Analys och förslag av layout av en verkstadsindustri.
|
|
|
- Erik Engström
- för 8 år sedan
- Visningar:
Transkript
1 Analys och förslag av layout av en verkstadsindustri. Anders Nilsson Sebastian Sääf EXAMENSARBETE 2008 MASKINTEKNIK
2 Analys och förslag av layout av en verkstadsindustri. Analysis and suggestions for a layout of a manufacturing industry. Anders Nilsson Sebastian Sääf Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom ämnesområdet maskinteknik. Arbetet är ett led i den treåriga högskoleingenjörsutbildningen. Författarna svarar själva för framförda åsikter, slutsatser och resultat. Handledare: Lars-Gustav Haag, Bertil Olaison Omfattning: 15 Högskolepoäng (Grundnivå) Datum: Arkiveringsnummer: Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan (vx) Jönköping
3 Abstract Abstract Skillingaryds stålrörsindustri AB handles different kinds of steel pipes and got their market mainly in the furniture industry and in department stores. At the moment the company find themselves in a strong up going course. In a few years the company s turnover has increased with over 10 million SEK. This has led to a demand for structure changes and reorganizing through the company. The development has forced the company to invest in new premises, which must be adapted for the production and further expansion of the company. This report describes how an analysis of the present layout has been made and how effectivity and flow can be improved between machines, storage and personal. By using the method Simplified systematic layout planning, three proposals have been made. To give the clearest picture as possible of the layouts, all machines and buildings were drawn in a 3D CAD-program called Solid Works. This will also give the company resources to continue to work with the material in case of another expansion. Suggestion D scored the most points in the valuation and is considered to be the best solution. It is based on a big central storage and a compact machine park. The suggestion provides a smooth flow through the production line and short distances between machines while having large spaces for storage and assembly. During the course of this paper a few instances of superfluous transports, bad storage handling and lack of order have been detected. Skillingaryds stålrörsindustri AB is recommended to start working with 5S. Labelling of articles is of importance when it comes to create order and standardization of areas to help the personal to find the items they need. 1
4 Innehållsförteckning Sammanfattning Skillingaryds stålrörsindustri AB hanterar stålrör i olika slag och riktar sig främst mot möbelindustri och varuhus. För tillfället befinner de sig i en stark expansionsfas. På ett fåtal år har företaget ökat omsättningen med över 10 mkr. Detta har lett till krav på strukturförändringar och omorganisering i företaget. För att klara utvecklingen har företaget investerat i nya lokaler, vilka måste anpassas för produktionen och vidare expansion av företaget. Rapporten beskriver hur en nulägesanalys har genomförts och med den som grund undersöktes hur effektivitet och flöde kan förbättras mellan maskiner, lager och personal. Genom att använda metoden Förenklad systematisk lokalplanläggning har tre stycken layoutförslag arbetats fram och visualiserats. För att ge en så tydlig bild som möjligt av hur företaget ser ut nu och hur företaget skulle kunna se ut i de nya lokalerna, så ritades lokaler och maskiner upp i 3D i CAD-programmet Solid Works. Detta ger också företaget resurser för att lättare kunna arbeta vidare om företaget fortsätter expandera. Förslag D var det förslag som fick mest poäng i värderingen och anses vara det förslag som lämpar sig bäst. Det bygger på ett stort centrallager med en kompakt maskinpark. Förslaget ger ett bra flöde genom lokalerna och närhet mellan maskiner samtidigt som det tillhandahåller stor yta för lager och montering. Fortlöpande under arbetet har det konstaterats flera fall av överflödiga transporter och brister i form av dålig lagerhantering och ordning. Skillingaryds stålrörsindustri AB rekommenderas också att börja arbeta med 5S, adressering av artiklar för att skapa mer ordning och standardisering av ytor, så att personal vet var artiklar, verktyg etc. finns. Nyckelord Förenklad systematisk lokalplanläggning Funktionell verkstad Layout 5S 2
5 Innehållsförteckning Innehållsförteckning 1 Inledning BAKGRUND SYFTE OCH MÅL AVGRÄNSNINGAR DISPOSITION Teoretisk bakgrund PRODUKTIONSSYSTEM Fast position Funktionell verkstad Flödesgrupp Lina Kontinuerlig tillverkning SPILL OCH FÖRLUSTER Sju sorters spill Nagara-konceptet S LAGERHANTERING Aktiviteter i ett lager Produktivitet FÖRENKLAD SYSTEMATISK LOKALPLANLÄGGNING (FSLP) Steg 1: Kartlägg sambanden Steg 2: Fastställ funktionskraven Steg 3: Skissera funktionernas samband Steg 4: Rita alternativa huvudplaner Steg 5: Värdera de olika alternativen Steg 6: Detaljutforma den valda planlösningen Metod NULÄGESANALYS FÖRENKLAD SYSTEMATISK LOKALPLANLÄGGNING Genomförande NULÄGESANALYS Kartläggning Intervjuer Produkters uppbyggnad Standardprodukt 1: Vigor 3-sits Standardprodukt 2: Compact 80L kundvagn FÖRENKLAD SYSTEMATISK LOKALPLANLÄGGNING Kartläggning av sambanden Fastställning av funktionskraven Skissering av funktionernas samband Alternativa huvudplaner Värdering av de olika alternativen Detaljutformning av den valda planlösningen Resultat LÖSNINGSFÖRSLAG Layoutförslag A. Enskilt rörlager Bedömning av layoutförslag A Layoutförlag B. Centralt tillgängligt lager Bedömning av layoutförslag B Layoutförslag C. Stort rörlager
6 Innehållsförteckning Bedömning av layoutförslag C Layoutförslag D. Kompakt maskinpark Bedömning av layoutförslag D Diskussion Förslag till fortsatt arbete Referenser Sökord Bilagor
7 Inledning 1 Inledning Examensarbetet är en avslutande del av ingenjörsutbildningen Maskinteknik; industriell ekonomi och produktion, på Tekniska högskolan i Jönköping. Omfattningen är 15 högskolepoäng på grundnivå och bygger på produktionsekonomi, logistik, material- och produktionsstyrning samt kvalitetsoch miljöledningssystem. 1.1 Bakgrund Skillingaryds stålrörsindustri AB grundades Företaget omsätter runt 23 miljoner kronor, har anställda och är belägrat i södra Skillingaryd. Företaget hanterar stålrör i olika former. Kapning, bockning, pressning, borrning, svetsning och montering är de moment som företaget genomför. Sedan ett par år tillbaka är företaget på stor frammarsch och har ökat sin omsättning betydligt, vilket ställer större krav på produktion och flöde. Skillingaryds stålrörsindustri AB vill, på grund av stor tillväxt, skapa en effektivare produktion och en bättre struktur. Stora investeringar har gjorts i nya lokaler, vilka företaget snart får till sitt förfogande. En planläggning måste göras för att flytten ska gå så smidigt som möjligt. Framöver ser företaget ett behov av fler inköp av maskiner vilket bör beaktas vid planläggningen. 1.2 Syfte och mål Examensarbetets syfte är att utifrån olika systematiska metoder belysa för- och nackdelar med avseende på olika produktionsupplägg. Målet är att ge förslag på layouter till företagets nya lokaler, med hänsyn till flöde, effektivitet och vidare expansion av företaget. 1.3 Avgränsningar På grund av tidsbegränsning så kommer enbart två standardprodukter följas genom flödet och följande kommer inte att utredas: Tjänster som läggs utanför företaget. Utredning av lagerstruktur, kvantitet, placering. Dock tas vissa delar av detta upp i den teoretiska bakgrunden då företaget kan behöva informationen för vidare utveckling och expansion. 5
8 Inledning 1.4 Disposition Inledningsvis presenteras teorin relaterat till examensarbetet. Därefter följer genomförande och metod som beskriver hur arbetet har genomförts och vilka metoder som använts. Sedan presenteras lösningsförslag och resultat. Slutligen följer en diskussion och förslag till fortsatt arbete. 6
9 Teoretisk bakgrund 2 Teoretisk bakgrund Kapitlet presenterar den teoretiska bakgrund som behövs för att förstå examensarbetets problem och lösningar. Avsnitt som hanteras är produktionssystem, spill och förluster, lagerhantering och Förenklad systematisk lokalplanläggning (FSLP). 2.1 Produktionssystem I en tillverkande industri använder man sig oftast av fem olika produktionslayouter, (Olhager, 2000): Fast position Funktionell verkstad Flödesgrupper Kontinuerlig tillverkning Lina Fast position När man tillverkar stora saker som flygplan, båtar och hus vilka är svåra att flytta, så används en fast position. Maskiner och personal får flyttas runt produkten. Tillverkning i denna layout sker oftast i låg volym och det är ofta en unik slutprodukt. När man tillverkar en del av dessa produkter så lägger man ut det på entreprenad, vilket gör att man inte binder pengar i maskiner eller arbetskraft. Vid tillverkning med fast position befinner sig oftast slutprodukten på den plats den ska användas (Olhager, 2000). Enligt Groover så tillämpas fast position då man tillverkar mellan enheter/år och det är en unik och avancerad produkt man tillverkar. Det krävs duktig arbetskraft då projekten ofta är stora. 7
10 Teoretisk bakgrund Funktionell verkstad Denna layout innebär att maskiner med samma funktion står samlade i grupp, t.ex. alla bockar för sig och alla pressar för sig, se figur 2.1. Produkten transporteras mellan de olika avdelningarna beroende på vilka operationer som måste göras. Det blir oftast ett avancerat flöde mellan maskinerna, men det blir en stor flexibilitet och lätt att göra många olika produkter samtidigt. I en funktionell verkstad är arbetarna ofta yrkesskickliga. Det är lätt att implementera nya produkter i systemet. Layouten används ofta av underleverantörer eller en specialinriktad verkstad med många produkter och olika partistorlekar. Denna layout lämpar sig bra när operationstiderna varierar mycket. Dock kan det bli många produkter i arbete och det innebär att företaget binder mycket kapital. Om investeringar sker så köps oftast flexibla maskiner eller maskiner som är gjorda för att göra en speciell sak. (Olhager, 2000) Groover anser att funktionell verkstad lika väl som fast position förknippas med en låg produktionskvantitet på enheter/år. Mycket pengar binds i produktion och transportering. Figur 2.1 Produktionssystem - funktionell verkstad (Olhager, 2000) 8
11 Teoretisk bakgrund Flödesgrupp En flödesgrupp är när man grupperar maskinerna i flödesriktningen så att man minimerar transporterna mellan maskinerna, se figur 2.2. Tillverkningsvolymen är stor och produkterna är få. Fördelen med detta är att man minskar genomloppstiden gentemot funktionell verkstad. Gruppen ses oftast som en planeringspunkt och detta gör att administratören bara behöver utfärda en order till hela gruppen i stället för en till varje maskin. Flödesgrupp kan ses som bra för arbetarna då de själva har hand om orden och kan disponera och rotera mellan maskinerna inom gruppen. Nackdelar med flödesgrupper är att det är svårare att implementera nya produkter. Antalet produkter och varianter måste vara få och volymerna relativt höga för att det ska vara lönsamt. En flaskhals i gruppen kan också skapa problem då alla artiklar går en väg (Olhager, 2000). Figur 2.2 Produktionssystem - Flödesgrupp (Olhager, 2000) I en medelproduktion så tillverkas enheter/år. Det beror på hur många produkter företaget har. Det finns två olika produktionstyper: Batch och flödesgrupp. Batch fungerar så att man tillverkar många likadana produkter för att slippa ställa om maskinerna. Produkterna läggs sedan på lager. En flödesgrupp tillverkar liknande produkter men med enklare inställningar på maskinerna. Det blir också flera olika grupper med maskiner (Groover, 2001) Lina Vid produktionssystemet lina står maskinerna i en lång rad, oftast med något band mellan dem, se figur 2.3. Det finns två typer av linor: styrande linor och flytande linor. Styrande lina har inte några mellanlager och är sammankopplade med band. En flytande lina har mellanlager och gör systemet mer hållbart och mindre känsligt. Det som är bra med lina är att det blir kort genomloppstid och det medför mindre produkter i arbete (PIA). Nackdelar med lina är att det lätt blir störningar. T.ex. så stannar hela linan om någon av stationerna på linan går sönder. Linan är bra när man har små förändringar i produkten och mycket hög tillverkningsvolym. (Olhager, 2000) 9
12 Teoretisk bakgrund Figur 2.3 Produktionssystem lina (Olhager, 2000) Kontinuerlig tillverkning I en kontinuerlig tillverkning mäts produktionen i t.ex. ton, liter, meter. Industrier som är sådana är metallindustrin, pappersbruk, bryggerier mm. Processen ses som en enhet med ett inflöde och ett utflöde. Produktionen har en stor volym och har oftast stora kundorder (Olhager 2000). 2.2 Spill och förluster Inom ett företag blir det alltid en viss del spill eller förlust då någonting tillverkas eller görs. Det kan handla om tid eller material. Spill är en förlust som inte kan fås tillbaka, men som kan minimeras Sju sorters spill På Toyota så är allt som inte tillför något värde till en produkt bortkastat och bör tas bort (Shingo, Shigeo 1989). Det anses vara spill. Det som kunden betalar för är den värdeskapande tiden. Kunden vill inte betala för spill: 1. genom överproduktion. Att det tillverkas mer än vad som behövs. 2. genom väntan. Icke värdeskapande tid. 3. genom transport. Onödiga transporter. 4. i själva bearbetningsprocessen. T.ex. produkter som måste omarbetas. 5. genom lagring. Att lagra mer än vad som behövs. 6. genom onödiga rörelser. Rörelser som är onödiga för medarbetarna i arbetet. 7. genom kassation. Produkter som är trasiga eller som går sönder i produktionen. Detta betyder inte att medarbetaren ska arbeta mycket hårdare och inte ta några pauser, utan att företaget ska försöka eliminera moment som gör att medarbetaren tvingas använda icke värdeskapande tid. Transporter kan man minska genom att skapa en bättre layout och rationalisera kvarvarande transporter. 10
13 Teoretisk bakgrund Ifrågasätta processernas lämplighet genom värdeanalys eller annan form av teknik. Förbättra genom att t.ex. öka sliphastighet. Inspektera och uppnå så få fel som möjligt. Ta hand om produkterna mellan stationer och minska mellanlagring. Uppnå så korta genomloppstider som möjligt för att kunna styra tillverkningen. Reducera ställtider och seriestorlekar. Utnyttja spilltid till att betjäna flera maskiner eller operationer Nagara-konceptet Enligt Shigeo Shingo så finns det små knep för att öka effektiviteten. Ett knep är ett koncept som kallas Nagara, vilket har sitt ursprung i Japan och betyder att kombinera sysslor. Nagara innebär att man utnyttjar väntetid eller dödtid till en kombination av sysslor. Det innebär också att gränser inte behöver vara särskilt tydliga. Ett exempel kan vara att under tiden en robot utför en åtgärd, som kanske tar någon minut, så kan operatören slipa eller göra någon annan förberedande syssla under tiden. Gränser mellan maskinparker och områden kan vara värda att bryta. Detta ökar produktiviteten och kan skapa enstycksflöden S 5S är en metod för att det ska bli ordning och reda på arbetsplatsen. Det är ett sätt att få operatörerna att underlätta arbetet för sig själva och för sina medarbetare genom att ta mer ansvar. Metoden bygger på fem saker som förbättrar arbetsplatsen genom att: Sortera Systematisera Städa Standardisera Skapa vana 11
14 Teoretisk bakgrund Rutiner skapas för verktyg och städning så att det som behövs lätt kan hittas och man slipper lägga tid på att leta. Detta leder till att produktionen störs så lite som möjligt. Denna metod ska bli till en daglig vana. Det är viktigt att dessa punkter tas på allvar om 5S ska till att fungera. Disciplin och ihärdigt arbete är ett måste, annars rinner det ut i sanden (Lundberg, 2000). 1. Sortera vilka saker som behövs och inte behövs. Det kan vara onödiga verktyg, för mycket material, skräp, trasiga verktyg, verktyg som inte används. Detta leder till mindre slöseri av yta runt arbetsplatsen och onödiga pallar (Nord, 1997). 2. Systematisera saker som behövs i produktionen så att de finns lättillgängliga. Allt ska ha sin plats och vara markerat så man vet var saken ska förvaras. Det ska gå snabbt att hitta verktygen så att man inte behöver leta eller sträcka sig efter dem. (Nord, 1997) 3. Städa innebär att man ska städa sin arbetsplats, maskiner, golv och verktyg. Att ha en ren arbetsplasts hänger ihop med en hög kvalitet på produkterna. Städning bör göras varje dag och sedan en större veckostädning. (Nord, 1997) 4. Standardisera är att man ska se till att 5S följs och blir en rutin. Har alla medarbetare för vana och känner sig motiverade till att följa detta så blir också ordningen bättre. (Nord, 1997) 5. Skapa vana för de fyra första stegen. Vara disciplinerad och hålla på att allting ska göras för att det ska bli en vanesak. (Nord, 1997) 12
15 Teoretisk bakgrund 2.3 Lagerhantering För att tillverkningen ska få en hög funktionssäkerhet och för att kunder ska ha tillgång till produkter vid behov så bygger man lager. Beroende på hur lagret sköts kan det vara effektivt och mindre effektivt Aktiviteter i ett lager För att sköta ett lager krävs flera operationer (J.R Tony Arnold, Stephen N. Chapman 2001). Hur effektivt lagret blir beror på hur väl dessa operationer genomförs. Dessa aktiviteter kan vara: 1. Ta emot godset. Företaget tar emot gods, som transporterats av en utomstående transportör eller en förbunden fabrik och tar över ansvaret för godset. Detta innebär att företaget måste: a) Kontrollera godset mot ordern och konossementet. b) Kontrollera volymen. c) Kontrollera om godset är skadat och fylla i skaderapport om nödvändigt. d) Inspektera godset om nödvändigt. 2. Identifiera godset. Varor identifieras med lämpligt artikelnummer och kvantiteten registreras. 3. Sänd godset för lagring. Godset sorteras och ställs undan på lager. 4. Bevara godset. Godset hålls i lager och skyddas tills det ska användas. 5. Plocka godset. Enheter som behövs från lagret plockas och förs till en bestämd plats. 6. Ordna varupartiet för sändning. Gods som utgör en fullständig produkt förs tillsammans och kontrolleras för fel eller försummelse. Orderdokumentation uppdateras. 7. Sänd varupartiet. Ordern packas, försändelsedokument förbereds och ordern lastas i rätt fordon. 8. Bedriva ett informationssystem. Ett protokoll måste föras för varje produkt som visar kvantitet för tillfället, mottagen kvantitet, utlåten kvantitet och belägenhet i lagret. Systemet kan vara väldigt enkelt, beroende på lite skriven information och det mänskliga minnet, eller ett väldigt sofistikerat datorbaserat system. 13
16 Teoretisk bakgrund Produktivitet På olika sätt kan alla dessa aktiviteter finnas i vilket lager som helst. Komplexiteten beror på antalet olika artiklar som hanteras, kvantiteten av artiklarna och hur många order som tas emot. För att maximera produktiviteten och minimera kostnaden så måste företaget arbeta med följande: 1. Maximera ytanvändandet. Vanligtvis ligger den största kostnaden i ytor. Inte bara golvyta utan kubikyta då det mesta lagras på golvet och ytan över. 2. Effektiv användning av arbetskraft och utrustning. Utrustning som hanterar material står för den näst största driftkostnaden och arbetskraft för den största driftkostnaden. Det är sambandet mellan dessa som börs se över om användandet av materialhanteringsutrustning ska reduceras. Lagerledningen behöver: Använda den bästa mixen av arbetskraft och utrustning för att maximera den generella produktiviteten för operationen. Ge åtgång till alla artikelnummer. Artiklarna ska vara enkla att identifiera och hitta. Detta kräver bra lagerplatser och layout. Flytta gods effektivt. Den största aktiviteten i ett lager består av att flytta material: förflyttningen av gods in och ut från lagerplatser. 14
17 Teoretisk bakgrund 2.4 Förenklad systematisk lokalplanläggning (FSLP) Förenklad systematisk lokalplanläggning är en metod som kan följas när man vill planlägga en yta eller utrymmen inom ett företag. Metoden består av 6 steg, vilka leder till en slutlig planlösning (R. Muther; J.D. Wheeler, 1962) Steg 1: Kartlägg sambanden Första steget går ut på att ytor och aktiviteter sammanbinds efter den närhet eller kontakt som önskas eller krävs. Den önskvärda närheten bestäms mellan varje funktion i förhållande till en annan och förs in i ett sambandsschema, se bilaga 1. De alfabetiska vokalerna A, E, I, O och U används för att visa graden av närhet. Ett X symboliserar att närhet inte är önskvärt. Vokalerna står för: A Absolut nödvändig E Extra inflytelserik I Inflytelserik O Ordinär närhet U Utan betydelse I sambandsschemat beskrivs också orsaken till varför närheten är önskvärd, eller inte önskvärd, genom att ge sambanden en kodsiffra. Siffran visar om sambandet är önskvärt på grund av t.ex. stort materialflöde (R. Muther; J.D. Wheeler, 1962) Steg 2: Fastställ funktionskraven I detta steg fastställs behovet av yta, byggnadsteknisk utformning och serviceutrustning samt andra saker som kan påverka ytans form. Detta för att i ett senare skede kunna ta hänsyn till det vid utformandet av en layout. En blankett som heter Utrymmeskrav och servicebehov används för att lätt kunna följa de olika funktionerna (R. Muther; J.D. Wheeler, 1962), se bilaga Steg 3: Skissera funktionernas samband Tredje steget innebär att de olika funktionerna kopplas samman visuellt. Resultatet formar ett mönster som är grundläggande för layouten. Funktionerna representeras av en cirkel med ett nummer för respektive funktion. Olika tjocka linjer dras mellan funktionerna som representerar de olika närhetskraven mellan funktionerna. Därefter justeras arrangemanget så att ett tydligare mönster utges (R. Muther; J.D. Wheeler, 1962). 15
18 Teoretisk bakgrund Steg 4: Rita alternativa huvudplaner Utrymmen för funktionerna grupperas i detta steg geografiskt. Hänsyn tas till hur stor yta varje funktion behöver. Sedan väljs en skala att arbeta i så att en layout kan ritas upp eller göras med hjälp av t.ex. urklippta pappersbitar som symboliserar ytor. Ytorna justeras sedan med tanke på modifierande faktorer och alternativen utförs med utgångspunkt från: materialflöde, lokalernas flexibilitet, kostnader för byggnad och utrustning, service och underhåll, arbetsledning och miljö (R. Muther; J.D. Wheeler, 1962) Steg 5: Värdera de olika alternativen Alla faktorer tas här i övervägande för valet av bästa alternativ, se bilaga 3. Varje alternativ lösning värderas också i detta fall med vokaler eller X. Varje bokstav motsvarar en siffra och slutligen räknas alla siffror ihop för att få en summa för respektive alternativ. Det bästa alternativet blir det alternativ med högst summa. Detta steg förhindrar att man missar någon viktig faktor. Genom att vara objektiv och opartisk kan det bästa beslutet nås (R. Muther; J.D. Wheeler, 1962) Steg 6: Detaljutforma den valda planlösningen Slutsteget på planläggningen innefattar att rita den valda layouten och markera maskiner och utrustning. Detta blir underlaget för genomförandet. Alternativet ritas upp i lämplig skala och alla funktioner namnges. Små justeringar görs om så är nödvändigt (R. Muther; J.D. Wheeler, 1962). 16


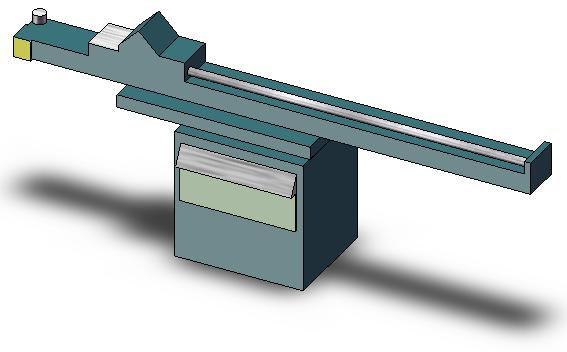
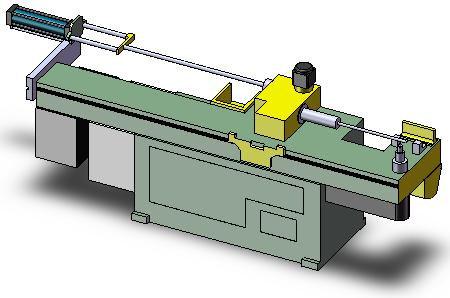
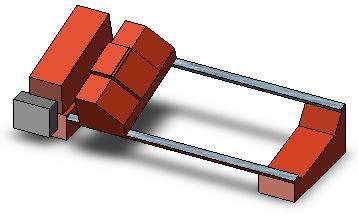
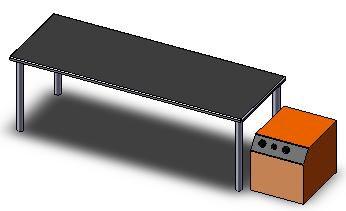
19 Metod 3 Metod Kapitlet beskriver de metoder som har använts för att utföra examensarbetet. 3.1 Nulägesanalys För att kunna skapa nya layouter och få en bild av vad som behövde förändras och göras bättre så krävdes en undersökning av dagsläget. En nulägesanalys som visar styrkor och svagheter. Nulägesanalysen baseras på kartläggning av lokalerna, information från företagets datasystem, ostrukturerade intervjuer med handledare och personal. Kartläggningens grund bestod till störst del av att mäta hur mycket yta maskinerna behöver och hur stora lokalerna är, räkna antal pallplatser och rörlagerplatser, men också att dokumentera genom att ta bilder. Datamaterial samlades in från företagets hanteringssystem, Monitor, som beskrev vilka artiklar som ingick i en fullständig produkt och hur artiklarna bearbetades i produktionen. Med hjälp av Monitor studerades flödet på två standardprodukter, som i detta fall blev en kundvagn, Compact 80L, och en soffa, Vigor 3-sits, se figur 3.1. Figur 3.1 Vigor 3-sitssoffa t.v. och kundvagn Compact 80L t.h. ( Förenklad systematisk lokalplanläggning För att komma fram till den bäst lämpade layouten för företaget tillämpades metoden Förenklad systematisk lokalplanläggning. Det är en relativt enkel metod för projekt som håller sig under 20 funktioner funktioner är lämpligast då det kan bli ohanterligt med för mycket information och tecken. Metoden innefattar sex steg som följs åt för att få fram ett lämpligt layoutförslag. Maskiner och lokaler visualiserades skalenligt i Solid Works (maskiner, se bilaga 4; Lokaler, se bilaga 13, 14). Resultatet av arbetet redovisas med fördelar och nackdelar och tankar bakom upplägget på layouterna. Slutligen ges ett förslag på den layout som företaget bör arbeta med och förslag som påverkar företaget i sin helhet. 17

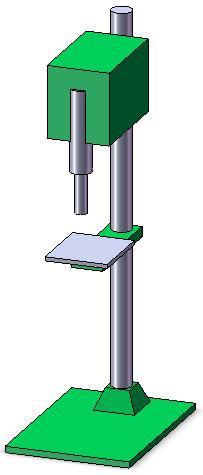
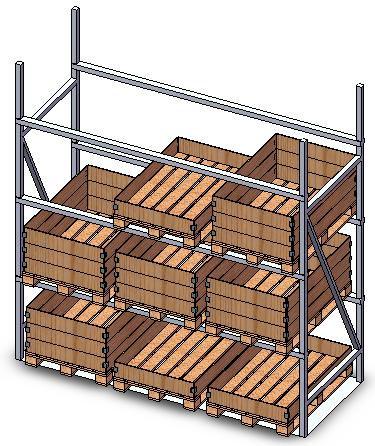
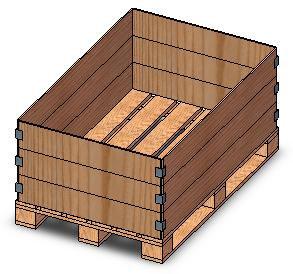
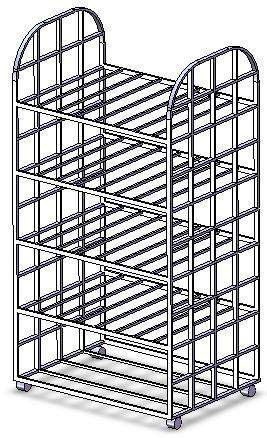
20 Genomförande 4 Genomförande I kapitlet beskrivs en nulägesanalys och metoden Förenklad systematisk lokalplanläggning genomförs. 4.1 Nulägesanalys För att kunna föreslå en lämplig layout genomfördes en nulägesanalys. Denna analys är av stor vikt då hela flödet i produktionen påverkas av informationen som tas fram Kartläggning Samtliga maskiner fotograferades och kartlades. Maskinerna måttsattes samtidigt då tanken var att vid ett senare tillfälle använda måtten och bilderna till att visualisera maskiner och lokaler skalenligt med hjälp av en dator. Pallställage, rörställage, se figur 4.1, och olika sorters pallar räknades för hand för att få en riktig bedömning av antalet. Resultatet blev följande: Pallställage Rörställage Europapall Halvpall 35 st. 3 st. (Utöver rören i dessa ställage finns ca 80m² rör) 1000 st. (Varav ca 130 stycken var oanvända) 300 st. (Varav ca 20 stycken var oanvända) Många pallar stod inte i ställage utan var placerade runt maskiner och montering. Det var också många pallar som egentligen inte behövdes och kunde sorteras med någon annan pall. Ett bortfall på 10 % av pallarna var ingen omöjlighet att räkna bort vid flytt till nya lokaler. Figur 4.1 Rörställage 18
21 Genomförande Intervjuer De som arbetar på företaget är också de som har den största kunskapen om hur maskiner och produkter fungerar. Många situationer inträffar bara ibland och en medarbetare har ofta jobbat så pass länge för att ha varit med om det mesta. Att intervjua några av arbetarna har därför varit en stor informationskälla. Intervjuerna har varit ostrukturerade och personalen själva har fått leda intervjun till vad de anser har varit viktigt just för dem. Viktigt för personal är bland annat: Bra ventilation vid svetsning. Bra belysning. Speciellt vid svetsning. Plats för sopkärl Produkters uppbyggnad För att få en bild av vilka moment som ingår i processen och för att få reda på hur komplext produkterna är uppbyggda följdes två standardprodukter genom produktionen. Då företaget har en stor mängd olika produkter och varianter ger detta tillräckligt bra information för bedömningen av produktionslayout. Från beställning till leverans är det i dagsläget ca 9 veckor för dessa två standardprodukter Standardprodukt 1: Vigor 3-sits Vigor 3-sits är en stomme till en soffa som tillverkas av stålrör. Den består av nio artiklar som produceras inom företaget och åtta artiklar som köps in. Delar av artiklarna svetsas och samtliga monteras i slutändan. De moment och artiklar som ingår kan följas i figur 4.2. Figur 4.2 Strukturschema för Vigor 3-sits 19
22 Genomförande Strukturen, som visas i figur 4.2, tydliggör hur komplex tillverkningen är. Innan artiklarna svetsas samman är det nio artiklar som i sin helhet innebär 17 olika moment. Detta innebär att många produkter är i arbete samtidigt och bundet kapital är stort Standardprodukt 2: Compact 80L kundvagn Compact 80L kundvagn är en komplett monterad kundvagn. Kundvagnen består av två artiklar som tillverkas och 18 artiklar som köps in. Hopsättningen sker i fyra steg med efterföljande slutmontering. De moment som ingår kan följas i figur 4.3. Figur 4.3 Strukturschema för Kundvagn Compact 80L 4.2 Förenklad systematisk lokalplanläggning För att arbeta fram layoutförslag användes metoden Förenklad systematisk lokalplanläggning. Detta sker i sex steg Kartläggning av sambanden Skillingaryds stålrörsindustri AB har delats in i åtta aktiviteter. De innefattar följande: 1. Kapning - Denna funktion består av tre stycken maskiner som kapar stålrör. Varav en maskin är en automatkap som oftast kapar de längsta rören. 2. Pressning - Pressning omfattar åtta excenterpressar som stansar och plattar mm. 3. Bockning - Den här funktionen består av fyra bockningsmaskiner, varav två är CNC-styrda. 4. Borrning - Avser en fyrspindlig- och en enspindlig borr. 20
23 Genomförande 5. Slipning - Innefattar slipning av material som svetsats och har vassa kanter. 6. Lackning - Lackning är en utomstående tjänst men en yta krävs för gods som ska lackas och gods som har lackats. 7. Svetsning - Omfattar i dagsläget tre robotar och fem manuellsvetsare. 8. Montering - Här monteras slutprodukter som antingen är klara för försäljning eller ska vidare till lackning. Resultatet av sambandsschemat visas i bilaga Fastställning av funktionskraven Då stålrören oftast är över sex meter långa innan de kapas krävs mycket utrymme för kapningen. Det som dock tar mest utrymme och är den största funktionen är svetsningen som tar upp ca 200 m². Samtidigt som kartläggningen gjordes undersöktes också vilka behov maskinerna hade. Informationen behandlas på blanketten utrymmeskrav och servicebehov, se bilaga 6. Som i steg ett bedöms olika kategorier med vokaler beroende på vikten av behoven Skissering av funktionernas samband Genom att använda resultaten från steg 1 och steg 2 så har ett sambandsschema gjorts. Många funktioner har starka kopplingar och resultatet blev ett komplext nätverk som sedan bearbetades för att få fram en struktur, se bilaga Alternativa huvudplaner När sambandsschemat var klart klipptes figurer som symboliserar maskiner och ställage ut ur kartong och placerades på en utritad lokallayout av papper. Skala 1:100 användes på grund av att det var väldigt smidigt att räkna på och då det var mer hanterbart i storlek. Genom detta förfarande kunde olika layouter enkelt arbetas fram och testas. Efter justeringar och eftertanke skissades layouten av och sparades för vidare arbete Värdering av de olika alternativen Det femte steget i metoden innebär att layoutförslagen som skapats betygsätts och utvärderas. Värderingsfaktorer som var viktiga för företaget användes och värdet på faktorerna bestämdes av företaget. I slutändan summerades alla poäng och resultatet kan följas på bilaga 8. 21
24 Genomförande Detaljutformning av den valda planlösningen I slutsteget av Förenklad systematisk lokalplanläggning visualiserades maskiner och lokaler i CAD-programmet Solid Works. Detta gör att det blir enklare att få en bra överblick och känna igen sig i de maskiner som används. Det underlättar också för företaget om ändringar eller justeringar vill göras i efterhand. Förflyttningar görs relativt enkelt och om företaget beslutar att köpa in en ny maskin kan den också enkelt tas med. 22
25 Resultat 5 Resultat Kapitlet presenterar de layoutförslag som arbetats fram samt ett förslag som gjorts av företagets konsult. Dessa förslag har utvärderats och slutligen bedömts. 5.1 Lösningsförslag Genom att analysera strukturen av standardprodukterna som visas i figur 5.1 och 5.2 så får man en komplex bild av de moment de är uppbyggda av. Det är många delmoment i en färdig produkt. Med avseende på detta och med tanke på hur många produktvariationer som finns samt den relativt låga produktionsvolymen så lämpar sig funktionell verkstad bäst. Därför har alla förslag utformats i den stilen med maskiner inom samma område på samma plats. Samtliga förslag har restriktioner gällande den, i figurerna , vänstra lokalen. Till och med januari 2009 får endast 25 meter av den vänstra delen av rummet användas. Dock ska inte detta innebära några stora förändringar av strukturen, då företaget får tillhandahålla dessa delar, i de layoutförslag som har arbetats fram Layoutförslag A. Enskilt rörlager. Denna layout arbetades fram av en konsult som bl.a. hjälpte till med att organisera flytten till de nya lokalerna, se figur 5.1 eller bilaga 9. Layouten tas med för att bli utvärderad mot layoutförslagen B, C och D. Den vänstra lokalen är tänkt att vara lager för rör. Tre rörställage och yta att lägga rör på. Den mittersta lokalen har på ena delen en yta för kapning och den andra en yta för robotsvetsning. Lokalen till höger är till för maskinparker med mycket utrymme att arbeta på, pallställage som går längs sidorna och längst ner en yta för montering och ytor för inkommande och utgående gods. Fördelarna med detta förslag är att det finns mycket yta att arbeta på. Maskinerna är lättöverskådliga och framkomligheten är god. De manuella svetsarna ligger också nära ventilationssystemet, vilket skapar en bra ventilation och mindre arbete för att installera ventilation. Det finns också gott om plats för att lagra rör. Nackdelarna med detta förslag är att det blir många transporter. Produkter kommer att behöva gå fram och tillbaka i vissa skeden. Då rör lagras i den vänstra lokalen kan transportering av rör till kaparna bli besvärligt på grund av deras längd. Det är också för lite antal pallställage. Denna layout innehåller 24 pallställage och tidigare var behovet runt 35 stycken ställage. 23

26 Resultat Figur 5.1 Layoutförslag A - Enskilt rörlager Bedömning av layoutförslag A Enligt värderingsschemat, se bilaga 8, blev summan 103 poäng för layoutförslag A. Förslagets högst bedömda värderingsfaktor är ventilationen. Värderingsfaktorn fick högsta betyg på grund av närheten mellan ventilationsaggregatet och svetsarna. På grund av placeringen av maskiner och lager så bedöms närhet och lager med låga poäng. 24
27 Resultat Layoutförlag B. Centralt tillgängligt lager Förslag B har produktflödet som grund. Flödet börjar vid den stora blå automatkapen, se figur 5.2 eller bilaga 10, och rör sig sedan vidare genom rummet in till svetsarna för att till sist hamna som utgående gods i mellersta lokalen eller i monteringen i den vänstra lokalen. Lagret är placerat i mitten och parallellt med väggen för att göra det så lättåtkomligt som möjligt från alla håll. Tanken med detta förslag, och även för de andra, är att använda alla portar. Porten i den högra lokalen finns längst ner till vänster och bör användas till mottagning av varor som ska till pallställage eller rörlager. Porten i mittersta lokalen bör användas till utgående gods som ska till lackering efter svetsning. Slutligen porten längst ner i den vänstra lokalen bör användas till mottagning av lackerat gods, som ska monteras, och färdigmonterat gods som ska transporteras till kund. Fördelar med detta förslag är att produktionen får ett bra flöde genom lokalerna. Produkter behöver inte transporteras särskilt långt för att nå nästa station. Layouten har ett lättillgängligt lager som nås från ovansidan och undersidan. Det finns också stor yta för montering. Denna layout ger 27 stycken pallställage med yta för fler. Nackdelar med denna layout är att det inte finns så stora ytor för utgående gods. Handlar det om stora order kan det blir trångt vid portarna. Layouten har också lite för få pallplatser för att tillgodose behovet. Figur 5.2 Layoutförslag B - Centralt tillgängligt lager 25

28 Resultat Bedömning av layoutförslag B Enligt värderingsschemat, se bilaga 8, blev summan 100 poäng för layoutförslag B. Detta förslag utmärker sig inte på något positivt sätt. Detta förslag har fått minst antal poäng. Förslaget faller på avsaknaden av fria ytor och avsaknad av lager Layoutförslag C. Stort rörlager Tredje förslaget är baserat på det andra förslaget men lagret har roterats 90, se figur 5.3 eller bilaga 11. Pressarna, borrarna och de två manuellkaparna har här placerats mer centralt. Denna layout ger mer yta för maskinerna samtidigt som det finns en stor yta för mottagning av gods vid porten i den högra lokalen. Fördelar med denna layout är att det är gott om utrymme för samtliga maskiner och mycket utrymme för stålrör. Automatkapen avskärmas av lagret vilket minskar bullret för övriga delar av lokalen. Flödet går bra genom lokalerna. Nackdelar är att pallställagen i den högra lokalen ligger lite avsides. Layouten har möjligen för få pallställage då det ryms 30 stycken. Figur 5.3 Layoutförslag C - Stort rörlager 26

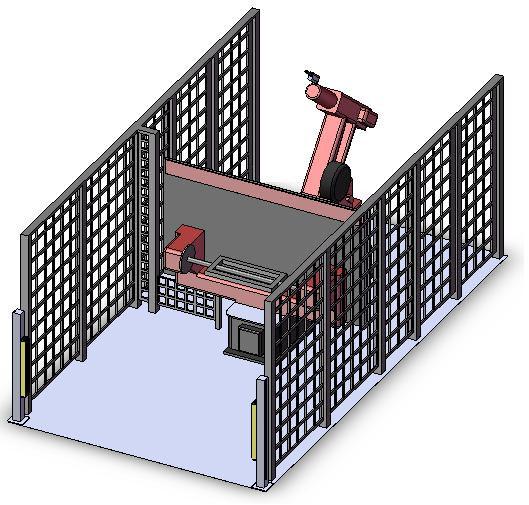
29 Resultat Bedömning av layoutförslag C Enligt värderingsschemat, se bilaga 8, blev summan 117 poäng för layoutförslag C. Förslaget håller en hög jämn nivå. Värderingsfaktorerna är värderade som effektiva lösningar förutom expansionsmöjligheterna då det inte finns mycket ytor att förändra Layoutförslag D. Kompakt maskinpark I det sista förslaget centreras maskiner i mitten och lager placeras mot väggarna, se figur 5.4 eller bilaga 12. Detta skapar närhet och större utrymmen för lager och arbetsyta vid maskiner. Robotsvetsar och manuella svetsplatser behålls på samma position då tanken är att den extra ventilationen enbart ska behöva installeras i en av lokalerna och för att det finns möjligheter att få plats med fler svetsar. Också monteringen är lagd på samma plats som förslag 2 och 3 då flödet går naturligt dit. Fördelarna med denna layout är att det finns gott om lager, med 39 pallställage, och gott om plats för rör. Samtidigt har maskinerna tillräckligt med utrymme och flödet går smidigt genom lokalerna. Nackdelarna med denna layout är de små ytor som finns för färdiga varor. Det kan också bli mycket buller då maskinerna står nära varandra. Figur 5.4 Layoutförslag D - Kompakt maskinpark 27
30 Resultat Bedömning av layoutförslag D Enligt värderingsschemat, se bilaga 8, blev summan 121 poäng för layoutförslag D. Detta förslag fick högst poäng av samtliga. Förslagets starka sida är att det finns gott om lagerplats. Det förslaget möjligen brister på är faktorerna städning och expansionsmöjligheter. 28
31 Diskussion 6 Diskussion Examensarbetets syfte var att utifrån olika systematiska metoder belysa för- och nackdelar med avseende på olika produktionsupplägg. Målet var att ge förslag på layouter till företagets nya lokaler, med hänsyn till flöde, effektivitet och vidare expansion. Den systematiska lokalplanläggningen resulterade i tre lösningsförslag: Layoutförslag B, där maskinerna följer flödet och lagret är centralt placerat och parallellt med väggen för att göra det lättåtkomligt. Layoutförslag C erbjuder stor plats för rörlager och maskiner och erbjuder möjligheter för expansion. Layoutförslag D ger en kompaktare maskinpark och betydligt mer lager och fria ytor. Förslag A var inget resultat utav examensarbetet utan tas med för att jämföras med de andra förslagen. Val av vilket förslag som ska användas är upp till företaget att besluta, dock så presenterar vi det förslag som enligt vår mening och genom användning av FSLP visat sig vara bäst och mest lämpligt. Då företaget med deras komplext uppbyggda produkter och många variationer har mycket produkter i arbete anser vi att förslag D är det mest lämpade. Detta förslag fick också högst poäng i utvärderingen som gjordes, se bilaga 8. Förslag D erbjuder ett stort lager för pallar och rör, vilket vi har erfarit vara ett problem då företaget inte haft tillräckligt med plats för artiklar. Genom att ha huvuddelen av lagret på samma ställe är det också lättare att hålla ordning på artiklarna som lagras. Förslaget ger också en samlad maskinpark vilket skapar närhet mellan maskinerna och ett bättre flöde. Samtliga svetsar är placerade i mellersta lokalen för att isolera dem från övrig produktion. Svetsarna ger ifrån sig svetsrök som kan vara hälsofarligt att andas in. Det är också en fördel att ha dessa i samma rum då all extra ventilation samlas på samma ställe samt att det finns plats för fler svetsrobotar om investeringar sker i framtiden. Monteringen placerades i den vänstra lokalen då flödet naturligt går dit. Monteringen blir också avskärmad från övrig produktion vilket skapar en bättre arbetsmiljö för monterare. Sammanfattningsvis rekommenderar vi att layoutförslagen ses över och att ständiga förbättringar görs för att öka produktionen och effektiviteten. 29

32 Förslag till fortsatt arbete 7 Förslag till fortsatt arbete På grund av restriktioner och tidsbrist så undersöktes inte lager och lagerhantering. Företaget har idag väldigt mycket ytor för lager i diverse former som ibland skapar problem. Problemen uppstår därför att artiklar inte har någon given plats och det finns inga regler för hur lagret, se figur 7.1, ska skötas. Stora lagermängder binder också mycket kapital. Kapital som skulle kunna användas för bättre ändamål. Företaget har kundorderstyrd produktion. I och med detta så borde företaget kunna minska lagret. Ett förslag till fortsatt arbete är att analysera lagrets struktur och innehåll för att undersöka vilka förbättringar som kan göras. Figur 7.1 Bild på en del av företagets lager. Skillingaryds stålrörsindustri AB rekommenderas också att implementera 5S. I dagsläget läggs mycket tid på att leta efter verktyg och artiklar för produktionen. Dessutom sker det ibland produktion av artiklar som redan finns behandlade i lager. Implementering av 5S skapar ordning, reda och ökar effektiviteten. Material får en given plats och verktyg sorteras. Speciellt viktigt för företaget är att ha en ordentligt uppmärkning av lagerplatser så att personal hittar rätt direkt. 30
33 Referenser 8 Referenser Andreas Lundberg; VD Skillingaryds stålrörsindustri AB Groover, Mikell. P (2001) Automation, production systems, and computer-integrated manufacturing. 2 uppl. ISBN, J.R. Tony Arnold; Stephen N. Chapman (2001) Introduction to materials management, fourth edition. ISBN, Ljungberg, Örjan (2000) TPM Vägen till ständiga förbättringar Studentlitteratur, Lund, ISBN Muther, Richard; Wheeler, John, D (1962) Svensk övers. och bearb.:haganäs Knut, Svensson, Göran, D. Förenklad systematisk planläggning Sveriges rationaliseringsförening, ISBN: Nord, C; Petterson, B; Johansson, B (1997) TPM Futurum grafiska AB, Västra frölunda, ISBN Olhager, Jan (2000) Produktionsekonomi. Studentlitteratur, Lund, ISBN Shingo, Shigeo (1989) Den nya Japanska produktionsfilosofin. MGruppen, ISBN Skillingaryds stålrörsindustri AB: Information om företaget (mars 2008) 31
34 Sökord 9 Sökord 5 5S C Compact 80L... 17, 20 F Fast position... 7 Flödesgrupp... 9 funktionell verkstad... 7, 8, 9, 23 Förenklad systematisk lokalplanläggning K kontinuerlig tillverkning... 7, 10 L Lagerhantering...13 lina...7, 9, 10 N Nagara...11 S sambandsschema...15 spill...10 V,W Vigor 3-sits...17, 19 32
35 Bilagor 10 Bilagor Bilaga 1 Sambandsschema Bilaga 2 Blankett angående utrymmeskrav och servicebehov Bilaga 3 Värderingsschema Bilaga 4 Maskiner, ställage och pallar skapade i Solid Works Bilaga 5 Ifyllt sambandsschema Bilaga 6 Ifylld blankett utrymmeskrav och servicebehov Bilaga 7 Sambandsdiagram Bilaga 8 Värderingsschema Bilaga 9 Layoutförslag 1 Bilaga 10 Layoutförslag 2 Bilaga 11 Layoutförslag 3 Bilaga 12 Layoutförslag 4 Bilaga 13 Nutidslayout Bilaga 14 Nya lokalen 33







36 Bilagor Bilaga 1, Sambandsschema 34








37 Bilagor Bilaga 2, Blankett angående utrymmeskrav och servicebehov. 35









38 Bilagor Bilaga 3, Värderingsschema. 36






39 Bilagor Bilaga 4, Maskiner, ställage och pallar skapade i Solid Works 37








40 Bilagor Bilaga 5, Ifyllt sambandsschema 38








41 Bilagor Bilaga 6, Ifylld blankett - utrymmeskrav och servicebehov 39
42 Bilagor Bilaga 7, Sambandsdiagram 40

43 Bilagor Bilaga 8, Värderingsschema 41
44 Bilagor Bilaga 9, Layoutförslag A 42

45 Bilagor Bilaga 10, Layoutförslag B 43
46 Bilagor Bilaga 11, Layoutförslag C 44

47 Bilagor Bilaga 12, Layoutförslag D 45

48 Bilagor Bilaga 13, Nutidslayout 46


49 Bilagor Bilaga 14, Nya lokalen 47
tentaplugg.nu av studenter för studenter
 tentaplugg.nu av studenter för studenter Kurskod Kursnamn T0011T Produktionsledning Datum LP1 14-15 Material Inlämningsuppgift Kursexaminator Betygsgränser Tentamenspoäng Godkänd Övrig kommentar En godkänd
tentaplugg.nu av studenter för studenter Kurskod Kursnamn T0011T Produktionsledning Datum LP1 14-15 Material Inlämningsuppgift Kursexaminator Betygsgränser Tentamenspoäng Godkänd Övrig kommentar En godkänd
Handbok Produktionssystem NPS
 Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman / DIEM TU-A1200 Grundkurs i produktionsekonomi 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10
Logistik styrning av material- och informationsflöden Mikael Öhman / DIEM TU-A1200 Grundkurs i produktionsekonomi 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10
Hitta förbättringspotentialen. utan direkta investeringar
 utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman DIEM Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag 19.10
Logistik styrning av material- och informationsflöden Mikael Öhman DIEM Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag 19.10
Nästa steg. LEAN Production 1 dag. Norrköping Nov 2014. 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg. Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? LEAN Production 1 dag. Norrköping Nov 2015
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Lean Production i verkligheten
 Lean Production i verkligheten Intro Vem är jag? Niklas Gudmundsson Civilingenjör Elektroteknik och Industriell ekonomi från Lunds Tekniska Högskola Har jobbat i snart 10 år med Lean inom fordonsindustrin
Lean Production i verkligheten Intro Vem är jag? Niklas Gudmundsson Civilingenjör Elektroteknik och Industriell ekonomi från Lunds Tekniska Högskola Har jobbat i snart 10 år med Lean inom fordonsindustrin
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Titel på examensarbetet. Dittnamn Efternamn. Examensarbete 2013 Programmet
 Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
DIN LÖNSAMHET ÄR VÅR DYGD
 DIN LÖNSAMHET ÄR VÅR DYGD Trots vår ödmjukhet kan vi stolt konstatera att vi ställer en av Skandinaviens modernaste och mest automatiserade produktionsanläggningar i branschen till ditt förfogande. För
DIN LÖNSAMHET ÄR VÅR DYGD Trots vår ödmjukhet kan vi stolt konstatera att vi ställer en av Skandinaviens modernaste och mest automatiserade produktionsanläggningar i branschen till ditt förfogande. För
NOLATO MEDITECH. Vi skapar en verksamhet i världsklass
 NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
Denna bok tillhör: Namn:
 Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
5S i korthet. Detta är en kort sammanfattning av vad innehållet i 5S är, vilka effekter det kan ge och hur man kan starta.
 5S i korthet Endast detaljer som används! En plats för varje detalj! Varje detalj på sin specifika plats! Allt är rent! Allt är klart för användning! Bild 1 2004-11-23 Bild 1 2005-02-02 Detta är en kort
5S i korthet Endast detaljer som används! En plats för varje detalj! Varje detalj på sin specifika plats! Allt är rent! Allt är klart för användning! Bild 1 2004-11-23 Bild 1 2005-02-02 Detta är en kort
Tranås Rostfria AB. Det lilla bolagets flexibilitet i stort format
 Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
Layoutförslag av ett företags produktionsyta
 Layoutförslag av ett företags produktionsyta Nimisha Vekariya Erik Karlsson EXAMENSARBETE 2009 MASKINTEKNIK Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping
Layoutförslag av ett företags produktionsyta Nimisha Vekariya Erik Karlsson EXAMENSARBETE 2009 MASKINTEKNIK Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan 5 036-10 10 00 (vx) 551 11 Jönköping
Vår process. Konstruktion Produktion Logistik Installation. Design. Exponera, förvara, producera
 Producera Din värld är vår inspiration Vår passion är inredningar och förvaringslösningar för professionell miljö. Hyllsystem, däckställ, butiksdisplayer, shop-in-shop-lösningar för att nämna några. Hos
Producera Din värld är vår inspiration Vår passion är inredningar och förvaringslösningar för professionell miljö. Hyllsystem, däckställ, butiksdisplayer, shop-in-shop-lösningar för att nämna några. Hos
LEAN I KOMMUNAL VERKSAMHET MÖJLIGHETER ATT OPTIMERA VERKSAMHETEN MED HJÄLP AV LEAN
 LEAN I KOMMUNAL VERKSAMHET MÖJLIGHETER ATT OPTIMERA VERKSAMHETEN MED HJÄLP AV LEAN JOHAN MOBERG RAMBÖLL MANAGEMENT AGENDA 01 Vad är Lean för något och passar det oss? 02 Arbete med Lean i praktiken ett
LEAN I KOMMUNAL VERKSAMHET MÖJLIGHETER ATT OPTIMERA VERKSAMHETEN MED HJÄLP AV LEAN JOHAN MOBERG RAMBÖLL MANAGEMENT AGENDA 01 Vad är Lean för något och passar det oss? 02 Arbete med Lean i praktiken ett
Välkommen till AGRIPPAFABRIKEN
 Välkommen till AGRIPPAFABRIKEN för Utveckling & tillverkning av dina produkter i tunnplåt och rör 9001/14001 www.agrippafabriken.se Certifierade Allt från idé till leverans Spara kapital & tid med AGRIPPAFABRIKENS
Välkommen till AGRIPPAFABRIKEN för Utveckling & tillverkning av dina produkter i tunnplåt och rör 9001/14001 www.agrippafabriken.se Certifierade Allt från idé till leverans Spara kapital & tid med AGRIPPAFABRIKENS
Forma komprimerat trä
 Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman / DIEM TU-A1200 Grundkurs i produktionsekonomi 2016 Logistik: styrning av material- och informationsflöden 11.10 18.10 25.10 Introduktion
Logistik styrning av material- och informationsflöden Mikael Öhman / DIEM TU-A1200 Grundkurs i produktionsekonomi 2016 Logistik: styrning av material- och informationsflöden 11.10 18.10 25.10 Introduktion
Fallstudie Lars Höglund AB
 Hösten 2004 Fallstudie Lars Höglund AB En fallstudie inom IVA-projektet Produktion för Konkurrenskraft på uppdrag av panelen Framtida Produktionssystem. INNEHÅLLSFÖRTECKNING LARS HÖGLUND AB, TÖCKSFORS...1
Hösten 2004 Fallstudie Lars Höglund AB En fallstudie inom IVA-projektet Produktion för Konkurrenskraft på uppdrag av panelen Framtida Produktionssystem. INNEHÅLLSFÖRTECKNING LARS HÖGLUND AB, TÖCKSFORS...1
DFA2 Design For Assembly
 DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
Lean hur kan det användas i jordbruksföretaget. Elenore Wallin, Lean coach, Hushållningssällskapet
 Lean hur kan det användas i jordbruksföretaget Elenore Wallin, Lean coach, Hushållningssällskapet Nationell satsning ca 70 större företag deltar Vad är Lean? Kundfokus det kunden vill ha Ta bort slöseri
Lean hur kan det användas i jordbruksföretaget Elenore Wallin, Lean coach, Hushållningssällskapet Nationell satsning ca 70 större företag deltar Vad är Lean? Kundfokus det kunden vill ha Ta bort slöseri
Föreläsning 2. Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning
 Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Mycket ordning och reda - med lite arbete
 Mycket ordning och reda - med lite arbete Ett verktyg för små arbetsplatser Mycket ordning och reda med lite arbete handlar om att skapa bättre ordning på arbetsplatsen, utan att tjata. Det gör ni genom
Mycket ordning och reda - med lite arbete Ett verktyg för små arbetsplatser Mycket ordning och reda med lite arbete handlar om att skapa bättre ordning på arbetsplatsen, utan att tjata. Det gör ni genom
Försörjningsanalys en utökad VFA
 Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
på fredag Dessutom slipper ni tjatet om att hålla ordning och trivseln förbättras.
 Ordning och reda på fredag nej, alltid Ordning och reda (OR) handlar om att skapa bättre ordning på arbetsplatsen, utan att tjata. Ordning och reda handlar också om att minska risken för olycksfall och
Ordning och reda på fredag nej, alltid Ordning och reda (OR) handlar om att skapa bättre ordning på arbetsplatsen, utan att tjata. Ordning och reda handlar också om att minska risken för olycksfall och
EdmoLift, din kompletta legoleverantör
 Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
3. Övningarna Operationer I: Produkter och produktion. TU-A1200 Grundkurs i produktionsekonomi
 3. Övningarna Operationer I: Produkter och produktion TU-A1200 Grundkurs i produktionsekonomi Övningarnas innehåll 6. Analyser och framtid 5. Försäljning, marknadsföring och bemötandet av kunden 4. Operationer
3. Övningarna Operationer I: Produkter och produktion TU-A1200 Grundkurs i produktionsekonomi Övningarnas innehåll 6. Analyser och framtid 5. Försäljning, marknadsföring och bemötandet av kunden 4. Operationer
Lean. att göra mer med mindre. Lean 2011-01-13. 2011 Prolog www.prolog.se. 2011-01-142011-01-13 Prolog 2011
 1 Lean att göra mer med mdre Lean 2011-01-13 2 Vad är Lean? Grundtanken med Lean är att mska kostnaderna genom att reducera slöserier i verksamheten Förändrgsledng Utbildng Projektledng Lean en långsiktig
1 Lean att göra mer med mdre Lean 2011-01-13 2 Vad är Lean? Grundtanken med Lean är att mska kostnaderna genom att reducera slöserier i verksamheten Förändrgsledng Utbildng Projektledng Lean en långsiktig
Presentation vid nordisk byggträff 2013 Baltzar Karlsson, Leancoach
 Presentation vid nordisk byggträff 2013 Baltzar Karlsson, Leancoach Målbild LEAN I LANTBRUKET ska leda till en kraftigt ÖKAD TILLVÄXT bland SVENSKA LANDSBYGDSSFÖRETAG Hur gör de mest framgångsrika industriföretagen?
Presentation vid nordisk byggträff 2013 Baltzar Karlsson, Leancoach Målbild LEAN I LANTBRUKET ska leda till en kraftigt ÖKAD TILLVÄXT bland SVENSKA LANDSBYGDSSFÖRETAG Hur gör de mest framgångsrika industriföretagen?
MÖJLIGHETER FÖR AUTOMATISERING ELLER ROBOTISERING
 MÖJLIGHETER FÖR AUTOMATISERING ELLER ROBOTISERING Källa: Volvo Car Sverige AB Magnus Widfeldt 10 okt 2019 Research Institutes of Sweden Material och Produktion RISE IVF RISE IVF i Mölndal Robotiserad 3-Dprinter
MÖJLIGHETER FÖR AUTOMATISERING ELLER ROBOTISERING Källa: Volvo Car Sverige AB Magnus Widfeldt 10 okt 2019 Research Institutes of Sweden Material och Produktion RISE IVF RISE IVF i Mölndal Robotiserad 3-Dprinter
proplate MACHINING ON THE CUTTING EDGE
 proplatemachining ON THE CUTTING EDGE Vi är experter på maskinbearbetning av stål Maskinbearbetning av hög klass är en förutsättning för att skurna detaljer ska fungera för sitt ändamål. Vi erbjuder en
proplatemachining ON THE CUTTING EDGE Vi är experter på maskinbearbetning av stål Maskinbearbetning av hög klass är en förutsättning för att skurna detaljer ska fungera för sitt ändamål. Vi erbjuder en
Ombyggnader Vi ger din gamla press ett nytt, produktivt liv. Oavsett fabrikat.
 AP&T CUSTOMER SERVICE Ombyggnader Vi ger din gamla press ett nytt, produktivt liv. Oavsett fabrikat. Börjar din gamla press eller produktionslinje att tappa stinget, kan det vara dags att fundera på en
AP&T CUSTOMER SERVICE Ombyggnader Vi ger din gamla press ett nytt, produktivt liv. Oavsett fabrikat. Börjar din gamla press eller produktionslinje att tappa stinget, kan det vara dags att fundera på en
En strategisk partner i en krävande bransch Vi visste att det skulle bli bra, men det blev ju till och med bättre än vi kunde tänka oss!
 En strategisk partner i en krävande bransch Vi visste att det skulle bli bra, men det blev ju till och med bättre än vi kunde tänka oss! Det är inte ovanligt att våra kunder blir glatt överraskade, eftersom
En strategisk partner i en krävande bransch Vi visste att det skulle bli bra, men det blev ju till och med bättre än vi kunde tänka oss! Det är inte ovanligt att våra kunder blir glatt överraskade, eftersom
EXPERTEN PÅ INDUSTRIARBETSPLATSEN.
 EXPERTEN PÅ INDUSTRIARBETSPLATSEN 5S www.gigant.se EXPERTEN PÅ 5S EXPERTEN PÅ 5S KUNSKAPEN SOM GER EN BÄTTRE ARBETSPLATS Med 20 års erfarenhet vet vi på Gigant vad som gör en bra arbetsplats ännu bättre.
EXPERTEN PÅ INDUSTRIARBETSPLATSEN 5S www.gigant.se EXPERTEN PÅ 5S EXPERTEN PÅ 5S KUNSKAPEN SOM GER EN BÄTTRE ARBETSPLATS Med 20 års erfarenhet vet vi på Gigant vad som gör en bra arbetsplats ännu bättre.
Välkommen till Familjen PARS!
 Babak Karimi inköp/it, Bo Karimi BTT, Johan Axelsson vice VD, Stefan Wängermark marknad, Ali Karimi styrelseordförande, Åsa Brovall ACAB, Ulf Liljewern ABL, Sofia Karimi controller, Seppo Laukkanen PREFORM,
Babak Karimi inköp/it, Bo Karimi BTT, Johan Axelsson vice VD, Stefan Wängermark marknad, Ali Karimi styrelseordförande, Åsa Brovall ACAB, Ulf Liljewern ABL, Sofia Karimi controller, Seppo Laukkanen PREFORM,
Tid till förbättring ger tid till förbättring
 Tid till förbättring ger tid till förbättring Kort presentation av Vara kommuns arbete kring systematiska förbättringar utifrån Lean tanke- och arbetssätt Mer att läsa Det finns idag inte så jättemånga
Tid till förbättring ger tid till förbättring Kort presentation av Vara kommuns arbete kring systematiska förbättringar utifrån Lean tanke- och arbetssätt Mer att läsa Det finns idag inte så jättemånga
Från rulle till paket med samma leverantör
 Värmeväxlarplattor Från rulle till paket med samma leverantör Oavsett vilken typ av värmeväxlarplattor du tillverkar behövs rätt utrustning som är anpassad för din produktion. AP&T har utvecklat och levererat
Värmeväxlarplattor Från rulle till paket med samma leverantör Oavsett vilken typ av värmeväxlarplattor du tillverkar behövs rätt utrustning som är anpassad för din produktion. AP&T har utvecklat och levererat
OPERATIV ANALYS & LOGISTIK
 OPERATIV ANALYS & LOGISTIK Operationsanalys och Systemteknik (på engelska Operations Research) är begrepp som ibland används för att beskriva en verktygslåda av matematiska och analytiska metoder, med
OPERATIV ANALYS & LOGISTIK Operationsanalys och Systemteknik (på engelska Operations Research) är begrepp som ibland används för att beskriva en verktygslåda av matematiska och analytiska metoder, med
Logistik. Varukapital. Kapitalbindning. Fö: Lager. Gemensam benämning på allt material, alla komponenter, produkter i Diskussionsuppgift
 Logistik Fö: Lager Varukapital Gemensam benämning på allt material, alla komponenter, produkter i Diskussionsuppgift arbete (PIA, VUA, VIA) och förråd Förråd Varför Upplag har av utgångs- man lager? och
Logistik Fö: Lager Varukapital Gemensam benämning på allt material, alla komponenter, produkter i Diskussionsuppgift arbete (PIA, VUA, VIA) och förråd Förråd Varför Upplag har av utgångs- man lager? och
Lean inom Hälso- och Sjukvård www.ohde.se
 Lean inom Hälso- och Sjukvård www.ohde.se 1 Vad tänker du på när du hör ordet Lean? 2 Kundfokus Flöde Kompetens Toyota Production System Värdeskapande / förluster Ständiga Förbättringar Resurssnål verksamhetsutveckling
Lean inom Hälso- och Sjukvård www.ohde.se 1 Vad tänker du på när du hör ordet Lean? 2 Kundfokus Flöde Kompetens Toyota Production System Värdeskapande / förluster Ständiga Förbättringar Resurssnål verksamhetsutveckling
1. Förpackningsmaskin / Packaging machine
 1. örpackningsmaskin / Packaging machine venska: En förpackningsmaskin ser ut enligt nedanstående skiss. Den inkommande tuben matas fram med motorn. otorn går så länge som dess styrsignal är sann. Om tuben
1. örpackningsmaskin / Packaging machine venska: En förpackningsmaskin ser ut enligt nedanstående skiss. Den inkommande tuben matas fram med motorn. otorn går så länge som dess styrsignal är sann. Om tuben
Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor
 Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor Realiserat av: Utfört Ingrid Bjonge &, Robotdalen Maj-Nov 2017 SAMMANFATTNING I denna föreslagna lösning elimineras
Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor Realiserat av: Utfört Ingrid Bjonge &, Robotdalen Maj-Nov 2017 SAMMANFATTNING I denna föreslagna lösning elimineras
EXAMENSARBETE. Montering och tillverkning av prefabricerad cirkulationsplats. Mikael Kemppainen. Högskoleexamen Bygg och anläggning
 EXAMENSARBETE prefabricerad cirkulationsplats Högskoleexamen Bygg och anläggning Luleå tekniska universitet Institutionen för samhällsbyggnad och naturresurser Förord Jag skulle vilja tacka HÖ Allbygg
EXAMENSARBETE prefabricerad cirkulationsplats Högskoleexamen Bygg och anläggning Luleå tekniska universitet Institutionen för samhällsbyggnad och naturresurser Förord Jag skulle vilja tacka HÖ Allbygg
Case: MowRock! Uppgiftsintroduktion Lucia Crevani
 Case: MowRock! Uppgiftsintroduktion Lucia Crevani MowRock, Inc! Anläggningsfordon för gruvindustri och anläggningsföretag Positivt rörelseresultat i 30 år Produktion som huvudsakligt konkurrensmedel Innan
Case: MowRock! Uppgiftsintroduktion Lucia Crevani MowRock, Inc! Anläggningsfordon för gruvindustri och anläggningsföretag Positivt rörelseresultat i 30 år Produktion som huvudsakligt konkurrensmedel Innan
Utbildning: Arbetsmätning
 Utbildning: Arbetsmätning Närvarotid Produktionstid Verktid Omkostnadstid 1 Omkostnadstid 2 Operationsverktid Ställtid Verktidsberoende fördelningstid Icke verktidsberoende fördelningstid Värdeskapande
Utbildning: Arbetsmätning Närvarotid Produktionstid Verktid Omkostnadstid 1 Omkostnadstid 2 Operationsverktid Ställtid Verktidsberoende fördelningstid Icke verktidsberoende fördelningstid Värdeskapande
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman / Jan Holmström DIEM TU-A1200 Grundkurs i produktionsekonomi 2015 Logistik: styrning av material- och informationsflöden 6.10 13.10 20.10
Logistik styrning av material- och informationsflöden Mikael Öhman / Jan Holmström DIEM TU-A1200 Grundkurs i produktionsekonomi 2015 Logistik: styrning av material- och informationsflöden 6.10 13.10 20.10
Leanspelet. Staffan Schedin Ulf Holmgren ht-2015
 spelet Staffan Schedin Ulf Holmgren ht-2015 Production En filosofi hur man bör hantera resurser Eliminera faktorer (muda) i produktionsprocessen som inte skapar värde för slutkunden Mer värde för mindre
spelet Staffan Schedin Ulf Holmgren ht-2015 Production En filosofi hur man bör hantera resurser Eliminera faktorer (muda) i produktionsprocessen som inte skapar värde för slutkunden Mer värde för mindre
CLARIFIED KVALITETS- OCH MILJÖ POLICY BY CLARIUS
 CLARIFIED KVALITETS- OCH MILJÖ POLICY BY CLARIUS Det börjande 1995 1995 grundandes Krukkompaniet som senare fick namnet Clarius AB. Clarius idé var från början att designa krukor anpassade för innerkrukor
CLARIFIED KVALITETS- OCH MILJÖ POLICY BY CLARIUS Det börjande 1995 1995 grundandes Krukkompaniet som senare fick namnet Clarius AB. Clarius idé var från början att designa krukor anpassade för innerkrukor
Hur skapas effektiva flöden i vårdprocesser?
 Hur skapas effektiva flöden i vårdprocesser? Logistiker 2015-08-25 Den komplexa vårdprocessen Ett exempel från verkligheten Skånes Universitetssjukhus, One stop breast clinic 2004-2009 Exempel på rapport:
Hur skapas effektiva flöden i vårdprocesser? Logistiker 2015-08-25 Den komplexa vårdprocessen Ett exempel från verkligheten Skånes Universitetssjukhus, One stop breast clinic 2004-2009 Exempel på rapport:
Partnerskap Kvalitet Värde för kunden Långsiktighet
 Partnerskap Kvalitet Värde för kunden Långsiktighet Ravema Ledande partner till nordisk verkstadsindustri En omfattande rationaliseringsprocess pågår ständigt för att stärka den nordiska verkstadsindustrins
Partnerskap Kvalitet Värde för kunden Långsiktighet Ravema Ledande partner till nordisk verkstadsindustri En omfattande rationaliseringsprocess pågår ständigt för att stärka den nordiska verkstadsindustrins
Ölands Vattenskärning AB. Vår leverans - din säkerhet
 Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
Europas modernaste producent av flerbostadshus år 2018
 Europas modernaste producent av flerbostadshus år 2018 Helena Lidelöw, Konstruktionschef Vad bygger vi? Flerbostadshus 2-8 våningar Bostadsrätter Studentlägenheter Hyreslägenheter Seniorboende Hotell Fakta
Europas modernaste producent av flerbostadshus år 2018 Helena Lidelöw, Konstruktionschef Vad bygger vi? Flerbostadshus 2-8 våningar Bostadsrätter Studentlägenheter Hyreslägenheter Seniorboende Hotell Fakta
När du har höga krav
 När du har höga krav Vi kan tunnplåtsbearbetning Plåtspecialisten är ett familjeägt företag som sedan 1948 utvecklats från ett gediget hantverksföretag till en modern kontraktstillverkare. Våra kunder
När du har höga krav Vi kan tunnplåtsbearbetning Plåtspecialisten är ett familjeägt företag som sedan 1948 utvecklats från ett gediget hantverksföretag till en modern kontraktstillverkare. Våra kunder
handbok Nimo ProduktionsSystem - NPS
 handbok Nimo ProduktionsSystem - NPS 2 3 Affärsidé Nimo-Verken förser marknaden med högkvalitativa och innovativa produkter för klädvårdsrummet. Nimo-Verken är en lönsam och trygg partner för utveckling
handbok Nimo ProduktionsSystem - NPS 2 3 Affärsidé Nimo-Verken förser marknaden med högkvalitativa och innovativa produkter för klädvårdsrummet. Nimo-Verken är en lönsam och trygg partner för utveckling
Steget efter CAD Data Management. Per Ekholm
 Steget efter CAD Data Management Per Ekholm Agenda Vilka processer/discipliner stöds i PDMLink Dokument management Configuration Management Change Management Project Management Hur utvärderar jag behovet?
Steget efter CAD Data Management Per Ekholm Agenda Vilka processer/discipliner stöds i PDMLink Dokument management Configuration Management Change Management Project Management Hur utvärderar jag behovet?
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök
 itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
63 KBC.32. Innerväggar Gipsskivor - skruvade. Montering gipsskivor på vägg - enkling och dubbling. Förutsättningar. Förarbete.
 63 KBC.32 Innerväggar Gipsskivor - skruvade Montering gipsskivor på vägg - enkling och dubbling Förutsättningar Förarbete Egenkontroll Genomförande Denna arbetsinstruktion är utformad för att användas
63 KBC.32 Innerväggar Gipsskivor - skruvade Montering gipsskivor på vägg - enkling och dubbling Förutsättningar Förarbete Egenkontroll Genomförande Denna arbetsinstruktion är utformad för att användas
5. TJÄNSTEPRODUKTION. Tjänsteföretag. Sammanfattande bedömning. Gör ni ordentlig beredning inför tillverkningen av nya eller ändrade produkter?
 . TJÄNSTEPRODUKTION Gör ni ordentlig beredning inför tillverkningen av nya eller ändrade produkter? Gör ni riktiga förkalkyler och kontrolleras utfallet efteråt? Planeras beläggningen så att ni kan utnyttja
. TJÄNSTEPRODUKTION Gör ni ordentlig beredning inför tillverkningen av nya eller ändrade produkter? Gör ni riktiga förkalkyler och kontrolleras utfallet efteråt? Planeras beläggningen så att ni kan utnyttja
Johan Granström, Automation Scandinavia 2016 Framtidens gruva: Fjärrstyrning för en säker och effektiv användarmiljö
 Johan Granström, Automation Scandinavia 2016 Framtidens gruva: Fjärrstyrning för en säker och effektiv användarmiljö Den fjärde industriella (r)evolutionen Internet of Things, Services and People Industry
Johan Granström, Automation Scandinavia 2016 Framtidens gruva: Fjärrstyrning för en säker och effektiv användarmiljö Den fjärde industriella (r)evolutionen Internet of Things, Services and People Industry
Föreläsning 6. Lagerstyrning
 Föreläsning 6 Lagerstyrning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper, ABC klassificering Produktionssystem Fö 2 Prognostisering
Föreläsning 6 Lagerstyrning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper, ABC klassificering Produktionssystem Fö 2 Prognostisering
DP4000 2K Primer Minst 50 % kortare processtid
 Make it happen. With PPG 2K Primer Minst 50 % kortare processtid Den effektivaste förberedelseprocessen 2K Primer Framtiden för effektiv grundlackering är här Ett genombrott i OEM-godkänd primerteknik
Make it happen. With PPG 2K Primer Minst 50 % kortare processtid Den effektivaste förberedelseprocessen 2K Primer Framtiden för effektiv grundlackering är här Ett genombrott i OEM-godkänd primerteknik
BT blir Toyota med TPS
 BT blir Toyota med TPS Hur man kan ge en bild av Lean Per Ola Post I vilken ordning infördes lean på Toyota Mjölby? Först begrep vi lite av TPS och sedan skapade vi liner Liner kräver standardiserat arbete
BT blir Toyota med TPS Hur man kan ge en bild av Lean Per Ola Post I vilken ordning infördes lean på Toyota Mjölby? Först begrep vi lite av TPS och sedan skapade vi liner Liner kräver standardiserat arbete
FÖRETAGSPRESENTATION
 FÖRETAGSPRESENTATION CALIBRA - FÖRETAGET MED ALLT UNDER ETT TAK Calibra har sin verksamhet i Arlandastad, här har vi funnits sedan 2010. Som företag har vi funnits sedan 1991. Det gör att vi har en stor
FÖRETAGSPRESENTATION CALIBRA - FÖRETAGET MED ALLT UNDER ETT TAK Calibra har sin verksamhet i Arlandastad, här har vi funnits sedan 2010. Som företag har vi funnits sedan 1991. Det gör att vi har en stor
Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar.
 AudicomPendax AB Magnus Ternerot Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar. Från enkla skrivtavlor och blädderblock till de mest
AudicomPendax AB Magnus Ternerot Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar. Från enkla skrivtavlor och blädderblock till de mest
GetinGe AGS / Air Glide SyStem. Always with you
 GetinGe AGS / Air Glide SyStem FÖr effektiv HAnterinG AV diskgods Always with you maximal produktivitet minimal BelAStninG Sjukhus med stora operationsavdelningar och ett stort godsflöde av operationsinstrument
GetinGe AGS / Air Glide SyStem FÖr effektiv HAnterinG AV diskgods Always with you maximal produktivitet minimal BelAStninG Sjukhus med stora operationsavdelningar och ett stort godsflöde av operationsinstrument
Optimering av NCCs klippstation för armeringsjärn
 Optimering av NCCs klippstation för armeringsjärn Sammanfattning I det här arbetet har vi försökt ta reda på optimal placering av en klippningsstation av armeringsjärn för NCCs räkning. Vi har optimerat
Optimering av NCCs klippstation för armeringsjärn Sammanfattning I det här arbetet har vi försökt ta reda på optimal placering av en klippningsstation av armeringsjärn för NCCs räkning. Vi har optimerat
Handbok i materialstyrning - Del D Bestämning av orderkvantiteter
 Handbok i materialstyrning - Del D Bestämning av orderkvantiteter D 04 Faktorer som påverkar val av orderkvantiteter Materialstyrning innebär förenklat att styra materialflöden genom att för varje artikel
Handbok i materialstyrning - Del D Bestämning av orderkvantiteter D 04 Faktorer som påverkar val av orderkvantiteter Materialstyrning innebär förenklat att styra materialflöden genom att för varje artikel
Föreläsning 2. Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning
 Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Automation, additiv tillverkning och digitalisering
 Reväst seminarium om framtidens robotiserade arbetsmarknad Automation, additiv tillverkning och digitalisering Magnus Widfeldt magnus.widfeldt@swerea.se 1 Utgångspunkt: Vision http://www.swerea.se/framtidens-industri-2030
Reväst seminarium om framtidens robotiserade arbetsmarknad Automation, additiv tillverkning och digitalisering Magnus Widfeldt magnus.widfeldt@swerea.se 1 Utgångspunkt: Vision http://www.swerea.se/framtidens-industri-2030
proplate CUTTING ON THE CUTTING EDGE
 proplatecutting ON THE CUTTING EDGE Vi är experter på skärning i stål Tack vare en industrialiserad produktion med maskiner som går dygnet runt, året runt kan vi erbjuda flexibel tillverkning med skärning
proplatecutting ON THE CUTTING EDGE Vi är experter på skärning i stål Tack vare en industrialiserad produktion med maskiner som går dygnet runt, året runt kan vi erbjuda flexibel tillverkning med skärning
Produktivitetsförbättring av manuella monteringsoperationer
 Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
Välkommen till en dag om förbättringsarbete och lärande i vardagen
 Plats för bild Välkommen till en dag om förbättringsarbete och lärande i vardagen Twittra gärna @EstherNtverk Dagens erbjudande Lära känna varandra Träna förbättringsarbete, verktyg och kommunikation i
Plats för bild Välkommen till en dag om förbättringsarbete och lärande i vardagen Twittra gärna @EstherNtverk Dagens erbjudande Lära känna varandra Träna förbättringsarbete, verktyg och kommunikation i
Visualisering av samverkan
 Visualisering av samverkan 18 december 2017 En viktig aspekt i samverkan är att inte bara ha koll på vilka andra aktörer du själv samverkar med, utan även veta om vilka aktörer du inte samverkar med, men
Visualisering av samverkan 18 december 2017 En viktig aspekt i samverkan är att inte bara ha koll på vilka andra aktörer du själv samverkar med, utan även veta om vilka aktörer du inte samverkar med, men
A solution that lifts
 Fork A solution that lifts Form A solution that lifts A solution that lifts Heat A solution that lifts A solution that lifts Receptet på framgång Vår vision är att nå långt. Att få befintliga och presumtiva
Fork A solution that lifts Form A solution that lifts A solution that lifts Heat A solution that lifts A solution that lifts Receptet på framgång Vår vision är att nå långt. Att få befintliga och presumtiva
Följ med på en 30-årig jubileumsresa i ord och bild!
 jubileum Följ med på en 30-årig jubileumsresa i ord och bild! Bröderna Perssons Specialsnickeri i Bromölla är ett av Sveriges ledande specialsnickerier. Efter 30 års verksamhet är vi idag 23 medarbetare
jubileum Följ med på en 30-årig jubileumsresa i ord och bild! Bröderna Perssons Specialsnickeri i Bromölla är ett av Sveriges ledande specialsnickerier. Efter 30 års verksamhet är vi idag 23 medarbetare
Ett enklare sätt att färgsätta Breddar din designpalett
 Fasad 1 Ett enklare sätt att färgsätta Breddar din designpalett Färger, skuggningar, texturer du som arkitekt eller designer har starka visuella verktyg. Våra fasadskivor i fibercement möter dig hela vägen.
Fasad 1 Ett enklare sätt att färgsätta Breddar din designpalett Färger, skuggningar, texturer du som arkitekt eller designer har starka visuella verktyg. Våra fasadskivor i fibercement möter dig hela vägen.
Michael Malmport anställdes som kvalitetschef 2009 och blev vd hösten 2010.
 Michael Malmport anställdes som kvalitetschef 2009 och blev vd hösten 2010. Foto: Blekinge Pressgjuteri En av Blekinge Pressgjuteris senaste investeringar är två nya automatiserade gjutceller som hanteras
Michael Malmport anställdes som kvalitetschef 2009 och blev vd hösten 2010. Foto: Blekinge Pressgjuteri En av Blekinge Pressgjuteris senaste investeringar är två nya automatiserade gjutceller som hanteras
Industrirobotar utveckling och användning utifrån ett danskt perspektiv
 Industrirobotar utveckling och användning utifrån ett danskt perspektiv Världsmarknaden över industrirobotar har ökat kraftigt under senare år och är på väg att hämta sig från tiden efter 2001. Året före
Industrirobotar utveckling och användning utifrån ett danskt perspektiv Världsmarknaden över industrirobotar har ökat kraftigt under senare år och är på väg att hämta sig från tiden efter 2001. Året före
Fem steg för bästa utvecklingssamtalet
 Fem steg för bästa utvecklingssamtalet Hitta drivkraften, styrkan och nå målet! Gita Bolt 2013 Copyright: airyox AB Mångfaldigande av denna skrift, helt eller delvis, är enligt lagen om upphovsrättsskydd
Fem steg för bästa utvecklingssamtalet Hitta drivkraften, styrkan och nå målet! Gita Bolt 2013 Copyright: airyox AB Mångfaldigande av denna skrift, helt eller delvis, är enligt lagen om upphovsrättsskydd
GYMNASIECASET 2018 Uppgifter och lösningsförslag
 GYMNASIECASET 2018 Uppgifter och lösningsförslag Följande lösningar är endast förslag på hur man skulle kunna lösa uppgifterna. Precis som i andra case finns olika sätt att komma fram till ett bra svar.
GYMNASIECASET 2018 Uppgifter och lösningsförslag Följande lösningar är endast förslag på hur man skulle kunna lösa uppgifterna. Precis som i andra case finns olika sätt att komma fram till ett bra svar.
Tranås Rostfria AB. Det lilla bolagets flexibilitet i stort format
 Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
Gunilla Jönson Professor, Förpackningslogistik, LTH
 Materialhantering: Materialfasader, Flöden, Lagerhantering i fabrik och Transport Vilka är trenderna inom området? Gunilla Jönson Professor, Förpackningslogistik, LTH Inst för Designvetenskaper, LTH Institutionen
Materialhantering: Materialfasader, Flöden, Lagerhantering i fabrik och Transport Vilka är trenderna inom området? Gunilla Jönson Professor, Förpackningslogistik, LTH Inst för Designvetenskaper, LTH Institutionen
Föreläsning 4. Fast position Projektplanering (CPM och PERT)
") Föreläsning 4 Fast position Projektplanering (CPM och PERT) 2 Kursstruktur Innehåll Föreläsning Lek1on Labora1on Introduk*on, produk*onsekonomiska grunder, Lean produc*on, ABC-klassificering Fö 1 Leanspel
Föreläsning 4 Fast position Projektplanering (CPM och PERT) 2 Kursstruktur Innehåll Föreläsning Lek1on Labora1on Introduk*on, produk*onsekonomiska grunder, Lean produc*on, ABC-klassificering Fö 1 Leanspel
Lean filosofi fem steg till ordning och reda på arbetsplatsen
 Lean filosofi fem steg till ordning och reda på arbetsplatsen Lean philosophy five steps to get the workplace in order Del 1 av 2 / Part 1 of 2 Processoperatörsprogrammet Sida 1 av 14 Lean filosofi fem
Lean filosofi fem steg till ordning och reda på arbetsplatsen Lean philosophy five steps to get the workplace in order Del 1 av 2 / Part 1 of 2 Processoperatörsprogrammet Sida 1 av 14 Lean filosofi fem
Översyn av produktionslayout
 Fakulteten för teknik- och naturvetenskap Översyn av produktionslayout Med hänsyn till existerande och framtida produktion Analys of layout for production Daniel Spelmans Examensarbete vid Maskiningenjörsprogrammet
Fakulteten för teknik- och naturvetenskap Översyn av produktionslayout Med hänsyn till existerande och framtida produktion Analys of layout for production Daniel Spelmans Examensarbete vid Maskiningenjörsprogrammet
Välj rätt affärssystem för att din. organisation ska blomstra!
 Välj rätt affärssystem för att din organisation ska blomstra! - En guide till dig som funderar på att byta eller investera i ett ERP system. Innehåll Därför är ett affärssystem viktigt för tillväxten...
Välj rätt affärssystem för att din organisation ska blomstra! - En guide till dig som funderar på att byta eller investera i ett ERP system. Innehåll Därför är ett affärssystem viktigt för tillväxten...
P650 - Takscreen. Installationsguide EN
 P650 - Takscreen Installationsguide 1309-150507EN V650-Tallinn Installation manual Montera främre linhjul 12 13 Placera linan över linhjulet och skruva tillbaka täcklocket på linhjulhuset (7). Öppna linhjulshuset
P650 - Takscreen Installationsguide 1309-150507EN V650-Tallinn Installation manual Montera främre linhjul 12 13 Placera linan över linhjulet och skruva tillbaka täcklocket på linhjulhuset (7). Öppna linhjulshuset
SANTE Academy - En framtidsinvestering!
 SANTE Academy - En framtidsinvestering! Av: Patrik Andersson, Daniel Date, Haris Ikanović, Elisabeth Lundberg Illustration: Course à pied (SANTEACADEMY.se u.å.) SANTE Academy är en portal där elever och
SANTE Academy - En framtidsinvestering! Av: Patrik Andersson, Daniel Date, Haris Ikanović, Elisabeth Lundberg Illustration: Course à pied (SANTEACADEMY.se u.å.) SANTE Academy är en portal där elever och
SÄKERHET! TIDER MED MERA UPPLÄGG KURSINNEHÅLL. Tider: Regler
 Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G
 Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
FKG Stora Leverantörsdag Johan Frisk, VD OpiFlex.
 FKG Stora Leverantörsdag 2017-10-18 Johan Frisk, VD OpiFlex Projektet Producera i Sverige Syfte: Visa hållbar, konkurrenskraft och lönsam produktion i Sverige. En del av regeringens satsning på Smart Industri
FKG Stora Leverantörsdag 2017-10-18 Johan Frisk, VD OpiFlex Projektet Producera i Sverige Syfte: Visa hållbar, konkurrenskraft och lönsam produktion i Sverige. En del av regeringens satsning på Smart Industri
Kristina Säfsten. Kristina Säfsten JTH
 Att välja metod några riktlinjer Kristina Säfsten TD, Universitetslektor i produktionssystem Avdelningen för industriell organisation och produktion Tekniska högskolan i Jönköping (JTH) Det finns inte
Att välja metod några riktlinjer Kristina Säfsten TD, Universitetslektor i produktionssystem Avdelningen för industriell organisation och produktion Tekniska högskolan i Jönköping (JTH) Det finns inte
REN ViNST. Ett smart sätt att öka lönsamheten. REN ViNST
 REN ViNST Ett smart sätt att öka lönsamheten Danderyds Snickeri AB Mallslingan 5 187 66 Täby 08-544 44 160 www.dandent.se info@dandent.se REN ViNST Dandent, som tillverkar och marknadsför högkvalitativa
REN ViNST Ett smart sätt att öka lönsamheten Danderyds Snickeri AB Mallslingan 5 187 66 Täby 08-544 44 160 www.dandent.se info@dandent.se REN ViNST Dandent, som tillverkar och marknadsför högkvalitativa