IKOT A5. Chalmers Tekniska Högskola Inlämning inför deadline 7.1
|
|
|
- Bernt Mattsson
- för 8 år sedan
- Visningar:
Transkript
1 Inlämning inför deadline 7.1 IKOT A5

2 Innehållsförteckning 7.1 Systemarkitektur Modularisering av produkten Träddiagram Framtagna moduler/delsystem... 4 Modul 1 Modullåda... 4 Modul 2 Utfällning... 4 Modul 3 Rotation/upphöjning... 4 Modul 4 Strykbräda... 5 Modul 5 Fastlåsning... 5 Modul 6 El Gränssnittsmatris S ida

3 Systemarkitektur Systemarkitektur skapas för att dela upp produkten i moduler, som är självständiga och utbytbara. Detta för att både förenkla konstruktion och produktion samt möjligheten att lägga ut större delar hos underleverantörer Modularisering av produkten En produkts systemarkitektur beskriver hur olika komponenter uppfyller sina olika funktioner. I figur 1 visas systemarkitekturen för CRIB, denna är modifierad från referensen där olika komponenter bytts ut och vissa lagts till. För att lättare kunna detaljkonstruera de olika delarna i CRIB har de delar med liknande funktion eller som potentiellt kan tillverkas av samma leverantör delats in i moduler. En del detaljer har tagits bort på grund av att de inte längre finns med i konceptet eller inte fyller någon funktion. Detaljer har även lagts till som följd av att konceptet utvecklats. Även de indelade modulerna syns i figur 1. Figur 1 Funktionsmodell med moduler 2 S ida

4 Träddiagram Ett träddiagram görs för att få en bra överblick över de olika detaljer som ingår i varje del av produkten. Produkten delas upp i moduler, som i sin tur granskas i detalj för att få med alla komponenter som kan tänkas ingå. På så sätt upptäcks lätt om någon del kan användas på flera ställen i produkten. Det bidrar till att kostnaden kan hållas nere. Figur 2 Träddiagram över CRIB 3 S ida

5 Framtagna moduler/delsystem Modulerna är uppdelade i olika subsystem för att underlätta vid analys och definiering. Modul 1 Modullåda Modulkanter Lucka Modulhöljet sätts samman av olika skivor som tillsammans med luckan på framsidan utgör hela modulen. Figur 3 Skiss på modul 1 Modul 2 Utfällning Räls Stag (Stag för att ge önskad stabilitet i sid-, höjdled samt för ökad vridstyvhet) Rälsen är grunden till utfällningen där stagen ger dess önskade stabilitet i olika riktningar. Modul 3 Rotation/upphöjning Roterande/upphöjande infästning Rotationen och upphöjningen sker gemensamt likt en skruvs rörelse i en mutter. Där strykbrädan ska nå önskad arbetshöjd via rotation på 90. Mekanismen är en del av kopplingen mellan rälsen och strykbrädan. Modul 3 är uppdelad i två olika huvudkomponenter. Yttercylinder, med spår där skruvarna ska ger dess höjande funktion, samt innercylindern, där gängade hål för skruvarna finns. Figur 4 Skiss på modul 2 Figur 5 Skiss på modul 3, där de två olika huvuddelarna visas. 4 S ida

6 Modul 4 Strykbräda Hålad bräda Underlag Grunden till strykbrädan utgörs av den hålade brädan medan underlag ger dess önskade mjukhet och slitagemotstånd. Figur 6 Skiss på modul 4 Modul 5 Fastlåsning Infästning Utgör kopplingen mellan modulens ovansida och strykbrädans bakkant. Figur 7 Skiss på modul 5 Modul 6 El Elkabel Eluttag Framdragning av el som möjliggör inkoppling av valfritt elkomponent som drivs av 240V. Figur 8 Skiss på modul 6 5 S ida

7 Modul 1 Modul 2 Modul 3 Modul 4 Modul 5 Modul 6 IKOT A Gränssnittsmatris Gränssnittsmatrisen beskriver hur olika moduler interagerar med varandra. Matrisen är ett verktyg för att hålla koll på ändringar i produktens design. Den underlättar när ändringar ska göras, så att ändringar bara görs i den specifika modulen/delen av produkten som avses att ändras i. Modul 1: Modul Mekanisk(M) Modul 2: Utfällning M Elektrisk(E) Modul 3: Rotation/upphöjning M Logisk(L) Modul 4: Strykbräda M M Termisk(T) Modul 5: Fastlåsning M M Magnetisk(Mg) Modul 6: El M Kemisk(K) Figur 9 Gränssnittsmatris 6 S ida
 Modul 2: Utfällning M Elektrisk(E) Modul 3: Rotation/upphöjning M Logisk(L) Modul 4: Strykbräda M M Termisk(T) Modul 5:")
8 Inlämning inför deadline 7.2 IKOT A5

9 Innehållsförteckning 7.2 Konstruera konceptet med detaljkonstruktion och processval Detaljkonstruktion Modulgrund Vinkeljärn Skenor Infästningsplatta Yttercylinder Innercylindern Vinkeljärn Strykbräda Modullock Gångjärn Lucka Handtag Eluttag FEM & Materialval FEM-beräkningar Materialval Kostnadsberäkning & processval med hjälp av Process Selection Yttercylinder i den translatoriska skruven Grunddelen i modulen Produktionsanpassning med DFX DFA DFM Bifogade filer Ritningar FEM-rapport Rostfritt FEM-rapport Alumium S ida

10 7.2 Konstruera konceptet med detaljkonstruktion och processval Detaljkonstruktion Komponenterna i CRIB gås igenom på kommande underrubriker, några som är mer kritiska är utvalda och visas i detalj med 3D-modell och cad-ritning. CRIB består av följande komponenter (förrutom bultar och skruvar) Modulgrund Vinkeljärn 1 Skenor Infästningsplatta Yttercylinder Innercylinder Vinkeljärn 2 Strykbräda Modullock Gångjärn Lucka & Handtag Eluttag Modulgrund Modulgrunden utgör själva basen i strykbrädsmodulen. Den är av aluminiumplåt som bokats till rätt form. Toleransen sattes till ±1mm för samtliga ytor. För dimensioner se bilaga ritning, 5. Bild 1Modulgrund Vinkeljärn 1 Utgör kopplingen mellan modulgrunden och skenorna. Bultar löser infästningen för modulgrunden samt skenorna. Bulthuvudena som är under modulgrunden kommer sedan att vara försänkta i en gummimatta, dels för att hjälpa till att hålla CRIB i rätt läge men även för att inte behöva försänka bultarna i den tunna botten som modulgrunden utgör. 2 S ida

11 Skenor Skenor för att göra det möjligt att strykbrädan kommer ut ur modulen med hjälp av en yttre kraft köps från Hettich, detta bolag är redan samarbetspartners med ASKO. Strykbrädans placering och infästning är till stor del beroende av skenornas utfällning. På grund av detta valdes de skenorna med längst utfällning som samtidigt klarade våra krav på belastning. Valet föll på [KA ]. 560 står för att utfällningen är 560mm. Det har tidigare bestämts att strykbrädan ska vara 30cm bred och att den i utfällt läge ska befinna sig i mitten av modulen (breddmässigt). Eftersom skenorna inte får sticka ut på sidan av strykbrädan får de som mest sitta 30cm isär. Estetiska skäl gör att avståndet mellan dem väljs till 20cm. Alltså monteras skenorna vardera 10cm ifrån mittenpunkten (breddmässigt) i modulen. D utfällning =560mm H skenor =76mm B skenor =19mm Infästningsplatta Består av en aluminiumplåt som bockas i två ändar och på de uppvikta sidorna borras hål för att möjliggöra infästning i skenorna. Bild 2 Infästningsplatta Yttercylinder Utgör, tillsammans med innercylindern, den translatoriska skruven som gör att strykbrädan höjs då den roteras. Komponenten gjuts och bearbetas sedan invändigt med automatisk bearbetning. Ur en ren hållfasthetsmässig synvinkel hade det räckt med en godstjocklek på 3mm för yttercylindern men då produkten ska gjutas ökas detta till 4mm efter samråd med Kenneth Hamberg (Instutionen Matrial och Tillverkningsteknik, Chalmers 2010). Toleransen bestämdes efter samrådan med Gustav Holmqvist (Instutionen Matrial och Tillverkningsteknik, Chalmers 2010) till +0.2mm för innerdiametern. För ytterdiametern räcker ±1mm gott och väl då det inte finns lika snäva passningskrav på Bild 3 Yttercylinder denna yta. För dimensioner se bilaga, ritning 2. 3 S ida
![Valet föll på [KA 3320 560]. 560 står för att utfällningen är 560mm.](/docs-images/40/3866655/images/page_11.jpg "Det har tidigare bestämts att strykbrädan ska vara 30cm bred och att den i utfällt läge ska befinna sig i mitten av modulen (breddmässigt).")
12 Innercylindern Innercylindern fästs med genomgående bultar som också går igenom skårorna i yttercylindern. Vid rotation kommer innercylindern höjas då skårorna går uppåt. För dimensioner se bilaga, ritning Vinkeljärn 2 Fästs i innercylindern med hjälp av bultar där sedan bulthuvudena försänks för att inte vara i vägen när yttercylindern ska glida över. Andra delen av vinkeljärnet fästs i strykbrädan Strykbräda Strykbrädan är förhållandevis lik en standardstrykbräda med något slags perforerat material som grund och sedan ett tygöverdrag med dämpning. Skillnaden är längden och att den kräver en speciell avrundning i ena änden. B modul =1200mm B el = 80mm D modul =600mm D inskjutning =30mm B strykbräda =300mm Bild 4 Innercylindern Den främre delen av strykbrädans längd, Y, är avståndet från strykbrädans rotationspunkt till kanten på modulen minus det avståndet som modulens vägg tar och som krävs för att strykbrädan inte ska ta emot modulinnerväggen. Väggtjockleken antas vara 10mm och för att vara på den säkra sidan adderas på detta ett distansavstånd mellan strykbrädan och innerväggen på 10mm. Y blir således: 4 S ida

13 Bild 5 Skiss på strykbrädan infälld Figur1: Skiss av modulen och strykbrädan i infällt läge. Den bakre delen av strykbrädans längd, X, är avståndet mellan rotationspunkten när skenorna är maximalt utdragna och modulens kant, D maxutfällt, minus avståndet som krävs extra för att fastlåsningen i bakkant ska fungera, D fastlåsning. D maxutfällt är skenornas maximala utfällning minus avståndet från modulkanten till rotationspunktens innersta läge. Bild 6 Skiss av modulen och strykbrädan i infällt och utfällt läge 5 S ida

14 Totala strykbrädslängden är: Strykbrädan rundas av i bakkant för att ej få en vass kant och för att säkerställa att kanten inte går emot modulkanten när strykbrädan roteras Modullock Består av en enda skiva som ej har några bockningar eller andra komplexiteter Gångjärn Dessa krävs för att fästa luckan i modulgrunden och möjliggöra öppning/stängning av luckan. I modulgrunden fästs de på samma sätt som vinkeljärn 1 i , alltså med bultar. Gängjärnen är en av ASKO s standardkomponenter Lucka Solid alumiumplåt. Se bilaga ritning3 för dimensioner Handtag Handtagen är en standardkomponent som ASKO använder på sina tidigare komponenter, detta för att minska variationen av komponenter inom företaget och för att passa resterande produkter i ASKOs sortiment Eluttag Standard vägguttag som monteras i högre änden av modullådan. Kablaget dras längs höger innersida av modulen och förs ut genom ett håll i modulens bakkant FEM & Materialval FEM-beräkningar FEM-beräkningar gjordes för att beräkna spänningar och utböjningar hos komponenterna, framförallt modulen, då det var mer avancerad geometri än vad som är rimligt att räkna för hand. FEM står för Finita Element Metoden och går i korthet ut på att komponenten i fråga delas upp i ett stort antal små element där spänningarna med lätthet kan räknas ut. Antalet element kräver att beräkningarna sker med datorkraft, vilket också underlättar visualiseringen av resultatet. Två olika beräkningar gjordes, en med den ursprungliga materialvalsansatsen då modulen skulle vara i rostfritt stål samt en i det slutgiltiga valet med modulen i aluminium. Det syns i resultaten att sträckgränserna aldrig är i farozonen, däremot fås en utböjning som är i största laget vid konstruktionen med rostfritt stål trots den höga vikt denna konstruktion innehar. Istället syns i den andra att med en design med något större tjocklek på överdelen av modulen och ett ändrat materialval till aluminium ger både mindre utböjning och betydligt lägre vikt. Utifrån detta görs materialvalet Materialval Vid materialvalet valdes tidigt att ett tunt tvärsnitt kändes viktigt, men också vikten för modulen (vilket egentligen är den enda produkt som inte är standardkomponent som utsätts för större laster). Ytterligare en önskan var att ha liknande material som ASKO använder till sina tvättmaskiner, vilket är målad plåt eller borstat aluminium i huvudsak. En första ansats att få tvärsnittet tunt gjordes genom att ansätta rostfritt stål som det önskade materialet. Dock märktes ganska snart att det blev orimligt tungt. Åtgärder i form av att ha flänsar istället för solitt material för att minska vikten gjordes, men inte ens med detta gick det att få ner vikten under 40 kg med en acceptabel utböjning(se FEMrapport nr 1). Då fortfarande tunt tvärsnitt önskades så ändrades det preliminära materialvalet till 6 S ida

15 aluminium, vilket fick rimliga utböjningar vid maxlast (800 N vertikalt, 200 N horisontellt samt gravitation), se FEM-rapport nr 2, om dimensionerna ökades marginellt. Vikten kunde kapas avsevärt till ca 18,8 kg. Detta blev det slutgiltiga materialval för modulen och då ingen annan komponent tar större last ansågs det rättfärdigt att använda aluminium överallt för att matcha med modulen Kostnadsberäkning & processval med hjälp av Process Selection Vid valet av process är en av de viktigaste faktorerna kostnaden för komponenten. Det är viktigt att få fram en kostnadsanalys som är så detaljerad som möjligt för att på en bra grund kunna välja ut en process. Kostnadsanalysen är baserad på komplexiteten på detaljen, material, antal och toleranser. Vid beräkning och framtagning av data används Process Selection (Swift 2003) ur vilken ekvation [3.1]fås som beskriver kostnaden per detalj. V är volymen på det material som krävs in i processen för att ge den önskade komponenten. Cmt är kostnaden för materialet uttryckt per viktenhet, Pc är grund kostnaden för en ideal design av komponenten i den specifika processen och Rc är den relativa kostnads koefficient som påverkas av faktorer som ej är samma som i den ideala designen, såsom komplexitet Yttercylinder i den translatoriska skruven Komponenten ska bestå av en cylinder med hål för att styra den roterande och upphöjande rörelsen. Det ska även finnas infästningar för att fästas i skenorna alternativt i någon stödplatta. Komponenten bör göras i aluminium dels för att överensstämma med övrig inredning i Asko:s sortiment men även då det finns fördel vid vikt i jämförelse med stål. Enligt Asko:s egna uppgifter 1 är ett rimligt antal 1000 stycken vid försäljning av produkten infällbar strykbräda. Då det önskas en större mängd alternativa processer för framtagning väljs antalet vilket kategoriseras som lågt till medium. Alternativt kan väljas stycken som kategoriseras som lågt antal. Materialet tillsammans med antalet kan användas i fig 2.2 i SWIFT 2 och ger 13 möjliga processer. Nedan anges de tillsammans med dess beteckningar i boken och deras relativa kostnads konstant för materialets lämplighet vid angiven process, C mp. C mp är framtagen från Fig. 3.7 i SWIFT. De processer som ej är rekommenderade enligt boken tas bort efter detta steg. Bild 7 Translationsskruv [1.1] Sandgjutning (Sand casting, SC). C mp = 1. [1.2] Skalformning (Shell moulding, SM). C mp = 1. [1.3] Gravitationsgjutning (Gravity die casting, GDC). C mp = 1.5. [1.5] Centrifigalgjutning (Centrifugal casting). C mp =Ej Rekommenderad (ER). [1.6] (Investment casting, IC). C mp = 1. [1.8] Gipsformgjutning (Plaster mould casting). C mp = ER. [3.1] Sluten varmsmidning (Closed die forging, CDF). C mp = 1. [3.3] Dragning (Drawing). C mp = ER. 1 Jörgen Sjöstedt,Kontaktperson på ASKO [ ] 2 Swift S ida

16 [3.6] Stukning (Swaging). C mp = ER. [3.7] Superplastisk bearbetning (Superplastic forming). C mp = ER. [3.8] Plåt klippning (Sheet-metal shearing, SMS (SMW Sheet-metal work)). C mp = 1. [3.9] Plåt formning (Sheet-metal forming, SMF (SMW Sheet-metal work)). C mp = 1. [3.10] Spinning (Spinning). C mp = ER. [3.11] Pulvermetallurgi (Powder metallurgi). C mp =1. [4.A] Maskinellt automatisk bearbetning (Automatic machining). C mp = 1. [5.3] Bearbetning med elektrisk urladdning (Electric discharge machining, EDM). C mp = ER. [5.4] Bearbetning med hjälp av laserstråle (Laser beam machining, LBM). C mp = ER. [5.5] Kemisk bearbetning (Chemical machining, CM). C mp = ER. Ett tidigt stadie i kostnadsanalysen är att försöka klassificera in den valda komponenten, detta görs ur fig. 3.9 i SWIFT. Komponenten består till huvudsak av en cylinder med ett hål i symmetriaxeln. Förutom detta ingår även ett hål/spår som ej är i symmetriaxeln. Vilket leder fram till att kategorin A3 passar in på komponenten, formklassificeringen används sedan för att bestämma C c. För att bestämma formens komplexitetskonstant används fig 3.10 i SWIFT tillsammans med de olika processalternativen och formklassificering som bestämdes till A3. Ur denna figur fås följande värden på C c. SC, C c (A3) = 1.3. SM, C c (A3) = 1.3. GDC, C c (A3) = 1.3. IC, C c (A3) = 1.3. CDF, C c (A3) = 2.3. SMW, C c (A3) = NA. Alternativet tas härmed bort. PM, C c (A3) = 1.3. AM, C c (A3) = 3. Därefter behövs sektionskoefficient, C s, bestämmas för komponenten och detta görs med hjälp av figurerna i SWIFT. Största sektion, godstjocklek, är 4 mm och största dimension är diametern som är 186 mm. SC, C s = 1. SM, C s = 1. GDC, C s = 1. IC, C s = CDF, C s = 1.4. PM, C s = 1. AM, C s = 1. C t är toleranskoefficienten och bestäms utefter toleranskraven tillsammans med figurerna Det strängaste toleranskravet finns för innerdiametern på cylindern på +0,2mm. SC, C t (Total tolerans) = 1.2. SM, C t (Total tolerans) = 0.3. GDC, C t (Total tolerans) = 0.3. IC, C t (Total tolerans) = 0.3. CDF, C t (Total tolerans) = 1.1. PM, C t (Total tolerans) = 0.3. AM, C t (Total tolerans) = S ida
![3] Bearbetning med elektrisk urladdning (Electric discharge machining, EDM). C mp = ER. [5.4] Bearbetning med hjälp av laserstråle (Laser beam machining, LBM). C mp = ER. [5.5] Kemisk bearbetning (Chemical machining, CM).](/docs-images/40/3866655/images/page_16.jpg "C mp = ER. Ett tidigt stadie i kostnadsanalysen är att försöka klassificera in den valda komponenten, detta görs ur fig. 3.9 i SWIFT.")
17 Till sist behövs ytjämnhetskoefficienten som självklart är beroende av ytjämnheten, desto finare ytjämnhet desto högre koefficient. Ytjämnheten valdes till Ra1 =0,13um. SC, C f (Ytjämnhet) = 6. SM, C f (Ytjämnhet) = 6.5. GDC, C f (Ytjämnhet) = 10. IC, C f (Ytjämnhet) = 10. CDF, C f (Ytjämnhet) = 6.5. PM, C f (Ytjämnhet) = 6. AM, C f (Ytjämnhet) = 3. Nu finns de värden framtagna som krävs för att räkna ut den relativa kostnadskoefficienten, R c. Koefficienten bestämmer hur mycket dyrare en komponent kommer att bli med en mer krävande komplexitet än den ideala designen. Ekvationen för att ta fram denna koefficient fås ur [3.5]i SWIFT. Där C ft är den största koefficienten av C f och C t. Grundprocesskostnaden är baserad på utrustning inkl installation, driftskostnad, förädlingskostnader, verktygskostnad och komponentkrav. Värdet på P c tas fram med hjälp av figurerna i SWIFT. I figurerna tar man hänsyn till vilken process och antalet av den sökta komponenten som ska tillverkas. SC, P c (1000) = 15. SM, P c (1000) = 20. GDC, P c (1000) = 80. IC, P c (1000) = 20. CDF, P c (1000) = 200. PM, P c (1000) = 500. AM, P c (1000) = 50. Materialkostnaden, Mc, är den första delen i ekvation [3.1] och är definierad som volymen av råmaterialet för komponenten multiplicerad med kostnad för materialet per enhet volym. I SWIFT betecknad som ekvation [3.6]. Materialkostnaden för aluminium per volymenhet är, C mt = 0, öre/mm 3. Om mängden råmaterial som krävs för att tillverka komponenten ej är känt används spillkoefficienten, W c, som är en faktor som multipliceras med den färdiga volymen V f, detta ger då en rimlig volym på råmaterialet. SC, W c (A3) = 1.2. SM, W c (A3) = 1.1. GDC, W c (A3) = 1.5. IC, W c (A3) = 1.1. CDF, W c (A3) = 1.2. PM, W c (A3) = 1. AM, W c (A3) = 2.5. De nu framtagna värdena matas in i en tabell där de ställs mot varandra och sedan räknas den totala processkostnaden per detalj fram. Med hjälp av denna kan olika processer jämföras mot varandra 9 S ida


18 och de med lägst kostnad är rimliga alternativ som val med tanke på den ekonomiska aspekten. Se tabell 1 för att se jämförelsen mellan de olika processerna som passar komponenten. Tabell 1 Kostnadsberäkning för yttre cylinder i den translatoriska cylindern. Härur ses att den mest intressanta tillverkningsprocessen kostnadsmässigt för detaljen är sandgjutning. Se avsnitt DFM för mer ingående analys. 10 S ida


19 Grunddelen i modulen Modulen kan lätt beskrivas som en låda med öppning på framsidan. Undersidan på denna ska vara tillverkad så att den har en mindre godstjocklek än ovansidan, anledningen till att ovansidan behöver vara ha större godstjocklek är att den ska tåla en viss belastning ovanpå. För denna komponent utfördes samma process som för yttercylindern i den translatoriska skruven, värden som fattades togs fram med hjälp av figurerna som beskrevs i del Modulens ovansida kategoriserades in i kategori C2, komponent som består av en platt eller tunnväggig sektion. Resultatet med de inmatade siffrorna syns i tabell 2. Tabell 2 Kostnadsberäkning för undre delen i modulen. Härur ses att den mest intressanta tillverkningsprocessen kostnadsmässigt för detaljen är plåtformning och skalformning. Se avsnitt DFM för mer ingående analys. 11 S ida

20 7.2.3 Produktionsanpassning med DFX DFA DFA är en metodik för att beräkna hur svår en viss produkts olika komponenter är att montera samman till den slutgiltiga produkten. Metoden belyser de områden i monteringen som är kostnadskrävande och som det kan vara lönsamt att försöka förändra. Det finns ett antal riktlinjer att följa när man arbetar med DFA som en hjälp för att anpassa produkten. 1. Reducera totala antalet detaljer 2. Reducera antalet olika detaljer 3. Undvik justeringar 4 Underlätta instyrning 5. Se till att det är lätt att komma åt och se 6. Se till att det är enkelt att plocka bulk - komponenter 7. Montera helst allt från samma håll 8. Konstruera så att det inte går att montera fel 9. Maximera symmetrin, alternativt gör osymmetrin tydlig Vid undersökning av om någon komponent i produkten var en kandidat för reducering användes tre frågor: Rör sig komponenten i förhållande till alla tidigaremonterade detaljer? Måste komponenten vara av annat material eller isolerad frånalla tidigare monterade detaljer? Måste komponenten vara separat för att inte omöjliggöra montering eller demontering av övriga detaljer? Med hjälp av dessa frågor framkom det att ingen av nuvarande komponenter kunde reduceras. Alla delar i den färdiga produkten behövs alltså för att full funktion skall uppnås. Vid kontroll av antalet olika detaljer framkom det att antalet bultar kunde reduceras till en variant. Det fick bli M4 på grund av att infästningen i de inköpta skenorna var utformade att passa M4:or. Med tanke på fråga åtta har flera kompnenter genomgått en omkonstruktion för att anpassas så att det bara går att montera delarna rätt från början. Som exempel kan tas modullocket som kan läggas på och limmas med vilken sida upp som helst. Ett annat exempel är infästningsplattan som har tre hål som bildar en liksidig triangel. Detta leder till att man bara kan montera plattan i rätt läge. Handtaget på luckan är symetriskt vilket gör att det inte kan felmonteras. Vid monteringen har det så långt som möjligt valts att montera uppifrån eller från sidan vilket gör det är lätt att se ingreppet vilket underlättar monteringen. Ordningen i vilken komponenterna monteras är enligt följande: 1. Vinkeljärn monteras på undersidan av strykbrädan som är positionerad med strykytan neråt. 2. Innercylindern passas in vinkeljärnen och skruvas fast med skruvar från sidan. 3. Yttercylidern passas in utanpå innercylindern och fästs med bultar igenom skåran i yttercylindern och hålen i innercylindern. 4. Infästningsplattan läggs ovanpå yttercylindern och passas in med hålen. 5. Skenorna monteras fast på infästningsplattans uppbockade kanter 6. Krokarna för fastspänning av modulen monteras på baksidan av modullådan. 7. Vinkeljärn och gångjärn i modullådan monteras med genomgående bultar igenom modulens bottenplatta. På själva bottenplattan passas gummimattan in med hjälp av de utstickande bulthuvudena och limmas fast. 8. Vägguttag limmas fast i innersidan av modulens högersida och kablaget dras ut igenom ett hål i lådans bakkant. 12 S ida

21 9. Skenorna monteras fast i vinkeljärnen i modullådan. 10. Luckan monteras i gångjärnen på modulens framkant. 11. Handtag på luckans framsida monteras. 12. Modullocket limmas fast på modullådans ovansida. Den ideala kostnaden och tiden för manuel montering beräknades med hjälp av Assembly costing model (Swift 2003): C1: Kostnaden för montören per sekund i kronor. F: Passningsindex, hur komplexerat det är att montera produktens delar. H: Hanteringsindex, hur besvärlig produktens delar är att montera. Montörskostnaden baseras på en lönekostnad för operatören på 200 kr/h 3. Omvandlat till kostnad per sekund fås värdet på C1 enligt följande: Passningsindex F räknas fram med följande formel: Värden fås fram med hjälp med Swift s Dessa värden sattes sedan in i ett excel dokument som gav den totala monterningstiden och totala monterningskostnaden. Line total=97,68 [s] Cma=8,21 [Kr]. Även om det framtagna värdet får anses vara tämligen orealistiskt ger processen en överblick och föreståelse över monteringsprocessen som helhet. 3 Almström, Peter(2010).DFA och kostnadsanalys IKOT S ida

22 Tabell 3 Assembly costing model. 14 S ida
23 DFM Design for Manufacturing används för att omkonstruera och designa om produkter för att passa olika tillverknings processer Yttercylinder Från kostnadsberäkningen framkom det att sandgjutning var den billigaste processen vid tillverkning av yttercylindern. Det stämmer även överens med vad Kenneth Hamberg från Institutionen Material och Tillverkningsteknik rekommenderade. För att det skulle vara möjligt att gjuta yttercylindern med sandgjutning behövdes den omkonstrueras. Materialvalet som är aluminium kan behållas då det är vanligt att använda aluminiumlegeringar vid sandgjutning (Swift 2003). Minsta tillåtna godstjocklek vid sandgjutning är 3 mm. Yttercylinder fick öka sin godtjocklek till 4 mm för att klara processen. Som vid alla gjutning behövs det släppvinklar. Vid sandgjutning behövs det en vinkel från normalen som är 0,5-1 grader stor. För att cylindern skall kunnas gjutas måste detta konstrueras in. Men eftersom det inte kan vara skillnad mellan inner- och yttercylinder måste släppvinklarna efterbearbetas bort efter gjutningen Modulgrund Modulgrunden som också genomgick kostnadsberäkning gav två kostnadsmässigt lika processer för tillverkning. Dessa var skallformning och plåtformning. Valet blev plåtformning på grund av den tunna tvärsnittet, vilket skulle försvåra en gjutprocess som skallformning är. Plåtforming är en vanlig tillverkningsprocess när man ska skapa ett hölje eller liknande produkter inom industrin (Swift 2003). För att tillverka modulgrunden med plåtformning behövdes några justeringar göras så som att omforma hörnens utformning, som gör det möjlig att bilda vinkelräta hörn vid bockning. Det måste även skapas små jack som gör det möjligt att få bakre väggen och sido väggarna att passa ihop. 15 S ida

24 Bifogade filer Ritningar Ritning 1 Innercylinder. Ritning 2 Yttercylinder. 16 S ida
25 Ritning 3 Modullock. Ritning 4 Modullucka. 17 S ida
26 Ritning 5 Modulgrund 18 S ida
27 FEM-rapport Rostfritt Image Width (pixels): Stress Analysis Report Analyzed File: Autodesk Inventor Version: Modulvanlig.ipt 2010 (Build , 223) Creation Date: , 09:31 Simulation Author: Summary: Andreas Modulen FEM-ad med laster 800 N mitt på ovanifrån, graitation och 200 N från sidan. Modulen i rostfritt stål och med "flänsar" för att hålla ned vikt men öka hållfasthet Project Info Summary Author Andreas Project Part Number Modulvanlig Designer Cost Andreas 0,00 kr Date Created Status Design Status WorkInProgress Physical Material Density Mass Area Volume Center of Gravity Stainless Steel 8,08 g/cm^3 42,292 kg mm^ mm^3 x=581,048 mm y=56,378 mm z=275,704 mm 19 S ida
28 Simulation:2 General objective and settings: Design Objective Single Point Simulation Type Static Analysis Last Modification Date , 09:20 Detect and Eliminate Rigid Body Modes No Separate Stresses Across Contact Surfaces No Motion Loads Analysis No Advanced settings: Avg. Element Size (fraction of model diameter) 0,1 Min. Element Size (fraction of avg. size) 0,2 Grading Factor 1,5 Max. Turn Angle Create Curved Mesh Elements Ignore Small Geometry Use part based measure for Assembly mesh Material(s) Name General Stress Stainless Steel Mass Density Yield Strength 60 deg Yes No Yes 8,08 g/cm^3 250 MPa Ultimate Tensile Strength 0 MPa Young's Modulus Poisson's Ratio Shear Modulus Expansion Coefficient 193 GPa 0,3 ul 74,2308 GPa 0, ul/c Stress Thermal Thermal Conductivity 16 W/( m K ) Specific Heat 477 J/( kg c ) Part Name(s) Modulvanlig.ipt Operating conditions Force:1 Load Type Force Vector X -0,000 N Vector Y Vector Z -800,000 N 0,000 N 20 S ida
29 Selected Face(s) Gravity Load Type Gravity Magnitude 9810,000 mm/s^2 21 S ida
30 Selected Face(s) Force:2 Load Type Force Vector X -200,000 N Vector Y -0,000 N 22 S ida
31 Vector Z 0,000 N Selected Face(s) Fixed Constraint:1 Constraint Type Fixed Constraint 23 S ida
32 Selected Face(s) 24 S ida
33 Results Reaction Force and Moment on Constraints Reaction Force Reaction Moment Constraint Name Magnitude Component (X,Y,Z) Magnitude Component (X,Y,Z) Fixed Constraint:1 1229,77 N 198,188 N 5,73999 N m 1213,7 N 9,80526 N m 0, N m -0,34151 N -7,91627 N m Result Summary Name Minimum Maximum Volume Mass Von Mises Stress mm^3 42,292 kg 1st Principal Stress -32,7629 MPa 3rd Principal Stress -137,358 MPa 0, MPa 110,631 MPa 124,9 MPa 16,7731 MPa Displacement 0 mm 4,61835 mm Safety Factor 2,25977 ul 15 ul Figures Von Mises Stress 25 S ida
34 1st Principal Stress 26 S ida

35 3rd Principal Stress 27 S ida
36 Displacement 28 S ida
37 Safety Factor 29 S ida
38 C:\Users\Andreas\Documents\IKOT\Modulvanlig.ipt Image Width (pixels): 30 S ida
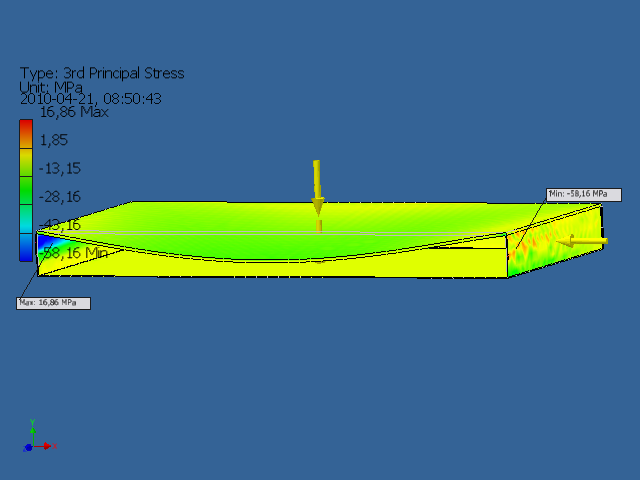
39 FEM-rapport Alumium Image Width (pixels): Stress Analysis Report Analyzed File: Modulvanligaluklar.ipt Autodesk Inventor Version: 2010 (Build , 223) Creation Date: , 08:50 Simulation Author: Andreas Summary: Modulen FEM-ad med laster 800 N mitt på ovanifrån, graitation och 200 N från sidan. Modulen i aluminium Project Info Summary Author Andreas Project Part Number Modulvanligaluklar Designer Andreas Cost 0,00 kr Date Created Status Design Status WorkInProgress Physical Material Aluminum-6061 Density 2,71 g/cm^3 Mass 18,8605 kg Area mm^2 Volume mm^3 x=581,009 mm Center of Gravity y=80,0443 mm z=289,706 mm Simulation:1 General objective and settings: Design Objective Single Point Simulation Type Static Analysis Last Modification Date , 08:40 Detect and Eliminate Rigid Body Modes No Separate Stresses Across Contact Surfaces No 31 S ida
40 Motion Loads Analysis No Advanced settings: Avg. Element Size (fraction of model diameter) 0,1 Min. Element Size (fraction of avg. size) 0,2 Grading Factor 1,5 Max. Turn Angle 60 deg Create Curved Mesh Elements Yes Ignore Small Geometry No Use part based measure for Assembly mesh Yes Material(s) Name Aluminum-6061 Mass Density 2,71 g/cm^3 General Yield Strength 275 MPa Ultimate Tensile Strength 310 MPa Young's Modulus 68,9 GPa Stress Poisson's Ratio 0,33 ul Shear Modulus 25,9023 GPa Expansion Coefficient 0, ul/c Stress Thermal Thermal Conductivity 167 W/( m K ) Specific Heat 1256,1 J/( kg c ) Part Name(s) Modulvanligaluklar.ipt Operating conditions Gravity Load Type Gravity Magnitude 9810,000 mm/s^2 Selected Face(s) 32 S ida
41 Force:2 Load Type Force Magnitude 200,000 N Selected Face(s) 33 S ida
42 Force:1 Load Type Force Vector X -0,000 N Vector Y -800,000 N Vector Z 0,000 N Selected Face(s) 34 S ida
43 Fixed Constraint:1 Constraint Type Fixed Constraint Selected Face(s) 35 S ida
44 36 S ida
45 Results Reaction Force and Moment on Constraints Reaction Force Reaction Moment Constraint Name Magnitude Component (X,Y,Z) Magnitude Component (X,Y,Z) 195,97 N 1,67617 N m Fixed Constraint:1 1003,57 N 984,253 N 10,3482 N m -0, N m -1,93566 N -10,1894 N m Result Summary Name Minimum Maximum Volume mm^3 Mass 18,8605 kg Von Mises Stress 0, MPa 44,8351 MPa 1st Principal Stress -36,1901 MPa 49,7627 MPa 3rd Principal Stress -58,162 MPa 16,8555 MPa Displacement 0 mm 6,01178 mm Safety Factor 6,13359 ul 15 ul X Displacement -0, mm 0, mm Y Displacement -6,01174 mm 0, mm Z Displacement -0, mm 0, mm 37 S ida
46 Figures Von Mises Stress 1st Principal Stress 38 S ida
47 3rd Principal Stress 39 S ida
48 Displacement 40 S ida

49 Safety Factor 41 S ida
50 X Displacement 42 S ida
51 Y Displacement 43 S ida
52 Z Displacement 44 S ida
53 C:\Users\Andreas\Documents\IKOT\Modulvanligaluklar.ipt Image Width (pixels): 45 S ida
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Grupp B4 2010-03- 27 Christopher Cinadr Oscar Davison Robert Kull Per Löved David Sundquist
 CHALMERS IKOT 2010 7.1 Systemarkitektur Grupp B4 2010-03- 27 Christopher Cinadr Oscar Davison Robert Kull Per Löved David Sundquist Innehåll 7.1.1 Modularisering av produkten m.h.a. flödesschemat...3 7.1.2
CHALMERS IKOT 2010 7.1 Systemarkitektur Grupp B4 2010-03- 27 Christopher Cinadr Oscar Davison Robert Kull Per Löved David Sundquist Innehåll 7.1.1 Modularisering av produkten m.h.a. flödesschemat...3 7.1.2
En ny funktionellmodell som motsvarar det valda konceptet flytbojen, har skapats för att kunna dela in konceptet i moduler, se figur 1.
 Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
7. Konstruera konceptet
 7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
7.2 Detaljkonstruktion
 7.2 Detaljkonstruktion En CAD-modell av produkten och dess komponenter tas fram för att fastställa design och utformning. Att se en visuell modell är också till hjälp för att upptäcka vissa problem och
7.2 Detaljkonstruktion En CAD-modell av produkten och dess komponenter tas fram för att fastställa design och utformning. Att se en visuell modell är också till hjälp för att upptäcka vissa problem och
Grupp C5. 7.1 Systemarkitektur. 7.1.1 Träddiagram. 7.1.2 Modulfunktioner
 Grupp C5 7.1 Systemarkitektur 7.1.1 Träddiagram Träddiagrammet visar gränssnitt för de olika modulerna i produkten SCREEDRY, se figur 1. Figur 1. Träddiagram över SCREEDRY 7.1.2 Modulfunktioner Nedan beskrivs
Grupp C5 7.1 Systemarkitektur 7.1.1 Träddiagram Träddiagrammet visar gränssnitt för de olika modulerna i produkten SCREEDRY, se figur 1. Figur 1. Träddiagram över SCREEDRY 7.1.2 Modulfunktioner Nedan beskrivs
7 Konstruera konceptet
 7 Konstruera konceptet För att tydligare få en uppfattning om hur konceptet kommer se ut och fungera i verkligheten måste en systemarkitektur, detaljkonstruktion, produktionsanpassning och en kostnadsuppskattning
7 Konstruera konceptet För att tydligare få en uppfattning om hur konceptet kommer se ut och fungera i verkligheten måste en systemarkitektur, detaljkonstruktion, produktionsanpassning och en kostnadsuppskattning
Inlämning 7 del 2 Konstruera konceptet Grupp C3
 Inlämning 7 del 2 Konstruera konceptet Grupp C3 Grupp C3 Handledare: Daniel Corin Stig Sebastian Marklund 2011-03-01 Sebastian Merino Tobias Jungbark Mattias Larsson Ziad Kairouz 2 Innehållsförteckning
Inlämning 7 del 2 Konstruera konceptet Grupp C3 Grupp C3 Handledare: Daniel Corin Stig Sebastian Marklund 2011-03-01 Sebastian Merino Tobias Jungbark Mattias Larsson Ziad Kairouz 2 Innehållsförteckning
IKOT A5. Chalmers Tekniska Högskola 2010-02-26. Inlämning inför deadline 5
 Inlämning inför deadline 5 IKOT A5 Innehållsförteckning 5.1 Generering av dellösningar med hjälp av funktionell modellering... 2 5.1.1 Dellösningar... 2 5.1.1.1 Utfällning av bräda (A)... 2 5.1.1.2 Position
Inlämning inför deadline 5 IKOT A5 Innehållsförteckning 5.1 Generering av dellösningar med hjälp av funktionell modellering... 2 5.1.1 Dellösningar... 2 5.1.1.1 Utfällning av bräda (A)... 2 5.1.1.2 Position
Inlämningsuppgift 7 2011-04-17. Chalmers Tekniska Högskola
 2011-04-17 Chalmers Tekniska Högskola Inlämningsuppgift 7 Integrerad konstruktion & tillverkning, grupp A3 Gruppmedlemmar: Marcus Andersson, Anton Denzler, Jonas Henrikson, Fredrik Holst, Manne Solbreck
2011-04-17 Chalmers Tekniska Högskola Inlämningsuppgift 7 Integrerad konstruktion & tillverkning, grupp A3 Gruppmedlemmar: Marcus Andersson, Anton Denzler, Jonas Henrikson, Fredrik Holst, Manne Solbreck
7.1.1 Modulindelning. Delsystem: Pneumatiskt system. Elmotor för rotation. Axel. Lager. Chuck. Ram. Kylsystem. Sensorer
 7 Konstruera konceptet 7.1 Systemarkitektur En utförlig systemarkitektur har satts upp för att underlätta konstruktionen av produkten. Genom att omforma delsystemen till moduler fås en bättre översikt.
7 Konstruera konceptet 7.1 Systemarkitektur En utförlig systemarkitektur har satts upp för att underlätta konstruktionen av produkten. Genom att omforma delsystemen till moduler fås en bättre översikt.
7 Konstruera konceptet
 7 Konstruera konceptet 7.1 Systemarkitektur Modularisering och träddiagram över modulernas gränssnitt Vi har delat upp torktumlaren i moduler utefter vårt funktionella diagram. De moduler vi kom fram till
7 Konstruera konceptet 7.1 Systemarkitektur Modularisering och träddiagram över modulernas gränssnitt Vi har delat upp torktumlaren i moduler utefter vårt funktionella diagram. De moduler vi kom fram till
IKOT Inlämning 8 Verifiera och utvärdera konceptet. Axel Jonson. Alexander Beckmann. Marcus Sundström. Johan Ehn CHALMERS TEKNISKA HÖGSKOLA
 GRUPP C1: Nicholas Strömblad Axel Jonson Alexander Beckmann Marcus Sundström Johan Ehn HANDLEDARE: Daniel Corin Stig Maskinteknik Göteborg, Sverige 2011 CHALMERS TEKNISKA HÖGSKOLA 1 Inledning Produkten
GRUPP C1: Nicholas Strömblad Axel Jonson Alexander Beckmann Marcus Sundström Johan Ehn HANDLEDARE: Daniel Corin Stig Maskinteknik Göteborg, Sverige 2011 CHALMERS TEKNISKA HÖGSKOLA 1 Inledning Produkten
Steg 7 Konstruera konceptet, del 2. IKOT D1 tisdag den 21 april 2009
 D1 Steg 7 Konstruera konceptet, del 2 0 7.2 Inledning När alla delsystem nu har utformats översiktligt och deras funktioner definierats i detalj är det dags att slutgiltigt dimensionera alla ingående komponenter
D1 Steg 7 Konstruera konceptet, del 2 0 7.2 Inledning När alla delsystem nu har utformats översiktligt och deras funktioner definierats i detalj är det dags att slutgiltigt dimensionera alla ingående komponenter
Innehållsförteckning 2 IKOT
 Inlämning 7.1 IKOT Inlämningsuppgift 7.1 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 7.1 IKOT Inlämningsuppgift 7.1 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
CM Förstärkarlåda, sida 1.
 CM-0-17 Förstärkarlåda, sida 1. Varför rekommenderas 3 mm oljehärdad board ( masonit )? (I texten nedan bara kallad board.) Det är ett isolerande material, så man riskerar inga elektriska överslag och
CM-0-17 Förstärkarlåda, sida 1. Varför rekommenderas 3 mm oljehärdad board ( masonit )? (I texten nedan bara kallad board.) Det är ett isolerande material, så man riskerar inga elektriska överslag och
OBS: Alla mätningar och beräknade värden ska anges i SI-enheter med korrekt antal värdesiffror. Felanalys behövs endast om det anges i texten.
 Speed of light OBS: Alla mätningar och beräknade värden ska anges i SI-enheter med korrekt antal värdesiffror. Felanalys behövs endast om det anges i texten. 1.0 Inledning Experiment med en laseravståndsmätare
Speed of light OBS: Alla mätningar och beräknade värden ska anges i SI-enheter med korrekt antal värdesiffror. Felanalys behövs endast om det anges i texten. 1.0 Inledning Experiment med en laseravståndsmätare
Introduktion till CES
 Introduktion till CES TMKM14 Konstruktionsmaterial, IEI Linköpings universitet HT 2014 Inledning Den här labben består av två uppgifter. Den första är avsedd att fungera som en introduktion till CES och
Introduktion till CES TMKM14 Konstruktionsmaterial, IEI Linköpings universitet HT 2014 Inledning Den här labben består av två uppgifter. Den första är avsedd att fungera som en introduktion till CES och
Inlämning etapp 4 IKOT 2011. Grupp B.5. INNEHÅLL Inlämning av etapp 4 IKOT 2011-02-23. André Liljegren Martin Johansson Katrin Wahlstedt
 Inlämning etapp 4 IKOT 2011 Grupp B.5 INNEHÅLL Inlämning av etapp 4 IKOT 2011-02-23 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlstedt Handledare: Joakim Johansson Innehållsförteckning
Inlämning etapp 4 IKOT 2011 Grupp B.5 INNEHÅLL Inlämning av etapp 4 IKOT 2011-02-23 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlstedt Handledare: Joakim Johansson Innehållsförteckning
Integrerad konstruktion och tillverkning
 2010-02-10 Grupp B5 Integrerad konstruktion och tillverkning Inlämning 7.1: Systemarkitektur Grupp B5 Anton Albinsson Eric Johansson Oscar Lindecrantz Anders Olsson Tony Persson Innehållsförteckning Inledning...
2010-02-10 Grupp B5 Integrerad konstruktion och tillverkning Inlämning 7.1: Systemarkitektur Grupp B5 Anton Albinsson Eric Johansson Oscar Lindecrantz Anders Olsson Tony Persson Innehållsförteckning Inledning...
FF-17 Förförstärkarlåda, sida 1.
 FF-17 Förförstärkarlåda, sida 1. Varför rekommenderas 3 mm oljehärdad board ( masonit )? (I texten nedan bara kallad board.) Det är ett isolerande material, så man riskerar inga elektriska överslag och
FF-17 Förförstärkarlåda, sida 1. Varför rekommenderas 3 mm oljehärdad board ( masonit )? (I texten nedan bara kallad board.) Det är ett isolerande material, så man riskerar inga elektriska överslag och
Additiv tillverkning
 Additiv Manufakturing BA Prototypverkstad erbjuder prototyper och modeller från ett antal olika 3d-print tekniker. Skicka en STEP-fil på din detalj med information om viken tillverkningsmetod och material
Additiv Manufakturing BA Prototypverkstad erbjuder prototyper och modeller från ett antal olika 3d-print tekniker. Skicka en STEP-fil på din detalj med information om viken tillverkningsmetod och material
Grupp C5. Här beskrivs de olika koncept som tagits fram och vilka metoder som använts vid framtagningen.
 5 Skapa ett vinnande koncept 5.1 Koncept framtagning Här beskrivs de olika koncept som tagits fram och vilka metoder som använts vid framtagningen. Koncepten har tagits fram genom att använda de sex olika
5 Skapa ett vinnande koncept 5.1 Koncept framtagning Här beskrivs de olika koncept som tagits fram och vilka metoder som använts vid framtagningen. Koncepten har tagits fram genom att använda de sex olika
Monteringsanvisning Publicus cykeltak
 Publicus cykeltak levereras som ensidig lösning eller dubbel. Vid dubbel lösning sätts två ensidiga moduler mot varandra och kopplas samman med mellantak, eller rygg mot rygg Måsvinge med takrännesystem.
Publicus cykeltak levereras som ensidig lösning eller dubbel. Vid dubbel lösning sätts två ensidiga moduler mot varandra och kopplas samman med mellantak, eller rygg mot rygg Måsvinge med takrännesystem.
4.2 Fastställ en referenslösning... 6 4.2.1 Kundvärde... 6
 Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Monteringsanvisning Sektoriserad värmeväxlare
 Monteringsanvisning Sektoriserad värmeväxlare IM_RotaryHE_SE-0 Innehåll Innan installation, läs noggrant igenom anvisningen och förvissa dig om att du förstår innehållet. Vid frågor, var vänlig kontakta
Monteringsanvisning Sektoriserad värmeväxlare IM_RotaryHE_SE-0 Innehåll Innan installation, läs noggrant igenom anvisningen och förvissa dig om att du förstår innehållet. Vid frågor, var vänlig kontakta
Deadline 7.2-4. Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén
 IKOT TME041 2011-04-11 Produkt och produktionsutveckling Grupp A.4 Deadline 7.2-4 Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén 7. Konstruera konceptet Inledning
IKOT TME041 2011-04-11 Produkt och produktionsutveckling Grupp A.4 Deadline 7.2-4 Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén 7. Konstruera konceptet Inledning
Innehållsförteckning
 Konstruktion och hållfasthetsanalys av ram samt utkast till dumpermodul Olof Karlsson Daniel Granquist MF2011 Systemkonstruktion Skolan för Industriell Teknik och Management Kursansvarig: Ulf Sellgren
Konstruktion och hållfasthetsanalys av ram samt utkast till dumpermodul Olof Karlsson Daniel Granquist MF2011 Systemkonstruktion Skolan för Industriell Teknik och Management Kursansvarig: Ulf Sellgren
7. Konstruera Koncept
 7. Konstruera Koncept 7.1 Systemarkitektur För att bestämma delar i konstruktionen som kommer att utvecklas in-house eller externt skapas nedan funktionsmodeller och ett träddiagram för att se över alla
7. Konstruera Koncept 7.1 Systemarkitektur För att bestämma delar i konstruktionen som kommer att utvecklas in-house eller externt skapas nedan funktionsmodeller och ett träddiagram för att se över alla
DFA Design For Assembly
 2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
Bruksanvisning. Så ska framtiden byggas. Nu också NBI-godkänt för fiberarmerad betong. Kan laddas ned från www.bewi.com. Godkännandebevis 0204/05
 Bruksanvisning Så ska framtiden byggas Nu också NBI-godkänt för fiberarmerad betong Godkännandebevis 0204/05 Kan laddas ned från www.bewi.com Grundarbete Grundarbete Sidan 2 Flexibel bredd Sidan 3 Flexibel
Bruksanvisning Så ska framtiden byggas Nu också NBI-godkänt för fiberarmerad betong Godkännandebevis 0204/05 Kan laddas ned från www.bewi.com Grundarbete Grundarbete Sidan 2 Flexibel bredd Sidan 3 Flexibel
Inlämning inför deadline 3 IKOT A5
 Inlämning inför deadline 3 IKOT A5 Innehållsförteckning 3.1 Kartlägg kundens röst...2 3.1.1 Kundkedja...2 3.1.2 Kundundersökning...3 3.2 Baskrav, uttalade krav samt pricken över i...4 3.2.1 Kravträd...4
Inlämning inför deadline 3 IKOT A5 Innehållsförteckning 3.1 Kartlägg kundens röst...2 3.1.1 Kundkedja...2 3.1.2 Kundundersökning...3 3.2 Baskrav, uttalade krav samt pricken över i...4 3.2.1 Kravträd...4
Företagspresentation. erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion
 Företagspresentation erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion Målsättning Från planering, konstruktion till produktion erbjuder
Företagspresentation erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion Målsättning Från planering, konstruktion till produktion erbjuder
trätrappor Monteringsanvisning Tel. 0382-133 10 www.snickarlaget.se
 Monteringsanvisning trätrappor Denna monteringsanvisning är en generell anvisning för hur en trappa i olika utföranden skall monteras. Läs igenom hela monteringsanvisningen innan montaget börjar för att
Monteringsanvisning trätrappor Denna monteringsanvisning är en generell anvisning för hur en trappa i olika utföranden skall monteras. Läs igenom hela monteringsanvisningen innan montaget börjar för att
ARCA väggskåp NYA. Högpresterande polykarbonat skåp. Skydd i krävande miljöer
 ARCA väggskåp NYA Högpresterande polykarbonat skåp Skydd i krävande miljöer Nya Fibox ARCA Fibox ARCA korrosionsfria väggskåp för extremt tuffa och krävande miljöer Högklassig polykarbonat konstruktion
ARCA väggskåp NYA Högpresterande polykarbonat skåp Skydd i krävande miljöer Nya Fibox ARCA Fibox ARCA korrosionsfria väggskåp för extremt tuffa och krävande miljöer Högklassig polykarbonat konstruktion
Monteringsanvisning till Modell 708-710-712-714-716
 Sida 1/19 Monteringsanvisning till Modell 708-710-712-714-716 Till modell 712, 714 och 716 monteras sockelprofilerna till långsidan, med hjälp av en skruvplattan. Skruvplattan monteras invändigt i sockelprofilen.
Sida 1/19 Monteringsanvisning till Modell 708-710-712-714-716 Till modell 712, 714 och 716 monteras sockelprofilerna till långsidan, med hjälp av en skruvplattan. Skruvplattan monteras invändigt i sockelprofilen.
Slutmontering och justering av s-match Av 2011-11-05 Tore Sandström SM7CBS
 Slutmontering och justering av s-match Av 2011-11-05 Tore Sandström SM7CBS I en tidigare instruktion har jag visat hur Du tillverkar transformatorn/balunen och monterar den. Även tillverkningen av spolen
Slutmontering och justering av s-match Av 2011-11-05 Tore Sandström SM7CBS I en tidigare instruktion har jag visat hur Du tillverkar transformatorn/balunen och monterar den. Även tillverkningen av spolen
Roth QuickBox. Väggdosa till skivvägg och för inmurning ROTH MULTIPEX RÖRSYSTEM
 Roth QuickBox Väggdosa till skivvägg och för inmurning ROTH MULTIPEX RÖRSYSTEM Roth QuickBox Beskrivning Roth QuickBox väggdosa till skivvägg och för inmurning, kan levereras för 12, 15 och 18mm MultiPex-rör-i-rör
Roth QuickBox Väggdosa till skivvägg och för inmurning ROTH MULTIPEX RÖRSYSTEM Roth QuickBox Beskrivning Roth QuickBox väggdosa till skivvägg och för inmurning, kan levereras för 12, 15 och 18mm MultiPex-rör-i-rör
3-D Skrivare. Individuellt arbete, produktutveckling 3. 1,5 högskolepoäng, avancerad nivå. Produkt- och processutveckling
 Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Bronsbussning COB098F fläns DIN 1494
 Produkter Lager Glidlager och Bussningar Brons Bronsbussning COB098F fläns DIN 1494 Bronsbussning försedd med genomgående hål Större lagringskapacitet av smörjmedel som tillåter längre smörjintervaller
Produkter Lager Glidlager och Bussningar Brons Bronsbussning COB098F fläns DIN 1494 Bronsbussning försedd med genomgående hål Större lagringskapacitet av smörjmedel som tillåter längre smörjintervaller
En kort introduktion till. FEM-analys
 En kort introduktion till FEM-analys Kompendiet är framtaget som stöd till en laboration i kursen PPU203, Hållfasthetslära, och är en steg-för-steg-guide till grundläggande statisk FEM-analys. Som FEM-verktyg
En kort introduktion till FEM-analys Kompendiet är framtaget som stöd till en laboration i kursen PPU203, Hållfasthetslära, och är en steg-för-steg-guide till grundläggande statisk FEM-analys. Som FEM-verktyg
BIS Fästtekniksystem för rör i rostfritt stål
 M BIS Fästtekniksystem för rör i rostfritt stål BIS Klammor med inlägg BIS Bifix 1301 Rostfritt stål (M8, M10) 3 BIS Klammor BIS Bifix 300 RFR (M8, M10) 4 BIS Klammor för Plaströr BIS Bifix 415 Rostfritt
M BIS Fästtekniksystem för rör i rostfritt stål BIS Klammor med inlägg BIS Bifix 1301 Rostfritt stål (M8, M10) 3 BIS Klammor BIS Bifix 300 RFR (M8, M10) 4 BIS Klammor för Plaströr BIS Bifix 415 Rostfritt
Leif s fjäderkomprimator till luftgevär (ver. 2)
") Leif s fjäderkomprimator till luftgevär (ver. 2) Obs! Varning! Tänk på att vissa gevär behöver en kraft på drygt 100kg när man pressar ihop/demonterar fjädern. Man måste ha stor respekt för fjädrar som
Leif s fjäderkomprimator till luftgevär (ver. 2) Obs! Varning! Tänk på att vissa gevär behöver en kraft på drygt 100kg när man pressar ihop/demonterar fjädern. Man måste ha stor respekt för fjädrar som
5. Framtagning av ett vinnande koncept
 5. Framtagning av ett vinnande koncept 5.1 Funktionell modellering Tidigare i projektet lokaliserades starka och svaga delsystem.vid utvecklandet av nya lösningar bestämdes att så många starka delsystem
5. Framtagning av ett vinnande koncept 5.1 Funktionell modellering Tidigare i projektet lokaliserades starka och svaga delsystem.vid utvecklandet av nya lösningar bestämdes att så många starka delsystem
FALLSKYDDSSYSTEM STANDARD
 ANVÄNDARMANUAL FALLSKYDDSSYSTEM STANDARD INSTRUKTION ENLIGT EN 13374 www.safetyrespect.se info@safetyrespect.se Tel 063-130400 INNEHÅLLSFÖRTECKNING 3. Säkerhetsföreskrifter 4. Infästningar 5. Bultfot 6.
ANVÄNDARMANUAL FALLSKYDDSSYSTEM STANDARD INSTRUKTION ENLIGT EN 13374 www.safetyrespect.se info@safetyrespect.se Tel 063-130400 INNEHÅLLSFÖRTECKNING 3. Säkerhetsföreskrifter 4. Infästningar 5. Bultfot 6.
Automatisk köttbulls- och hamburgermaskin AG-100 Manual
 Automatisk köttbulls- och hamburgermaskin AG-100 Manual AB AGRENCO www.agrenco.se info@agrenco.se Tel: 0046 40 94 00 54 Tågmästargatan 2 Malmö Innehållsförteckning Försäkran om överensstämmelse med gällande
Automatisk köttbulls- och hamburgermaskin AG-100 Manual AB AGRENCO www.agrenco.se info@agrenco.se Tel: 0046 40 94 00 54 Tågmästargatan 2 Malmö Innehållsförteckning Försäkran om överensstämmelse med gällande
Monteringsanvisning Takskjutport R30
 Monteringsanvisning Takskjutport R30 Monteringsanvisning R30 R30 Takskjutport Detta behöver du Skruvdragare 10+13 mm skruvhylsa 7+10 mm borr 10+13 mm fasta nycklar Kil Penna Måttband Vattenpass Tving (ej
Monteringsanvisning Takskjutport R30 Monteringsanvisning R30 R30 Takskjutport Detta behöver du Skruvdragare 10+13 mm skruvhylsa 7+10 mm borr 10+13 mm fasta nycklar Kil Penna Måttband Vattenpass Tving (ej
Tillverkare av maskiner för metallbearbetning. pressar valsverk stansar. tel. +46 (0)
") Tillverkare av maskiner för metallbearbetning pressar valsverk stansar www.ewn-maskiner.se tel. +46 (0) 7679 24 006 UPH 28 Horisontell hydraulpress - Inbyggt minne med möjlighet att spara upp till fyra
Tillverkare av maskiner för metallbearbetning pressar valsverk stansar www.ewn-maskiner.se tel. +46 (0) 7679 24 006 UPH 28 Horisontell hydraulpress - Inbyggt minne med möjlighet att spara upp till fyra
Monteringsanvisning KLARVALV TAKLJUSLANTERNIN
 Monteringsanvisning KLARVALV TAKLJUSLANTERNIN . Montering av sarg för Klarvalv Takljuslanterniner Sargen till Klarvalv Takljuslanterniner levereras i delar. 8 6 7 9 Bild. Komponenter i sargen till Takljuslanternin
Monteringsanvisning KLARVALV TAKLJUSLANTERNIN . Montering av sarg för Klarvalv Takljuslanterniner Sargen till Klarvalv Takljuslanterniner levereras i delar. 8 6 7 9 Bild. Komponenter i sargen till Takljuslanternin
HÅLLARE FÖR DUSCHMUNSTYCKE
 EXAMENSARBETE THESIS HÅLLARE FÖR DUSCHMUNSTYCKE Henrik Palmquist CAD-teknikerprogrammet, 120hp Högskolan i Halmstad Handledare: Anna Eliasson Halmstad den 28 maj 2012 HÖGSKOLAN I HALMSTAD Box 823 301 18
EXAMENSARBETE THESIS HÅLLARE FÖR DUSCHMUNSTYCKE Henrik Palmquist CAD-teknikerprogrammet, 120hp Högskolan i Halmstad Handledare: Anna Eliasson Halmstad den 28 maj 2012 HÖGSKOLAN I HALMSTAD Box 823 301 18
FIKSZO INSEKTSNÄT RULLGARDINSDÖRRAR - RULLGARDINSFÖNSTER - NÄTDÖRRAR - NÄTFÖNSTER - NÄTDRAPERIER
 FIKSZO INSEKTSNÄT RULLGARDINSDÖRRAR - RULLGARDINSFÖNSTER - NÄTDÖRRAR - NÄTFÖNSTER - NÄTDRAPERIER MTH Scandinavia AB Fabriksgatan 6, 272 36 Simrishamn Tel: 0414 516 33 Fax: 0414 511 48 E-mail: info@mthab.se
FIKSZO INSEKTSNÄT RULLGARDINSDÖRRAR - RULLGARDINSFÖNSTER - NÄTDÖRRAR - NÄTFÖNSTER - NÄTDRAPERIER MTH Scandinavia AB Fabriksgatan 6, 272 36 Simrishamn Tel: 0414 516 33 Fax: 0414 511 48 E-mail: info@mthab.se
Projektuppgift 1 - Grill
 Projektuppgift Grill llmänt Det första projektet är enskilt och går ut på att ta fram ett komplett ritningsunderlag för en grill. Måttsättning och toleranssättning av alla delar måste tänkas igenom för
Projektuppgift Grill llmänt Det första projektet är enskilt och går ut på att ta fram ett komplett ritningsunderlag för en grill. Måttsättning och toleranssättning av alla delar måste tänkas igenom för
MONTAGE...2! INNAN!MONTAGE...2!
 MONTAGEANVISNING EVA bumper bryggfendrar SPAR TID LÄS DENNA MONTAGEANVISNING INNAN DU MONTERAR! Gäller produkt EVA bumper B60, B60 Hörn, B70, B80, B90 och B100 Datum 120210 Ref TA/www.d-fender.se MONTAGE...
MONTAGEANVISNING EVA bumper bryggfendrar SPAR TID LÄS DENNA MONTAGEANVISNING INNAN DU MONTERAR! Gäller produkt EVA bumper B60, B60 Hörn, B70, B80, B90 och B100 Datum 120210 Ref TA/www.d-fender.se MONTAGE...
Skapa systemarkitektur
 GRUPP A1 Skapa systemarkitektur Rapport D7.1 Andreas Börjesson, Joakim Andersson, Johan Gustafsson, Marcus Gustafsson, Mikael Ahlstedt 2011-03-30 Denna rapport beskriver arbetet med steg 7.1 i projektkursen
GRUPP A1 Skapa systemarkitektur Rapport D7.1 Andreas Börjesson, Joakim Andersson, Johan Gustafsson, Marcus Gustafsson, Mikael Ahlstedt 2011-03-30 Denna rapport beskriver arbetet med steg 7.1 i projektkursen
Väggfäste Universal och Mätarm. Bruksanvisning Läs igenom bruksanvisningen noggrant och förstå innehållet innan du använder Väggfäste Universal.
 Väggfäste Universal och Mätarm S Bruksanvisning Läs igenom bruksanvisningen noggrant och förstå innehållet innan du använder Väggfäste Universal. Innehållsförteckning Produktinformation... 2 Väggfäste
Väggfäste Universal och Mätarm S Bruksanvisning Läs igenom bruksanvisningen noggrant och förstå innehållet innan du använder Väggfäste Universal. Innehållsförteckning Produktinformation... 2 Väggfäste
DFA2 Design For Assembly
 DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
HowTo Dörrlås AMAZON. Nedmontering.
 HowTo Dörrlås AMAZON Låsen i dörren blir slitna med tiden. Tillslut så har man ett lås som krånglar och dessutom går att öppna med vad som helst. Detta faktum är inte så kul. Funderade först på att ta
HowTo Dörrlås AMAZON Låsen i dörren blir slitna med tiden. Tillslut så har man ett lås som krånglar och dessutom går att öppna med vad som helst. Detta faktum är inte så kul. Funderade först på att ta
Steg 7.2 7.4. 7.2.1 Avgränsningar i detaljkonstruktion
 Steg 7.2 7.4 7.2 Detaljkonstruktion Vårt nya koncept utför huvudfunktionen rotation genom elmotor och tryck med hjälp av tryckluft. Fördelen med det sistnämnda är att en stor del av befintlig konstruktion
Steg 7.2 7.4 7.2 Detaljkonstruktion Vårt nya koncept utför huvudfunktionen rotation genom elmotor och tryck med hjälp av tryckluft. Fördelen med det sistnämnda är att en stor del av befintlig konstruktion
Installationsanvisning. Diskmaskiner
 Installationsanvisning Diskmaskiner MONTERING AV TRÄLUCKA - FULLINTEGRERAD OBS! Träluckan får ej täcka fläktutblåset 2 FÖLJANDE MEDFÖLJER MASKINEN 4 st distansbrickor plast (C) 4 st skruv 4,2 x 38 mm (F)
Installationsanvisning Diskmaskiner MONTERING AV TRÄLUCKA - FULLINTEGRERAD OBS! Träluckan får ej täcka fläktutblåset 2 FÖLJANDE MEDFÖLJER MASKINEN 4 st distansbrickor plast (C) 4 st skruv 4,2 x 38 mm (F)
Installationsanvisning minireningsverk Sverigeverket AT8
 Max-Ola Pålsson Installationsanvisning minireningsverk Sverigeverket AT8 Sverigeverket skall enligt tillverkaren placeras och förankras på en slät armerad bottenplatta av betong. Om denna platta gjuts
Max-Ola Pålsson Installationsanvisning minireningsverk Sverigeverket AT8 Sverigeverket skall enligt tillverkaren placeras och förankras på en slät armerad bottenplatta av betong. Om denna platta gjuts
Parking garage, Gamletull. MDM-piles, pre-installation testing RÄTT FRÅN GRUNDEN!
 Parking garage, Gamletull MDM-piles, pre-installation testing Gamletull, MDM-pålar 1 CPT tests Gamletull, MDM-pålar 2 CPT test results Cone resistance Undrained shear strength Gamletull, MDM-pålar 3 Interpretation
Parking garage, Gamletull MDM-piles, pre-installation testing Gamletull, MDM-pålar 1 CPT tests Gamletull, MDM-pålar 2 CPT test results Cone resistance Undrained shear strength Gamletull, MDM-pålar 3 Interpretation
PRODUKTUTVECKLING 3. CAD & 3D-ritning. Erik Almers 2011-01-10
 PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
Nr 5. Diagonalmått Avser mått mellan ytterhörn på bjälklag eller grundmur. Toleransen gäller samtliga diagonaler.
 Måttdefinitioner Nr 1. Läge i sida från närmaste sekundärlinje Avser avvikelse från basmåttet till närmaste sekundärlinje (2 st). Kravet avser läge valfritt utmed hela komponentens höjd. Vanligen mäts
Måttdefinitioner Nr 1. Läge i sida från närmaste sekundärlinje Avser avvikelse från basmåttet till närmaste sekundärlinje (2 st). Kravet avser läge valfritt utmed hela komponentens höjd. Vanligen mäts
Byggsats. Elektromekanik/Mekatronik L08-1 ELMILJÖ MODERN
 Byggsats Elektromekanik/Mekatronik L08-1 MODERN ELMILJÖ För att få en överblick av hur den här byggsatsen skall göras och till vad den skall användas, finns på www.modernelmiljo.se en film som kort beskriver
Byggsats Elektromekanik/Mekatronik L08-1 MODERN ELMILJÖ För att få en överblick av hur den här byggsatsen skall göras och till vad den skall användas, finns på www.modernelmiljo.se en film som kort beskriver
SVENSKA. Spiralformade låsringar Vågfjädrar
 SVENSKA www.smalley.com Spiralformade låsringar Vågfjädrar är Smalley Vad är Smalley Vad Företagets historia Smalley Steel Ring Company grundades 1918 och var från början en leverantör av kolvringar för
SVENSKA www.smalley.com Spiralformade låsringar Vågfjädrar är Smalley Vad är Smalley Vad Företagets historia Smalley Steel Ring Company grundades 1918 och var från början en leverantör av kolvringar för
HJÄLTERUMMET Ett rum där allt är möjligt.
 Bygg en löpsimulator HJÄLTERUMMET Ett rum där allt är möjligt. presenterar. Löptrumma. Fondvägg. Doftaggregat. Stomme. Stomme Stomdel (plywood, 8 mm) Förbered materialet Förbered delarna till stommen efter
Bygg en löpsimulator HJÄLTERUMMET Ett rum där allt är möjligt. presenterar. Löptrumma. Fondvägg. Doftaggregat. Stomme. Stomme Stomdel (plywood, 8 mm) Förbered materialet Förbered delarna till stommen efter
CHALMERS TEKNISKA HÖGSKOLA INSTITUTIONEN FÖR PRODUKT- & PRODUKTIONSUTVECKLING. Projektrapport. Integrerad konstruktion och tillverkning TME040
 CHALMERS TEKNISKA HÖGSKOLA INSTITUTIONEN FÖR PRODUKT- & PRODUKTIONSUTVECKLING Projektrapport Integrerad konstruktion och tillverkning TME040 Grupp C1 Andreas Robertsson Jennie Nordkvist Augusta Sahlin
CHALMERS TEKNISKA HÖGSKOLA INSTITUTIONEN FÖR PRODUKT- & PRODUKTIONSUTVECKLING Projektrapport Integrerad konstruktion och tillverkning TME040 Grupp C1 Andreas Robertsson Jennie Nordkvist Augusta Sahlin
Montering & skötsel STÄNKPANEL
 Montering & skötsel STÄNKPANEL HEJ! Vi hoppas att du kommer att bli nöjd med din nya stänkpanel från LG Collection. För att skapa bästa möjliga förutsättningar till ett långt liv för din stänkpanel råder
Montering & skötsel STÄNKPANEL HEJ! Vi hoppas att du kommer att bli nöjd med din nya stänkpanel från LG Collection. För att skapa bästa möjliga förutsättningar till ett långt liv för din stänkpanel råder
HÅLLFASTHETSLÄRA Hållfasthetslärans grundläggande uppgift är att hjälpa oss att beräkna dimension och form hos en konstruktion så att den vid
 HÅLLFASTHETSLÄRA Hållfasthetslärans grundläggande uppgift är att hjälpa oss att beräkna dimension och form hos en konstruktion så att den vid användning inte går sönder. Detta förutsätter att vi väljer
HÅLLFASTHETSLÄRA Hållfasthetslärans grundläggande uppgift är att hjälpa oss att beräkna dimension och form hos en konstruktion så att den vid användning inte går sönder. Detta förutsätter att vi väljer
2 SVENSKA RIDSPORTFÖRBUNDETS RIKTLINJER FÖR ATT BYGGA TERRÄNGHINDER
 Hinderkonstruktioner och virkesdimensioner för flyttbara terränghinder Bakgrund Val av material Sammanfogningsteknik Kanter och hörn Springor Markförankring Förstärkning av hinder Stagning Hindrets profil
Hinderkonstruktioner och virkesdimensioner för flyttbara terränghinder Bakgrund Val av material Sammanfogningsteknik Kanter och hörn Springor Markförankring Förstärkning av hinder Stagning Hindrets profil
KDIX 8810. Monteringsanvisningar
 KDIX 8810 Monteringsanvisningar Säkerhet 4 Installationskrav 5 Installationsanvisningar 7 Säkerhet Det är mycket viktigt att du värnar om din egen och andras säkerhet. Detta häfte innehåller en mängd
KDIX 8810 Monteringsanvisningar Säkerhet 4 Installationskrav 5 Installationsanvisningar 7 Säkerhet Det är mycket viktigt att du värnar om din egen och andras säkerhet. Detta häfte innehåller en mängd
Skillnaden mellan olika sätt att understödja en kaross. (Utvärdering av olika koncept för chassin till en kompositcontainer för godstransport på väg.
 Projektnummer Kund Rapportnummer D4.089.00 Lätta karossmoduler TR08-007 Datum Referens Revision 2008-10-27 Registrerad Utfärdad av Granskad av Godkänd av Klassificering Rolf Lundström Open Skillnaden mellan
Projektnummer Kund Rapportnummer D4.089.00 Lätta karossmoduler TR08-007 Datum Referens Revision 2008-10-27 Registrerad Utfärdad av Granskad av Godkänd av Klassificering Rolf Lundström Open Skillnaden mellan
Bygginstruktion Bygg Annas utekök
 Bygginstruktion Bygg Annas utekök Text & bild: Anna www.godastunder-tokigaideer.blogspot.se Ett stilrent bygge som inspirerar. Bygg ett stilrent utekök! Hemmafixaren Anna ger dig sina tips. Vi har länge
Bygginstruktion Bygg Annas utekök Text & bild: Anna www.godastunder-tokigaideer.blogspot.se Ett stilrent bygge som inspirerar. Bygg ett stilrent utekök! Hemmafixaren Anna ger dig sina tips. Vi har länge
Monteringsanvisning Ramsnäs Högskåp 40 med 2 lådor
 1(15) Monteringsanvisning Ramsnäs Högskåp 40 med 2 lådor 2015-09-11 A Sida Vänster C Tak o botten G Monteringslist F Hyllor H Lucka D Mellanbotten I Lådor C Tak o botten E Rygg B Sida Höger 1 2 3 4 x16
1(15) Monteringsanvisning Ramsnäs Högskåp 40 med 2 lådor 2015-09-11 A Sida Vänster C Tak o botten G Monteringslist F Hyllor H Lucka D Mellanbotten I Lådor C Tak o botten E Rygg B Sida Höger 1 2 3 4 x16
Christoffer Zandén David Karlsson Delon Mikhail Evelina Edström
 Christoffer Zandén David Karlsson Delon Mikhail Evelina Edström INNEHÅLLSFÖRTECKNING Inledning... 2 Syfte och mål... 2 Metod... 2 CAD/FEM/Printing... 2 Gjutning... 3 Balkböjning... 4 Resultat... 5 CAD/FEM...
Christoffer Zandén David Karlsson Delon Mikhail Evelina Edström INNEHÅLLSFÖRTECKNING Inledning... 2 Syfte och mål... 2 Metod... 2 CAD/FEM/Printing... 2 Gjutning... 3 Balkböjning... 4 Resultat... 5 CAD/FEM...
Monteringsanvisning foderbord
 Monteringsanvisning foderbord Denna bruksanvisning visar montering av förhöjt foderbord med klövpall, men monteringen är samma för foderbord utan klövpall ända tills klövpallen ska monteras. Börja med
Monteringsanvisning foderbord Denna bruksanvisning visar montering av förhöjt foderbord med klövpall, men monteringen är samma för foderbord utan klövpall ända tills klövpallen ska monteras. Börja med
... ...2 Introduktion... ... ... ... ... ... ... ...3 Fillet Success... ...7 Camera View Settings... ...8 Self Intersecting Sweeps...
 Innehåll Nyheter i Inventor 2014...2 Introduktion......2 CADCAM-it... 2 AUTODESK... 2 AUTODESK INVENTOR... 2 Sketch Design...3 Fillet Success...7 Camera View Settings...8 Self Intersecting Sweeps...9 Self
Innehåll Nyheter i Inventor 2014...2 Introduktion......2 CADCAM-it... 2 AUTODESK... 2 AUTODESK INVENTOR... 2 Sketch Design...3 Fillet Success...7 Camera View Settings...8 Self Intersecting Sweeps...9 Self
HJÄLTERUMMET Ett rum där allt är möjligt.
 Bygg en svävande fåtöljen HJÄLTERUMMET Ett rum där allt är möjligt. presenterar Fåtölj. Bottenplatta. Drivaggregat. Styrspak. Lyftaggregat. Lyftspak. Bottenplatta Skaffa en matta i rätt storlek. Gör två
Bygg en svävande fåtöljen HJÄLTERUMMET Ett rum där allt är möjligt. presenterar Fåtölj. Bottenplatta. Drivaggregat. Styrspak. Lyftaggregat. Lyftspak. Bottenplatta Skaffa en matta i rätt storlek. Gör två
www.lista.com Lista skåp Enheter Mått, BxD i mm Sida Lista premium kombiställ Lista arbetsbänkar
 www.lista.com Lista skåp Enheter Mått, BxD i mm Sida Allmän information 4-6 Modul 18 x 27E skåp, lådor och tillbehör 411 x 572 7-8 Modul 18 x 27E lådinsatser, fullständiga uppsättningar 9 Modul 18 x 36E
www.lista.com Lista skåp Enheter Mått, BxD i mm Sida Allmän information 4-6 Modul 18 x 27E skåp, lådor och tillbehör 411 x 572 7-8 Modul 18 x 27E lådinsatser, fullständiga uppsättningar 9 Modul 18 x 36E
IKOT TME040. Inlämning 8. Verifiera och utvärdera konceptet. Grupp A6 VT2010
 IKOT TME040 Inlämning 8 Verifiera och utvärdera konceptet VT2010 Gupp A6 består av: Hampus Bergman, Erik Hartelius, Tobias Holmström, Robert Hult och Marcus Slogén Chalmers Tekniska Högskola Innehåll 1.
IKOT TME040 Inlämning 8 Verifiera och utvärdera konceptet VT2010 Gupp A6 består av: Hampus Bergman, Erik Hartelius, Tobias Holmström, Robert Hult och Marcus Slogén Chalmers Tekniska Högskola Innehåll 1.
Biomekanik Belastningsanalys
 Biomekanik Belastningsanalys Skillnad? Biomekanik Belastningsanalys Yttre krafter och moment Hastigheter och accelerationer Inre spänningar, töjningar och deformationer (Dynamiska påkänningar) I de delar
Biomekanik Belastningsanalys Skillnad? Biomekanik Belastningsanalys Yttre krafter och moment Hastigheter och accelerationer Inre spänningar, töjningar och deformationer (Dynamiska påkänningar) I de delar
T-26727. Pac2 standard för mikrokapslad gänglåsning Dri-Loc Dimension och provningsspecifikationer
 Pac2 standard för mikrokapslad gänglåsning Dri-Loc Dimension och provningsspecifikationer Introduktion Denna standard överensstämmer i tillämpliga ej avgränsade delar med DIN 267 del 27 och ISO 10964.
Pac2 standard för mikrokapslad gänglåsning Dri-Loc Dimension och provningsspecifikationer Introduktion Denna standard överensstämmer i tillämpliga ej avgränsade delar med DIN 267 del 27 och ISO 10964.
Vetenskapligt reportage - Ett vindkraftverk med en twist
 Vetenskapligt reportage - Ett vindkraftverk med en twist Vi har under tre veckors tid arbetat med ett projekt där vi i grupp skulle bygga en luftförvärmare eller vindkraftverk. Vår grupp skulle bygga ett
Vetenskapligt reportage - Ett vindkraftverk med en twist Vi har under tre veckors tid arbetat med ett projekt där vi i grupp skulle bygga en luftförvärmare eller vindkraftverk. Vår grupp skulle bygga ett
Ikot steg 4. Grupp F5
 Ikot steg 4 Grupp F5 Innehållsförteckning 4.1 INVERTERA KÄNDA KONCEPT OCH IDÉER... 3 4.1.1 KONKURRENTERS LÖSNINGAR... 3 Alternativ 1- Luddlåda... 3 Alternativ 2 Dike golvbrunn... 3 Alternativ 3 Filter...
Ikot steg 4 Grupp F5 Innehållsförteckning 4.1 INVERTERA KÄNDA KONCEPT OCH IDÉER... 3 4.1.1 KONKURRENTERS LÖSNINGAR... 3 Alternativ 1- Luddlåda... 3 Alternativ 2 Dike golvbrunn... 3 Alternativ 3 Filter...
IKOT A5. Chalmers Tekniska Högskola 2010 02 03. Inlämning inför deadline 2
 Inlämning inför deadline 2 IKOT A5 Innehållsförteckning 2.1 Kartlägg samverkan med kunden under produktens livscykel... 2 Spekulant image... 2 Köpare värde... 2 Mottagare precision... 2 Användare kvalité...
Inlämning inför deadline 2 IKOT A5 Innehållsförteckning 2.1 Kartlägg samverkan med kunden under produktens livscykel... 2 Spekulant image... 2 Köpare värde... 2 Mottagare precision... 2 Användare kvalité...
Motordrivna Slaggrindar Monteringsinstruktion
 Motordrivna Slaggrindar Monteringsinstruktion PERIMETER 2010-12 Monteringsinstruktion 2 Innehåll Förord... 2 Skyddsföreskrifter... 3 Planering och förberedelser... 4 Gjutning... 5-6 Tvärbalk... 5 Stolpfundament...
Motordrivna Slaggrindar Monteringsinstruktion PERIMETER 2010-12 Monteringsinstruktion 2 Innehåll Förord... 2 Skyddsföreskrifter... 3 Planering och förberedelser... 4 Gjutning... 5-6 Tvärbalk... 5 Stolpfundament...
FLYTBRYGGA AV PLAST, MONTERINGS-, BRUKS- OCH SKÖTSEL-INSTRUKTIONER
 1 FLYTBRYGGA AV PLAST, MONTERINGS-, BRUKS- OCH SKÖTSEL-INSTRUKTIONER Tekniska data: Material: HDPE-plast Yttermått/element: 1,2 m x 2,4 m x 0,3 m Vikt: 60 kg/element Bärförmåga: ca. 500 kg / element Färg:
1 FLYTBRYGGA AV PLAST, MONTERINGS-, BRUKS- OCH SKÖTSEL-INSTRUKTIONER Tekniska data: Material: HDPE-plast Yttermått/element: 1,2 m x 2,4 m x 0,3 m Vikt: 60 kg/element Bärförmåga: ca. 500 kg / element Färg:
Skjutparti, Dörr / Fönster
 Uterumssystem med Enkelglas Skjutparti, Dörr / Fönster! OBS! Läs detta innan du börjar. Läs igenom hela monteringsinstruktionen innan du börjar. Tänk på din säkerhet. Partierna kan vara tunga så ta hjälp
Uterumssystem med Enkelglas Skjutparti, Dörr / Fönster! OBS! Läs detta innan du börjar. Läs igenom hela monteringsinstruktionen innan du börjar. Tänk på din säkerhet. Partierna kan vara tunga så ta hjälp
Monterings- och skötselanvisning. för. Helaform skjutportsbeslag. portstommar
 (Version Allmän) TRIDENT INDUSTRI AB (2013) Monterings- och skötselanvisning för Helaform skjutportsbeslag & portstommar TRIDENT INDUSTRI AB, Metallgatan 27, 262 72 Ängelholm Tfn 0431-44 95 00, fax 0431-839
(Version Allmän) TRIDENT INDUSTRI AB (2013) Monterings- och skötselanvisning för Helaform skjutportsbeslag & portstommar TRIDENT INDUSTRI AB, Metallgatan 27, 262 72 Ängelholm Tfn 0431-44 95 00, fax 0431-839
sammenføyning / profilteknikk
 47 Idéprofilerna är framtagna för att visa ett antal funktioner som kan integreras i profilen: skruvficka, mutterspår, snäpplås, led, dekorränder, "julgran" för infästning i träspår, kylfläns, rör, spår
47 Idéprofilerna är framtagna för att visa ett antal funktioner som kan integreras i profilen: skruvficka, mutterspår, snäpplås, led, dekorränder, "julgran" för infästning i träspår, kylfläns, rör, spår
INSTALLATION - MONTERING - RENGÖRING. Aluminiumpersienn. Nordic Light Roulett
 INSTALLATION - MONTERING - RENGÖRING Aluminiumpersienn Tillverkad av: Se till att persiennen inte monteras i linje med stegbanden. Rengör persiennen med en mjuk dammtrasa eller en dammvippa Stäng persiennen
INSTALLATION - MONTERING - RENGÖRING Aluminiumpersienn Tillverkad av: Se till att persiennen inte monteras i linje med stegbanden. Rengör persiennen med en mjuk dammtrasa eller en dammvippa Stäng persiennen
Engelholm Audio Dämpvägg
 Engelholm Audio Dämpvägg Engelholm Audio s dämpvägg är enkel, funktionell och estetiskt tilltalande. Engelholm Audio s högtalare presterar mycket väl i rum där Engelholm Audio s dämpvägg nns. En enkel
Engelholm Audio Dämpvägg Engelholm Audio s dämpvägg är enkel, funktionell och estetiskt tilltalande. Engelholm Audio s högtalare presterar mycket väl i rum där Engelholm Audio s dämpvägg nns. En enkel
Steg 7 Konstruera konceptet. IKOT D1 söndag den 29 mars 2009
 D1 Steg 7 Konstruera konceptet 0 7.1 Inledning Nu när valet av koncept är gjort är det dags att mera ingående designa och dimensionera dammtätningens olika delsystem. Genom att följa TVM:s metodik för
D1 Steg 7 Konstruera konceptet 0 7.1 Inledning Nu när valet av koncept är gjort är det dags att mera ingående designa och dimensionera dammtätningens olika delsystem. Genom att följa TVM:s metodik för
Elektriska tunnelbogpropellrar
 P O W E R Elektriska tunnelbogpropellrar Patenterat växelhus av komposit, underhållsfritt. Specialbyggd DC motor. Varje modell kan monteras i akter med speciell aktertunnel (se sida 210). CT35 CT60 CT100
P O W E R Elektriska tunnelbogpropellrar Patenterat växelhus av komposit, underhållsfritt. Specialbyggd DC motor. Varje modell kan monteras i akter med speciell aktertunnel (se sida 210). CT35 CT60 CT100
Specifikationer/
 Stadsbänken sid /6 U8-50 / U9-70 U8-5 / U9-7 380 500 U8-58 / U9-78 U8-59 / U9-79 450 70 U8-50 / U9-70 + st U9-34 490 670 440 Specifikationer/ U8-50 Komplett bänk i oljad Ek 80 cm U8-5 Komplett bänk i oljad
Stadsbänken sid /6 U8-50 / U9-70 U8-5 / U9-7 380 500 U8-58 / U9-78 U8-59 / U9-79 450 70 U8-50 / U9-70 + st U9-34 490 670 440 Specifikationer/ U8-50 Komplett bänk i oljad Ek 80 cm U8-5 Komplett bänk i oljad
MS-250M. Elektriskt ställdon för styrning/reglering av spjäll, ledskenor och ventiler
 Elektriskt ställdon för styrning/reglering av spjäll, ledskenor och ventiler Mimablad : Mi-166se/060404 MS-250M Innehåll Sida Tekniska data ställdon 2 Tekniska data potentiometer 3 Dimensioner ställdon
Elektriskt ställdon för styrning/reglering av spjäll, ledskenor och ventiler Mimablad : Mi-166se/060404 MS-250M Innehåll Sida Tekniska data ställdon 2 Tekniska data potentiometer 3 Dimensioner ställdon
FEM-modellering och analys av en elastisk komponent
 FEM-modellering och analys av en elastisk komponent - Laboration 2 MF102X/MF103X/MF104X/MF111X/MF112X/MF114X/MF1025 VT 2012 Ulf Sellgren KTH Maskinkonstruktion Skolan för Industriell teknik och management
FEM-modellering och analys av en elastisk komponent - Laboration 2 MF102X/MF103X/MF104X/MF111X/MF112X/MF114X/MF1025 VT 2012 Ulf Sellgren KTH Maskinkonstruktion Skolan för Industriell teknik och management
RCO SECURITY Läsare Porttelefoner. Dimensioner Montering
 Läsare Porttelefoner Dimensioner Montering BORRITNINGAR FÖR LÄSARE R-CARD 5000 BORRITNINGAR FÖR LÄSARE R-CARD 5000 Mått i mm. 23 52 7 20 7 60 125 23,7 9 140 UTRYMMESKRAV FÖR HÖLJE TILL/ SPACE REQUIRED
Läsare Porttelefoner Dimensioner Montering BORRITNINGAR FÖR LÄSARE R-CARD 5000 BORRITNINGAR FÖR LÄSARE R-CARD 5000 Mått i mm. 23 52 7 20 7 60 125 23,7 9 140 UTRYMMESKRAV FÖR HÖLJE TILL/ SPACE REQUIRED
PPU408 HT15. Beräkningar stål. Lars Bark MdH/IDT
 Beräkningar stål 1 Balk skall optimeras map vikt (dvs göras så lätt som möjligt) En i aluminium, en i höghållfast stål Mått: - Längd 180 mm - Tvärsnittets yttermått Höjd: 18 mm Bredd: 12 mm Lastfall: -
Beräkningar stål 1 Balk skall optimeras map vikt (dvs göras så lätt som möjligt) En i aluminium, en i höghållfast stål Mått: - Längd 180 mm - Tvärsnittets yttermått Höjd: 18 mm Bredd: 12 mm Lastfall: -
David A, Niklas G, Magnus F, Pär E, Christian L 2011-02-02 CHALMERS INLÄMNING1. IKOT Grupp B4
 David A, Niklas G, Magnus F, Pär E, Christian L 2011-02-02 CHALMERS INLÄMNING1 IKOT Grupp B4 Innehållsförteckning Bakgrund... 3 Intressenter... 3 Mål... 4 Spelregler... 4 Leveranser... 5 Avgränsningar...
David A, Niklas G, Magnus F, Pär E, Christian L 2011-02-02 CHALMERS INLÄMNING1 IKOT Grupp B4 Innehållsförteckning Bakgrund... 3 Intressenter... 3 Mål... 4 Spelregler... 4 Leveranser... 5 Avgränsningar...