Kvalitetssäkring vid svetsning ISO 3834
|
|
|
- Charlotta Eliasson
- för 5 år sedan
- Visningar:
Transkript

1 Kvalitetssäkring vid svetsning ISO 3834 Kvalitetskrav för smältsvetsning av metalliska material Kvalitet kan inte kontrolleras in i en produkt, den måste byggas in

2 Kapitel 1 Kvalitetssäkring vid svetsning Svetsning är en speciell process Alla egenskaper kan inte kontrolleras hos svetsförband. OFP av diskontinuiteter är möjligt, men opraktiskt att prova 100%. Resulterande mikrostruktur eller hållfasthet? Ges inte via OFP. Mekanisk provning förstör förbandet. Kvaliteten måste alltså säkras via inbyggda rutiner för svetsarbetet. Kvalitetssystem SS-EN ISO 3834 = Helhetsgrepp dvs säkra rutiner som kan påverka på svetsförbandets kvalitet! Kvalitetssäkring vid svetsning Serien består av ett antal delar: SS-EN ISO Anvisningar för val av kravnivå SS-EN ISO Förteckning över refererade standards SS-EN ISO Guide för implementation Övriga delar, olika kravnivåer: SS EN ISO Omfattande SS EN ISO Normal SS EN ISO Enkel Vardera har 14 kapitel (5-18) vilka ställer krav på svetsrelaterade aktiviteter.

3 Kvalitetssäkring vid svetsning Kvalitetssäkring vid svetsning Huvudpoäng med SS-EN ISO 3834: Många svetsrelaterade problem är gemensamma, inte branschspecifika. SS-EN ISO 3834 refereras för att fastslå grundnivån i produktstandards! Ex. SS-EN ISO skall innehållas Utöver refererade nivån av SS-EN ISO 3834 har respektive produktstandard specifika tilläggskrav. Produktstandards SS-EN Järnvägsfordon SS-EN EN SKIFS 2005:2 Stålkonstruktioner Tryckkärl Kärnkraft
4 Kvalitetssäkring vid svetsning ISO 3834 historik Historik antiken Fenicierna kvalitetssäkrade genom en metod för att snabbt korrigera felaktigheter: Lagen består av en historisk inledning, omkring 282 lagparagrafer och en avslutning med anvisning om lagens nyttjande: Om byggare bygger hus till en man och om huset rasar och om ägare omkommer ska byggare avrättas. Om husraset orsakar död av ägarens son, ska byggarens son avrättas. Om husraset orsakar död av ägarens slav ska byggaren ersätta ägaren med likvärdig slav.
5 Historik medeltiden Generella regler upprättas för att säkerställa att produkter uppfyller ställda krav (byggnation av stora byggnader som slott och katedraler) Historik 1900-talet Gustav Dahlen: Lös kundernas problem. Ge dem möjlighet till ökad lönsamhet, säkerhet och kvalitet i sin verksamhet. Hjälp dem att införa ny, bättre teknik. (Aga 1915)

6 Historik 1900-talet : Arbetet organiseras strikt efter olika funktioner Taylorismen: bereda, utföra och kontrollera : Utvecklingen av statistiska metoder och kvalitetsstyrning (QC) starten på dagens kvalitetsarbete formas 50-talet: Total kvalitet inte bara produktens fysiska kvalitet beaktas Edwards Deming: planera, utför, kontrollera, agera Historik 1900-talet Frederick Winslow Taylor var ingenjör och konsult i slutet av 1800-talet. Vid stålverk och verkstäder utvecklade han scientific management och funktionell organisation. The Principles of Scientific Management 1911 Fyra grundläggande principer som var åtgärder på dåtidens perfektion i produktionen bland arbetare: Utveckla arbete till vetenskap Vetenskapligt urval av arbetare Vetenskaplig träning och utveckling av arbetare Vänskapligt samarbete mellan ledning och arbetare
7 Historik 1900-talet William Edwards Deming, , amerikansk statistiker och förgrundsgestalt inom kvalitetstekniken. Skapa ett klimat för långsiktiga beslut och ständig förbättring Övergå till det nya kvalitetstänkandet Sluta försöka kontrollera in kvalitet Minska antalet leverantörer och inte värdera dem enbart efter pris Ständigt förbättra varje process Ge alla möjlighet att utvecklas i sitt arbete Betona ledarskap Fördriv rädslan Riv ner barriärerna mellan avdelningarna Sluta med slogans. Vidta åtgärder istället Avskaffa ackord Ta bort hindren för yrkesstolthet Uppmuntra till utbildning och vidareutveckling Vidta åtgärder för att få igång förändringsprocessen Historik 1900-talet Joseph Moses Juran, , rumänsk ingenjör och förvaltningskonsult Managementfrågor, som planering, organisation, ledningens ansvar för kvalitet och behovet av kvalitetsförbättringar Quality Control Handbook Det gäller att hitta orsaken till problemet och eliminera den Paretoprincipen (80/20-regeln)
8 Historik Paretoprincipen (80/20-regeln) 20 % av marknadsföringen ger 80 % av försäljningen 20 % av ditt arbete ger 80 % av resultatet 20 % av kunderna står för 80 % av klagomålen 20 % av kunderna ger 80 % av intäkterna 20 % av säljarna står för 80 % av försäljningen 20 % av totaltiden ger 80 % av utfört arbete 20 % av din personal står för 80 % av problemen Historik nutid 60-talet: Förebygga alla avvikelser och involvera alla medarbetare USA: Skapar kvalitetssäkring (QA). Inför förebyggande arbete av alla defekter i alla steg av produktionskedjan. Strikt organisation och spårbarhet Japan: Förebyggande arbete genom att engagera medarbetare på alla nivåer i kvalitetscirklar 80-talet: Internationella standarder, först för kvalitet (ISO 9000) sedan för miljö (ISO 14000) och nu också för arbetsmiljö (ISO 18000)
9 Historik nutid ISO 3834 Kraftfullt verktyg - utveckla rutiner för att nå bättre kvalitet genom kontroll av samtliga svetsrelaterade processer Historik nutid Förutsättningarna för all verksamhetsutveckling är: Engagerat ledarskap Motiverad personal Samsyn inom organisationen Processtyrning Långsiktighet Faktabaserade beslut

10 2. Varför tillämpa ISO 3834? Direktiv, produktstandard, föreskrifter Beställare av svetsande produkter Svetsande företag 2. Varför tillämpa ISO 3834? Uppfylla kundens, myndighetens och produktens krav och förväntningar Minska kostnader och risker förenade med bristfällig kvalitet hos den svetsade produkten Standardisera krav och underlätta vid upphandling och försäljning av svetsade produkter och tjänster.

11 Direktiv, föreskrifter och beställarkrav Arbetsgång
12 Kravbild Direktiv talar om vad som ska uppfyllas T.ex.: Tryckbärande anordningar (AFS 1999:4), tillverkning av vissa behållare, rörledningar och anläggningar (AFS 2005:2), Eurocode 3 Produktstandard talar om hur man uppfyller direktiv T.ex.: EN (Industriella rörledningar) EN 1090 (Utförande av stålkonstruktioner) Kundkrav T.ex.: kundspecifika ökade krav jämfört med produktstandard Förutsättningar Personal T.ex.: svetsarprövningar, tillsyn vid svetsning, utbildning Utrustning T.ex.: Kalibrering, kapacitet Utförande T.ex.: Manuellt eller automatiserat Nivå T.ex.: Kvalitetskrav för smältsvetsning av metalliska material/ kvalitetsnivåer för diskontinuiteter och formavvikelser ex: 2,3,4/B,C,D
13 Granskning Kontroll T.ex.: Rutiner och instruktioner Prövning T.ex.: OFP, PWHT Certifiering Tex: Svetsning av järnvägsfordon och komponenter (EN 15085), Kvalitetskrav för smältsvetsning av metalliska material (EN ISO 3834) Dokumentation Protokoll T.ex.: Mottagningskontroll, spårbarhet Certifikat T.ex.: Grundmaterial, tillsatsmaterial Intyg/rapporter T.ex.: Intyg om överensstämmande, avvikelser

14 Linjestandard Översikt över standarder för smä ltsvetsning
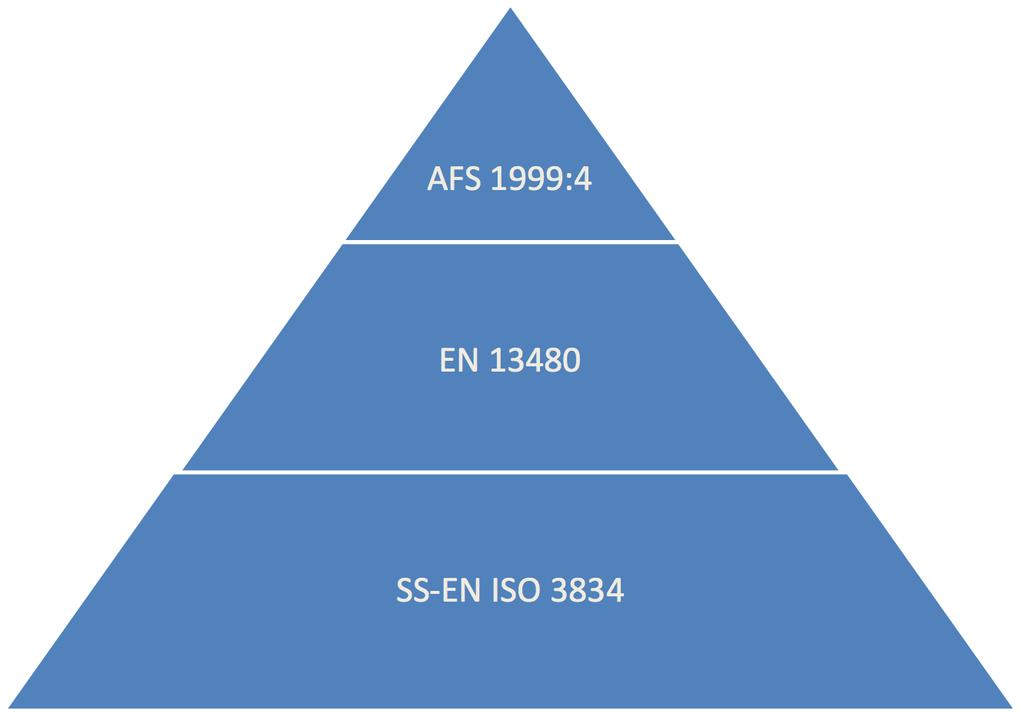
15 Kravpyramid Kravpyramid


16 ISO 3834 navet i svetskvalitetstyrning Exempel på visuell kontroll
17 Kvalitetskrav för smältsvetsning av metalliska material är ett internationellt kvalitetsledningssystem (ISO) för kvalitetsstyrning av svetsrelaterade arbeten. Det är till stor fördel både vid tillverkning av produkter/ installation och upphandling av svetsrelaterade tjänster och produkter är tillämpbart för samtliga svetsade produkter och behandlar de aspekter på den färdiga produktens kvalitet som kan komma att påverkas i samband med svetsning är oberoende av konstruktion. Kvalitetskrav för smältsvetsning av metalliska material är tillämpbart oberoende av plats för utförande dvs. både i verkstäder och på montageplatser kvalitetssäkrar svetsrelaterade aktiviteter och procedurer för tillverkning och installation omfattar tre olika nivåer av krav på kvalitetsstyrning, som kan väljas med avseende på krav från kund, myndighet samt produkten.
18 Svetskvalitet Svetsning definieras som en process där resultatet inte kan verifieras fullt ut genom efterföljande kontroll och provning. Här finns risk för att t.ex. metodfel kan uppenbaras först vid produktens användning Företag med svetsverksamheter har behov av kontinuerlig uppföljning och styrning, med dokumenterade procedurer och rutiner för att säkerställa att definierade kvalitetskrav uppfylls Kvalitetskrav för smältsvetsning av metalliska material Standarden består av följande sex delar: Innehåller riktlinjer för val av de tre kvalitetsnivåerna Gäller vid omfattande kvalitetskrav Gäller vid normala kvalitetskrav Gäller vid enkla kvalitetskrav Sammanställd kvalitetsmatris med omfattning i respektive kravnivå samt refererar till nödvändiga standarder Guide till hur man implementerar
19 Ordning och reda Arbetssättet dokumenteras och standardiseras, vedertagna lösningar på problem. Minskade kostnader Att göra rätt från början minimerar kvalitetsbrist och därmed reklamationer. Rationaliseringsvinster Ordning och reda frigör resurser och skapar på så sätt även ett värde. Tydlig ansvarsfördelning Tydligare vem som har ansvar och befogenhet för att lösa en viss uppgift. Konkurrensfördelar Ökad tilltro till företagets förmåga, i synnerhet från nya kunder. Enklare kundkommunikation Referens till SS-EN ISO vid upphandling (internationell standard). Varför använda kvalitetskrav för smältsvetsning av metalliska material? Internationellt kvalitetsstyrningssystem som är välkänt/välfungerande ger konkurrensmässiga fördelar. Genom certifiering bevisa företagets tekniska expertis. Säkerställa en kontinuerlig och kvalitativ utveckling av produkter/tjänster.

20 Varför använda kvalitetskrav för smältsvetsning av metalliska material? Tillhandahålla en internationellt vedertagen metod för att visa vilka möjligheter en tillverkare/tjänsteleverantör har att leverera en produkt/tjänst mot specificerade kvalitetskrav Specifikation Produktstandard Lagkrav Kvalitetsstyrning Kvalitet vs ekonomi

21 Kvalitet vs ekonomi Besvikelsen över dålig kvalitet varar längre än belåtenheten med ett lägre pris Vi har inte tid att göra rätt från början, men det finns alltid tid att göra om Kvalitet vs ekonomi
22 Kvalitet vs ekonomi Kvalitetsbrist ger kostnader s.k. kvalitetsbristkostnader (KBK). Definition KBK är de kostnader som försvinner om ett företags produkter eller tjänster är fullkomliga (Juran, 1989). Mätning av KBK är en process för att identifiera nyckelfaktorer till ekonomiska förluster p.g.a.fel kvalitet. Kostnader som uppkommer p.g.a. egna handlingar eller till följd av att ingen agerar kan undvikas genom bättre processer. KBK ska inkludera all arbetstid, material och tjänster. Kvalitet vs ekonomi Mätning och rapportering av KBK utgör grund för orsaksanalys och prioritering av åtgärdsprogram. Viktigt att varje företag/enhet/avdelning mäter värdet av KBK på regelbunden basis. Målet med att mäta KBK är att upptäcka och kvantifiera förbättringsmöjligheter. Ett viktig verktyg i denna process är lämpligt kvalitetssystem.
23 Kvalitet vs ekonomi Den stora KBK i organisationer och företag är oftast i tid. Göra om saker som blivit fel Göra fel saker Tala med missnöjda kunder Leta efter information, personer, utrustning, etc. Tid man tvingas vänta på andra Kvalitet vs ekonomi Interna KBK till följd av avvikelse från intern specifikation Skrotning Reparation och omarbetning Modifiering före överlämnande Kostnadsöverdrag Externa KBK uppkomna efter överlämnande till kund eller till följd av avvikelse från kunddokumenterade behov Garantier Modifieringar efter överlämnande Böter och skadestånd Badwill
24 Kvalitet vs ekonomi Att identifiera och åtgärda kvalitetsbrist-kostnader (KBK) är ett sätt att gräva guld på mark som redan är inmutad Valet av kvalitetsnivå ska bestämmas av samverkan mellan konstruktör, myndighetskrav eller liknande beroende på driftförhållanden, efterbehandling, ekonomi Definitioner OFP (oförstörande provning) - Provningsmetoder som utan att skada eller påverka materialets användbarhet ger information om dess egenskaper PWHT (vad betyder det?) - Värmebehandling som utförs efter svetsning i syfte att ge svets och omgivande material specifika egenskaper som avspänningsglödgning, vätediffusion och härdning

25 3. Val av standard och kvalitetsnivå Lägger du ribban för högt kommer den att rivas Försök aldrig hoppa under ribban Risken för diskvalificering är stor Börja långsamt från en lagom nivå så är förutsättningarna för att lyckas bättre Val av nivå ISO olika delar tillåter tre olika kravnivåer. ISO innehåller riktlinjer för vilken av nivåerna som bör väljas beroende på typ av svetsteknisk produktion/tjänst. Vilken del som är lämplig att följa fastställs genom en intern eller extern nulägesanalys. ISO omfattande kvalitetskrav ISO normala kvalitetskrav ISO enkla kvalitetskrav ISO Refererar till andra standarder som därmed anses harmoniserade (stödjande standarder). ISO Vägledning till hur EN ISO 3834 kan implementeras. (Bra hjälpmedel är handboken Kvalitetssäkring vid svetsning HB 540:2006)
26 Val av nivå Välj den standard som motsvarar den typ av produkter/konstruktioner som företaget tillverkar. Skjut inte för högt över ribban när lämplig del av 3834 ska väljas. Det är inte lämpligt att välja vid tillverkning av enkla detaljer som t.ex. cykelställ, eller vid produktion/konstruktion är tryckbärande anordningar det omvända förhållandet är däremot lämpligt. Val av nivå Använd gärna Annex A från 3834 som hjälpmedel till val av nivå. Kravnivån av 3834 ställs ofta från produktstandard eller vid indirekt vid kontakt med kund. Nedan följer några exempel på krav från produktstandard: EN 1090: ISO , 3, 4 Kärnkraft: ISO EN 15085: ISO , 3, 4
27 Val av nivå För att identifiera vilken av de tre nivåerna som är lämplig och fördelaktig för er verksamhet är följande frågeställning samt och -6 en bra hjälpmedel/ guide: Hur uppfyller vi omfattning av och vilken betydelse har produktens säkerhetskrav? Vilken omfattning har produkten? Hur många materialtyper används? I vilken omfattning kan metallurgiska problem uppstå? Vilka tillverkningsproblem kan vi förvänta oss? - svetsdefekter, formavvikelser, produktens egenskaper m.m.) Val av nivå Exempel på ytterligare frågeställningar för vägledning: Kritiska produkter/tjänster? Förutsättning för tillverkning? Egenskaper hos grundmaterial? Kundkrav (nuvarande, framtida)? Direktiv, produktstandarder? Myndighetsföreskrifter? Marknadssituation?
28 Val av nivå 3834 del 1 behandlar allmänna riktlinjer för val och användning är en guidelinje för val av nivå. En nulägesanalys ger er en bra bild av vilken nivå som kan vara lämplig. Vanligaste förfarande är att använda 3834 som en del i ett övergripande kvalitetssystem. Val av nivå Gemensamma krav oberoende av vald del (2, 3, 4) Kvalificering av svetsare och operatörer Kvalificering av OFP-personal Personal för tillsyn vid svetsning samt kvalificerade WPS:er (3834-2, 3) (Se tabell 1)


29 Val av nivå Val av nivå jämförelse
30 Val av nivå - jämförelse Val av nivå jämförelse
31 Val av nivå översikt krav (SS-EN ISO /3 och 4 samt EN ) Genomgång av krav och teknisk genomgång Utförandeklass enligt EN 1090 EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Genomgång av krav Krävs EN ISO 3834 Redovisande dokument Krävs inte Kan krävas Krävs EN ISO 3834 Teknisk genomgång av krav Regelverk Ritningar Tekniska krav Utförande Resurser Underleverantörer Materialkrav/ egenskaper Personcertifiering WPS/ WPQR Kontrollplan/ omfattning Krävs EN ISO 3834 Redovisande dokument Krävs inte Kan krävas Krävs EN ISO 3834 Redovisande Genomgång av krav och TG dokument krävs ej för Krävs EN : 2008 EXC 1 Inköp/ UE EN ISO EN ISO EN ISO EN ISO 3834 Underleverantörer Krav Behörighet Personkvalificering Procedurer Överlämnande av krav Skriftlig beställning Värmebehandling Avvikelser från krav Styrning Spårbarhet Kvalitetsdokument Behandlas som leverantör för de speciella produkterna, tjänsterna och/eller aktiviteterna som ingår i underleveransen. Det slutgiltiga ansvaret för kvaliteten kvarstår hos tillverkaren. EN ISO 3834 UL svetsade komponenter Bedömning krävs/ Redovisande dokument krävs EN : 2008 Protokoll från underleverantörsbedömning Krävs EN : 2008 Val av nivå översikt krav (SS-EN ISO /3 och 4 samt EN ) Personal för svetsning EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Svetsare och svetsoperatörer Certifiering/ omfattning Utbildning Avsyning Kvalificering krävs EN ISO 3834 Spårbarhet Befogenheter Personal för kontroll och provning Krävs EN ISO 3834 Svetsansvarig (anställd tillverkaren) Tillgänglighet Intyg/ krav på kompetens Krävs inte Krävs EN ISO 3834 Befogenheter Personal för kontroll och provning Utbildad personal krävs Tillsyn vid svetsning Styrning krävs ISO Utrustning för produktion och provning Lämplig och tillgänglig Utrustning EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Underhåll av utrustning Plan ska finnas Inget krav Krävs EN ISO 3834 Validering av svetsutr. Beskrivning av utrustning Sammanställning Inget krav Förteckning krävs EN ISO 3834 Kapacitet Utrustning för produktion och provning Avskärmning Lämplig och tillgänglig EN ISO 3834 Svetsning, besläktade aktiviteter EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Produktionsplanering Inget krav Krävs vad gäller dokumentation och redovisande dokument EN ISO 3834 Svetsdatablad Inget krav Krävs EN ISO 3834 Kvalificering av WPS Inget krav Krävs EN ISO 3834 För de fem första svetsförbanden som utförts enligt en ny WPS ska följande krav vara uppfyllda Framtagning ny WPS a) kvalitetsnivå B ska uppnås för demonstration av WPS under tillverkningsförhållanden; b) antalet prov ska vara dubbelt så stort som det antal som ges i tabell 24, dock maximalt 100; c) minsta svetslängd att kontrollera är 900 mm. Bilaga L/ EN : 2008
32 Val av nivå översikt krav (SS-EN ISO /3 och 4 samt EN ) Beredning och hopsättning EN : identifiering Inget Krav Inget Krav Färdiga komponenter/ kontrollintyg EN : 2008 Inga betydande ojämnheter. EN ISO 9013/ U= område 4 EN ISO 9013/ U= område Termisk skärning Hårdhet enligt tabell 10, om föreskrivet Rz5 = område 4. Hårdhet enligt tabell 10 om föreskrivet Rz5 = område 3. Hårdhet enligt tabell 10 om föreskrivet EN : Flamriktning Inget Krav Inget Krav Lämpliga tillvägagångssätt tas fram EN : Utförande av håltagning Stansning Stansning Stansning + Brotschning EN : Urtagningar Inget Krav Min. radie 5mm Min. radie 5mm Min. radie 10mm, Stansning inte tillåten EN : Hopsättning Ovalisering av hål vid drivning: Funktionstolerans klass 1 Ovalisering av hål vid drivning: Funktionstolerans klass 2 EN : 2008 Kvalificering av svetsmetoder och svetspersonal EN : Kvalificering av svetsmetoder Inget Krav Se tabell 12 och 13 EN : Kvalificering av svetsare och svetsoperatör Krävs EN : Svetssamordning Inget Krav Kunskap enligt tabell 14/ 15 EN : Fogberedning Inget Krav Inget Krav Fog fri från verkstadsgrundfärg EN : Tillfälliga infästningar Inget Krav Inget Krav Användning skall anges. Skärning och mejsling inte tillåten EN : Häftsvetsning Inget Krav Kvalificerad svetsmetod Krävs EN : Stumsvetsar; Start- EN : Allmänt Inget Krav /stopplåtar om Start-/stopplåtar om föreskrivet. Permanent rotstrimla kontinuerlig EN : Enkelsidiga svetsar föreskrivet EN : Svetsningens utförande Inget Krav Inget Krav Svetssprut avlägsnas EN : Acceptanskriterier EN 5817/ D EN 5817/ C EN 5817/ B EN 5817/ B+ EN : 2008 Tilläggskrav för B+ Tom Tom Tom Tabell 17 EN 1090 EN : 2008 Montering EN : hantering på byggarbetsplats Inget Krav Dokumenterat reparationsförfarande EN : Passning och injustering Inget Krav Inget Krav Passplåtar säkras med svets enligt kraven i kapitel 7 EN : 2008 Svetsade knutpunkter med rörprofiler Bilaga E EN : 2008 EN : 2008 Val av nivå översikt krav (SS-EN ISO /3 och 4 samt EN ) Tillsatsmaterial för svetsning EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Provning av tillsatsmaterial Materialintyg Inget krav Om det krävs EN ISO 3834 Förvaring hantering av tillsatsmaterial Inga oskyddade spolar på verkstad Varmhållningsskåp och koger skall användas och vara validerade. Identifiering enligt krav i kontrakt Enligt leverantörens rekommendationer (för krävs procedurbeskrivning) EN ISO 3834 Grundmaterial EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Förvaring av grundmaterial Inget krav Identifiering bevaras, skydd mot inverkan av yttre miljö Värmebehandling efter svetsning Inget krav Bekräftelse om krav uppfyller produktstandard/ kravspecifikation krävs Spårbarhet Lagring, skyddad Uppmärkning Förvaring av materialintyg Överförande av märkning Enligt rutiner Värmebehandling EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Värmebehandling efter svetsning Rapporter Certifierad leverantör av tjänsten Intyg personal utförandedelen Inget krav Bekräftelse om krav uppfyller produktstandard/ kravspecifikation krävs EN ISO 3834
33 Val av nivå översikt krav (SS-EN ISO /3 och 4 samt EN ) Kontroll och provning EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Kontroll före, under och efter svetsning Rutin Vid krav Krävs EN ISO 3834 Kontroll efter svetsning Kompletterande OFP ska i allmänhet utföras tidigast då svetsen uppnått den ålder som ges av tabell 23. EN : 2008 Kontroll, provning och ändringar EN : kontrollomfattning Visuell kontroll OFP enligt tabell 24, Enligt WPQR EN : Korrigering av svetsar Visuell kontroll OFP enligt tabell 24, Enligt WPQR EN : Tillverkningsprovning Inget Krav Inget Krav Om föreskrivet Om föreskrivet EN : Kontroll av förspända förband Inget Krav Enligt följande Enligt följande Enligt följande EN : Före åtdragning Inget Krav Kontroll av åtdragningsförfarandet EN : Under och efter åtdragning Inget Krav Momentmetoden Inget Krav Kombinerade metoder Inget Krav Andra åtdragningssteget sekventiell typ A Läge för parti för samhörande skruv/ mutter för andra åtdragningssteget Kontroll av markeringar efter 2:a åtdragningssteget Första och andra åtdragningssteget sekventiell typ A Första och andra åtdragningssteget sekventiell typ B EN : 2008 Läge för parti för samhörande skruv/ mutter och koontroll av åtdragningsmetod (varje skruvparti) för andra åtdragningssteget EN : 2008 Kontroll av markeringar efter 1:a och 2:a åtdragningssteget EN : Kontroll provning Provning med lätt hammarslag. Inget Krav Provning med lätt hammarslag. Sekventiell Typ A och byte av varmslagna nitar Sekventiell Typ B EN : Inmätning av knutpunkters geometriska lägen Inget Krav Inget Krav Inmätning dokumenteras EN : 2008 Avvikelser och korrigerande åtgärder styrning krävs Styrning krävs, procedur för reparation och korrigering krävs Kalibrering och validering EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Kalibrering, validering svetsmaskiner Protokoll Inget krav Vid krav Krävs Krävs EN ISO 3834 Utrustning för produktion och provning Lämplig och tillgänglig EN ISO 3834 Identifiering och spårbarhet EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Identifiering under svetsprocessen Inget krav EN ISO 3834 Spårbarhet Inget krav Krävs EN ISO 3834 Ingående produkter EN : 2008 Kontrolldokument Se tabell 1 EN : 2008 Spårbarhet Inget Krav Delvis Krav Krav EN : 2008 Märkning Inget Krav Krav Krav Krav EN : Tjocklekstoleranser Klass A Klass A Klass A Klass B EN : Ytbeskaffenhet Plåt klass A2 Plåt klass A2 Stång Klass C1 Stång Klass C1 Striktare krav om så föreskrivs EN : Speciella egenskapskrav Inget Krav Inget Krav Svetsade korsförband S1 (inre diskontinuiteter) EN : 2008 Val av nivå översikt krav (SS-EN ISO /3 och 4 samt EN Kvalitetsdokument EXC 1 EXC 2 EXC 3 EXC 4 EN : 2008 Nivå på kvalitetsstyrning EN ISO EN ISO EN ISO EN ISO 3834 Kvalitetsrapporter Om det krävs/ Sammanställning över gällande kvalitetsdokument skall finnas EN ISO Kvalitetsdokumentation Inget Krav Krav Krav Krav EN : 2008 Det ska beskrivas i er manual om andra standarder används än de som anges i ISO och det ska påvisas att de använda överensstämmer tekniskt med dem som anges i del 5. Hänvisning kan göras till av SIS utgivet Nationellt tillägg till ISO avseende tekniskt likvärdhet. En kund föreskriver ett visst utförande applicerbart på en färdig produkt. Kunden föreskriver normalt inte svetsmetoder och val av fogtyper vid fogberedning. Då har tillverkaren full frihet av välja svetsmetoder, tillsatsmaterial och fogberedning han anser vara lämplig om ej annat föreskrivs.
34 Val av nivå översikt krav (SS-EN ISO /3 och 4 samt EN På anmodan av tillverkaren utför certifieringsorganet verifiering att kraven från berörda standarder uppfylls med särskilt fokus på: Svetspersonal (svetskoordinatorer, svetsare, svetsoperatörer) Svetskoordinatorerna ska intervjuas för att visa att de har nödvändig teknisk kunskap om svetsning enligt EN ISO och denna serie av standarder Svetsprocedurspecifikationer (WPS) enligt WPQR Svetsarprövning enligt EN eller EN ISO Svetsarprövning för operatörer enligt EN 1418 Arbetsprov enligt EN Om järnvägsfordon svetsas i olika verkstäder för underhåll och reparationer ska deras tekniska utrustning och svetsproduktion också kontrolleras Internrevision Implementera rutiner och instruktioner Skapa rutiner och instruktioner 4. Införande av SS-EN ISO 3834 och EN 1090 Utbildningsbehov Fastställ en nuläges Informera Upprätta en handlingsplan Prioritera aktiviteter/fördela ansvar
35 4. Införande av SS-EN ISO 3834 och EN 1090 Steg 1: Fastställ vilka standarder som kommer att krävas för era tillämpningar inom ramen för ISO 3834 eller 1090 Steg 2: Ange dessa standarder i kvalitetsdokumentationen Steg 3: Kartläggning av kvalitetskrav och handlingsplan Steg 4: Utreda kompetensbehovet i företaget och beskrivning av ansvarsområde för personal och ledingen. Steg 5: Skapa, omprova och utvärdera rutiner i företaget Steg 6: Granskning och certifiering 5. Certifiering av ISO 3834 krävs inte enligt enl. ISO 3834 standarden kan tillämpas fullt ut utan certifiering. Certifikatet i sig innebär inte högre kvalitet. innebär att ett ackrediterat certifieringsorgan granskat och verifierat att kvalitetssystemet uppfyller ställda krav och därefter utför återkommande revision. innebär enklare leverantörsutvärdering, då upphandlande part inte själv behöver granska och säkerställa att kvalitetssystemet uppfyller ställda krav i aktuell kravnivå ökar kundernas tilltro till företaget förmåga att leverera svetsade produkter/tjänster med god kvalitet.
36 5. Certifiering av ISO 3834 kan ställas som krav av kund och/eller produktstandard. kan innehålla begränsningar, exempelvis vara utfärdat mot en specifik företagsavdelning eller del av tillverkning etc. innebär att företaget kan välja annan modul vid tillverkning av produkter/utförande av tjänster enligt tryckkärlsdirektivet PED (97/23/EC). innebär att andra ackrediterade organ inte ifrågasätter företagets kvalitetssystem i samband med vid tillverkning av produkter/utförande av tjänster enligt tryckkärlsdirektivet PED. Certifieringsprocessen Periodiska revisioner Förnyelserevision Dokumentationsgranskning Certifieringsrevision Förrevision (intern och extern)
37 Översikt över standarder fö r smältsvetsning

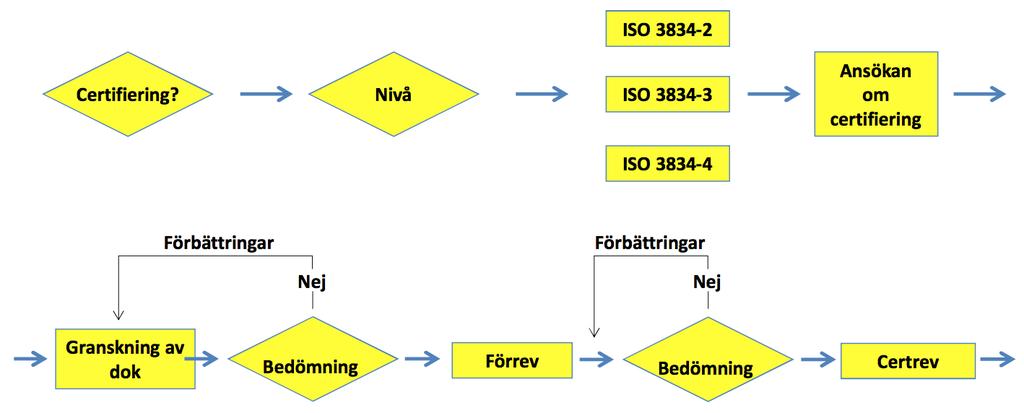
38 Processen för införande av ISO 3834 Certifieringsprocessen

39 Certifieringsprocessen
Tips till den som ska certifiera verksamheten enlig EN 1090
 Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I phone. Sök på Svetsteknik 1 Föredragshållare Björn Lindhe
Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I phone. Sök på Svetsteknik 1 Föredragshållare Björn Lindhe
Tips till den som ska certifiera verksamheten enlig EN 1090
 Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Vad innebär SS-EN 3834: Olika
Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Vad innebär SS-EN 3834: Olika
Kurs i svetsteknik, ST-VE-ht10. Makes Industry Grow ISO 3834. Björn Lindhe Helsingborg 13-14 december 2010
 Kurs i svetsteknik, ST-VE-ht10 ISO 3834 Björn Lindhe Helsingborg 13-14 december 2010 Styrande kvalitetskrav vid svetsning - Översikt Kvalitetssystem SS-ISO 9000:2000 Kvalitetskrav för svetsning SS-EN ISO
Kurs i svetsteknik, ST-VE-ht10 ISO 3834 Björn Lindhe Helsingborg 13-14 december 2010 Styrande kvalitetskrav vid svetsning - Översikt Kvalitetssystem SS-ISO 9000:2000 Kvalitetskrav för svetsning SS-EN ISO
Självrevision EN 1090
 Självrevision Inför certifiering mot: EN 1090 www.tuv-nord.com/se 010 474 99 00 Inledning För att få CE-märka Stål och Aluminiumkonstruktioner krävs ett ledningssystem som är certifierat mot EN 1090. Genom
Självrevision Inför certifiering mot: EN 1090 www.tuv-nord.com/se 010 474 99 00 Inledning För att få CE-märka Stål och Aluminiumkonstruktioner krävs ett ledningssystem som är certifierat mot EN 1090. Genom
Genom att dokumentera och anpassa företagets rutiner så att de tillgodoser
 6 Kvalitetssystemet 25 6.1 Allmänt Genom att dokumentera och anpassa företagets rutiner så att de tillgodoser standardens krav skapas ett kvalitetssystem. Med begreppet rutin avses i detta sammanhang ett
6 Kvalitetssystemet 25 6.1 Allmänt Genom att dokumentera och anpassa företagets rutiner så att de tillgodoser standardens krav skapas ett kvalitetssystem. Med begreppet rutin avses i detta sammanhang ett
NYTT REGELVERK FÖR BÄRVERK STÅLKONSTRUKTIONER 2013-04-21
 NYTT REGELVERK FÖR BÄRVERK STÅLKONSTRUKTIONER 1 NYTT REGELVERK STÅLKONSTRUKTIONER REGELVERKET INNEHÅLLER TVÅ TYPER AV REGLER DIMENSIONERINGSREGLER EN 1990 EN 1999 (Eurokoder) BOVERKETS FÖRESKRIFTER OCH
NYTT REGELVERK FÖR BÄRVERK STÅLKONSTRUKTIONER 1 NYTT REGELVERK STÅLKONSTRUKTIONER REGELVERKET INNEHÅLLER TVÅ TYPER AV REGLER DIMENSIONERINGSREGLER EN 1990 EN 1999 (Eurokoder) BOVERKETS FÖRESKRIFTER OCH
Svetsade stålkonstruktioner till broar VV Publ 1999:25 1
 Svetsade stålkonstruktioner till broar VV Publ 1999:25 1 OBS! Problem med att få detta dokument korrekt i pdf-fil. Därför saknas framsida, titelblad, förord etc. Korrekt fil kommer att publiceras. Innehållsförteckning
Svetsade stålkonstruktioner till broar VV Publ 1999:25 1 OBS! Problem med att få detta dokument korrekt i pdf-fil. Därför saknas framsida, titelblad, förord etc. Korrekt fil kommer att publiceras. Innehållsförteckning
Hur blir en standard en standard? Mathias Lundin, Svetskommissionen
 Hur blir en standard en standard?, Svetskommissionen Innehåll Svetskommissionens roll Grundprinciper bra att falla tillbaka på vid standardisering Vad är en standard? definition, intention, drivkraft Hur
Hur blir en standard en standard?, Svetskommissionen Innehåll Svetskommissionens roll Grundprinciper bra att falla tillbaka på vid standardisering Vad är en standard? definition, intention, drivkraft Hur
Svetsning Nya standarder och svetsbeteckningar
 Svetsning Nya standarder och svetsbeteckningar, Svetskommissionen Stålbyggnadsdagen 23 oktober 2014 Kvalitetsarbete är ett pussel Genomgång WPS Validering av Avvikelser & korrigerande åtgärder krav svetsutrustning
Svetsning Nya standarder och svetsbeteckningar, Svetskommissionen Stålbyggnadsdagen 23 oktober 2014 Kvalitetsarbete är ett pussel Genomgång WPS Validering av Avvikelser & korrigerande åtgärder krav svetsutrustning
KVALITETSLEDNINGSSYSTEM
 KVALITETSLEDNINGSSYSTEM Bröderna Näslund Byggare AB Revision A 2009-02-30 Revision B 2012-04-03 INNEHÅLL KVALITETSPOLICY 3 ORGANISATION OCH LEDARSKAP 3 Allmänt 3 Organisation 3 Kvalitetssystem 3 Intern
KVALITETSLEDNINGSSYSTEM Bröderna Näslund Byggare AB Revision A 2009-02-30 Revision B 2012-04-03 INNEHÅLL KVALITETSPOLICY 3 ORGANISATION OCH LEDARSKAP 3 Allmänt 3 Organisation 3 Kvalitetssystem 3 Intern
EN 1090-2 Utförande och kontroll av stålkonstruktioner Professor Bernt Johansson. Stålbyggnadsdagen 2009 1
 EN 1090-2 Utförande och kontroll av stålkonstruktioner Professor Bernt Johansson Stålbyggnadsdagen 2009 1 Översikt EN 1090 utarbetas av CEN/TC 135 och behandlar CE-märkning (del 1), utförande av stålkonstruktioner
EN 1090-2 Utförande och kontroll av stålkonstruktioner Professor Bernt Johansson Stålbyggnadsdagen 2009 1 Översikt EN 1090 utarbetas av CEN/TC 135 och behandlar CE-märkning (del 1), utförande av stålkonstruktioner
Standardisering inom svetsområdet. Mathias Lundin, Svetskommissionen
 Standardisering inom svetsområdet Mathias Lundin, Svetskommissionen SVETSKOMMISSIONEN - branschorganisation i frontlinjen Främjar fogningstekniken sedan 1931 Ca 400 medlemsföretag Informations- och kunskapsspridning
Standardisering inom svetsområdet Mathias Lundin, Svetskommissionen SVETSKOMMISSIONEN - branschorganisation i frontlinjen Främjar fogningstekniken sedan 1931 Ca 400 medlemsföretag Informations- och kunskapsspridning
Nyckeln till svetsning av stålkonstruktioner
 SS-EN 1090 Utförande av stål- och aluminiumkonstruktioner Nyckeln till svetsning av stålkonstruktioner Förord FORCE Technology har förberett den här guiden som en hjälp vid fastställande krav för svetsning
SS-EN 1090 Utförande av stål- och aluminiumkonstruktioner Nyckeln till svetsning av stålkonstruktioner Förord FORCE Technology har förberett den här guiden som en hjälp vid fastställande krav för svetsning
För mer information och beställning av kurs kontakta
 Kurs på plats hos Er Branschen utvecklas hela tiden med nya regler, nya material och nya maskiner och metoder. Finns det utvecklingspotential i Er verksamhet? MVR erbjuder sina medlemsföretag kurser på
Kurs på plats hos Er Branschen utvecklas hela tiden med nya regler, nya material och nya maskiner och metoder. Finns det utvecklingspotential i Er verksamhet? MVR erbjuder sina medlemsföretag kurser på
EN 1090 En statusuppdatering 15-04-19
 EN 1090 En statusuppdatering 1 Sofia Eliasson, Inspecta Revisionsledare ISO 9001, ISO 3834, EN 15085, EN 1090 2 Lite statistik. Antal utfärdade EN 1090-certifikat i Norden 300 400 100? 3 Lite statistik.
EN 1090 En statusuppdatering 1 Sofia Eliasson, Inspecta Revisionsledare ISO 9001, ISO 3834, EN 15085, EN 1090 2 Lite statistik. Antal utfärdade EN 1090-certifikat i Norden 300 400 100? 3 Lite statistik.
Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik
 Vi Björn Lindhe Telefon: 0721-605700 bjorn.lindhe@svetsansvarig.se Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Fem anledningar till
Vi Björn Lindhe Telefon: 0721-605700 bjorn.lindhe@svetsansvarig.se Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Fem anledningar till
Nyheter inom svetsområdet. Per-Åke Pettersson Certification, Inspecta Sweden AB 2014-10-27
 Nyheter inom svetsområdet Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Lite om innehållet Marknadstrender Svetsning En speciell process Nyheter på standardområdet Svetsarprövning Smältsvetsning
Nyheter inom svetsområdet Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Lite om innehållet Marknadstrender Svetsning En speciell process Nyheter på standardområdet Svetsarprövning Smältsvetsning
VAD ÄR KVALITET? Röntgenveckan 2014-09-09 Monica Kasevik
 VAD ÄR KVALITET? Verksamhetsförbättring Kvalitetskontroll är allt som görs EFTER Kvalitetsstyrning är allt som görs för att säkra kvaliteten i ett pågående arbete, dvs NU Kvalitetssäkring är allt som görs
VAD ÄR KVALITET? Verksamhetsförbättring Kvalitetskontroll är allt som görs EFTER Kvalitetsstyrning är allt som görs för att säkra kvaliteten i ett pågående arbete, dvs NU Kvalitetssäkring är allt som görs
TEKNISKT MEDDELANDE TILL DOKUMENTEN. ABM, KBM, TBM och TBV. Utgåva 1, Fastställd:
 Tekniskt meddelande 1(7) TEKNISKT MEDDELANDE TILL DOKUMENTEN ABM, KBM, TBM och TBV Utgåva 1, 2018-01-23 Detta dokument är gemensamt framtaget av de svenska kärnkraftsföretagen. All uppdatering skall ske
Tekniskt meddelande 1(7) TEKNISKT MEDDELANDE TILL DOKUMENTEN ABM, KBM, TBM och TBV Utgåva 1, 2018-01-23 Detta dokument är gemensamt framtaget av de svenska kärnkraftsföretagen. All uppdatering skall ske
Bilaga A Checklista vid leverantörsbedömning SIDA 1AV 11
 ENHET: DATUM: Bilaga A REVISOR: SIGNATUR: SIDA 1AV 11 Kvalitet: Frågorna nedan grundar sig på kraven i SS-EN ISO 9001:2000. OBS! Stickprov. AVSER FRÅGOR OK ANM. KOMMENTARER KAPITEL 4.1 Finns organisationens
ENHET: DATUM: Bilaga A REVISOR: SIGNATUR: SIDA 1AV 11 Kvalitet: Frågorna nedan grundar sig på kraven i SS-EN ISO 9001:2000. OBS! Stickprov. AVSER FRÅGOR OK ANM. KOMMENTARER KAPITEL 4.1 Finns organisationens
Nyheterna i SS-EN : Viktor Lundin 1
 Nyheterna i SS-EN 1090-2:2018 2018-10-29 Viktor Lundin 1 Viktor Lundin, Grundare av KONTROLLBOLAGET Inspektions- och provningsingenjör Certifierad kontrollansvarig Auditor/ Lead Auditor ISO 9001 Svetssakkunnig
Nyheterna i SS-EN 1090-2:2018 2018-10-29 Viktor Lundin 1 Viktor Lundin, Grundare av KONTROLLBOLAGET Inspektions- och provningsingenjör Certifierad kontrollansvarig Auditor/ Lead Auditor ISO 9001 Svetssakkunnig
Svetsade stålkonstruktioner till broar
 Publ 2004:10 Svetsade stålkonstruktioner till broar Bekräftelse av överenstämmelse 2004-01 Dokumentets datum Dokumentbeteckning 2004-01 Publikation 2004:10 Upphovsman (författare, utgivare) Sektion Bro-
Publ 2004:10 Svetsade stålkonstruktioner till broar Bekräftelse av överenstämmelse 2004-01 Dokumentets datum Dokumentbeteckning 2004-01 Publikation 2004:10 Upphovsman (författare, utgivare) Sektion Bro-
Inspektion och OFP av GAP ny handbok och skadeatlas för anläggningsägare och inspektörer
 Inspektion och OFP av GAP ny handbok och skadeatlas för anläggningsägare och inspektörer Matarvattenkonferensen 2015-11-10 Caroline Ankerfors caroline.ankerfors@swerea.se Pernilla Utterström pernilla.utterstrom@inspecta.com
Inspektion och OFP av GAP ny handbok och skadeatlas för anläggningsägare och inspektörer Matarvattenkonferensen 2015-11-10 Caroline Ankerfors caroline.ankerfors@swerea.se Pernilla Utterström pernilla.utterstrom@inspecta.com
Vägledning för certifieringsorgan vid ackreditering Produktcertifiering för korrosionsskyddssystem i form av beläggning enl.
 Vägledning för certifieringsorgan vid ackreditering Produktcertifiering för korrosionsskyddssystem i form av beläggning enl. MSBFS 2011:8 Grundförutsättningar Ackreditering av certifieringsorgan för certifiering
Vägledning för certifieringsorgan vid ackreditering Produktcertifiering för korrosionsskyddssystem i form av beläggning enl. MSBFS 2011:8 Grundförutsättningar Ackreditering av certifieringsorgan för certifiering
SS-EN 1090-2. EN SAMMANFATTNING. Björn Åstedt bjorn@sbi.se www.sbi.se Skapad 2010-07-01
 SS-EN 1090-2 EN SAMMANFATTNING Björn Åstedt bjorn@sbi.se www.sbi.se Skapad 2010-07-01 Från 1 januari 2011 är den gällande standarden för utförande och kontroll av stålkonstruktioner SS-EN 1090-2. Införandet
SS-EN 1090-2 EN SAMMANFATTNING Björn Åstedt bjorn@sbi.se www.sbi.se Skapad 2010-07-01 Från 1 januari 2011 är den gällande standarden för utförande och kontroll av stålkonstruktioner SS-EN 1090-2. Införandet
Krav Svensk Kvalitetsbas 1:2016 ISO 9 001:2015 Sammanfattning av hur motsvarar kraven i SKB kraven i ISO Ledarskap, ansvar och delaktighet
 Jämförelse mellan kvalitetsledningssystemen Svensk Kvalitetsbas och ISO 9001 Sammanfattning av jämförelse + eventuell bild Likvärdigt i SKB Liknande i SKB Andra krav i SKB Krav Svensk Kvalitetsbas 1:2016
Jämförelse mellan kvalitetsledningssystemen Svensk Kvalitetsbas och ISO 9001 Sammanfattning av jämförelse + eventuell bild Likvärdigt i SKB Liknande i SKB Andra krav i SKB Krav Svensk Kvalitetsbas 1:2016
Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016. Patrik Pettersson Weldingcoordinator IWE, IWSD-C
 Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016 Patrik Pettersson Weldingcoordinator IWE, IWSD-C Agenda Min bakgrund Vad är Imtech VS-teknik AB? Vad bör svetsaren
Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016 Patrik Pettersson Weldingcoordinator IWE, IWSD-C Agenda Min bakgrund Vad är Imtech VS-teknik AB? Vad bör svetsaren
Kvalitetsledningssystem! och! ISO 9001! Copyright Cornema AB!
 Kvalitetsledningssystem! och! ISO 9001! Vad är kvalitet?! k u n d! behov/! krav! kundupplevd! nytta/kostnad! organisation (kund)! behov/! krav! kundupplevd! nytta/kostnad! leverantör! ett omdöme om en
Kvalitetsledningssystem! och! ISO 9001! Vad är kvalitet?! k u n d! behov/! krav! kundupplevd! nytta/kostnad! organisation (kund)! behov/! krav! kundupplevd! nytta/kostnad! leverantör! ett omdöme om en
Produktstöd - Vägledning till dokumentationskraven i SS-EN ISO 9001:2000
 Document: STG/PS K 525SV1 Produktstöd - Vägledning till dokumentationskraven i SS-EN ISO 9001:2000 SIS, Projekt Kvalitetsledning 1 1) Introduktion Produktstöd Två av de viktigaste målsättningarna i arbetet
Document: STG/PS K 525SV1 Produktstöd - Vägledning till dokumentationskraven i SS-EN ISO 9001:2000 SIS, Projekt Kvalitetsledning 1 1) Introduktion Produktstöd Två av de viktigaste målsättningarna i arbetet
Sida 1 (av 12) Revision 1.18. Skall-krav
 Revision 1.18. Skall-krav") 1 (av 12) I standarden SS-EN ISO 9000:2000 förekommer ordet skall 148 gånger. I 132 gånger används skall som ett krav. I till exempel 7.4.1 anges Inköpsinformationen skall specificera den produkt som skall
1 (av 12) I standarden SS-EN ISO 9000:2000 förekommer ordet skall 148 gånger. I 132 gånger används skall som ett krav. I till exempel 7.4.1 anges Inköpsinformationen skall specificera den produkt som skall
INDUSTRIRÖR SVETS VVS
 INDUSTRIRÖR SVETS VVS Ämnet industrirör svets VVS behandlar sammanfogning med olika svetsmetoder och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för hantverkskunnande, yrkesidentitet
INDUSTRIRÖR SVETS VVS Ämnet industrirör svets VVS behandlar sammanfogning med olika svetsmetoder och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för hantverkskunnande, yrkesidentitet
Standardisering inom Tryckkärlstål SIS/TK 137. Otto Björnberg SIS Swedish Standards Institute
 Standardisering inom Tryckkärlstål SIS/TK 137 Otto Björnberg SIS Swedish Standards Institute Dagens presentation Material- och produktkrav enligt Direktivet för tryckbärande anordningar PED 2013-04-17
Standardisering inom Tryckkärlstål SIS/TK 137 Otto Björnberg SIS Swedish Standards Institute Dagens presentation Material- och produktkrav enligt Direktivet för tryckbärande anordningar PED 2013-04-17
Bilaga 1. FÖRFARANDEN FÖR BEDÖMNING AV ÖVERENSSTÄMMELSE MODUL B: EU-TYPKONTROLL
 Bilaga 1. FÖRFARANDEN FÖR BEDÖMNING AV ÖVERENSSTÄMMELSE MODUL B: EU-TYPKONTROLL 1. EU-typkontroll är den del av ett förfarande för bedömning av överensstämmelse genom vilken ett anmält organ undersöker
Bilaga 1. FÖRFARANDEN FÖR BEDÖMNING AV ÖVERENSSTÄMMELSE MODUL B: EU-TYPKONTROLL 1. EU-typkontroll är den del av ett förfarande för bedömning av överensstämmelse genom vilken ett anmält organ undersöker
K V A L I T E T S S Y S T E M
 Personalhandbok 1/11 100 037 05 2013-12-10/JJ Roland Holmgren K V A L I T E T S S Y S T E M Personalhandbok 2/12 INNEHÅLLSFÖRTECKNING 4.0 INLEDNING 3 4.1 FÖRETAGSLEDNINGENS ANSVAR 3 4.1.1 Kvalitetspolicy
Personalhandbok 1/11 100 037 05 2013-12-10/JJ Roland Holmgren K V A L I T E T S S Y S T E M Personalhandbok 2/12 INNEHÅLLSFÖRTECKNING 4.0 INLEDNING 3 4.1 FÖRETAGSLEDNINGENS ANSVAR 3 4.1.1 Kvalitetspolicy
RISE Research Institutes of Sweden Division Certification Enhet Certifiering
 CERTIFIERING ENLIGT ISO 13485 Division Certification Enhet Certifiering KONTAKTUPPGIFTER Karin Andresen Revisionsledare / Senior rådgivare Karin.andresen@kandadvise.se Telefon: 0761 15 61 68 Division Certification
CERTIFIERING ENLIGT ISO 13485 Division Certification Enhet Certifiering KONTAKTUPPGIFTER Karin Andresen Revisionsledare / Senior rådgivare Karin.andresen@kandadvise.se Telefon: 0761 15 61 68 Division Certification
Krav på systematiskt kvalitetsarbete - Underhållsentreprenad
 SVENSKA KRAFTNÄT ENHET, VERKSAMHETSOMRÅDE GSH VÅR BETECKNING TR13-05-01 DATUM 2019-04-30 UTGÅVA 1 s, GI, GS/NA, NL, NP, NS, NT, SD, SK *0 we TEKNISK RIKTLINJE FASTSTÄLLD Krav på systematiskt kvalitetsarbete
SVENSKA KRAFTNÄT ENHET, VERKSAMHETSOMRÅDE GSH VÅR BETECKNING TR13-05-01 DATUM 2019-04-30 UTGÅVA 1 s, GI, GS/NA, NL, NP, NS, NT, SD, SK *0 we TEKNISK RIKTLINJE FASTSTÄLLD Krav på systematiskt kvalitetsarbete
Riktlinjer för kvalitet
 NHET, VERKSAMHETSOMRÅDE NF SAMRÅD N, D, IK DATUM VÅR BETECKNING 2009-11-04 TR12-14 TEKNISK RIKTLINJE REVISION B SvK405, v2.0, 2009-06-04 Riktlinjer för kvalitet TEKNISK RIKTLINJE 2009-11-04 TR12-14 REV
NHET, VERKSAMHETSOMRÅDE NF SAMRÅD N, D, IK DATUM VÅR BETECKNING 2009-11-04 TR12-14 TEKNISK RIKTLINJE REVISION B SvK405, v2.0, 2009-06-04 Riktlinjer för kvalitet TEKNISK RIKTLINJE 2009-11-04 TR12-14 REV
FOP November 2014 Jan Larsson, Q-provning, Inspecta Sweden AB PED-Radiografering. Inspecta Academy
 FOP November 2014 Jan Larsson, Q-provning, Inspecta Sweden AB PED-Radiografering Inspecta Academy PED, Pressure equipment directive 97/23/EC Tryckkärlsdirektivet Väsentliga säkerhetskrav skall uppfyllas.
FOP November 2014 Jan Larsson, Q-provning, Inspecta Sweden AB PED-Radiografering Inspecta Academy PED, Pressure equipment directive 97/23/EC Tryckkärlsdirektivet Väsentliga säkerhetskrav skall uppfyllas.
KVALITETS- OCH KONTROLLBESTÄMMELSER FÖR ELEKTRISK UTRUSTNING
 Sid 1 (5) KVALITETS- OCH KONTROLLBESTÄMMELSER FÖR ELEKTRISK UTRUSTNING Rubrik Dokument Allmänna kvalitets- och kontrollbestämmelser KBE 100-2 Utgåva 3 (S) Innehåll 1 KRAVNIVÅINDELNING... 2 2 KVALITETSSÄKRINGSSYSTEM...
Sid 1 (5) KVALITETS- OCH KONTROLLBESTÄMMELSER FÖR ELEKTRISK UTRUSTNING Rubrik Dokument Allmänna kvalitets- och kontrollbestämmelser KBE 100-2 Utgåva 3 (S) Innehåll 1 KRAVNIVÅINDELNING... 2 2 KVALITETSSÄKRINGSSYSTEM...
HANDBOK I GMP. kvalitetssystem för läkemedelsindustrin av Anna Lundén. DemoKey2Compliance AB
 HANDBOK I GMP g o o d manufacturing practice kvalitetssystem för läkemedelsindustrin av Anna Lundén Key2Compliance AB Innehåll Kapitel Sida Inledning 5 1 Kvalitetsarbete och kvalitetsledning 15 2 Myndigheternas
HANDBOK I GMP g o o d manufacturing practice kvalitetssystem för läkemedelsindustrin av Anna Lundén Key2Compliance AB Innehåll Kapitel Sida Inledning 5 1 Kvalitetsarbete och kvalitetsledning 15 2 Myndigheternas
Bilagor 103. Bilaga 1 - Krav på styrande och redovisande dokument 104 i QSReg (21 CFR 820)
") Innehåll Kapitel Sida Inledning 5 1 Myndigheternas roll och inspektionsverksamhet 12 2 Kvalitetsarbete och kvalitetsledning 15 3 Organisationen och personal 19 4 Utveckling av medicintekniska produkter
Innehåll Kapitel Sida Inledning 5 1 Myndigheternas roll och inspektionsverksamhet 12 2 Kvalitetsarbete och kvalitetsledning 15 3 Organisationen och personal 19 4 Utveckling av medicintekniska produkter
Kvalitets- och miljösystem? Välkomna! Vad är ett kvalitets- miljösystem? Varför i byggprocessen?
 2012-09-04 Kvalitets- och miljösystem? Välkomna! Vad är ett kvalitets- miljösystem? Varför i byggprocessen? (Vad består ett kvalitets- miljösystem av?) Genomgång av uppgiften kopplad till modul kretslopp...
2012-09-04 Kvalitets- och miljösystem? Välkomna! Vad är ett kvalitets- miljösystem? Varför i byggprocessen? (Vad består ett kvalitets- miljösystem av?) Genomgång av uppgiften kopplad till modul kretslopp...
Guide för svetsning och tillverkning av bärverk Basindustrins gemensamma tolkningar och krav
 VER 9 Författare: Jonas Fjellner, Boliden AB Richard Granström, Boliden AB Tommy Sjödin, Smurfit Kappa Tomas Malmström SCA Tomas Berglund SCA Niclas Engström, LKAB Per-Erik Jönsson, LKAB Vår beteckning:
VER 9 Författare: Jonas Fjellner, Boliden AB Richard Granström, Boliden AB Tommy Sjödin, Smurfit Kappa Tomas Malmström SCA Tomas Berglund SCA Niclas Engström, LKAB Per-Erik Jönsson, LKAB Vår beteckning:
1. Inledning 1 1.1 Allmänt 1 1.2 Standarden SS-EN 1090-2 2 1.3 Kvalifikationskrav för personal 2 1.4 Krav på noggrannhet för utförandet 3
 Innehållsförteckning 1. Inledning 1 1.1 Allmänt 1 1.2 Standarden SS-EN 1090-2 2 1.3 Kvalifikationskrav för personal 2 1.4 Krav på noggrannhet för utförandet 3 2. Termer och definitioner 4 3. SS-EN 1090-1
Innehållsförteckning 1. Inledning 1 1.1 Allmänt 1 1.2 Standarden SS-EN 1090-2 2 1.3 Kvalifikationskrav för personal 2 1.4 Krav på noggrannhet för utförandet 3 2. Termer och definitioner 4 3. SS-EN 1090-1
LEVERANTÖRSBEDÖMNING Frågeformulär för egenbedömning
 Företag:... Adress:... Tel nr:... Fax nr:... e-mail:... De tre största verksamhetsområden (gjutning, kretskortstillverkning,... ): Vilka är era tre största kunder: 1... 2... 3... Omsättning: Föregående
Företag:... Adress:... Tel nr:... Fax nr:... e-mail:... De tre största verksamhetsområden (gjutning, kretskortstillverkning,... ): Vilka är era tre största kunder: 1... 2... 3... Omsättning: Föregående
1. Introduktion 1 1.1 Syfte 1 1.2 Omfattning 1 1.3 Sammanfattning 1
 Innehållsförteckning 1. Introduktion 1 1.1 Syfte 1 1.2 Omfattning 1 1.3 Sammanfattning 1 2. Regelverk för CE-märkning 3 2.1 Byggproduktdirektivet 3 2.2 Harmoniserade standarder 3 3. CE-märkning av stålkonstruktioner
Innehållsförteckning 1. Introduktion 1 1.1 Syfte 1 1.2 Omfattning 1 1.3 Sammanfattning 1 2. Regelverk för CE-märkning 3 2.1 Byggproduktdirektivet 3 2.2 Harmoniserade standarder 3 3. CE-märkning av stålkonstruktioner
Ny PED Vari består ändringarna? Inspecta Academy
 Ny PED Vari består ändringarna? Inspecta Academy PED? Pressure Equipment Directive EU-direktiv som gäller för tryckkärl, rörledningar, tryckbärande tillbehör och säkerhetsutrustning. Gäller då det kan
Ny PED Vari består ändringarna? Inspecta Academy PED? Pressure Equipment Directive EU-direktiv som gäller för tryckkärl, rörledningar, tryckbärande tillbehör och säkerhetsutrustning. Gäller då det kan
Förklarande text till revisionsrapport Sid 1 (5)
") Förklarande text till revisionsrapport Sid 1 (5) Kravelementen enligt standarden ISO 14001:2004 Kap 4 Krav på miljöledningssystem 4.1 Generella krav Organisationen skall upprätta, dokumentera, införa,
Förklarande text till revisionsrapport Sid 1 (5) Kravelementen enligt standarden ISO 14001:2004 Kap 4 Krav på miljöledningssystem 4.1 Generella krav Organisationen skall upprätta, dokumentera, införa,
Diplomerad Montageledare Stål ML-N
 Diplomerad Montageledare Stål ML-N Utbildnings information Diplomerad montageledare Stål ML-N Utbildningen riktar sig till personer som konstruerar, inköpare, kvalitetsansvariga, tillverkningsledare, montageledare,
Diplomerad Montageledare Stål ML-N Utbildnings information Diplomerad montageledare Stål ML-N Utbildningen riktar sig till personer som konstruerar, inköpare, kvalitetsansvariga, tillverkningsledare, montageledare,
Vägledning för krav på dokumenterad information enligt ISO 9001:2015
 Vägledning för krav på dokumenterad information enligt ISO 9001:2015 1 Orientering Två av de viktigaste målen vid revideringen av standarderna i ISO 9000-serien var att a) utveckla förenklade standarder
Vägledning för krav på dokumenterad information enligt ISO 9001:2015 1 Orientering Två av de viktigaste målen vid revideringen av standarderna i ISO 9000-serien var att a) utveckla förenklade standarder
Välkomna! Med utveckling menas som bekant åsiktsförändring i för bedömaren behaglig rikting. Hjalmar Söderberg
 2014 09 18 Kvalitets och miljösystem? Välkomna! Vad är ett kvalitets miljösystem? Varför i byggprocessen? (Vad består ett kvalitets miljösystem av?) Genomgång av uppgiften kopplad till modul kretslopp...
2014 09 18 Kvalitets och miljösystem? Välkomna! Vad är ett kvalitets miljösystem? Varför i byggprocessen? (Vad består ett kvalitets miljösystem av?) Genomgång av uppgiften kopplad till modul kretslopp...
Ansökan om granskning av kvalitetssystem enligt LVFS 2003:11 (för CE märkning av medicintekniska produkter)
") Företag (sökande): ansöker om granskning, av, som Anmält organ, enligt Läkemedelsverkets föreskrift LVFS 2003:11, (EG-direktiv 93/42/EEG senast ändrat genom 2007/47/EG2007/47/EG), enligt nedan Signerad
Företag (sökande): ansöker om granskning, av, som Anmält organ, enligt Läkemedelsverkets föreskrift LVFS 2003:11, (EG-direktiv 93/42/EEG senast ändrat genom 2007/47/EG2007/47/EG), enligt nedan Signerad
Detaljerat utbildningsprogram 2015
 Detaljerat utbildningsprogram 2015 Förberedande svetsansvarig 4 dagar Utbildning av produktionspersonal för att förberedas på kraven, som svetsansvarig/ svetskoordinator för att klara kraven för EN 1090
Detaljerat utbildningsprogram 2015 Förberedande svetsansvarig 4 dagar Utbildning av produktionspersonal för att förberedas på kraven, som svetsansvarig/ svetskoordinator för att klara kraven för EN 1090
Certifiering och CE-märkning enligt SS-EN 1090-1. Vägledning för stålbyggare
 Certifiering och CE-märkning enligt SS-EN 1090-1 Vägledning för stålbyggare 4 utgåvan, 2014 CE-märkning av byggprodukter CE-märkning är ett system för produktmärkning inom EU- och EES-området som infördes
Certifiering och CE-märkning enligt SS-EN 1090-1 Vägledning för stålbyggare 4 utgåvan, 2014 CE-märkning av byggprodukter CE-märkning är ett system för produktmärkning inom EU- och EES-området som infördes
Hazard Analysis and Critical Control Points HACCP
 Hazard Analysis and Critical Control Points HACCP Många i branschen undrar vad HACCP egentligen står för och vad det innebär. HACCP är en förkortning av "Hazard Analysis and Critical Control Points" och
Hazard Analysis and Critical Control Points HACCP Många i branschen undrar vad HACCP egentligen står för och vad det innebär. HACCP är en förkortning av "Hazard Analysis and Critical Control Points" och
Revisionsregler. för revision mot kraven i FR2000 Verksamhetsledning antagna av Rådet för FR2000 den
 Revisionsregler för revision mot kraven i FR2000 Verksamhetsledning antagna av Rådet för FR2000 den 2018-10-04 1 Allmänna bestämmelser... 3 2 Revisorernas ansvar och agerande... 3 3 Genomförande av revision...
Revisionsregler för revision mot kraven i FR2000 Verksamhetsledning antagna av Rådet för FR2000 den 2018-10-04 1 Allmänna bestämmelser... 3 2 Revisorernas ansvar och agerande... 3 3 Genomförande av revision...
Välkomna! VBEF05, Anne Landin maj Med utveckling menas som bekant åsiktsförändring i för bedömaren behaglig rikting.
 2013 04 29 Kvalitets och miljösystem? Kontrollansvarig? Välkomna! Vad är ett kvalitets miljösystem? Varför i byggprocessen? (Vad består ett kvalitets miljösystem av?) Hur ska kontrollen fungera? Med utveckling
2013 04 29 Kvalitets och miljösystem? Kontrollansvarig? Välkomna! Vad är ett kvalitets miljösystem? Varför i byggprocessen? (Vad består ett kvalitets miljösystem av?) Hur ska kontrollen fungera? Med utveckling
Nyheter inom svetsstandardisering. Per-Åke Pettersson Certification, Inspecta Sweden AB
 Nyheter inom svetsstandardisering Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål SS-EN ISO 14732:2013
Nyheter inom svetsstandardisering Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål SS-EN ISO 14732:2013
Permanenta förband inte bara svetsning 2013-04-17
 Permanenta förband inte bara svetsning 1 Behållare av stål Svetsning 2 Behållare av glasfiberarmerad epoxi Laminering 3 Värmeväxlare Expansionsförband 4 Värmeväxlare Expansionsförband 5 Rörledning Lödning
Permanenta förband inte bara svetsning 1 Behållare av stål Svetsning 2 Behållare av glasfiberarmerad epoxi Laminering 3 Värmeväxlare Expansionsförband 4 Värmeväxlare Expansionsförband 5 Rörledning Lödning
LUNDS UNIVERSITET. Kvalitets- och miljöledning
 Kvalitets- och miljöledning 1 Kvalitet som begrepp Den internationella standarden för kvalitetsledning ger nedanstående definition i ISO 9000:2005 Ledningssystem för kvalitet Principer och terminologi:
Kvalitets- och miljöledning 1 Kvalitet som begrepp Den internationella standarden för kvalitetsledning ger nedanstående definition i ISO 9000:2005 Ledningssystem för kvalitet Principer och terminologi:
Hur vet man att man kan lita på ett labresultat? Kan man lita på de resultat andra rapporterar?
 Kvalitetssäkring Hur vet man att man kan lita på ett labresultat? Kan man lita på de resultat andra rapporterar? Inte ovanligt att: Olika lab rapporterar olika resultat (från exakt samma prov!) Olika analystekniker
Kvalitetssäkring Hur vet man att man kan lita på ett labresultat? Kan man lita på de resultat andra rapporterar? Inte ovanligt att: Olika lab rapporterar olika resultat (från exakt samma prov!) Olika analystekniker
Ansökan om granskning av kvalitetssystem enligt LVFS 2003:11 (för CE märkning av medicintekniska produkter)
") Företag (sökande): ansöker om granskning, av, som Anmält organ, enligt Läkemedelsverkets föreskrift LVFS 2003:11, (EG-direktiv 93/42/EEG senast ändrat genom 2007/47/EG2007/47/EG), enligt nedan Granskning
Företag (sökande): ansöker om granskning, av, som Anmält organ, enligt Läkemedelsverkets föreskrift LVFS 2003:11, (EG-direktiv 93/42/EEG senast ändrat genom 2007/47/EG2007/47/EG), enligt nedan Granskning
Boverkets författningssamling
 Boverkets författningssamling Boverkets föreskrifter om ändring av verkets föreskrifter och allmänna råd (2011:11) om effektivitetskrav för nya värmepannor som eldas med flytande eller gasformigt bränsle;
Boverkets författningssamling Boverkets föreskrifter om ändring av verkets föreskrifter och allmänna råd (2011:11) om effektivitetskrav för nya värmepannor som eldas med flytande eller gasformigt bränsle;
Vägledning för stålbyggare och andra berörda
 Vägledning för stålbyggare och andra berörda 5 utgåvan, 2019 CE-märkning av byggprodukter CE-märkning är ett system för produktmärkning inom EU- och EES-området som infördes av den Europeiska gemenskapen
Vägledning för stålbyggare och andra berörda 5 utgåvan, 2019 CE-märkning av byggprodukter CE-märkning är ett system för produktmärkning inom EU- och EES-området som infördes av den Europeiska gemenskapen
ABC - Hur certifiera verksamheten?
 ABC - Hur certifiera verksamheten? Läser du detta så kan ett skäl vara att ni funderar på att införa ett ledningssystem i verksamheten. Det tycker vi är jättebra. En certifiering är dock ingen garanti
ABC - Hur certifiera verksamheten? Läser du detta så kan ett skäl vara att ni funderar på att införa ett ledningssystem i verksamheten. Det tycker vi är jättebra. En certifiering är dock ingen garanti
Checklista för insyning/revision av skolor som utbildar svetsare enligt IIWs riktlinjer, IW - Internationell svetsare
 Utbildningsanordnare Bilaga 2 Sida 1 of 5 Checklista för insyning/revision av skolor som utbildar svetsare enligt IIWs riktlinjer, IW - Internationell svetsare Skola: Svetsmetod Svetsmetod Svetsmetod Svetsmetod
Utbildningsanordnare Bilaga 2 Sida 1 of 5 Checklista för insyning/revision av skolor som utbildar svetsare enligt IIWs riktlinjer, IW - Internationell svetsare Skola: Svetsmetod Svetsmetod Svetsmetod Svetsmetod
Transportstyrelsens föreskrifter om godkännande av organisationer för underhåll av
 Transportstyrelsens föreskrifter om godkännande av organisationer för underhåll av flygmateriel; beslutade den 3 juni 2014. Transportstyrelsen föreskriver följande med stöd av 3 kap. 4 och 14 kap. 16 luftfartsförordningen
Transportstyrelsens föreskrifter om godkännande av organisationer för underhåll av flygmateriel; beslutade den 3 juni 2014. Transportstyrelsen föreskriver följande med stöd av 3 kap. 4 och 14 kap. 16 luftfartsförordningen
Sid 1 (5) KONTROLLMOMENT. Typkontrollintyg Kvalitets- och identitetsintyg Kontrolldokumentation (S)
 KONTROLLMOMENT. Typkontrollintyg Kvalitets- och identitetsintyg Kontrolldokumentation (S)") Sid 1 (5) KONTROLLMOMENT Typkontrollintyg Kvalitets- och identitetsintyg Kontrolldokumentation Beteckning KBE EP-180 Utgåva 2 (S) Datum Ersätter 2013-08-20 1 (S) 1 OMFATTNING Kontrollmomentet tillämpas
Sid 1 (5) KONTROLLMOMENT Typkontrollintyg Kvalitets- och identitetsintyg Kontrolldokumentation Beteckning KBE EP-180 Utgåva 2 (S) Datum Ersätter 2013-08-20 1 (S) 1 OMFATTNING Kontrollmomentet tillämpas
Kvalitetssäkring vid svetsning, SS-EN ISO 3834
 Kvalitetssäkring vid svetsning, SS-EN ISO 3834 Kvalitetsstyrning enligtkvalitetskrav för smältsvetsning av metalliska material (SS-EN ISO 3834) samt översikt av relaterade standarder Kap 1-18. Kap 1. Omfattning»
Kvalitetssäkring vid svetsning, SS-EN ISO 3834 Kvalitetsstyrning enligtkvalitetskrav för smältsvetsning av metalliska material (SS-EN ISO 3834) samt översikt av relaterade standarder Kap 1-18. Kap 1. Omfattning»
Checklista för utvärdering av miljöledningssystem enligt ISO 14001:2004
 Checklista för utvärdering av miljöledningssystem enligt ISO 14001:2004 I checklistan gäller det att instämma med de påståenden som anges i listan för att vara säker på att verksamhetens miljöledningssystem
Checklista för utvärdering av miljöledningssystem enligt ISO 14001:2004 I checklistan gäller det att instämma med de påståenden som anges i listan för att vara säker på att verksamhetens miljöledningssystem
Kravspecifikation för erhållande av certifikat för säkerhetsbesiktning och årlig driftkontroll av medicinska gasanläggningar.
 Samrådsgruppen för 2017-09-16 1(5) Medicinska gasanläggningar* Kravspecifikation för erhållande av certifikat för säkerhetsbesiktning och årlig driftkontroll av medicinska gasanläggningar. 1. Bakgrund
Samrådsgruppen för 2017-09-16 1(5) Medicinska gasanläggningar* Kravspecifikation för erhållande av certifikat för säkerhetsbesiktning och årlig driftkontroll av medicinska gasanläggningar. 1. Bakgrund
KVALITETS- MANUAL. Ansvarig: Jonas Danielsson. Senast reviderad: Kvalitetsmanual: 2006-10-01 Kvalitetssystemets dokumentation: 2006-09-30
 KVALITETS- MANUAL Ansvarig: Jonas Danielsson Senast reviderad: Kvalitetsmanual: 2006-10-01 Kvalitetssystemets dokumentation: 2006-09-30 B2B IT-Partner AB Box 1018, Svetsarvägen 8, 171 21 Solna Telefon
KVALITETS- MANUAL Ansvarig: Jonas Danielsson Senast reviderad: Kvalitetsmanual: 2006-10-01 Kvalitetssystemets dokumentation: 2006-09-30 B2B IT-Partner AB Box 1018, Svetsarvägen 8, 171 21 Solna Telefon
Ändringar i produktstandarder. Hur vet man om en standard gäller? Inspecta Academy
 Ändringar i produktstandarder. Hur vet man om en standard gäller? Inspecta Academy Vilka standarder? Innan vi kan prata om ändringar i standarder måste vi veta vad det är för sorts standarder det handlar
Ändringar i produktstandarder. Hur vet man om en standard gäller? Inspecta Academy Vilka standarder? Innan vi kan prata om ändringar i standarder måste vi veta vad det är för sorts standarder det handlar
Dispens från krav på övervakning av ackrediterat organ vid kvalificering av vissa komponenter
 Dokumentstatus: Godkänt Forsmarks Kraftgrupp AB 742 03 Östhammar Beslut Vårt datum: 2018-05-30 Er referens: F-0078357 Diarienr: SSM2018-2220 Handläggare: Erik Strindö Telefon: +46 8 799 44 93 Dispens från
Dokumentstatus: Godkänt Forsmarks Kraftgrupp AB 742 03 Östhammar Beslut Vårt datum: 2018-05-30 Er referens: F-0078357 Diarienr: SSM2018-2220 Handläggare: Erik Strindö Telefon: +46 8 799 44 93 Dispens från
Dok. Nr: VE-00172-V Verksamhetsmanual Benning Sweden AB
 1(12) Inledning... 3 Företagspresentation... 3 Affärsidè... 3 Verksamhetssystemets omfattning... 3 Organisation... 4 Ledningsforum... 4 Ledningsfunktionen, VD... 5 Försäljning... 5 Produktenheten... 5
1(12) Inledning... 3 Företagspresentation... 3 Affärsidè... 3 Verksamhetssystemets omfattning... 3 Organisation... 4 Ledningsforum... 4 Ledningsfunktionen, VD... 5 Försäljning... 5 Produktenheten... 5
Ansökan om ackreditering som certifieringsorgan
 Ansökan om ackreditering som certifieringsorgan Ackrediteringssökande är införstådd med reglerna för ackrediterade certifieringsorgan och förbinder sig att uppfylla dessa samt att till Swedac rapportera
Ansökan om ackreditering som certifieringsorgan Ackrediteringssökande är införstådd med reglerna för ackrediterade certifieringsorgan och förbinder sig att uppfylla dessa samt att till Swedac rapportera
Trafikkontorets krav
 Trafikkontorets krav avseende kvalitetsledningssystem vid leverans av varor, tjänster och entreprenader 2(2) Innehållsförteckning sida Inledning 3 1. på leverantör 4 2. Kvalitetsledningssystem 5 3. Resurser
Trafikkontorets krav avseende kvalitetsledningssystem vid leverans av varor, tjänster och entreprenader 2(2) Innehållsförteckning sida Inledning 3 1. på leverantör 4 2. Kvalitetsledningssystem 5 3. Resurser
Mekaniska förband EN
 Nordic Fastening Group AB Rattgatan 15 442 40 Kungälv Tel: 0303 206700 www.nfgab.se Mekaniska förband EN 1090-2 SS-EN 1090-2. Utförande av stål & aluminiumkonstruktioner. Mekaniska förband TEXT MED STOR
Nordic Fastening Group AB Rattgatan 15 442 40 Kungälv Tel: 0303 206700 www.nfgab.se Mekaniska förband EN 1090-2 SS-EN 1090-2. Utförande av stål & aluminiumkonstruktioner. Mekaniska förband TEXT MED STOR
Med den här boken får du: Författaren:
 Innehåll Kapitel Sida Inledning 5 1 Myndigheternas roll och inspektionsverksamhet 12 2 Kvalitetsarbete och kvalitetsledning 15 3 Organisationen och personal 19 4 Utveckling av medicintekniska produkter
Innehåll Kapitel Sida Inledning 5 1 Myndigheternas roll och inspektionsverksamhet 12 2 Kvalitetsarbete och kvalitetsledning 15 3 Organisationen och personal 19 4 Utveckling av medicintekniska produkter
Vad är ackreditering?
 Vad är ackreditering? Ackreditering är en kompetensbekräftelse på att en juridisk person (företag) uppfyller krav ställda i lagar, föreskrifter, standarder. Varför ackreditering? Ackrediteringen kan vara
Vad är ackreditering? Ackreditering är en kompetensbekräftelse på att en juridisk person (företag) uppfyller krav ställda i lagar, föreskrifter, standarder. Varför ackreditering? Ackrediteringen kan vara
Welding Procedure and Qualification Management WELDEYE-PROGRAMVARAN FÖR SVETSKOORDINERING OCH DOKUMENTATION
 Welding Procedure and Qualification Management WELDEYE-PROGRAMVARAN FÖR SVETSKOORDINERING OCH DOKUMENTATION 17.01.2018 Welding Procedure and Qualification Management EFFEKTIV HANTERING AV SVETSPROCEDURER,
Welding Procedure and Qualification Management WELDEYE-PROGRAMVARAN FÖR SVETSKOORDINERING OCH DOKUMENTATION 17.01.2018 Welding Procedure and Qualification Management EFFEKTIV HANTERING AV SVETSPROCEDURER,
Göteborgs universitet Intern miljörevision. Exempel på frågor vid platsbesök
 Göteborgs universitet 2007-06-26 Intern miljörevision Exempel på frågor vid platsbesök Nedan finns exempel på frågor som kan ställas vid platsbesök inom den interna miljörevisionen. Ytterligare följdfrågor
Göteborgs universitet 2007-06-26 Intern miljörevision Exempel på frågor vid platsbesök Nedan finns exempel på frågor som kan ställas vid platsbesök inom den interna miljörevisionen. Ytterligare följdfrågor
Styrelsens för ackreditering och teknisk kontroll (Swedac) föreskrifter och allmänna råd (STAFS 2011:5) om anmälda organ
 föreskrifter och allmänna råd (STAFS 2011:5) om anmälda organ") Konsoliderad version av Styrelsens för ackreditering och teknisk kontroll (Swedac) föreskrifter och allmänna råd (STAFS 2011:5) om anmälda organ Ändring införd t.o.m. STAFS 2012:10 Tillämpningsområde 1
Konsoliderad version av Styrelsens för ackreditering och teknisk kontroll (Swedac) föreskrifter och allmänna råd (STAFS 2011:5) om anmälda organ Ändring införd t.o.m. STAFS 2012:10 Tillämpningsområde 1
Certifiering av kedjor
 Certifiering av kedjor Regler för ber Bokföring KONTROLLMATERIAL Reglerna för certifiering av kedjor ska du tillämpa tillsammans med reglerna för Butik, kapitel 14, eller reglerna för Restauranger och
Certifiering av kedjor Regler för ber Bokföring KONTROLLMATERIAL Reglerna för certifiering av kedjor ska du tillämpa tillsammans med reglerna för Butik, kapitel 14, eller reglerna för Restauranger och
Uppdaterade stardarder för kvalificering av svetsare. Per-Åke Pettersson Certification, Inspecta Sweden AB
 Uppdaterade stardarder för kvalificering av svetsare Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål
Uppdaterade stardarder för kvalificering av svetsare Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål
MontageledarN. Svetsansvarig.se. Utbildning. Svetsansvarig i Sverige AB
 Utbildning MontageledarN Kursinformation MontageledarN Kursen riktar sig till personer, som leder montage, montörer, tillverkningsledare eller projektledare av stålkonstruktioner enligt EN 1090-2. Utbildningen
Utbildning MontageledarN Kursinformation MontageledarN Kursen riktar sig till personer, som leder montage, montörer, tillverkningsledare eller projektledare av stålkonstruktioner enligt EN 1090-2. Utbildningen
STYRNING AV DOKUMENT OCH DATA 1. SYFTE 2. OMFATTNING 3. ANSVAR / AKTUELLTHÅLLANDE 4. BESKRIVNING (5) Tore Magnusson
 Tore Magnusson") 3.0 2012-11-16 1(5) STYRNING AV DOKUMENT OCH DATA 1. SYFTE Att styra hanteringen av Scandinavian Medical Swedens (Scan Med) kvalitetsdokument för att säkerställa att rätt utgåva finns hos berörda (interna
3.0 2012-11-16 1(5) STYRNING AV DOKUMENT OCH DATA 1. SYFTE Att styra hanteringen av Scandinavian Medical Swedens (Scan Med) kvalitetsdokument för att säkerställa att rätt utgåva finns hos berörda (interna
Dispens för svetsade komponenter och reservdelar i förråd vid Oskarshamns kärnkraftverk
 Dokumentstatus: Godkänt Sida 1 (7) OKG Aktiebolag 572 83 Oskarshamn Beslut Vårt datum: 2016-02-11 Er referens: 2015-30768 Diarienr: SSM2015-5219 Handläggare: Erik Strindö Telefon: +46 8 799 44 93 Dispens
Dokumentstatus: Godkänt Sida 1 (7) OKG Aktiebolag 572 83 Oskarshamn Beslut Vårt datum: 2016-02-11 Er referens: 2015-30768 Diarienr: SSM2015-5219 Handläggare: Erik Strindö Telefon: +46 8 799 44 93 Dispens
KVALITETSSÄKRINGSSYSTEM FÖR. GasNeon LED Sign AB
 KVALITETSSÄKRINGSSYSTEM FÖR GasNeon LED Sign AB Org. nr 556200-2690 Detta dokument gäller hela företaget och all dess verksamhet. Kvalitetsdokumentet är i huvudsak uppbyggt enligt ISO 9001. Dokumentets
KVALITETSSÄKRINGSSYSTEM FÖR GasNeon LED Sign AB Org. nr 556200-2690 Detta dokument gäller hela företaget och all dess verksamhet. Kvalitetsdokumentet är i huvudsak uppbyggt enligt ISO 9001. Dokumentets
Ledningssystem för kvalitet en introduktion
 ISO 9001 Ledningssystem för kvalitet en introduktion Innehåll 3 Vad är ett ledningssystem för kvalitet? 3 ISO 9001 4 Varför ska man ha ett kvalitetsledningssystem? 5 Hur man börjar? 7 Vad betyder certifiering?
ISO 9001 Ledningssystem för kvalitet en introduktion Innehåll 3 Vad är ett ledningssystem för kvalitet? 3 ISO 9001 4 Varför ska man ha ett kvalitetsledningssystem? 5 Hur man börjar? 7 Vad betyder certifiering?
Certifiering av pannskötare
 [presentation title] via >Insert >Header & Footer Certifiering av pannskötare Pannoperatörscertifiering Detta är ett helt nytt begrepp som aldrig används i Sverige. Fram tills denna föreskrift träder i
[presentation title] via >Insert >Header & Footer Certifiering av pannskötare Pannoperatörscertifiering Detta är ett helt nytt begrepp som aldrig används i Sverige. Fram tills denna föreskrift träder i
L U N D S U N I V E R S I T E T. Kvalitets- och miljöledning
 Kvalitets- och miljöledning 1 Kvalitet som begrepp Den internationella standarden för kvalitetsledning ger nedanstående definition i ISO 9000:2005 Ledningssystem för kvalitet Principer och terminologi:
Kvalitets- och miljöledning 1 Kvalitet som begrepp Den internationella standarden för kvalitetsledning ger nedanstående definition i ISO 9000:2005 Ledningssystem för kvalitet Principer och terminologi:
Att söka tillstånd för gasol på restaurang
 Att söka tillstånd för gasol på restaurang Gasol är för många en självklarhet på restaurang på grund av dess goda egenskaper och flexibilitet. Gasol används bland annat till spisar, ugnar, grillar och
Att söka tillstånd för gasol på restaurang Gasol är för många en självklarhet på restaurang på grund av dess goda egenskaper och flexibilitet. Gasol används bland annat till spisar, ugnar, grillar och
En övergripande presentation
 En övergripande presentation Processorienterad verksamhetsledning för företag i BI:s verktyg för företagsutveckling Vad är Povel? Bakgrund Många byggföretag har svårt att hantera verksamhetsstyrning på
En övergripande presentation Processorienterad verksamhetsledning för företag i BI:s verktyg för företagsutveckling Vad är Povel? Bakgrund Många byggföretag har svårt att hantera verksamhetsstyrning på
MANUAL KVALITETSSYSTEM ISO 9001
 MANUAL KVALITETSSYSTEM ISO 9001 HÄFLA BRUK KVALITETSSYSTEM Introduktion Häfla Bruks AB har i sin affärsidé att producera och leverera produkter till rätt kvalité i överensstämmelse med nationella och internationella
MANUAL KVALITETSSYSTEM ISO 9001 HÄFLA BRUK KVALITETSSYSTEM Introduktion Häfla Bruks AB har i sin affärsidé att producera och leverera produkter till rätt kvalité i överensstämmelse med nationella och internationella
Kvalitets och miljösystem på byggföretag
 2016 09 15 Kvalitets och miljösystem på byggföretag Välkomna! Varför ledningssystem för kvalitets & miljö? Vad består ett ledningssystem för kvalitet av? Varför i byggprocessen? Hur hänger det ihop med
2016 09 15 Kvalitets och miljösystem på byggföretag Välkomna! Varför ledningssystem för kvalitets & miljö? Vad består ett ledningssystem för kvalitet av? Varför i byggprocessen? Hur hänger det ihop med
Svensk Kvalitetsbas kravstandard (1:2016)
") Svensk Kvalitetsbas kravstandard (1:2016) 1. Utfärdare 2. Revisorer 3. Verksamheter Antagen den 25 augusti 2016 www.svenskkvalitetsbas.se 1 INNEHÅLL Inledning... 3 Syfte med standarden... 3 Föreningens
Svensk Kvalitetsbas kravstandard (1:2016) 1. Utfärdare 2. Revisorer 3. Verksamheter Antagen den 25 augusti 2016 www.svenskkvalitetsbas.se 1 INNEHÅLL Inledning... 3 Syfte med standarden... 3 Föreningens
Uppdateringar kvalitetsmanual
 Uppdateringar kvalitetsmanual Ytterligare uppdateringar gällande ISO/IEC 17020. Vi har nu fått feedback från Swedac och uppdaterar manualen utifrån dessa för att möta kraven i ISO/IEC 17020. Uppdaterade
Uppdateringar kvalitetsmanual Ytterligare uppdateringar gällande ISO/IEC 17020. Vi har nu fått feedback från Swedac och uppdaterar manualen utifrån dessa för att möta kraven i ISO/IEC 17020. Uppdaterade
Auktorisation Ventilationsföretag
 Auktorisation Ventilationsföretag Fastställda anvisningar och kriterier Antagna 2017-01-31 Dessa anvisningar anger kraven för auktorisation av entreprenadföretag som tillhandahåller tjänster rörande ventilationstekniska
Auktorisation Ventilationsföretag Fastställda anvisningar och kriterier Antagna 2017-01-31 Dessa anvisningar anger kraven för auktorisation av entreprenadföretag som tillhandahåller tjänster rörande ventilationstekniska
MÅLBESKRIVNING. Grundutbildning för VVS-montörer. Innehåll: VVS-teori och VVS-material 2. VVS-svets och lödning 3. Arbetsmiljö och säkerhet 3
 MÅLBESKRIVNING Grundutbildning för VVS-montörer Innehåll: VVS-teori och VVS-material 2 VVS-svets och lödning 3 Arbetsmiljö och säkerhet 3 Arbetsredskap 4 Ellära och elkompetens 4 Energi 5 Entreprenadkunskap
MÅLBESKRIVNING Grundutbildning för VVS-montörer Innehåll: VVS-teori och VVS-material 2 VVS-svets och lödning 3 Arbetsmiljö och säkerhet 3 Arbetsredskap 4 Ellära och elkompetens 4 Energi 5 Entreprenadkunskap