna operation effektiviseras både med avseende på kostnader men också genomloppstiden. Eftersom monteringen är en personalintensiv hantering är den ergonomiska utformningen av monteringsstationen också av stor betydelse. Ett sätt att effektivisera monteringen är att eliminera olika förluster som uppkommer i monteringsarbetet: Balanseringsförluster Dessa förluster uppstår på grund av att alla stationer inte har exakt samma cykeltid. Hanteringsförluster Produktens förädlingsvärde ökar inte under materialhantering vilket ger hanteringsförluster. Systemförluster Systemförlust är faktiskt spilltid som uppstår till exempel när montörerna delar utrustningen med de andra och måste vänta på material eller måste lämna ifrån sig ej färdigmonterade produkter. 37 Olhager, J.,
24 Variantförluster Olika varianter av produkter orsakar variantförluster i form av ställtid. Störningar i produktionsflödet Störningar tillkommer på grund av felaktiga eller försenade leveranser av ingående artiklar eller felaktiga utrustningar. Motivationsförluster Motiverad personal är viktig för att monteringssystem ska fungera på ett effektivt sätt. Personalbikostnader Vid hög frånvaro och personalomsättning behövs buffert av personal, vilket innebär en extra kostnad. Organisationsförluster Om andelen administrativ personal i förhållande till personal direkt involverad i monteringsprocessen är för stor, uppkommer organisationsförluster Materialflöde på monteringen De vanligaste sätten att organisera materialflödet på monteringen är linjeflöde och parallellflöde. Utöver dessa finns även andra sätt som till exempel monteringsgrupper. Vilken typ som väljs beror på partistorleken, antalet ingående komponenter, produktens storlek samt produktstrukturens utseende. 39 Linjeflöde Linjeflödet karaktäriseras av att arbetsstationerna är placerade efter varandra för att hela flödet passerar samtliga stationer. Fördelar med detta system är: lättöverskådligt, lätt att planera, enkel materialförsörjning och bevakning, enkel materialhantering, tekniska hjälpmedel endast på ett ställe. Några nackdelar är: störningskänslighet, stressiga och monotona arbetssituationer samt bundenhet vid arbetsplatsen. 40 Parallellflöde Vid parallellflödet utförs samma monteringsoperation i ett antal parallellkopplade monteringsstationer. Alla arbetsmoment tillhörande ett objekt utförs i en arbetsstation, alltså objektet monteras färdigt i en station. Stimulerande arbetsuppgifter, volym- och produktvariantflexibilitet är bara några fördelar med detta system. Nackdelarna är: komplex materialhantering, större ytbehov och utrustning som måste finnas på varje station. 41 Monteringsgrupper I detta system utförs monteringen i grupp på stillastående objekt. Förutsättningen är att montörerna kan utföra flera arbetsmoment och att monteringsföljden inte har så stor betydelse. Arbetet i monteringsgrupper förenklar materialstyrningen och bidrar till att montörerna blir mindre styrda av systemet. Större krav på samarbete och ökad monteringstid är några nackdelar med detta system Larsson, F., Stenlund, F., Larsson, F., Stenlund, F., Larsson, F., Stenlund, F., Larsson, F., Stenlund, F., Larsson, F., Stenlund, F.,
25 3.8 Plockning Enligt Tompkins 43 omfattar plockningen följande arbetsmoment: Förflyttning till, från och mellan plockplatser. Plocka artiklar från lagerplatsen. Sträcka och böja sig för att komma åt plockplatsen. Dokumentering av utförd plockningsarbete. Sortering av artiklar på olika order. Packning av artiklar. Leta efter plockplatsen Plockningsroller Plockningsarbetet kan vara separerat från monteringen eller integrerat i monteringsfunktionen. I det första fallet utförs plockningen av specifika plockare avsides från monteringen. I det andra fallet är det montörerna som utför plockningen till sig själva eller till andra montörer i gruppen. Fördelar med integrerade arbetsroller för plockning och montering är: mindre fel eftersom montörerna vet hur komponenterna ska monteras och vilken funktion de har och mindre administrativt arbete, till exempel att markera komponenter och avrapportera avslutad plockning. Å andra sida om det inte är samma person som plockar och monterar finns det större möjligheter att felet upptäcks än i fallet med bara en person Materialförsörjningsprinciper Vid materialuttag för försörjning av tillverkningen kan tre olika principer särskiljas: batchning, kontinuerlig försörjning och satsning. Batchning innebär att ett antal order grupperas och plockas tillsammans. Grupperingen kan ske enligt geografiskt område där komponenter som hålls i förrådet nära varandra plockas i en batch eller enligt tidsperioden. I det senare fallet plockas order som inkommit under en på förhand bestämd tidsperiod i en batch. 45 Den andra principen är kontinuerlig försörjning vilket innebär att små förpackningar av en större mängd artiklar plockas och exponeras vid förbrukningsplatsen. De små förpackningarna byts ut i takt med att de förbrukas. 46 Satsning (eng. kitting) innebär att artiklar plockas och sorteras i särskilda satser som motsvarar den monteringsprocess som ska utföras på ett monteringsobjekt. Mindre komponenter kan satsas i påsar eller lådor med ett antal fack. Satsningen görs på så sätt att komponenter som hör till samma variant eller delmontage ingår i samma sats. Varje slagsats får ett artikelnummer och beroende av variant tar plockaren tillhörande satser med småmaterial i förrådet. Materialsatsen kan också plockas samman hos en leverantör och levereras som vilket annat artikelnummer som helst Tompkins, J. A., White, J. A., Bozer, Y. A., Tanchoco, J. M. A., Brynzér, H., Johansson, M., Brynzér, H., Johansson, M., Jonsson, P., Mattsson, S. A., Brynzér, H., Johansson, M.,
26 3.8.3 Artikelplacering i lagret Artiklar i förrådet kan ha flytande eller fast placering. Vid flytande placering har de inte bestämda lagerplatser medan vid fast placering har varje artikel sin bestämda lagerplats. De artiklar som är mest frekventa placeras på lättåtkomliga platser, till exempel längst ut i plockgångarna, på lägre nivåer samt att tunga och stora komponenter placeras inom specifika områden. Artiklar som ingår i samma varianter av slutprodukt kan placeras tillsammans eller kan alternativa artiklar med samma funktion placeras tillsammans ABC-analys ABC-analys innebär att artiklar indelas i ett antal olika klasser. Som kriterier för denna klassificering kan till exempel volymvärde användas. Volymvärde är en artikels årliga förbrukning multiplicerad med dess styckpris. Enligt 80/20- regeln kallat även Paretto regel, står cirka 20 % av alla artiklar för cirka 80 % av volymvärdet. De artiklar som har högst volymvärde blir klassade som A-artiklar medan artiklar med lägsta volymvärde blir C-klassade. Enligt Krajewski 49 förtjänar A-artiklar mest uppmärksamhet och tätare kontroll eftersom de är mest betydelsefulla för företaget. Här finns det risk att någon artikel som inte hamnar i A-klass åsidosätts fast den är viktig för företaget. Därför ska klassificeringen göras med hänsyn till andra kriterier inte bara volymvärde. 48 Brynzér, H., Johansson, M., Krajewski, L. J., Ritzman, L. P.,

27 4 Nulägesbeskrivning I detta kapitel beskrivs först CA-Verkens produktsortiment, maskinpark och kapacitet, planerings- och produktionsprocessen därefter sker en fördjupning i monteringsprocessen. Nulägesbeskrivningen grundar sig på intervjuer med berörda personer på företaget, data från affärssystemet Monitor samt våra observationer på plats. Information om cylindrar hämtades från CA-Verkens hemsida, Produkt CA-Verken tillverkar ett brett sortiment av små och medelstora cylindrar allt från standard till kundspecifika lösningar. Hydraulcylindrar står för den största delen av omsättningen (cirka 70 %) och all konstruktion, produktion och försäljning sköts av företagets 64 anställda på fabriken i Sävsjö. Standardprogrammet består av fyra olika cylinderserier: 25CA, HCN-16, TCD och CA-Compact. Standardserie 25CA Standard cylinderserie 25CA omfattar 18 olika cylinderdiametrar, från Ø25 till Ø320 mm, som är lämpliga att användas både vid industriella och mobila applikationer. Dessa cylindrar (se Figur 4.1) har en svetsad konstruktion där alla delar är tillverkade av stål utom framgavel som är gjord av gjutjärn. Standardtätningar är av nitrilgummi. Figur 4.1: Cylinderserie 25CA ( ) Cylinderserie HCN-16 HCN-16 cylindrar har alla inbyggnadsmått och fästen enligt ISO 6020/1. De är konstruerade för krävande industriapplikationer vid hård kontinuerlig drift. HCN-16 cylindrar tillverkas i 9 olika cylinderdiameter, från Ø32 till Ø200 mm (se Figur 4.2). Till skillnad från cylinderserie 25CA är dessa cylindrar inte svetsade utan sammanfogade av skruvförband. De är också tillverkade i stål med standard tätningar i polyuretan, bronsfylld PTFE och glasfiberarmerad komposit. 50 Figur 4.2: Cylinderserie HCN-16 ( ) 50 Hämtad

28 Cylinderserie TCD och CA-Compact TCD cylindrar är dragstångscylindrar som också används för tuffa förhållanden och har alla mått enligt ISO 6020/2. CA-Compact serien har ett kompakt inbyggnadsmått och används i applikationer där stora tryckstötar kan uppstå. De tillverkas i diameter mm och upp till 300 mm slaglängd. 51 Kundanpassade hydraulcylindrar Denna grupp av cylindrar har största omsättning av alla cylindrar. De tillverkas efter kundens behov med cylinderdiameter upp till Ø360 mm och slaglängder upp till fem meter. Anpassningsgraden varierar väldigt mycket, från speciella tätningar och material till standardprogrammet för kundspecifika lösningar. Ett exempel på dessa produkter är syrafasta cylindrar för marint bruk och cylindrar med inbyggda linjärgivare. En hydraulcylinder är sammansatt av olika delar som är både tillverkade och köpta. Antal komponenter beror på typ av cylindrar men de stora delarna som förekommer i de flesta cylindrar och som tillverkas av CA-Verken är: framgavel, gland, bakgavel, kolv, kolvstång, cylinderrör, kolvstångsände och bakre cylinderöra. Dessa komponenter visas i Figur 4.3 och i produktstrukturen i Bilaga 1. Figur 4.3: Hydraulcylinder serie 25CA med tillverkade komponenter 4.2 Maskinpark och kapacitet Maskinparken inom tillverkningen består av numeriskt styrda maskiner (NC-svaravar), fleroperationsmaskiner men även supportsvarvar och manuella fräs- och borrmaskiner. Utöver dessa maskiner finns tre arbetsstationer på svetsavdelningen, fem monteringsstationer, måleri och en tvättautomat. I Bilaga 2 ges en lista med alla produktionsresurser och tillhörande kapacitet i timmar/vecka. Fabriken körs i ett skift, måndag till och med fredag med undantag av en maskin (NC10) som körs i två skift. Två NC-svarvar (betecknas som NC9) körs ibland obemannade på kvällar och helger Hämtad
29 Operationstiden för olika maskiner består av ställtid och stycktid. Ställtiden beror på produktionsresursen och detaljen som bearbetas och kan ibland uppgå till några timmar. Denna tid uppskattas utifrån tidigare erfarenhet och någon uppföljning av den görs inte. Operatörerna stämplar in bara den totala operationstiden men det finns planer för att börja stämpla ställtider. 4.3 Produktionsplanering För planeringen används affärssystemet Monitor. Huvudplaneringen görs genom bakåtplaneringen där systemet med utgångspunkt i leveransdatumet för hydraulcylinder räknar tidigaste startdatum för tillverkning av de ingående artiklarna. Planeringen körs mot obegränsad kapacitet och på grund av detta görs omplanering vid överbeläggning. Vid omplanering ändras startdatum för tillverkningsorder eller byts produktionsresursen. Omplaneringen görs också vid eftersläpen. Eftersläpen är ett stort problem på CA-Verken och kan bero på olika faktorer. Försenat material, tillfällig överbeläggning, utebliven reaktion med att tillsätta resurser i tid, sjukskrivningar och annan frånvaro där visa maskiner stått stilla under en längre tid är några faktorer som bidrar till förseningar. Den planerade tiden försvinner inte från beläggningen förrän arbetsoperationen är färdigrapporterad. Detta ställer till problem vid längre jobb och fler tempo, eftersom det visas eftersläp som inte finns i verkligheten. En del halvfabrikat (L-artiklar) lagerförs och de planeras utifrån två parametrar: minimum lagersaldo och partistorlek. Dessa parametrar bestämdes med hänsyn till servicenivå, kunden, historisk data samt ställkostnader. Någon systematisk uppföljning och uppdatering av dessa parametrar görs inte, istället korrigeras de löpande. Varje produktionsresurs har tillgång till sin körplan på dataskärmen. Körplanen visar vad som ska tillverkas under en tidshorisont på 50 dagar, något som upplevs som problem idag och kommer att ändras. Operatörerna, med undantag av montörerna, väljer själva i vilken ordning ordrarna ska bearbetas utifrån start/färdigdatum och möjlighet till samkörning för att minska ställtider. I visa fall görs prioriteringen av arbetsledare. Planeringsprocessen visas i Bilaga 3. 22
30 4.4 Produktionsprocess I Figur 4.4 visas olika operationssteg som cylinderkomponenter går igenom under tillverkningen. För mer detaljerad beskrivning av produktionsflöde se Bilaga 4. Figur 4.4: Operationssteg för tillverkade komponenter Kapning Råmaterial (stänger, rör) som köps in i olika dimensioner och kvalitet kapas först till rätt längd innan det skickas vidare till bearbetningen. På kapningsavdelningen finns tre olika kapmaskiner och en person som ombesörjer dessa. Materialet hämtas med truck eller travers från lagret som ligger på själva avdelningen eller i förrådet. Efter kapningen transporteras det kapade materialet till nästa arbetsstation. Vissa råmaterial (större antal, specifikt material) köps kapat i rätt längd. Svarvning Om detaljerna tillverkas i större serie används NC-svarvar, vid mindre antal utförs svarvningen i supportsvarvar. Val av svarv påverkas också av vilken detalj som tillverkas, till exempel framgavlar och kolvar svarvas för det mesta i två maskiner som betecknas NC9, kolvstänger med mindre diameter svarvas i NC8 och de med större i NC10, mindre cylinderrör svarvas i NC1 och större i NC3. I NC9 bearbetas också detaljer till systerföretag inom koncernen. Ändbearbetning Efter kapningen skickas cylinderrör till ändbearbetningsstationen. Här utförs tre operationer: ändbearbetning, borrning och svetsning av anslutningsnipplar på röret. Dessa operationer utförs i tre olika maskiner av en operatör. Fleroperation CA-Verken har fem fleroperationsmaskiner av vilka tre är horisontella. De två vertikala fleroperationsmaskinerna (FO4 och FO5) används framförallt för borrningen. I två horisontella maskinerna (FO1 och FO2) bearbetas komplicerade detaljer som till 23
31 exempel bakgavlar, cylinderöron och midjefäste. Den tredje horisontella maskinen (FO3) används främst för tillverkning av ventilblock till egna hydraulaggregat och andra bolag inom koncernen. Tvättning Alla tillverkade detaljer (utom kolvstänger) tvättas i en tvättautomat antingen efter svarvning, fleroperationsjobb eller förre svetsningen. Svetsning Svetsavdelningen består av tre svetsstationer där antingen bakgavlar svetsas ihop med cylinderöron till kompletta bakgavlar eller kompletta bakgavlar svetsas på cylinderrör. En del svetsjobb utförs hos en legoleverantör i Stockaryd. Montering På monteringen monteras olika komponenter ihop till en färdig cylinder. Av de fem arbetsstationer som finns på monteringen är tre kontinuerligt bemannade. De andra två bemannas vid behov genom att anställda tas in från andra maskiner. Monteringsprocessen beskrivs närmare i kapitel 4.6. Provtryckning Alla cylindrar som tillverkas på CA-Verken provtrycks med hydraulolja på en speciell provbänk. Mindre cylindrar (Ø32 mm) provtrycks i en särskild provbänk. Det finns även en tredje provbänk för kontroll av signal hos cylindrar med linjärgivare. Mindre fel som upptäcks åtgärdas på plats, vid större fel körs cylindrar tillbaka till monteringen. Målning Hydraulcylindrar målas manuellt med sprutpistolen enligt fem olika målningssystem där färgtjockleken kan variera från 40 till 300 μm. Först tvättas de rent från olja och smuts för hand med vattenbaserat avfettningsmedel. För att skydda känsliga delar som till exempel gängor, lager och kablar maskeras dessa. Själva målningen utförs i två steg: grundmålning och målning av täckfärgen. Mellan dessa två steg torkas färgen i torkrummet som finns i anslutning till måleriet. Efter avslutad målning dras cylindrar på conveyor till torkrummet för torkning. Just nu pågår utbyggnad av måleriet som bland annat ska bidra till kortare genomloppstid. 4.5 Produktionslayout Nuvarande produktionslayout är utformad som funktionell verkstad och den visas med materialflöde för en cylinder i Bilaga 5. Materialet som levereras från leverantören lagerförs i materialförrådet eller skickas direkt till produktionen. Om nästa operation inte kan starta omgående lagras materialet på golvet vid maskinerna eller på ställager som finns nära maskinerna. Dessa förvaringsplatser rapporteras inte och operatörerna letar själva efter materialet. För att göra layouten mer åskådlig visas inte dessa mellanlager i flödesdiagrammet. Efter sista operationen transporteras detaljerna till lager för halvfabrikat, om de lagerförs, eller till monteringen om de tillverkas speciellt för en viss order. För identifiering av materialet genom verkstad används pallflaggan som följer med hela vägen till slutdestinationen. 24
.")


 i datorn. Beordringen sker dagligen.")

32 4.6 Monteringsprocess Monteringen identifierades som flaskhals (se kapitel 5) och på grund av detta gjordes en mer grundligare kartläggning av monteringsprocessen. På monteringsavdelningen finns fem arbetsstationer av vilka tre är kontinuerligt bemannade med var sin montör (Figur 4.5). Varje montör monterar färdigt en tillverkningsorder och plockar de ingående komponenter som hör till denna order. Ibland delas tillverkningsorder på flera montörer. Layouten över monteringen visas i Bilaga 6. Figur 4.5: Bild över en monteringsstation Monteringsprocessen kan ta olika tid, från några minuter till några timmar, beroende på typ och antal cylindrar som monteras. Den består av flera olika delprocesser som illustreras i Figur 4.6. Processen börjar med att varje montör hämtar en ny tillverkningsorder i sitt fack på verkstadskontoret. Tillverkningsordern i form av arbetskort/pallflagga och sammanställningsritning skrivs ut av arbetsledare för monteringen efter kontroll att alla komponenter finns tillgängliga (materialklarering) i datorn. Beordringen sker dagligen. Montörerna startar order i affärssystemet Monitor genom att ange sitt anställningsnummer och jobb ID-nummer för monteringsoperationen. På arbetskortet/pallflaggan finns alla ingående komponenter angivna med respektive artikelnummer, benämning, antal och hyllplats om det finns någon. Efter plockningen monteras ingående detaljer ihop till en färdigprodukt (cylinder). Monteringen sker manuellt med hjälp av olika verktyg. För lyft av cylindrar används traverser. Färdigmonterade cylindrar transporteras av montören med truck till nästa operation, provtryckningen. Processen avslutas med att fylla i testprotokollet och färdigrapportera order i Monitor. 25
33 Figur 4.6: Monteringsprocess I fortsättningen kommer två delprocesser, montera order och plocka order, att beskrivas närmare Montera order Delprocess montera order består av flera olika arbetsmoment som varierar mellan olika typer av cylindrar. För en cylinder med kulledsöron i båda ändar (fäste 85) är arbetsprocessen följande: Ledlager pressas in i kolvstångsänden och i cylinderörat på cylinderröret. På monteringen finns två pressar och deras placering kan ses på layouten i Bilaga 6. Packningar monteras på framgavel. Kolvstången fästes på arbetsbänken. Kolvstångsände monteras på kolvstången. Kolvstången vänds om och framgavel monteras på kolvstången. O-ringen monteras på kolvstången. Kolven monteras på kolvstången. Stoppskruven skruvas på kolven. Tätningar monteras på kolven. Kolvstången tas ner från arbetsbänken. Cylinderröret fästes på arbetsbänken. Tvättning och blåsning av cylinderröret. Kolvstången monteras ihop med cylinderröret. Provtryckning med luft för att mäta c-c mått och slaglängd. Detta görs på första och sista cylindern per order. Utöver dessa arbetsmoment tillkommer ytterligare några moment som till exempel blåsa detaljer innan packningarna monteras på, putsa detaljer om det finns rost och andra föroreningar på viktiga ytor, smörja, hämta verktyg från verktygstavlan samt övriga komponenter från lagret om de saknas eller går sönder under monteringen Plocka order Montörerna plockar själva alla komponenter som de ska montera. Som plocknings underlag används arbetskort/pallflagga. Detaljerna plockas enligt hyllnummer och artikelnummer, där köpta komponenter plockas först (tätningar, ledlager, mm) och sedan tillverkade detaljer. Delprocess plocka order illustreras i Bilaga 7. 26










34 Figur 4.7: Flexibla lagerplatser på CA-Verken Artiklar som lagerförs har sina fasta lagerplatser som är antigen en hyllplats eller en pallplats. De artiklar som tillverkas mot kundorder har inte fasta lagerplatser utan ställs på samlingsplatser som inte registreras. Dessa platser kan vara hyllplats för köpta komponenter, hylla för små tillverkade detaljer, pallställe för kolvstänger och rör eller golvet på torgplatsen framför monteringsavdelningen. I Figur 4.7 visas några flexibla lagerplatser. 27
35 5 Analys I kommande kapitel analyseras de insamlade data med hjälp av teorierna som är beskrivna i teoriavsnittet. 5.1 Produkt och volym CA-Verken har ett brett sortiment hydraulcylindrar. Standard cylinderserie anpassas efter kundernas specifika behov och önskemål där anpassningsgraden varierar väldigt mycket beroende på cylindern. Under förra året såldes cirka 1250 styck olika cylindrar vars årsvolym varierade från en styck till flera hundra stycken. Enligt 80/20 regeln står cirka 20 % av alla artiklar för cirka 80 % av omsättningen. En volymvärde analys, ABC-analys, för olika årsvolymer per cylinder visar att denna regel gäller även för CA-Verkens produktsortiment. Som det kan utläsas från diagrammen i Figur 5.1 utgör cylindrar med årsvolymen minst 10 styck eller större cirka 67 % av den totala omsättningen och bara 15 % av 1250 styck olika cylindrar som såldes förra året. Omsättning per volymgrupp Antal olika cylindrar per volymgrupp tkr Ackumulerad omsättning % st Ackumulerat antal olika cylindrar % >= >= Årsvolym per cylinder (st) Årsvolym per cylinder (st) Figur 5.1: ABC-analys för olika årsvolymer per cylinder Enligt Johansson 52 är ABC-analys ett vikigt hjälpmedel i utvecklingen av nya arbetssätt och styrning av materialflöden. Ett företag kan ha tusentals olika artiklar men bara en liten procent av de förtjänar närmare uppmärksamhet och analysering 53. Artiklar som klassas som A-artiklar är mest betydelsefulla för företaget och bör hanteras med största omsorg. Av denna orsak valdes de artiklar som står för de största volymen och omsättningen som utgångspunkt vid identifiering av flaskhalsar. 52 Jonsson, P., Mattsson, S. A., Krajewski, L. J., Ritzman, L. P.,
36 5.2 Theory of constraints (TOC) Syfte med detta arbete är att optimera produktionsflödet. För att kunna optimera produktionsflödet krävs först att flaskhalsen/flaskhalsarna identifieras och bearbetas. En flaskhals är en produktionsresurs eller en operation som har mindre kapacitet än behovet och på grund av detta begränsar hela systemet 54. Enligt Theory of constraints sker arbetet med produktionsoptimeringen i fem steg Identifiera systemets begränsningar För att identifiera flaskhalsen analyserades produktionsflödet för 134 styck olika hydraulcylindrar som under 2006 har haft totalvolym per cylindern 20 styck eller större samt cylindrar med totalvolym mellan på 9 19 styck och minst kr i omsättningen. Antalet undersökta cylindrar motsvarar 10,7 % av 1254 styck olika cylindrar som såldes förra året. Deras omsättning motsvarar 64,5 % av den totala omsättningen för hydraulcylindrar. I undersökningen analyserades operationer vid framställning av slutprodukten, hydraulcylindern, samt operationerna för de ingående komponenter som tillverkas tillsammans med cylindern mot kundorder och som på CA-Verken betecknas som T-artiklar. Som flaskhalsen identifierades den produktionsresursen i flödet som hade längst operationstid. För 54,5 % cylindrar av de undersökta 134 stycken var det monteringen som hade den längsta operationstiden. På grund av detta anses monteringen vara flaskhals för hela produktionssystemet. Resultat av undersökningen visas i Tabell 5.1. Tabell 5.1: Resultat av flaskhalsundersökningen Produktionsresurs som identifierades som flaskhals Antal cylindrar I % av total antal Montering 73 54,5 Svetsning 15 11,2 FO2 13 9,7 FO1 5 3,7 NC6 5 3,7 NC2 4 3,0 NC3 3 2,2 Målning 3 2,2 NC5 2 1,5 NC8 2 1,5 S6 2 1,5 ÄB 2 1,5 NC10 1 0,7 NC4 1 0,7 S1 1 0,7 S4 1 0,7 HYM 1 0,7 Total antal undersökta cylindrar ,0 För resursernas benämning se Bilaga Jonsson, P., Mattsson, S. A.,
37 5.2.2 Besluta hur systemets begränsningar ska utnyttjas Enligt flaskhalsteorin ska flaskhalsen utnyttjas så mycket som möjligt av den orsaken att produktionstakten och outputen för hela systemet bestäms av flaskhalsen. Enligt Olhager 55 är en förlorad timme i en flaskhals en förlorad timme för hela produktionssystemet. Med hög beläggningsgrad och minimering av olika störningar och slöserier kan utnyttjandet av flaskhalsen förbättras. Att effektivisera monteringen på CA-Verken är viktigt, inte bara med avseenden på produktionsflödesoptimering utan också med avseende på kostnader eftersom produktens förädlingsvärde är mycket högre där än i de föregående operationerna. Eftersom monteringen identifierades som flaskhals är det viktigt att den utnyttjas så mycket som möjligt samt att genomflödet av cylindrar ökas. Ett sätt att uppnå detta är eliminering av slöserier och förluster som uppkommer på monteringen Delprocess montera order Enligt Larsson 56 finns det olika typer av förluster i monteringsarbetet och några av dessa kunde också uppmärksammas på CA-Verken. Hanteringsförluster Under materialhanteringen ökar inte produktens förädlingsvärde. Onödiga lyft och förflyttningar förekommer när ledlager ska pressas i kolvstångsände och bakre örat. På grund av pressarnas placering (se Bilaga 6) måste montörerna förflytta detaljerna med hjälp av travers eller truck. Ibland måste montörerna gå onödiga sträckor för att hämta komponenter från lagret när de saknas eller går sönder. Onödiga lyft förekommer också vid montering av stora cylindrar när alla arbetsmoment inte kan göras på arbetsbänken utan cylindrarna måste tas ner på golvet för montering. Detta är en hanteringsförlust men även ett arbetsmiljöproblem. Själva monteringsmetoden där kolvstången först monteras ihop med kolven och framgaveln, sedan plockas ner från arbetsbänken för att sedan lyftas upp igen för montering av cylinderröret ger också upphov till hanteringsförluster. Systemförluster Systemförlust är spilltid som uppstår till exempel när montörerna delar utrustningen med andra, väntar på material eller lämnar ifrån sig ej färdigmonterade produkter 57. På CA-Verken har inte montörerna alla verktyg vid monteringsbänken, istället får de hämta det på centralplacerade verktygstavlor, se Bilaga 6 för verktygsplacering. Det finns bara två pressar som måste delas av flera montörer vilken ibland kan orsaka väntetider och köbildningar. Det händer ofta att cylindrarna inte kan färdigmonteras på grund av att vissa 55 Olhager, J., Larsson, F., Stenlund, F., Larsson, F., Stenlund, F.,
38 komponenter saknas och montörerna måste lämna ifrån sig redan påbörjade jobb. Montörerna får ibland vänta på komponenter från produktionen eller leverantören. Orsakerna till detta kan vara produktionsplanering eller inköp. Störningar i produktionsflödet Störningar i produktionsflödet uppstår på grund av felaktiga eller försenade leveranser av ingående artiklar eller felaktiga utrustningar 58. Montörerna ägnar tid till felsökning och väntan på åtgärder istället för montering. Fel på detaljer kan bero på: Konstruktionsfel (ofta ny konstruktion, prototyp, fel i strukturlistan) Tillverkningsfel (fel tolerans, skarpa kanter, dålig yta mm) Leveransfel (fel på tätningar, givare, porer i röret) Alla dessa förluster kunde inte verifieras kvantitativt. Materialet bygger på våra observationer, intervjuer med montörerna samt att en av författarna har jobbat på CA-Verken Delprocess plocka order Plockningen kan vara separerad från monteringen och utföras av specifika plockare eller integrerad i monteringsfunktionen och utförs av montörerna själva. På CA-Verken plockar montörerna alla ingående komponenter för cylindrar de ska montera. Plockningen sker efter att monteringsoperationen har startas i affärssystemet Monitor vilket medför att plockningstiden inte registreras separat utan ingår i den totala monteringstiden. Enligt Brynzér 59 uppstår mindre fel när plockningen utförs av montörerna själva eftersom de vet vilken funktion komponenterna har och hur de ska monteras. Även behovet av komponentmärkning och annat administrativt arbete reduceras. Om plockningen görs av en specifik plockare kan tiden för monteringen frigöras och genomloppstiden förkortas. På liknande sätt kan negativa effekter på monteringstiden av olika störningar som uppstår i plockningsarbetet undvikas. Störningar i plockningsarbetet på CA-Verken uppstår på grund av olika faktorer där några presenteras i fortsättningen. Dessa faktorer är inte dokumenterade utan grundar sig på våra observationer på plats samt intervjuer med montörerna. Lagerplatsen saknas En del artiklar som tillverkas mot kundorder har inte bestämda lagerplatser, de ställs på samlingsplatser, dessutom registreras inte vilka lagerplatser de ställts på. För att ta reda på var detaljerna finns måste man leta efter dem. Detaljerna är inte inlagda på lagerplatsen Artiklar som lagerförs har sina fasta lagerplatser som antigen är en hyllplats eller en 58 Larsson, F., Stenlund, F., Brynzér, H., Johansson, M.,
39 pallplats. Det finns inte någon ansvarig för att sätta upp tillverkade detaljer i hyllan utan detta görs löpande av olika personer och när det finns tid. På grund av detta kan detaljerna vara liggandes i tvätten eller placerade på någon annan plats i väntan på att köras ut till ordinarie lagerplatsen. Lagerplatser svår åtkomliga Vissa pallplatser kan vara svår åtkomliga och måste nås med hjälp av truck. Ibland förekommer det att pallar och annat gods står i vägen vilka måste flyttas för att komma åt plockningsgodset. Genom pallagret går en viktig transportled med färdiga cylindrar till utleverans samt inkommande gods till tillverkningen som också begränsar åtkomligheten till pallarna. Fel lagersaldo Innan monteringsordern släpps kollar arbetsledare för monteringen i affärssystemet Monitor att alla komponenter finns tillgängliga. Trots att inventeringen görs en gång om året ifrågasätts lagersaldostillförlitligheten och någon fysisk kontroll av lagret skulle också behövas. Om en komponent saknas på grund av fel lagersaldo vid plockningen, måste montörerna lägga extra tid för att först kolla i Monitor om godset är beställt och sedan ta kontakt med ansvarige inköpare eller planerare/arbetsledare samtidigt som det planerade monteringsjobbet inte kan genomförs. Se Bilaga 7 för plockningsprocessen. Artikelplacering i lagret Vid placering i lagret kan artiklar som ingår i samma varianter av slutprodukt placeras tillsammans eller alternativa artiklar med samma funktion placeras tillsammans. 60 På CA-Verken är köpta artiklar placerade efter den andra principen där till exempel tätningar är placerade tillsammans i en hylla, skruvarna är placerade i en annan hylla osv. De tillverkade artiklar är placerade främst enligt den första principen där alla komponenter som ingår i samma storlek av cylindrar är placerade tillsammans i en pall eller en hylla. Den andra placeringen orsakar onödig förflyttning mellan olika hyllor vid plockningen. Enligt Brynzér 61 kan mindre komponenter som hör till samma variant av slutprodukt satsas i påsar som får ett artikelnummer och beroende av variant plockas tillhörande satser med småmaterial i förrådet. Förpackningsstorlek för tätningar En av aktiviteterna som brukar förekomma i plockningsprocessen är att räkna rätt antal artiklar som ska plockas från lagerplatsen. Utöver tillverkade komponenter består CA-Verkens cylindrar av olika köpta komponenter, vars antal och storlek varierar beroende på cylinderns storlek och typ. De köpta artiklar som förekommer i nästan alla cylindrar är tätningar av olika slag. Eftersom tätningarna är väldigt känsliga för ljus och annan påverkan är deras förvaring väldigt viktigt. De brukar förvaras i original förpackningen från leverantören. Förpackningsstorlekar avviker från tillverkningsserie för cylindern och på grund av detta måste de räknas till rätt antal vid plockningen. 60 Brynzér, H., Johansson, M., Brynzér, H., Johansson, M.,
40 Materialflöde Materialflödet på monteringen är organiserat som parallellflöde där varje montör monterar färdigt cylindern i en arbetsstation. Fördelar med detta system är bland annat stor produkt- och volymflexibilitet samt stimulerande arbetsuppgifter. Komplex materialhantering och större utrustningsbehov är några nackdelar med parallellflödet. 62 Ett annat sätt att organisera materialflödet på monteringen är linjeflöde. I detta system är arbetsstationerna placerade efter varandra för att hela flödet passerar samtliga stationer. Arbetsmoment är fördelat mellan olika arbetsstationer vilket ställer krav på att balansen är rätt på arbetsstationerna så att arbetsinnehållet blir lika stort. Störningskänslighet, monotona och stressiga arbetssituationer är också nackdelar med linjeflödet. Materialhanteringen och materialförsörjningen blir dock enklare, flödet är lätt överskådligt och utrustningen behövs endast på ett ställe Underordna allt annat till ovanstående beslut Enligt Jonsson 64 bestämmer flaskhalsen produktionstakten och därför är det viktigt att balansera flödet inte kapaciteten. Att balansera flödet innebär att utnyttjandet av övriga produktionsgrupper underordnas flaskhalsen som ska utnyttjas maximalt. På CA-Verken identifierades monteringen som flaskhals och därför ska all tillverkning underordnas monteringen som bland annat ska styra hur mycket som ska produceras samt partistorlekar. En metod för planering och styrning av flaskhalsar som förespråkas i litteraturen är trumma-buffert-rep-konceptet. Enligt trumma-buffert-rep-konceptet är flaskhalsen trumman som styr produktionstakten. Bufferten placeras framför flaskhalsen eftersom den aldrig får stå stilla. Med repet kopplas flaskhalsen till de första operationerna i flödet på så sätt att bufferten framför flaskhalsen signalerar till ny tillverkning när den kommer till en viss nivå. Därmed undviks överbelastning och köer framför flaskhalsen. Ett förslag på hur trumma-buffert-rep-konceptet kan användas för CA-Verken illustreras i Figur 5.2. Monteringen är trumma som styr produktionstakten. På grund av detta är det viktigt att monteringen är kontinuerligt belagd och alltid igång. För att möjliggöra detta placeras en buffert framför den. Denna buffert är i form av tidsbufferten, exempelvis att allt material anländer något tidigare än behovet finns och på detta sätt försäkras ett par dagars eller en veckas arbete på monteringen. Monteringen ska planeras väldigt noggrant där hänsyn måste tas till kapaciteten. Med utgångs punkt i denna plan sker planering av andra operationer. 62 Larsson, F., Stenlund, F., Larsson, F., Stenlund, F., Jonsson, P., Mattsson, S. A.,
41 Figur 5.2: Trumma-buffert-rep-konceptet på CA-Verken På monteringsavdelningen finns fem arbetsstationer av vilka tre kontinuerligt är bemannade med var sin montör. De andra två bemannas vid behov genom att anställda tas in från andra avdelningar. En av de tre montörerna har andra arbetsuppgifter till exempel att plocka packningssatser som säljs som reservdelar. I Monitor används kapacitetsfaktor sex för monteringen d.v.s. vid planeringen antas monteringen har kapacitet sex montörer. Detta ger en förvirring kring kapaciteten och ställer krav på att den fastställs för att kunna göra en riktig planering för att beläggningsgraden ska bli jämn och hög. Även operationstiderna för monteringen bör kontrolleras Höj upp systemets begränsningar Ett sätt för att utöka kapaciteten i flaskhalsen är att investera i nya maskiner och nyanställning. I samband med investeringen är det viktigt att förutse vad som kommer att bli nästa flaskhals eftersom det kan vara betydligt svårare att åtgärda den än befintlig flaskhals 65. Enligt Olhager 66 finns det fördelar om flaskhalsen befinner sig i början av flödet och om det finns överkapacitet i den senare delen. Med detta skapas sug genom verkstaden, vilket gör att en order som först bearbetas i en flaskhals sedan snabbt kan bearbetas i efterföljande operation som har högre kapacitet. På CA-Verken befinner sig flaskhalsen mot slutet av flödet men det är ändå viktig att överkapacitet finns i monteringen för att skapa sug. Monteringen är en arbetsintensiv 65 Schragenheim, E., Dettmer, H. W., Olhager, J.,
42 operation och kapaciteten kan utökas främst med investering i nypersonal. För att kunna bedöma hur många montörer som behövs vid eventuellt ökning av omsättningen, måste dagens kapacitet först fastställas och utnyttjandegraden för monteringen undersökas. Något bra underlag för att kunna göra en grundlig analys av kapacitetsbehovet på monteringen kunde inte tas fram. Delvis på grund av att några tidsstudier inte kunde genomföras, men även på grund av att information om utnyttjande tider på monteringsavdelningen är bristfällig eftersom allt jobb som utförs av montörerna inte registreras i Monitor Om en begränsning har eliminerats i föregående steg återgå till steg 1 När en flaskhals har eliminerats ska arbetet börjas om på nytt med att identifiera och åtgärda nästa flaskhals. Det är vikigt att vara säker på vad den nya flaskhalsen är. Flaskhalsar flyttas inte bara på grund av interna aktiviteter utan också på grund av ändringar i omgivningen. Till exempel om produktmixen ändras på grund av ändrade marknadskrav kan detta påverka vad flaskhalsen i systemet kommer att bli. Vid undersökningen av flaskhalsar identifierades svetsningen i 21,6 % av fallen som den operationen vilken kommer att bli nästa flaskhals efter monteringen, se Tabell 5.2. Eftersom denna andel inte är så stor krävs det ytterligare undersökningar inte minst med tanke på att det finns kapacitet i form av legoinköp hos en underleverantör. Här är det viktigt att flödet till leverantören och från leverantören optimeras där viktiga punkter är materialhantering, transport, orderläggning mm. 35
43 Tabell 5.2: Resultat av undersökning av nästa flaskhals Produktionsresurs som identifierades som nästa flaskhals Antal cylindrar I % av total antal Svetsning 29 21,6 FO2 13 9,7 NC8 13 9,7 Målning 13 9,7 PT 11 8,2 NC3 9 6,7 FO1 7 5,2 ÄB 7 5,2 NC6 6 4,5 NC2 4 3,0 NC10 4 3,0 S4 4 3,0 NC1 3 2,2 NC5 2 1,5 S6 2 1,5 HYM 2 1,5 NC4 1 0,7 S1 1 0,7 LÅNGB. 1 0,7 FO3 1 0,7 FO4 1 0,7 Total antal undersökta cylindrar ,0 För resursernas benämning se Bilaga 2. Flaskhalsen är en resurs som begränsar produktionsflödet men det kan också var en process utanför produktionen som på något sätt begränsar det totala flödet, till exempel leverantörer, marknaden, kunskap, kompetens eller finansiella resurser osv 67. På grund av detta krävs också undersökningar av flaskhalsar utanför produktionsflödet. 67 Schragenheim, E., Dettmer, H. W.,
44 6 Resultat Examensarbetets resultat redogörs i detta kapitel. 6.1 Montering som flaskhals Vid analys av produktionsflödet för hydraulcylindrar på CA-Verken identifierades monteringen som flaskhalsoperation. För att kunna optimera produktionsflödet krävs att monteringen utnyttjas effektivt samt att olika störningar och slöserier i monteringsprocessen elimineras. 6.2 Förbättringsförslag för monteringen Delprocess montera order Metodstandardisering Bästa metoden för monteringen av cylindrar ska tas fram. Vid framtagning av den nya standardmetoden ska alla montörer vara delaktiga. Denna metod ska sedan kontinuerlig förbättras och utvecklas. Verktygsstudie För att kunna fatta beslut om verktygsplacering och anskaffning av nya verktyg ska studie av verktygsanvändning genomföras. Studie av pressar Pressarnas placering är inte den mest optimala och därför behövs en närmare undersökning för att kartlägga deras användningsfrekvens av olika montörer. Denna studie är också viktig för eventuella beslut att införskaffa nya pressar. Traverser Befintliga traverser måste vara funktionsdugliga vid varje monteringsplats. För de arbetsplatser som saknar travers ska de anskaffas Delprocess plocka order Märkning av alla lagerplatser Alla flytande lagerplatser ska numreras antigen med pallnummer eller hyllnummer. Även golvytor som används för lagring ska markeras och numreras. Dessa lagerplatser ska inte vara förutbestämda för att inte bli låsta, däremot kan de vara avsedda för en produktgrupp till exempel kolvstänger, cylinderrör, framgavlar etc. När en detalj ställs på en flytande lagerplats ska denna registreras i Monitor. Dessa lagerplatser ska vara tillfälliga och existera så länge lagersaldot finns på artikeln. Om artikeln förflyttas till en annan lagerplats måste denna ändras i systemet. Ansvarig för artikeluppsättning i hyllan En person ska utses som ansvarig för uppsättning av tillverkade detaljer på ordinarie lagerplatser. Ansvarig för plockning En person ska vara ansvarig för plockning av alla ingående komponenter i cylindrarna. Plockningen ska begränsas till en bestämd tid innan monteringens start för att undvika högar. Personen som ansvarar för plockningen ska kunna sysselsättas med andra uppgifter på monteringen samt annat administrativt arbete som till exempel att beställa vissa komponenter. Även ansvar för uppsättning av artiklar i hyllan kan kombineras med denna funktion. Lagerföring av färdiga packningssatser Standard tätningar som ingår i samma variant av cylindrar ska plockas och lagerföras som en färdig packningssats med sitt eget artikelnummer. Packningssatser kan även köpas färdiga från tätningsleverantörer. Vid plockning av tätningar plockas bara den kompletta packningssatsen. Färdiga packningssatser är lämpliga för små 37
45 tillverkningsserier. Lämplig förpackningsstorlek för tätningar Förpackningsstorlekar för tätningar ska anpassas till vissa tillverkningsserier för att underlätta plockningen Alternativt materialflöde på monteringen Organisera materialflöde som linjeflöde, se Figur 6.1. Monteringsstationerna ska placeras efter varandra i linjen och i en arbetsstation utförs bara några arbetsmoment, resterande moment görs i nästa station. Vid varje arbetsstation jobbar en montör. Ytterligare en arbetsstation ska placeras parallellt med denna linje. Denna station är en hjälpstation där en montör jobbar med att plocka material och förberedda jobb till linjen samt hjälpa de andra montörerna vid behov. Figur 6.1: Förslag på linjeflöde 6.3 Tillämpa Trumma-Buffert-Rep-konceptet Monteringen ska bestämma produktionstakten. Det ska inte produceras mer än monteringen kan hantera. En tidsbuffert i form av några dagars arbete ska placeras framför monteringen. Planering av monteringen är utgångspunkten för planering av andra operationer. 6.4 Utökning av monteringskapacitet För att kunna bemöta ökningen av omsättningen krävs det investering i monteringskapaciteten. Hur många nya montörer som kommer att behövas kunde inte fastställas med befintligt dataunderlag. Det krävs ytterligare undersökningar för att komma till det optimala antalet. 6.5 Identifiera nästa flaskhals Arbetet bör fortsätta med identifiering av nästa flaskhals/flaskhalsar. Flaskhalsar ska undersökas även utanför produktionsflödet. De kan uppstå i försäljning, konstruktion, planering, inköp, lager, utleverans, organisation osv. 38
46 7 Diskussion I detta kapitel ges en diskussion kring examensarbetets resultat utifrån ett vidare perspektiv. Kapitlet avslutas med egna reflektioner över arbetet samt andra förbättringsområden som företaget kan jobba med. Målet med examensarbetet var att studera CA-verkens produktionsflöde för att kunna identifiera flaskhalsen/flaskhalsar i flödet och därefter ge förslag på lösningar och förbättringar. Produktionsflödet undersöktes för 134 styck olika cylindrar som står för 64,5 % av den totala omsättningen för hydraulcylindrar. I 54,5 % av fallet identifierades monteringen som den längsta operationen och på grund av detta drogs slutsatsen att monteringen är flaskhals för hela produktionsflödet. Om ett annat urval av cylindrar hade valts skulle kanske ett annat utfall ha erhållits. De undersökta cylindrarna anses dock vara betydelsefulla för CA-Verken eftersom de har störst årsvolym samt står för nästan två tredjedelar av cylinderomsättningen. Eftersom monteringen identifierades som flaskhals är det viktigt att den utnyttjas så mycket som möjligt samt att genomflödet av cylindrar ökas. Ett sätt att uppnå detta är eliminering utav slöserier och förluster som uppkommer på monteringen. På grund av detta gjordes en undersökning av monteringsprocessen där två delprocesser studerades närmare: montera order och plocka order. De förbättringsförslag som togs fram kunde inte verifieras kvantitativt utan grundar sig huvudsakligen på få observationer på plats samt intervjuer med montörerna och annan berörd personal. Därför är det svårt att uppskatta effekter av dessa förslag. Följande exempel kan belysa förbättringsmöjligheter. Under 2006 såldes samanlagt styck cylindrar. Om det antas att monteringsprocessen effektiviseras med i snitt fem minuter per cylinder innebär detta en total besparing på cirka 1575 timmar om året. Som det kan ses från detta exempel är förbättringspotentialen för monteringen stor och kan inte försummas. Enligt vårt förslag ska plockningen inte utföras av montörerna själva utan av en annan person som ansvarar för plockningen. Genom att separera plockningen från monteringen frigörs tid som kan användas till själva monteringen vilket är en värdeskapande aktivitet samtidigt som genomloppstiden förkortas. Från intervjuer med montörerna på CA-Verken framgick det att de är nöjda med dagens system där de själva plockar komponenterna de ska montera, eftersom detta ger möjlighet till omväxling i arbetet. Plockningen tillför inte något värde till produkten samtidigt som administrativt arbete ökas och på grund av detta kan motiveringen till att ha en person som ansvarar för plockningen vara svår. Men om plockningen effektiviseras och om den person som plockar sysselsätts med andra uppgifter på monteringen kan vinsten med detta vara väsentlig. Idag är flytande lagerplatser inte märkta och registreras inte på vilken lagerplats artiklar ställts. Med märkning och registrering av dessa lagerplatser kan mer ordning och reda åstadkommas samtidigt som onödig tid för letande elimineras. Denna tid är bara slöseri som inte tillför produkten värdet men gör att genomloppstiden förlängs. Även inventeringen underlättas genom märkning. För att systemet med registrering av tillfälliga lagerplatser ska fungera krävs det disciplin från alla anställda. Det kan upplevas som tidskrävande och onödigt men är nödvändigt för att kunna effektivisera 39
47 plockningsprocessen. Förslaget för att organisera materialflödet på monteringen som linjeflödet är inte färdigbearbetad. Det krävs ytterligare undersökningar för att kunna dra slutsatser om den är lämplig eller inte för CA-Verken. Linjeflöde har många fördelar men också nackdelar som måste vägas samman. Vårt förslag kan vara en utgångspunkt för fortsatta diskussioner. Tillämpning av trumma-buffert-rep-konceptet innebär att hela produktionen planeras och styrs efter monteringen. Det ska inte släpas mer i produktionen än behovet på monteringen är. För monteringen är det viktigt att den har en hög och jämn beläggning. Fördelar med detta koncept är att flödet blir enklare, köerna minskar, produkter i arbetet minskar och genomloppstiderna förkortas. Partistorlekar bestäms också av monteringen. Detta ställer krav på CA-Verken, att se över befintliga parametrar på tillverkningsserier och lagernivåer men även att jobba aktivt med ställtidsreduktionen. För att kunna göra en bedömning av framtida investeringsbehov på monteringen krävs först kunskap om vad befintlig kapacitet och behovet för monteringen är. Vi upplevde att kapaciteten på monteringen inte är fastställd och inte heller behovet. Informationen om utnyttjandegraden är också bristfälligt. Detta är något som företaget bör jobba med och förbättra. I samband med beslutet om investering i monteringen ska hänsyn tas till om andra delar av systemet klarar ökningen av omsättningen, till exempel räcker lagerytorna, klarar organisationen denna tillväxt osv. Idag skickar CA-Verken en del monteringsarbete på outsourcing, detta är cylindrar som säljs i stora volymer. Monteringsarbetet i sig tillför mycket värde till produkterna därav bör CA-Verken sköta monteringsarbetet. Genom att sköta monteringen själv skapas mer värdeskapande arbete. Eftersom monteringen är en arbetsintensiv operation ställs det krav på att den effektiviseras och slöserierna elimineras. På så sätt skapas ännu mer värde för kunden. 7.1 Förslag till andra förbättringsområden Under uppsatsens gång har vi stött på andra problemområde som kan vara lämpliga för CA-Verken att förbättra: Jobba med ställtidsminimering I dagens läge stämplas inte ställtiderna separat utan de ingår i operationstiderna. För att kunna jobba med minimering av ställtider är det viktig att de stämplas och kontrolleras. Uppdatera parametrar i systemet Jobba med uppdatering av säkerhetslager, tillverkningsserier samt operationstider för de cylindrar som står för den största delen av omsättningen. Med detta fås bättre planering, utnyttjande av kapacitet, även genomloppstider och lagernivåerna kan reduceras. Modularisering Cylindrarna tillverkas i olika varianter, genom modularisering kan artikelfloran minskas och fördelar av större volym erhållas. Utbilda fler anställda För att sprida risken ifall någon skulle bli sjuk ska flera anställda utbildas för hantering av vissa maskiner. Förbättra fabrikslayouten Vissa maskiner som borde vara placerade nära varandra står långt ifrån varandra, exempelvis NC1 i förhållande till NC3 och 40
48 NC10 samt fleroperationsmaskinen FO4 i förhållande till FO5. Fler tvättautomater bör placeras på verkstad för att minska transporten till den centralplacerade tvätten (se Bilaga 5) 7.2 Egna reflektioner över arbetet Arbetet har känts meningsfullt och väldigt lärorik. Eftersom tiden varit begränsad till 10 veckor har inte förslagen hunnits med att verifieras kvantitativt. Om mer tid hade funnits då skulle vi kunnat göra tidsstudier och även benchmarkingbesök hos något annat företag i branschen. CA-Verken är ett företag som har haft stora framgångar under sitt 50-års historia. För att dess stjärna ska fortsätta lysa måste det förbättra sina processer och eliminera alla slöserier som inte tillför kundenvärde. Att jobba med ständiga förbättringar är nyckel till framgång. Det finns stor potential och viljan på företaget som kan utnyttjas till detta. 41
49 8 Referenser Andersen, H., 1994, Vetenskapsteori och metodlära, Lund, Studentlitteratur, ISBN Björklund, M., Paulsson, U., 2003, Seminarieboken att skriva, presentera och opponera, Lund, Studentlitteratur, ISBN X. Brynzér, H., Johansson, M., 1994., Analys och utformning av plocksystem för satsning av material till montering, Rapport, Institutionen för Transportteknik, Chalmers tekniska högskola, Göteborg, ISSN Goldratt, M. E., 1990, What is this thing called theory of constraints and how should it be implemented?, Croton-On-Hudson, N.Y., North River Press, Inc., ISBN Halvorsen, K., 1992, Samhällsvetenskaplig metod, Lund, Studentlitteratur, ISBN Jonsson, P., Mattsson, S. A., 2005, Logistik läran om effektiva materialflöden, Lund, Studentlitteratur, ISBN Krajewski, L. J., Ritzman, L. P., 1996, Operations management: strategy and analysis, Addison-Wesley Publishing Company, Inc., 4th edition, ISBN Larsson, F., Stenlund, F., 2005, Utformning av layout och monteringsupplägg på transmissionsmonteringen vid Volvo CE Components, Examensarbete, Institutionen för arbetsvetenskap/industriell produktionsmiljö, Luleå tekniska universitet, Luleå, ISSN: Olhager, J., 2000, Produktionsekonomi, Lund, Studentlitteratur, ISBN Patel, R., Davidson, B., 2003, Forskningsmetodikens grunder: att planera, genomföra och rapportera en undersökning, Lund, Studentlitteratur, ISBN Schragenheim, E., Dettmer, H. W., 2001, Manufacturing at warp speed: optimizing supply chain financial performance includes simplified Drum-Buffer-Rope, St. Lucie Press. Thurén, T., 2004, Vetenskapsteori för nybörjare, Stockholm, Liber AB, ISBN
50 Tompkins, J. A., White, J. A., Bozer, Y. A., Tanchoco, J. M. A., 2003, Facilities planning, River Street, John Wiley & Sons, Inc., 3th edition, ISBN Verksamhetshandbok, CA-Verken, Dok nr LED 118, Hämtad Hämtad
51 9 Bilagor Bilaga 1: Produktstruktur för cylinder Bilaga 2: Produktionsresurser med tillhörande kapacitet Bilaga 3: Planeringsprocess Bilaga 4: Detaljerad beskrivning av produktionsflöde Bilaga 5: Materialflöde Bilaga 6: Monteringslayout Bilaga 7: Delprocess plocka order 44
52 Bilaga 1: Produktstruktur för cylinder
53 Bilaga 2: Produktionsresurser med tillhörande kapacitet Produktions resurs Benämning Kapacitet timmar/vecka K Kapning 101,8 G Gradning 33,9 B Borrning manuell 33,9 F Fräsning manuell 33,9 NT Nyckeltagsautomat 33,9 LÅNGB. Långhålsborr 33,9 ÄB Ändbearbetning 67,9 FO1 Fleroperation FO1 34,9 FO2 Fleroperation FO2 34,9 FO3 Fleroperation FO3 34,9 FO4 Fleroperation FO4 37,3 FO5 Fleroperation FO5 34,9 NC1 NC-svarv NC1 45,3 NC2 NC-svarv NC2 34,9 NC3 NC-svarv NC3 34,9 NC4 NC-svarv NC4 34,9 NC5 NC-svarv NC5 34,9 NC6 NC-svarv NC6 34,9 NC8 NC-svarv NC8 34,9 NC9 NC-svarv NC9 84,6 S1 Supportsvarv S1 17,0 S4 Supportsvarv S4 33,9 S5 Supportsvarv S5 33,9 S6 Supportsvarv S6 33,9 S7 Supportsvarv S7 33,9 SV Svets 135,7 M Montering 203,6 PT Provtryckning 101,8 Må Målning 101,8 S-line S-line 33,9 HYM Hydraulmontering 84,8 1
54 Bilaga 3: Planeringsprocess 1
55 Bilaga 4: Detaljerad beskrivning av produktionsflöde 1
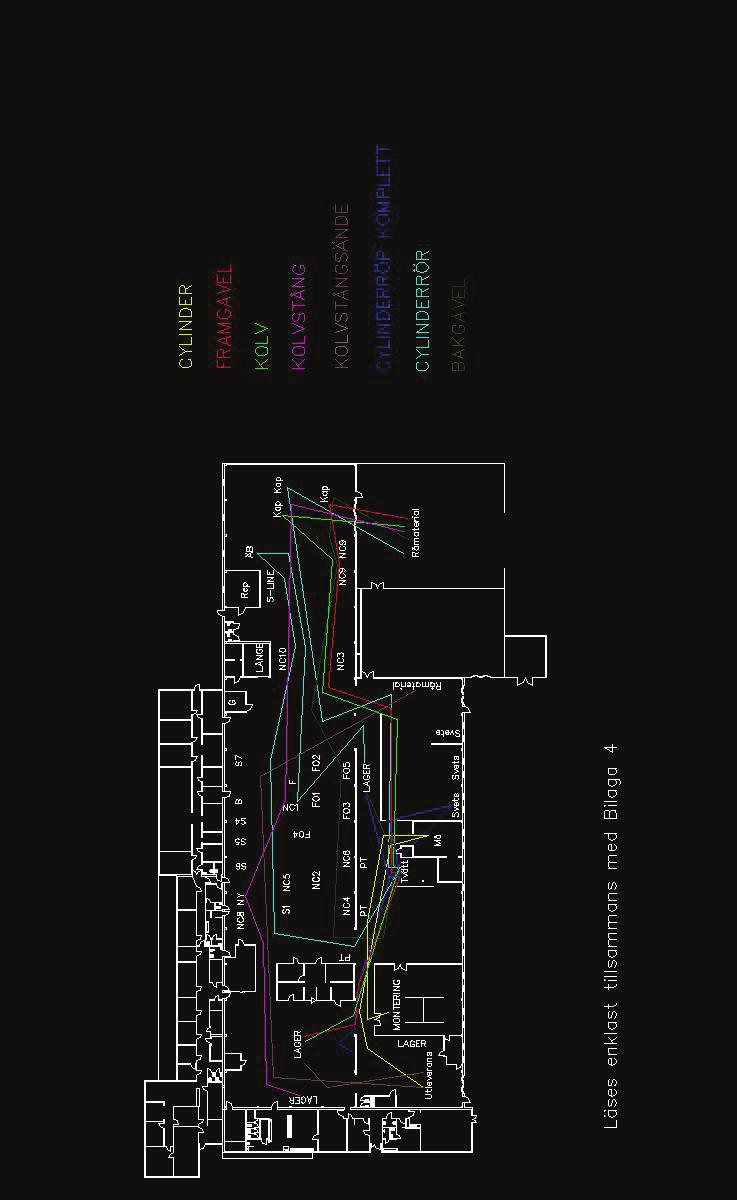
56 Bilaga 5: Materialflöde 1
för att komma fram till resultat och slutsatser
 för att komma fram till resultat och slutsatser Bearbetning & kvalitetssäkring 6:1 E. Bearbetning av materialet Analys och tolkning inleds med sortering och kodning av materialet 1) Kvalitativ hermeneutisk
för att komma fram till resultat och slutsatser Bearbetning & kvalitetssäkring 6:1 E. Bearbetning av materialet Analys och tolkning inleds med sortering och kodning av materialet 1) Kvalitativ hermeneutisk
Föreläsning 2. Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning
 Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman DIEM Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag 19.10
Logistik styrning av material- och informationsflöden Mikael Öhman DIEM Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag 19.10
Föreläsning 2. Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning
 Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Perspektiv på kunskap
 Perspektiv på kunskap Alt. 1. Kunskap är något objektivt, som kan fastställas oberoende av den som söker. Alt. 2. Kunskap är relativ och subjektiv. Vad som betraktas som kunskap är beroende av sammanhanget
Perspektiv på kunskap Alt. 1. Kunskap är något objektivt, som kan fastställas oberoende av den som söker. Alt. 2. Kunskap är relativ och subjektiv. Vad som betraktas som kunskap är beroende av sammanhanget
Föreläsning 4. Fast position Projektplanering (CPM och PERT)
") Föreläsning 4 Fast position Projektplanering (CPM och PERT) 2 Kursstruktur Innehåll Föreläsning Lek1on Labora1on Introduk*on, produk*onsekonomiska grunder, Lean produc*on, ABC-klassificering Fö 1 Leanspel
Föreläsning 4 Fast position Projektplanering (CPM och PERT) 2 Kursstruktur Innehåll Föreläsning Lek1on Labora1on Introduk*on, produk*onsekonomiska grunder, Lean produc*on, ABC-klassificering Fö 1 Leanspel
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
DFA Design For Assembly
 2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
Handbok i materialstyrning - Del D Bestämning av orderkvantiteter
 Handbok i materialstyrning - Del D Bestämning av orderkvantiteter D 04 Faktorer som påverkar val av orderkvantiteter Materialstyrning innebär förenklat att styra materialflöden genom att för varje artikel
Handbok i materialstyrning - Del D Bestämning av orderkvantiteter D 04 Faktorer som påverkar val av orderkvantiteter Materialstyrning innebär förenklat att styra materialflöden genom att för varje artikel
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE
 Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Litteraturstudie. Utarbetat av Johan Korhonen, Kajsa Lindström, Tanja Östman och Anna Widlund
 Litteraturstudie Utarbetat av Johan Korhonen, Kajsa Lindström, Tanja Östman och Anna Widlund Vad är en litteraturstudie? Till skillnad från empiriska studier söker man i litteraturstudier svar på syftet
Litteraturstudie Utarbetat av Johan Korhonen, Kajsa Lindström, Tanja Östman och Anna Widlund Vad är en litteraturstudie? Till skillnad från empiriska studier söker man i litteraturstudier svar på syftet
Handbok Produktionssystem NPS
 Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Anvisningar till rapporter i psykologi på B-nivå
 Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
Kursens syfte. En introduktion till uppsatsskrivande och forskningsmetodik. Metodkurs. Egen uppsats. Seminariebehandling
 Kursens syfte En introduktion till uppsatsskrivande och forskningsmetodik Metodkurs kurslitteratur, granska tidigare uppsatser Egen uppsats samla in, bearbeta och analysera litteratur och eget empiriskt
Kursens syfte En introduktion till uppsatsskrivande och forskningsmetodik Metodkurs kurslitteratur, granska tidigare uppsatser Egen uppsats samla in, bearbeta och analysera litteratur och eget empiriskt
3. Övningarna Operationer I: Produkter och produktion. TU-A1200 Grundkurs i produktionsekonomi
 3. Övningarna Operationer I: Produkter och produktion TU-A1200 Grundkurs i produktionsekonomi Övningarnas innehåll 6. Analyser och framtid 5. Försäljning, marknadsföring och bemötandet av kunden 4. Operationer
3. Övningarna Operationer I: Produkter och produktion TU-A1200 Grundkurs i produktionsekonomi Övningarnas innehåll 6. Analyser och framtid 5. Försäljning, marknadsföring och bemötandet av kunden 4. Operationer
Case: MowRock! Uppgiftsintroduktion Lucia Crevani
 Case: MowRock! Uppgiftsintroduktion Lucia Crevani MowRock, Inc! Anläggningsfordon för gruvindustri och anläggningsföretag Positivt rörelseresultat i 30 år Produktion som huvudsakligt konkurrensmedel Innan
Case: MowRock! Uppgiftsintroduktion Lucia Crevani MowRock, Inc! Anläggningsfordon för gruvindustri och anläggningsföretag Positivt rörelseresultat i 30 år Produktion som huvudsakligt konkurrensmedel Innan
Försörjningsanalys en utökad VFA
 Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
Introduktion till Lean, dag3 AU117G
 Introduktion till Lean, dag3 AU117G KURSINNEHÅLL Dag 2 (förmiddag)? KURSINNEHÅLL Dag 2 Förbättringsmetoder o PDCA, 5G, 5V, Prioritering, Brainstorm, Orsak-Verkan Jämna ut flödet o Lag, 5S, Rättsäkring
Introduktion till Lean, dag3 AU117G KURSINNEHÅLL Dag 2 (förmiddag)? KURSINNEHÅLL Dag 2 Förbättringsmetoder o PDCA, 5G, 5V, Prioritering, Brainstorm, Orsak-Verkan Jämna ut flödet o Lag, 5S, Rättsäkring
 Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Hitta förbättringspotentialen. utan direkta investeringar
 utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
Rutiner för opposition
 Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Industriell Marknadsföring & Supply Chain Management Dag 1 Introduktion Håkan Aronsson
 Industriell Marknadsföring & Supply Chain Management Dag 1 Introduktion Håkan Aronsson Schema för modulen 2 Material flow (MF) Demand (material flow) Transport Market Supply (load unit flow) Transport
Industriell Marknadsföring & Supply Chain Management Dag 1 Introduktion Håkan Aronsson Schema för modulen 2 Material flow (MF) Demand (material flow) Transport Market Supply (load unit flow) Transport
Titel på examensarbetet. Dittnamn Efternamn. Examensarbete 2013 Programmet
 Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Estetisk- Filosofiska Fakulteten Svenska. Susanna Forsberg. En skola för alla. att hjälpa barn med ADHD och Aspergers syndrom. A School for Everyone
 Estetisk- Filosofiska Fakulteten Svenska Susanna Forsberg En skola för alla att hjälpa barn med ADHD och Aspergers syndrom A School for Everyone helping children with ADHD and Aspergers syndrome. Examensarbete
Estetisk- Filosofiska Fakulteten Svenska Susanna Forsberg En skola för alla att hjälpa barn med ADHD och Aspergers syndrom A School for Everyone helping children with ADHD and Aspergers syndrome. Examensarbete
Forskningsprocessen. Forskningsprocessen. Forskningsprocessen. Forskningsprocessen Falun feb 2018 Karin Lisspers Anneli Strömsöe
 Kurs i vetenskapligt syn- och förhållningssätt för ST-läkare Lite teori Mycket diskussion Lite exempel Bra att läsa 1 I ett vetenskapligt arbete förekommer vissa formaliserade ramar och krav för arbetet
Kurs i vetenskapligt syn- och förhållningssätt för ST-läkare Lite teori Mycket diskussion Lite exempel Bra att läsa 1 I ett vetenskapligt arbete förekommer vissa formaliserade ramar och krav för arbetet
Föreläsning 6. Lagerstyrning
 Föreläsning 6 Lagerstyrning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper, ABC klassificering Produktionssystem Fö 2 Prognostisering
Föreläsning 6 Lagerstyrning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper, ABC klassificering Produktionssystem Fö 2 Prognostisering
Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå
 Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå Studenten ska tillämpa kunskaper och färdigheter förvärvade inom utbildningsprogrammet genom att på ett självständigt och vetenskapligt sätt
Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå Studenten ska tillämpa kunskaper och färdigheter förvärvade inom utbildningsprogrammet genom att på ett självständigt och vetenskapligt sätt
Kvalitativa metoder I
 Kvalitativa metoder I PeD Gunilla Eklund Rum F 625, tel. 3247354 E-post: geklund@abo.fi http://www.vasa.abo.fi/users/geklund/default.htm Forskningsmetodik - kandidatnivå Forskningsmetodik I Informationssökning
Kvalitativa metoder I PeD Gunilla Eklund Rum F 625, tel. 3247354 E-post: geklund@abo.fi http://www.vasa.abo.fi/users/geklund/default.htm Forskningsmetodik - kandidatnivå Forskningsmetodik I Informationssökning
Metoduppgift 4 - PM. Barnfattigdom i Linköpings kommun. 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet
 Metoduppgift 4 - PM Barnfattigdom i Linköpings kommun 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet Problem Barnfattigdom är ett allvarligt socialt problem
Metoduppgift 4 - PM Barnfattigdom i Linköpings kommun 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet Problem Barnfattigdom är ett allvarligt socialt problem
Business research methods, Bryman & Bell 2007
 Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
Föreläsning 9. Planering av lina: Linjebalansering, produktionsstyrning (Kanban) och produktvalsproblem
 och produktvalsproblem") Föreläsning 9 Planering av lina: Linjebalansering, produktionsstyrning (Kanban) och produktvalsproblem Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder,
Föreläsning 9 Planering av lina: Linjebalansering, produktionsstyrning (Kanban) och produktvalsproblem Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder,
Metodologier Forskningsdesign
 Metodologier Forskningsdesign 1 Vetenskapsideal Paradigm Ansats Forskningsperspek6v Metodologi Metodik, även metod används Creswell Worldviews Postposi'vist Construc'vist Transforma've Pragma'c Research
Metodologier Forskningsdesign 1 Vetenskapsideal Paradigm Ansats Forskningsperspek6v Metodologi Metodik, även metod används Creswell Worldviews Postposi'vist Construc'vist Transforma've Pragma'c Research
DFA2 Design For Assembly
 DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
Metod och stöd för en strukturerad förstudie.
 Metod och stöd för en strukturerad förstudie. Innehållsförteckning 1 Dokumentinformation... 2 2 specifikation... 2 2.1 Bakgrund... 2 2.2 Beskrivning och målformulering... 2 2.3 organisation... 2 2.4 Tid
Metod och stöd för en strukturerad förstudie. Innehållsförteckning 1 Dokumentinformation... 2 2 specifikation... 2 2.1 Bakgrund... 2 2.2 Beskrivning och målformulering... 2 2.3 organisation... 2 2.4 Tid
Logistik och processorientering?
 Lagerstyrningsakademin.se Logistik och processorientering? Stig-Arne Mattsson För att kunna bedriva en framgångsrik verksamhet på en alltmer konkurrensutsatt marknad har det blivit allt viktigare att snabbt
Lagerstyrningsakademin.se Logistik och processorientering? Stig-Arne Mattsson För att kunna bedriva en framgångsrik verksamhet på en alltmer konkurrensutsatt marknad har det blivit allt viktigare att snabbt
Kunskapsprojektering
 Kunskapsprojektering Syftet är att planlägga: forskningsprojekt licentiat- och doktorsavhandlingar uppsatser och examensarbeten olika undersökningar, utredningar eller utvecklingsarbeten i icke-akademisk
Kunskapsprojektering Syftet är att planlägga: forskningsprojekt licentiat- och doktorsavhandlingar uppsatser och examensarbeten olika undersökningar, utredningar eller utvecklingsarbeten i icke-akademisk
Forskningsprocessen. Forskningsprocessen. Forskningsprocessen. Forskningsprocessen Falun feb 2017 Björn Ställberg
 Forskningsprocessen Kurs i vetenskapligt syn- och förhållningssätt för ST-läkare Forskningsprocessen Lite teori Mycket diskussion Lite exempel Forskningsprocessen Bra att läsa 1 Forskningsprocessen I det
Forskningsprocessen Kurs i vetenskapligt syn- och förhållningssätt för ST-läkare Forskningsprocessen Lite teori Mycket diskussion Lite exempel Forskningsprocessen Bra att läsa 1 Forskningsprocessen I det
Industriell Massproduktion
 Industriell Massproduktion Theory Of Constraints, TOC Toyota Production System = LEAN Six Sigma Page 1 Theory of Constraints, flaskhalsstyrning Theory Of Constraints, eller TOC, är en managementfilosofi
Industriell Massproduktion Theory Of Constraints, TOC Toyota Production System = LEAN Six Sigma Page 1 Theory of Constraints, flaskhalsstyrning Theory Of Constraints, eller TOC, är en managementfilosofi
Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning
 Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning A 13 Omsättningshastighet i lager I alla materialflöden binds kapital vare sig det beror på att material ligger i lager
Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning A 13 Omsättningshastighet i lager I alla materialflöden binds kapital vare sig det beror på att material ligger i lager
Vetenskapsmetod och teori. Kursintroduktion
 Vetenskapsmetod och teori Kursintroduktion Creswell Exempel Vetenskapsideal Worldview Positivism Konstruktivism/Tolkningslära Kritiskt (Samhällskritiskt/ Deltagande) Pragmatism (problemorienterat) Ansats
Vetenskapsmetod och teori Kursintroduktion Creswell Exempel Vetenskapsideal Worldview Positivism Konstruktivism/Tolkningslära Kritiskt (Samhällskritiskt/ Deltagande) Pragmatism (problemorienterat) Ansats
Kursbeskrivning och schema: Statsvetenskapliga metoder, statsvetenskap 2, 5 poäng (VT 2007)
") LINKÖPINGS UNIVERSITET 2007-01-19 Institutionen för ekonomisk och industriell utveckling Avdelningen för statsvetenskap Marie Jansson marie.jansson@ihs.liu.se Kursbeskrivning och schema: Statsvetenskapliga
LINKÖPINGS UNIVERSITET 2007-01-19 Institutionen för ekonomisk och industriell utveckling Avdelningen för statsvetenskap Marie Jansson marie.jansson@ihs.liu.se Kursbeskrivning och schema: Statsvetenskapliga
Gymnasiearbetet. Daniel Nordström
 Gymnasiearbetet Daniel Nordström Presentationens innehåll Film gymnasiearbetet Gymnasiearbetet i korthet Gymnasiearbetet mot högskoleförberedelse Planering-genomförande och utvärdering Planeringen för
Gymnasiearbetet Daniel Nordström Presentationens innehåll Film gymnasiearbetet Gymnasiearbetet i korthet Gymnasiearbetet mot högskoleförberedelse Planering-genomförande och utvärdering Planeringen för
(Kvalitativa) Forskningsprocessen PHD STUDENT TRINE HÖJSGAARD
 Forskningsprocessen PHD STUDENT TRINE HÖJSGAARD") (Kvalitativa) Forskningsprocessen PHD STUDENT TRINE HÖJSGAARD Kvalitativ vs. Kvantitativ forskning Kvalitativ forskning Vissa frågor kan man bara få svar på genom kvalitativa studier, till. Ex studier
(Kvalitativa) Forskningsprocessen PHD STUDENT TRINE HÖJSGAARD Kvalitativ vs. Kvantitativ forskning Kvalitativ forskning Vissa frågor kan man bara få svar på genom kvalitativa studier, till. Ex studier
Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas i signerad slutversion till examinator
 vid Logopedprogrammet Fylls i av examinerande lärare och lämnas i signerad slutversion till examinator") version 2014-09-10 Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas i signerad slutversion till examinator Studentens namn Handledares namn Examinerande
version 2014-09-10 Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas i signerad slutversion till examinator Studentens namn Handledares namn Examinerande
Kursbeskrivning och schema: Statsvetenskapliga metoder, statsvetenskap 2, 7,5 poäng (HT 2007)
") LINKÖPINGS UNIVERSITET 2007-09-03 Institutionen för ekonomisk och industriell utveckling Avdelningen för statsvetenskap Marie Jansson marie.jansson@ihs.liu.se Kursbeskrivning och schema: Statsvetenskapliga
LINKÖPINGS UNIVERSITET 2007-09-03 Institutionen för ekonomisk och industriell utveckling Avdelningen för statsvetenskap Marie Jansson marie.jansson@ihs.liu.se Kursbeskrivning och schema: Statsvetenskapliga
Produktivitetsförbättring av manuella monteringsoperationer
 Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
!"#$ $ % &'(')*+* +, 012/( 3-0$ (4 (5 /& 0- -(4 (5 /& 06/7*)).)*+* 8 09
*+* +, 012/( 3-0$ (4 (5 /& 0- -(4 (5 /& 06/7*)).)*+* 8 09") !!"#$ $ % &'(')*+* +, -./& 012/( 3-0$ (4 (5 /& 0- -(4 (5 /& 06/7*)).)*+* 8 0 Organisation/ Organization Linnéuniversitetet Institutionen för teknik Linnaeus University School of Engineering Författare/Author(s)
!!"#$ $ % &'(')*+* +, -./& 012/( 3-0$ (4 (5 /& 0- -(4 (5 /& 06/7*)).)*+* 8 0 Organisation/ Organization Linnéuniversitetet Institutionen för teknik Linnaeus University School of Engineering Författare/Author(s)
Handbok i materialstyrning - Del C Materialstyrningsmetoder
 Handbok i materialstyrning - Del C Materialstyrningsmetoder C 55 Enkel-kanbansystem Materialstyrning innebär förenklat att styra materialflöden genom att för varje artikel fatta beslut om den kvantitet
Handbok i materialstyrning - Del C Materialstyrningsmetoder C 55 Enkel-kanbansystem Materialstyrning innebär förenklat att styra materialflöden genom att för varje artikel fatta beslut om den kvantitet
7. Konstruera konceptet
 7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
Att designa en vetenskaplig studie
 Att designa en vetenskaplig studie B-uppsats i hållbar utveckling Jakob Grandin våren 2015 @ CEMUS www.cemusstudent.se Vetenskap (lågtyska wetenskap, egentligen kännedom, kunskap ), organiserad kunskap;
Att designa en vetenskaplig studie B-uppsats i hållbar utveckling Jakob Grandin våren 2015 @ CEMUS www.cemusstudent.se Vetenskap (lågtyska wetenskap, egentligen kännedom, kunskap ), organiserad kunskap;
Industriell Marknadsföring & Supply Chain Management Dag 1 Introduktion Håkan Aronsson
 Industriell Marknadsföring & Supply Chain Management Dag 1 Introduktion Håkan Aronsson Vad tänker ni på?? När ni hör ordet Logistik Supply chain management 2 Material flow (MF) Demand (material flow) Transport
Industriell Marknadsföring & Supply Chain Management Dag 1 Introduktion Håkan Aronsson Vad tänker ni på?? När ni hör ordet Logistik Supply chain management 2 Material flow (MF) Demand (material flow) Transport
Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar.
 AudicomPendax AB Magnus Ternerot Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar. Från enkla skrivtavlor och blädderblock till de mest
AudicomPendax AB Magnus Ternerot Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar. Från enkla skrivtavlor och blädderblock till de mest
Kursbeskrivning och schema: Statsvetenskapliga metoder, statsvetenskap 2, (7,5 poäng) VT 2008
 VT 2008") LINKÖPINGS UNIVERSITET 20080116 Institutionen för ekonomisk och industriell utveckling Avdelningen för statsvetenskap Marie Jansson marie.jansson@ihs.liu.se Kursbeskrivning och schema: Statsvetenskapliga
LINKÖPINGS UNIVERSITET 20080116 Institutionen för ekonomisk och industriell utveckling Avdelningen för statsvetenskap Marie Jansson marie.jansson@ihs.liu.se Kursbeskrivning och schema: Statsvetenskapliga
Kvalitativ metod. Varför kvalitativ forskning?
 06/04/16 Kvalitativ metod PIA HOVBRANDT, HÄLSOVETENSKAPER Varför kvalitativ forskning? För att studera mening Återge människors uppfattningar/åsikter om ett visst fenomen Täcker in de sammanhang som människor
06/04/16 Kvalitativ metod PIA HOVBRANDT, HÄLSOVETENSKAPER Varför kvalitativ forskning? För att studera mening Återge människors uppfattningar/åsikter om ett visst fenomen Täcker in de sammanhang som människor
Probleminventering problemformulering - forskningsprocess Forskningsdesign. Eva-Carin Lindgren, docent i idrottsvetenskap
 Probleminventering problemformulering - forskningsprocess Forskningsdesign Eva-Carin Lindgren, docent i idrottsvetenskap Syfte med föreläsningen Problemformulering Forskningsdesign Forskningsprocessen
Probleminventering problemformulering - forskningsprocess Forskningsdesign Eva-Carin Lindgren, docent i idrottsvetenskap Syfte med föreläsningen Problemformulering Forskningsdesign Forskningsprocessen
Att skriva examensarbete på avancerad nivå. Antti Salonen
 Att skriva examensarbete på avancerad nivå Antti Salonen antti.salonen@mdh.se Agenda Vad är en examensuppsats? Vad utmärker akademiskt skrivande? Råd för att skriva bra uppsatser Vad är en akademisk uppsats?
Att skriva examensarbete på avancerad nivå Antti Salonen antti.salonen@mdh.se Agenda Vad är en examensuppsats? Vad utmärker akademiskt skrivande? Råd för att skriva bra uppsatser Vad är en akademisk uppsats?
Energieffektiva Bostäder
 Energieffektiva Bostäder Symbios mellan energieffektivitet och produktionseffektivitet Albert Boqvist Upplägg Presentera vad som har gjorts samt vad som skall göras (3 steg) Projektets mål Utveckla riktlinjer
Energieffektiva Bostäder Symbios mellan energieffektivitet och produktionseffektivitet Albert Boqvist Upplägg Presentera vad som har gjorts samt vad som skall göras (3 steg) Projektets mål Utveckla riktlinjer
Effektivitetsdimensioner En översikt
 Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning A 01 Effektivitetsdimensioner En översikt Förräntning av investerat kapital är det överordnade målet för kommersiellt arbetande
Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning A 01 Effektivitetsdimensioner En översikt Förräntning av investerat kapital är det överordnade målet för kommersiellt arbetande
Rättningstiden är i normalfall tre veckor, annars är det detta datum som gäller:
 Produktionsteknik Provmoment: Tentamen Ladokkod: 41M04B Tentamen ges för: Af2Ma, Al1, Log2, Pu2 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 120109 Tid:
Produktionsteknik Provmoment: Tentamen Ladokkod: 41M04B Tentamen ges för: Af2Ma, Al1, Log2, Pu2 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 120109 Tid:
C 51. Två-binge system. 1 Metodbeskrivning. Handbok i materialstyrning - Del C Materialstyrningsmetoder
 Handbok i materialstyrning - Del C Materialstyrningsmetoder C 51 Två-binge system Materialstyrning innebär förenklat att styra materialflöden genom att för varje artikel och vid varje ordertillfälle fatta
Handbok i materialstyrning - Del C Materialstyrningsmetoder C 51 Två-binge system Materialstyrning innebär förenklat att styra materialflöden genom att för varje artikel och vid varje ordertillfälle fatta
Statsvetenskap G02 Statsvetenskapliga metoder Metoduppgift
 METOD-PM PROBLEM Snabb förändring, total omdaning av en stat. Detta kan kallas revolution vilket förekommit i den politiska sfären så långt vi kan minnas. En av de stora totala omdaningarna av en stat
METOD-PM PROBLEM Snabb förändring, total omdaning av en stat. Detta kan kallas revolution vilket förekommit i den politiska sfären så långt vi kan minnas. En av de stora totala omdaningarna av en stat
Utdrag från kapitel 1
 Utdrag från kapitel 1 1.1 Varför en bok om produktionsutveckling? Finns det inte böcker om produktion så att det räcker och blir över redan? Svaret på den frågan är både ja och nej! Det finns många bra
Utdrag från kapitel 1 1.1 Varför en bok om produktionsutveckling? Finns det inte böcker om produktion så att det räcker och blir över redan? Svaret på den frågan är både ja och nej! Det finns många bra
Kommunikation vid bygg- och anläggningsproduktion
 EXAMENSARBETE 2006:019 HIP Kommunikation vid bygg- och anläggningsproduktion Arbetsplatsplanering MONIKA JOHANSSON LINNÉA LUNDBERG HÖGSKOLEINGENJÖRSPROGRAMMET Projektingenjör Luleå tekniska universitet
EXAMENSARBETE 2006:019 HIP Kommunikation vid bygg- och anläggningsproduktion Arbetsplatsplanering MONIKA JOHANSSON LINNÉA LUNDBERG HÖGSKOLEINGENJÖRSPROGRAMMET Projektingenjör Luleå tekniska universitet
Vetenskapsmetodik. Föreläsning inom kandidatarbetet 2015-01-28. Per Svensson persve at chalmers.se
 Vetenskapsmetodik Föreläsning inom kandidatarbetet 2015-01-28 Per Svensson persve at chalmers.se Detta material är baserad på material utvecklat av professor Bengt Berglund och univ.lektor Dan Paulin Vetenskapsteori/-metodik
Vetenskapsmetodik Föreläsning inom kandidatarbetet 2015-01-28 Per Svensson persve at chalmers.se Detta material är baserad på material utvecklat av professor Bengt Berglund och univ.lektor Dan Paulin Vetenskapsteori/-metodik
TEK125 Logistik. Ola Hultkrantz Division of Logistics and transportation Chalmers University of Technology 1
 TEK125 Logistik Chalmers University of Technology 1 Kursens syfte och innehåll Logistik handlar om de kostnadskrävande men värdeskapande aktiviteterna kopplade till materialflöden, till exempel planering,
TEK125 Logistik Chalmers University of Technology 1 Kursens syfte och innehåll Logistik handlar om de kostnadskrävande men värdeskapande aktiviteterna kopplade till materialflöden, till exempel planering,
Metod i vetenskapligt arbete. Magnus Nilsson Karlstad univeristet
 Metod i vetenskapligt arbete Magnus Nilsson Karlstad univeristet Disposition Vetenskapsteori Metod Intervjuövning Vetenskapsteori Vad kan vi veta? Den paradoxala vetenskapen: - vetenskapen söker sanningen
Metod i vetenskapligt arbete Magnus Nilsson Karlstad univeristet Disposition Vetenskapsteori Metod Intervjuövning Vetenskapsteori Vad kan vi veta? Den paradoxala vetenskapen: - vetenskapen söker sanningen
Föreläsning 8. Planering av funktionell verkstad (del 2): Detaljplanering; sekvensering, orderstyrning, mm
: Detaljplanering; sekvensering, orderstyrning, mm") Föreläsning 8 Planering av funktionell verkstad (del 2): Detaljplanering; sekvensering, orderstyrning, mm Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder,
Föreläsning 8 Planering av funktionell verkstad (del 2): Detaljplanering; sekvensering, orderstyrning, mm Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder,
Allmänt om kvalitativ metod och likheter, skillnader gentemot kvantitativ metod
 Föreläsning kvalitativ metod, Jonas Axelsson Jag skall ha detta upplägg: - Allmänt om kvalitativ metod och likheter, skillnader gentemot kvantitativ metod - Exempel på olika kvalitativa metoder - Något
Föreläsning kvalitativ metod, Jonas Axelsson Jag skall ha detta upplägg: - Allmänt om kvalitativ metod och likheter, skillnader gentemot kvantitativ metod - Exempel på olika kvalitativa metoder - Något
Lektion 5 Materialplanering (MP) Rev HL
 Rev HL") Lektion 5 Materialplanering (MP) Rev 20151006 HL Innehåll Nivå 1: Materialbehovsplanering (LFL, EOQ, SS) (MP1.1) Materialbehovsplanering (FOQ) (MP1.2) Materialbehovsplanering (POQ, FOQ, SS) (MP1.3) Nivå
Lektion 5 Materialplanering (MP) Rev 20151006 HL Innehåll Nivå 1: Materialbehovsplanering (LFL, EOQ, SS) (MP1.1) Materialbehovsplanering (FOQ) (MP1.2) Materialbehovsplanering (POQ, FOQ, SS) (MP1.3) Nivå
Utveckling av produktionslina
 Utveckling av produktionslina Swara Barzenji Anders Västfält EXAMENSARBETE 2009 MASKINTEKNIK / INDUSTRIELL ORGANISATION Utveckling av produktionslina Development of production line Swara Barzenji Anders
Utveckling av produktionslina Swara Barzenji Anders Västfält EXAMENSARBETE 2009 MASKINTEKNIK / INDUSTRIELL ORGANISATION Utveckling av produktionslina Development of production line Swara Barzenji Anders
EXAMENSARBETE. Ledtidsreducering för färdigställning av bergborrstål vid Sandvik Materials Technology. Daniel Lundberg Martin Skoogh
 EXAMENSARBETE 2006:314 CIV Ledtidsreducering för färdigställning av bergborrstål vid Sandvik Materials Technology Daniel Lundberg Martin Skoogh Luleå tekniska universitet Civilingenjörsprogrammet Industriell
EXAMENSARBETE 2006:314 CIV Ledtidsreducering för färdigställning av bergborrstål vid Sandvik Materials Technology Daniel Lundberg Martin Skoogh Luleå tekniska universitet Civilingenjörsprogrammet Industriell
Betygskriterier för bedömning av uppsatser på termin 6, ht14
 Betygskriterier för bedömning av uppsatser på termin 6, ht14 Till studenter Allmänna krav som ska uppfyllas men som inte påverkar poängen: Etik. Uppsatsen ska genomgående uppvisa ett försvarbart etiskt
Betygskriterier för bedömning av uppsatser på termin 6, ht14 Till studenter Allmänna krav som ska uppfyllas men som inte påverkar poängen: Etik. Uppsatsen ska genomgående uppvisa ett försvarbart etiskt
Fallstudie Lars Höglund AB
 Hösten 2004 Fallstudie Lars Höglund AB En fallstudie inom IVA-projektet Produktion för Konkurrenskraft på uppdrag av panelen Framtida Produktionssystem. INNEHÅLLSFÖRTECKNING LARS HÖGLUND AB, TÖCKSFORS...1
Hösten 2004 Fallstudie Lars Höglund AB En fallstudie inom IVA-projektet Produktion för Konkurrenskraft på uppdrag av panelen Framtida Produktionssystem. INNEHÅLLSFÖRTECKNING LARS HÖGLUND AB, TÖCKSFORS...1
Kunskap = sann, berättigad tro (Platon) Om en person P s har en bit kunskap K så måste alltså: Lite kunskaps- och vetenskapsteori
 Om en person P s har en bit kunskap K så måste alltså: Lite kunskaps- och vetenskapsteori") Lite kunskaps- och vetenskapsteori Empiriska metoder: kvalitativa och kvantitativa Experiment och fältstudier Människor och etik 1 Kunskap = sann, berättigad tro (Platon) Om en person P s har en bit kunskap
Lite kunskaps- och vetenskapsteori Empiriska metoder: kvalitativa och kvantitativa Experiment och fältstudier Människor och etik 1 Kunskap = sann, berättigad tro (Platon) Om en person P s har en bit kunskap
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök
 itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
Styrdokumentkompendium
 Styrdokumentkompendium Information och kommunikation 2 Sammanställt av Joni Stam Inledning Jag brukar säga till mina elever, halvt på skämt och halvt på allvar, att jag förhåller mig till kursens centrala
Styrdokumentkompendium Information och kommunikation 2 Sammanställt av Joni Stam Inledning Jag brukar säga till mina elever, halvt på skämt och halvt på allvar, att jag förhåller mig till kursens centrala
Betygsgränser: Tentan kan ge maximalt 77 poäng, godkänd 46 poäng, väl godkänd 62 poäng
 OMTENTAMEN FÖR DELKURSEN: VETENSKAPLIG METOD, 7,5 HP (AVGA30:3) Skrivningsdag: Tisdag 14 januari 2014 Betygsgränser: Tentan kan ge maximalt 77 poäng, godkänd 46 poäng, väl godkänd 62 poäng Hjälpmedel:
OMTENTAMEN FÖR DELKURSEN: VETENSKAPLIG METOD, 7,5 HP (AVGA30:3) Skrivningsdag: Tisdag 14 januari 2014 Betygsgränser: Tentan kan ge maximalt 77 poäng, godkänd 46 poäng, väl godkänd 62 poäng Hjälpmedel:
BOLTOPT, ETT SAMARBETSPROJEKT MELLAN BOLIDEN OCH EPIROC
 BOLTOPT, ETT SAMARBETSPROJEKT MELLAN BOLIDEN OCH EPIROC Pernilla Lirell, Boliden Karin Jirstrand, Epiroc Sammanfattning Bultning är i många av Bolidens gruvor en flaskhals. Epiroc och Boliden startade
BOLTOPT, ETT SAMARBETSPROJEKT MELLAN BOLIDEN OCH EPIROC Pernilla Lirell, Boliden Karin Jirstrand, Epiroc Sammanfattning Bultning är i många av Bolidens gruvor en flaskhals. Epiroc och Boliden startade
Leanspelet. Staffan Schedin Ulf Holmgren ht-2015
 spelet Staffan Schedin Ulf Holmgren ht-2015 Production En filosofi hur man bör hantera resurser Eliminera faktorer (muda) i produktionsprocessen som inte skapar värde för slutkunden Mer värde för mindre
spelet Staffan Schedin Ulf Holmgren ht-2015 Production En filosofi hur man bör hantera resurser Eliminera faktorer (muda) i produktionsprocessen som inte skapar värde för slutkunden Mer värde för mindre
4.2 Fastställ en referenslösning... 6 4.2.1 Kundvärde... 6
 Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Kvalitativa metoder. Amy Rankin amy.rankin@liu.se
 Kvalitativa metoder Amy Rankin amy.rankin@liu.se Vad händer i dag? Validitet och reliabilitet Metodfördjupning: observation, intervju Diskussion av artikel Exploring the Openness of Cognitive Artifacts
Kvalitativa metoder Amy Rankin amy.rankin@liu.se Vad händer i dag? Validitet och reliabilitet Metodfördjupning: observation, intervju Diskussion av artikel Exploring the Openness of Cognitive Artifacts
Titel. Undertitel (Titel och undertitel får vara på max 250 st tecken. Kom ihåg att titeln på ditt arbete syns i ditt slutbetyg/examensbevis)
") Titel Undertitel (Titel och undertitel får vara på max 250 st tecken. Kom ihåg att titeln på ditt arbete syns i ditt slutbetyg/examensbevis) Författare: Kurs: Gymnasiearbete & Lärare: Program: Datum: Abstract
Titel Undertitel (Titel och undertitel får vara på max 250 st tecken. Kom ihåg att titeln på ditt arbete syns i ditt slutbetyg/examensbevis) Författare: Kurs: Gymnasiearbete & Lärare: Program: Datum: Abstract
Riktlinjer vid montering mot kundorder - en studie av orderprocessen och materialförsörjningsprocessen (HS-IDA-EA-99-406)
") Riktlinjer vid montering mot kundorder - en studie av orderprocessen och materialförsörjningsprocessen (HS-IDA-EA-99-406) Monica Björk (a95monbj@ida.his.se) Institutionen för datavetenskap Högskolan i
Riktlinjer vid montering mot kundorder - en studie av orderprocessen och materialförsörjningsprocessen (HS-IDA-EA-99-406) Monica Björk (a95monbj@ida.his.se) Institutionen för datavetenskap Högskolan i
handbok Nimo ProduktionsSystem - NPS
 handbok Nimo ProduktionsSystem - NPS 2 3 Affärsidé Nimo-Verken förser marknaden med högkvalitativa och innovativa produkter för klädvårdsrummet. Nimo-Verken är en lönsam och trygg partner för utveckling
handbok Nimo ProduktionsSystem - NPS 2 3 Affärsidé Nimo-Verken förser marknaden med högkvalitativa och innovativa produkter för klädvårdsrummet. Nimo-Verken är en lönsam och trygg partner för utveckling
Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004
, Statsvetenskap 2, VT 2004") LINKÖPINGS UNIVERSITET 2004-02-04 Ekonomiska institutionen Avdelningen för statsvetenskap Bo Persson Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004 Schema Vecka Datum Tid
LINKÖPINGS UNIVERSITET 2004-02-04 Ekonomiska institutionen Avdelningen för statsvetenskap Bo Persson Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004 Schema Vecka Datum Tid
Nästa steg. LEAN Production 1 dag. Norrköping Nov 2014. 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg. Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? LEAN Production 1 dag. Norrköping Nov 2015
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Ditt och mitt Indexator
 Indexators filosofi 2 Ditt och mitt Indexator INDEXATOR har alltid jobbat med visioner och strategier. Dessa finns nedskrivna och ska verka som ett stöd i verksamhetens beslutsfattande på alla nivåer.
Indexators filosofi 2 Ditt och mitt Indexator INDEXATOR har alltid jobbat med visioner och strategier. Dessa finns nedskrivna och ska verka som ett stöd i verksamhetens beslutsfattande på alla nivåer.
ANALYS AV MONTERINGSLINAN FÖR LUFTBEHANDLINGSAGGREGAT (EC)
") ANALYS AV MONTERINGSLINAN FÖR LUFTBEHANDLINGSAGGREGAT (EC) Martin Almgren Josef Tryggvesson EXAMENSARBETE 2006 INDUSTRIELL ORGANISATION OCH EKONOMI ANALYS AV MONTERINGSLINAN FÖR LUFTBEHANDLINGSAGGREGAT
ANALYS AV MONTERINGSLINAN FÖR LUFTBEHANDLINGSAGGREGAT (EC) Martin Almgren Josef Tryggvesson EXAMENSARBETE 2006 INDUSTRIELL ORGANISATION OCH EKONOMI ANALYS AV MONTERINGSLINAN FÖR LUFTBEHANDLINGSAGGREGAT
Titel Mall för Examensarbeten (Arial 28/30 point size, bold)
") Titel Mall för Examensarbeten (Arial 28/30 point size, bold) SUBTITLE - Arial 16 / 19 pt FÖRFATTARE FÖRNAMN OCH EFTERNAMN - Arial 16 / 19 pt KTH ROYAL INSTITUTE OF TECHNOLOGY ELEKTROTEKNIK OCH DATAVETENSKAP
Titel Mall för Examensarbeten (Arial 28/30 point size, bold) SUBTITLE - Arial 16 / 19 pt FÖRFATTARE FÖRNAMN OCH EFTERNAMN - Arial 16 / 19 pt KTH ROYAL INSTITUTE OF TECHNOLOGY ELEKTROTEKNIK OCH DATAVETENSKAP
Osäkerhetsgardering genom överdimensionering
 Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 35 Osäkerhetsgardering genom överdimensionering av produktionsplaner All materialstyrning är förknippad med osäkerheter av olika slag.
Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 35 Osäkerhetsgardering genom överdimensionering av produktionsplaner All materialstyrning är förknippad med osäkerheter av olika slag.
50 poäng. Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 Produktionsteknik Provmoment: Ladokkod: Tentamen ges för: TentamensKod: 7,5 högskolepoäng Tentamen A134TG TGMAS15h, TGIAF15h, KINAR14h, TGIAL15h, TGILO15h Tentamensdatum: 170113 Tid: 09.00-13.00 Hjälpmedel:
Produktionsteknik Provmoment: Ladokkod: Tentamen ges för: TentamensKod: 7,5 högskolepoäng Tentamen A134TG TGMAS15h, TGIAF15h, KINAR14h, TGIAL15h, TGILO15h Tentamensdatum: 170113 Tid: 09.00-13.00 Hjälpmedel:
Presentationsupplägg. Komplexitet - för ökad förståelse av dynamik och integrationseffekter. Definitioner. Marknaden idag ställer ökande krav
 Komplexitet - för ökad förståelse av dynamik och integrationseffekter Dr. Fredrik Nilsson Presentationsupplägg Den affärsmässiga omställningen Logistik ur ett komplexitetsperspektiv 3 exempel Slutsatser
Komplexitet - för ökad förståelse av dynamik och integrationseffekter Dr. Fredrik Nilsson Presentationsupplägg Den affärsmässiga omställningen Logistik ur ett komplexitetsperspektiv 3 exempel Slutsatser
Vi gör idéer till verklighet.
 Vi gör idéer till verklighet. Ufab utvecklar produkter med hög precision. Vi bidrar också till att höja våra kunders konkurrenskraft. Vi inser hur viktig vår leverantörsroll är. Våra kunskaper ska bidra
Vi gör idéer till verklighet. Ufab utvecklar produkter med hög precision. Vi bidrar också till att höja våra kunders konkurrenskraft. Vi inser hur viktig vår leverantörsroll är. Våra kunskaper ska bidra
Interaktionsdesign som profession. Föreläsning Del 2
 Interaktionsdesign som profession Föreläsning Del 2 Vikten av att göra research Varför behöver vi göra research? En produkt blir aldrig bättre än den data som denna baseras på Men Vi har redan gjort en
Interaktionsdesign som profession Föreläsning Del 2 Vikten av att göra research Varför behöver vi göra research? En produkt blir aldrig bättre än den data som denna baseras på Men Vi har redan gjort en
Effektivisering av materialflöde. Effectivization of material flow
 Examensarbete i Industriell Ekonomi Effektivisering av materialflöde En fallstudie Effectivization of material flow A case study Författare: Thai Tan Bui 930421 David Sjölenius 920826 Handledare: Steinar
Examensarbete i Industriell Ekonomi Effektivisering av materialflöde En fallstudie Effectivization of material flow A case study Författare: Thai Tan Bui 930421 David Sjölenius 920826 Handledare: Steinar
Analys av kvalitativ data Kvalitativ innehållsanalys som ett exempel. Introduktion Bakgrund Syfte Metod Resultat Diskussion Slutsats
 KVALITATIV ANALYS Analys av kvalitativ data Kvalitativ innehållsanalys som ett exempel Övning i att analysera Therese Wirback, adjunkt Introduktion Bakgrund Syfte Metod Resultat Diskussion Slutsats Fånga
KVALITATIV ANALYS Analys av kvalitativ data Kvalitativ innehållsanalys som ett exempel Övning i att analysera Therese Wirback, adjunkt Introduktion Bakgrund Syfte Metod Resultat Diskussion Slutsats Fånga
Denna bok tillhör: Namn:
 Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Termin Innehåll Lärandemål Aktivitet Examination
 Termin Innehåll Lärandemål Aktivitet Examination 1-2 Vetenskapsteori och vetenskaplig metod: 1-forskningsprocessen och informationssökning 2-deskriptiv statistik 3-epidemiologisk forskning 4 -mätmetoder
Termin Innehåll Lärandemål Aktivitet Examination 1-2 Vetenskapsteori och vetenskaplig metod: 1-forskningsprocessen och informationssökning 2-deskriptiv statistik 3-epidemiologisk forskning 4 -mätmetoder