Inlämning 7 del 2 Konstruera konceptet Grupp C3
|
|
|
- Christoffer Hellström
- för 8 år sedan
- Visningar:
Transkript
1 Inlämning 7 del 2 Konstruera konceptet Grupp C3 Grupp C3 Handledare: Daniel Corin Stig Sebastian Marklund Sebastian Merino Tobias Jungbark Mattias Larsson Ziad Kairouz

2 2 Innehållsförteckning Inledning Detaljkonstruktion Detaljritning Hölje Detaljritning - Främre ramkonstrution Detaljritning Ramkonstruktion Modell och kostnadsuppskattning Tillverkningskostnadsuppskattning Monteringskostnad Höljet Ramverket Bågramen Totala kostnadsuppskattningen för den färdiga produkten Tillverkningsbarhet Notifikationer... 22


3 3 Inledning När vi nu har definierat alla delsystem och dess funktioner översiktligt så ska vi detaljkonstruera våra komponenter. Detta kommer göras med hjälp av modelleringsprogrammet Inventor Professional, i vilket vi framställer CAD-ritningar på komponenterna. På de viktigaste komponeneterna kommer även kostnadsberäkningar med avseende på tillverkning och montering att göras. Detta för att hitta det bästa alternativet. 7.2 Detaljkonstruktion Pågrund av den komplexa geometrin är vissa mått svåra att definiera på en enkel ritning. Gruppen redovisar här de nödvändiga mått som krävs för att ritningarna skall kunna skickas till produktion. Men pågrund av den komplexa formen borde konstruktör och tillverkare ha en god kommunikation innan tillverkning så inga missförstånd görs. Pågrund av projektets omfattning och det stora antalet komplexa detaljer som skulle behövts detaljritas har gruppen gjort vissa avgränsningar. Till exempel avgörs utformningen utav profilerna helt på om sammanfogningen mellan komponenterna utgörs av svetsförband eller skruvförband.


4 Detaljritning Hölje Gruppen har här valt att redovisa höljet uppdelat i tre delar. Enbart två ritningar redovisas, sidodelen av höljet är enbart spegelvänd och en andra ritning av den skulle ej vara nödvändig. Valet av tre olika delar baseras på att vi vid en sträckdragning inte vill få en för djup profil. Om stålet måste pressas för långt uppstår risker för ojämna deformationer eller till och med brottrisk. En uppdelning i tre delar istället för t.ex. två, gör att försänkningen kan göras grundare vid tillverkningen. Höljets överdel


5 5 Höljets sidodel


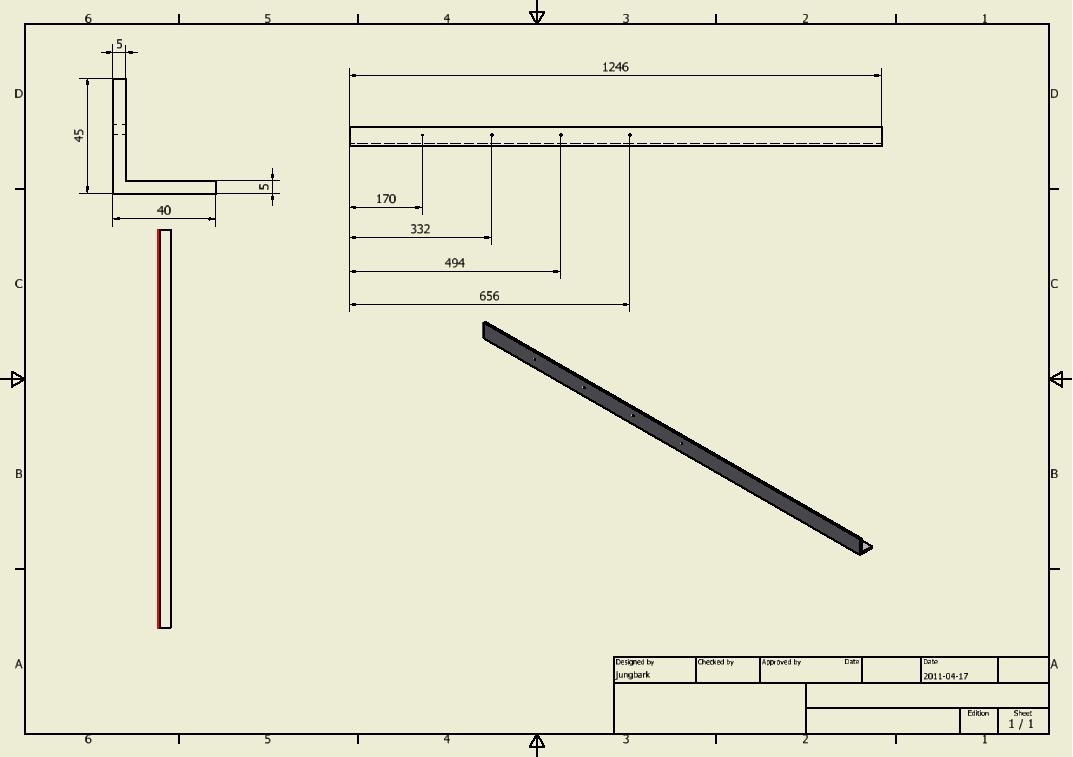
6 Detaljritning - Främre ramkonstrution Den främre ramkonstruktionens uppgift är att stabilisera höljet och att säkerställa höljets position genom det spår som finns på dess yttersida. Spåret är också gjort för att underlätta monteringen och behovet av flera skruvar. Spåret är 10 mm brett för att man ska kunna placera en list inuti spåret. Det finns 9 st skruvhål utplacerade med jämna avstånd för att fästa frontplattan och luckan i. De två hålen som går upp underifrån är gängade och till för att fästa själva ramen i den övriga ramkonstruktionen.


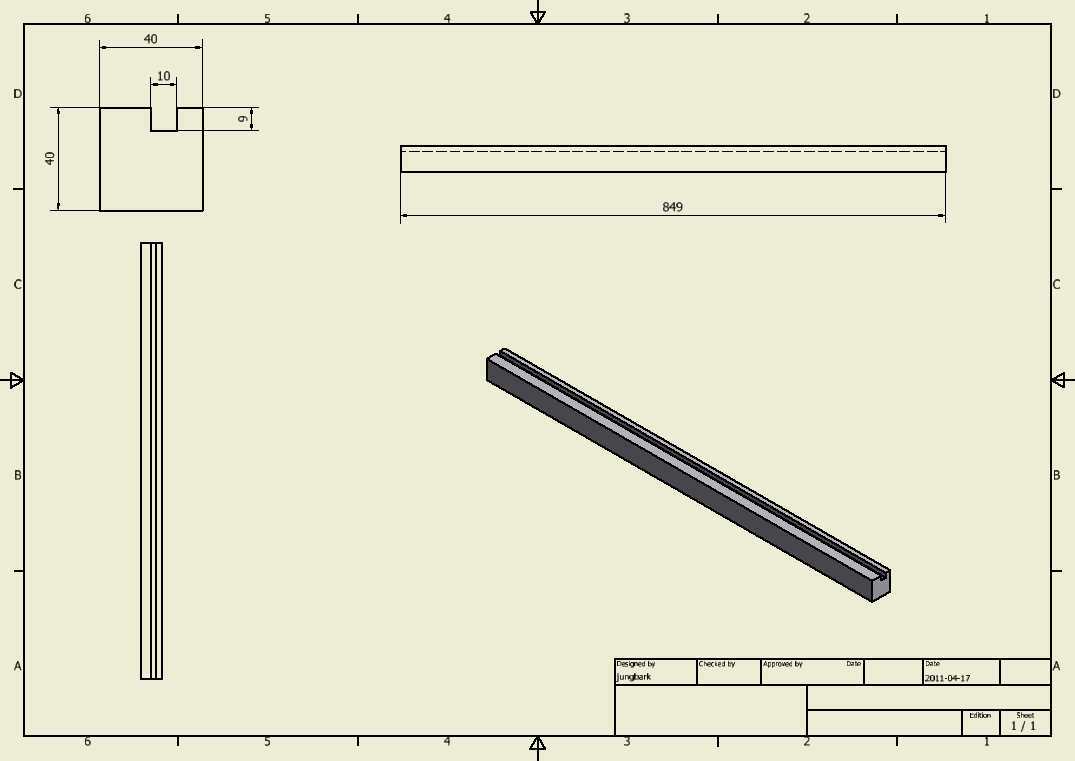
7 Detaljritning Ramkonstruktion På grund av projektets omfattning har vi blivit tvungna att göra avgränsningar för ramkonstruktionen, t.ex. hur de olika profilerna monteras samman, det anses inte heller vara särskilt relevant i vårt projekt, därför syns inga hål för skruvar på vissa profiler. Den främre ramkonstruktionen monteras med skruvar genom de hål som syns på den främre tvärgående profilen, alternativt svetsas den fast. Höljet fästs med fyra skruvar i clips som trycks över den längsgående L-profilen. På de främre lodräta profilerna finns det ett spår med en list i som höljet löper i, precis som med den främre ramkonstruktionen.

8 8

9 9

10 Modell och kostnadsuppskattning För att göra den kostnadsuppskattning av vad olika komponenter i vår produkt kommer kosta har vi använt metodiken i boken Process Selection: From Design to Manufacture (Swift och Booker) där främst två kostnadsuppskattningar görs. Dessa är tillverkningskostnad, och monteringskostnaden. Grunden till beräkningarna beskrivs i boken med hjälp av ekvationer och kriterier för kostnadsuppskattningen. Nedan beskriver vi ekvationerna och kriterierna för uppskattningen. Tillverkningskostnadsuppskattning Ekvationen beskriver den totala tillverkningskostnaden per detalj De olika koefficienterna beskrivs nedan. Volym material på detalj Materialkostnad per volymenhet (*görs om till kr/kg och multupliceras med densiteten) Slöserikoefficient beroende av arbetsmetod och materialval Ideal processkostnad för en viss process Relativ kostnadskoefficient Den relativa kostnadskoefficienten beräknas då enligt följande formel. Där är materialets lämplighet gentemot bearbetningsprocessen, beror av komponentens geometriska komplexitet (A, B eller C, enl figur 3.9 i Swift, sid 259.) beror på minsta tjocklek på detaljen (enl. fig 3.14, Swift sid 264) och är det maximala koefficienten beroende av toleransen eller ytfinheten Monteringskostnad Kvantitativ DFA, det vill säga monteringskostnaden, enligt Swift & Booker, beskrivs med följande formel där C1 = arbetskostnaden per person per timma = ung. 200 kr/h / 3600 s/h = 0,056 kr/s F = Passningsindex

11 11 H = Hanteringsindex Passningsindexet beräknas med hjälp av formeln Där Basic Component Fitting Index (enl fig. till höger), Insertion Penalties (enl fig, 3.35 (a-b) sid ) och Additional Assembly Processes (enl fig 3.36, sid 291). Hanteringsindexet med formeln Där Basic Component Handling Indices, (enl fig 3.31 sid 286, Swift), Orientation Penalties (enl fig 3.32, sid 287, Swift) och General Handling Penaltiesen (enl fig 3.33, sid 288) Höljet I tidigare skede av projektet har vi beslutat att höljet måste tillverkas i tre delar då dess komplicerade geometri gör det mycket svårt eller omöjligt att tillverka den i ett stycke. Detta visas och ha tidigare förklarats i ritningen på sida 4 och 5. Höljet måste dessutom ha vikta kanter i gränssnitt med ramens skenor så att höljet lätt kan monteras på enheten. Det finns flera olika sätt höljet kan tillverkas på. Vi har valt mellan två av de vi finner mest rimliga. En avgränsning som gjorts här är speglarna. Dessa tillverkas separat i samma process som höljet utav polerad aluminium som sedan nitas fast på höljet. Vi använder oss av metodiken enligt Swift för två olika materialval i våra kostnadsberäkningar för höljet. Dessa är aluminium och galvaniserad stålplåt. Kostnadsuppskattningen görs för en tänkt produktionsvolym om 5000 enheter. Vilket är i dimensionerna för en solpark. Valet av tillverkningsprocess varierar mellan superplastiskt och konventionell plåtformning. Dessa presenteras nedan. Alternativ 1 Höljet kan tillverkas med en kombination av sträckpressning och sträckdragning, även kallat plåtforming. Detta är samma metod som används vid tillverkning av till exempel bilkarosser. Färdiga plåtar i antingen aluminium eller stål används vid tillverkningen. Material som sticker ut efter pressningen klipps av. De två delarna svetsas sedan ihop i överkant. Eftersom

12 12 enheten är tänkt att producerass i skalor på uppåt 5000 är denna metod också förmånlig. En positiv sida är att vi får hög tolerans. En negativ aspekt är dock att vi får höga verktygskostnader då verktygen till dessa maskiner är väldigt dyra. Vi kan även få materialförluster vid tillverkningen då plåt som skärs bort efter pressningen inte kan återanvändas i tillverkningen. Alternativ 2 Höljet kan även tillverkas med superplastisk forming. Detta är en metod som innefattar att högttrycksgas sprutas in i formen för att forma plåten. Plåten behöver uppvärmas så att den komplexa formningen tillåts. Superplastisk formning av plåten fungerar bäst med valet av aluminium, därför utvärderar vi även att processen skulle kunna göras med mer konventionella plåtformningsmetoder så som bockning, dragning eller rullning (spinning). På samma sätt som i alternativ 2 kommer utstickande material att klippas bort för att skapa den tänkta formen. Nackdelen med denna metod är att vi får höga inköpskostnader för maskiner etc. Om plåtarna måste värmas upp före vakuumformingen innebär även det merkostnader. En fördel är att denna metod tillåter väldigt komplexa former. Genom våra beräkningar har vi fått en prisskillnad på grund av materialvalet. Det egentliga valet av tillverkningsprocess kommer påverkas främst av antalet tillverkade enheter per beställning. Om dessa ligger kring 5000 så är detta gränsen på när det börjar vara lönsamt att använda sig av superplastiskt formning. Nedan redovisas våra beräkningar. Materialkostnad Med underlag för våra CAD-modeller har vi fått en bild av materialåtgången med hjälp av funktioner i Inventor för att fastställa volymen av höljet. Sedan har vi fått kilopriset genom sökning av olika företag i internet. Vid denna kostnadsuppskattning används priset av redan tillverkad plåt som en förenkling i processen istället för att säga att man måste köpa en råvara att tillverka plåten med. Trots att denna tillverkning kommer ske hos en underleverantör kan denna uppskattning ge Cleanergy en bra bild av den ungefärliga kostnaden. Mat. Tillv.proc Volym - - [dm³] [kg/m³] [kr/kg] - Förslag 1 Al SPD Förslag 2 Galv.plåt PF

13 13

14 14 Processkostnad Genom att använda oss av Switfs metodiken för kostnadsuppskattningen saknar vi underlag för att utvärdera kostnadsskillnaderna mellan processerna, då allt benämns som plåtformning. Antagligen kommer det vara en prisskillnad mellan olika formningsprocesser vid en konventionell plåtformning. Vi utvärderar att avvikelserna från resultatet kommer att ta ut varandra om monteringskostnaderna tas till hänsyn. h Tol. Ytfinhet - - [mm] - [mm] [μm] - Alternativ Alternativ Alternativ 1 (Al) [kr/st] Alternativ 2 (G.Stål) [kr/st] Processkostnaden multipliceras med 3 i och med att höljet måste tillverkas i tre delar som sedan svetsas ihop. Detta innebär att tre processer sker vid tillverkningen av varje enhet. Val av tillverkningsprocess Skillnaden mellan dessa processer ligger i processtegen. Den konventionella plåtformningen lär innebära flera formningsprocessen i steg och en uppdelning av höljet i tre delar. Superplastiska formningen kan ske i endast en process per delhalva av höljet då vi vid utvärdering visats att den kan tillverkas i två delar som sedan svetsas ihop. Dessutom kan detta innebära olika toleranssättningar. Båda metoderna tillåter hög tolerans och ger den färdiga produkten samma goda egenskaper. Superplastisk forming är som sagt bättre ur synpunkten att forma komplexa geometrier. Investeringskostnader för maskiner etcetera gör dock att metoden inte är lämplig för de tänkta volymerna. Vid tillverkningen kommer det dock gå åt lika mycket spillmaterial för de båda metoderna. Vidare har inte några utförliga kalkyler över
![Vi utvärderar att avvikelserna från resultatet kommer att ta ut varandra om monteringskostnaderna tas till hänsyn. h Tol. Ytfinhet - - [mm] - [mm] [μm] - Alternativ 1 12 1 1.5 1 1.3 0.05 0.5 2 3.](/docs-images/43/12934224/images/page_14.jpg "9 Alternativ 2 12 1.2 1.5 1 1.3 0.05 0.5 2 4.68 Alternativ 1 (Al) 406 12 3.9 546.4 [kr/st] Alternativ 2 (G.Stål) 431 12 4.68 599.")
15 15 tillverkningskostnader vid superplastisk formning kunnat göras. Detta beroende på att metoden är väldigt modern. Den avancerade metoden antas därför vara avsevärt mycket dyrare än metoden för plåtforming. Plåtformingens nackdel är dock att det finns litet utrymme för förändring av geometrin när verktygen väl är tillverkade. Vi finner att plåtformning är den bästa tillverkningsmetoden. Till denna har vi nämligen tillförlitliga kalkyler samtidigt som metoden lämpar sig bättre för de seriestorlekar vi har. Åtta hål borras i höljets nedre kant för att det ska kunna fästas mot ramverket med hjälp av skruvar. Med hjälp av clips så får vi en gängfunktion på ramverkets insida som skruvarna fästs med. Kostnaderna för borrning av hål var låga och sett till antalet hål per enhet så utgjorde inte dessa några intressanta summor som behövde beaktas Ramverket Ramverket består av två L-profiler och elva frykantsrör. Vid materialvalet aluminium är dessa extruderade medan vid användning av stålrör kommer de att vara kallformade. Vår tanke är att rören kommer att köpas färdiga, därför skulle processkostnaden egentligen vara en vilseledande siffra. Ramen kommer att monteras ihop med hjälp av svetsning eller skruvning därför väljer vi att beräkna monteringskostnaden och sedan addera den till materialkostnaden för att få en bättre uppskattning av den egentliga kostnaden. Nedan redovisas våra beräkningar. Materialkostnad Mat. Tillv.proc Volym - - [dm³] [kg/m³] [kr/kg] Förslag 1 Al Extrud Förslag 2 Stål Bockade Monteringskostnad: Hanteringsindex Delspecifikationer Del Antal (n) Fyrkantsrör s L-rör s 23.8 s

16 16 Passningindex Process Skruv Svets s s summa s s s summa 98.8 s Monteringsprocessen kommer då att bestå av summan av passnings- och hanteringsbeläggen på tiden multiplicerade med kostnaden per tidsenhet. Komponent Monteringsprocess [kr/s] [s] [s] Ramverk Skruv kr Ramverk Svets kr Summan av materialkostnaden och monteringskostnaden ger då: Material Mot. Proc. Al Svets kr Stål Svets kr Al Skruv kr Stål Skruv kr Bristerna i våra beräkningar är främst vid svetsningsmetoden att priser tillkommer vid verktygskostnader för antingen manuell svetsning eller den med hjälp av en robot. Det vill säga att då dessa siffror är så pass lika att det är svårt att utvärdera vilket process som är bäst. Däremot ur bekvämlighetssynpunkt är det bäst för Cleanergy att få ett monterat ramverk av en underleverantör. Då är det mest troliga att få en fastsvetsad konstruktion i
![Komponent Monteringsprocess [kr/s] [s] [s] Ramverk Skruv 0.056 23.8 111.8 12 kr Ramverk Svets 0.056 23.8 98.8 7.5 kr Summan av materialkostnaden och monteringskostnaden ger då: Material Mot. Proc.](/docs-images/43/12934224/images/page_16.jpg "Al Svets 972 7.5 979.5 kr Stål Svets 924 7.5 931.")
17 17 stället för en konstruktion som skruvas ihop hos underleverantören då skruvningen lika väl skulle kunna ske hos Cleanergy. Val av tillverkningsprocess Vi bedömer att montering genom svetsning är det bästa alternativet. Vid svetsningen av ramen kommer vi nämligen inte att behöva tillägga monteringsdetaljer. Utöver detta anser vi att materialvalet inte kommer ge en större prisskillnad för denna komponent. Ramen tillverkas därför i aluminium för att underlätta hantering och minska transportkostnader tack vare en minskad vikt. Hål för skruvar borras för att tillåta infästning av höljet vid enhetens slutgiltiga montering av alla komponenter. På samma sätt som vid tillverkningen av höljet så var inte heller här kostnaderna för borrningar av hål särskilt höga och utgjorde därmed inte några intressanta summor som behövde beaktas Bågramen Bågramen är den främre bågprofilen som visas i ritningen på sida 6. Vid tillverkningen av bågramen har vi som tidigare valt att utvärdera två tillverkningsmetoder. De presenteras nedan och följs sedan av kostnadsberäkningar för tillverkningen. Alternativ 1 En stång med önskad profil enligt ritning extruderas genom att aluminium trycks ut genom en matris. Denna stång bockas sedan för att få fram den önskade formen på bågramen. Eftersom det finns risk att de tunna profilerna veckas eller deformeras på ett icke önskvärt sätt vid bockningen så väljer vi istället att extrudera en plan profil. Ur denna fräser vi istället ur detta spår efter bockningen. Fördelarna med detta alternativ är att vi får en bågram med goda hållfashetsegenskaper, hög ytfinhet och hög toleranssättning. Alternativ 2 Bågramen kan pressgjutas. En gjutform för bågramen skapas och den fylls sedan med flytande aluminium som förs in i gjutformen med hjälp av en kolv under ett högt tryck. Vid pressgjutning kan man till skillnad mot vanlig gjutning få en hög måttnoggrannhet, god ytfinhet och en tunn godstjocklek. Nackdelarna med denna metod är att inköpskostnader för maskiner och så vidare är höga samt att vi får sämre ytfinhet än hos en extruderad profil. En fördel är dock att vi får jämna hållfasthetsegenskaper utan spänningskoncentrationer

18 18 som man annars lätt får vid bockning till exempel. Hela komponeneten kan dessutom i storst sett tillverkas i ett stycke och vi får därför färre processer vid tillverkningen. Materialkostnad Mat. Volym - [dm³] [kg/m³] [kr/kg] Förslag 1 Al Processkostnad Till.proc. Alternativ 1 del 1 Alternativ 2 del 1 Extrudering (CCEM) Gjutning (PDC) Komp.g h Tol [mm] - [mm] [μm] B B Notis: Det finns inget underlag för bockning av rör. Istället görs uppskattning till samma kostnad som för plåtformning. Bearb.proc. Bockning (SMW) Komp.g h Tol [mm] - [mm] [μm] C Fräsning (CNC) 8 1 B
![g h Tol. - - - [mm] - [mm] [μm] - 7 1.1 B1 1 41 1 0.05 0.5 2 2.2 10.5 1.5 B1 1 41 1.8 0.05 0.5 3 8.1 Notis: Det finns inget underlag för bockning av rör.](/docs-images/43/12934224/images/page_18.jpg "Istället görs uppskattning till samma kostnad som för plåtformning. Bearb.proc. Bockning (SMW) Komp.g h Tol. - - - [mm] - [mm] [μm] - 11 1 C3 1.5 41 1.8 0.05 0.5 2.5 6.")
19 19 Alternativ 1 del 2 (Extr.+Bock.+Fräs.) [kr/st] Alternativ 2 del 2 Gjut(PDC) [kr/st] Val av tillverkningsprocess Efter denna utvärdering finner vi att gjutning är den bästa tillverkningsmetoden. Som tidigare beskrivet har dock metoden vissa nackdelar, men vi finner att fördelarna överväger samtidigt som vi får ett lägre pris per tillverkad enhet. Seriestorlekar på minst 5000 enheter gör också att denna metod är lämplig. Ytfinheten anser vi blir tillräcklig för att höljet skall sluta tätt runt bågramen. Vi bedömer också att de tunnare delarna i gjutformen fylls ut tillräckligt då aluminiumet pressas in under högt tryck Totala kostnadsuppskattningen för den färdiga produkten För att få en uppskattning av vad färdiga produkten kommer kosta har vi gjort en beräkning av vad monteringen av hela produkten kommer kosta och adderat komponent kostnaderna som vi har kunnat fastställa. Monteringskostnaden färdiga produkten: Hanteringsindex Del Hölje s Bågram s Värmeskydden s Luckan s Ramverket s M8 skruvar s Summa= 50 s

20 20 Passningsindex Process Hölje s Bågram s Värmeskydden s Luckan s Ramverket s M8 skruvar s Summa= s Monteringsprocessen kommer då att bestå av summan av passnings- och hanteringsbeläggen på tiden multiplicerade med kostnaden per tidsenhet. Summa monteringskostnad [kr/s] [s] [s] Färdig produkt kr Totala kostnaden för produkten kommer bli summan av tillverkningskostanden för komponenterna och monteringskostnaden för hela produkten. Kostnadsuppskattning färdig produkt Hölje kr kr Bågram kr kr Ramverket kr kr Värmeskydden Luckan Monteringskostnad kr Summa= kr
![6 s Monteringsprocessen kommer då att bestå av summan av passnings- och hanteringsbeläggen på tiden multiplicerade med kostnaden per tidsenhet. Summa monteringskostnad [kr/s] [s] [s] Färdig produkt 0.](/docs-images/43/12934224/images/page_20.jpg "056 50 258.6 17.3 kr Totala kostnaden för produkten kommer bli summan av tillverkningskostanden för komponenterna och monteringskostnaden för hela produkten.")
21 21 Den totala kostnaden för hela produkten med lucka och värmeskydd exkluderat kommer vara ungefär 2060 kr. 7.4 Tillverkningsbarhet Efter att vi nu gjort kostnadsberäkningar i de olika aspekterna så måste vi försöka reducera våra produktionskostnader. Det finns flera olika metoder för detta. De främsta är DFM (Design for Manufacturing) och DFA ( Design for Assembly). DFM går ut på att man identifierar de processer som ökar kostnaden för produkten så att man i ett senare skede kan reducera dessa genom att använda de metoder som definieras av DFM. Design for Manufacturing kan delas in i fem aktiviteter: Beräkning av produktionskostnader Val av tillverkningsprocess Förenkling och optimering av tillverkningsmetoder Förenkling av produktens design Anpassa designen till tillverkningsprocessen Dessa är i storst sett redan behandlade i tidigare delar av projektet och med hänsyn till detta fokuserar vi främst på en annan metod. Ofta används DFA eller DFMA (Design for Manufacturing and Assembly) som det också kallas i syftet att reducera produktionskostnader. För att effektivisera montering försöker man i största mån: Reducera antalet delar Standardisera delar Skapa symmetriska delar Skapa lätthanterliga delar Dessa metoder har vi haft i åtanke under hela arbetet med den nya produkten. För att effektivisera montering har vi ställt oss tre grundläggande frågor för att avgöra om någon av komponenterna är kandidater för eleminering: 1. Rör sig delen i förhållande till andra delar under drift? Höljet, basramen och den främre böjda ramen kommer att vara stationära och därmed rör de sig inte i förhållande till andra delar under drift.
22 22 2. Måste delen vara av ett annat material eller isolerad från andra delar? Höljet ska vara i ett material som tål höga påfrestningar både vad gäller värme, erosion och korrosion. Därmed behövs bättre materialegenskaper till höljet än för ramen. Delarna behöver dock inte vara isolerade från varandra. 3. Måste delen vara separerad från andra delar för att produkten skall kunna repareras, tillverkas eller monteras? Det finns ingen tillverkningsprocess som lämpar sig för att tillverka alla komponenter i ett stycke. Komponenterna har alla olika utformning och det ställs dessutom olika krav på dem. Vid reparation av enheten ska delarna dessutom kunna separeras från varandra. Med bakgrund till detta har vi inte sett någon anledning till att eleminera eller slå ihop komponenter. Notifikationer Genom projektets resa har vi lärt oss ett och annat. Nu när vi gått in i detalj på vårt koncept har vi märkt att ett antal detaljer ställt till det för oss. Vi har nu i efterhand märkt att vi tidigare borde tänkt på dessa saker. Den del av projektet som står för de mesta oklarheter är luckan. Luckan i sig skulle kunna göras mycket bättre. Till exempel kan det bli svårt att uppnå en IP-65 klassning av tätningen mellan luckan och keramiken då keramikens ytfinhet inte är särskilt hög. Under (innanför) luckan sitter ett kugghjul som skall föra luckan upp/ner, luckan löper i T-spår. Då luckan täcker för hålet i viloläge kommer T-spåren vara utsatta för bl.a. sand och blästringseffekter. Detta kan leda till att luckan hindras att föras upp/ner. En bättre lösning skulle vara att ha luckan på insidan då man enkelt kan lösa tätningsfrågan samtidigt som den drivande delen blir lättare att lösa. Ett annat problem som uppstått gäller tätningen i profilen där höljet skall skjutas i. Tätningen är helt enkelt ett gummi som löper längs profilen. Springan (profilen) är redan väldigt tunn, och att sedan sätta dit tätning blir väldigt svårt. Denna tätning kommer att utsättas för slitage varje gång luckan sätts på och tas av produkten. Både gummit och klistret som fäster gummit kommer att påverkas negativt. Vidare har vi haft svårt att göra några beräkningar då de antingen är för komplicerade eller orelevanta. Vi har var och en väldigt lite erfarenhet av praktiskt konstruktionsarbete och tillverkningsaspekter, vilket är en stor orsak till dessa noteringar. Modellen till höger Tid säger att man inte kan förbättra två av dessa områden utan att bekosta den tredje. Vi har inte kunnat förbättra (i detta fall förlänga) tiden men vi har satsat på kvalité vilket har fått konsekvenser i pris. Allt detta har dock gett oss lärdom. Kvalité Pris
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
7. Konstruera konceptet
 7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
En ny funktionellmodell som motsvarar det valda konceptet flytbojen, har skapats för att kunna dela in konceptet i moduler, se figur 1.
 Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Grupp B4 2010-03- 27 Christopher Cinadr Oscar Davison Robert Kull Per Löved David Sundquist
 CHALMERS IKOT 2010 7.1 Systemarkitektur Grupp B4 2010-03- 27 Christopher Cinadr Oscar Davison Robert Kull Per Löved David Sundquist Innehåll 7.1.1 Modularisering av produkten m.h.a. flödesschemat...3 7.1.2
CHALMERS IKOT 2010 7.1 Systemarkitektur Grupp B4 2010-03- 27 Christopher Cinadr Oscar Davison Robert Kull Per Löved David Sundquist Innehåll 7.1.1 Modularisering av produkten m.h.a. flödesschemat...3 7.1.2
7.2 Detaljkonstruktion
 7.2 Detaljkonstruktion En CAD-modell av produkten och dess komponenter tas fram för att fastställa design och utformning. Att se en visuell modell är också till hjälp för att upptäcka vissa problem och
7.2 Detaljkonstruktion En CAD-modell av produkten och dess komponenter tas fram för att fastställa design och utformning. Att se en visuell modell är också till hjälp för att upptäcka vissa problem och
Steg 7 Konstruera konceptet, del 2. IKOT D1 tisdag den 21 april 2009
 D1 Steg 7 Konstruera konceptet, del 2 0 7.2 Inledning När alla delsystem nu har utformats översiktligt och deras funktioner definierats i detalj är det dags att slutgiltigt dimensionera alla ingående komponenter
D1 Steg 7 Konstruera konceptet, del 2 0 7.2 Inledning När alla delsystem nu har utformats översiktligt och deras funktioner definierats i detalj är det dags att slutgiltigt dimensionera alla ingående komponenter
Grupp C5. 7.1 Systemarkitektur. 7.1.1 Träddiagram. 7.1.2 Modulfunktioner
 Grupp C5 7.1 Systemarkitektur 7.1.1 Träddiagram Träddiagrammet visar gränssnitt för de olika modulerna i produkten SCREEDRY, se figur 1. Figur 1. Träddiagram över SCREEDRY 7.1.2 Modulfunktioner Nedan beskrivs
Grupp C5 7.1 Systemarkitektur 7.1.1 Träddiagram Träddiagrammet visar gränssnitt för de olika modulerna i produkten SCREEDRY, se figur 1. Figur 1. Träddiagram över SCREEDRY 7.1.2 Modulfunktioner Nedan beskrivs
7 Konstruera konceptet
 7 Konstruera konceptet För att tydligare få en uppfattning om hur konceptet kommer se ut och fungera i verkligheten måste en systemarkitektur, detaljkonstruktion, produktionsanpassning och en kostnadsuppskattning
7 Konstruera konceptet För att tydligare få en uppfattning om hur konceptet kommer se ut och fungera i verkligheten måste en systemarkitektur, detaljkonstruktion, produktionsanpassning och en kostnadsuppskattning
Deadline 7.2-4. Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén
 IKOT TME041 2011-04-11 Produkt och produktionsutveckling Grupp A.4 Deadline 7.2-4 Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén 7. Konstruera konceptet Inledning
IKOT TME041 2011-04-11 Produkt och produktionsutveckling Grupp A.4 Deadline 7.2-4 Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén 7. Konstruera konceptet Inledning
7 Konstruera konceptet
 7 Konstruera konceptet 7.1 Systemarkitektur Modularisering och träddiagram över modulernas gränssnitt Vi har delat upp torktumlaren i moduler utefter vårt funktionella diagram. De moduler vi kom fram till
7 Konstruera konceptet 7.1 Systemarkitektur Modularisering och träddiagram över modulernas gränssnitt Vi har delat upp torktumlaren i moduler utefter vårt funktionella diagram. De moduler vi kom fram till
Integrerad konstruktion och tillverkning
 2010-02-10 Grupp B5 Integrerad konstruktion och tillverkning Inlämning 7.1: Systemarkitektur Grupp B5 Anton Albinsson Eric Johansson Oscar Lindecrantz Anders Olsson Tony Persson Innehållsförteckning Inledning...
2010-02-10 Grupp B5 Integrerad konstruktion och tillverkning Inlämning 7.1: Systemarkitektur Grupp B5 Anton Albinsson Eric Johansson Oscar Lindecrantz Anders Olsson Tony Persson Innehållsförteckning Inledning...
IKOT Inlämning 8 Verifiera och utvärdera konceptet. Axel Jonson. Alexander Beckmann. Marcus Sundström. Johan Ehn CHALMERS TEKNISKA HÖGSKOLA
 GRUPP C1: Nicholas Strömblad Axel Jonson Alexander Beckmann Marcus Sundström Johan Ehn HANDLEDARE: Daniel Corin Stig Maskinteknik Göteborg, Sverige 2011 CHALMERS TEKNISKA HÖGSKOLA 1 Inledning Produkten
GRUPP C1: Nicholas Strömblad Axel Jonson Alexander Beckmann Marcus Sundström Johan Ehn HANDLEDARE: Daniel Corin Stig Maskinteknik Göteborg, Sverige 2011 CHALMERS TEKNISKA HÖGSKOLA 1 Inledning Produkten
DFA2 Design For Assembly
 DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
4.2 Fastställ en referenslösning... 6 4.2.1 Kundvärde... 6
 Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämningsuppgift 7 2011-04-17. Chalmers Tekniska Högskola
 2011-04-17 Chalmers Tekniska Högskola Inlämningsuppgift 7 Integrerad konstruktion & tillverkning, grupp A3 Gruppmedlemmar: Marcus Andersson, Anton Denzler, Jonas Henrikson, Fredrik Holst, Manne Solbreck
2011-04-17 Chalmers Tekniska Högskola Inlämningsuppgift 7 Integrerad konstruktion & tillverkning, grupp A3 Gruppmedlemmar: Marcus Andersson, Anton Denzler, Jonas Henrikson, Fredrik Holst, Manne Solbreck
Innehållsförteckning 2 IKOT
 Inlämning 7.1 IKOT Inlämningsuppgift 7.1 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 7.1 IKOT Inlämningsuppgift 7.1 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
trätrappor Monteringsanvisning Tel. 0382-133 10 www.snickarlaget.se
 Monteringsanvisning trätrappor Denna monteringsanvisning är en generell anvisning för hur en trappa i olika utföranden skall monteras. Läs igenom hela monteringsanvisningen innan montaget börjar för att
Monteringsanvisning trätrappor Denna monteringsanvisning är en generell anvisning för hur en trappa i olika utföranden skall monteras. Läs igenom hela monteringsanvisningen innan montaget börjar för att
Grupp C5. Här beskrivs de olika koncept som tagits fram och vilka metoder som använts vid framtagningen.
 5 Skapa ett vinnande koncept 5.1 Koncept framtagning Här beskrivs de olika koncept som tagits fram och vilka metoder som använts vid framtagningen. Koncepten har tagits fram genom att använda de sex olika
5 Skapa ett vinnande koncept 5.1 Koncept framtagning Här beskrivs de olika koncept som tagits fram och vilka metoder som använts vid framtagningen. Koncepten har tagits fram genom att använda de sex olika
DFA Design For Assembly
 2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
PM: Design for Manufacturing
 PM: Design for Manufacturing I den inledande delen av produktutveckling är det av hög vikt att se till kundens behov, krav och produktens egenskaper samt korrelation mellan dessa aspekter. I det senare
PM: Design for Manufacturing I den inledande delen av produktutveckling är det av hög vikt att se till kundens behov, krav och produktens egenskaper samt korrelation mellan dessa aspekter. I det senare
BYGGANDE AV STÖRTBÅGE
 BYGGANDE AV STÖRTBÅGE DEFINITIONER Störtbåge En stomme av rör som är monterad med fogar och fastsättningsplattor. Dess syfte är att förhindra att bilen trycks ihop vid en volt eller vid en annan olycka.
BYGGANDE AV STÖRTBÅGE DEFINITIONER Störtbåge En stomme av rör som är monterad med fogar och fastsättningsplattor. Dess syfte är att förhindra att bilen trycks ihop vid en volt eller vid en annan olycka.
Laserskärning av plåt Laserskärning av rör Stansning Nibbling Pressning Andra typer av bearbetning Ytbehandling PLÅTBEARBETNING
 PLÅTBEARBETNING Laserskärning av plåt Laserskärning av rör Stansning Nibbling Pressning Andra typer av bearbetning Ytbehandling 2 Innehåll Lager och konstruktion 3 Laserskärning av plåt 4-5 Laserskärning
PLÅTBEARBETNING Laserskärning av plåt Laserskärning av rör Stansning Nibbling Pressning Andra typer av bearbetning Ytbehandling 2 Innehåll Lager och konstruktion 3 Laserskärning av plåt 4-5 Laserskärning
Tranås Rostfria AB. Det lilla bolagets flexibilitet i stort format
 Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
TMPT06 Material & materialval
 TMPT06 Material & materialval Del 2 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Metaller Vanliga material som ni möter
TMPT06 Material & materialval Del 2 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Metaller Vanliga material som ni möter
Monteringsanvisning Thermo
 Monteringsanvisning Thermo För att minska risken för transportskador vid leverans är ramen omonterad. Vi har dock före leverans monterat ihop hela systemet med luckor för att säkerhetsställa att alla detaljer
Monteringsanvisning Thermo För att minska risken för transportskador vid leverans är ramen omonterad. Vi har dock före leverans monterat ihop hela systemet med luckor för att säkerhetsställa att alla detaljer
Grunder för materialfixering med vakuum
 Grunder för materialfixering med vakuum Först och främst har vi normalt atmosfärslufttryck inuti och utanför vakuumbordet, som är ungefär 1bar. Därefter placeras ett arbetsstycke på ytan på vakuumbordet
Grunder för materialfixering med vakuum Först och främst har vi normalt atmosfärslufttryck inuti och utanför vakuumbordet, som är ungefär 1bar. Därefter placeras ett arbetsstycke på ytan på vakuumbordet
Brandskydd av stålkonstruktioner
 Brandskydd av stålkonstruktioner Vers. 0-05 PROMATECT-L är en obrännbar skiva som används för att brandskydda stål och betong konstruktioner. Skivan är tillverkad av oorganisk kalciumsilikat som har mycket
Brandskydd av stålkonstruktioner Vers. 0-05 PROMATECT-L är en obrännbar skiva som används för att brandskydda stål och betong konstruktioner. Skivan är tillverkad av oorganisk kalciumsilikat som har mycket
Midjeled till arbetsfordon
 16 Maj 2011 Handledare: Erik K G Åberg Inst. Produkt- och Produktionsutveckling Midjeled till arbetsfordon Integrerad konstruktion och tillverkning D3 Martin Andersson 780305 Mikael Ingvarsson 890728 Linus
16 Maj 2011 Handledare: Erik K G Åberg Inst. Produkt- och Produktionsutveckling Midjeled till arbetsfordon Integrerad konstruktion och tillverkning D3 Martin Andersson 780305 Mikael Ingvarsson 890728 Linus
Concept Selection Chaper 7
 Akademin för Innovation, Design och Teknik Concept Selection Chaper 7 KPP306 Produkt och processutveckling Grupp 2 Johannes Carlem Daniel Nordin Tommie Olsson 2012 02 28 Handledare: Rolf Lövgren Inledning
Akademin för Innovation, Design och Teknik Concept Selection Chaper 7 KPP306 Produkt och processutveckling Grupp 2 Johannes Carlem Daniel Nordin Tommie Olsson 2012 02 28 Handledare: Rolf Lövgren Inledning
YOUR LOCAL SOURCE IN A GLOBAL WORLD GLOBAL OUTSOURCING
 GLOBAL OUTSOURCING Spara från 30 % till 75 % på maskinbearbetade produkter och gjutna komponenter från Kina. I Kina fi nns miljoner underleverantörer, endast några få kan leverera kvalitetstestade och
GLOBAL OUTSOURCING Spara från 30 % till 75 % på maskinbearbetade produkter och gjutna komponenter från Kina. I Kina fi nns miljoner underleverantörer, endast några få kan leverera kvalitetstestade och
OBS! VIKTIGT ATT TÄTA HÅLRUMMEN MED SILIKON. ANNARS FINNS RISK FÖR VATTENINTRÄNGNING. Montagegång Skjutparti Vinter. Luckors och ramars positioner
 Läs igenom hela monteringanvisningen före montaget. För att minska risken för skador under transport är ramen omonterad. Vi har dock före leverans provmonterat hela systemet med luckor för att säkerställa
Läs igenom hela monteringanvisningen före montaget. För att minska risken för skador under transport är ramen omonterad. Vi har dock före leverans provmonterat hela systemet med luckor för att säkerställa
Checklista 1 för detaljer Projektnamn: Datum: Detaljnummer:
 Checklista 1 för detaljer Projektnamn: Har vi sett till att detaljerna själva visar hur de skall monteras, att formen är tydlig och att de bara går att montera rätt? Har vi standardiserat detaljerna för
Checklista 1 för detaljer Projektnamn: Har vi sett till att detaljerna själva visar hur de skall monteras, att formen är tydlig och att de bara går att montera rätt? Har vi standardiserat detaljerna för
Brandskydd av stålkonstruktioner
 PROMATECT -00 Brandskydd av stålkonstruktioner Vers. 0-05 PROMATECT -00 PROMATECT-00 är en obrännbar skiva som används för att brandskydda stålkonstruktioner. Promatect 00 är en kalsiumsilikat skiva med
PROMATECT -00 Brandskydd av stålkonstruktioner Vers. 0-05 PROMATECT -00 PROMATECT-00 är en obrännbar skiva som används för att brandskydda stålkonstruktioner. Promatect 00 är en kalsiumsilikat skiva med
FF-17 Förförstärkarlåda, sida 1.
 FF-17 Förförstärkarlåda, sida 1. Varför rekommenderas 3 mm oljehärdad board ( masonit )? (I texten nedan bara kallad board.) Det är ett isolerande material, så man riskerar inga elektriska överslag och
FF-17 Förförstärkarlåda, sida 1. Varför rekommenderas 3 mm oljehärdad board ( masonit )? (I texten nedan bara kallad board.) Det är ett isolerande material, så man riskerar inga elektriska överslag och
Energiprojektet. Luftförvärmare
 Energiprojektet Luftförvärmare Vi, TE15, har fått i uppgift att bygga ett energisystem och vår grupp har då konstruerat en luftförvärmare. En luftförvärmare är ett miljövänligt energisystem som använder
Energiprojektet Luftförvärmare Vi, TE15, har fått i uppgift att bygga ett energisystem och vår grupp har då konstruerat en luftförvärmare. En luftförvärmare är ett miljövänligt energisystem som använder
Inlämning 3 Kartlägg kundens röst Grupp C3
 Grupp C3 Grupp C3 Sebastian Marklund Sebastian Merino Tobias Jungbark Mattias Larsson Ziad Kairouz Handledare: Daniel Corin Stig 2 Innehållsförteckning Kartläggning av kundens röst... 3 Möjliga frågor
Grupp C3 Grupp C3 Sebastian Marklund Sebastian Merino Tobias Jungbark Mattias Larsson Ziad Kairouz Handledare: Daniel Corin Stig 2 Innehållsförteckning Kartläggning av kundens röst... 3 Möjliga frågor
[DESIGN FOR MANUFACTURING]
![[DESIGN FOR MANUFACTURING]](/thumbs/56/38558220.jpg "[DESIGN FOR MANUFACTURING]") PM Claes Eriksson, David Lihv, Petra Liljenroth Mälardalens Högskola, IDT KPP306, produkt och processutveckling 2010 03 05 [DESIGN FOR MANUFACTURING] Kapitel 11, Product Design and Development, Karl T.
PM Claes Eriksson, David Lihv, Petra Liljenroth Mälardalens Högskola, IDT KPP306, produkt och processutveckling 2010 03 05 [DESIGN FOR MANUFACTURING] Kapitel 11, Product Design and Development, Karl T.
CM Förstärkarlåda, sida 1.
 CM-0-17 Förstärkarlåda, sida 1. Varför rekommenderas 3 mm oljehärdad board ( masonit )? (I texten nedan bara kallad board.) Det är ett isolerande material, så man riskerar inga elektriska överslag och
CM-0-17 Förstärkarlåda, sida 1. Varför rekommenderas 3 mm oljehärdad board ( masonit )? (I texten nedan bara kallad board.) Det är ett isolerande material, så man riskerar inga elektriska överslag och
Introduktion. Av Tobias Lindström KPP039 MDH 2010
 Sida1 Introduktion I kursen KPP039 på Mälardalens högskola fick vi i uppgift att fördjupa oss om ett ämne som härrörde till våran senaste uppgift som vi utfört. Jag var i en grupp som har hjälpt ett företag
Sida1 Introduktion I kursen KPP039 på Mälardalens högskola fick vi i uppgift att fördjupa oss om ett ämne som härrörde till våran senaste uppgift som vi utfört. Jag var i en grupp som har hjälpt ett företag
Packningar Skyddsnät Mutterskydd Gummiprodukter
 Packningar Skyddsnät Mutterskydd Gummiprodukter www.tematic.se Stansade produkter Stansade packningar, brickor och dylikt i alla dimensioner och framförallt i stort sett alla material. Allt från standardutförande
Packningar Skyddsnät Mutterskydd Gummiprodukter www.tematic.se Stansade produkter Stansade packningar, brickor och dylikt i alla dimensioner och framförallt i stort sett alla material. Allt från standardutförande
Lokal Pedagogisk planering- Teknik åk 9- VT 13 Grimstaskolan
 Lokal Pedagogisk planering- Teknik åk 9- VT 13 Grimstaskolan Syfte - Att utveckla elevernas möjligheter att kommunicera - Att använda det svenska språket i tal och skrift i teknik - Skapande arbete ger
Lokal Pedagogisk planering- Teknik åk 9- VT 13 Grimstaskolan Syfte - Att utveckla elevernas möjligheter att kommunicera - Att använda det svenska språket i tal och skrift i teknik - Skapande arbete ger
Brandskydd av stålkonstruktioner
 PROMATECT -H Brandskydd av stålkonstruktioner Vers. 0-05 PROMATECT -H PROMATECT-H er en obrännbar skiva som används för brandskydd av stål och betong konstruktioner i miljöer där det förekommer fukt PROMATECT-H
PROMATECT -H Brandskydd av stålkonstruktioner Vers. 0-05 PROMATECT -H PROMATECT-H er en obrännbar skiva som används för brandskydd av stål och betong konstruktioner i miljöer där det förekommer fukt PROMATECT-H
PRODUKTUTVECKLING 3. CAD & 3D-ritning. Erik Almers 2011-01-10
 PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
CHALMERS. Stayout. -Ett skydd som står emot
 CHALMERS Stayout -Ett skydd som står emot Integrerad konstruktion och tillverkning (TME 041) Institution: PPU Nina Johansson, Susanna Lindberg, Maria Ludvigsson, Kajsa Taylor och Emil Ödebrink Handledare:
CHALMERS Stayout -Ett skydd som står emot Integrerad konstruktion och tillverkning (TME 041) Institution: PPU Nina Johansson, Susanna Lindberg, Maria Ludvigsson, Kajsa Taylor och Emil Ödebrink Handledare:
Monteringsanvisning för Glaspartier Ultra
 2011-02-15 ULTRA Monteringsanvisning för Glaspartier Ultra Skjutbara fönsterpartier 2 och 3-delade 2+2 spv och 3+3 spv Skjutbara dörrpartier 2 och 3-delade 2+2 spv och 3+3 spv Fasta fönster 1, 2, och 3-delade
2011-02-15 ULTRA Monteringsanvisning för Glaspartier Ultra Skjutbara fönsterpartier 2 och 3-delade 2+2 spv och 3+3 spv Skjutbara dörrpartier 2 och 3-delade 2+2 spv och 3+3 spv Fasta fönster 1, 2, och 3-delade
LASERSKÄRNING. och plåtbearbetning
 LASERSKÄRNING och plåtbearbetning Häfla Bruks AB grundades 1682 och har sedan dess kontinuerligt varit verksamma inom tillverkning av järn, stål och metallprodukter på samma plats i norra Östergötland.
LASERSKÄRNING och plåtbearbetning Häfla Bruks AB grundades 1682 och har sedan dess kontinuerligt varit verksamma inom tillverkning av järn, stål och metallprodukter på samma plats i norra Östergötland.
EdmoLift, din kompletta legoleverantör
 Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
Steg 7.2 7.4. 7.2.1 Avgränsningar i detaljkonstruktion
 Steg 7.2 7.4 7.2 Detaljkonstruktion Vårt nya koncept utför huvudfunktionen rotation genom elmotor och tryck med hjälp av tryckluft. Fördelen med det sistnämnda är att en stor del av befintlig konstruktion
Steg 7.2 7.4 7.2 Detaljkonstruktion Vårt nya koncept utför huvudfunktionen rotation genom elmotor och tryck med hjälp av tryckluft. Fördelen med det sistnämnda är att en stor del av befintlig konstruktion
KRÄV MER AV DITT SLITSTARKA STÅL
 KRÄV MER AV DITT SLITSTARKA STÅL SLITSTARKT STÅL FÖR KRÄVANDE PRODUKTER Slitstarkt Raex-stål är utformat för att klara även de mest krävande förhållanden, där stålkonstruktioner utsätts för nötning och
KRÄV MER AV DITT SLITSTARKA STÅL SLITSTARKT STÅL FÖR KRÄVANDE PRODUKTER Slitstarkt Raex-stål är utformat för att klara även de mest krävande förhållanden, där stålkonstruktioner utsätts för nötning och
Ölands Vattenskärning AB. Vår leverans - din säkerhet
 Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
Tentamen i tillverkningsteknik
 Tentamen i tillverkningsteknik MTGC13 MTGB14 120118 Ansvarig lärare: Leo de Vin Hjälpmedel: Kalkylator Maxpoäng 49p Poäng Betyg 0-24 U 25-33 3 34-41 4 42-49 5 Lycka till! Tentamen Tillverkningsteknik 2012-01-18
Tentamen i tillverkningsteknik MTGC13 MTGB14 120118 Ansvarig lärare: Leo de Vin Hjälpmedel: Kalkylator Maxpoäng 49p Poäng Betyg 0-24 U 25-33 3 34-41 4 42-49 5 Lycka till! Tentamen Tillverkningsteknik 2012-01-18
ALWAYS IN THE FRONTLINE
 ALWAYS IN THE FRONTLINE ROTAGE AB Rotage AB grundades 1979 och är beläget i Kvänum. Företagets ambition är att vara en attraktiv detalj- och komponentleverantör av plåtprodukter med inriktning på laserskärning
ALWAYS IN THE FRONTLINE ROTAGE AB Rotage AB grundades 1979 och är beläget i Kvänum. Företagets ambition är att vara en attraktiv detalj- och komponentleverantör av plåtprodukter med inriktning på laserskärning

Fasta förband metaller
 Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Prissättning. En promemoria om prissättningen av en produkt. Individuellt PM, Produktutveckling 2 1.5 högskolepoäng, avancerad nivå
 Prissättning En promemoria om prissättningen av en produkt. Individuellt PM, Produktutveckling 2 1.5 högskolepoäng, avancerad nivå Produkt och processutveckling Innovation och produktdesign Jeanette Jönsson
Prissättning En promemoria om prissättningen av en produkt. Individuellt PM, Produktutveckling 2 1.5 högskolepoäng, avancerad nivå Produkt och processutveckling Innovation och produktdesign Jeanette Jönsson
Monteringsmanual. Glastak Elegance+ 25 mm. Gäller från
 Monteringsmanual Glastak Elegance+ 25 mm Gäller från 2018-02-01 Inledning Användning Santex Glastak Elegance+ 25 mm är framtaget för det enklare uterummet, vår/sommar/höst. Rekommenderas att kombinera
Monteringsmanual Glastak Elegance+ 25 mm Gäller från 2018-02-01 Inledning Användning Santex Glastak Elegance+ 25 mm är framtaget för det enklare uterummet, vår/sommar/höst. Rekommenderas att kombinera
Monteringsanvisning Thermo
 Monteringsanvisning Thermo För att minska risken för transportskador vid leverans är ramen omonterad. Vi har dock före leverans monterat ihop hela systemet med luckor för att säkerhetsställa att alla detaljer
Monteringsanvisning Thermo För att minska risken för transportskador vid leverans är ramen omonterad. Vi har dock före leverans monterat ihop hela systemet med luckor för att säkerhetsställa att alla detaljer
Välkommen till Familjen PARS!
 Babak Karimi inköp/it, Bo Karimi BTT, Johan Axelsson vice VD, Stefan Wängermark marknad, Ali Karimi styrelseordförande, Åsa Brovall ACAB, Ulf Liljewern ABL, Sofia Karimi controller, Seppo Laukkanen PREFORM,
Babak Karimi inköp/it, Bo Karimi BTT, Johan Axelsson vice VD, Stefan Wängermark marknad, Ali Karimi styrelseordförande, Åsa Brovall ACAB, Ulf Liljewern ABL, Sofia Karimi controller, Seppo Laukkanen PREFORM,
Fråga 1 Lösningsförslag 1 Fråga 2
 Fråga 1 a. Vilka periodkalkyler finns det? b. Fördelar och nackdelar med ABC-kalkylerling. Förklara följande begrepp: c. Materialkostnad (MO) d. Tillverkningsomkostnader (TO) e. Affärsomkostnader (AFFO)
Fråga 1 a. Vilka periodkalkyler finns det? b. Fördelar och nackdelar med ABC-kalkylerling. Förklara följande begrepp: c. Materialkostnad (MO) d. Tillverkningsomkostnader (TO) e. Affärsomkostnader (AFFO)
Miniräknare + Formelblad (vidhäftat i tesen) 50 p
 50 p") Tillverkningsmetoder Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen 41I34T TGIAL15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2016-03-17 Tid: 14:00 18:00 Hjälpmedel: Miniräknare + Formelblad
Tillverkningsmetoder Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen 41I34T TGIAL15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2016-03-17 Tid: 14:00 18:00 Hjälpmedel: Miniräknare + Formelblad
Ett företag med oändliga möjligheter......inom fjäder, tråddetaljer, clips och komponenter
 Ett företag med oändliga möjligheter......inom fjäder, tråddetaljer, clips och komponenter Spring Systems Spring Systems är en av Skandinaviens ledande tillverkare av fjädrar, tråddetaljer, clips och sammansatta
Ett företag med oändliga möjligheter......inom fjäder, tråddetaljer, clips och komponenter Spring Systems Spring Systems är en av Skandinaviens ledande tillverkare av fjädrar, tråddetaljer, clips och sammansatta
IKOT TME040. Inlämning 8. Verifiera och utvärdera konceptet. Grupp A6 VT2010
 IKOT TME040 Inlämning 8 Verifiera och utvärdera konceptet VT2010 Gupp A6 består av: Hampus Bergman, Erik Hartelius, Tobias Holmström, Robert Hult och Marcus Slogén Chalmers Tekniska Högskola Innehåll 1.
IKOT TME040 Inlämning 8 Verifiera och utvärdera konceptet VT2010 Gupp A6 består av: Hampus Bergman, Erik Hartelius, Tobias Holmström, Robert Hult och Marcus Slogén Chalmers Tekniska Högskola Innehåll 1.
Konstruktion av 400 V kontaktdon
 Konstruktion av 400 V kontaktdon Institutionen för produkt- och produktionsutveckling Chalmers Tekniska Högskola Göteborg 2011-02-09 Projektgrupp Anna Willhammar Nathalie Sundqvist Fredrik Wiborg Sofie
Konstruktion av 400 V kontaktdon Institutionen för produkt- och produktionsutveckling Chalmers Tekniska Högskola Göteborg 2011-02-09 Projektgrupp Anna Willhammar Nathalie Sundqvist Fredrik Wiborg Sofie
IKOT A5. Chalmers Tekniska Högskola 2010-03-24. Inlämning inför deadline 7.1
 2010-03-24 Inlämning inför deadline 7.1 IKOT A5 2010-03-02 Innehållsförteckning 7.1 Systemarkitektur... 2 7.1.1 Modularisering av produkten... 2 7.1.2 Träddiagram... 3 7.1.3 Framtagna moduler/delsystem...
2010-03-24 Inlämning inför deadline 7.1 IKOT A5 2010-03-02 Innehållsförteckning 7.1 Systemarkitektur... 2 7.1.1 Modularisering av produkten... 2 7.1.2 Träddiagram... 3 7.1.3 Framtagna moduler/delsystem...
antiphon MPM STOMLJUDSDÄMPANDE LAMINATPLÅT
 antiphon MPM STOMLJUDSDÄMPANDE LAMINATPLÅT Spar både vikt och utrymme antiphon MPM uppfyller två funktioner. Det dämpar inte bara stomburet ljud utan den ersätter också befintlig plåt. Det betyder att
antiphon MPM STOMLJUDSDÄMPANDE LAMINATPLÅT Spar både vikt och utrymme antiphon MPM uppfyller två funktioner. Det dämpar inte bara stomburet ljud utan den ersätter också befintlig plåt. Det betyder att
Halle Thermo MONTERINGSANVISNING SKJUTPARTIER. Halle Plast AB Kundtjänst E-post
 MONTERINGSANVISNING SKJUTPARTIER Halle Plast AB Kundtjänst 0430-12280 E-post sales@halle.se www.halle.se Tack för valet av en kvalitetsprodukt från HALLE. Läs igenom hela monteringanvisningen före montaget.
MONTERINGSANVISNING SKJUTPARTIER Halle Plast AB Kundtjänst 0430-12280 E-post sales@halle.se www.halle.se Tack för valet av en kvalitetsprodukt från HALLE. Läs igenom hela monteringanvisningen före montaget.
PMM (Process Maturity Metrics) Allmänt. Mätetal för framgångsfaktorer. 1. CM konfigurationsstyrning
 Allmänt. Mätetal för framgångsfaktorer. 1. CM konfigurationsstyrning") PMM (Process Maturity Metrics) PMM är en metod för att mäta processmognad i utvecklingsprojekt. I korthet går metoden ut på att man utvärderar sin utvecklingsprocess med avseende på ett antal framgångsfaktorer
PMM (Process Maturity Metrics) PMM är en metod för att mäta processmognad i utvecklingsprojekt. I korthet går metoden ut på att man utvärderar sin utvecklingsprocess med avseende på ett antal framgångsfaktorer
Skorstensslang information och installationsanvisningar
 Skorstensslang information och installationsanvisningar Innehåll När använder man insatsslang?... 2 Typer av slang... 2 Stålkvalitet... 3 Isolering av insatsslang... 3 Hur sker installationen av insatsslang?...
Skorstensslang information och installationsanvisningar Innehåll När använder man insatsslang?... 2 Typer av slang... 2 Stålkvalitet... 3 Isolering av insatsslang... 3 Hur sker installationen av insatsslang?...
Kuggremmar med medbringare
 Kuggremmar med medbringare Pålastning i transportör med hjälp av gavlarna Buffertrem för provtagningsutrustning Matningsband inom bryggerioch kosmetikindustrin ARATRON SVERIGE TEL +46 (0)8-40 41 600 ARATRON
Kuggremmar med medbringare Pålastning i transportör med hjälp av gavlarna Buffertrem för provtagningsutrustning Matningsband inom bryggerioch kosmetikindustrin ARATRON SVERIGE TEL +46 (0)8-40 41 600 ARATRON
3D-printing - unika möjligheter. Kenny Johansson Tel
 3D-printing - unika möjligheter Kenny Johansson kenny@acron-form.se Tel. 0371-19360 Kontaktuppgifter Förfrågningar: cad@acron-form.se Filformat: IGES, STEP, Parasolid (X_T), STL Tel. 0371-193 50 www.acron-form.se
3D-printing - unika möjligheter Kenny Johansson kenny@acron-form.se Tel. 0371-19360 Kontaktuppgifter Förfrågningar: cad@acron-form.se Filformat: IGES, STEP, Parasolid (X_T), STL Tel. 0371-193 50 www.acron-form.se
MONTERINGSANVISNING Protecta Hårdskiva Plus
 Hårda skivor för brandskydd av stålkonstruktioner Hårdskiva Plus är en skiva för användning bland annat till brandskydd av bärande stålkonstruktioner. Skivorna består av kalciumsilikat förstärkt med cellulosafibrer
Hårda skivor för brandskydd av stålkonstruktioner Hårdskiva Plus är en skiva för användning bland annat till brandskydd av bärande stålkonstruktioner. Skivorna består av kalciumsilikat förstärkt med cellulosafibrer
Tack för att du har valt en inglasning från Mekoflex! Vi önskar dig stort nöje och många trevliga stunder i det nya inglasade rummet.
 Tack för att du har valt en inglasning från Mekoflex! Vi önskar dig stort nöje och många trevliga stunder i det nya inglasade rummet. Kontrollera först innehållet i förpackningen enligt förteckningen nedan.
Tack för att du har valt en inglasning från Mekoflex! Vi önskar dig stort nöje och många trevliga stunder i det nya inglasade rummet. Kontrollera först innehållet i förpackningen enligt förteckningen nedan.
Tillverkare av maskiner för metallbearbetning. pressar valsverk stansar. tel. +46 (0)
") Tillverkare av maskiner för metallbearbetning pressar valsverk stansar www.ewn-maskiner.se tel. +46 (0) 7679 24 006 UPH 28 Horisontell hydraulpress - Inbyggt minne med möjlighet att spara upp till fyra
Tillverkare av maskiner för metallbearbetning pressar valsverk stansar www.ewn-maskiner.se tel. +46 (0) 7679 24 006 UPH 28 Horisontell hydraulpress - Inbyggt minne med möjlighet att spara upp till fyra
4.1 Inventering av olika koncept
 1 4.1 Inventering av olika koncept Nedan har vi listat 5 olika koncept som vi har analyserat och jämfört med varandra. Ett av konceptet är Sandviks egna och de andra fyra är tagna ur patentdatabasen esp@cenet
1 4.1 Inventering av olika koncept Nedan har vi listat 5 olika koncept som vi har analyserat och jämfört med varandra. Ett av konceptet är Sandviks egna och de andra fyra är tagna ur patentdatabasen esp@cenet
Steg 7 Konstruera konceptet. IKOT D1 söndag den 29 mars 2009
 D1 Steg 7 Konstruera konceptet 0 7.1 Inledning Nu när valet av koncept är gjort är det dags att mera ingående designa och dimensionera dammtätningens olika delsystem. Genom att följa TVM:s metodik för
D1 Steg 7 Konstruera konceptet 0 7.1 Inledning Nu när valet av koncept är gjort är det dags att mera ingående designa och dimensionera dammtätningens olika delsystem. Genom att följa TVM:s metodik för
När du efterfrågar kvalité, kreativa idéer och ett personligt samarbete!
 När du efterfrågar kvalité, kreativa idéer och ett personligt samarbete! Vi har sedan starten 1977 utvecklats och tagit del av den senaste tekniken och är idag ett mycket modernt företag och en ledande
När du efterfrågar kvalité, kreativa idéer och ett personligt samarbete! Vi har sedan starten 1977 utvecklats och tagit del av den senaste tekniken och är idag ett mycket modernt företag och en ledande
Delrapport Steg 7.1. Integrerad konstruktion och tillverkning. Datum: 29 mars 2011 Grupp: F-3 Handledare: Göran Brännare
 Delrapport Steg 7.1 Integrerad konstruktion och tillverkning Datum: 29 mars 2011 Innehållsförteckning 7.1 Systemarkitektur... 3 7.1.1 Funktionell modellering... 3 7.1.2. Hierarkiskt systemdiagram... 4
Delrapport Steg 7.1 Integrerad konstruktion och tillverkning Datum: 29 mars 2011 Innehållsförteckning 7.1 Systemarkitektur... 3 7.1.1 Funktionell modellering... 3 7.1.2. Hierarkiskt systemdiagram... 4
Monteringsanvisning Expodul Easy roof Oisolerad Aluminiumstomme med eller utan Solo+ inglasning V2
 Monteringsanvisning Expodul Easy roof Oisolerad Aluminiumstomme med eller utan Solo+ inglasning V2 Denna guide är tänkt att användas tillsammans med ER produktkatalog där de flesta profiler och tillbehör
Monteringsanvisning Expodul Easy roof Oisolerad Aluminiumstomme med eller utan Solo+ inglasning V2 Denna guide är tänkt att användas tillsammans med ER produktkatalog där de flesta profiler och tillbehör
Plastisk bearbetning. Prof. François Rondé-Oustau Göran Karlsson
 Plastisk bearbetning Prof. François Rondé-Oustau Göran Karlsson Vad är plastisk bearbetning? Materialet sträcks över elasticitetsgränsen. Formad detalj har i stort sett samma volym som utgångsämnet. Skiljer
Plastisk bearbetning Prof. François Rondé-Oustau Göran Karlsson Vad är plastisk bearbetning? Materialet sträcks över elasticitetsgränsen. Formad detalj har i stort sett samma volym som utgångsämnet. Skiljer
LIGHTLINE ENTRÉTAK. Stilren o modern design. Sluttande. Funktionell design med dolda infästningar. Välvt. Flexibel och kombinationsvänlig.
 LIGHTLINE ENTRÉTAK SIDA Sluttande Funktionell design med dolda infästningar 2 Välvt Flexibel och kombinationsvänlig 3 Sadel Tidlösa och robusta informationstavlor 4 XL Tidlösa och robusta entrétak 5 Modul
LIGHTLINE ENTRÉTAK SIDA Sluttande Funktionell design med dolda infästningar 2 Välvt Flexibel och kombinationsvänlig 3 Sadel Tidlösa och robusta informationstavlor 4 XL Tidlösa och robusta entrétak 5 Modul
Installation, svetsning och underhåll
 Installation, svetsning och underhåll Givetvis måste noggrann slaggborttagning utföras där detta förekommer. Förvärm om möjligt till 200 C, men ej över 20 C, innan svetsningen påbörjas, och håll temperaturen
Installation, svetsning och underhåll Givetvis måste noggrann slaggborttagning utföras där detta förekommer. Förvärm om möjligt till 200 C, men ej över 20 C, innan svetsningen påbörjas, och håll temperaturen
PRODUKTKATALOG MAGNETKONTAKTER
 PRODUKTKATALOG MAGNETKONTAKTER Alarmtech Sweden AB är ett företag med mer än 30 års erfarenhet av utveckling och tillverkning av högkvalitativa säkerhetsprodukter. Vårt produktsortiment består bl.a. av
PRODUKTKATALOG MAGNETKONTAKTER Alarmtech Sweden AB är ett företag med mer än 30 års erfarenhet av utveckling och tillverkning av högkvalitativa säkerhetsprodukter. Vårt produktsortiment består bl.a. av
7. Konstruera Koncept
 7. Konstruera Koncept 7.1 Systemarkitektur För att bestämma delar i konstruktionen som kommer att utvecklas in-house eller externt skapas nedan funktionsmodeller och ett träddiagram för att se över alla
7. Konstruera Koncept 7.1 Systemarkitektur För att bestämma delar i konstruktionen som kommer att utvecklas in-house eller externt skapas nedan funktionsmodeller och ett träddiagram för att se över alla
Halle Design/Primo MONTERINGSANVISNING FASTA PARTIER. Halle Plast AB Kundtjänst E-post
 MONTERINGSANVISNING FASTA PARTIER Halle Plast AB Kundtjänst 0430-12280 E-post sales@halle.se www.halle.se Vi tackar för Ditt förtroende att välja en kvalitetsprodukt från HALLE. Läs igenom hela monteringanvisningen
MONTERINGSANVISNING FASTA PARTIER Halle Plast AB Kundtjänst 0430-12280 E-post sales@halle.se www.halle.se Vi tackar för Ditt förtroende att välja en kvalitetsprodukt från HALLE. Läs igenom hela monteringanvisningen
BRUKSANVISNING. NM-11 Manual.se 09/2014 55M Produkt AB
 BRUKSANVISNING NM-11 Manual.se 09/2014 55M Produkt AB Nitmaskin NM-11 Gratulerar till inköpet aven nitmaskin HM-11. Vi tackar dig för att du väljer en produkt från SSM Produkt AB. För att erhålla ytterligare
BRUKSANVISNING NM-11 Manual.se 09/2014 55M Produkt AB Nitmaskin NM-11 Gratulerar till inköpet aven nitmaskin HM-11. Vi tackar dig för att du väljer en produkt från SSM Produkt AB. För att erhålla ytterligare
Installation instructions, accessories V70 2001. Dragkrok, fast. Volvo Car Corporation Gothenburg, Sweden
 Anvisningsnr Version Art. nr. 30668471 1.2 30682095, 30682096 Dragkrok, fast M8901547 Sida 1 / 16 Utrustning A0000162 A0000163 A0000161 A0000172 A0000165 IMG-213560 Sida 2 / 16 IMG-223189 Sida 3 / 16 IMG-213320
Anvisningsnr Version Art. nr. 30668471 1.2 30682095, 30682096 Dragkrok, fast M8901547 Sida 1 / 16 Utrustning A0000162 A0000163 A0000161 A0000172 A0000165 IMG-213560 Sida 2 / 16 IMG-223189 Sida 3 / 16 IMG-213320
Joakim Vasilevski 2011-01-16
 PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
Företagsinformation. Mindre serier, prototyper och modeller
 Företagsinformation Mindre serier, prototyper och modeller BA Prototypverkstad är ett företag som jobbar med produktutveckling. Verksamheten är främst inriktad på att ta fram prototyper, modeller, mindre
Företagsinformation Mindre serier, prototyper och modeller BA Prototypverkstad är ett företag som jobbar med produktutveckling. Verksamheten är främst inriktad på att ta fram prototyper, modeller, mindre
Skjutparti, Dörr / Fönster
 Uterumssystem med Enkelglas Skjutparti, Dörr / Fönster! OBS! Läs detta innan du börjar. Läs igenom hela monteringsinstruktionen innan du börjar. Tänk på din säkerhet. Partierna kan vara tunga så ta hjälp
Uterumssystem med Enkelglas Skjutparti, Dörr / Fönster! OBS! Läs detta innan du börjar. Läs igenom hela monteringsinstruktionen innan du börjar. Tänk på din säkerhet. Partierna kan vara tunga så ta hjälp
Uppföljning projekt 2009-09-27
 Projektnummer 87811 Ankomstdatum Uppföljning projekt 2009-09-27 Redovisningstidpunkt: Projektets benämning Utveckling av nya serveringssystem Projektansvarig Per Carlsson Organisationsnummer Telefon arbete
Projektnummer 87811 Ankomstdatum Uppföljning projekt 2009-09-27 Redovisningstidpunkt: Projektets benämning Utveckling av nya serveringssystem Projektansvarig Per Carlsson Organisationsnummer Telefon arbete
Montageanvisning Scanlight System 540/540X. För installation som fasad och fasadbeklädnad.
 För installation som fasad och fasadbeklädnad. 1 Lossning: Vid lossning eller lyft av större pallar med paneler används enklast kranbil. Lyft pallen med stroppar som placeras ca 1/4 1/3 in på pallen från
För installation som fasad och fasadbeklädnad. 1 Lossning: Vid lossning eller lyft av större pallar med paneler används enklast kranbil. Lyft pallen med stroppar som placeras ca 1/4 1/3 in på pallen från
PM i Punktsvetsning. Produktutveckling 3 KPP039 HT09. Lärare: Rolf Lövgren
 PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
Monteringsanvisning Tunnbastu (1013)
") Monteringsanvisning Tunnbastu (1013) 1 Montera bastun på ett plant underlag. Obs! Del 1 hör ej till leveransen. Montera bastuns bas, delarna passar i de utskurna spåren. Skruva ihop delarna (skruvhål finns
Monteringsanvisning Tunnbastu (1013) 1 Montera bastun på ett plant underlag. Obs! Del 1 hör ej till leveransen. Montera bastuns bas, delarna passar i de utskurna spåren. Skruva ihop delarna (skruvhål finns
Kundanpassade rullformade profiler
 Kundanpassade rullformade profiler Under snart femtio år har vi gjort profiler till vår profil ROBUST RULLPROFILER tillverkar rullformade profiler för industrin. Det har vi gjort i snart femtio år. Utan
Kundanpassade rullformade profiler Under snart femtio år har vi gjort profiler till vår profil ROBUST RULLPROFILER tillverkar rullformade profiler för industrin. Det har vi gjort i snart femtio år. Utan
RAEX ANY TIME, ANY WEAR
 RAEX ANY TIME, ANY WEAR RAEX TÄCKER DINA SLITAGEBEHOV Raex nötningsbeständiga stål är utformat för stålkonstruktioner som utsätts för hårt slitage. Raex-stålets slittåliga egenskaper kan förlänga livslängden
RAEX ANY TIME, ANY WEAR RAEX TÄCKER DINA SLITAGEBEHOV Raex nötningsbeständiga stål är utformat för stålkonstruktioner som utsätts för hårt slitage. Raex-stålets slittåliga egenskaper kan förlänga livslängden
SEMKO OY SUJ-GRUNDBULTAR. Bruks- och konstruktionsdirektiv Konstruktion enligt Eurokod (Svensk NA)
") SEMKO OY SUJ-GRUNDBULTAR Bruks- och konstruktionsdirektiv Konstruktion enligt Eurokod (Svensk NA) FMC 41874.134 28.8.2013 3 3 Innehållsförteckning: 1 GRUNDBULTARNAS FUNKTION...5 2 MATERIAL OCH MÅTT...5
SEMKO OY SUJ-GRUNDBULTAR Bruks- och konstruktionsdirektiv Konstruktion enligt Eurokod (Svensk NA) FMC 41874.134 28.8.2013 3 3 Innehållsförteckning: 1 GRUNDBULTARNAS FUNKTION...5 2 MATERIAL OCH MÅTT...5
Design For Manufacturing
 Design For Manufacturing 28 februari 2012 Ett PM som reflekterar över och sammanfattar begreppet DFM, Design For Manufacturing. Som underlag för detta arbete har kapitel 13 i Product Design and Development,
Design For Manufacturing 28 februari 2012 Ett PM som reflekterar över och sammanfattar begreppet DFM, Design For Manufacturing. Som underlag för detta arbete har kapitel 13 i Product Design and Development,
DUSCHVÄGG RUND ART MONTERINGSANVISNING
 DUSCHVÄGG RUND ART. 52111 MONTERINGSANVISNING 873 X 873 MM HÖJD: 1850 MM MED JUSTERBAR SKRUV FÖR CENTRERING AV DÖRRAR - SNABBT & ENKELT Produktens utseende kan vara ändrad sedan instruktionen trycktes
DUSCHVÄGG RUND ART. 52111 MONTERINGSANVISNING 873 X 873 MM HÖJD: 1850 MM MED JUSTERBAR SKRUV FÖR CENTRERING AV DÖRRAR - SNABBT & ENKELT Produktens utseende kan vara ändrad sedan instruktionen trycktes