En modell för reducering av stopptider genom analysering av nyckeltal
|
|
|
- Anita Olofsson
- för 6 år sedan
- Visningar:
Transkript
1 Kandidatuppsats i Systemekonomi En modell för reducering av stopptider genom analysering av nyckeltal En fallstudie på Ardagh Glass A model for reducing stoppage times through analyzation of Key Performance Indicators A case study on Ardagh Glass Författare: Andrej Ladan, Mirza Jaskic, Maximilian Persson Handledare, företag: Esbjörn Johansson, Ardagh Glass AB Handledare, LNU: Anna Glarner Examinator, LNU: Anders Ingwald Termin: VT16 15hp Ämne/kurskod: 2SE39E
2 Sammanfattning Konkurrensfördel är något som alla organisationer strävar efter att uppnå. Effektivisering av den interna produktionen är ett tillvägagångssätt för att detta ska vara möjligt. Genom analysering av den befintliga situationen kan man gå till grund till varför olika problem i en produktionsprocess uppstår och utveckla förbättringsåtgärder åt dessa problem. Studien har som syfte att utveckla en teoretisk modell som ska bidra till en identifiering av ekonomiska förluster i form av stopptid, samt finna förbättringsåtgärder åt de identifierade problemorsakerna. En modell utvecklades från den teoretiska REP-metoden, som grundar sig på fyra olika faser. För att författarna skulle kunna lyckas med studien krävdes det modifikationer på REP-metoden, som innehöll appliceringar av förbättringsverktygen; Paretodiagram, Ishikawadiagram och FMEA samt TAK-beräkningar efterföljt med identifiering av de sex stora förlustkällorna. Fallföretagets produktion för specialprodukter har många stopptider som kan reduceras med justeringar som kan nås fram med hjälp av de utvalda förbättringsverktygen. Genom att applicera dessa verktyg kunde författarna finna de bakomliggande orsakerna till problemen, samtidigt som de tog fram lösningar till dessa. Modellen uppnådde förväntningarna då identifieringen av förbättringsåtgärder som kan komma att reducera stopptiderna samt eliminera stopporsakerna sammanställdes med positiva resultat. 1
3 Summary Competitive advantage is something that all organizations strive to achieve. Streamlining the internal production is an approach for this to be possible. By analyzing the current situation, one can find out why different problems in a production arise and develop improvements to these problems. The study aims to develop a theoretical model that will contribute to the identification of economical losses in form of stoppage time, and finding improvements to the identified problem causes. A model was developed from the theoretical REP method, which is based on four different phases. For the authors to succeed the study, it was required to make modifications to the REP method, which included applications of improvement tools; Pareto Charts, Ishikawadiagram and FMEA and OEE calculations, followed by identification of the six big losses. The case company's production for special products has many stoppages that can be reduced by adjustments that can be attained by using the selected improvement tools. By applying these tools, the authors could find the root causes of the problems, while they identified the solutions to these. The model reached the expectations, where the identification of improvements that could reduce downtime and eliminate the stop causes was compiled with positive results. 2
4 Abstrakt Studien har som syfte att utveckla en teoretisk modell som ska bidra till en identifiering av ekonomiska förluster i form av stopptid, samt finna förbättringsåtgärder åt de identifierade problemorsakerna. En modell utvecklades från den teoretiska REP-metoden, som grundar sig på fyra olika faser. För att författarna skulle kunna lyckas med studien krävdes det modifikationer på REP-metoden. Den teoretiska modellen utvecklades med positiva resultat, då förbättringsåtgärder för fallföretagets problem kunde identifieras. Nyckelord: Nyckeltal TAK Förbättringsverktyg Stopptider REP-metod 3
5 Tack Vi vill börja med tacka vår handledare på Linnéuniversitetet Anna Glarner som bidragit med hjälp och stöd under examensarbetet. Dessutom vill vi tacka Tarik Jaskic som knöt vår kontakt med HR-ansvarige på Ardagh Glass, Mattias Bredin. Mattias hänvisade oss till rätt kontaktpersoner på Ardagh Glass som har direkt anknytning till vårt studieområde, Esbjörn Johansson, som slutligen blev vår handledare på Ardagh Glass. Samarbetet med Esbjörn blev en nyckelfaktor till examensarbetet då han bidrog med essentiell empirisk data samt flera rundvandringar i företagets produktion. 4
6 Bidragslista Denna studie har utförts i grupp där samtliga delar i rapporten skrevs och bearbetades tillsammans. Författarna träffades vid alla skrivtillfällen tillsammans och även om vissa stycken skrevs individuellt så kontrollerades och eventuellt ändrades/bearbetades samtliga stycken. Beräkningar och diagram utfördes med hjälp av samtliga författare. 5
7 Förkortningar KPI - Key Performance Indicator (Nyckeltal) TAK - Tillgänglighet & Anläggnigsutnyttjande & Kvalitetsutbyte RE - Räntabilitet på Eget Kapital RT - Räntabilitet på Totalt Kapital REP - Resultat, Effektivisering & Processer FMEA - Failure Mode and Effects Analysis RPN - Risk priority number 6
8 Innehållsförteckning Sammanfattning Summary Abstrakt Tack Bidragslista Förkortningar Introduktion Bakgrund Problemdiskussion Problemformulering Syfte Relevans Avgränsningar Disposition Tidsplan Metod Forskningsmetoder Kvantitativ metod Kvalitativ metod Datainsamling Primärdata Sekundärdata Verifiering av data Reliabilitet Validitet Objektivitet Val av metod Teori Nyckeltal REP-metoden Resultat Effektivisering Processer Förbättringsverktyg Fiskbensdiagram (Ishikawa)
9 3.3.2 Paretodiagram FMEA De sex stora förlustkällorna TAK Tillgänglighetsbegreppet Anläggningsutnyttjande Kvalitetsutbyte SMED (Single Minute Exchange Die) Kvalité Utveckling av modell Insamling av data Utveckling av REP-metoden Fas 1 - Identifiera förbättringsbehov & prioritera Fas 2 - Analysera situationen & hitta orsaker Fas 2 - TAK-beräkning Fas 2 - Identifiering av de sex stora förlustkällorna Fas 3 - Ta fram förbättringsförslag Fas 4 - Besluta, genomföra & följa upp utfall Varför de valda förbättringsverktygen Paretodiagram Ishikawa FMEA Förslag på åtgärder Införande Uppföljning Empiri Ardagh Glass generellt Produktion Produktionen för specialprodukter Produktionen för specialprodukter - nyckeltal Genomförande av modell Införande av REP-metoden Fas 1 - Identifiera förbättringsbehov & prioritera Fas 2 - Analysera situationen & hitta orsaker Fas 2 - TAK-beräkning Beräkning av tillgänglighet Beräkning av anläggningsutnyttjande Beräkning av kvalitetsutbyte Ardagh Glass TAK-värde
10 6.1.8 Identifiering av de sex stora förlustkällorna Fas 3 - Ta fram förbättringsförslag Fas 4 - Besluta, genomföra & följa upp utfall Resultat Utfall av genomförd modell Identifiera förbättringsbehov & prioritera Analysera situationen & hitta orsaker TAK De sex stora förlustkällorna Ta fram förbättringsförslag Slutsatser och rekommendationer Referenser Bilagor
11 1. Introduktion I detta kapitel kommer vi att beskriva projektets bakgrund, problem och syfte. Problemet kommer att diskuteras och formuleras. Projektets relevans och avgränsningar kommer dessutom att beskrivas och en tidsplan för projektets genomförande kommer att redogöras. 1.1 Bakgrund Alla organisationer strävar efter att nå någon slags konkurrensfördel över sina konkurrenter. För att detta ska vara möjligt så behöver företag effektivisera sin produktion för att kunna ha en så hög lönsamhet som möjligt. För att kunna lyckas med detta behöver företagen analysera produktionen så att de kan slippa onödiga kostnader som kan uppstå. Det finns olika sätt för företag att uppnå konkurrensfördelar över sina konkurrenter: man kan antingen utveckla nya produkter eller tjänster till marknaden, eller förbättra befintliga produkter, eller effektivisera den interna processen (Kreitner, 2009). Sen den industriella revolutionen så har tillverkningsföretag arbetat med att förbättra sin produktion, arbetsförhållanden, olika rutiner och kvalitet. Då marknaden alltid kommer ha konkurrens för produktionsprestationen så kommer det naturligt att företag alltid strävar efter förbättringar som kan leda till fördelar mot sina konkurrenter (Bergman och Klefsjö, 2010). Om företag slutar att utvecklas och inte strävar efter förbättringar så kommer de möjligen att tappa sina konkurrensfördelar och se sig själva bli förbipasserade av andra organisationer som strävar efter ständiga förbättringar. Att ständigt sträva efter kontinuerliga förbättringar ger även förutsättsningar till reducerade förluster vilket resulterar i ökad vinst och lönsamhet hos organisationen (Bergman och Klefsjö 2010). Enligt Rao (1996) är effektiviteten i en tillverkningsprocess generellt sett påverkad av tre olika faktorer: Fysiska resurser är tillgängliga, ökad kvalité av mänskliga resurser och förbättring av tillverkningstekniker och metoder. En annan faktor som bidrar till ökad effektivitet i en tillverkningsprocess är reduceringen av förluster som genereras av oplanerade stop (Al-Najjar, 2010). 10
12 Ett sätt att kunna beskriva och förstå effektiviteten i ett företags produktion är att genomföra en beräkning av företagets TAK-värden. Genom TAK-beräkningen kan man kartlägga maskinernas förmåga att utföra de bestämda arbetsuppgifterna. På så sätt kan man identifiera och eventuellt reducera företagets stopptidsförluster, hastighetsförluster och kvalitetsförluster (Hagberg, Henriksson, 2010). Enligt Ljungberg (2000) innefattas produktionsprocessen av olika förluster som kategoriseras i sex förlustkällor (de sex stora förlusterna). Dessa förlustkällor är de som anses vara mest bidragande till förlusterna i produktionen. Dessa identifieras med hjälp av TAK-beräkningarna. För att kunna effektivisera företagets produktion finns det ett antal olika förbättringsverktyg ledningen kan använda sig utav för att nå detta mål. Förbättringsverktygen assisterar företaget med att identifiera felorsaker som leder till exempelvis driftstopp i produktionen. Stopptiderna vill man minimera så mycket som möjligt för att tillgodose företaget en chans att kunna vara så konkurrenskraftigt som möjligt då en minimering av stopptider sparar företaget både pengar och tid. När ett fel inträffar i produktionen finns det alltid bakomliggande orsaker som har lett till felet. En effektiv användning av förbättringsverktygen identifierar orsakerna så att användaren i sin tur kan eliminera dessa (Ishikawa, 1968). 1.2 Problemdiskussion Idag strävar industriföretag efter att få en så hög konkurrenskraftighet som möjligt. Då företagets produktionsprocess spelar en stor del i företagets konkurrenskraftighet är det viktigt att sträva efter att få en så effektiv produktion som möjligt. För det första så krävs det resurser i form av tid, pengar och arbetskraft för att företaget ska vara förberett på att kunna prestera på maximal nivå. För det andra så krävs en noggrann planering på hur och när resurserna skall komma till användo och i sin tur utgöra den nyttan som de är avsedda för. Dessutom så krävs en god synkronisering mellan maskinerna i företagets olika produktionslinjer. Synkroniseringen har en stor påverkan på produktionens effektivitet (Al-Najjar, 2010). 11
13 Ett annat tillvägagångssätt för att ett företag ska lyckas med att bli så konkurrenskraftigt som möjligt är att genomföra en noggrann analys av fallföretagets nyckeltal med syfte att effektivisera produktionen. Ett företags nyckeltal är viktiga att kartlägga då de kan ses som en typ av resultat från föregående verksamhetsår innefattande företagets ackumulerade stopptider, försäljningsintäkter, vinstmarginal och kundnöjdhet. När man analyserat nyckeltalen kan användaren få en klar bild över vilka områden i företagets verksamhet det är som behöver förbättras eller redan uppnår förväntningar. Förbättringsområderna som man har identifierat med hjälp av nyckeltal kan effektiviseras i efterhand genom en lista på förbättringsåtgärder. Denna lista sammansätts vanligtvis av företagets ledning innefattande VD (om nödvändigt), chefer inom specifika avdelningar och konsulter (Catasús, Högberg, 2008). För att företaget skall få en klar bild över problem som behöver åtgärdas kan man genomföra en TAK-beräkning för att få fram de sex stora förlustkällorna inom olika verksamhetsområden i företaget. De sex stora förlustkällorna identifieras som oplanerade och planerade stopp i produktionen som uppkommer på grund av maskinfel och ställtider. Fortsättningsvis så kan man identifiera småstopp och fördröjd produktionshastighet. Dessutom behandlar TAK kvalitetsförluster på grund av defekter i produktionsprocessen. I arbetet med reduceringen av de planerade stoppen som orsakas i produktionen i form av ställtider kan exempelvis verktyget SMED (Single Exchange Minute Die) användas. SMED har som huvudsakligt syfte att minska på ställtiderna som uppkommer vid byten av produkter i produktionslinjen (Wang, 2014). Vid produktion av specialprodukter förekommer ställtider mer frekvent, då det är större variation på dessa produkter än de stora nyckelprodukterna. Specialprodukter är exklusiva produkter som har ett bra rykte och stor efterfrågan. Priset på de exklusiva produkterna är vanligtvis högre än standardprodukterna och kan tillverkas i en särskild produktionslinje. En färdig specialprodukt lockar konsumenter som är villiga att genomföra speciella köpinsatser och söker det lilla extra (Kotler et al. 2013). 12
14 1.3 Problemformulering Hur kan analyseringen av nyckeltal bidra till reducering av stopptider vid produktion av specialprodukter? 1.4 Syfte Syftet med detta projekt är att utveckla en teoretisk modell för reducering av stopptider i fallföretagets produktion för specialprodukter genom en analysering av företagets nyckeltal. För att författarna ska kunna uppfylla syftet med studien, krävs en djup förståelse inom nyttjandet av nyckeltal. Lokaliseringen av viktiga nyckeltal är en essentiell del av studien, då det kan medverka i problemlösningen som fallföretaget har att tas itu med. Genom att klargöra vilka nyckeltal som kan förbättras kan man på så sätt effektivisera dessa värden och förbättra den totala produktionen. 1.5 Relevans Studien är relevant för att den teoretiska lösningen som kommer att tas fram i resultatet kan hjälpa ett tillverkningsföretag med att effektivisera sin produktion. Med hjälp av en identifiering och analysering av essentiella nyckeltal hos fallföretaget kan författarna komma fram till en lösning som kan effektivisera företagets produktion genom att reducera stopptider och förbättra synkroniseringen mellan maskinerna i en av företagets produktionslinjer. (Catasús, Högberg, 2008). Den vetenskapliga relevansen i studien ligger i modellen som kommer att utvecklas. Denna modell kan hjälpa företag med att via analysering av nyckeltal reducera stopptider. Då fallföretaget inte redan har utvecklat en metod för analyseringen av dessa nyckeltal kan vår modell komma till nytta för framtida arbete med reducering/eliminering av stopptiderna i produktionen för specialprodukter. Dagens industrier arbetar mot ständiga förbättringar eftersom konkurrensen ständigt ökar. Man kan genom att effektivisera ett företags produktion, förbättra vinstmarginalen för företaget. Genom att minska på slöserier av tid och material kan man öka lönsamheten för företaget. Lyckas man eliminera stopptider och spill, kan företaget på lång sikt gå i finansiell vinst (Catasús, Högberg, 2008). 13
15 1.6 Avgränsningar Denna studien avgränsas på så sätt att endast en utav fallföretagets sex produktionslinjer kommer väljas ut för att inkluderas i studien. Författarna kommer analysera endast de nyckeltal som har en direkt anknytning till den specifika produktionslinjens effektivtet. Valet av specifik produktionslinje kommer att genom beslutstagande i samband med diskussion med handledare på fallföretaget. Den valda produktionslinjen kommer att vara den process som har störst möjlighet till förbättring och utveckling. Anledning till begränsning för endast en produktionslinje är brist av tid och resurser. 1.7 Disposition Nedan följer en kort beskrivning av vad varje kapitel kommer att innehålla så att läsaren kan få sig en övergripande bild över vad studien kommer att behandla. 1. Introduktion I detta kapitel kommer vi att beskriva projektets bakgrund, problem och syfte. Problemet kommer att diskuteras och formuleras. Projektets relevans och avgränsningar kommer dessutom att beskrivas och en tidsplan för projektets genomförande kommer att redogöras. 2. Metod I detta kapitel kommer vald metod för studien att behandlas ur ett vetenskapligt syfte. Metodkapitlet kommer att delas upp i ett kvalitativt och kvantitativt område, samt studiens reliabilitet, validitet och objektivitet kommer att beskrivas. 3. Teori I teorikapitlet kommer vald teori att skrivas. Alla källor som används är vetenskapliga och noggrant granskade av författarna. Denna teori kommer att stå som grund för datainsamlingen som kommer att behandlas under kapitel 6 - Genomförande av modell. 4. Utveckling av modell 14
16 I detta kapitel utförs en presentation av modellen som kommer att användas i studien. Teorin i föregående kapitel kommer att tas till hänsyn när vi utvecklar modellen för det förbättringsarbetet som kommer att utföras på fallföretaget. 5. Empiri I detta kapitel kommer fallföretaget att beskrivas. Den empiriska datan är essentiell för denna studien då projektet är en fallstudie som kommer att fokusera på förbättringar för valt fallföretag. 6. Genomförande av modell I detta kapitel kommer den empiriska datan att analyseras med hänsyn till den valda teorin som författarna har samlat in i kapitel Resultat I Resultatkapitlet kommer resultatet från studien att skrivas. Frågan i problemformuleringen i 1.3 kommer att besvaras med hjälp av genomförandet av modellen i kapitel Slutsatser och rekommendationer I detta kapitel kommer författarnas slutsatser från studien att tas upp. Slutsatserna kommer att följas av författarnas egna rekommendationer till företagsrepresentanter vid genomförande av eventuella framtida förbättringsprojekt. 9. Referenser I detta kapitel kommer författarna att samla alla utvalda källor i en sammanfattande lista. 10. Bilagor I detta kapitel kommer additionella bilagor såsom bilder och tabeller att läggas in. 15
17 1.8 Tidsplan Nedan följer en tidsplan som sattes innan studien påbörjades: Mars April Maj V Introduktion Metod Teori Empiri Analys Resultat Justeringar Inlämning Tabell 1: En tabell över hur tidsplanen kommer att fördelas på de olika kapitlen. 2. Metod I detta kapitel kommer vald metod för studien att behandlas ur ett vetenskapligt syfte. Metodkapitlet kommer att delas upp i ett kvalitativt och kvantitativt område, samt studiens reliabilitet, validitet och objektivitet kommer att beskrivas. Författarnas val av metodik kommer också att beskrivas, med hänsyn till teoretiska metodiken som beskrivits. 2.1 Forskningsmetoder Ett verktyg för att samla in data är olika typer av forskningsmetoder. Forskningsmetoder delas vanligtvis upp i två olika delar som behandlar data på olika angreppssätt: kvalitativa och kvantitativa metoder. Genom dessa metoder kan forskare använda sig utav insamlad data för att få fram ny data. Insamling av data kan göras på flera vis, likaså den metod man valt för att analysera insamlad data (Denscombe, 2009). 16
18 2.1.1 Kvantitativ metod För att ett arbete ska ses som kvantitativt så ska det man studerar först göras mätbart och sedan ska resultaten presenteras numeriskt. För att lyckas med att få så precisa observationer som möjligt så krävs det att mätningarna görs så objektivt som möjligt. Inom ett kvantitativt arbete uppfattar forskaren det han ska undersöka som ett föremål/objekt, där flera olika variabler ska bearbetas. I den kvantitativa metoden undersöks alla fenomen (kvalitéer) på de olika variablerna. För att undersökningen skall kunna kallas kvantitativ så krävs ett rangordningsmått bestående av intervallskalor eller nollpunktsskalor. Dessa är mått som bidrar till bättre resultat inom en kvantitativ metod. Under tillämpningen av kvantitativa metoder så uppstår det endast en envägskommunikation, där undersökningen sker på forskarens villkor (Andersson, 1994). I den kvantitativa metodiken har man oftast ingen eller endast en kortvarig kontakt med försökspersonen i fråga. Med hänsyn till att forskaren är objektiv och står utanför själva forskningsområdet, skapas en distans mellan forskare och forskningsområde. Relationen mellan dessa byggs på en bekräftelse i form av hypotesprövning. Metodiken i den kvantitativa forskningen är strukturerad med frågeställningar som har formulerats entydigt i förväg. Resultaten grundas på ett stort antal studieobjekt och ett begränsat antal variabler. Dessa resultat är generella och variablerna är entydiga, valida och reliabla (Olsson & Sörensen, 2011) Kvalitativ metod Syftet med att göra ett kvalitativt arbete är att få en djupare och klarare inblick i fallstudien som görs. Skillnaden mellan kvalitativ och kvantitativ är att i den kvalitativa så får man en djupare kunskap inom ämnet då metodiken är mer rak, medan den kvantitativa är väldigt splittrad och uppdelad (Patel & Davidsson, 2011). Syftet med ett kvalitativt arbete är då att kunna identifiera kategorier, beskrivningar eller modeller som passar in bäst på olika fenomen eller sammanhang. Till skillnad från ett kvantitativt arbete så kan inte ett kvalitativt arbete rangordnas på samma sätt när det gäller variablernas/fenomenens rang på en viss skala. Genom att tillämpa en kvalitativ metod får man mer information kring de få enheter men fokuserar oftast på de mest unika (Olsson & Sörensen, 2011). 17
19 I den kvalitativa metodiken arbetar forskaren ur en mer subjektiv ståndpunkt, alltså nära informationskällan och har en så kallad långvarig kontakt med forskningsobjektet i fråga. Den kvalitativa metoden kan ses som en mer flexibel typ av forskning då frågeställningarna kan ändras successivt under forskningens gång. Resultaten som dras ur den kvalitativa studien baseras på ett litet antal forskningsobjekt och ett stort antal variabler. Dessa resultat är djupgående och behandlar specifika miljöer och kontexter (Olsson & Sörensen, 2011). 2.2 Datainsamling Enligt Larsen (2009) är datainsamlingen en central fas i undersökningsprocessen. Det handlar om att få tag på den data man söker för att man skall kunna få in relevant material som är avsett för grunden för det analytiska arbetet som genomförs i en senare fas under studiens gång. Olsson & Sörensen (2011) konstaterar att datainsamling kan ske på olika sätt. Forskaren i fråga kan ha samlat in data genom någon form av vedertagen insamlingsmetod, vilket är känt som primärdata. Beroende på om ansatsen är kvantitativ eller kvalitativ kan insamlingsmetoden komma att variera. Den andra typen av datainsamling är sekundärdata, alltså data som redan har samlats in av andra forskare i andra sammanhang. Dessa data kan även kallas processdata/registerdata och bokföringsdatan från till exempel Statistiska centralbyrån (SCB). Sekundärdatan kan samlas in genom böcker, tidningar, årsredovisningar och kurslitteratur. Sammanställningar av publicerade vetenskapliga artiklar kan också ses som sekundärdata. Datainsamlingen kräver alltid specifika definitioner och operationaliseringar av variabler, kodning, kvantifiering och prövning av validiteten och reliabiliteten i datainsamlingen. Sammanfattningsvis brukar man använda sig utav tre olika strategier för datainsamling: observationer, intervjuer eller enkäter (Befring, 1994) Primärdata Primärdata rör sig om data eller information som samlats in med det primära syftet att bilda underlag för en analys av undersökningen som gjorts. I sådana fall väljer man ifall man skall använda sig utav observationer, intervjuer eller enkäter som skickats ut (Befring, 1994). Enligt Larsen (2009) är det forskaren själv som samlar in primärdatan genom olika metoder 18
20 som man själv ansett vara lämpliga för forskningen. Ett forskningsprojekt kan vara baserat på primärdata, men då är det viktigt att ha information om forskningsområdet sedan tidigare som man kan grunda primärdatan på. Primärdata kan också samlas in genom att genomföra en ny undersökning inom ett område som redan har forskats inom, för att se hur saker och ting kan ha kommit att förändras under åren. Då är det essentiellt att jämföra sina primärvärden man fått fram med andra forskares primärvärden som de har fått fram i sina studier gällande forskningsområdet. Något som är viktigt att tänka på medan man genomför en datainsamling med hjälp av primärdata är att kontrollera så att datan man får fram är valid och reliabel Sekundärdata Sekundärdata är den data som redan samlats in för andra ändamål. Om man väljer att använda sig utav sekundärdata handlar det om att applicera olika tillvägagångssätt för att datan skall komma till nytta. En sak som krävs att ha i åtanke när man utnyttjar sekundärdata är att datan har ofta samlats in för andra syften än vad ens egna forskningsambitioner. Därav är det förnuftigt att ta det försiktigt och kontrollera att datan man hämtar är valid och reliabel (Befring, 1994). Sekundärdata som samlas in är först och främst data gällande olika forskningsundersökningar som andra har gjort. Det finns olika källor till dessa datan där böcker, rapporter och avhandlingar är några exempel. Statistiska centralbyrån är en källa där man kan finna mycket data gällande olika sorters forskningar inom olika områden (Larsen, 2009). 2.3 Verifiering av data Både primärdata och sekundärdata som tas fram under forskningens gång är grundande för studiens utveckling. Därför måste datan vara kontrollerad i förhand med hjälp av överseende av datans reliabilitet och validitet. Dessa är olika typer av pålitlighet som utnyttjas när man ska avgöra forskningens tillförlitlighet. Man talar om graden av tillit som hög och låg gällande reliabilitet samt validitet (Befring, 1994) Reliabilitet När man utfört en undersökning och vill testa de interna egenskaperna utnyttjas termen reliabilitet. Med detta menar (Björkqvist, 2012) att till exempel frågorna i ett frågeformulär är ute efter samma sak, samma variabler eller beteende. Reliabilitet handlar i grund och 19
21 botten om graden av precision på mätningarna som gjorts samt mätfelen. Grundfrågan är om man lyckats att minimera felen i mätningarna som uppstått till ett minimun, samt till vilken mån som de uppnådda mätresultaten är precisa. Ett sätt att pröva reliabiliteten är en procedur som kallas för test-retest-metoden. Denna procedur går ut på att man utför samma test flera gånger för att ta reda på stabiliteten i det man mäter (Befring, 1994) Validitet Efter ett utförande av en undersökning krävs det att resultatet som framkommit stämmer överens med det som skulle undersökas. Det är detta som validitet handlar om (Björkqvist, 2012). Hole och Solvang (1997) förklarar att man kan beskriva termen validitet med hjälp av en våg. Vid ett utnyttjande av en våg så vill man ha ut ett exakt värde av hur mycket personen/objektet väger. Om vågen alltid visar 10 kilo extra så har vågen en låg validitet, då mätresultaten från vågen inte stämmer överens med målet att mäta den exakta vikten. Ett sätt att höja validiteten är att undersöka svar som man har samlat in genom intervjuer för att jämföra dessa svar med publicerade artiklar och rapporter inom samma ämne. Några faktorer som kännetecknar termen validitet är om datan som tagits fram stämmer överens och har en relevans till hur verkligheten ser ut och även i vilken mån denna data gör det. En annan faktor som kännetecknar validitet är faktumet att undersökningen som forskaren har satt sig in i är rätt område, och att undersökningen är av intresse för innehållet i studien (Holme och Solvang, 1997) Objektivitet Enligt Boolsen (2007) så beskrivs objektivitet som att författaren till en studie håller sig opartisk genom hela studien sett till datan som bearbetas samt resultatet som framkommer. Resultatet av en studie ska inte bli påverkad beroende på vem författaren av undersökningen är, där förutsättningarna är att författarna har samma kunskap inom ämnet och liknande erfarenheter. Författarna ska dvs kunna ersättas men att resultatet blir detsamma. Studiens innehåll får därför inte präglas av författarens egna värderingar och åsikter. 20
22 2.4 Val av metod Författarna har utfört en kvalitativ studie med insamling av både kvalitativ och kvantitativ data. Kvalitativt så har man fokuserat på att arbeta subjektivt ihop med handledare på fallföretaget och samtidigt haft en långvarig kontakt med representanter från fallföretaget innefattande muntliga diskussioner och ett antal möten i en av fallföretagets lokaler vid olika tillfällen. Den kvantitativa datan som författarna fått fram är data i form av nyckeltal. De nyckeltal som samlats in är fallföretagets ackumulerade stopptider i antal stopp samt antal minuter som produktionen stått stilla. Anledningen till samtliga stopp finns också tillgängligt i nyckeltalen för att det ska vara möjligt att kategorisera de olika stopporsakerna senare när ett Paretodiagram kommer att ställas upp. Dessa nyckeltal är valida och reliabla på grund av att fallföretagets produktionssystem kontinuerligt övervakar vald produktionslinje, och i realtid dokumenterar och beräknar de mest essentiella nyckeltalen författarna behövt. Sekundärdatan som författarna har fått fram är den datan som fallföretaget själva har bearbetat. Dessa sekundärdata är fallföretagets nyckeltal i den valda produktionslinje. 21
23 3. Teori I teorikapitlet kommer vald teori att skrivas. Alla källor som används är vetenskapliga och noggrant granskade av författarna. Denna teori kommer att stå som grund för datainsamlingen som kommer att behandlas under kapitel 6 - Genomförande av modell. 3.1 Nyckeltal Nyckeltal är ett begrepp som används inom olika verksamheter för att till exempel mäta effektiviteten i en process. Det är inte alltid tillräckligt att mäta verksamhetens årsresultat (årets vinst eller förlust) då resultatet inte alltid pekar ut företagets omsättning eller satsade kapital. Därigenom så måste resultatet mätas i relation till vissa aspekter i företaget, dessa anses som nyckeltal. Det varierar vilka faktorer det är som mäts beroende på vad det är man vill få fram, men i grund och botten så mäter man ett antal indikationer så att man kan få fram riktiga värden på till exempel prestanda, effektivitet eller hur verksamheten fungerar (Catasús et al. 2008). Enligt Catasús et al. (2008) kan de olika nyckeltal som tas fram identifieras som exempelvis: Soliditet Soliditet är det finansiella nyckeltalet som anger hur stor del av verksamhetens tillgångar är finansierade med eget kapital. Resterande tillgångar som inte är finansierade med det egna kapitalet, finansieras med främmande kapital, som kan vara exempelvis lån. En verksamhets soliditet ökar genom en generering av vinst som återinvesteras i företaget, genom amortering av skulder och genom nyemission. RE (Räntabilitet på Eget kapital) Räntabilitet på eget kapital är ett nyckeltal som aktiebolag använder sig utav för att mäta avkastningen i aktieägarnas egna kapital. RE mäter hur effektivt ett företag är på att generera vinst från alla nettotillgångar. En mätning på RE visar dessutom hur effektivt ett företag använder investerat kapital för att generera inkomsttillväxt. RT (Räntabilitet på Totalt kapital) 22
24 Med räntabiliteten på det totala kapitalet mäter man avkastningen på de totala tillgångarna. Man bortser från hur företaget är finansierat. Detta kan räknas ut genom en exempelvis ABCoch självkostnadskalkyler. Stopptider När produktionen i ett företags produktionsprocess har tagit stopp, exempelvis på grund av maskinfel, högt antal kassationer eller kvalitetsbrister, så ackumuleras tiden då produktionen står stilla och benämns som stopptider. Stopptiderna ska verksamheten alltid sträva efter att reducera så mycket som möjligt, då tiden som produktionen står stilla ses som en finansiell förlust för företaget då man förlorar planerad produktionstid (Catasús et al. 2008). 3.2 REP-metoden Enligt Hagberg & Henriksson (2010) är REP-metoden, förkortat för Resultat, Effektivisering & Processer -metoden, en metod som verksamheter kan använda sig utav för att uppnå en effektivisering av företagets produktionsprocess. Man börjar med att sätta upp en nulägesanalys för att se vad företaget befinner sig i för skick för tillfället. Sedan sätter man upp ett önskat framtida läge som verksamheten skall sträva efter att uppnå. Det önskade framtida läget är ett huvudmål som skall uppnås med hjälp av delmål och avstämningar längs vägen. Sammanfattningsvis hjälper metoden företaget med att uppnå resultat på såväl kort som lång sikt Resultat Hagberg & Henriksson (2010) konstaterar att det finns tre huvudområden inom resultatdelen av metodiken: Produktionsförmåga & ekonomi, Anläggningsstatus, miljö & säkerhet samt samverkan och utfästelser. Inledande delen av resultaten som man skall försöka uppnå med metoden behandlar företagets produktionsförmåga och ekonomi vilket innebär beaktning av dels de resurser som förbrukas av underhållet men också av hur företagets övriga kostnader och produktionsförmåga påverkas av detta. Fokus för användaren ligger på att man ska försöka få fram en bättre produktionsförmåga, färre kassationer i produktionen, mindre övertid och förlängd livslängd på de investerade kapitalet i företagets maskinella tillgångar samt andra anläggningar och byggnader. 23

25 Hagberg & Henriksson (2010) menar att företagets anläggningsstatus, miljö och säkerhet beaktas också under resultatdelen av metodiken, och då fokuserar man på störningar i produktionen. Dessa störningar innebär att mängden utsläpp ökar, så sett ur en miljöaspekt är det en fördel ifall dessa kan minimeras. Färre störningar i produktionen innebär också att risken för personalolyckor i produktionen minskar. Dessutom anser Hagberg & Henriksson (2010) att samverkan mellan underhållet och andra avdelningar inom verksamheten är avgörande för företagets långsiktiga framgång Effektivisering Hagberg & Henriksson (2010) är noggranna med att poängtera att arbetet med REP-metoden måste hela tiden vara inriktat på effektiviseringar. Dessa effektiviseringar gäller såväl maskinernas funktion, som arbetsprocesserna i verksamheten. Och för att lyckas med detta är appliceringen av REP-metodiken lämplig. Effektiviseringen delas upp i fyra faser. I första fasen identifierar man förbättringsbehov och prioriterar vilka områden det är som behöver effektiviseras. I den andra fasen skall man analysera situationen och hitta grundläggande orsaker till fel med hjälp av exempelvis ett Ishikawadiagram. I tredje fasen skall företaget ta fram förbättringsförslag, och i fjärde fasen skall ledningen sätta sig ner och tillsammans besluta, genomföra och följa upp utfallet (Hagberg & Henriksson, 2010). Figur 1: Bild på de fyra effektiviseringsfaserna. 24
26 3.2.3 Processer För att företaget skall kunna utveckla de bästa arbetssätten så måste hela verksamheten ses som ett antal sammanhängade processer och inte enskilda aktiviteter. En processorientering bidrar till att analysera och förbättra arbetsflöden och organisation. Det som ingår i processerna är användarens angreppssätt, alltså det sätt som verksamheten skall avse att arbeta på, samt tillämpningen vilket innebär hur användaren lyckas med att följa det valda angreppssättet. Man måste ha i åtanke att för att lyckas med att nå avsedda resultat så måste både angreppssättet och tillämpningen vara förstklassiga. För att kunna genomföra processen så noggrant som möjligt måste användaren ta fram ett antal dokument som beskrivber och stöder arbetet. Dessa dokument kan vara exempelvis flödesscheman, arbetsinstruktioner och mallar. (Hagberg & Henriksson, 2010). 3.3 Förbättringsverktyg För att företag ständigt ska kunna utvecklas och förbättras så krävs det underlag i form av data, olika strukturer av datan samt bearbetning och analysering av data. Detta sätt att jobba med kommer från Japan där man tidigt insåg att alla i organisationerna behöver delta och arbeta med förbättringsarbeten. För att det skulle vara möjligt så att alla kunde vara involverade i förbättringsarbeten så krävdes det att de verktyg som skulle användas inte skulle vara komplicerade men samtidigt väldigt effektiva (Bergman & Klefsjö, 2012). Enligt Bergman & Klefsjö (2012) är anledningen till att det finns sju förbättringsverktyg att tidigare använde sig Japanernas samurajer av sju vapen eller verktyg när de skulle strida för att bli framgångsrika. I Japan kallade man dessa verktyg för The seven QC-tools, men i Sverige har man namnet De sju QC-verktygen, eller De sju förbättringsverktygen. Dessa verktyg är förklarade enligt Bergman & Klefsjö (2012) nedan: Fiskbensdiagram (Ishikawa) Paretodiagram Uppdelning Styrdiagram Histogram Datainsamling 25


27 Sambandsdiagram Fiskbensdiagram (Ishikawa) Fiskbensdiagrammet är även känt från den internationella benämningen Ishikawadiagram. Ishikawadiagrammet är ett av de sju förbättringsverktygen. Detta diagram används för att finna bakomliggande orsaker till den variationen man iakttar. Variationen kan vara ett problem som företaget försöker reda ut. För att reda ut problemet så bidrar Ishikawadiagrammet med att filtrera samtliga bakomliggande orsaker som är bidragande till att den huvudsakliga variationen uppstår. Man börjar med att beskriva grovt vilka typer av orsaker kan tänkas ligga till underfund med det observerade problemet. Därefter så koncentrerar man sig på var och en av dessa beskrivna bakomliggande orsaker för att undersöka dessa med detaljerat. När man tagit fram de första detaljerat beskrivna orsakerna kan man förfina klassificeringen ytterligare med fler bakomliggande orsaker så att man når en så grundlig punkt till problemet som möjligt (Bergman & Klefsjö, 2007). Figur 2: En bild som visar hur ett Ishikawadiagram kan se ut. För att underlätta anser Bergman & Klefsjö (2007) att man bör utforma diagrammet utifrån de sju M:en. De sju M:en är kategorier för bakomliggande orsaker för problemet i fråga. Kategorierna är: Människan - I människan-orsaken tas de mänskliga faktorerna till hänsyn, så som utbildning inom arbetsområdet, motivation till arbetet som ska utföras och erfarenhet 26
28 av arbetsuppgifterna som helhet. Operatörens förståelse för arbetsmomenten och användningen av verktyg kan ha stor påverkan på det slutliga resultatet. Metod - I denna aspekt kontrollerar man ifall det finns ordentliga verktyg och ritningsunderlag för att arbetet ska utföras problemfritt. Är det så att processparametrarna inte är tillräckligt specificerade, eller om styrbarheten är otillräcklig, måste detta tas till hänsyn i Ishikawadiagrammet och benas ut. Mätning - Att ha en ordentligt kalibrerad mätdom är viktigt för verksamhetens produktion. Utifall att det finns störande miljöfaktorer som påverkar problemet måste även detta tas till hänsyn i uppdelningen av Ishikawadiagrammet. Material - Kvaliteten på det material som används i processen är väsentligt när det kommer till den slutliga produkten. Här är det viktigt att försäkra sig på att leverantören utgör tillräckliga kvalitetsaktiviteter för att det inte ska störa processen och orsaka problem i produktionen. Miljö - Miljöaspekter måste också tas till hänsyn när man genomför Ishikawadiagrammet, då miljön i många fall kan påverka produktutfallet. Ifall detta är situationen, måste miljöaspekten tas med i användarens analysering av bakomliggande orsaker till huvudproblemet. Management - I Management-orsaken fokuserar man på hur företagsledningen utför sitt arbete. Ger den exempelvis otillräckligt med stöd till övriga arbetare inom verksamheten eller bidrar med otillräckligt med medel för verksamheten, måste detta skrivas med i Ishikawadiagrammet som en av de bidragande orsakerna till problemet. Maskin - Utförs ett lämpligt förebyggande underhåll på verksamhetens maskiner? I många fall är det maskinernas förmåga att inte kunna leverera kvalitetsprodukter. Då måste dessa tas till hänsyn i Ishikawadiagrammet. När man identifierat problemet kategoriserar man relevanta aspekter till tillhörande sju M:en, detta ger undersökaren en bild om bakomliggande orsaker till problemet. Genom att kartlägga dessa intressenter kan man lista tillhörande anknytningar till problemet (Bergman & Klefsjö, 2007). 27
29 3.3.2 Paretodiagram Paretodiagrammet är ett av de sju olika förbättringsverktygen. Namnet på diagrammet kommer från Vilfredo Pareto. Genom att utnyttja detta diagram kan man få fram en prioritetsordning, för att sedan kunna filtrera de essentiella faktorerna ur den stora mängden (Hagberg & Henriksson, 2010). Ofta är det flera olika problem som är aktuella i samband med en plan för kvalitetsförbättringar. I allmänhet går det däremot bara att lösa ett problem i taget. Då är det bra att veta i vilken ordning problemen ska angripas. Det är då viktigt att angripa det problemet som bidrar med störst variation eller kostnad. (Bergman & Klefsjö, 2012). Fördelen med att använda sig utav Paretodiagrammet är att man kan identifiera vilket problem det är som är allvarligast och som man därför bör lösa först. Man kan kraftsamla, lösa problemet i fråga och sedan gå vidare till nästa. På så sätt skapar man en organisering inom förbättringsarbetet vilket ger större förutsättningar till att lyckas. Hade var och en i organisationen gått åt sitt håll för att lösa sitt egna problem hade man inte fått samma utdelning. Den så kallade regeln är en regel som undersökaren kan tyda genom att läsa av ett Paretodiagram. Denna regel grundar sig på att det ofta är de 20 procenten av felen som uppstår som genererar de resterande 80 procenten av kostnaderna. Med denna kunskap kan man genom att fokusera på att identifiera, reducera eller till och med eliminera grundorsakerna till de 20 procenten så kommer de resterande 80 procenten att minska (Kiremire, 2011). 3.4 FMEA FMEA är en feleffektsanalys vars förkortning står för Failure Mode and Effect Analysis. Det är en metod man använder sig av när man vill göra en tillförlitlighets analys. Metoden används när man vill beskriva felkonsekvenser på processer eller produkter, genom att man systematiskt analyserar enskilda funktioner. Därefter beskriver man möjliga fel och feleffekter och felorsaker som senare kan kartläggas. När man använder sig av en FMEA är 28
30 det lämpligt att man är en kompetent grupp som granskar processen eller produkten, för att finna de möjliga fel som kan inträffa. När man identifierat möjliga fel ska konsekvenserna av dessa fel analyseras för att få en klar bild av felorsaker, vilken feleffekt det kommer orsaka på komponent eller system. Man beräknar vilken sannolikhet att felorsak inträffar genom att räkna ut Felintensitet, man beräknar dessutom allvarlighet en i felet och rankar problemet från ingen olycksrisk till allvarligt. Man lägger dessutom vikt på vilken Upptäcktssannolikhet det är att upptäcka problemet, detta värderar man från fel som alltid upptäcks till osannolikt att felet upptäcks. Därefter beräknar man risktalet genom att kalkylera produkten av felintensitet, upptäcktssannolikhet och allvarlighets grad. Värden från detta påvisar betydelsen att åtgärda problemen. Efter detta är gjort förslagslår man återgärder för att undvika problemen. En fullständigt FMEA kan användas som underlag för framtida uppföljningar och ombyggnationer eller insatser (Hagberg & Henriksson, 2010). 3.5 De sex stora förlustkällorna Enligt Hagberg & Henriksson (2010) kan TAK-konceptet i princip användas för alla anläggningar där kapaciteten påverkas av de olika parametrarna [T], [A] och [K]. Uppföljningen av TAK-värdet kan utföras på flera olika nivåer inom anläggningsstrukturen, från enskilda objekt till komplett fabrik. Dock så väljer man oftast i praktiken att studera enskilda maskiner, hela produktionsflöden, sammanbyggda maskiner, exempelvis i form av en komplett pappersmaskin, samt ett helt fabriksavsnitt. Genom att använda sig av dessa värden i en TAK-modell kan företag ta reda på utrustningseffektiviteten, detta för att ta reda på förluster inom: Tillgänglighet [T] vilket är de förluster företaget förlorar i form av tid. Anläggningsutnyttjandet [A] presenterar företagets hastighetsreduktioner. Kvalitetsutbyte [K] är de kvalitetsförluster man fått i from av kassationer samt övriga produktförluster. Inom TAK används en modell för att kategorisera de olika typerna av förluster inom produktionen, enligt Hagberg & Henriksson (2010) är dessa: 29

31 Figur 3: En bild som visar hur de sex stora förlustkällorna kan kategoriseras. Bilden ovan förklarar sambandet mellan de olika TAK-värdena och de sex stora förlustkällorna. Genom att kategorisera de olika förlusterna enligt figuren ovan kan användaren få en bild över hur företaget skall kategorisera sina förluster. Detta underlättar senare när användaren skall sammanställa en TAK-beräkning, då man vet hur man ska kategorisera sina nyckeltal i form av exempelvis stopptider vilket kategoriseras under tillgänglighetsbegreppet. Stopptiderna påverkas av utrustningsfel och avbrott samt omställningar och injusteringar. När det uppstår problem i form av tomgångskörning av maskiner och mindre störningar, samt reducerade produktionshastighet, kategoriseras dessa problem under förlustkällan hastighetsreduktion. Kvalitetsförluster är de förluster man fått i form av processdefekter eller reducerat utbyte. Dessa kategoriseras till kvalitetsutbyte. Därefter är det bara att summera värdena med hjälp av de formler utsatta i rapporten (Hagberg & Henriksson, 2010). 3.6 TAK Hagberg & Henriksson (2010) konstaterar att verksamhetens utrustningseffektivitet beskrivs av TAK-värden som man får fram efter ett genomförande av TAK-beräkning. [T]illgängligheten, [A]nläggningsutnyttjandet och [K]valitetsutbytet är tre centrala delar utav TAK-konceptet som behandlar ett företags stopptidsförluster, hastighetsförluster och kvalitetsförluster. Att ett företags underhållsverksamhets påverkar hastigheten i produktionen 30
32 är ett känt faktum, men genom en uppföljning av beräknade TAK-värden blir detta område bättre kvantifierat. Enligt Hagberg & Henriksson (2010) räknas företagets TAK-värde ut med följande formel. En förklaring till hur man räknar ut de tre separata delarna [T], [A] och [K] förklaras vidare i kapitlet: Beräkning 1: En bild på hur man räknar ut slutgiltiga TAK-värdet Tillgänglighetsbegreppet För att ett produktionssystem skall betraktas som tillgängligt måste samtliga funktionskrav på maskinerna vara uppnådda. Detta redogör för en hög driftsäkerhet, vilket är en central del utav den funktionella produktionsprocessen. Stigande krav på funktionsförmåga medför lägre acceptans på avvikelser, vilket gör det komplicerat att hålla anläggningen så tillgänglig som man vill ha den. Att produktionen har en större funktionsförmåga medför färre stopp i produktionen, vilken innebär kortare stopptider och bättre effektivitet (Hagberg & Henriksson, 2010). Beräkning 2: Beräkning av stopptid (Hagberg & Henriksson, 2010) Således beskrivs driftsäkerheten i form av uppnådd tillgänglighet. Detta uttrycks ofta i drifttimmar eller i ett procentuellt värde. En identifiering av stopporsaker är ett sätt att analysera hur dessa påverkar otillgängligheten i produktionsprocessen. En analysering och eventuellt åtgärdande av stopporsaker kan vara ett annat, aningen mer långsökt sätt, att öka tillgängligheten i produktionen. Hagberg & Henriksson (2010) förklarar hur man räknar ut tillgängligheten hos företaget enligt beräkningen nedan: Beräkning 3: En bild på hur man beräknar tillgängligheten [T] hos ett företag. 31
33 3.6.2 Anläggningsutnyttjande Enligt Hagberg & Henriksson (2010) beskriver anläggningsutnyttjandet hur företagets genomsnittliga hastighet förhåller sig till den maximala hastigheten. Istället för ordet hastighet kan andra begrepp som produktionsfart eller cykeltid att användas för klargörandets skull. Essentiellt så definierar man den maximala hastigheten och hur denna kommer att påverka vilket A-värde i TAK-beräkningen man uppkommer till. Mätandet av A-värdet kan vara mer eller mindre komplex, då värdet påverkas av flertalet olika faktorer. Om företaget tillverkar en eller flera olika produkter i den aktuella anläggningen är en påverkande faktor då anläggningsutnyttjandet ökar desto flera olika typer av produkter i sitt produkturval produceras på samma maskiner. Det är också viktigt att veta ifall den maximala produktionskapaciteten kan appliceras på alla produkter som företaget tillverkar. Produktionshastigheten kan också påverkas av vilken produktionsperiod man är i. Man måste också ta till hänsyn ifall hastigheten påverkas av igångkörning efter omställningar och underhållsstopp. När man bestämmer den maximala hastigheten för en anläggning brukar man ta fram ett varaktighetsdiagram. Detta diagram beskriver variationer som finns i hastigheten för den normala produktmixen eller utifrån produktion av specialprodukter. Anläggningsutnyttjande beräknas enligt uträkningen nedan: Beräkning 4: En bild på hur man beräknar Anläggningsutnyttjandet [A] i ett företag Kvalitetsutbyte Hagberg & Henriksson (2010) betonar att kvalitetsutbytet påverkas av mängden defekt produktion. Under defekt produktion avses produktionsvolym som inte uppfyller förbestämda kvalitetskrav. Dessa produkter kasseras eller får omarbetas/justeras. Detta är alltså en produktionsvolym som faktiskt har utnyttjat en del av kapaciteten i den aktuella anläggningen. Har företaget inga kvalitetsförluster så blir kvalitetsutbytet perfekt, alltså 100%. Detta innebär samtidigt att kvalitetsutbytet är beroende av hur de förbestämda kvalitetskraven ser ut. Detta krav bestäms av ledningen i företaget och är alltså individuellt, 32
34 vilket gör att kvalitetsutbytet kan skilja mellan olika företag även om man har lika många kvalitetsförluster. Detta leder till att desto högre kvalitetskrav man sätter på produkterna, desto svårare blir det att uppfylla kvalitetsutbytet. Vanligtvis så ställs det successivt högre kvalitetskrav på produkterna, då man har som oskriven regel att alltid jobba efter ständiga förbättringar, däribland öka kvalitetskraven hela tiden. Kvalitetsutbytet räknas ut enligt bilden nedan: Beräkning 5: En bild på hur man beräknar Kvalitetsutbytet [K] hos ett företag. 3.7 SMED (Single Minute Exchange Die) Tid kostar pengar är ett uttryck som ofta uppstår i många sammanhang, och särskilt när det gäller produktioner, då en väldigt viktig del av en produktionsprocess är just tid. I en produktionsprocess så produceras ofta ett flertal olika produkter, och för att detta ska vara möjligt så krävs det att maskiner ställs om och anpassas så att de nya produkterna kan produceras. När detta sker så uppstår ställtider, dvs tid där maskinerna står stilla. För att reducera dessa ställtider så utvecklade de japanska tillverkningsföretagen en metod som identifierades som SMED (Single Minute Exchange Die) (Paquette, 2003). Denna metod gör det möjligt för organisationer att reducera kostnader som uppstår när maskiner inte producerar. Åtgärderna med smed innebär att man ska få ner ställtiden till en ensiffrig minut, dvs noll till 9 minuter. (Wang, 2010) 3.8 Kvalitet Begreppet kvalitet har två olika sidor, en subjektiv sida samt en objektiv sida. Den objektiva sidan är den delen av kvalité som man kan se, den mätbara sidan. Den subjektiva sidan är hur kunden upplever produkten/tjänsten. Den ena sidan är inte viktigare än den andra, båda är essentiella att beakta (Shewhart, 2015). 33
35 Ur ett producentperspektiv så är det dock viktigare att beakta och behandla den objektiva sidan av kvalitet. Detta för att besluten som tas gällande utvecklingen och tillverkning ska ha gemensamma prioriteringar och utgångspunkter. Men till slut är den kunden som är avgörande för en produkts framgång, genom sin egen upplevelse (Shewhart, 2015). Den allmänna definition av kvalitet är, även om den har skrivits om många gånger; Kvalitet hos en produkt är förmågan att tillfredsställa kundernas behov och förväntningar. Enligt (Bergman & Klefsjö, 2012) så behöver denna definition av kvalité att vidgas och utvecklas ytterligare så dem föreslår följande definition istället; Kvaliteten på en produkt är dess förmåga att tillfredsställa, och helst överträffa, kundernas behov och förväntningar (Bergman & Klefsjö, 2012). Den senare definitionen av kvalitet tyder på att det inte bara räcker att möta kundernas förväntningar gällande en produkt eller tjänst. Nu för tiden krävs det att man överträffas deras förväntningar. När en kund upplever en produkt ska hen bli positivt överraskad och extatisk. Det är genom en sådan upplevelse som man skapar trogna och återkommande kunder. Därför är en central fråga inom dagens organisationer hur man kan överträffa kundernas förväntningar med positiva överraskningar genom innovativa lösningar (Bergman & Klefsjö, 2012). 34


36 4. Utveckling av modell I detta kapitel utförs en presentation av modellen som kommer att användas i studien. Teorin i föregående kapitel kommer att tas till hänsyn när vi utvecklar idén för modellen i förbättringsarbetet som kommer att utföras på fallföretaget. Figur 4: En visuell bild över de fyra olika faserna i REP-metoden. 4.1 Insamling av data Som en grund till modellen i detta arbete ska kvantitativa data samlas in i form av nyckeltal som ska bearbetas och analyseras för att kunna användas i kommande TAK-beräkningar och förbättringsarbete för att eventuellt finna en lösning till stopptidsproblemen. Nyckeltalen som ska samlas in är ackumulerade stopptider i form av antal stopp och antal minuter för varje stopp. Stopporsaken identifieras också genom den kvantitativa datainsamlingen. Denna process utvecklar sig på en identifiering av vilka nyckeltal krävs för att kunna utföra de kommande stegen i modellen. Författarna kommer att samla in de essentiella nyckeltalen för att kunna utvärdera och analysera nuläget så att TAK-beräkningar och ett införande av 35
37 förbättringsverktygen kan genomföras, och genom detta steg kommer förslag på åtgärder att presenteras. 4.2 Utveckling av REP-metoden När REP-metoden appliceras så kommer den att genomföras enligt cykeln som är beskriven under kapitel Effektivisering. Användningen av REP-metoden genomförs i fyra faser så att man kan strukturera upp arbetsgången för att få fram ett så effektivt genomförande av arbetsuppgiften som möjligt. En nulägesanalys kommer först att genomföras för att se hur situationen gällande stopptider ser ut i dagsläget. Sedan kommer ett mål att sättas upp vars syfte är att reducera stopptiderna Fas 1 - Identifiera förbättringsbehov & prioritera I inledningen av REP-metoden kommer man att identifiera förbättringsbehov och prioritera vilka områden det är man ska fokusera på att förbättra. För att kunna prioritera fram de problem som orsakar flest stopp i produktionen, kommer ett Paretodiagram att ställas upp för att man ska få en klar bild i en tabell över vilket problemområde det är som orsakar flest stopp och därmed ska prioriteras Fas 2 - Analysera situationen & hitta orsaker Med hjälp av nulägesanalysen och den kvantitativa datainsamlingen i form av nyckeltal kommer situationen att analyseras för att se hur många stopp produktionen har just nu. När datainsamlingen och analyseringen utav denna genomförts så kommer två Ishikawadiagram att utföras på de två mest kritiska problemen med syfte att hitta de felorsaker som leder till att produktionsstoppen uppstår Fas 2 - TAK-beräkning TAK-beräkningen som utförs på fallföretaget kommer att ge författarna en bild av maskinernas tillgänglighet, anläggningsutnyttjande och kvalitetsutbyte. Genom en analysering av de nyckeltal som författarna mottagit i den kvantitativa datainsamlingen kan TAK-beräkningen utföras på ett noggrant vis för att i nästkommande steg kunna identifiera 36
38 de sex stora förlustkällor. Genom ett åtgärdande av de sex stora förlustkällorna kan man komma fram till en eventuell lösning som kan effektivisera fallföretagets produktionsprocess Fas 2 - Identifiering av de sex stora förlustkällorna Som skrivet i teorin går TAK-beräkningen hand i hand med de sex stora förlustkällorna. Genom TAK-värden som tas fram i beräkningen kan man identifiera och analysera de sex stora förlustkällorna i produktionen. Dessa förlustkällor är uppdelade i stopptidsförluster, hastighetsförluster och kvalitetsförluster. Efter genomförandet av TAK-beräkningen kan fallföretagets förlustkällor identifieras. Dessa är viktiga att kartlägga då de ses som en grund i förbättringsarbetet. Författarna kommer genom identifieringen av förlustkällorna få fram de väsentliga källorna som behöver förbättras med hjälp av de valda förbättringsverktygen Fas 3 - Ta fram förbättringsförslag Efter att man identifierat de felorsaker som leder till att produktionsstoppen uppstår kommer en FMEA att utföras, med mål att slutligen kunna få fram ett antal olika förbättringsförslag. Dessa förbättringsförslag kommer att presenteras och efterföljas av en diskussion som ska analysera förslaget och slutligen komma fram till ifall förslaget är lämpligt att implementera Fas 4 - Besluta, genomföra & följa upp utfall I den fjärde och sista fasen kommer ett beslut att tas. Förbättringsförslagen kommer att tas till hänsyn när beslutet tas, eftersom dessa är centrala punkter i beslutstagandet då man analyserat ifall dessa åtgärder är lämpliga för fallföretaget att utföra. Ifall man bestämmer sig för att genomföra åtgärderna och implementera förändringarna som åtgärderna föreslår, kommer resultatet ifrån dessa förändringar att följas upp i form av framtida nyckeltal som kommer att beräknas efter att förbättringsåtgärderna blivit införda. 37
39 4.3 Varför de valda förbättringsverktygen Genom användningen av förbättringsverktygen kan man identifiera vilka områden som är i störst behov utav förbättring. En kombination utav de valda förbättringsverktygen; Paretodiagram, Ishikawa och FMEA, kommer att ge tillräckligt med information gällande analyseringen av nyckeltalen som kommer att stå som grund i användandet av förbättringsverktygen. Nyckeltalen som tas ut i den kvantitativa datainsamlingen kommer dessutom att vara essentiella värden i genomförandet av TAK-beräkningen som beskrivs i detta kapitel och praktiskt utförs i kapitel Paretodiagram Detta diagram ska tillämpas för att kunna identifiera det mest kritiska problemen sett till de insamlade nyckeltalen. De insamlade nyckeltalen ska bearbetas för att kunna finna de få stopptiderna som uppstår, men som har störst konsekvenser, som exempelvis antal minuter som maskinen står stilla. Med hjälp av detta diagram kommer man att kunna filtrera de insamlade nyckeltalen så att man endast jobbar med de värden som påverkar produktionen av specialprodukter mest. Anledningen till att Paretodiagrammet kommer användas är för att kunna välja de mest kritiska faktorerna som genererar försämrat resultat på produktionslinjen. Med hjälp av det fullständiga diagrammet kommer fokus sedan kunna läggas ner på de 20% som är grunderna till 80% av felen Ishikawa Ishikawadiagrammet kommer att utföras med syftet att identifiera de bakomliggande orsakerna till stoppen som uppstår i produktionen. Diagrammet kommer att utföras enligt de sju M:en, på grund av att man vill få fram ett så precist diagram som möjligt med syn ur samtliga perspektiv i organisationen. Anledningen till att Ishikawadiagrammet kommer att utföras är för att det kan finnas många olika orsaker till att produktionsstoppen sker. I många fall är det stopp som är svåra att åtgärda, men lyckas man med att identifiera de 38
40 bakomliggande orsakerna till störningarna för att bearbeta och åtgärda dem en efter en, så kan produktionen komma att effektiviseras på lång sikt FMEA Det är i detta steg som förbättringsåtgärderna kommer att tas fram. Efter att ett Ishikawadiagram gjorts så applicerar man de främsta grundorsakerna i ett FMEA-diagram. Här kommer grundorsakerna till felen att analyseras i form av vad för sorts feltyp det är, vilken orsak till felet är, vilken konsekvens felet har osv. Efter att FMEA-diagrammet är klart kommer förbättringsåtgärder att presenteras till de olika felorsakerna. Förbättringsåtgärderna kommer att baseras beroende på hur felen utvärderas i FMEA-diagrammet. 4.4 Förslag på åtgärder I FMEA:n kommer förslag på åtgärder att presenteras. Åtgärderna är det som diskuteras i studiens slutskede, då författarna har kommit fram till ett gemensamt beslut på vilka åtgärder är lämpligast. Dessa förslag på åtgärder kommer också att tas till hänsyn i kapitel 9 Rekommendationer. Rekommendationerna presenteras i efterhand. 4.5 Införande Ett införande av modellen kommer att ske utan direkt hjälp av författarna. Den fullständiga studien kommer att vidarebefordras till ansvarig som i sin tur kommer att ta ett beslut om studiens resultat och rekommendationer är värda att tillämpa och införa på den valda produktionslinjen. 4.6 Uppföljning Uppföljningen av studien kommer att göras med hjälp av de nyckeltal som presenteras i nästkommande månad som kommer att visa hur produktionsstoppen har förändrats. Denna modell kommer även att agera som underlag för framtida uppföljning på produktionslinjen. 39
41 5. Empiri I detta kapitel kommer fallföretaget att beskrivas. Den empiriska datan är essentiell för denna studien då projektet är en fallstudie som kommer att fokusera på förbättringar för valt fallföretag. 5.1 Ardagh Glass generellt Företaget Ardagh Glass har sedan länge varit ett av landets ledande glastillverkare. Med kunder som Absolut Vodka och Coca-Cola har man genom åren lyckats få en effektiv processhantering i sin anläggning. Det är en ständig utveckling på produktionen då produkterna utvecklas och formas till dagens trender, funktioner och utseende. Ardagh Glass är beläget i Limmared i Tranemo kommun och har flera produktionslinjer som kontinuerligt är igång och som de anställda jobbar på i treskift. Under en 24 timmars period producerar företaget cirka 1,2 miljoner flaskor. Företaget har ett lager som rymmer pallar, där varje pall varierar från till flaskor, beroende på vilken storlek flaskorna har. Inom företaget sköter man hela produktionen från framkallning av glaset till att forma och dekorera flaskorna. Företaget producerar sina produkter enligt produktionsstrategin Made-To-Stock. Produktionen går i full hastighet då planen är att fylla lagret med fullständiga produkter. Detta är möjligt då Ardagh Glass jobbar med olika prognoser, sett till när och hur mycket kunder vill ha ordrar. 5.2 Produktion Produktionen är som tidigare nämnt igång på heltid. I produktionen har man flertalet olika produkter som körs i samma maskiner, med lite modifieringar kan man tillverka samtliga i alla maskiner. Absolut Vodka flaskor produceras konstant medan produkter i specialproduktionen har en bestämd tidsram för när de ska produceras. Detta på grund utav att dessa produkter varierar utifrån basutbudet från kunderna, allt från exklusiva produkter till produkter med lågt utbud och varierad efterfrågan. 40

42 5.2.1 Produktionen för specialprodukter Produktionen för specialprodukter är avdelningen som producerar de specialanpassade produkterna. Här produceras produkter som exempelvis Absolut Elyx och Absolut Peppar. Denna produktionslinje opererar inte likadant som de andra linjerna, som är igång på heltid och producerar till Made-To-Stock. Här producerar man ett förbestämt antal produkter där produktionstiden varierar beroende på vilken produkt det är som ska produceras. Ardagh Glass har för tillfället inte ett bra nyckeltal som visar produktionens prestanda. Det är endast driftprocent och packprocent som företaget har som kan presentera specialproduktionens prestanda. Företaget använder sig av ett nyckeltal T3 som presenterar kvaliteten på producerade produkter under 24 timmar efter en omställning i glasformaren. Detta nyckeltal använder fallföretaget sällan då en batch av produkter oftast inte produceras i upp till 24 timmar, och alla olika specialanpassade produkter produceras i olika sorters tidsramar. Detta medför ett orättvist resultat på nyckeltalet Produktionen för specialprodukter - nyckeltal Som del av den empiriska datan är insamlingen av nyckeltalen hos Ardagh Glass väsentliga för att kunna applicera förbättringsverktygen hos Ardagh Glass samt för att genomföra TAK-beräkningarna. Stopptiderna, som ses som en prioritering i den kvantitativa datainsamlingen togs till hänsyn först, eftersom det är endast stopptiderna som analyseras med hjälp av förbättringsverktygen. Resterande värden såsom exempelvis Totalt tillgänglig tid och Bruttoproduktion är värden som endast kommer att bearbetas i TAK-beräkningarna. Nedan följer en lista på siffror ur den kvantitativa datainsamlingen som är essentiella värden i TAK-beräkningarna: Figur 5: En bild på samlad kvantitativ data som är väsentlig för TAK-beräkningarna. 41
43 6. Genomförande av modell I detta kapitel kommer den empiriska datan att analyseras med hänsyn till den valda teorin som författarna har samlat in i kapitel Införande av REP-metoden Nuläget som fallföretaget befinner sig i omfattar en ackumulerad stopptid i produktionen för specialprodukter på totalt timmar de senaste sex månaderna. Med ett införande av REP-metoden kan ett önskvärt utfall kvantifieras genom en målsättning avsedd för reducering av dessa stopptider. Målet för reduceringen uppskattas i ett procentuellt värde. I denna studie är målet att uppnå en fem procentig reducering av den totala stopptiden nästkommande halvår Fas 1 - Identifiera förbättringsbehov & prioritera För att kunna applicera ett Paretodiagram skapades förkalkyler innehållandes de olika värdena. Dessa förkalkyler innehöll olika kategorier som de olika stopporsakerna delades in i. Detta var ett krav då antalet stopporsaker inte kunde kalkylerats på ett representerande sätt. De olika orsakerna bakom stoppen sorterades in i följande kategorier: Transport - Stopp som sker vid transportsträckor. Väntetid - Väntetid som uppstår vid när maskiner står stilla. Justering - Justeringar och regleringar av maskiner och utrustning, Haveri/stopp - Stopp i maskin/produktion. Underhåll - Planerade samt oplanerade stopp gällande service och reperationer. Test - Kontroller av enheter. Övrigt - Övriga stopp som inte kunde kategoriseras eller beskrivas. Därefter räknades de olika stopptiderna fram samt antal stopp relaterat till de olika kategorierna. Detta var väsentligt för att kunna utföra ett Paretodiagram. Diagrammet visade i sin tur att det var orsakerna i kategorierna väntetid och underhåll som orsakade de flesta stoppen: 42
44 Diagram 1: Ett Paretodiagram över Ardagh Glass stopptider. Genom en mer noggrann analysering av diagrammet uppstod förvirring till varför kategorierna väntetid och underhåll varierade så mycket gentemot de andra. Efter genomgång av förkalkylerna och diagrammet upptäcktes det att det var två stopporsaker som visade markant skillnad på antalet stoppminuter. Stopporsakerna maskininstallation (underhåll) och orderbrist (väntetid) hade en stor påverkan på slutresultaten av Paretodiagramet. Detta för att orsaken orderbrist från kategorin väntetid med sina 10 stopp stod för minuter av den totala stopptiden. Maskininstallation i kategorin underhåll har ett stopp på minuter. Av stopp står dessa 11 stopp för minuter (1 369,7 timmar) av den totala stopptiden på minuter (2 430,1 timmar). Detta motsvarar 56,36 % av den totala tiden. Då dessa 11 stopp (0,00117 %) står för 56 % av den totala stopptiden, visar dessa värden en orättvis bild av verkligheten då dessa få tal har stor påverkan på Paretodiagrammet. Därför genomfördes ett nytt Paretodiagram där orsakerna maskinstallation och orderbrist exkluderades. Det andra Paretodiagrammet visar en mer rättvis bild av feltyperna som bör reduceras eller elimineras enligt diagrammet nedan: 43
45 Diagram 2: Det uppdaterade Paretodiagrammet. Diagrammet visar att de kategorier som har störst konsekvenser i produktionen är övrigt, väntetid och haveri/stopp. Detta visar ett mer rättvist resultat då det inte är några få orsaker inom kategorierna som påverkar diagrammets resultat på egen hand. Dessa tre kategorier har individuellt lägst antal stopporsaker sett till antal minuter stopp de har orsakat. Detta ger oss en prioritetsordning av vilka kategorier som ska fortsätta att analyseras och bearbetas så att en reducering av de mest kritiska stopporsakerna kan påbörjas. 44
46 6.1.2 Fas 2 - Analysera situationen & hitta orsaker Appliceringen av Ishikawa genomförs på de problem som bidrar mest till produktionsstoppen. De mest bidragande faktorerna kan avläsas i Paretodiagrammen som visar vilket problem det är som ska prioriteras. De tre mest kritiska orsakerna till produktionsstoppen; Övrigt, Väntetid och Haveri/Stopp är de problemen som kommer att illustreras i Ishikawadiagrammen nedan: Övrigt Vid genomförande av Ishikawadiagrammet med input av kategorin Övrigt framgick det att det var bristfälligt med information gällande de olika stopporsakerna. Detta resulterade i att det inte fanns möjlighet att finna bakomliggande orsaker till stoppen. Anledningen till detta var för att rapporteringen av stopporsakerna inte var tillräckligt tydliga nog för att kunna bearbeta dessa för att kunna klargöra varför stoppen skedde. Övrigt innehåller alla stopp som inte kunde kategoriseras in i en speciell grupp och därför hamnade dessa i en och samma kategori. För att kunna göra en Ishikawa med denna kategori så behöver orsakerna definieras och rapporteras med tydligare förklaring till varför stoppen uppstod. Företaget kommer att gynnas med en tydligare rapportering kring stopporsakerna då det för tillfället är väldigt svårt att kunna analysera dessa värden. Detta kan spåras tillbaka till bristfällig kunskap av operatörer eller oklara instruktioner från ledning gällande vad som krävs när ett sådant problem uppstår. På grund av dessa faktorer kommer inte ett Ishikawadiagram av kategorin Övrigt att presenteras men kommer fortfarande att inkluderas i resterande delar av studien. 45

47 Väntetid Väntetiderna är de tider som maskinerna står stilla. Då väntetiderna är de näst mest kritiska faktorerna till produktionsstoppen sätts de upp i det första Ishikawadiagrammet som illustreras nedan: Diagram 3: Ett Ishikawadiagram på väntetiden. Efter att ha genomfört Ishikawadiagrammet på det vanligaste problemet som orsakar produktionsstoppen kan man konstatera att dålig planering och dålig kommunikation mellan de anställda har en stor påverkan på utfallet. Företaget har tillräckligt många anställda för att personalbrist inte skall vara ett problem. Därför kan man medge att det är bristen på planering och kommunikation som orsakar personalbristen. Ledningen är lika ansvarig för väntetiden som personalbristen är, då dessa fel har samma bakomliggande orsaker. Utbildningen som genomförs för de anställda är avsedd för sköte av dekormaskinen, där tillkommer också brist i planering, då stopp på grund av brist av personal inte ska ske. De arbetsrutiner som påverkar väntetiden är när formbyte i maskinerna behöver genomföras. Dessa formbyten sker ofta och bidrar med en stor del av ställtiderna som gör att maskinerna måste stå stilla och på så sätt orsakas väntetid i produktionen. Dessutom så stoppas maskinerna på grund av att enheter ibland blir försenade och därmed måste maskinen stå stilla och vänta på att få bearbeta dessa enheter. 46

48 Haveri/Stopp Diagram 4: Ett Ishikawadiagram på haveri/stopp. Efter att ha bearbetat felorsakerna i ett Ishikawadiagram, presenteras det att bristande underhåll är en stor bidragande faktor till att maskinerna stoppas och haveri uppstår. Både aktiviteten underhåll samt planeringen av underhållet är ett grundläggande problem som kan spåras tillbaka till ledningen som ineffektivt har planlagt underhållsrutinerna. En anledning till att det havererar i produktionen beror på allmänt dålig skötsel av maskinerna. Genom bristande förberedelser från operatörernas sida samt dålig skötsel av underhåll ökar antalet haverier i utrustningen. Diagrammet visar även att operatörer bör utbildas ytterligare för att få en smidigare process med färre stopptider. Operatörerna är huvudorsaken till att färgen tar slut i dekormaskinen på grund av otillräcklig uppsyn av hur mycket färg det är kvar till att genomföra dekorationen på flaskan. Slitaget som uppstår på maskinerna är en också en faktor till haveri/stopp. Nötningen av maskinerna uppstår då samma rörelser sker kontinuerligt i maskinen vilket gör att komponenter slits. 47

49 6.1.3 Fas 2 - TAK-beräkning Efter att den kvantitativa datainsamlingen av väsentliga siffror som har direkt anknytning till TAK-modellen är genomförd kan den fullständiga TAK-beräkningen genomföras. Beräkningen delas upp på tre olika delar så att en fullständig beräkning kan genomföras på vardera områden; Tillgänglighet [T], Anläggningsutnyttjande [A] och Kvalitetsutbyte [K]. Uträkningar görs med hänsyn till teorin som beskriver hur varje steg ska utföras Beräkning av tillgänglighet Produktionen för specialprodukter på Ardagh Glass har en totalt tillgänglig tid på timmar på totalt sex månader, då produktionen körs på heltid och maskinerna är tillgängliga dygnet runt. De ackumulerade stopptiderna på Ardagh Glass produktion för specialprodukter uppgår till timmar de senaste sex månaderna. För att beräkna tillgängligheten på Ardagh Glass produktion för specialprodukter används formeln som är beskriven under Tillgänglighetsbegreppet: Beräkning 6: Beräkning av Ardagh Glass tillgänglighet. Som uträknat ovan kan man intyga att Ardagh Glass Tillgänglighet [T] uppgår till 43,75 %. Detta innebär att man har en förlorad tillgänglighet i produktionen för specialprodukter på 56,25 %. Detta på grund av att maskinerna i specialproduktionen inte körs dygnet runt och får stå stilla ibland. Maskinerna körs inte i timmar per halvår, men de är tillgängliga i timmar. Här genomgår Ardagh Glass förluster på grund av att man låter maskiner stå avstängda under långa perioder då specialproduktionen är beroende på hur stora ordrar företaget får in och därmed inte kan planeras långt i förväg. Sett till hur många stopptimmar specialproduktionen utgör, så sänks tillgängligheten på maskinerna markant. 48
50 6.1.5 Beräkning av anläggningsutnyttjande Produktionen för specialprodukter har en bruttoproduktion på enheter på totalt sex månader. Som tidigare nämnt så är den totala tillgängliga tiden på maskinerna timmar under sex månader. Företagets maximala produktionshastighet är enheter i timmen. Därifrån kan man räkna ut företagets Anläggningsutnyttjande [A] enligt formeln i Anläggningsutnyttjande: Beräkning 7: Beräkning av Ardagh Glass anläggningsutnyttjande. Ardagh Glass Anläggningsutnyttjande [A] uppgår till 70,68 %. Detta innebär att företaget utnyttjar sin anläggning i specialproduktionen med 70,68 % och förlorar anläggningsutnyttjandet med 29,32 %. Förlusterna i denna parameter uppstår på grund av att specialproduktionens totala tillgängliga tid fortfarande uppgår till timmar på sex månader trots att anläggningen inte nyttjas under alla timmar. Företagets bruttoproduktion och produktionshastighet är de faktorer som påverkar anläggningsutnyttjandet positivt Beräkning av kvalitetsutbyte Som tidigare nämnt så uppgår företagets bruttoproduktion till totalt enheter, vilket är en faktor i uträkningen av Kvalitetsutbytet [K] också. Antalet defekta produkter uppgår till enheter. Uträkningen nedan görs utifrån formeln under Kvalitetsutbyte: 49
![Beräkning 8: Beräkning av Ardagh Glass kvalitetsutbyte. Genom att avläsa resultatet i beräkningen av Kvalitetsutbyte [K] så kan man uppskatta andelen till 95,19 %.](/docs-images/92/109161587/images/51-0.jpg "Detta kan ses som ett exceptionellt värde då man endast har 4,81 % i kvalitetsförluster under en tidsperiod på sex månader.")
51 Beräkning 8: Beräkning av Ardagh Glass kvalitetsutbyte. Genom att avläsa resultatet i beräkningen av Kvalitetsutbyte [K] så kan man uppskatta andelen till 95,19 %. Detta kan ses som ett exceptionellt värde då man endast har 4,81 % i kvalitetsförluster under en tidsperiod på sex månader. Det höga antalet enheter i bruttoproduktionen samt det låga antalet defekta produkter är två avgörande faktorer i beräkningen av Ardagh Glass Kvalitetstutbyte [K] Ardagh Glass TAK-värde Sammanfattningsvis så kan man konstatera följande värden inom uträkningen av de tre olika delarna ur TAK-konceptet nedan: Tillgänglighet [T] = 43,75 % Anläggningsutnyttjande [A] = 70,68 % Kvalitetsutbyte [K] = 95,19 % För att i nästa steg räkna ut företagets sammanställda TAK-värde multipliceras de tre olika värdena nedan enligt formeln under 3.5 TAK: Beräkning 9: Beräkning av Ardagh Glass slutliga TAK-värde. Enligt uträkningen ovan så kan Ardagh Glass utrustningseffektivitet uppskattas till 29,44 %. Genom att avläsa de samtliga uträkningarna inom fullständiga TAK-beräkningen så kan man 50
52 se att det är den totala tillgängliga tiden som mest påverkar företagets specialproduktion negativt, på grund av att maskinerna i specialproduktionen inte körs på heltid trots att de är tillgängliga på heltid. När maskinerna står stilla förloras produktionstid och det innebär stora förluster inom Tillgängligheten [T] samt Anläggningsutnyttjandet [A]. Den totala tillgängliga tiden påverkar inte Kvalitetsutbytet [K] och det är därför Ardagh Glass specialproduktions Kvalitetsutbyte [K] är så högt. Detta leder till att utrustningseffektiviteten i specialproduktionen kan uppskattas som låg trots att man har så få kvalitetsförluster Identifiering av de sex stora förlustkällorna De största förlusterna som Ardagh Glass produktion för specialprodukter får är inom kategorin Tillgänglighet [T] vilket innefattar utrustningsfel och avbrott samt omställningar och injusteringar som tillkommer då produktionen ställs om ofta på grund av att det är beroende av antalet ordrar som kommer in. Vad gäller Ardagh Glass Anläggningsutnyttjande [A] så är förlustkällan Tomgång och mindre störningar den faktorn som sker varje gång en maskin måste vänta på att få in enheter. Detta leder också till en reducerad produktionshastighet. Kvalitetsförlusterna är inte lika stora påverkande faktorer i Ardagh Glass förlustkällor då man enligt TAK-beräkningarna har ett Kvalitetsutbyte [K] på 95,19 %. Ändå är det en faktor att räkna med då antalet defekta enheter de senaste sex månaderna har uppgått till enheter. Då Kvalitetsutbytet [K] är av ett önskat värde så är det svårt att identifiera en andra förlustkälla inom detta område. Detta leder till att endast fem förlustkällor har identifierats. 51

53 6.1.9 Fas 3 - Ta fram förbättringsförslag I appliceringen av FMEA är huvudsyftet att identifiera felmöjligheter, feleffekter samt förbättringsåtgärder åt de vanligaste problemen i Ardagh Glass produktion för specialprodukter: Figur 6: En FMEA på Ardagh Glass produktion för specialprodukter. 52
54 Detta diagram visar sambandet mellan Ardagh Glass specialproduktions operationer, funktioner och felkaraktäristik samt RPN. Operationerna är tagna ur Ishikawadiagrammen då de ses som de mest centrala problemen i Ardagh Glass produktion för specialprodukter. De rekommenderade åtgärderna ses som en lösning till felen i operationerna. Anledning till att en prioritetsordning inte utförs för de rekommenderade åtgärderna är för att majoriteten av faktorerna sett till de olika operationerna har en anknytning till varandra. Detta bidrar till att det blir svårt att utföra en prioritetsordning för vilka åtgärder som är viktigare än de andra. Enligt beräkningen av RPN kan man se att det högsta risktalet befinner sig hos den operation som har befattningen Dålig rapporteringen av stopporsak. Anledningen till detta är på grund av att den är ofta förekommande samt är svår att upptäcka. Den dåliga planeringen, det bristande underhållet, slitaget och ställtiderna är operationer som inte har ett särskilt kritiskt risktal. Största anledningen till att utbildningen hos operatörerna och den dåliga kommunikationen mellan arbetare har ett högre risktal är på grund av att det är svårt att upptäcka Fas 4 - Besluta, genomföra & följa upp utfall Då beslutstagande gällande implementeringar i Ardagh Glass produktion för specialprodukter inte får genomföras utav författarna så överlämnas arbetet i den fjärde och sista fasen till företagsrepresentanter. Uppföljningen utav arbetet görs när nya nyckeltal samlats in. 53
55 7. Resultat I Resultatkapitlet kommer resultatet från studien att skrivas. Frågan i problemformuleringen i 1.3 kommer att besvaras med hjälp av genomförandet av modellen i kapitel Utfall av genomförd modell Utförandet av modellen gick ut på att analysera Ardagh Glass specialproduktions insamlade nyckeltal med hjälp av tre olika förbättringsverktyg samt beräkning av TAK och identifiering av de sex stora förlustkällorna, med mål att finna förbättringsåtgärder som kan komma att reducera produktionens stopptider. Modellen var utformad på så sätt att den skulle vara anpassningsbar för tillverkningsföretag som vill uppnå effektivare produktionsprocess med färre stopp. Modellen grundades på de teoretiska delarna som beskriver REP-metoden, de olika förbättringsverktygen, TAK samt de sex stora förlustkällorna. I den första fasen av REP-metoden framställdes delresultatet i ett Paretodiagram där de mest kritiska problemen visade sig vara kategorierna Övrigt, Väntetid samt Haveri/Stopp. Då problemorsaken Övrigt var en kategori innefattande av stopporsaker som inte kunde identifieras i Ardagh Glass produktionssystem så kunde inte denna kategori brytas ut i ett Ishikawadiagram i genomförandet av den andra fasen i REP-metoden. Därigenom så blev de två huvudproblem som applicerats i Ishikawadiagrammen kategorierna Väntetid och Haveri/Stopp. I den tredje fasen applicerades ett FMEA med huvudsyfte att identifiera förbättringsåtgärder, vilket gav ett förväntat utfall som kommer att presenteras senare i detta kapitel. I den fjärde och sista fasen skulle ett beslut tas samt uppföljning genomföras. Detta överlåts till företagsrepresentanter då författarna inte sitter i en position att implementera en förändring av denna typ. Utfallet av modellen mötte förväntningarna då planen var att identifiera förbättringsåtgärder som kan komma att reducera stopptiderna samt eliminera stopporsakerna. De valda 54
56 förbättringsverktygen var lämpliga för utförandet av REP-metoden då syftet med vardera fas uppnåddes. 7.2 Identifera förbättringsbehov & prioritera Ett Paretodiagram applicerades med alla stopporsaker som uppstått under sex månader på Ardagh Glass produktion för specialprodukter. För att genomförandet av diagrammet skulle kunna vara möjligt så behövde stopporsakerna kategoriseras i olika grupper. Efter att Paretodiagrammet var klart uppstod det förvirrig kring de presenterande resultatet. Diagrammet visade orättvisa resultat som inte speglade nuläget rättvist. Efter ett omarbete på kategorierna där 11 stopporsaker exkluderades så utfördes ett nytt paretodiagram som speglade nuläget mer rättvist. Resultatet som presenterades var att tre kategorier hade störst konsekvenser på produktionen. Dessa tre kategorier var: Övrigt - Orsakade stoppminuter de senaste sex månaderna. Väntetid - Orsakade stoppminuter de senaste sex månaderna. Haveri/Stopp - Orsakade stoppminuter de senaste sex månaderna. Dessa tre kategorier hade genererat högst antal stoppminuter sett till att de hade minst antal stopp. Därför lades fokus på dessa tre grupper i resterande delar av studien. 7.3 Analysera situationen och hitta orsaker Resultaten som Ishikawadiagrammet visade var att huvudproblemen Väntetid samt Haveri/Stopp orsakades av följande felorsaker: Personalbrist - Orsakats utav dålig planering från ledning samt dålig kommunikation mellan de anställda. Maskinstopp - Ställtider, bristande underhåll, defekta enheter som körs igenom maskinen, flaskhalsar samt maskiner som väntar på att få in enheter orsakar maskinstoppen. Arbetsmetod - Rutiner som de anställda har vid exempelvis formbyten tar lång tid och orsakar väntetid. Utbildning - Bristande kompetens, bristande underhåll samt otillräcklig uppsyn leder till att maskiner havererar samt att dekormaskinen får slut på färg. 55
57 Ledning - Bristfällig kommunikation samt bristfällig planering av underhåll från ledningens sida leder till oklarheter kring operatörernas arbetsutföranden vilket är en faktor till problemen. Slitage - Kontinuerlig nötning samt bristande underhållsrutiner leder till att maskiner orsakar problem. Det fanns ingen möjlighet att utföra ett Ishikawadiagram med kategorin Övrigt då stopporsakerna inte var tillräckligt tydliga för att kunna identifiera grundorsaken till händelsen. 7.4 TAK Resultaten som uppnåtts genom TAK-beräkningarna presenteras i följande procentenheter: Tillgänglighet [T] = 43,75 % Anläggningsutnyttjande [A] = 70,68 % Kvalitetsutbyte [K] = 95,19 % Utrustningseffektivitet [TAK] = 29,44 % 7.5 De sex stora förlustkällorna De sex stora förlustkällorna som identifierats i Ardagh Glass produktion för specialprodukter är: Utrustningsfel och avbrott - Maskinstopp samt avbrott som orsakats utav bristande underhåll samt otillräcklig uppsyn av operatörer i de fall då färg tagit slut i dekormaskinen. Omställningar och injusteringar - Dessa stopptider sker då exempelvis formbyten genomförs i maskinerna. Produktionen för specialprodukter körs inte dygnet runt vilket leder till att maskinerna står stilla utan att användas trots att de är tillgängliga på grund av att produktionen är orderbaserad. Tomgång och mindre störningar - Tomgångar uppstår när maskiner måste vänta på att få in enheter. Detta är en produktionsförlust då maskinen körs utan att få ut något värde. 56
58 Reducerad produktionshastighet - Den reducerade produktionshastigheten påverkas också av maskiners väntan på att få in enheter. De sekunder som enheter inte går igenom maskinen sänker den sammanlagda produktionshastigheten. Defekta enheter - En del av kvalitetsförlusterna är de defekta enheterna som varit tvungna att kasseras under produktionens gång. Antalet defekta enheter i Ardagh Glass specialproduktion under de senaste sex månaderna steg till enheter. 7.6 Ta fram förbättringsförslag Resultatet som FMEA:n presenterade är de rekommenderade åtgärderna som togs fram till respektive problem som Ardagh Glass har i sin produktion för specialprodukter. Dålig rapportering av stopporsak - Detta var ett problem som gav stor förvirrig kring grundorsakerna till många av stoppen. Genom att utveckla sitt rapporteringssystem och ha mer utvecklade rapporter kring stoppen så kommer detta problem att åtgärdas. Dålig planering - Genom att förbereda och planera arbetsfördelningen så undviker man personalbrist i produktionen vid exempelvis utbildningar och frånvaro. Bristande underhåll - Många av problemen som uppstår i produktion kan spåras tillbaka till dålig planering av underhåll samt bristande uppsyn från operatörernas sida. Detta kan åtgärdas genom noggrannare planering av underhåll samt instruktioner för operatörer vid samtliga maskiner. Utbildning - Genom att ha kontinuerlig utbildning för samtliga anställda samt involvera alla vid diverse förändringar i maskinskötsel så kan man undvika problem som uppstår vid bristande kompetens. Fördelning av erfarenhet och kunskap mellan alla involverade bidrar till en mer jämn och kontinuerlig arbetsprocess. Slitage - Slitage är ett problem som förekommer frekvent i produktionen för specialprodukter. Många av stoppen sker för att komponenter måste bytas ut i utrustningen. Detta åtgärdas genom utökad underhåll eller genom att undersöka arbetsprocessen för att kunna förbättra den. 57
59 Dålig kommunikation - Information ska vara lättillgänglig för alla anställda. Kommunikationsflödet bör ske mer effektivt så att information inte gå förlorad eller kan misstolkas. Alla involverade ska ha en möjlighet att ta del av kommunikationsfödet. Detta bidrar till att uppdaterade arbetsrutiner/uppgifter inte misstolkas av operatörerna. Ställtider - Många av stopporsakerna är väntetider som uppstår på grund av ställtider. Formbyten sker frekvent i produktionen, vilket bidrar till ekonomiska förluster i form av förlorad produktionstid. Genom att effektivisera och standardisera arbetsrutiner så kan man minska denna väntetid. 58
60 8. Slutsatser och rekommendationer I detta kapitel kommer författarnas slutsatser från studien att tas upp. Slutsatserna kommer att följas av författarnas egna rekommendationer till företagsrepresentanter vid genomförande av eventuella framtida förbättringsprojekt. Frågeställningen i denna studie lyder som följande: Hur kan analyseringen av nyckeltal bidra till reducering av stopptider vid produktion av specialprodukter? Med hjälp av den utvecklade modellen som vi skapat finns det en möjlighet att reducera stopptiderna som uppstår hos Ardagh Glass produktion för specialprodukter. Med hjälp av teorin och de olika verktygen som vi använde oss utav så kunde vi identifiera grundorsakerna bakom stoppen. REP-metoden som vi har grundat vår modell på är relevant till denna studie då den bidrar med hjälpmedel och vägledning till hur man kan effektivisera sin produktion med hjälp av olika typer av förbättringsverktyg. Genom att jobba noggrant med varje fas inom vår modell har vi kunnat identifiera samt definiera förbättringsbehoven, analyserat nuläget samt kunnat framställa förbättringsåtgärder. Vår modell utvecklades med försiktighet så att den inte bara ska kunna vara tillämpningsbar för denna studie samt vårt fallföretag. Vi uppmuntrar användare av denna modell att modifiera den så att den så bra som möjligt passar deras situation. Däremot bör syftet och målen med denna modell inte förändras om man utnyttjar den till den mån som den är utvecklad för. Modellen som vi utvecklat är endast baserat på teoretiska grunder och saknar praktiska tester, detta sänker validiteten i modellen. Men med framtida studier kan vår modell komma att användas som inspiration för en förbättrad eller förändrad metodik, som kan öka validiteten och bidra till en modell som bevisats funka i praktiken. Vi rekommenderar Ardagh Glass att implementera de presenterande förbättringsåtgärderna som tagits fram för att reducera eller eliminera grundorsakerna till de ekonomiska förlusterna i form av stopp i produktionen. Vi rekommenderar även dem att använda sig utav vår modell som underlag för framtida förbättringsprojekt då modellen kan utnyttjas till andra skäl. 59
61 9. Referenser I detta kapitel kommer författarna att samla alla utvalda källor i en sammanfattande lista. Al-Najjar, Basim Total quality maintenance: an approach for continuous reduction in costs of quality products. Journal of Quality in Maintenance Engineering, Vol. 2, Issue: 3, pp Al-Najjar, Basim Economic Importance of Maintenance Planning When Using Vibration - Based Maintenance Policy. Växjö: School of Engineering Department of Terotechnology. Befring, E Forskningsmetodik och statistik. Studentlitteratur: Lund Bergman, B. Klefsjö, B Quality, from customer needs to customer satisfaction. Studentlitteratur: Lund Björkqvist, K Introduktion till vetenskapteori och forskningsmetodik. Studentlitteratur: Lund Bryman, A. & Bell, E Företagsekonomiska forskningsmetoder. Malmö: Liber AB. Catasús, Gröjer, Högberg, Johrén Boken om nyckeltal. Liber. ISBN Denscombe, M Forskningshandboken - för småsakliga forskningsprojekt inom samhellsvetenskaerna. 2:1 red. Lund: Studentlitteratur AB. 60
62 Hagberg, L. & Henriksson, T., Underhåll i världsklass. Lund: Columbia Communications AB Holme, Idar Magne & Solvang, Bernt Krohn Forskningsmetodik: om kvalitativa och kvantitativa metoder. Studentlitteratur: Lund Ishikawa, Kaoru Guide to Quality Control. Tokyo: JUSE. Kreitner, R., Principles of management. 11 red. Melbourne: Cengage Learning, cop. Kiremire, A, 2011, THE APPLICATION OF THE PARETO PRINCIPLE IN SOFTWARE ENGINEERING Accessed Kotler, Armstrong, Harris, Piercy, Philip, Gary, Lloyd C, Nigel The principles of marketing. Sixth European Edition. Pearson. Patel, R. & Davidson, B., Forskningsmetodikens grunder - Att planera, genomföra och rapportera en undersökning. 4:1 red. Lund: Studentlitteratur AB. Paquette, L., The sourcing solution : a step-by-step guide to creating a successful purchasing program. New York: American Management Associatio. Larsen, Ann Kristin Metod helt enkelt. Gleerups Utbildning AB. Malmö. Ljungberg, Ö TPM vägen till ständiga förbättringar. Lund: Studentlitteratur. Olsson, Henny & Sörensen, Stefan (2011). Forskningsprocessen: kvalitativa och kvantitativa perspektiv. 3. uppl. Stockholm: Liber Rao, B. K. N., Handbook of Condition Monitoring. 1st ed. Oxford: Elsevier Advanced 61
63 Technology. Shewhart, K Economic control of quality of manufactured product. Martino Fine Books Sullivan W G, McDonald T N, Van Aken E M, 2002, Equipment replacement decisions and lean manufacturing, Robotics and Computer Integrated Manufacturing, Vol. 18, pp Wang, John, X Lean manufacturing: Business Bottom-Line Based. ISBN CRC Press. 62
64 10. Bilagor I detta kapitel kommer additionella bilagor såsom bilder och tabeller att läggas in. 63

65 64
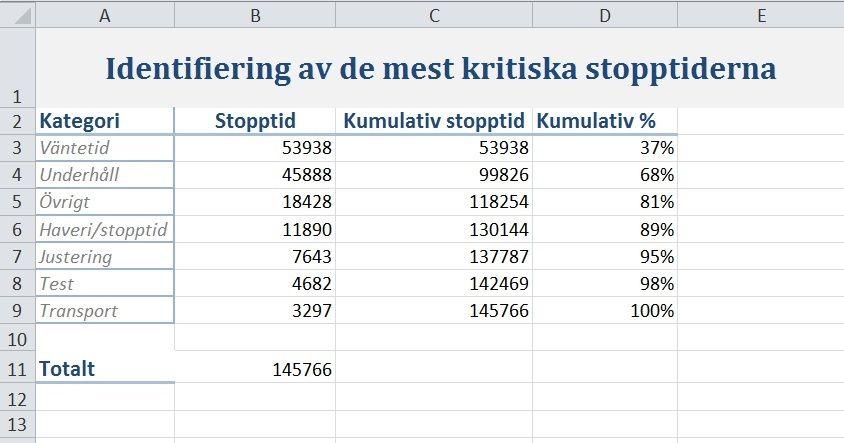
66 65
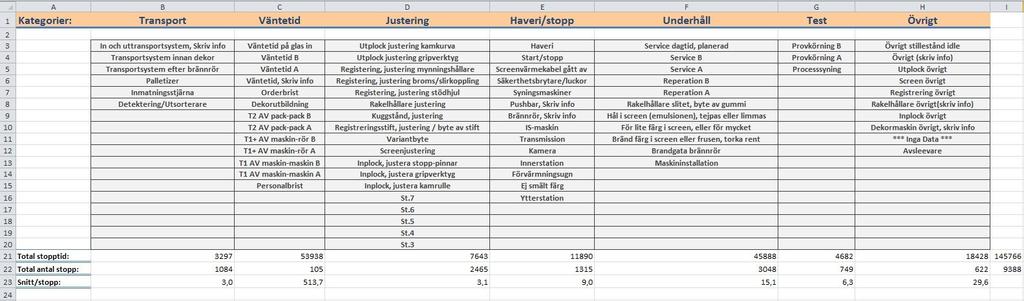
67 66
Beräkning av OEE i AXXOS
 Beräkning av OEE i AXXOS Det här dokumentet beskriver förutsättningar och vad gäller beräkning av Tillgänglighet (T), Anläggningsutnyttjande (A), Kvalitetsutbyte (K) och OEE. 1. OEE OEE (Overall Equipment
Beräkning av OEE i AXXOS Det här dokumentet beskriver förutsättningar och vad gäller beräkning av Tillgänglighet (T), Anläggningsutnyttjande (A), Kvalitetsutbyte (K) och OEE. 1. OEE OEE (Overall Equipment
STATISTISK PROCESSTYRNING
 STATISTISK PROCESSTYRNING Statistisk processtyrning Alla typer av processer har variation Syftet med statistisk processtyrning (SPS) Finna variationer och eliminera dem Vid stabil process ska den behållas
STATISTISK PROCESSTYRNING Statistisk processtyrning Alla typer av processer har variation Syftet med statistisk processtyrning (SPS) Finna variationer och eliminera dem Vid stabil process ska den behållas
för att komma fram till resultat och slutsatser
 för att komma fram till resultat och slutsatser Bearbetning & kvalitetssäkring 6:1 E. Bearbetning av materialet Analys och tolkning inleds med sortering och kodning av materialet 1) Kvalitativ hermeneutisk
för att komma fram till resultat och slutsatser Bearbetning & kvalitetssäkring 6:1 E. Bearbetning av materialet Analys och tolkning inleds med sortering och kodning av materialet 1) Kvalitativ hermeneutisk
Rutiner för opposition
 Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Anvisningar till rapporter i psykologi på B-nivå
 Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
NOLATO MEDITECH. Vi skapar en verksamhet i världsklass
 NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
Effektivisering av det förebyggande underhållet
 Effektivisering av det förebyggande underhållet Vi har härmed nöjet att presentera följande beskrivning av utbildningsinsatser i Effektivisering av det förebyggande underhållet. Bakgrund Utbildningen är
Effektivisering av det förebyggande underhållet Vi har härmed nöjet att presentera följande beskrivning av utbildningsinsatser i Effektivisering av det förebyggande underhållet. Bakgrund Utbildningen är
RS ACADEMY. Nå resultat med OEE-mätningar 3. RS Production Användarutbildning Steg 1 4. RS Production Användarutbildning Steg 2 5
 Nå resultat med OEE-mätningar 3 Användarutbildning Steg 1 4 Användarutbildning Steg 2 5 Ställtidsreducering med SMED - Grundkurs 6 Nå resultat med OEE-mätningar Daglig styrning och ständiga förbättringar
Nå resultat med OEE-mätningar 3 Användarutbildning Steg 1 4 Användarutbildning Steg 2 5 Ställtidsreducering med SMED - Grundkurs 6 Nå resultat med OEE-mätningar Daglig styrning och ständiga förbättringar
Titel på examensarbetet. Dittnamn Efternamn. Examensarbete 2013 Programmet
 Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
TPM Total Productive Maintenance
 TPM Total Productive Maintenance Anders Tiger VD för Idhammar International Underhållsingenjör, konsult och European Expert in Maintenance Management Det finns ingenting så svårt att ta itu med, ingenting
TPM Total Productive Maintenance Anders Tiger VD för Idhammar International Underhållsingenjör, konsult och European Expert in Maintenance Management Det finns ingenting så svårt att ta itu med, ingenting
Business research methods, Bryman & Bell 2007
 Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
FMEA Failure Mode and Effect Analysis. Antti Salonen
 FMEA Failure Mode and Effect Analysis Antti Salonen Vad är viktigt för produktionssystem som dessa? Vad är viktigt för produkter som dessa? Vad är FMEA?!ett formellt och systematiskt arbetssätt för att
FMEA Failure Mode and Effect Analysis Antti Salonen Vad är viktigt för produktionssystem som dessa? Vad är viktigt för produkter som dessa? Vad är FMEA?!ett formellt och systematiskt arbetssätt för att
Bakgrund. Frågeställning
 Bakgrund Svenska kyrkan har under en längre tid förlorat fler och fler av sina medlemmar. Bara under förra året så gick 54 483 personer ur Svenska kyrkan. Samtidigt som antalet som aktivt väljer att gå
Bakgrund Svenska kyrkan har under en längre tid förlorat fler och fler av sina medlemmar. Bara under förra året så gick 54 483 personer ur Svenska kyrkan. Samtidigt som antalet som aktivt väljer att gå
Kvalitet. Kvalitet. Kvalitet. Kvalitet. Kvalitet Urklipp från boken Kvalitet - f. Kvalitet
 De flesta är väl eniga om att kvalitet är en viktig konkurrensfaktor både då det gäller varor och tjänster. Dålig kvalitet minskande marknadsandelar -Vad är kvalitet? -Hur garanterar man kvalitet som producent?
De flesta är väl eniga om att kvalitet är en viktig konkurrensfaktor både då det gäller varor och tjänster. Dålig kvalitet minskande marknadsandelar -Vad är kvalitet? -Hur garanterar man kvalitet som producent?
Vetenskapsmetod och teori. Kursintroduktion
 Vetenskapsmetod och teori Kursintroduktion Creswell Exempel Vetenskapsideal Worldview Positivism Konstruktivism/Tolkningslära Kritiskt (Samhällskritiskt/ Deltagande) Pragmatism (problemorienterat) Ansats
Vetenskapsmetod och teori Kursintroduktion Creswell Exempel Vetenskapsideal Worldview Positivism Konstruktivism/Tolkningslära Kritiskt (Samhällskritiskt/ Deltagande) Pragmatism (problemorienterat) Ansats
Hitta förbättringspotentialen. utan direkta investeringar
 utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE
 Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Sju sätt att visa data. Sju vanliga och praktiskt användbara presentationsformat vid förbättrings- och kvalitetsarbete
 Sju sätt att visa data Sju vanliga och praktiskt användbara presentationsformat vid förbättrings- och kvalitetsarbete Introduktion I förbättringsarbete förekommer alltid någon form av data, om inte annat
Sju sätt att visa data Sju vanliga och praktiskt användbara presentationsformat vid förbättrings- och kvalitetsarbete Introduktion I förbättringsarbete förekommer alltid någon form av data, om inte annat
Provmoment: Tentamen 3 Ladokkod: 61ST01 Tentamen ges för: SSK06 VHB. TentamensKod: Tentamensdatum: 2012-12-14 Tid: 09.00-12.00
 Vetenskaplig teori och metod Provmoment: Tentamen 3 Ladokkod: 61ST01 Tentamen ges för: SSK06 VHB 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2012-12-14 Tid: 09.00-12.00 Hjälpmedel: Inga hjälpmedel
Vetenskaplig teori och metod Provmoment: Tentamen 3 Ladokkod: 61ST01 Tentamen ges för: SSK06 VHB 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2012-12-14 Tid: 09.00-12.00 Hjälpmedel: Inga hjälpmedel
FMEA-Grunder. FMEA kan användas vid flera olika tillfällen vid framtagning av en produkt/tjänst.
 FMEA-Grunder Historik. 1957 uppfann man arbetssättet/metoden med FMEA (Failure Mode and Effect Analysis, feluppkomst och effektanalys.) Det var komplexiteten och snabbheten inom den tekniska utvecklingen
FMEA-Grunder Historik. 1957 uppfann man arbetssättet/metoden med FMEA (Failure Mode and Effect Analysis, feluppkomst och effektanalys.) Det var komplexiteten och snabbheten inom den tekniska utvecklingen
Kursens syfte. En introduktion till uppsatsskrivande och forskningsmetodik. Metodkurs. Egen uppsats. Seminariebehandling
 Kursens syfte En introduktion till uppsatsskrivande och forskningsmetodik Metodkurs kurslitteratur, granska tidigare uppsatser Egen uppsats samla in, bearbeta och analysera litteratur och eget empiriskt
Kursens syfte En introduktion till uppsatsskrivande och forskningsmetodik Metodkurs kurslitteratur, granska tidigare uppsatser Egen uppsats samla in, bearbeta och analysera litteratur och eget empiriskt
Projektguide Kvalitetsdriven verksamhetsutveckling för kontaktsjuksköterskor 15 HP 2013-2014
 Projektguide Kvalitetsdriven verksamhetsutveckling för kontaktsjuksköterskor 15 HP 2013-2014 Projektguide - Kvalitetsdriven verksamhetsutveckling 15 hp I utbildningen ingår att genomföra ett förbättringsprojekt.
Projektguide Kvalitetsdriven verksamhetsutveckling för kontaktsjuksköterskor 15 HP 2013-2014 Projektguide - Kvalitetsdriven verksamhetsutveckling 15 hp I utbildningen ingår att genomföra ett förbättringsprojekt.
Metodologier Forskningsdesign
 Metodologier Forskningsdesign 1 Vetenskapsideal Paradigm Ansats Forskningsperspek6v Metodologi Metodik, även metod används Creswell Worldviews Postposi'vist Construc'vist Transforma've Pragma'c Research
Metodologier Forskningsdesign 1 Vetenskapsideal Paradigm Ansats Forskningsperspek6v Metodologi Metodik, även metod används Creswell Worldviews Postposi'vist Construc'vist Transforma've Pragma'c Research
Föreläsning 6: Analys och tolkning från insamling till insikt
 Föreläsning 6: Analys och tolkning från insamling till insikt FSR: 1, 5, 6, 7 Rogers et al. Kapitel 8 Översikt Kvalitativ och kvantitativ analys Enkel kvantitativ analys Enkel kvalitativ analys Presentera
Föreläsning 6: Analys och tolkning från insamling till insikt FSR: 1, 5, 6, 7 Rogers et al. Kapitel 8 Översikt Kvalitativ och kvantitativ analys Enkel kvantitativ analys Enkel kvalitativ analys Presentera
Forskningsprocessens olika faser
 Forskningsprocessens olika faser JOSEFINE NYBY JOSEFINE.NYBY@ABO.FI Steg i en undersökning 1. Problemformulering 2. Planering 3. Datainsamling 4. Analys 5. Rapportering 1. Problemformulering: intresseområde
Forskningsprocessens olika faser JOSEFINE NYBY JOSEFINE.NYBY@ABO.FI Steg i en undersökning 1. Problemformulering 2. Planering 3. Datainsamling 4. Analys 5. Rapportering 1. Problemformulering: intresseområde
Underhåll i världsklass - konsulting & utbildning
 Underhåll i världsklass - konsulting & utbildning Leo Hagberg Tomas Henriksson www.oee.se OEE Consultants AB, S-233 70 LUND Underhåll skall baseras på livslängdsekonomin Inte minimera underhållets kostnader,
Underhåll i världsklass - konsulting & utbildning Leo Hagberg Tomas Henriksson www.oee.se OEE Consultants AB, S-233 70 LUND Underhåll skall baseras på livslängdsekonomin Inte minimera underhållets kostnader,
Föreläsning 5: Analys och tolkning från insamling till insikt. Rogers et al. Kapitel 8
 Föreläsning 5: Analys och tolkning från insamling till insikt Rogers et al. Kapitel 8 Översikt Kvalitativ och kvantitativ analys Enkel kvantitativ analys Enkel kvalitativ analys Presentera resultat: noggrann
Föreläsning 5: Analys och tolkning från insamling till insikt Rogers et al. Kapitel 8 Översikt Kvalitativ och kvantitativ analys Enkel kvantitativ analys Enkel kvalitativ analys Presentera resultat: noggrann
Perspektiv på kunskap
 Perspektiv på kunskap Alt. 1. Kunskap är något objektivt, som kan fastställas oberoende av den som söker. Alt. 2. Kunskap är relativ och subjektiv. Vad som betraktas som kunskap är beroende av sammanhanget
Perspektiv på kunskap Alt. 1. Kunskap är något objektivt, som kan fastställas oberoende av den som söker. Alt. 2. Kunskap är relativ och subjektiv. Vad som betraktas som kunskap är beroende av sammanhanget
 Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Kursintroduktion. B-uppsats i hållbar utveckling vårterminen 2017
 Kursintroduktion B-uppsats i hållbar utveckling vårterminen 2017 People build up a thick layer of fact but cannot apply it to the real world. They forget that science is about huge, burning questions crying
Kursintroduktion B-uppsats i hållbar utveckling vårterminen 2017 People build up a thick layer of fact but cannot apply it to the real world. They forget that science is about huge, burning questions crying
Betygskriterier för Examensarbete, 15hp Franska C1/C3, Italienska C, Spanska C/C3
 Uppsala universitet Institutionen för moderna språk VT11 Betygskriterier för Examensarbete, 15hp Franska C1/C3, Italienska C, Spanska C/C3 För betyget G skall samtliga betygskriterier för G uppfyllas.
Uppsala universitet Institutionen för moderna språk VT11 Betygskriterier för Examensarbete, 15hp Franska C1/C3, Italienska C, Spanska C/C3 För betyget G skall samtliga betygskriterier för G uppfyllas.
Denna bok tillhör: Namn:
 Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Vägen framåt! 2 Denna bok tillhör: Namn: 3 Innehåll Introduktion sid 4 Vår affärsidé sid 5 Vår vision sid 6 Syftet med vår verksamhet sid 7 Lärande organisation sid 8 Våra värderingar sid 9 Våra 8 principer
Forskningsprocessen. Forskningsprocessen. Forskningsprocessen. Forskningsprocessen Falun feb 2017 Björn Ställberg
 Forskningsprocessen Kurs i vetenskapligt syn- och förhållningssätt för ST-läkare Forskningsprocessen Lite teori Mycket diskussion Lite exempel Forskningsprocessen Bra att läsa 1 Forskningsprocessen I det
Forskningsprocessen Kurs i vetenskapligt syn- och förhållningssätt för ST-läkare Forskningsprocessen Lite teori Mycket diskussion Lite exempel Forskningsprocessen Bra att läsa 1 Forskningsprocessen I det
Syfte Företaget upplevde problem i deras slutmonteringsprocesser.
 Analys av slutmonteringsprocesser utifrån ett kvalitetsperspektiv Oscar Werne, Marcus Bruzelius Institutionen för Produktionsekonomi, Lunds Tekniska Högskola, Lunds Universitet Bakgrund Tillverkningsföretag
Analys av slutmonteringsprocesser utifrån ett kvalitetsperspektiv Oscar Werne, Marcus Bruzelius Institutionen för Produktionsekonomi, Lunds Tekniska Högskola, Lunds Universitet Bakgrund Tillverkningsföretag
Oppositionsprotokoll-DD143x
 Oppositionsprotokoll-DD143x Datum: 2011-04-26 Rapportförfattare Sara Sjödin Rapportens titel En jämförelse av två webbsidor ur ett MDI perspektiv Opponent Sebastian Remnerud Var det lätt att förstå vad
Oppositionsprotokoll-DD143x Datum: 2011-04-26 Rapportförfattare Sara Sjödin Rapportens titel En jämförelse av två webbsidor ur ett MDI perspektiv Opponent Sebastian Remnerud Var det lätt att förstå vad
Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin.
 Examensarbete Magisterprogrammet Digital Affärsutveckling, kurs uppgift 3 teori-reflektion. Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin. Författare: Magnus
Examensarbete Magisterprogrammet Digital Affärsutveckling, kurs uppgift 3 teori-reflektion. Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin. Författare: Magnus
Etappmål 1 Etappmål 2 Etappmål 3 Examensmål
 Etappmål 1 Etappmål 2 Etappmål 3 Examensmål Element/objekt, begrepp identifiera, beskriva och klassificera grundläggande element/objekt inom ämnet förklara och använda grundläggande nomenklatur inom ämnet
Etappmål 1 Etappmål 2 Etappmål 3 Examensmål Element/objekt, begrepp identifiera, beskriva och klassificera grundläggande element/objekt inom ämnet förklara och använda grundläggande nomenklatur inom ämnet
FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori
 Linnéuniversitetet Institutionen för informatik FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori Läsåret 2013/2014 Lärare: Patrik Brandt patrik.brandt@lnu.se Päivi Jokela paivi.jokela@lnu.se Examinator:
Linnéuniversitetet Institutionen för informatik FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori Läsåret 2013/2014 Lärare: Patrik Brandt patrik.brandt@lnu.se Päivi Jokela paivi.jokela@lnu.se Examinator:
Forskningsprocessen. Forskningsprocessen. Forskningsprocessen. Forskningsprocessen Falun feb 2018 Karin Lisspers Anneli Strömsöe
 Kurs i vetenskapligt syn- och förhållningssätt för ST-läkare Lite teori Mycket diskussion Lite exempel Bra att läsa 1 I ett vetenskapligt arbete förekommer vissa formaliserade ramar och krav för arbetet
Kurs i vetenskapligt syn- och förhållningssätt för ST-läkare Lite teori Mycket diskussion Lite exempel Bra att läsa 1 I ett vetenskapligt arbete förekommer vissa formaliserade ramar och krav för arbetet
INSTRUKTIONER OCH TIPS Fördjupningsarbete Receptarier (15 hp) och Apotekare (30 hp)
 och Apotekare (30 hp)") 1 INSTRUKTIONER OCH TIPS Fördjupningsarbete Receptarier (15 hp) och Apotekare (30 hp) 1. Försöksplan Syftet med försöksplanen är att du ska få projektets (begränsade) målsättning helt klar för dig innan
1 INSTRUKTIONER OCH TIPS Fördjupningsarbete Receptarier (15 hp) och Apotekare (30 hp) 1. Försöksplan Syftet med försöksplanen är att du ska få projektets (begränsade) målsättning helt klar för dig innan
Placeringskod. Blad nr..av ( ) Uppgift/Fråga: 1 (6 poäng)
 Uppgift/Fråga: 1 (6 poäng)") Uppgift/Fråga: 1 (6 poäng) Diskutera kortfattat skillnaderna mellan eget kapital (aktiekapital) och främmande kapital (lån) (minst 3 relevanta skillnader * 2 poäng/skillnad = 6 poäng) Uppgift/Fråga: 2
Uppgift/Fråga: 1 (6 poäng) Diskutera kortfattat skillnaderna mellan eget kapital (aktiekapital) och främmande kapital (lån) (minst 3 relevanta skillnader * 2 poäng/skillnad = 6 poäng) Uppgift/Fråga: 2
Fallstudie Lars Höglund AB
 Hösten 2004 Fallstudie Lars Höglund AB En fallstudie inom IVA-projektet Produktion för Konkurrenskraft på uppdrag av panelen Framtida Produktionssystem. INNEHÅLLSFÖRTECKNING LARS HÖGLUND AB, TÖCKSFORS...1
Hösten 2004 Fallstudie Lars Höglund AB En fallstudie inom IVA-projektet Produktion för Konkurrenskraft på uppdrag av panelen Framtida Produktionssystem. INNEHÅLLSFÖRTECKNING LARS HÖGLUND AB, TÖCKSFORS...1
Göteborgs universitet Intern miljörevision. Exempel på frågor vid platsbesök
 Göteborgs universitet 2007-06-26 Intern miljörevision Exempel på frågor vid platsbesök Nedan finns exempel på frågor som kan ställas vid platsbesök inom den interna miljörevisionen. Ytterligare följdfrågor
Göteborgs universitet 2007-06-26 Intern miljörevision Exempel på frågor vid platsbesök Nedan finns exempel på frågor som kan ställas vid platsbesök inom den interna miljörevisionen. Ytterligare följdfrågor
Vad beror benägenheten att återvinna på? Annett Persson
 Vad beror benägenheten att återvinna på? Annett Persson 12 mars 2011 Innehåll 1 Inledning 2 1.1 Bakgrund............................... 2 1.2 Syfte.................................. 2 1.3 Metod.................................
Vad beror benägenheten att återvinna på? Annett Persson 12 mars 2011 Innehåll 1 Inledning 2 1.1 Bakgrund............................... 2 1.2 Syfte.................................. 2 1.3 Metod.................................
Rubrik Examensarbete under arbete
 Dokumenttyp Rubrik Examensarbete under arbete Författare: John SMITH Handledare: Dr. Foo BAR Examinator: Dr. Mark BROWN Termin: VT2014 Ämne: Någonvetenskap Kurskod: xdvxxe Sammanfattning Uppsatsen kan
Dokumenttyp Rubrik Examensarbete under arbete Författare: John SMITH Handledare: Dr. Foo BAR Examinator: Dr. Mark BROWN Termin: VT2014 Ämne: Någonvetenskap Kurskod: xdvxxe Sammanfattning Uppsatsen kan
Vi omsätter kunskap till hållbar lönsamhet
 Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå
 Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå Studenten ska tillämpa kunskaper och färdigheter förvärvade inom utbildningsprogrammet genom att på ett självständigt och vetenskapligt sätt
Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå Studenten ska tillämpa kunskaper och färdigheter förvärvade inom utbildningsprogrammet genom att på ett självständigt och vetenskapligt sätt
Statistikens grunder. Mattias Nilsson Benfatto, Ph.D
 Statistikens grunder Mattias Nilsson Benfatto, Ph.D Vad är statistik? Statistik är en gren inom tillämpad matematik som sysslar med insamling, utvärdering, analys och presentation av data eller information.
Statistikens grunder Mattias Nilsson Benfatto, Ph.D Vad är statistik? Statistik är en gren inom tillämpad matematik som sysslar med insamling, utvärdering, analys och presentation av data eller information.
Produktionslinje effektivisering i ett tillverkande företag En fallstudie utförd på Spaljisten AB
 Examensarbetet i Produktionslinje effektivisering i ett tillverkande företag En fallstudie utförd på Spaljisten AB Production line efficiency in a manufacturing company A case study performed at Spaljisten
Examensarbetet i Produktionslinje effektivisering i ett tillverkande företag En fallstudie utförd på Spaljisten AB Production line efficiency in a manufacturing company A case study performed at Spaljisten
Rammeverk: Rutin för intern uppföljning av korrigeringar i levererad statistik felrapportering
 STATISTISKA CENTRALBYRÅN RAPPORT 1(5) Rammeverk: Rutin för intern uppföljning av korrigeringar i levererad statistik felrapportering E-post: mats.bergdahl@scb.se Statistiska centralbyrån, Processavdelningen
STATISTISKA CENTRALBYRÅN RAPPORT 1(5) Rammeverk: Rutin för intern uppföljning av korrigeringar i levererad statistik felrapportering E-post: mats.bergdahl@scb.se Statistiska centralbyrån, Processavdelningen
KÖPA MARKNADSUNDERSÖKNING. En guide för dig som överväger att göra en marknadsundersökning
 KÖPA MARKNADSUNDERSÖKNING En guide för dig som överväger att göra en marknadsundersökning INNEHÅLLSFÖRTECKNING INNEHÅLLSFÖRTECKNING... 2 INLEDNING... 3 BEHÖVER NI VERKLIGEN GENOMFÖRA EN UNDERSÖKNING...
KÖPA MARKNADSUNDERSÖKNING En guide för dig som överväger att göra en marknadsundersökning INNEHÅLLSFÖRTECKNING INNEHÅLLSFÖRTECKNING... 2 INLEDNING... 3 BEHÖVER NI VERKLIGEN GENOMFÖRA EN UNDERSÖKNING...
Att intervjua och observera
 Att intervjua och observera (Även känt som Fältstudier ) Thomas Lind Institutionen för informationsteknologi Visuell information och interaktion 2014-01-27 Påminnelser från högre ort Gruppindelning! Välj/Hitta
Att intervjua och observera (Även känt som Fältstudier ) Thomas Lind Institutionen för informationsteknologi Visuell information och interaktion 2014-01-27 Påminnelser från högre ort Gruppindelning! Välj/Hitta
PSYKOLOGISKA INSTITUTIONEN
 PSYKOLOGISKA INSTITUTIONEN PX1500 Psykologi: Forskningsmetod och kandidatuppsats, 30 högskolepoäng Psychology: Research Methods and Bachelor Thesis in Psychology, 30 higher education credits Fastställande
PSYKOLOGISKA INSTITUTIONEN PX1500 Psykologi: Forskningsmetod och kandidatuppsats, 30 högskolepoäng Psychology: Research Methods and Bachelor Thesis in Psychology, 30 higher education credits Fastställande
Metod och stöd för en strukturerad förstudie.
 Metod och stöd för en strukturerad förstudie. Innehållsförteckning 1 Dokumentinformation... 2 2 specifikation... 2 2.1 Bakgrund... 2 2.2 Beskrivning och målformulering... 2 2.3 organisation... 2 2.4 Tid
Metod och stöd för en strukturerad förstudie. Innehållsförteckning 1 Dokumentinformation... 2 2 specifikation... 2 2.1 Bakgrund... 2 2.2 Beskrivning och målformulering... 2 2.3 organisation... 2 2.4 Tid
Nadia Bednarek 2013-03-06 Politices Kandidat programmet 19920118-9280 LIU. Metod PM
 Metod PM Problem Om man tittar historiskt sätt så kan man se att Socialdemokraterna varit väldigt stora i Sverige under 1900 talet. På senare år har partiet fått minskade antal röster och det Moderata
Metod PM Problem Om man tittar historiskt sätt så kan man se att Socialdemokraterna varit väldigt stora i Sverige under 1900 talet. På senare år har partiet fått minskade antal röster och det Moderata
Kalmar Care Making sure your business never stops
 Kalmar Care Making sure your business never stops Serviceavtal för materialhantering Vi säkerställer tillgänglig Vi vet att er verksamhet kräver att allt görs så effektivt som möjligt. Varje liten detalj
Kalmar Care Making sure your business never stops Serviceavtal för materialhantering Vi säkerställer tillgänglig Vi vet att er verksamhet kräver att allt görs så effektivt som möjligt. Varje liten detalj
Hazard Analysis and Critical Control Points HACCP
 Hazard Analysis and Critical Control Points HACCP Många i branschen undrar vad HACCP egentligen står för och vad det innebär. HACCP är en förkortning av "Hazard Analysis and Critical Control Points" och
Hazard Analysis and Critical Control Points HACCP Många i branschen undrar vad HACCP egentligen står för och vad det innebär. HACCP är en förkortning av "Hazard Analysis and Critical Control Points" och
Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20)
") Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20) Carin Andersson Industriell produktion, Lund University Monica Bellgran Innovation och Design, Mälardalen University
Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20) Carin Andersson Industriell produktion, Lund University Monica Bellgran Innovation och Design, Mälardalen University
Termin Innehåll Lärandemål Aktivitet Examination
 Termin Innehåll Lärandemål Aktivitet Examination 1-2 Vetenskapsteori och vetenskaplig metod: 1-forskningsprocessen och informationssökning 2-deskriptiv statistik 3-epidemiologisk forskning 4 -mätmetoder
Termin Innehåll Lärandemål Aktivitet Examination 1-2 Vetenskapsteori och vetenskaplig metod: 1-forskningsprocessen och informationssökning 2-deskriptiv statistik 3-epidemiologisk forskning 4 -mätmetoder
Handbok Produktionssystem NPS
 Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Handbok Produktionssystem KUNDFOKUS INDIVID PRODUKTIVITET LEDARSKAP ORGANISATION Affärsidé Nimo förser marknaden med högkvalitativa, energieffektiva och innovativa produkter för klädvårdsrummet. Vision
Vetenskaplig metodik
 Vetenskaplig metodik Vilka metoder används? Vi kan dela in metoder i flera grupper: Deduktiva metoder Metoder för hantering av experiment Metoder för publicering och liknande. Från föreläsning 3 Föreläsningen
Vetenskaplig metodik Vilka metoder används? Vi kan dela in metoder i flera grupper: Deduktiva metoder Metoder för hantering av experiment Metoder för publicering och liknande. Från föreläsning 3 Föreläsningen
Probleminventering problemformulering - forskningsprocess Forskningsdesign. Eva-Carin Lindgren, docent i idrottsvetenskap
 Probleminventering problemformulering - forskningsprocess Forskningsdesign Eva-Carin Lindgren, docent i idrottsvetenskap Syfte med föreläsningen Problemformulering Forskningsdesign Forskningsprocessen
Probleminventering problemformulering - forskningsprocess Forskningsdesign Eva-Carin Lindgren, docent i idrottsvetenskap Syfte med föreläsningen Problemformulering Forskningsdesign Forskningsprocessen
Aristi Fernandes Examensarbete T6, Biomedicinska analytiker programmet
 Kursens mål Efter avslutad kurs skall studenten kunna planera, genomföra, sammanställa och försvara ett eget projekt samt kunna granska och opponera på annan students projekt. Studenten ska även kunna
Kursens mål Efter avslutad kurs skall studenten kunna planera, genomföra, sammanställa och försvara ett eget projekt samt kunna granska och opponera på annan students projekt. Studenten ska även kunna
Förklarande text till revisionsrapport Sid 1 (5)
") Förklarande text till revisionsrapport Sid 1 (5) Kravelementen enligt standarden ISO 14001:2004 Kap 4 Krav på miljöledningssystem 4.1 Generella krav Organisationen skall upprätta, dokumentera, införa,
Förklarande text till revisionsrapport Sid 1 (5) Kravelementen enligt standarden ISO 14001:2004 Kap 4 Krav på miljöledningssystem 4.1 Generella krav Organisationen skall upprätta, dokumentera, införa,
Processer och värdegrund
 2009-08-06 Processer och värdegrund Ann-Sofie Mattsson Processer och värdegrund Innehåll 1 SAMMANFATTNING 2 2 INLEDNING 3 3 KOMMUNENS VÄRDERINGAR UTTRYCKS I PROCESSER 6 3.1 Professionalitet 6 3.2 Engagemang
2009-08-06 Processer och värdegrund Ann-Sofie Mattsson Processer och värdegrund Innehåll 1 SAMMANFATTNING 2 2 INLEDNING 3 3 KOMMUNENS VÄRDERINGAR UTTRYCKS I PROCESSER 6 3.1 Professionalitet 6 3.2 Engagemang
Vetenskapsteori och vetenskaplig forskningsmetod II SQ1361 (termin 6) Studiehandledning
 Studiehandledning") Institutionen för socialt arbete Vetenskapsteori och vetenskaplig forskningsmetod II SQ1361 (termin 6) Studiehandledning Vårterminen 2011 Kursansvarig: Jörgen Lundälv December 2010 JL 1 Välkommen! Du hälsas
Institutionen för socialt arbete Vetenskapsteori och vetenskaplig forskningsmetod II SQ1361 (termin 6) Studiehandledning Vårterminen 2011 Kursansvarig: Jörgen Lundälv December 2010 JL 1 Välkommen! Du hälsas
Lönsamhet i hotell- och restaurangbranschen 1997-2006
 Lönsamhet i hotell- och restaurangbranschen 1997-2006 Branschekonomi och skatter Björn Arnek Januari 2008 Sammanfattning Syftet med följande rapport är att ge en bild av lönsamheten i hotell- respektive
Lönsamhet i hotell- och restaurangbranschen 1997-2006 Branschekonomi och skatter Björn Arnek Januari 2008 Sammanfattning Syftet med följande rapport är att ge en bild av lönsamheten i hotell- respektive
Kvalitetsbristkostnader.
 Kvalitetsbristkostnader. De totala förluster som uppstår genom att en verksamhets produkter och processer inte är fullkomliga utifrån ett kund- och processfokus. Den stora kvalitetsbristkostnaden i tjänsteorganisationer
Kvalitetsbristkostnader. De totala förluster som uppstår genom att en verksamhets produkter och processer inte är fullkomliga utifrån ett kund- och processfokus. Den stora kvalitetsbristkostnaden i tjänsteorganisationer
Titel Mall för Examensarbeten (Arial 28/30 point size, bold)
") Titel Mall för Examensarbeten (Arial 28/30 point size, bold) SUBTITLE - Arial 16 / 19 pt FÖRFATTARE FÖRNAMN OCH EFTERNAMN - Arial 16 / 19 pt KTH ROYAL INSTITUTE OF TECHNOLOGY ELEKTROTEKNIK OCH DATAVETENSKAP
Titel Mall för Examensarbeten (Arial 28/30 point size, bold) SUBTITLE - Arial 16 / 19 pt FÖRFATTARE FÖRNAMN OCH EFTERNAMN - Arial 16 / 19 pt KTH ROYAL INSTITUTE OF TECHNOLOGY ELEKTROTEKNIK OCH DATAVETENSKAP
Kursbeskrivning och schema: Statsvetenskapliga metoder, statsvetenskap 2, 5 poäng (VT 2007)
") LINKÖPINGS UNIVERSITET 2007-01-19 Institutionen för ekonomisk och industriell utveckling Avdelningen för statsvetenskap Marie Jansson marie.jansson@ihs.liu.se Kursbeskrivning och schema: Statsvetenskapliga
LINKÖPINGS UNIVERSITET 2007-01-19 Institutionen för ekonomisk och industriell utveckling Avdelningen för statsvetenskap Marie Jansson marie.jansson@ihs.liu.se Kursbeskrivning och schema: Statsvetenskapliga
Att skriva rapporten för examensarbetet & sammanfattning av IMRAD. Ville Jalkanen TFE, UmU
 Att skriva rapporten för examensarbetet & sammanfattning av IMRAD Ville Jalkanen TFE, UmU 2017-04-20 1 Att skriva och presentera rapporter http://www.teknat.umu.se/digitalassets/50/50357_att_skriva_rapport_umth_klar.pdf
Att skriva rapporten för examensarbetet & sammanfattning av IMRAD Ville Jalkanen TFE, UmU 2017-04-20 1 Att skriva och presentera rapporter http://www.teknat.umu.se/digitalassets/50/50357_att_skriva_rapport_umth_klar.pdf
Tentamen i K0001N Kvalitetsutveckling
 Institutionen för industriell ekonomi och samhällsvetenskap Datum: 2018-08-28 Tid: 09.00-14.00 Hjälpmedel: Miniräknare Formelsamling K0001N Version 4.3 Jourhavande lärare Erik Lovén, tel 0920-49 24 02
Institutionen för industriell ekonomi och samhällsvetenskap Datum: 2018-08-28 Tid: 09.00-14.00 Hjälpmedel: Miniräknare Formelsamling K0001N Version 4.3 Jourhavande lärare Erik Lovén, tel 0920-49 24 02
Kompetensworkshop baserat på Pi Company kompetensmodell
 Kompetensworkshop baserat på Pi Company kompetensmodell Målsättningen med en kompetensworkshop och en kompetensbaserad kravprofil Målsättningen med en kompetensbaserad kravprofil är välja max 6 stycken
Kompetensworkshop baserat på Pi Company kompetensmodell Målsättningen med en kompetensworkshop och en kompetensbaserad kravprofil Målsättningen med en kompetensbaserad kravprofil är välja max 6 stycken
Kvalitetsbristkostnader. www.sandholm.se
 Kvalitetsbristkostnader www.sandholm.se Dagens Industri, 980523 Exempel på kvalitetsbristkostnader Saker som man tvingas göra om Saker som man tvingas kassera Förseningar Tid man tvingas vänta på andra
Kvalitetsbristkostnader www.sandholm.se Dagens Industri, 980523 Exempel på kvalitetsbristkostnader Saker som man tvingas göra om Saker som man tvingas kassera Förseningar Tid man tvingas vänta på andra
OBS! Kopior papper/filer kan vara ogiltiga, senaste utgåva se Intranet.
 Utgåva: 2 Datum: 2010-09-09 Sida 1(5) Husums fabrik Riskbedömning Riskanalyser I arbetsmiljölagen anges att arbetsgivaren har huvudansvaret för arbetsmiljön. Lagen ger ramarna för hur ansvaret skall uppfyllas.
Utgåva: 2 Datum: 2010-09-09 Sida 1(5) Husums fabrik Riskbedömning Riskanalyser I arbetsmiljölagen anges att arbetsgivaren har huvudansvaret för arbetsmiljön. Lagen ger ramarna för hur ansvaret skall uppfyllas.
Anvisningar för skriftlig rapport av fältstudien Hälsans villkor i HEL-kursen
 Anvisningar för skriftlig rapport av fältstudien Hälsans villkor i HEL-kursen Kursen Hälsa, Etik och Lärande 1-8p, T1, Vt 2006 Hälsouniversitetet i Linköping 0 Fältstudien om hälsans villkor i ett avgränsat
Anvisningar för skriftlig rapport av fältstudien Hälsans villkor i HEL-kursen Kursen Hälsa, Etik och Lärande 1-8p, T1, Vt 2006 Hälsouniversitetet i Linköping 0 Fältstudien om hälsans villkor i ett avgränsat
Engagerade Medarbetare är tungan på vågen för lönsamhet
 Engagerade Medarbetare är tungan på vågen för lönsamhet Syftet med att arbeta med Engagerade Medarbetare är att förtydliga mål hela vägen från organisationens ledning, via grupperna och slutligen individens
Engagerade Medarbetare är tungan på vågen för lönsamhet Syftet med att arbeta med Engagerade Medarbetare är att förtydliga mål hela vägen från organisationens ledning, via grupperna och slutligen individens
Metoduppgift 4 - PM. Barnfattigdom i Linköpings kommun. 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet
 Metoduppgift 4 - PM Barnfattigdom i Linköpings kommun 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet Problem Barnfattigdom är ett allvarligt socialt problem
Metoduppgift 4 - PM Barnfattigdom i Linköpings kommun 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet Problem Barnfattigdom är ett allvarligt socialt problem
Processinriktning i ISO 9001:2015
 Processinriktning i ISO 9001:2015 Syftet med detta dokument Syftet med detta dokument är att förklara processinriktning i ISO 9001:2015. Processinriktning kan tillämpas på alla organisationer och alla
Processinriktning i ISO 9001:2015 Syftet med detta dokument Syftet med detta dokument är att förklara processinriktning i ISO 9001:2015. Processinriktning kan tillämpas på alla organisationer och alla
Tentamen vetenskaplig teori och metod, Namn/Kod Vetenskaplig teori och metod Provmoment: Tentamen 1
 Namn/Kod Vetenskaplig teori och metod Provmoment: Tentamen 1 Ladokkod: 61ST01 Tentamen ges för: SSK GSJUK13v Tentamenskod: Tentamensdatum: 2015 10 02 Tid: 09:00 12:00 Hjälpmedel: Inga hjälpmedel Totalt
Namn/Kod Vetenskaplig teori och metod Provmoment: Tentamen 1 Ladokkod: 61ST01 Tentamen ges för: SSK GSJUK13v Tentamenskod: Tentamensdatum: 2015 10 02 Tid: 09:00 12:00 Hjälpmedel: Inga hjälpmedel Totalt
Grundorsaksanalys Göran Nilsson
 Grundorsaksanalys Presentatör Göran Nilsson, Flygteknisk Inspektör för del 145/MF och AUB Sjö- och luftfartsavdelningen Enheten för operatörer och luftvärdighet Sektionen för underhålls- och tillverkningsorganisationer
Grundorsaksanalys Presentatör Göran Nilsson, Flygteknisk Inspektör för del 145/MF och AUB Sjö- och luftfartsavdelningen Enheten för operatörer och luftvärdighet Sektionen för underhålls- och tillverkningsorganisationer
Kvalitativa metoder II
 Kvalitativa metoder II Forskningsansatser Gunilla Eklund Rum F 625, e-mail: geklund@abo.fi/tel. 3247354 http://www.vasa.abo.fi/users/geklund Disposition för ett vetenskapligt arbete Abstrakt Inledning
Kvalitativa metoder II Forskningsansatser Gunilla Eklund Rum F 625, e-mail: geklund@abo.fi/tel. 3247354 http://www.vasa.abo.fi/users/geklund Disposition för ett vetenskapligt arbete Abstrakt Inledning
Att designa en vetenskaplig studie
 Att designa en vetenskaplig studie B-uppsats i hållbar utveckling Jakob Grandin våren 2015 @ CEMUS www.cemusstudent.se Vetenskap (lågtyska wetenskap, egentligen kännedom, kunskap ), organiserad kunskap;
Att designa en vetenskaplig studie B-uppsats i hållbar utveckling Jakob Grandin våren 2015 @ CEMUS www.cemusstudent.se Vetenskap (lågtyska wetenskap, egentligen kännedom, kunskap ), organiserad kunskap;
DFA Design For Assembly
 2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
Analytisk Felsökning, AFS
 Man använder ofta ordet "problem" i många olika betydelser - produktionsstörningar, beslut man måste fatta, planer som skall genomföras m.m. denna mångfald kan skapa en stor förvirring när man skall kommunicerar
Man använder ofta ordet "problem" i många olika betydelser - produktionsstörningar, beslut man måste fatta, planer som skall genomföras m.m. denna mångfald kan skapa en stor förvirring när man skall kommunicerar
PSYKOLOGISKA INSTITUTIONEN
 PSYKOLOGISKA INSTITUTIONEN PX1500 Psykologi: Forskningsmetod och kandidatuppsats, 30 högskolepoäng Psychology: Research Methods and Bachelor Thesis in Psychology, 30 higher education credits Fastställande
PSYKOLOGISKA INSTITUTIONEN PX1500 Psykologi: Forskningsmetod och kandidatuppsats, 30 högskolepoäng Psychology: Research Methods and Bachelor Thesis in Psychology, 30 higher education credits Fastställande
GRANSKNINGSUNDERLAG. Te knis k de l. Kriterier för kva litets vä rderin g a v s ta n da rdis era de bedöm n in gs m etoder in om s ocia lt a rbete
 1 GRANSKNINGSUNDERLAG Kriterier för kva litets vä rderin g a v s ta n da rdis era de bedöm n in gs m etoder in om s ocia lt a rbete Te knis k de l Namn på granskat instrument Namn på granskare En he t
1 GRANSKNINGSUNDERLAG Kriterier för kva litets vä rderin g a v s ta n da rdis era de bedöm n in gs m etoder in om s ocia lt a rbete Te knis k de l Namn på granskat instrument Namn på granskare En he t
Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004
, Statsvetenskap 2, VT 2004") LINKÖPINGS UNIVERSITET 2004-02-04 Ekonomiska institutionen Avdelningen för statsvetenskap Bo Persson Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004 Schema Vecka Datum Tid
LINKÖPINGS UNIVERSITET 2004-02-04 Ekonomiska institutionen Avdelningen för statsvetenskap Bo Persson Kursbeskrivning, Statvetenskapliga metoder (5 poäng), Statsvetenskap 2, VT 2004 Schema Vecka Datum Tid
UTBILDNING: Förbättringsarbete Kaizen Lean Six Sigma
 UTBILDNING: Förbättringsarbete Introduktion Ständiga förbättringar är ofta en av de mest lönsamma investeringar som ett företag kan göra och på längre sikt är det ett villkor för överlevnad. Tyvärr är
UTBILDNING: Förbättringsarbete Introduktion Ständiga förbättringar är ofta en av de mest lönsamma investeringar som ett företag kan göra och på längre sikt är det ett villkor för överlevnad. Tyvärr är
Kärcher Fleet. Fokusera på att nå skinande resultat. Vi sammanfattar de åt dig.
 Kärcher Fleet Fokusera på att nå skinande resultat. Vi sammanfattar de åt dig. Ökat perspektiv för större framgång. Från den globala marknadsledaren inom rengöringsteknik kommer Kärcher Fleet - det innovativa
Kärcher Fleet Fokusera på att nå skinande resultat. Vi sammanfattar de åt dig. Ökat perspektiv för större framgång. Från den globala marknadsledaren inom rengöringsteknik kommer Kärcher Fleet - det innovativa
Riktlinjer för internkontroll i Kalix kommun
 Riktlinjer för internkontroll i Kalix kommun Antaget av kommunfullmäktige 2012-11-26--27, 182 Innehållsförteckning Riktlinjer för internkontroll i Kalix kommun...1 Inledning...1 Internkontroll...1 Organisation
Riktlinjer för internkontroll i Kalix kommun Antaget av kommunfullmäktige 2012-11-26--27, 182 Innehållsförteckning Riktlinjer för internkontroll i Kalix kommun...1 Inledning...1 Internkontroll...1 Organisation
Generell progressionsplan för masterexamen vid den naturvetenskapliga fakulteten
 GENERELL PROGRESSIONSPLAN 2019-04-11 U 2019/184 1 Utbildningsnämnden Generell progressionsplan för masterexamen vid den naturvetenskapliga fakulteten Generell progressionsplan Utbildningsnämnden har 2019-04-11
GENERELL PROGRESSIONSPLAN 2019-04-11 U 2019/184 1 Utbildningsnämnden Generell progressionsplan för masterexamen vid den naturvetenskapliga fakulteten Generell progressionsplan Utbildningsnämnden har 2019-04-11
Bilaga 1: Handlingsplan för värdegrundsarbete. Här läggs aktuell värdegrund in.
 Bilaga 1: Handlingsplan för värdegrundsarbete Datum: Verksamhet: Här läggs aktuell värdegrund in. Steg 1: Bakvänd brainstorming För att bättre leva upp till värdegrunden, vad behöver vi sluta göra eller
Bilaga 1: Handlingsplan för värdegrundsarbete Datum: Verksamhet: Här läggs aktuell värdegrund in. Steg 1: Bakvänd brainstorming För att bättre leva upp till värdegrunden, vad behöver vi sluta göra eller
Fem steg för bästa utvecklingssamtalet
 Fem steg för bästa utvecklingssamtalet Hitta drivkraften, styrkan och nå målet! Gita Bolt 2013 Copyright: airyox AB Mångfaldigande av denna skrift, helt eller delvis, är enligt lagen om upphovsrättsskydd
Fem steg för bästa utvecklingssamtalet Hitta drivkraften, styrkan och nå målet! Gita Bolt 2013 Copyright: airyox AB Mångfaldigande av denna skrift, helt eller delvis, är enligt lagen om upphovsrättsskydd
Kvalitativ metodik. Varför. Vad är det? Vad är det? Varför och när använda? Hur gör man? För- och nackdelar?
 Kvalitativ metodik Vad är det? Varför och när använda? Hur gör man? För- och nackdelar? Mats Foldevi 2009 Varför Komplement ej konkurrent Överbrygga klyftan mellan vetenskaplig upptäckt och realiserande
Kvalitativ metodik Vad är det? Varför och när använda? Hur gör man? För- och nackdelar? Mats Foldevi 2009 Varför Komplement ej konkurrent Överbrygga klyftan mellan vetenskaplig upptäckt och realiserande
Visualisering och Dashboards
 Visualisering och Dashboards Compose IT Automation Dashboard per Lokation eller System Aktuell larmstatus Prioriteringsordning per KPI med trend/vecka Senaste månadens öppnade ärenden/dag Senaste månadens
Visualisering och Dashboards Compose IT Automation Dashboard per Lokation eller System Aktuell larmstatus Prioriteringsordning per KPI med trend/vecka Senaste månadens öppnade ärenden/dag Senaste månadens
Den nya standarden för analys av risker i försörjningskedjan för fordonsindustrin. Failure Mode och Effects Analys
 AIAG & VDA FMEA Handbok Den nya standarden för analys av risker i försörjningskedjan för fordonsindustrin. Failure Mode och Effects Analys Editor VDA QMC Quality Management Center (QMC) German Association
AIAG & VDA FMEA Handbok Den nya standarden för analys av risker i försörjningskedjan för fordonsindustrin. Failure Mode och Effects Analys Editor VDA QMC Quality Management Center (QMC) German Association
Interaktionsdesign som profession. Föreläsning Del 2
 Interaktionsdesign som profession Föreläsning Del 2 Vikten av att göra research Varför behöver vi göra research? En produkt blir aldrig bättre än den data som denna baseras på Men Vi har redan gjort en
Interaktionsdesign som profession Föreläsning Del 2 Vikten av att göra research Varför behöver vi göra research? En produkt blir aldrig bättre än den data som denna baseras på Men Vi har redan gjort en
TDDC72 Kvalitativ Medod Seminarie 2
 1 2 Vad händer idag? TDDC72 Kvalitativ Medod Seminarie 2 Lärare: Jonatan Wentzel jonwe@ida.liu.se Presentation av grundläggande begrepp och datainsamlingsmetoder Observation Att selektera och hantera data
1 2 Vad händer idag? TDDC72 Kvalitativ Medod Seminarie 2 Lärare: Jonatan Wentzel jonwe@ida.liu.se Presentation av grundläggande begrepp och datainsamlingsmetoder Observation Att selektera och hantera data
(Kvalitativa) Forskningsprocessen PHD STUDENT TRINE HÖJSGAARD
 Forskningsprocessen PHD STUDENT TRINE HÖJSGAARD") (Kvalitativa) Forskningsprocessen PHD STUDENT TRINE HÖJSGAARD Kvalitativ vs. Kvantitativ forskning Kvalitativ forskning Vissa frågor kan man bara få svar på genom kvalitativa studier, till. Ex studier
(Kvalitativa) Forskningsprocessen PHD STUDENT TRINE HÖJSGAARD Kvalitativ vs. Kvantitativ forskning Kvalitativ forskning Vissa frågor kan man bara få svar på genom kvalitativa studier, till. Ex studier