EXAMENSARBETE. Termomekanisk analys av svarvstål Volvo Aero Corporation. Thermomechanical Analysis of a Turning Tool Volvo Aero Corporation
|
|
|
- Elisabeth Henriksson
- för 6 år sedan
- Visningar:
Transkript
1 2002:43M EXAMENSARBETE Termomekanisk analys av svarvstål Volvo Aero Corporation Thermomechanical Analysis of a Turning Tool Volvo Aero Corporation Karin Pantzar Högskolan Trollhättan/Uddevalla Institutionen för Teknik Box 957, Trollhättan Tel: Fax: E-post: teknik@htu.se
2 Termomekanisk analys av svarvstål EXAMENSARBETE Termomekanisk analys av svarvstål Volvo Aero Corporation Sammanfattning Uppdragsgivare för undersökningen är Volvo Aero Corporation, som har en bred verksamhet inom flygindustrin. Företaget har i sin tillverkning haft svarvstål där skäreggen deformerats eller brustit vid bearbetning i titan. Volvo Aero ville ha hjälp med att utreda varför skäreggen brast och om geometrin gick att optimera. Målet var att utföra beräkningar, analysera resultatet och dra slutsatser om orsaker till svarvstålshaveri. Målet var också att fastställa eventuella gränser för utformning av optimal eggeometri. Examensarbetets mål uppnåddes genom aktiviteterna förstudier och verifiering, vilket bl a innebar att studera temperaturberäkningar i ANSYS 5.7 respektive utföra avancerade beräkningar och analysera resultatet. Beräkning med hög tryckbelastning på skäret visar ett band av hög effektivspänning från hörnet där belastningen slutar och snett nedåt ytterkanten på skäreggen. Plastisk töjning uppstår i det område där effektivspänningen är som störst. Materialet kommer att brista här till följd av skjuvning eller så flyttar materialet sig utåt ytterkanten och bygger på under skäreggen. Beräkningen utfördes även på en modell med annan skäreggsgeometri. Samma spänningsbild och plastiska töjning uppstod som vid beräkning av originalmodellen. Den nya geometrin visar inte några fördelar jämfört med originalgeometrin vad gäller spänning och plastisk töjning, men kanske skulle kylningen ha större effekt. Ytterligare en beräkning utfördes på originalmodellen denna gång med hög temperaturlast, vilket gav hög effektivspänning och plastisk töjning i det område där temperaturen var störst. Gemensamt för dessa beräkningar är att de höga spänningarna och den plastiska töjningen kan motverkas av en kraftig kylning. En driftsäker kylning är därför mycket viktig. Nyckelord: Skärande bearbetning, svarvstål, termomekanisk analys Utgivare: Högskolan Trollhättan/Uddevalla, Institutionen för Teknik Box 957, Trollhättan Tel: Fax: E-post: teknik@htu.se Författare: Karin Pantzar Examinator: Leif Olsson Handledare: Kjell Niklasson, HTU, Anders Wretland, Volvo Aero Corporation Poäng: 10 Nivå: C Huvudämne: Maskinteknik Inriktning: FEM Språk: Svenska Nummer: 2002:43M Datum: i -
3 Termomekanisk analys av svarvstål Thesis Thermomechanical Analysis of a Turning Tool Volvo Aero Corporation Summary The investigation was requested by Volvo Aero Corporation, a company operating in the international aero-engine industry. The company has had turning tools where the cutting edge broke or was deformed while machining titanium. Volvo Aero wanted help to investigate why the tool broke and if the edge geometry was possible to optimize. The goal was to perform calculations, analyze the results and make conclusions about causes to the tool damage. The purpose was to establish possible limits of optimum edge geometry. The goal of the dissertation was achieved through the main activities prestudies and verification, which included studying thermal calculations in Ansys 5.7 and performing advanced calculations and analyzing the results. Calculations with high pressure loads on the tool shows an area of high equivalent stress, from the corner where the load ends and slanting downwards the fringe of the cutting edge. Plastic strain appears in the area where equivalent stress reaches it s maximum. The material will either brake in this region in consequence of shearing or the material will move towards the fringe and build up beneath the cutting edge. The calculation was also performed on a model with a different edge geometry, which showed the same type of equivalent stress and plastic strain as was seen for the original model. Regarding the stresses the new geometry did not show any advantages compared to the original geometry, but maybe the cooling could have better effect. An additional calculation was performed on the original model this time with large thermal loads, which lead to large equivalent stress and plastic strain in the region where the temperature was high. Common to these calculations is that the high stress and plastic strain are reduced by a strong cooling. A reliable cooling is therefore very important. Keywords: Cutting and chip removing machining, turning tool, thermomechanical analysis Publisher: University of Trollhättan/Uddevalla, Department of Technology Box 957, S Trollhättan, SWEDEN Phone: Fax: teknik@htu.se Author: Karin Pantzar Examiner: Leif Olsson Advisor: Kjell Niklasson, HTU, Anders Wretland, Volvo Aero Corporation Subject: Mechanical Engineering, Finite Element Method Language: Swedish Number: 2002:43M Date: January 1, ii -
4 Termomekanisk analys av svarvstål Innehållsförteckning Sammanfattning... i Summary... ii Innehållsförteckning...iii 1 Inledning Företagspresentation Bakgrund Mål Avgränsningar Förutsättningar FEM - Finita Element Metoden Kort om skärande bearbetning Metod Förstudier Problemställningar inför verifiering Beräkningsunderlag Modeller Belastning Materialdata Beräkningsdata i Ansys Beräkningar resultat och analys Hur svarvstålet deformeras då materialet flyter Beräkning med överdrivet hög tryckbelastning Beräkning med överdrivet hög temperaturbelastning Beräkning på 3D-modell Feluppskattning Slutsatser Referensförteckning Bilagor iii -

5 Termomekanisk analys av svarvstål 1 Inledning Rapporten redovisar och avhandlar ett examensarbete som omfattar 10 poäng på C-nivå. Kursen ingår i maskiningenjörsutbildningen, 120 poäng, med inriktning mot produktutveckling vid Högskolan Trollhättan/Uddevalla. Arbetet är utfört åt Volvo Aero Corporation, Trollhättan, och rapporten vänder sig till företaget, högskolestuderande med teknisk inriktning samt handledare på HTU. 1.1 Företagspresentation Volvo Aero Corporation (VAC) ingår i Volvokoncernen och har sitt huvudkontor i Trollhättan. Företaget har en bred verksamhet inom flygindustrin. VAC utvecklar och tillverkar komponenter till civila och militära flygmotorer, brännkammare och turbiner till rymdraketer samt marin- och landbaserade gasturbiner. Dessutom har företaget ett brett utbud av tjänster, underhåll och reparation av motorer och ett omfattande utbud av reservdelar och komponenter. VAC hade 4240 anställda vid slutet av år 2000 och nettoomsättningen var Mkr för samma år. [1] 1.2 Bakgrund VAC har i sin tillverkning av rotorer för motorns kalla delar haft svarvstål där skäreggen deformerats eller brustit vid bearbetning i titan. Ett projekt har pågått under ett antal år för att tillsammans med Sandvik Coromant ta fram ett fungerande svarvstål i hårdmetall. De största problemen med skäret var att eggen brast eller deformerades och att skärets livslängd var för kort, se bild Utformningen av skärstålet, samt ändrad kylmetod har varit faktorer som påverkat svarvstålets livslängd positivt. I nuläget fungerar svarvstålet förhållandevis bra, men emellanåt deformeras skäreggen ändå i form av kamsprickor, vilka kan leda till att stora stycken av eggen bryts loss s k tandlossning och ibland verkar det som om materialet i skäreggen nått sträckgränsen och flutit för att sedan deformeras och gå sönder. Bild visar hur skäreggen har brustit
6 Termomekanisk analys av svarvstål VAC ville ha hjälp med att utreda varför skäreggen brister trots de förbättringar som gjorts senaste åren. En grundidé är att kontrollera spänningar som uppstår i svarvstålets skäregg när ingreppet flyttar sig runt skäret och temperaturen abrupt läggs på respektive tas bort på ingreppsytorna. En annan tanke är att se om svarvstålets skäreggsgeometri går att optimera och hur olika kylning påverkar spänningsbilden. 1.3 Mål Målet är att utföra beräkningar, analysera resultatet och härifrån dra slutsatser om eventuella orsaker till skäreggshaveri. Målet var också att fastställa eventuella gränser för utformning av optimal eggeometri. 1.4 Avgränsningar Följande avgränsningar har gjorts i examensarbetet: Ingen praktisk mätning eller provning genomförs. Materialdata som ej kan erhållas från Sandvik får antas. Förenkling av modell, temperaturfördelning, spänningsfördelning m m får utföras för att simulering ska vara möjlig. Ingen hänsyn tas till spånbildning eller liknande påverkan på arbetstycket. Beräkningen kommer att avse begränsade skärdata, exempelvis endast vissa skärdjup, matningar m m, då alla kombinationer vore omöjliga att täcka inom utsatt tid
7 Termomekanisk analys av svarvstål 2 Förutsättningar Rapporten vänder sig till maskintekniskt utbildade personer och för att den lätt ska kunna förstås ges en kort beskrivning av FEM och skärande bearbetning. 2.1 FEM - Finita Element Metoden FEM innebär att den modell som ska beräknas indelas i s.k. element, där beräkningar utförs först för varje element och sedan för hela modellen. Elementen ses som ett rutnät på modellen. Modellerna görs vanligen i ett CAD-program och importeras till FEMprogrammet eller skapas direkt i FEM-programmet. Beräkningarna kan vara av olika typ exempelvis hållfasthetsberäkning, temperaturberäkning och elektromagnetisk beräkning. Resultaten är spänning, deformation, temperatur och flöden m m. Denna rapport avser temperatur- och hållfasthetsberäkning. Vid beräkning i FEM-programmet Ansys kan modellen delas in i olika typer av element beroende på vilken beräkningstyp som ska utföras, det finns exempelvis element som klarar endast balkböjning, endast temperatur och det finns även elementtyper som klarar flera sorters beräkningstyper samtidigt. 2.2 Kort om skärande bearbetning Skärande eller spånavskiljande bearbetning kan delas in i olika metoder t ex borrning, fräsning, slipning och svarvning. Denna rapport kommer endast att behandla svarvning. Skärande bearbetning definieras som bearbetningsoperationer där material avskiljs från ett ämne för att framställa en geometriskt definierad form. Ämnet som bearbetas kallas vanligen för arbetsstycke och det material som avskiljs kallas spåna. Materialavverkningen sker med ett verktyg med skärande egg som måste vara gjort för att tåla de extrema tryck och temperaturer som uppstår vid bearbetningen. Verktyget hålls fast mot arbetsstycket med en verktygsmaskin som för verktyget utefter önskad rörelseprofil. Materialet avverkas genom en kombination av två rörelser: rotationsrörelse samt matningsrörelse, se bild Bild visar schematiskt en svarvoperation
8 Termomekanisk analys av svarvstål Skärdata är ett mycket viktigt begrepp inom skärande bearbetning, det omfattar bl a skärhastighet, matning och skärdjup. Dessa definieras enligt följande: Skärhastigheten, v c [m/min], är arbetstyckets periferihastighet. Matningen, f [mm/varv], är den axiella verktygsförflyttningen och är vinkelrät mot periferihastigheten. Skärdjupet, a p [mm], är tjockleken på det materialskikt som avverkas. Skärdjupet är vinkelrätt mot periferihastigheten och matningsriktningen. De krafter som påverkar svarvstålet under bearbetningen kallas för skärkrafter. Den totala skärkraften, F, delas upp i tre vinkelräta komposanter F c, F f och F p, se bild 4.2.3: Tangentialkraften, F c, verkar i skärhastighetens riktning. Matningskraften, F f, verkar i matningsriktningen och är den kraft som krävs för förflyttning av verktyget längs arbetsstyckets axel. Radialkraften, F p, verkar i skärdjupets riktning och påverkar arbetsstyckets utböjning. Tangentialkraften beror på skärdjup, matning och specifika skärkraften, k c [N/mm 2 ]. Specifika skärkraften varierar med matning och arbetsmaterialets sträckgräns. Vid grovbearbetning gäller approximativt ekv som förhållande krafterna emellan. [2] F c : F f : F p = 4 : 2 : 1 Ekv visar förhållandet mellan skärkraftens komposanter. 3 Metod Examensarbetets målbeskrivning uppnåddes genom att utföra följande planerade huvudaktiviteter: Förstudier: Studera temperaturberäkningar i ANSYS 5.7. Beräkning med enkla 2Dmodeller. Utföra bakgrundsstudier inom området skärande bearbetning. Verifiering: Utföra avancerade beräkningar i ANSYS 5.7. Analysera resultat


9 Termomekanisk analys av svarvstål 3.1 Förstudier För att få fram en bra utgångspunkt för fortsatt beräkning utfördes beräkningar med enkla 2D-modeller. Här testades materialvärden, temperaturbelastning och tryckbelastning, resultatet från dessa jämfördes med befintliga data från VAC. Då dessa resultat verkade stämma med verkligheten kunde arbetet med avancerade beräkningar starta. 3.2 Problemställningar inför verifiering Problemställningar sattes upp inför de avancerade beräkningarna, detta för att hitta en väg för hur beräkningarna skulle utvecklas. Genom resultatet från varje beräkning kunde nästkommande problemställning ta form. Eftersom området närmast skäreggen, den s k läppen, se bild 3.2.1, var det ställe där materialet deformerades, fokuserades beräkningarna till den. Bild visar läppen markerad på svarvstålet och förstorad. Problemställningarna var följande: Hur påverkas svarvstålet när det belastas med skärkrafter, höga temperaturer och kylning från skärvätskan? Hur påverkas svarvstålet under avkylningsförloppet omedelbart efter det varit i ingrepp? Hur påverkas svarvstålet av varierande kylning under ingrepp? Kan formen på läppen optimeras för att ge lägre spänningar eller ett mer uniformt avsvalnande? Hur mycket kan svarvstålet belastas innan läppen deformeras? - 5 -

10 Termomekanisk analys av svarvstål 4 Beräkningsunderlag 4.1 Modeller Två olika 2D-modeller framställdes i Ansys 5.7, en med läpp enligt VACs originalgeometri på svarvstålet och en med en smalare läpp, se bild Dessa 2Dmodeller beräknades sedan i Ansys med rotationssymmetri. En 3D-modell, enligt originalutförande, skapades och skars ned till endast ett segment av skäret. Detta för att begränsa tidsåtgången vid beräkningen då en större modell ger fler element och alla beräkningar sker element för element. Bild visar till vänster originalläpp och till höger en smalare läpp. 4.2 Belastning Beräkningarna utfördes med två olika matningar, 0.1 mm/varv och 0.3 mm/varv. Dessa simulerades med skärkrafter och temperaturfördelning för respektive matning. Temperaturer och deras fördelning på skäreggen antogs med värden från tidigare tester utförda på VAC, se bild Temperaturerna lades på modellerna (2D) i punkter, Ansys fördelar sedan dessa så att temperaturen varierar linjärt mellan punkterna. På 3Dmodellen lades temperaturen på motsvarande linjer där Ansys varierade temperaturen över ytorna mellan linjerna. Spänningarna beräknades endast för matning 0.3 mm/varv i 3D-modellen. Konvektion Konvektion Bild visar hur temperaturer och kylning lagts på i resp. matningsfall a) 0.1 mm/varv b) 0.3 mm/varv - 6 -
11 Termomekanisk analys av svarvstål Kylning från skärvätskan simulerades genom att s.k. konvektion lades på linjerna där skärvätskan verkar. Konvektion simuleras genom att man tänker sig en vätska som strömmar mot ytan i en viss hastighet och med viss temperatur. Flödeshastigheten och andra materialdata för kylmediet ger upphov till ett värmeövergångstal d.v.s. hur lätt mediet tar upp värme från materialet bredvid. Kylningstemperaturen angavs till 25 C. För att få fram lämpligt värmeövergångstal testades ett antal värden i olika beräkningar. Temperaturen lästes av för fyra punkter i läppens mitt, se bild T 1 T 2 T 3 T 4 Bild visar var temperaturen avlästes. Resultatet kan ses i diagram Effekten av ökat värmeövergångstal ökar till en början då temperaturen minskar kraftigt i alla punkterna, men någonstans efter 100 mw/mm 2 C minskar effekten och endast en liten minskning av temperaturen kan ses för varje ökning av värmeövergångstalet. I beräkningarna valdes ett värde på 100 mw/mm 2 C för kylmediet Temperatur T1 T2 T3 T4 Värmeövergångstal Diagram visar hur temperaturen sjunker med ökat värmeövergångstal
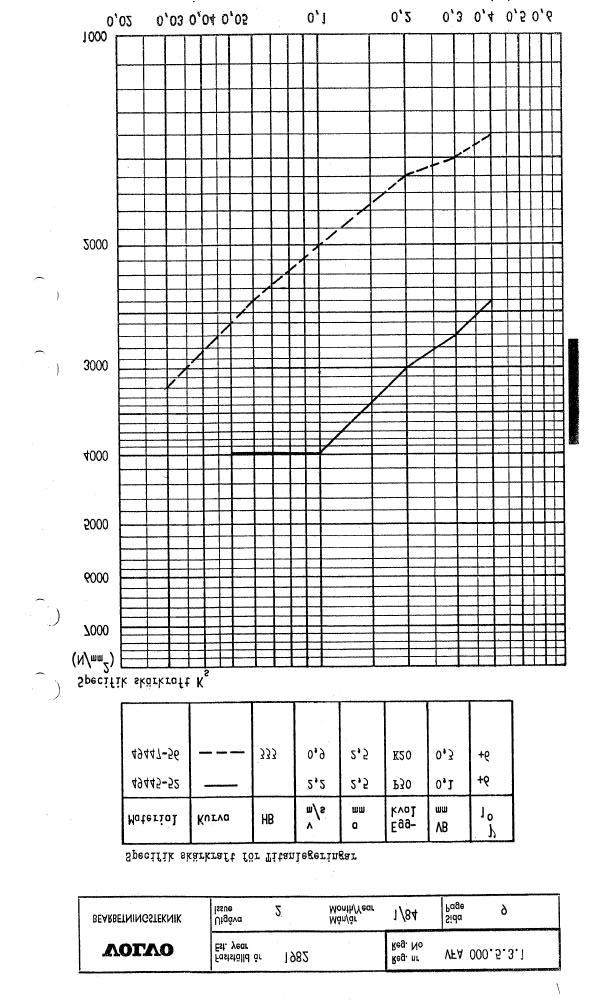
12 Termomekanisk analys av svarvstål Skärkrafterna simulerades med tryckspänning på linjer i 2D-beräkningarna och på motsvarande ytor i 3D-beräkningen. Värdet på tryckspänningen erhölls genom att k c - värdet kunde användas direkt. k c -värdet behövde inte räknas om till skärkrafter, då beräkningen avser det snitt där svarvstålet går i ingrepp i matningsledd när skärdjupet är lika stort som skärets radie, se bild Förhållandet mellan tryckspänningarna är detsamma som mellan skärkrafterna, se ekv F c F f F p v c Arbetsstycke f Skärstål Bild visar hur skärkrafterna är riktade mot rundskäret då skärdjupet är lika stort som skärets radie. Tryckbelastningen lades på modellerna enligt bild 4.2.4, där trycket P c motsvarade kraften F c och trycket P f motsvarade kraften F f. k c -värdet togs ur diagram över specifik skärkraft för titanlegeringar, se bilaga 1. k c -värdet för matning 0.1 resp. 0.3 mm/varv var 2000 resp N/mm 2. Bild visar hur trycket lagts på linjer för matning 0.1 mm/varv t.v. matning 0.3 mm/varv t.h
13 Termomekanisk analys av svarvstål 4.3 Materialdata All materialdata är hämtad från VAC och antagna i samråd med handledare. Hårdmetall Dimension 20ºC 300ºC 600ºC 800ºC Densitet g/cm 3 14,8 Elasticitetsmodul N/mm Sträckgräns 0,2% N/mm Värmekonduktivitet W/mºK 110 Tvärkontraktionstal 0,22 Värmeutvidgningskoefficient ºC -1 4,9*10-6 5,4*10-6 Värmekapacitet J/kgºK Beräkningsdata i Ansys Inför beräkningen i Ansys valdes ett element som klarade både spänningsberäkning och temperaturberäkning. Elementtypen var Plane 13 och hade även andra egenskaper som att den även kan beräkna magnetism. Beräkningarna genomfördes som icke linjära transienta strukturberäkningar. Modellen kunde därmed följas under olika tidssteg vilket gjorde att uppvärmningfasen kunde ses i resultaten. För att beräkningen skulle kunna gå in i icke linjära området för materialet måste sträckgräns ges. Dessutom måste det anges hur materialet skulle bete sig efter det att sträckgränsen är nådd. I dessa beräkningar användes ett beräkningssätt för materialet som kallas Bilinear Kinematic Hardening. Bilinear innebär att materialet får en tangentmodul efter sträckgränsen denna nya modul anger alltså lutningen och sattes till 1/10 av E-modulen. 5 Beräkningar resultat och analys För att enklare få en överblick över beräkningarna och resultat och analys av dessa valdes att för varje beräkning direkt redovisa både resultat och analys. 5.1 Hur svarvstålet deformeras då materialet flyter Vid beräkning med laster enligt kapitel 4.2 visade det sig att materialet inte nådde sträckgränsen i något av fallen, dessa beräkningar redovisas inte i rapporten då enda skillnaden jämfört med beräkningarna nedan är att spänningarna till värdet är lägre. För att få fram vad som händer när materialet i svarvstålet plasticeras utfördes beräkningen med överdrivna laster och temperaturer jämfört med dem som var antagna i kapitel

 och med normal tryckbelastning för matning 0,3 mm/varv.")
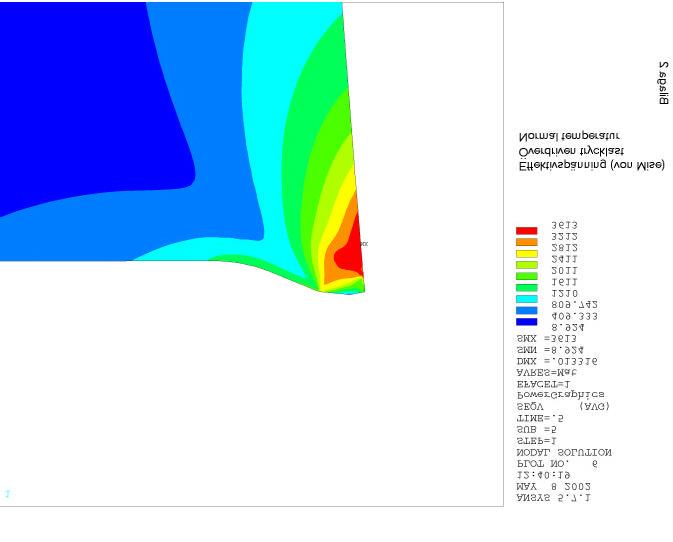
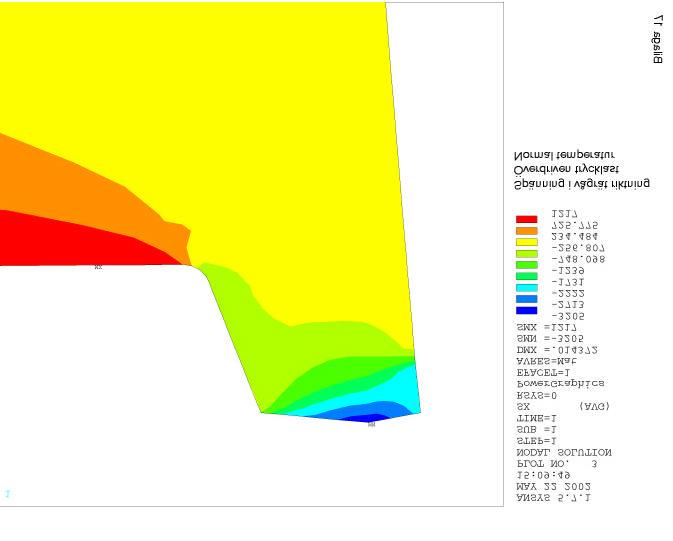
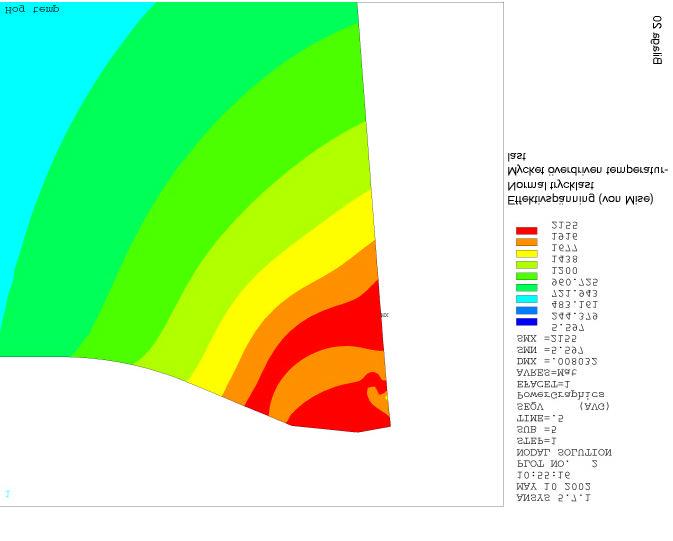
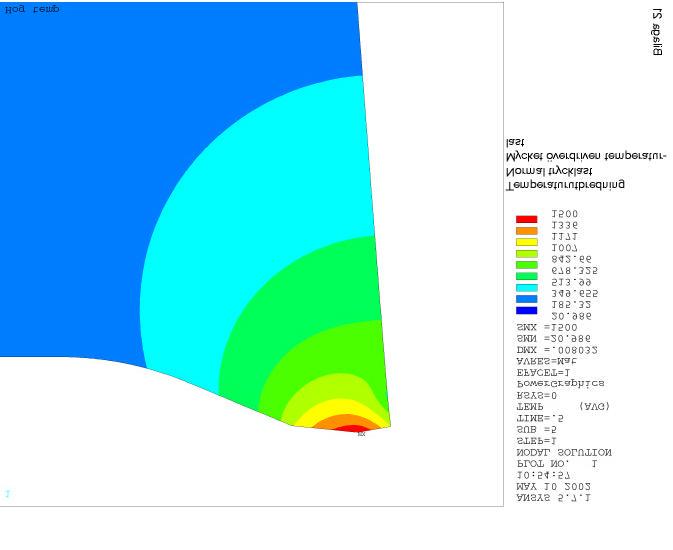
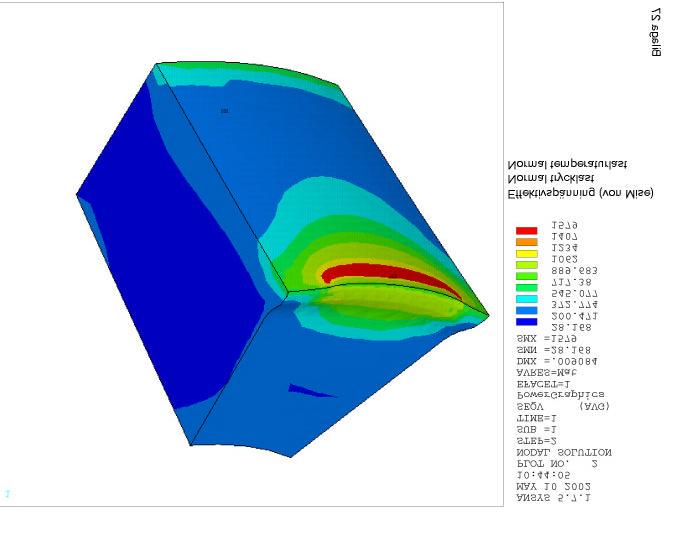
14 Termomekanisk analys av svarvstål Anledningen till överdrivet stora värden på belastningarna är att vid beräkning i Ansys ges sträckgränsen som ett specifikt värde och endast spänningar som är över detta värde ger upphov till plastisk töjning, detta jämfört med att materialet i verkligheten inte har någon klar gräns för flytning utan kanske plasticeras något litet för även lägre spänningar än vad sträckgräns 0,2 % anger. Beräkningar utfördes enligt följande: Överdrivet höga tryckbelastningar (P c =4000 N/mm 2 P f =½ P c ) och med normal temperatur för matning 0,3 mm/varv. Beräkningen utfördes på både originalläpp och smal läpp, se kapitel Överdrivet höga temperaturer (T max =1500ºC) och med normal tryckbelastning för matning 0,3 mm/varv. Beräkningen utfördes på originalläpp, se kapitel Beräkning med överdrivet hög tryckbelastning Beräkningen visar ett band av hög effektivspänning från hörnet där belastningen slutar och snett nedåt ytterkanten, se bild Temperaturen i detta område varierar från skäreggen sett från ca 600ºC till ca 300ºC, se bild Området med hög effektivspänning (rött, orange, gult på bild ) består av hög tryckspänning i lodrät riktning och ringled, i vågrät riktning finns endast låg tryckspänning i området, se bilaga 6-8. På toppen av läppen är effektivspänningen klart lägre, detta beror på att här finns stora tryckspänningar i alla tre riktningarna, lodrät, vågrät och i ringled. Om alla dessa tre spänningar är ungefär lika stora blir effektivspänningen låg, vilket kan inses av von Mises formel för effektivspänning, σ e = (½ ((σ 1 -σ 2 ) 2 + (σ 2 -σ 3 ) 2 + (σ 3 -σ 1 ) 2 ) ½. Bild visar effektivspänning i läppen. Bild visar temperaturutbredning i läppen. Tryckspänningen i ringled består till stor del av temperaturspänningar som vill expandera materialet i ringled. Tryckspänning uppstår p g a att det kalla materialet i resten av skäret motverkar denna expansion. Det pålagda trycket, P c och P f (se bild 4.2.4), bidrar till att spänningen höjs ytterligare i ringled. Trycket P c vill till viss del få materialet att deformeras utåt men denna deformation motverkas av trycket P f och därför uppstår spänning i ringled. Den stora materialvolymen i resten av svarvstålet, som inte vill deformeras, gör att materialet inte kan töjas i ringled och därför uppstår
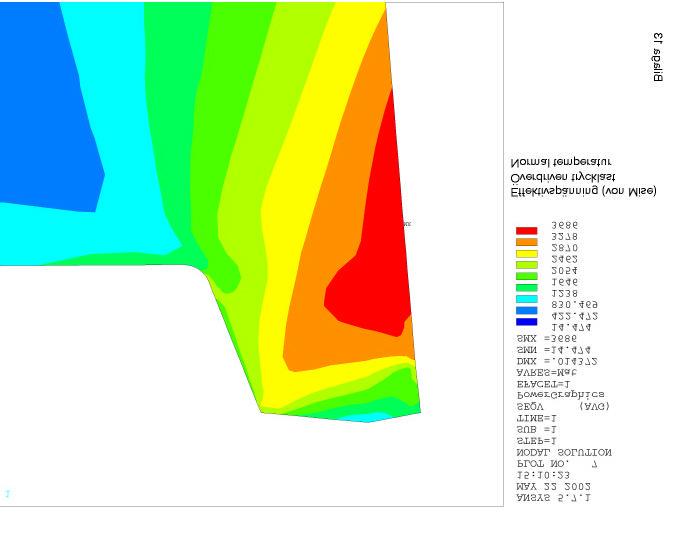
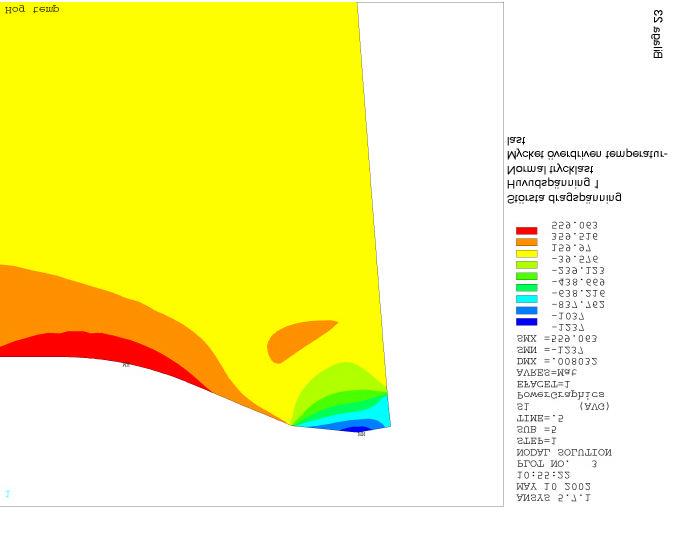
15 Termomekanisk analys av svarvstål tryckspänning. Tryckspänningen i lodrät riktning uppkommer på grund av att det pålagda trycket P c vill pressa materialet nedåt och att materialet under, som är stort till volymen, håller emot. Med enbart temperaturlast fås hög spänning i ringled medan spänningarna i vågrät och lodrät riktning är små, se bilaga Plastisk töjning uppstår i det område där effektivspänningen är som störst och kan ses som ett band från den punkt där belastningen slutar och snett nedåt ytterkanten, se bild Bild visar plastisk effektivtöjning. I detta område sker en skjuvdeformation så att toppen av läppen förskjuts snett nedåt utåt. Denna deformation stämmer med verkligheten, vilket kan ses på använda svarvstål, vilket innebär att denna beräkning visar varför materialförflyttningen skett. Om skjuvdeformationen blir tillräckligt stor brister materialet och kan i så fall förklara att skäreggen brister. Om temperaturen kan sänkas i detta område där effektivspänningen är som störst kan plastisk deformation förmodligen undvikas. Anledningen är att materialets sträckgräns sjunker vid högre temperaturer och att temperaturspänningen i området sjunker vilket skulle leda till sänkt effektivspänning. Detta kan åstadkommas genom att kyla svarvstålet även på släppningssidan mellan arbetsstycket och skäret. Beräkningen utfördes även på den smala läppen. Här ses samma spänningsbild som vid originalläppen och även samma plastiska töjning, se bild och bild Orsakerna till effektivspänningens uppkomst är desamma som för beräkningen på originalläpp


16 Termomekanisk analys av svarvstål Den smala läppen visar spänningsmässigt inte några fördelar jämfört med originalläppen, men kanske skulle kylningen komma åt bättre mot en något mer vertikal innerkant på läppen. I övrigt måste radien mellan läppen och övrigt material vara större eftersom det där finns risk för stora spänningskoncentrationer. Bild visar effektivspänning. Bild visar plastisk effektivtöjning. Någon beräkning med matning 0,1 mm/varv har inte utförts med denna belastning. Vid en sådan beräkning borde en liknande spännings- och töjningsbild ses, bandet med plastisk töjning skulle i så fall vara placerat något högre upp på läppen. Här skulle också ses att effektivspänningen skulle bilda ett band av hög spänning från det område strax till vänster om belastningen och riktas snett nedåt ytterkanten. I övrigt skulle spänningar uppstå av samma anledningar som är beskrivna ovan



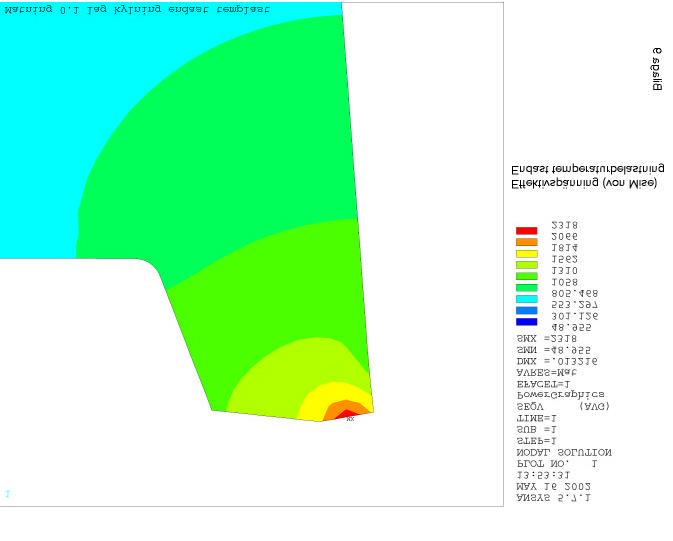
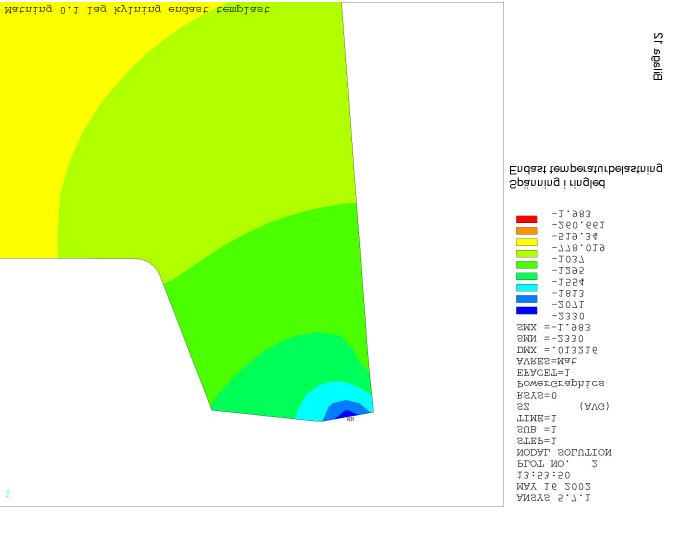
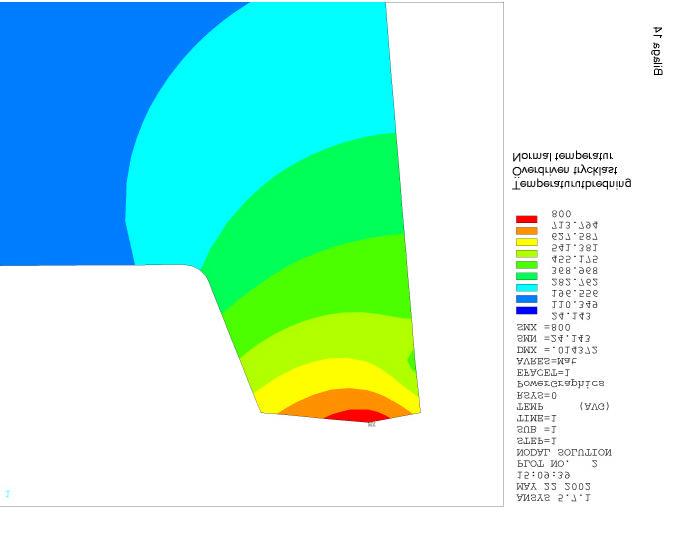
17 Termomekanisk analys av svarvstål Beräkning med överdrivet hög temperaturbelastning Beräkningen visar hög effektivspänning på toppen där temperaturen är som störst, sedan går spänningen ner lite i ett band tvärs genom läppen och går upp igen i ytterligare ett band tvärs genom läppen, se bild Temperaturen i området ligger ungefär mellan 1500ºC högst upp till 600 C där spänningen övergår från orange till gul på färgskalan för effektivspänningen, se bild Effektivspänningen på toppen av läppen blir stor till följd av att temperaturspänningen är så hög i ringled att tryckbelastningen inte kan stötta upp materialet. Sedan blir spänningen längre ned högre ändå, vilket beror på att ingen spänningskomposant finns i vågrät riktning i detta område, se bilaga 24. Bild visar effektivspänning. Bild visar temperaturutbredning. Materialet deformeras plastiskt mest på toppen, den plastiska deformationen sträcker sig även ner en bit i läppen, se bild Plasticeringen blir störst på toppen till följd av stora temperaturspänningar och området under plasticeras där effektivspänningen är som störst, vilket kan ses som en antydan till ett snett band av plastisk deformation, liknande det från tidigare beräkning med hög tryckbelastning, men klart svagare. Bild visar plastisk effektivtöjning till följd av hög temperatur och normal tryckbelastning

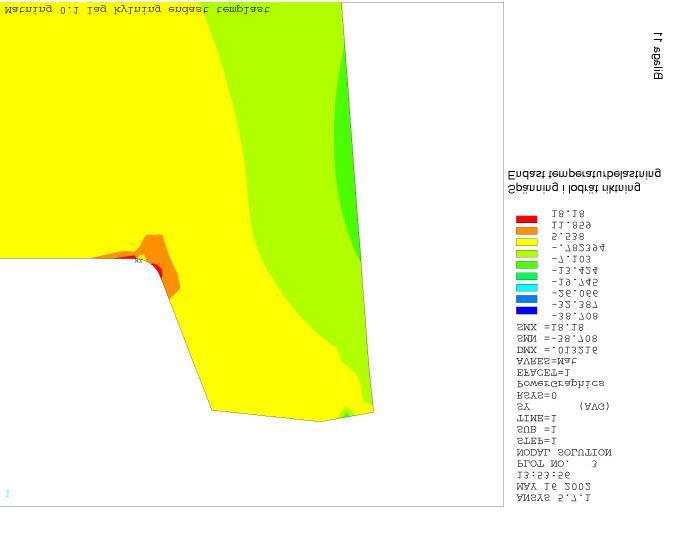
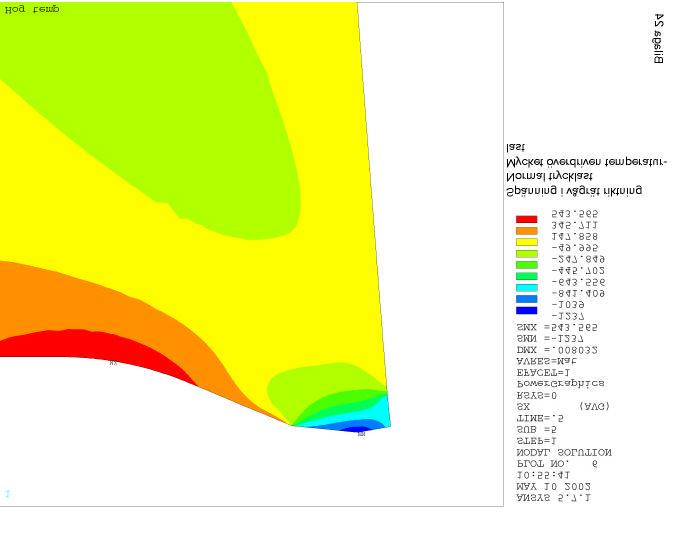
18 Termomekanisk analys av svarvstål Anledningen till att spänningen når sträckgränsen så långt ner nu, trots att det pålagda trycket inte är så stort, är att högre temperaturer nått längre ner i läppen. En slutsats som kan ses utifrån detta är att om temperaturen skulle öka eller att kylning uteblir kan materialet plasticeras på samma sätt som i tidigare beräkning ovan (kap ) trots att inte tryckbelastningen är högre än normalt. Detta leder till nästa slutsats att kylningen måste vara driftsäker och inte tillåtas avta exempelvis p g a att en spåna kommit mellan skärvätsketillförseln och svarvstålet. 5.2 Beräkning på 3D-modell För att se hur området runt ingreppsarean reagerar, med avseende på spänning, utfördes en beräkning på en 3D-modell. Modellen skapades enligt svarvstålets originalutförande och ett segment på 30 skars ut för att minska antalet element inför beräkningen i Ansys. Ingreppet simulerades som en rektangelyta på modellen och belastning lades på denna yta i form av trycklast och temperaturlast för matning 0,3 mm/varv enligt kap 4.2. Resultatet visade inga särskilda spänningar runt ingreppsarean och i övrigt en effektivspänning som liknar spänningsbilden i övriga beräkningar, se bilaga 27. Det som man bör uppmärksamma i denna beräkning och som också kan ses i övriga beräkningsresultat, är hur tydligt man ser att dragspänning uppstår i radieövergången mellan läppen och det övriga materialet, se bild Denna dragspänning uppstår till följd av den pålagda tryckbelastningen P c som skapar viss böjning och en spänningskoncentration uppstår i radieövergången. Dragspänningen i radien motverkas av tryckbelastningen P f och om P f minskar ökar dragspänningen i detta område. Det som gör dragspänningen särskilt intressant är att svarvstålsmaterialet troligen är känsligt för dragspänningar jämfört med hur mycket tryckspänning materialet tål. Resultaten var mycket lika de resultat som 2D-beräkningarna gav vilket tyder på att en 2D-modell duger mycket bra för den här typen av hållfasthetsberäkningar. Bild visar största dragspänning i modellen
19 Termomekanisk analys av svarvstål 5.3 Feluppskattning Det faktum att vissa materialvärden är antagna, exempelvis värmeövergångstalet och värmekapaciteten, gör att resultaten från beräkningarna inte kan ses som definitiva, detta gäller framförallt siffervärden. Hur materialet reagerar med deformation, plasticering och spänningskoncentrationer bör vara rätt. Något som också ger en viss felmarginal för absolutvärden på spänningar är att en elementtyp är använd som inte är känd sedan tidigare, därför har inte några siffervärden tagits upp som resultat i rapporten. 6 Slutsatser En smalare läpp visar inte något bättre resultat än originalgeometrin med avseende på spänning. Däremot kanske en jämnare och mer driftsäker kylning kan uppnås, med en smalare läpp, genom att skärvätskan träffar mot en mer vertikal innerkant där materialet kanske inte lika lätt blir skymt av spånor eller liknande, dessutom finns vid en smalare läpp inte lika mycket material att kyla. Vid hög tryckbelastning bildas en sned flytzon genom läppen. I flytzonen skjuvas materialet vilket leder till att övre delen av läppen växer radiellt, vilket stämmer med verkligheten. Om skjuvdeformationen blir stor kan materialet brista, vilket möjligen kan förklara verkliga fall med brott. För övrigt kan sägas att uppe på läppen där temperaturen är som störst kan plastisk töjning uppstå i det ögonblick när svarvstålet går ur ingrepp och inget tryck finns för att motverka temperaturspänningarna. En rekommendation är att försöka sänka temperaturen i de områden där risk för plastisk töjning föreligger och att sträva mot en jämn och driftsäker kylning
20 Termomekanisk analys av svarvstål Referensförteckning 1 Volvo AB (publ), Corporate Communications, Koncernpresentation, 2001, Sverige. 2 Carlsson T, Jarfors A E W m fl, Tillverkningsteknologi, 2000, Studentlitteratur, Lund
21 Termomekanisk analys av svarvstål Bilagor 1. Diagram specifik skärkraft 2. Effektivspänning, von Mise (överdriven trycklast originalläpp) 3. Temperaturutbredning (överdriven trycklast originalläpp) 4. Plastisk töjning (överdriven trycklast originalläpp) 5. Största dragspänning, huvudspänning 1 (överdriven trycklast originalläpp) 6. Spänning i vågrät riktning (överdriven trycklast originalläpp) 7. Spänning i lodrät riktning (överdriven trycklast originalläpp) 8. Spänning i ringled (överdriven trycklast originalläpp) 9. Effektivspänning, von Mise (endast temperaturlast) 10. Spänning i vågrät riktning (endast temperaturlast) 11. Spänning i lodrät riktning (endast temperaturlast) 12. Spänning i ringled (endast temperaturlast) 13. Effektivspänning, von Mise (överdriven trycklast smal läpp) 14. Temperaturutbredning (överdriven trycklast smal läpp) 15. Plastisk töjning (överdriven trycklast smal läpp) 16. Största dragspänning, huvudspänning 1 (överdriven trycklast smal läpp) 17. Spänning i vågrät riktning (överdriven trycklast smal läpp) 18. Spänning i lodrät riktning (överdriven trycklast smal läpp) 19. Spänning i ringled (överdriven trycklast smal läpp) 20. Effektivspänning, von Mise (överdriven temperaturlast originalläpp) 21. Temperaturutbredning (överdriven temperaturlast originalläpp) 22. Plastisk töjning (överdriven temperaturlast originalläpp) 23. Största dragspänning, huvudspänning 1 (överdriven temperaturlast originalläpp) 24. Spänning i vågrät riktning (överdriven temperaturlast originalläpp) 25. Spänning i lodrät riktning (överdriven temperaturlast originalläpp) 26. Spänning i ringled (överdriven temperaturlast originalläpp) 27. Effektivspänning, von Mise (3D-modell)
22 Termomekanisk analys av svarvstål 28. Temperaturutbredning (3D-modell) 29. Största dragspänning, huvudspänning 1 (3D-modell) 30. Radiell spänning (3D-modell) 31. Tangentiell spänning (3D-modell) 32. Axiell spänning (3D-modell)
23 Bilaga 1
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
50
51
52

53
54
EXAMENSARBETE. Norska medborgares förvärv av småhusfastigheter inom vissa kommuner i Bohuslän, Dalsland och Värmland
 EXAMENSARBETE Norska medborgares förvärv av småhusfastigheter inom vissa kommuner i Bohuslän, Dalsland och Värmland Nina Hansson & Maria Karlsson 2010-03-12 Högskolan Trollhättan-Uddevalla Institutionen
EXAMENSARBETE Norska medborgares förvärv av småhusfastigheter inom vissa kommuner i Bohuslän, Dalsland och Värmland Nina Hansson & Maria Karlsson 2010-03-12 Högskolan Trollhättan-Uddevalla Institutionen
Hållfasthetslära Lektion 2. Hookes lag Materialdata - Dragprov
 Hållfasthetslära Lektion 2 Hookes lag Materialdata - Dragprov Dagens lektion Mål med dagens lektion Sammanfattning av förra lektionen Vad har vi lärt oss hittills? Hookes lag Hur förhåller sig normalspänning
Hållfasthetslära Lektion 2 Hookes lag Materialdata - Dragprov Dagens lektion Mål med dagens lektion Sammanfattning av förra lektionen Vad har vi lärt oss hittills? Hookes lag Hur förhåller sig normalspänning
Analys av lyftarm för Sublift. Stefan Erlandsson Stefan Clementz
 Analys av lyftarm för Sublift Stefan Erlandsson Stefan Clementz Examensarbete på grundnivå i hållfasthetslära KTH Hållfasthetslära Handledare: Mårten Olsson Juni 2010 Sammanfattning Syftet med rapporten
Analys av lyftarm för Sublift Stefan Erlandsson Stefan Clementz Examensarbete på grundnivå i hållfasthetslära KTH Hållfasthetslära Handledare: Mårten Olsson Juni 2010 Sammanfattning Syftet med rapporten
Skärande bearbetning svarv
 Skärande bearbetning svarv XP-styret 2009 Författare: Anders Johansson Inledning XP förfogar över tre svarvar i två olika storlekar. Svarvarna benämns av XP-styret som lillsvarven, storsvarven och NC-svarven.
Skärande bearbetning svarv XP-styret 2009 Författare: Anders Johansson Inledning XP förfogar över tre svarvar i två olika storlekar. Svarvarna benämns av XP-styret som lillsvarven, storsvarven och NC-svarven.
Angående skjuvbuckling
 Sidan 1 av 6 Angående skjuvbuckling Man kan misstänka att liven i en sandwich med invändiga balkar kan haverera genom skjuvbuckling. Att skjuvbuckling kan uppstå kan man förklara med att en skjuvlast kan
Sidan 1 av 6 Angående skjuvbuckling Man kan misstänka att liven i en sandwich med invändiga balkar kan haverera genom skjuvbuckling. Att skjuvbuckling kan uppstå kan man förklara med att en skjuvlast kan
P R O B L E M
 Tekniska Högskolan i Linköping, IEI /Tore Dahlberg TENTAMEN i Hållfasthetslära - Dimensioneringmetoder, TMHL09, 2008-08-14 kl 8-12 P R O B L E M med L Ö S N I N G A R Del 1 - (Teoridel utan hjälpmedel)
Tekniska Högskolan i Linköping, IEI /Tore Dahlberg TENTAMEN i Hållfasthetslära - Dimensioneringmetoder, TMHL09, 2008-08-14 kl 8-12 P R O B L E M med L Ö S N I N G A R Del 1 - (Teoridel utan hjälpmedel)
En kort introduktion till. FEM-analys
 En kort introduktion till FEM-analys Kompendiet är framtaget som stöd till en laboration i kursen PPU203, Hållfasthetslära, och är en steg-för-steg-guide till grundläggande statisk FEM-analys. Som FEM-verktyg
En kort introduktion till FEM-analys Kompendiet är framtaget som stöd till en laboration i kursen PPU203, Hållfasthetslära, och är en steg-för-steg-guide till grundläggande statisk FEM-analys. Som FEM-verktyg
FORMELSAMLING. Produktionsteknik
 2008-01-10 FORMELSAMLING i Produktionsteknik Sammanställd av Peter Bjurstam för kurserna TMPT04, TMPT33 och TMMI06 Nomenklatura med enheter: (Storheter i alfabetisk ordning) W Arbete (Nm) A Area (mm 2
2008-01-10 FORMELSAMLING i Produktionsteknik Sammanställd av Peter Bjurstam för kurserna TMPT04, TMPT33 och TMMI06 Nomenklatura med enheter: (Storheter i alfabetisk ordning) W Arbete (Nm) A Area (mm 2
Belastningsanalys, 5 poäng Balkteori Deformationer och spänningar
 Spänningar orsakade av deformationer i balkar En från början helt rak balk antar en bågform under böjande belastning. Vi studerar bilderna nedan: För deformationerna gäller att horisontella linjer blir
Spänningar orsakade av deformationer i balkar En från början helt rak balk antar en bågform under böjande belastning. Vi studerar bilderna nedan: För deformationerna gäller att horisontella linjer blir
Lösningsförslag, Inlämningsuppgift 2, PPU203 VT16.
 Lösningsförslag, Inlämningsuppgift 2, PPU203 VT16. Deluppgift 1: En segelbåt med vinden rakt i ryggen har hissat spinnakern. Anta att segelbåtens mast är ledad i botten, spinnakern drar masttoppen snett
Lösningsförslag, Inlämningsuppgift 2, PPU203 VT16. Deluppgift 1: En segelbåt med vinden rakt i ryggen har hissat spinnakern. Anta att segelbåtens mast är ledad i botten, spinnakern drar masttoppen snett
Syns du, finns du? Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap
 Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap Syns du, finns du? - En studie över användningen av SEO, PPC och sociala medier som strategiska kommunikationsverktyg i svenska företag
Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap Syns du, finns du? - En studie över användningen av SEO, PPC och sociala medier som strategiska kommunikationsverktyg i svenska företag
ARIADNE ENGINEERING AB OPTIMERING AV ETT FRÄSVERKTYG
 ARIADNE ENGINEERING AB OPTIMERING AV ETT FRÄSVERKTYG ARIADNE ENGINEERING AB VI ÄR: Mekanikkonsulter för konkurrenskraft VI GÖR: Förädlar och förstärker kundens kompetens och resurser. Tillsammans utvecklar
ARIADNE ENGINEERING AB OPTIMERING AV ETT FRÄSVERKTYG ARIADNE ENGINEERING AB VI ÄR: Mekanikkonsulter för konkurrenskraft VI GÖR: Förädlar och förstärker kundens kompetens och resurser. Tillsammans utvecklar
1. Ett material har dragprovkurva enligt figuren.
 1. Ett material har dragprovkurva enligt figuren. a) Vad kallas ett sådant materialuppträdande? b) Rita i figuren in vad som händer vid avlastning till spänning = 0 från det markerade tillståndet ( 1,
1. Ett material har dragprovkurva enligt figuren. a) Vad kallas ett sådant materialuppträdande? b) Rita i figuren in vad som händer vid avlastning till spänning = 0 från det markerade tillståndet ( 1,
Material, form och kraft, F9
 Material, form och kraft, F9 Repetition Skivor, membran, plattor, skal Dimensionering Hållfasthet Styvhet/Deformationer Skivor Skiva: Strukturelement som är tunt i förhållande till utsträckningen i planet
Material, form och kraft, F9 Repetition Skivor, membran, plattor, skal Dimensionering Hållfasthet Styvhet/Deformationer Skivor Skiva: Strukturelement som är tunt i förhållande till utsträckningen i planet
Hållfasthetslära. VT2 7,5 p halvfart Janne Färm
 Hållfasthetslära VT2 7,5 p halvfart Janne Färm Fredag 27:e Maj 10:15 15:00 Föreläsning 19 Repetition PPU203 Hållfasthetslära Fredagens repetition Sammanfattning av kursens viktigare moment Vi går igenom
Hållfasthetslära VT2 7,5 p halvfart Janne Färm Fredag 27:e Maj 10:15 15:00 Föreläsning 19 Repetition PPU203 Hållfasthetslära Fredagens repetition Sammanfattning av kursens viktigare moment Vi går igenom
Fatigue Properties in Additive manufactured Titanium & Inconell
 Fatigue Properties in Additive manufactured Titanium & Inconell UTMIS, Jönköping, 6/2-2018 PÄR JOHANNESSON, TORSTEN SJÖGREN Research Institutes of Sweden RISE Safety and Transport Mechanics Research 2015
Fatigue Properties in Additive manufactured Titanium & Inconell UTMIS, Jönköping, 6/2-2018 PÄR JOHANNESSON, TORSTEN SJÖGREN Research Institutes of Sweden RISE Safety and Transport Mechanics Research 2015
Dragprov, en demonstration
 Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
50 poäng. Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 Tillverkningsteknologi Provmoment: Ladokkod: Tentamen ges för: Tentamen 41P15T TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 170602 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Tillverkningsteknologi
Tillverkningsteknologi Provmoment: Ladokkod: Tentamen ges för: Tentamen 41P15T TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 170602 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Tillverkningsteknologi
VSMA01 - Mekanik ERIK SERRANO
 VSMA01 - Mekanik ERIK SERRANO Repetition Krafter Representation, komposanter Friläggning och jämvikt Friktion Element och upplag stång, lina, balk Spänning och töjning Böjning Knäckning Newtons lagar Lag
VSMA01 - Mekanik ERIK SERRANO Repetition Krafter Representation, komposanter Friläggning och jämvikt Friktion Element och upplag stång, lina, balk Spänning och töjning Böjning Knäckning Newtons lagar Lag
Fras. A: Valsfräsning B: Planfräsning C: Pinnfräsning. Storfräsen (Sajon) Lillfräsen
 Lillfräsen") Fras XP-verkstaden är utrustad med fyra fräsar i olika storlekar. Två är manuella och benämns som lill-fräsen och stor-fräsen (Sajon), och två är NC-styrda. I dagsläget har vi inga kurser för de NC-styrda
Fras XP-verkstaden är utrustad med fyra fräsar i olika storlekar. Två är manuella och benämns som lill-fräsen och stor-fräsen (Sajon), och två är NC-styrda. I dagsläget har vi inga kurser för de NC-styrda
Projekt : Samverkan upplagstryck-5 mm spikningsplåt
 Projekt 241831: Samverkan upplagstryck-5 mm spikningsplåt Beräkningsrapport: Olinjär finit elementberäkning av testrigg för limträknutpunkt Mats Ekevad LTU Träteknik 2013-04-05 Sammanfattning Testriggen
Projekt 241831: Samverkan upplagstryck-5 mm spikningsplåt Beräkningsrapport: Olinjär finit elementberäkning av testrigg för limträknutpunkt Mats Ekevad LTU Träteknik 2013-04-05 Sammanfattning Testriggen
Gängfräsverktyg. Komplett program av gängfräsar. Fördelen med solida gängfräsar från SmiCut är att du kan gänga och grada i samma operation.
 SmiCut - Danmark I Ludvika finns SmiCut som tillverkar och säljer skärande verktyg. Företaget ägs och drivs av familjen Schmidt som har mer än 50 års erfarenhet av utveckling och tillverkning av skärande
SmiCut - Danmark I Ludvika finns SmiCut som tillverkar och säljer skärande verktyg. Företaget ägs och drivs av familjen Schmidt som har mer än 50 års erfarenhet av utveckling och tillverkning av skärande
Miniräknare + Formelblad (vidhäftat i tesen) 50 p
 50 p") Tillverkningsmetoder Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen A137TG TGIAF15h TGIEO16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2017-03-17 Tid: 09:00 14:00 Hjälpmedel: Miniräknare
Tillverkningsmetoder Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen A137TG TGIAF15h TGIEO16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2017-03-17 Tid: 09:00 14:00 Hjälpmedel: Miniräknare
Livens inverkan på styvheten
 Livens inverkan på styvheten Sidan 1 av 9 Golv förstärkta med liv är tänkta att användas så att belastningen ligger i samma riktning som liven. Då ger liven en avsevärd förstyvning jämfört med en sandwich
Livens inverkan på styvheten Sidan 1 av 9 Golv förstärkta med liv är tänkta att användas så att belastningen ligger i samma riktning som liven. Då ger liven en avsevärd förstyvning jämfört med en sandwich
Belastningsanalys, 5 poäng Töjning Materialegenskaper - Hookes lag
 Töjning - Strain Töjning har med en kropps deformation att göra. Genom ett materials elasticitet ändras dess dimensioner när det belastas En lång kropp förlängs mer än en kort kropp om tvärsnitt och belastning
Töjning - Strain Töjning har med en kropps deformation att göra. Genom ett materials elasticitet ändras dess dimensioner när det belastas En lång kropp förlängs mer än en kort kropp om tvärsnitt och belastning
Skillnaden mellan olika sätt att understödja en kaross. (Utvärdering av olika koncept för chassin till en kompositcontainer för godstransport på väg.
 Projektnummer Kund Rapportnummer D4.089.00 Lätta karossmoduler TR08-007 Datum Referens Revision 2008-10-27 Registrerad Utfärdad av Granskad av Godkänd av Klassificering Rolf Lundström Open Skillnaden mellan
Projektnummer Kund Rapportnummer D4.089.00 Lätta karossmoduler TR08-007 Datum Referens Revision 2008-10-27 Registrerad Utfärdad av Granskad av Godkänd av Klassificering Rolf Lundström Open Skillnaden mellan
Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 2014-03-19
 Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 1 Först lite information om hur en batchkokare fungerar Vid satsvis kokning (batchkokning) fylls kokaren med flis, vitlut och svartlut. Kokvätskan
Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 1 Först lite information om hur en batchkokare fungerar Vid satsvis kokning (batchkokning) fylls kokaren med flis, vitlut och svartlut. Kokvätskan
Hållfasthetslära. HT1 7,5 hp halvfart Janne Carlsson
 Hållfasthetslära HT1 7,5 hp halvfart Janne Carlsson tisdag 11 september 8:15 10:00 Föreläsning 3 PPU203 Hållfasthetslära Förmiddagens agenda Fortsättning av föreläsning 2 Paus Föreläsning 3: Kapitel 4,
Hållfasthetslära HT1 7,5 hp halvfart Janne Carlsson tisdag 11 september 8:15 10:00 Föreläsning 3 PPU203 Hållfasthetslära Förmiddagens agenda Fortsättning av föreläsning 2 Paus Föreläsning 3: Kapitel 4,
Material, form och kraft, F4
 Material, form och kraft, F4 Repetition Kedjekurvor, trycklinjer Material Linjärt elastiskt material Isotropi, ortotropi Mikro/makro, cellstrukturer xempel på materialegenskaper Repetition, kedjekurvan
Material, form och kraft, F4 Repetition Kedjekurvor, trycklinjer Material Linjärt elastiskt material Isotropi, ortotropi Mikro/makro, cellstrukturer xempel på materialegenskaper Repetition, kedjekurvan
RULLPOLERING S.C.A.M.I.
 S.C.A.M.I. Katalog 2011 2 Rullpolering är en plastisk bearbetning. Genom rullens tryck omfördelas material plastiskt och därmed uppnås en god ytjämnhet. Bearbetningen reducerar dessutom porer och repor
S.C.A.M.I. Katalog 2011 2 Rullpolering är en plastisk bearbetning. Genom rullens tryck omfördelas material plastiskt och därmed uppnås en god ytjämnhet. Bearbetningen reducerar dessutom porer och repor
Gradientbaserad Optimering,
 Gradientbaserad Optimering, Produktfamiljer och Trinitas Hur att sätta upp ett optimeringsproblem? Vad är lämpliga designvariabler x? Tjockleksvariabler (sizing) Tvärsnittsarean hos stänger Längdmått hos
Gradientbaserad Optimering, Produktfamiljer och Trinitas Hur att sätta upp ett optimeringsproblem? Vad är lämpliga designvariabler x? Tjockleksvariabler (sizing) Tvärsnittsarean hos stänger Längdmått hos
Svetsning. Svetsförband
 Svetsning Svetsförband Svetsning bygger på att materialet som skall hopfogas smälts med hjälp av en varm gaslåga. Ibland smälter man ihop materialet utan att tillföra nytt material, men ofta tillförs material
Svetsning Svetsförband Svetsning bygger på att materialet som skall hopfogas smälts med hjälp av en varm gaslåga. Ibland smälter man ihop materialet utan att tillföra nytt material, men ofta tillförs material
Hållfasthetslära. Böjning och vridning av provstav. Laboration 2. Utförs av:
 Hållfasthetslära Böjning och vridning av provstav Laboration 2 Utförs av: Habre Henrik Bergman Martin Book Mauritz Edlund Muzammil Kamaly William Sjöström Uppsala 2015 10 08 Innehållsförteckning 0. Förord
Hållfasthetslära Böjning och vridning av provstav Laboration 2 Utförs av: Habre Henrik Bergman Martin Book Mauritz Edlund Muzammil Kamaly William Sjöström Uppsala 2015 10 08 Innehållsförteckning 0. Förord
Återblick på föreläsning 22, du skall kunna
 Återblick på föreläsning 22, du skall kunna beskriva det principiella utseendet för en elastiskplastisk materialmodell beskriva von Mises och Trescas flytvillkor beräkna von Mises och Trescas effektivspänningar
Återblick på föreläsning 22, du skall kunna beskriva det principiella utseendet för en elastiskplastisk materialmodell beskriva von Mises och Trescas flytvillkor beräkna von Mises och Trescas effektivspänningar
Belastningsanalys, 5 poäng Tvärkontraktion Temp. inverkan Statiskt obestämd belastning
 Tvärkontraktion När en kropp belastas med en axiell last i en riktning förändras längden inte bara i den lastens riktning Det sker en samtidig kontraktion (sammandragning) i riktningar tvärs dragriktningen.
Tvärkontraktion När en kropp belastas med en axiell last i en riktning förändras längden inte bara i den lastens riktning Det sker en samtidig kontraktion (sammandragning) i riktningar tvärs dragriktningen.
Att planera bort störningar
 ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
Verktyg för effektiv avstickning och spårsvarvning
 Verktyg för effektiv avstickning och spårsvarvning Utrustad för avstickning CoroCut QD det starkaste och mest avancerade verktyget för avstickning och spårsvarvning på marknaden. Det är perfekt för säker
Verktyg för effektiv avstickning och spårsvarvning Utrustad för avstickning CoroCut QD det starkaste och mest avancerade verktyget för avstickning och spårsvarvning på marknaden. Det är perfekt för säker
Grundläggande maskinteknik II 7,5 högskolepoäng
 Grundläggande maskinteknik II 7,5 högskolepoäng Provmoment: TEN 2 Ladokkod: TH081A Tentamen ges för: KENEP 15h TentamensKod: Tentamensdatum: 2016-01-15 Tid: 09:00 13:00 Hjälpmedel: Bifogat formelsamling,
Grundläggande maskinteknik II 7,5 högskolepoäng Provmoment: TEN 2 Ladokkod: TH081A Tentamen ges för: KENEP 15h TentamensKod: Tentamensdatum: 2016-01-15 Tid: 09:00 13:00 Hjälpmedel: Bifogat formelsamling,
Borrning med hög avverkning
 Borrning med hög avverkning Vändskär med 4 eggar för optimal ekonomi Den speciella skärgeometrin producerar 3 olika spånor, som garanterar en utmärkt spåntransport Vändskärsgeometrin reducerar borrverktygets
Borrning med hög avverkning Vändskär med 4 eggar för optimal ekonomi Den speciella skärgeometrin producerar 3 olika spånor, som garanterar en utmärkt spåntransport Vändskärsgeometrin reducerar borrverktygets
VSMA01 - Mekanik ERIK SERRANO
 VSMA01 - Mekanik ERIK SERRANO Innehåll Material Spänning, töjning, styvhet Dragning, tryck, skjuvning, böjning Stång, balk styvhet och bärförmåga Knäckning Exempel: Spänning i en stång x F A Töjning Normaltöjning
VSMA01 - Mekanik ERIK SERRANO Innehåll Material Spänning, töjning, styvhet Dragning, tryck, skjuvning, böjning Stång, balk styvhet och bärförmåga Knäckning Exempel: Spänning i en stång x F A Töjning Normaltöjning
KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER
 KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER Tomas Walander 1 1 Materialmekanik, Högskolan i Skövde, Box 408, 541 28 Skövde, e-post: tomas.walander@his.se Bild 1 END NOTCH
KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER Tomas Walander 1 1 Materialmekanik, Högskolan i Skövde, Box 408, 541 28 Skövde, e-post: tomas.walander@his.se Bild 1 END NOTCH
Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen
 Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
CHANGE WITH THE BRAIN IN MIND. Frukostseminarium 11 oktober 2018
 CHANGE WITH THE BRAIN IN MIND Frukostseminarium 11 oktober 2018 EGNA FÖRÄNDRINGAR ü Fundera på ett par förändringar du drivit eller varit del av ü De som gått bra och det som gått dåligt. Vi pratar om
CHANGE WITH THE BRAIN IN MIND Frukostseminarium 11 oktober 2018 EGNA FÖRÄNDRINGAR ü Fundera på ett par förändringar du drivit eller varit del av ü De som gått bra och det som gått dåligt. Vi pratar om
Material, form och kraft, F11
 Material, form och kraft, F11 Repetition Dimensionering Hållfasthet, Deformation/Styvhet Effektivspänning (tex von Mises) Spröda/Sega (kan omfördela spänning) Stabilitet instabilitet Pelarknäckning Vippning
Material, form och kraft, F11 Repetition Dimensionering Hållfasthet, Deformation/Styvhet Effektivspänning (tex von Mises) Spröda/Sega (kan omfördela spänning) Stabilitet instabilitet Pelarknäckning Vippning
Bättre tillförlitlighet vid djupare avstickning
 Bättre tillförlitlighet vid djupare avstickning Prioriterade användarkrav...... vid djupare avstickning var något man tog hänsyn till redan tidigt under utvecklingen av det nya konceptet. Resultatet bygger
Bättre tillförlitlighet vid djupare avstickning Prioriterade användarkrav...... vid djupare avstickning var något man tog hänsyn till redan tidigt under utvecklingen av det nya konceptet. Resultatet bygger
Ökat personligt engagemang En studie om coachande förhållningssätt
 Lärarutbildningen Fakulteten för lärande och samhälle Individ och samhälle Uppsats 7,5 högskolepoäng Ökat personligt engagemang En studie om coachande förhållningssätt Increased personal involvement A
Lärarutbildningen Fakulteten för lärande och samhälle Individ och samhälle Uppsats 7,5 högskolepoäng Ökat personligt engagemang En studie om coachande förhållningssätt Increased personal involvement A
Material föreläsning 4. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
------------ -------------------------------
 TMHL09 2013-10-23.01 (Del I, teori; 1 p.) 1. En balk med kvadratiskt tvärsnitt är tillverkad genom att man limmat ihop två lika rektangulära profiler enligt fig. 2a. Balken belastas med axiell tryckkraft
TMHL09 2013-10-23.01 (Del I, teori; 1 p.) 1. En balk med kvadratiskt tvärsnitt är tillverkad genom att man limmat ihop två lika rektangulära profiler enligt fig. 2a. Balken belastas med axiell tryckkraft
Semantic and Physical Modeling and Simulation of Multi-Domain Energy Systems: Gas Turbines and Electrical Power Networks
 DEGREE PROJECT IN ELECTRICAL ENGINEERING, SECOND CYCLE, 30 CREDITS STOCKHOLM, SWEDEN 2017 Semantic and Physical Modeling and Simulation of Multi-Domain Energy Systems: Gas Turbines and Electrical Power
DEGREE PROJECT IN ELECTRICAL ENGINEERING, SECOND CYCLE, 30 CREDITS STOCKHOLM, SWEDEN 2017 Semantic and Physical Modeling and Simulation of Multi-Domain Energy Systems: Gas Turbines and Electrical Power
Skjuvning och skjuvspänning τ
 2014-12-02 Skjuvning och skjuvspänning τ Innehållsförteckning: Skjuvspänning Jämförelsespänning Limförband Nitförband Lödförband Svetsförband Skjuvning vid tillverkning Bilagor: Kälsvets, beräkning av
2014-12-02 Skjuvning och skjuvspänning τ Innehållsförteckning: Skjuvspänning Jämförelsespänning Limförband Nitförband Lödförband Svetsförband Skjuvning vid tillverkning Bilagor: Kälsvets, beräkning av
Reducering av analystid vid svetssimulering
 EXAMENSARBETE 27:7 CIV Reducering av analystid vid svetssimulering KATARINA HANDELL CIVILINGENJÖRSPROGRAMMET Teknisk fysik Luleå tekniska universitet Institutionen för Tillämpad fysik, maskin- och materialteknik
EXAMENSARBETE 27:7 CIV Reducering av analystid vid svetssimulering KATARINA HANDELL CIVILINGENJÖRSPROGRAMMET Teknisk fysik Luleå tekniska universitet Institutionen för Tillämpad fysik, maskin- och materialteknik
Fräsning NOMENKLATUR. Skaft Spiralvinkel Spår Ytterdiameter Skärkantlängd Totallängd A B C D E F
 NOMENKLATUR A B C D E F Skaft Spiralvinkel Spår Ytterdiameter Skärkantlängd Totallängd 1 Uppklyvning 2 Primär släppningsvinkel 3 Sekundär släppningsvinkel 4 Frigång 5 Skäregg 6 Spånvinkel 7 Bredd på primärsläppning
NOMENKLATUR A B C D E F Skaft Spiralvinkel Spår Ytterdiameter Skärkantlängd Totallängd 1 Uppklyvning 2 Primär släppningsvinkel 3 Sekundär släppningsvinkel 4 Frigång 5 Skäregg 6 Spånvinkel 7 Bredd på primärsläppning
LÖSNING
 .01 (Del I, teori; 1 p.) 1. En fast inspänd balk med kontinuerlig massfördelning enligt figuren utför fria svängningar. Visa med enkla skisser hur 1a och 2a egensvängningsmoderna frihetsgraderna ser ut..02
.01 (Del I, teori; 1 p.) 1. En fast inspänd balk med kontinuerlig massfördelning enligt figuren utför fria svängningar. Visa med enkla skisser hur 1a och 2a egensvängningsmoderna frihetsgraderna ser ut..02
Kursplan. MT1051 3D CAD Grundläggande. 7,5 högskolepoäng, Grundnivå 1. 3D-CAD Basic Course
 Kursplan MT1051 3D CAD Grundläggande 7,5 högskolepoäng, Grundnivå 1 3D-CAD Basic Course 7.5 Higher Education Credits *), First Cycle Level 1 Mål Studenten ska efter avslutad kurs ha inhämtat grunderna
Kursplan MT1051 3D CAD Grundläggande 7,5 högskolepoäng, Grundnivå 1 3D-CAD Basic Course 7.5 Higher Education Credits *), First Cycle Level 1 Mål Studenten ska efter avslutad kurs ha inhämtat grunderna
Tentamen i Hållfasthetslära AK2 för M Torsdag , kl
 Avdelningen för Hållfasthetslära Lunds Tekniska Högskola, LTH Tentamen i Hållfasthetslära AK2 för M Torsdag 2015-06-04, kl. 8.00-13.00 Tentand är skyldig att visa upp fotolegitimation. Om sådan inte medförts
Avdelningen för Hållfasthetslära Lunds Tekniska Högskola, LTH Tentamen i Hållfasthetslära AK2 för M Torsdag 2015-06-04, kl. 8.00-13.00 Tentand är skyldig att visa upp fotolegitimation. Om sådan inte medförts
SKÄRDATA- REKOMMENDATIONER FÖR PM-STÅL
 V ERKTYGSSTÅL BEHANDLINGSMETODER SKÄRDATA- REKOMMENDATIONER FÖR PM-STÅL Där verktyg tillverkas Där verktyg används 1 Följande skärdatarekommendationer gäller för Uddeholms pulvermetallurgiskt framställda
V ERKTYGSSTÅL BEHANDLINGSMETODER SKÄRDATA- REKOMMENDATIONER FÖR PM-STÅL Där verktyg tillverkas Där verktyg används 1 Följande skärdatarekommendationer gäller för Uddeholms pulvermetallurgiskt framställda
Cancersmärta ett folkhälsoproblem?
 Cancersmärta ett folkhälsoproblem? Åsa Assmundson Nordiska högskolan för folkhälsovetenskap Master of Public Health MPH 2005:31 Cancersmärta ett folkhälsoproblem? Nordiska högskolan för folkhälsovetenskap
Cancersmärta ett folkhälsoproblem? Åsa Assmundson Nordiska högskolan för folkhälsovetenskap Master of Public Health MPH 2005:31 Cancersmärta ett folkhälsoproblem? Nordiska högskolan för folkhälsovetenskap
MULTIX. Multix. / Multix.
 Multix. / Multix. MULTIX. MULTIX för högre produktivitet, tunnare snitt och säkrare drift vid lamellsågning och klyvning i hyvlar. I lamellsågar och hyvelmaskiner får sågklingorna utstå stora påfrestningar.
Multix. / Multix. MULTIX. MULTIX för högre produktivitet, tunnare snitt och säkrare drift vid lamellsågning och klyvning i hyvlar. I lamellsågar och hyvelmaskiner får sågklingorna utstå stora påfrestningar.
Tekniska Högskolan i Linköping, IKP Tore Dahlberg TENTAMEN i Hållfasthetslära; grk, TMMI17, kl DEL 1 - (Teoridel utan hjälpmedel)
") Tekniska Högskolan i inköping, IK DE 1 - (Teoridel utan hjälpmedel) NAMN... 1. Vilken typ av ekvation är detta: ε = d u(x) d x Ange vad de ingående storheterna betyder, inklusive deras dimension i SI-enheter.
Tekniska Högskolan i inköping, IK DE 1 - (Teoridel utan hjälpmedel) NAMN... 1. Vilken typ av ekvation är detta: ε = d u(x) d x Ange vad de ingående storheterna betyder, inklusive deras dimension i SI-enheter.
Gränslastberäkning en enkel och snabb väg till maximal bärförmåga
 Gränslastberäkning en enkel och snabb väg till maximal bärförmåga Mikael Möller & Anders Olsson Stockholm, 2014 Confidentiality This document contains elements protected by intellectual property rights
Gränslastberäkning en enkel och snabb väg till maximal bärförmåga Mikael Möller & Anders Olsson Stockholm, 2014 Confidentiality This document contains elements protected by intellectual property rights
LÖSNING
 .01 1. En balk ska tillverkas genom att man limmar ihop två lika rektangulära profiler, vardera med måttet. Man kan välja att limma antingen enligt alternativ (a) eller alternativ (b) i nedanstående tvärsnittsfigurer.
.01 1. En balk ska tillverkas genom att man limmar ihop två lika rektangulära profiler, vardera med måttet. Man kan välja att limma antingen enligt alternativ (a) eller alternativ (b) i nedanstående tvärsnittsfigurer.
Introduktion till CES
 Introduktion till CES TMKM14 Konstruktionsmaterial, IEI Linköpings universitet HT 2014 Inledning Den här labben består av två uppgifter. Den första är avsedd att fungera som en introduktion till CES och
Introduktion till CES TMKM14 Konstruktionsmaterial, IEI Linköpings universitet HT 2014 Inledning Den här labben består av två uppgifter. Den första är avsedd att fungera som en introduktion till CES och
Utveckling av däckfixtur
 2003:M018 Utveckling av däckfixtur Development of tyre fixture Reza Arabzadeh 2003-05-05 Högskolan Trollhättan/Uddevalla institutionen för teknik Box 957, 461 29 Trollhättan Tel: 0520-47 50 00 Fax: 0520-47
2003:M018 Utveckling av däckfixtur Development of tyre fixture Reza Arabzadeh 2003-05-05 Högskolan Trollhättan/Uddevalla institutionen för teknik Box 957, 461 29 Trollhättan Tel: 0520-47 50 00 Fax: 0520-47
Tekniska Högskolan i Linköping, IKP Tore Dahlberg TENTAMEN i Hållfasthetslära; grk, TMMI17, kl DEL 1 - (Teoridel utan hjälpmedel)
") Tekniska Högskolan i Linköping, IK DEL 1 - (Teoridel utan hjälpmedel) U G I F T E R med L Ö S N I N G A R 1. Ange Hookes lag i en dimension (inklusive temperaturterm), förklara de ingående storheterna,
Tekniska Högskolan i Linköping, IK DEL 1 - (Teoridel utan hjälpmedel) U G I F T E R med L Ö S N I N G A R 1. Ange Hookes lag i en dimension (inklusive temperaturterm), förklara de ingående storheterna,
Ett dubbelsidigt flereggskoncept med positivt skärförlopp
 CoroMill 745 Ett dubbelsidigt flereggskoncept med positivt skärförlopp Hemligheten bakom den unika fräsen CoroMill 745 är det patentskyddade systemet för skärfixering. Genom att skäret vinklas blir skäreggens
CoroMill 745 Ett dubbelsidigt flereggskoncept med positivt skärförlopp Hemligheten bakom den unika fräsen CoroMill 745 är det patentskyddade systemet för skärfixering. Genom att skäret vinklas blir skäreggens
Forma komprimerat trä
 Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 29:a Januari 10:15 12:00 Föreläsning M2 KPP045 Material-delen Förmiddagens agenda Materials mekaniska egenskaper del 1: Kapitel 6 Paus Provning Materials mekaniska
Material VT1 1,5 p Janne Färm Torsdag 29:a Januari 10:15 12:00 Föreläsning M2 KPP045 Material-delen Förmiddagens agenda Materials mekaniska egenskaper del 1: Kapitel 6 Paus Provning Materials mekaniska
Lösning: B/a = 2,5 och r/a = 0,1 ger (enl diagram) K t = 2,8 (ca), vilket ger σ max = 2,8 (100/92) 100 = 304 MPa. a B. K t 3,2 3,0 2,8 2,6 2,5 2,25
 K t = 2,8 (ca), vilket ger σ max = 2,8 (100/92) 100 = 304 MPa. a B. K t 3,2 3,0 2,8 2,6 2,5 2,25") Tekniska Högskolan i Linköping, IEI /Tore Dahlberg TENTAMEN i Hållfasthetslära - Enkla bärverk TMHL0, 009-03-13 kl LÖSNINGAR DEL 1 - (Teoridel utan hjälpmedel) 1. Du har en plattstav som utsätts för en
Tekniska Högskolan i Linköping, IEI /Tore Dahlberg TENTAMEN i Hållfasthetslära - Enkla bärverk TMHL0, 009-03-13 kl LÖSNINGAR DEL 1 - (Teoridel utan hjälpmedel) 1. Du har en plattstav som utsätts för en
Hållfasthetslära. VT2 7,5 p halvfart Janne Färm
 Hållfasthetslära VT2 7,5 p halvfart Janne Färm Tisdag 5:e Januari 13:15 17:00 Extraföreläsning Repetition PPU203 Hållfasthetslära Tisdagens repetition Sammanfattning av kursens viktigare moment Vi går
Hållfasthetslära VT2 7,5 p halvfart Janne Färm Tisdag 5:e Januari 13:15 17:00 Extraföreläsning Repetition PPU203 Hållfasthetslära Tisdagens repetition Sammanfattning av kursens viktigare moment Vi går
KVALITETSPROVNING AV LÅSKULOR TILL HYDRAULISKA SNABBKOPPLINGAR STRENGTH TESTING OF LOCKING BALLS FOR HYDRAULIC QUICK COUPLINGS
 KVALITETSPROVNING AV LÅSKULOR TILL HYDRAULISKA SNABBKOPPLINGAR STRENGTH TESTING OF LOCKING BALLS FOR HYDRAULIC QUICK COUPLINGS Examensarbete inom Maskinteknik Grundnivå nivå 22.5 Högskolepoäng Vårtermin
KVALITETSPROVNING AV LÅSKULOR TILL HYDRAULISKA SNABBKOPPLINGAR STRENGTH TESTING OF LOCKING BALLS FOR HYDRAULIC QUICK COUPLINGS Examensarbete inom Maskinteknik Grundnivå nivå 22.5 Högskolepoäng Vårtermin
Kompositberä kning i Solidworks
 Kompositberä kning i Solidworks Uppdaterad 2014-12-03 Här följer en kort beskrivning av hur en komposit kan beräknas i SolidWorks. Beräkningen utgår från ett enkelt lastfall, som på bilden. Kriterier Modell
Kompositberä kning i Solidworks Uppdaterad 2014-12-03 Här följer en kort beskrivning av hur en komposit kan beräknas i SolidWorks. Beräkningen utgår från ett enkelt lastfall, som på bilden. Kriterier Modell
Material föreläsning 4. HT2 7,5 p halvfart Janne Färm
 Material föreläsning 4 HT2 7,5 p halvfart Janne Färm Tisdag 1:a December 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Färm Tisdag 1:a December 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Kursplan. FÖ3032 Redovisning och styrning av internationellt verksamma företag. 15 högskolepoäng, Avancerad nivå 1
 Kursplan FÖ3032 Redovisning och styrning av internationellt verksamma företag 15 högskolepoäng, Avancerad nivå 1 Accounting and Control in Global Enterprises 15 Higher Education Credits *), Second Cycle
Kursplan FÖ3032 Redovisning och styrning av internationellt verksamma företag 15 högskolepoäng, Avancerad nivå 1 Accounting and Control in Global Enterprises 15 Higher Education Credits *), Second Cycle
Program för Hållfasthetslära, grundkurs med energimetoder (SE1055, 9p) VT 2013
 VT 2013") Program för Hållfasthetslära, grundkurs med energimetoder (SE1055, 9p) VT 2013 Utvecklingen av fysiska produkter och utforskandet av världen kräver kunskap om hur material, komponenter, och strukturer
Program för Hållfasthetslära, grundkurs med energimetoder (SE1055, 9p) VT 2013 Utvecklingen av fysiska produkter och utforskandet av världen kräver kunskap om hur material, komponenter, och strukturer
Transkritisk CO2 kylning med värmeåtervinning
 Transkritisk CO2 kylning med värmeåtervinning Författare: Kenneth Bank Madsen, Danfoss A/S & Peter Bjerg, Danfoss A/S Transkritiska CO 2 system har erövrat stora marknadsandelar de senaste åren, och baserat
Transkritisk CO2 kylning med värmeåtervinning Författare: Kenneth Bank Madsen, Danfoss A/S & Peter Bjerg, Danfoss A/S Transkritiska CO 2 system har erövrat stora marknadsandelar de senaste åren, och baserat
Tekniska Högskolan i Linköping, IKP Tore Dahlberg TENTAMEN i Hållfasthetslära grk, TMHL07, kl 8-12 DEL 1 - (Teoridel utan hjälpmedel) LÖSNINGAR
 LÖSNINGAR") TENTAMEN i Hållfasthetslära grk, TMHL07, 040423 kl -12 DEL 1 - (Teoridel utan hjälpmedel) LÖSNINGAR 1. Skjuvpänningarna i en balk utsatt för transversell last q() kan beräknas med formeln τ y = TS A Ib
TENTAMEN i Hållfasthetslära grk, TMHL07, 040423 kl -12 DEL 1 - (Teoridel utan hjälpmedel) LÖSNINGAR 1. Skjuvpänningarna i en balk utsatt för transversell last q() kan beräknas med formeln τ y = TS A Ib
Prestanda vid stålsvarvning
 Prestanda vid stålsvarvning Ny innovation ger bästa praxis-lösningar för dagliga bearbetningsutmaningar 1 Introduktion Framgångsrika kunder Kontrollerade förslitningstyper Skydda skäreggen Tredubblad livslängd
Prestanda vid stålsvarvning Ny innovation ger bästa praxis-lösningar för dagliga bearbetningsutmaningar 1 Introduktion Framgångsrika kunder Kontrollerade förslitningstyper Skydda skäreggen Tredubblad livslängd
LÖSNINGAR. TENTAMEN i Hållfasthetslära grk, TMHL07, kl DEL 1 - (Teoridel utan hjälpmedel)
") ÖSNINGAR DE 1 - (Teoridel utan hjälpmedel) 1. Spänningarna i en balk utsatt för transversell last q(x) kan beräknas med formeln σ x M y z I y Detta uttryck är relaterat (kopplat) till ett koordinatsystem
ÖSNINGAR DE 1 - (Teoridel utan hjälpmedel) 1. Spänningarna i en balk utsatt för transversell last q(x) kan beräknas med formeln σ x M y z I y Detta uttryck är relaterat (kopplat) till ett koordinatsystem
Tekniska anvisningar för O-ringar
 ekniska anvisningar för O-ringar ätningsverkan O-ringar ger tillförlitlig tätning för vätskor och gaser. De tätar genom att tvärsnittet pressar axiellt eller radiellt när de monteras. Under drift gör mediets
ekniska anvisningar för O-ringar ätningsverkan O-ringar ger tillförlitlig tätning för vätskor och gaser. De tätar genom att tvärsnittet pressar axiellt eller radiellt när de monteras. Under drift gör mediets
FÖRBERED UNDERLAG FÖR BEDÖMNING SÅ HÄR
 FÖRBERED UNDERLAG FÖR BEDÖMNING SÅ HÄR Kontrollera vilka kurser du vill söka under utbytet. Fyll i Basis for nomination for exchange studies i samråd med din lärare. För att läraren ska kunna göra en korrekt
FÖRBERED UNDERLAG FÖR BEDÖMNING SÅ HÄR Kontrollera vilka kurser du vill söka under utbytet. Fyll i Basis for nomination for exchange studies i samråd med din lärare. För att läraren ska kunna göra en korrekt
Spänning och töjning (kap 4) Stång
 Stång") Föreläsning 3 Spänning och töjning Spänning och töjning (kap 4) Stång Fackverk Strukturmekanik FM60 Materialmekanik SMA10 Avdelningen för Bggnadskonstruktion TH Campus Helsingborg Balk Ram Spänning (kraftmått)
Föreläsning 3 Spänning och töjning Spänning och töjning (kap 4) Stång Fackverk Strukturmekanik FM60 Materialmekanik SMA10 Avdelningen för Bggnadskonstruktion TH Campus Helsingborg Balk Ram Spänning (kraftmått)
Tillverkningsteknik Föreläsning 2
 Tillverkningsteknik Föreläsning 2 1 Tillverkning Tillformning (Omformning av ett materialstycke till önskad dimension och form) Smidning Valsning Gjutning Frånskiljning (Bortagning av material) Hyvling
Tillverkningsteknik Föreläsning 2 1 Tillverkning Tillformning (Omformning av ett materialstycke till önskad dimension och form) Smidning Valsning Gjutning Frånskiljning (Bortagning av material) Hyvling
Laboration 2 Mekanik baskurs
 Laboration 2 Mekanik baskurs Utförs av: Henrik Bergman Mubarak Ali Uppsala 2015 01 19 Introduktion Friktionskraft är en förutsättning för att våra liv ska fungera på ett mindre omständigt sätt. Om friktionskraften
Laboration 2 Mekanik baskurs Utförs av: Henrik Bergman Mubarak Ali Uppsala 2015 01 19 Introduktion Friktionskraft är en förutsättning för att våra liv ska fungera på ett mindre omständigt sätt. Om friktionskraften
FERMO Seghärdat kallarbetsstål
 F AKTA OM VERKTYGSSTÅL FERMO Seghärdat kallarbetsstål Där verktyg tillverkas Där verktyg används Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information
F AKTA OM VERKTYGSSTÅL FERMO Seghärdat kallarbetsstål Där verktyg tillverkas Där verktyg används Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information
Komponenter Removed Serviceable
 Komponenter Removed Serviceable Presentatör Jonas Gränge, Flygteknisk Inspektör Sjö- och luftfartsavdelningen Fartygs- och luftfartygsenheten Sektionen för Underhållsorganisationer 1 145.A.50(d): När en
Komponenter Removed Serviceable Presentatör Jonas Gränge, Flygteknisk Inspektör Sjö- och luftfartsavdelningen Fartygs- och luftfartygsenheten Sektionen för Underhållsorganisationer 1 145.A.50(d): När en
HÅLLFASTHETSLÄRA Hållfasthetslärans grundläggande uppgift är att hjälpa oss att beräkna dimension och form hos en konstruktion så att den vid
 HÅLLFASTHETSLÄRA Hållfasthetslärans grundläggande uppgift är att hjälpa oss att beräkna dimension och form hos en konstruktion så att den vid användning inte går sönder. Detta förutsätter att vi väljer
HÅLLFASTHETSLÄRA Hållfasthetslärans grundläggande uppgift är att hjälpa oss att beräkna dimension och form hos en konstruktion så att den vid användning inte går sönder. Detta förutsätter att vi väljer
Additiv tillverkning på Siemens Industrial Turbomachinery AB
 FOP:s Vårkonferens i Göteborg, april 2015 Additiv tillverkning på Siemens Industrial Turbomachinery AB Answers for energy. Additiv tillverkning på Siemens Industrial Turbomachinery AB Our goal is to ensure
FOP:s Vårkonferens i Göteborg, april 2015 Additiv tillverkning på Siemens Industrial Turbomachinery AB Answers for energy. Additiv tillverkning på Siemens Industrial Turbomachinery AB Our goal is to ensure
FEM-modellering och analys av en elastisk komponent
 FEM-modellering och analys av en elastisk komponent - Laboration 2 MF102X/MF103X/MF104X/MF111X/MF112X/MF114X/MF1025 VT 2012 Ulf Sellgren KTH Maskinkonstruktion Skolan för Industriell teknik och management
FEM-modellering och analys av en elastisk komponent - Laboration 2 MF102X/MF103X/MF104X/MF111X/MF112X/MF114X/MF1025 VT 2012 Ulf Sellgren KTH Maskinkonstruktion Skolan för Industriell teknik och management
Tänk efter, vad gjorde du precis? Du kanske rätade på rygg och nacke en aning. Läs om Optergo Solution, ett unikt koncept som öppnar nya vyer!
 Tänk efter, vad gjorde du precis? Du kanske rätade på rygg och nacke en aning. Läs om Optergo Solution, ett unikt koncept som öppnar nya vyer! Lyft blicken! Sitt rätt & se tydligt! Ett unikt koncept för
Tänk efter, vad gjorde du precis? Du kanske rätade på rygg och nacke en aning. Läs om Optergo Solution, ett unikt koncept som öppnar nya vyer! Lyft blicken! Sitt rätt & se tydligt! Ett unikt koncept för
Textilarmering, av Karin Lundgren. Kapitel 7.6 i Betonghandbok Material, Del 1, Delmaterial samt färsk och hårdnande betong. Svensk Byggtjänst 2017.
 Textilarmering, av Karin Lundgren Kapitel 7.6 i Betonghandbok Material, Del 1, Delmaterial samt färsk och hårdnande betong. Svensk Byggtjänst 2017. 7.6 Textilarmering 7.6.1 Allmänt Textilarmering består
Textilarmering, av Karin Lundgren Kapitel 7.6 i Betonghandbok Material, Del 1, Delmaterial samt färsk och hårdnande betong. Svensk Byggtjänst 2017. 7.6 Textilarmering 7.6.1 Allmänt Textilarmering består
VERIFIERING AV BELASTNINGSKAPACITETER PÅ JEROL ELDISTRIBUTIONSSTOLPAR. HORISONTAL- och VERTIKALLASTER
 VERIFIERING AV BELASTNINGSKAPACITETER PÅ JEROL ELDISTRIBUTIONSSTOLPAR HORISONTAL- och VERTIKALLASTER Verifierande tester har utförts på Jerol eldistributionsstolpar i komposit för att säkerställa att hållfasthetsberäkningarna
VERIFIERING AV BELASTNINGSKAPACITETER PÅ JEROL ELDISTRIBUTIONSSTOLPAR HORISONTAL- och VERTIKALLASTER Verifierande tester har utförts på Jerol eldistributionsstolpar i komposit för att säkerställa att hållfasthetsberäkningarna
Joakim Vasilevski 2011-01-16
 PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
Biomekanik Belastningsanalys
 Biomekanik Belastningsanalys Skillnad? Biomekanik Belastningsanalys Yttre krafter och moment Hastigheter och accelerationer Inre spänningar, töjningar och deformationer (Dynamiska påkänningar) I de delar
Biomekanik Belastningsanalys Skillnad? Biomekanik Belastningsanalys Yttre krafter och moment Hastigheter och accelerationer Inre spänningar, töjningar och deformationer (Dynamiska påkänningar) I de delar
Kurskod: TAMS28 MATEMATISK STATISTIK Provkod: TEN1 05 June 2017, 14:00-18:00. English Version
 Kurskod: TAMS28 MATEMATISK STATISTIK Provkod: TEN1 5 June 217, 14:-18: Examiner: Zhenxia Liu (Tel: 7 89528). Please answer in ENGLISH if you can. a. You are allowed to use a calculator, the formula and
Kurskod: TAMS28 MATEMATISK STATISTIK Provkod: TEN1 5 June 217, 14:-18: Examiner: Zhenxia Liu (Tel: 7 89528). Please answer in ENGLISH if you can. a. You are allowed to use a calculator, the formula and
 BÄNKVÅG / BENCH SCALE Modell : SW-III / Model : SW-III ANVÄNDARMANUAL / USER MANUAL SW-III WWW.LIDEN-WEIGHING.SE 2014-03-26 OBS! Under vågen sitter en justerbar skruv (se bild). Standardinställning är
BÄNKVÅG / BENCH SCALE Modell : SW-III / Model : SW-III ANVÄNDARMANUAL / USER MANUAL SW-III WWW.LIDEN-WEIGHING.SE 2014-03-26 OBS! Under vågen sitter en justerbar skruv (se bild). Standardinställning är
SUZUKI GRAND VITARA 3P CITY 2011»
 00-2082 120 SUZUKI GRAND VITARA 3P CITY 2011» 661-0830 rev. 2014-04-04 DC Congratulations on purchasing an ATS towbar Alexo Towbars Sweden offer quality towbars produced as a result of direct market research.
00-2082 120 SUZUKI GRAND VITARA 3P CITY 2011» 661-0830 rev. 2014-04-04 DC Congratulations on purchasing an ATS towbar Alexo Towbars Sweden offer quality towbars produced as a result of direct market research.
8 < x 1 + x 2 x 3 = 1, x 1 +2x 2 + x 4 = 0, x 1 +2x 3 + x 4 = 2. x 1 2x 12 1A är inverterbar, och bestäm i så fall dess invers.
 MÄLARDALENS HÖGSKOLA Akademin för utbildning, kultur och kommunikation Avdelningen för tillämpad matematik Examinator: Erik Darpö TENTAMEN I MATEMATIK MAA150 Vektoralgebra TEN1 Datum: 9januari2015 Skrivtid:
MÄLARDALENS HÖGSKOLA Akademin för utbildning, kultur och kommunikation Avdelningen för tillämpad matematik Examinator: Erik Darpö TENTAMEN I MATEMATIK MAA150 Vektoralgebra TEN1 Datum: 9januari2015 Skrivtid:
Flervariabel Analys för Civilingenjörsutbildning i datateknik
 Flervariabel Analys för Civilingenjörsutbildning i datateknik Henrik Shahgholian KTH Royal Inst. of Tech. 2 / 9 Utbildningens mål Gällande matematik: Visa grundliga kunskaper i matematik. Härmed förstås
Flervariabel Analys för Civilingenjörsutbildning i datateknik Henrik Shahgholian KTH Royal Inst. of Tech. 2 / 9 Utbildningens mål Gällande matematik: Visa grundliga kunskaper i matematik. Härmed förstås
EXAMENSARBETE. Analys av skärkrafter och brottytans utseende vid bearbetning av trä. Firas Jankeel Högskoleingenjörsexamen Maskinteknik
 EXAMENSARBETE Analys av skärkrafter och brottytans utseende vid bearbetning av trä Firas Jankeel 2016 Högskoleingenjörsexamen Maskinteknik Luleå tekniska universitet Institutionen för teknikvetenskap och
EXAMENSARBETE Analys av skärkrafter och brottytans utseende vid bearbetning av trä Firas Jankeel 2016 Högskoleingenjörsexamen Maskinteknik Luleå tekniska universitet Institutionen för teknikvetenskap och
Uddeholm Vanax SuperClean. Uddeholm Vanax SuperClean
 Uddeholm Vanax SuperClean 1 Vanax är varumärkesskyddat bl a inom EU UDDEHOLMS AB Ingen del av denna publikation får reproduceras eller överföras i kommersiellt syfte utan tillstånd från upphovsrättsinnehavaren.
Uddeholm Vanax SuperClean 1 Vanax är varumärkesskyddat bl a inom EU UDDEHOLMS AB Ingen del av denna publikation får reproduceras eller överföras i kommersiellt syfte utan tillstånd från upphovsrättsinnehavaren.