Isak Nilsson Maja Skovshoved. EXAMENSARBETE 2015 Maskinteknik Industriell ekonomi och produktionsledning
|
|
|
- Jan Eliasson
- för 8 år sedan
- Visningar:
Transkript
1 Utveckling av en monteringsprocess för att skapa bättre förutsättningar för inlärning Developing of an assembly process to create better conditions for learning Isak Nilsson Maja Skovshoved EXAMENSARBETE 2015 Maskinteknik Industriell ekonomi och produktionsledning Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan (vx) Jönköping
2 Detta examensarbete är utfört vid Tekniska Högskolan i Jönköping inom ämnesområdet Maskinteknik med inriktning industriell ekonomi och produktionsledning. Arbetet är ett led i den treåriga högskoleingenjörsutbildningen. Författarna svarar själva för framförda åsikter, slutsatser och resultat. Examinator: Jonas Bjarnehäll Handledare: Omfattning: Leif Svensson 15 hp (grundnivå) Datum: Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan (vx) Jönköping
3 Abstract Abstract How can a long and detailed assembly process be developed to create better conditions for learning? This question was asked in the introduction stage of this examination thesis, which is made in the collaboration with Mastec Components AB. The background to the project consists of the problematic assembly stations at Mastec. Today it is difficult to replace the regular staff because of the complex assembly process. There is only one employee that has the qualification to perform the assembly because of a long and complicated assembly process. With the poor instructions that exist today, the learning process becomes difficult for new employees. The purpose of this examination thesis was to analyze if the learning could be simplified with a changed assembly process. The authors were during the project searching for answers if an easier learning process could be achieved with a change of assembly and new work instructions. To answer the question formulations, and by that fulfill the purpose of the thesis, a case study has been made. The authors have collected data about the current situation through interviews with employees, observations and recording of the assembly work. A theoretical research has also been done during the study, to create a wider knowledge about the subject. The authors described the current situation with the collected data. The description was then used as a basis for the authors suggestion of improvement. The assembly that has been studied was divided into several stations. To create the best conditions for learning, the authors presented a suggestion with six workstations. The created stations in the first suggestion were then used to create another suggestion, with three stations. The suggestion was created to give Mastec the opportunity to choose between the two, in case there was a restriction in the implementation of the first suggestion. New work instructions have been created to one of the suggested stations in the assembly. 13 design principles, about how the instructions reach the user in the best possible way, were used when the instructions were created. The authors believe that with the suggestions of improvement, the learning process at Mastec can be simplified in the future. During the project the authors have discussed however the method of the work can be used at similar companies. Because the questions formulas were generally subordinated, and the theories that were used not were specifically adapted to assembly work, the method can be used also at other companies with different orientations. The conclusion of this examination thesis is that the result that has been presented by the authors is going to improve and simplify the learning process at the assembly station. The authors have also proved that the method can be implemented at other work places. Keywords of the thesis are: The Sociotechnical model, Learning, Division of Work, Balancing, and Work Instruction.
4 Sammanfattning Sammanfattning Hur kan en lång och detaljerad monteringsprocess förändras för att skapa bättre förutsättningar för inlärning? Denna fråga ställdes i inledningen av detta examensarbete, som är gjort i samarbete med Mastec Components AB. Bakgrunden till arbetet är att Mastec idag stöter på stora problem vid en av monteringsstationerna på grund av svårigheten att tillsätta personal när ordinarie personal är sjuk. Kompetens att utföra monteringen finns endast hos en arbetare och på grund av ett långt och komplicerat monteringsarbete, beskrivet med bristfälliga instruktioner, blir inlärningsprocessen av ny personal svår. Syftet med detta examensarbete var att undersöka om inlärningen kunde förenklas med en förändrad monteringsprocess. Författarna sökte under arbetet svar på om enklare inlärning kunde uppnås med en förändrad monteringsgång och nya arbetsinstruktioner. För att kunna svara på de ställda frågeställningarna och därmed uppfylla examensarbetets syfte har en fallstudie på Mastec genomförts. Där har författarna samlat in information om nuläget via intervjuer, observationer och videoinspelning av monteringen. En teoretisk forskning har också skett parallellt med fallstudien för att skapa en djup kunskap inom ämnet. Författarna har med informationen som samlats in skapat en nulägesbeskrivning av arbetet. Beskrivningen har sedan analyserats och analysen har legat till grund för författarnas förbättringsförslag. Monteringen som studerats har delats upp i olika stationer. För att uppnå bästa förutsättningar för inlärning tog författarna fram ett förslag att dela upp arbetet i sex arbetsstationer. De framtagna stationerna i det förslaget slogs sedan ihop med ett resultat av en uppdelning i tre stationer. Förslaget togs fram för att skapa en valmöjlighet för Mastec vid eventuella begränsningar att införa det första förslaget på monteringsavdelningen. Nya arbetsinstruktioner för monteringen togs fram till en av de sex stationerna författarna föreslagit. 13 designprinciper, för hur arbetsinstruktioner på bästa sätt ska nå fram till användaren, låg till grund för framtagandet av de nya instruktionerna. Med förbättringsförslagen anser författarna att inlärningen på Mastec i framtiden kan utföras betydligt lättare än idag. Under arbetet har författarna även fört en diskussion kring huruvida metoden kan genomföras på liknande företag. Då frågeställningarna i arbetet är allmänt ställda, samt att de teorier som använts inte är specifikt anpassade för monteringsarbete, kan metoden användas även på andra företag med andra arbetsuppgifter. Slutsatsen för detta examensarbete är att författarna har kommit fram till ett resultat som kommer förenkla inlärningen på den givna monteringsstationen. Författarna har även visat att den givna metoden kan appliceras på andra arbetsstationer och företag. Nyckelord för detta examensarbete är: Sociotekniska modellen, Inlärning, Uppdelning, Balansering, Arbetsinstruktioner.
5 Innehållsförteckning Innehållsförteckning 1 Introduktion BAKGRUND PROBLEMBESKRIVNING SYFTE OCH FRÅGESTÄLLNINGAR OMFÅNG OCH AVGRÄNSNINGAR DISPOSITION Metod och genomförande KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH METOD ARBETSPROCESSEN ANSATS FALLSTUDIE DATAINSAMLING Intervjuer Litteraturstudie Dokument Observationer Videoinspelning DATAANALYS TROVÄRDIGHET Teoretiskt ramverk KOPPLING MELLAN FRÅGESTÄLLNINGAR OCH TEORI SOCIOTEKNISKA MODELLEN INLÄRNING Inlärningskurva LEAN PRODUCTION Standardiserat arbete Uppdelning ARBETSPLATSEN... 16
6 Innehållsförteckning S INSTRUKTIONER Designprinciper för visuell instruktion Empiri BIACORE T MONTÖRENS ARBETE NUVARANDE ARBETSINSTRUKTIONER MONTERINGSTIDER MATERIAL VERKTYG Analys och förbättringsförslag FRÅGESTÄLLNING Analys av nuvarande monteringsarbete Förbättringsförslag för monteringsarbetet Förväntat resultat FRÅGESTÄLLNING Analys av nuvarande arbetsinstruktioner Förbättringsförslag till arbetsinstruktioner Förväntat resultat FRÅGESTÄLLNING Diskussion och slutsatser RESULTAT IMPLIKATIONER BEGRÄNSNINGAR SLUTSATSER OCH REKOMMENDATIONER VIDARE ARBETE/FORSKNING Referenser Bilagor... 43
7 Introduktion 1 Introduktion Kapitlet ger en bakgrund till studien och det problemområde som studien byggts upp kring. Vidare presenteras studiens syfte och dess frågeställningar. Därtill beskrivs studiens omfång och avgränsningar. Kapitlet avslutas med rapportens disposition. 1.1 Bakgrund Utvecklingen i industrin gör att tillverkningsföretagen måste effektivisera för att konkurrera på marknaden. Priskonkurrensen är i dagens industri global, vilket medför att kunder kan efterfråga produktvarianter som utvecklas specifikt efter deras behov. Med kundspecifikationernas detaljering krävs att den slutliga monteringen utförs med precision och flexibilitet. Därför utförs 80 % av slutmonteringen manuellt i dagens industri, på grund av att människan är den enda som klarar av flexibilitetskraven. [1] Stress, bristfälliga instruktioner och tidsbegränsningar leder till att människor gör fel, den mänskliga faktorn kan aldrig bortses ifrån. Människans inverkan i slutmonteringen gör att produktivitet och kvalitét varierar beroende på individens förutsättningar. Inlärning vid monteringsarbetsplatser klassificeras som anpassningsinriktat. Anpassningsinriktat lärande innebär att arbetstagaren lär sig den nya arbetsgången med ett givet mål, uppgift och förutsättningar utan att ifrågasätta dessa. [2] Företagets mål med monteringen måste genom arbetsinstruktioner komma fram till montören på rätt sätt, misstag ska inte ske på grund av arbetsbeskrivningen. Arbetsinstruktionernas utformning och dess innehåll är på grund av detta avgörande för en slutmontering och dess produktivitet. Företags personalomsättning är något som inte går att förutspå och ett ständigt närvarande bekymmer för verksamheten. Inlärning av ny personal kräver tid och resurser och arbetsinstruktioner är en avgörande faktor för att denna process ska underlättas. Under inlärningstiden sker produktionsbortfall i verksamheten och detta blir en förlust för företaget. Om inlärningstiden förkortas, minskas också förlusterna. Att skapa bättre förutsättningar för individers inlärning är därför viktigt för att verksamhetens produktion ska fungera. 1.2 Problembeskrivning På Mastec Components AB i Ulricehamn, hädanefter benämnt Mastec, utförs idag ett komplext och tidsmässigt omfattande montage på samma station. Detta innebär att det krävs en stor kompetens för den personal som utför arbetsmomentet. Företaget har idag stora problem vid bland annat sjukdom och hög beläggning eftersom kompetensen att utföra monteringen endast finns hos en anställd. Modulen, Biacore T200 - GE Healthcare som ska studeras innehåller 135 olika komponenter. Monteringstiden är ca 6 h och endast en anställd har kompetens att genomföra montaget på grund av att det komplicerade monteringsarbetet har bristfälliga instruktioner. Instruktionerna är framtagna av kunden, GE Healthcare, och är skrivna på engelska vilket ställer ytterligare krav på montören. Instruktionerna är inte uppdaterade med de ändringar som genomförts i montering, utan endast muntligt framförda och nedskriva för hand av berörd montör. Dessutom innehåller de nuvarande instruktionerna brister, t.ex. felskrivna mått, felaktiga vridmoment och missvisande bilder. 1
8 Introduktion Idag utförs hela monteringsarbetet på en och samma arbetsstation, därför samlas mycket verktyg och material på liten yta. Det i sin tur gör att arbetet blir än mer komplext för den anställde. Högt antal verktyg på en station skapar ökad hanteringstid d.v.s. icke värdeadderande tid för kunden. Dagens montör har idag själv utvecklat smidiga sätt att genomföra monteringen, t.ex. lagt till måttbitar i olika moment för att få rätt mått utan att behöva använda skjutmått. Montörens taktiska metoder finns inte dokumenterade med beskrivningarna utan har arbetats fram av montören och finns enbart i minnet. Ny personal hade därför i dagens läge själva fått börja om med en sådan process. Företagets mål är att få kortare montagetider baserat på förenklade arbetsinstruktioner, färre antal komponenter och utrustning per station, samt rätt material på arbetsstationerna. Upplärning av personal är både tids- och resurskrävande, och det är en konsekvens av att monteringen är komplex och instruktionerna bristfälliga. Upplärning utförs ofta av en handledare på arbetsplatsen där den nya montören går bredvid, det innebär alltså dubbla arbetstimmar. Om upplärningstiden skulle minskas skulle arbetstid kunna sparas. Med enkla och tydliga instruktioner kan den nya montören tidigt börja inlärningsarbetet på egen hand. Vid inlärning följs de skriftliga instruktioner som finns och produktiviteten under denna tid är lägre gentemot ordinarie personal. Inlärningsprocessen är individuell och en förutsättning för snabb inlärning är bra instruktioner. [3] 1.3 Syfte och frågeställningar Projektets syfte är att utveckla monteringen utav Biacore T200 GE Healthcare för att underlätta inlärning vid montering. Vid projektets slut kommer ett förbättringsförslag att presenteras för ledningsgruppen på Mastec. Monteringsprocessens utformning är relevant för hur inlärningen sker. Framtagandet av en förändrad monteringsgång är nödvändig för att kunna förenkla inlärningen. Därför kommer den första frågeställningen i projektet att vara: 1. Hur kan monteringsarbetet utvecklas för att skapa bättre förutsättningar för inlärning? Instruktioner är ett hjälpmedel som är grundläggande för arbetet. Tolkningar av arbetsinstruktioner ska vara entydiga och relevanta. För att undvika produktionsstopp vid personalbortfall och för att vid behov kunna öka produktiviteten krävs upplärning av mer personal. Den andra frågeställningen lyder därmed: 2. Hur ska arbetsinstruktioner utformas för att förenkla inlärningen? De båda ovanstående frågeställningarna är framtagna ifrån problembeskrivningen på Mastec. Resultatet i examensarbetet beskriver därför en lösning för endast det företaget. Då författarna ska bedöma hur allmängiltigt arbetet kan bedömas vara, har en tredje frågeställning valts: 3. Kan metod och analys användas även på liknande företag? 1.4 Omfång och avgränsningar Avgränsningar görs för att skapa kvalité i projektet. Materialförsörjningen till monteringen berörs inte eftersom materialflödet genom fabrikens processer blir för 2
9 Introduktion omfattande. Avgränsningar kommer även att göras vid framtagande av arbetsinstruktioner, nya instruktioner tas endast fram till en arbetsstation. Anledningen är att framtagningen av nya instruktioner är tidskrävande och fokus i arbetet ligger istället på hur instruktionerna ska vara utformade. Till den arbetsstation arbetsinstruktioner tas fram kommer verktygsuppsättning att ingå, däremot kommer verktygens placering vid arbetsstationen inte att beröras i förbättringsförslaget. De framtagna instruktionerna kan sedan ligga till grund för vidare framtagning av instruktioner till resterande arbetsstationer. 1.5 Disposition Examensarbetet inleds med en kort bakgrund och problembeskrivning. Därefter presenteras syftet med arbetet och vilka frågeställningar arbetet söker svar på. I kapitel två beskrivs vilken metod som valts för att genomföra arbetet. Här ges läsaren en överblick på hur författarna har gått tillväga under projektets gång och hur information har samlats in och analyserats. Det teoretiska ramverket presenteras i kapitel tre och behandlar de teorier som senare har använts i projektet. Under kapitel fyra, Empirin, beskrivs nuläget på företaget. Här presenteras den information som samlats in vid observationer och videoinspelningar. Informationen om nuläget analyseras sedan i kapitel fem, och granskas för att hitta fel och brister i det nuvarande arbetet på företaget. Här presentas också förbättringsförslagen och vilket resultat de förväntas få på företag. I kapitel sex avslutar författarna med en diskussion och slutsats kring hur väl frågeställningarna är besvarade. Övriga synpunkter på projektet framförs och förslag hur vidare arbete och forskning kan genomföras presenteras. En referenslista och rapportens bilagor kommer därefter. 3

10 Metod och genomförande 2 Metod och genomförande Kapitlet ger en översiktlig beskrivning av studiens arbetsprocess. Vidare beskrivs studiens ansats och design. Därtill beskrivs studiens datainsamling och dataanalys. Kapitlet avslutas med en diskussion kring studiens trovärdighet. 2.1 Koppling mellan frågeställningar och metod Examensarbetets syfte är att kunna svara på frågeställningarna som ställts vid arbetets början. För att komma fram till ett resultat har lämpliga metoder valts för att samla in information och analysera den. Datainsamling i form av en fallstudie utfördes på företaget och är direkt kopplat till alla tre frågeställningarna. Intervjuer, observationer, insamling av dokument och videoinspelning av monteringen var nödvändiga att utföras för att skapa en uppfattning om nuläget på företaget. Med informationen som samlats in gjordes en nulägesbeskrivning som låg till grund för arbetets vidare analys. Datainsamlingen, med dess olika steg är därför kopplat till arbetets alla frågeställningar. En litteraturstudie genomfördes för att skapa en djupare kunskap om ämnet examensarbetet behandlar. Litteraturstudiens olika teorier och dess koppling till frågeställningar presenteras senare i arbetet under rubriken koppling mellan frågeställningar och teori. I nedanstående figur hålls de olika teorierna inte isär och därför är litteraturstudien även den kopplad till arbetets alla frågeställningar. Informationen som samlats in under datainsamlingen och litteraturstudien sammankopplades och analyserades under arbetet. Videoinspelningen som skett analyserades med programmet Avix. Analysen av informationen om nuläget tillsammans med det teoretiska ramverket låg sedan till grund för förbättringsförslagen. Analysen som gjordes behövdes för att uppfylla examensarbetets syfte, och är därför direkt kopplat till arbetets alla tre frågeställningar. Figur 2.1 redovisar koppling mellan metod och frågeställningar. 4
11 Metod och genomförande 2.2 Arbetsprocessen En tidsplan för hur examensarbetet skulle genomföras under våren 2015 gjordes vid projektets start enligt nedanstående bild. I tidsplanen saknas det arbete som genomfördes under hösten Då studerades tidigare års exjobb och förslag framfördes till olika uppdragsgivare. Tidsplanen har under arbetets gång hjälpt författarna att kontrollera att de olika stegen genomfördes enligt planeringen. Författarna har under hela arbetets gång arbetat parallellt hos företaget med att samla och analysera information samtidigt som rapportskrivning har genomförts. Ganntschema v.7 v.8 v.9 v.10 v.11 v.12 v.13 v.14 v.15 v.16 v.17 v.18 v.19 v.20 v.21 Planeringsrapport 1 Teoretisk Bakgrund Observation av nuläge Samtal & Intervjuer Planeringsrapport 2 Videoinspelning Dataanalys Bearbetning av förslag Första utkast Opponering/Feedback Presentation Figur 2.2 visar arbetets tidsplan. 2.3 Ansats Enligt Patel och Davidsson väljs ansats beroende på hur informationen samlas in, bearbetas och analyseras. Ansatsen i detta examensarbete är av både kvalitativ och kvantitativ karaktär. Kvantitativ inriktad forskning innebär statistisk bearbetning och analys av mätningar vid datainsamlingen. Datainsamling ifrån intervjuer och verbala analysmetoder är exempel på kvalitativ forskning, vilket också kommer innefattas i examensarbetet för att vidga perspektiv och förståelse. [4] Kvalitativ inriktad datainsamling har intagits vid intervjuer och deltagande observationer. I samband med dessa har samtalstekniken varit av handlingsmässig karaktär. Den kvantitativa datainsamlingen har skett i samband med videoinspelningen som senare analyserats med tidsstudier för uppdelning av arbetsprocessen. Datainsamlingen är därmed av lagrings- och sparande karaktär. [5] Det ansågs att en abduktiv studie var mest lämpat för fallstudien eftersom teoriutvecklingen sker induktivt och deduktivt. En induktiv studie betyder att forskaren följer upptäckandets väg, utifrån den insamlade empirin formuleras en teori. En deduktiv studie innebär att forskaren utgår ifrån hypoteser i teorin som sedan empiriskt prövas i det aktuella fallet. [4] Förståelse om utmaningar i inlärningen har utvecklats genom arbetet och därmed också förståelse om teoribehoven. Jämförelsen av den insamlade empirin och teorin har genom detta förhållningssätt etablerats utefter arbetets gång. 2.4 Fallstudie Vid val av design för hur metoden skulle genomföras utgick författarna ifrån de utformade frågeställningarna. För att vidga förståelsen av monteringsprocessen, och därmed kunna besvara examensarbetets frågeställningar, beslutades det i samspråk med Lars-Erik Larsson, handledare på Mastec, att en fallstudie skulle inledas. 5
12 Metod och genomförande En fallstudie är en undersökningsform som studerar en aktuell händelse i dess verkliga miljö. Alltså sker datainsamling av ett specifikt problem med direkta observationer [6]. Undersökningen i examensarbetets fallstudie är inriktad på ett monteringsarbete till en given modul, den modul som projektets problem riktar sig mot. En fallstudie ger en större möjlighet att skapa djupare och mer detaljerad information om monteringsgången i fråga. 2.5 Datainsamling Datainsamlingen har genomförts genom tre olika metoder, vilka beskrivs nedan. Metoderna har valts och ansetts lämpliga för problemet examensarbetet behandlar Intervjuer Intervjuer gjordes för att få information om problemet på Mastec. En intervju kan vara av antingen strukturerad eller ostrukturerad karaktär. En ostrukturerad intervju innebär att intervjuaren ställer en vid, öppen fråga som den tillfrågade fritt kan prata om och utveckla sina tankar kring. Den motsatta intervjuformen är strukturerad karaktär. Då ställer intervjuarna mer specifika och förberedda frågor och den tillfrågade får svara med förbestämda svarsalternativ. [7] Intervjuer har ägt rum med handledare på Mastec, Lars-Erik Larsson. Dessa inledande intervjuer har varit av ostrukturerad karaktär då Larsson från företagets sida förklarat problematiken. Ostrukturerad karaktär användes för att kunskapen om problemet var liten i ett så tidigt skede och all information om bakgrund och problembeskrivning behövdes. För att få förståelse av monteringen intervjuades montören samtidigt som en observation av processen gjordes. I de kombinerade intervjuerna med montören insågs problematiken ytterligare och andra metoder för datainsamling kunde diskuteras. Här ställdes mer och mer specifika frågor om monteringsarbetet. Vissa frågor som ställdes till montören var förberedda och vissa ställdes spontant löpande under observationen. Intervjuerna med montören har därför varit av både ostrukturerad och strukturerad karaktär, vilket innebär ett induktivt förhållningssätt. Vidare i arbetet hölls en öppen dialog med montören för att knep och egna slutsatser montören gjort skulle utnyttjas. Då kompetensen för monteringsarbetet sitter hos personalen anses intervju vara en effektiv metod för att samla in informationen. Information om montörens val av tillvägagångssätt har samlats in och dokumenterats under intervjuer. De tillgängliga arbetsinstruktionerna saknar vissa detaljer och montören arbetar inte strikt efter instruktionernas ordning av monteringen. Under intervjuerna samlades information in om varför montören gått ifrån arbetsinstruktionerna. Motivationen till ändringen dokumenteras för att senare i arbetet kunna analyseras. Analys av informationen gjordes för att undersöka om ändringen är lämplig att göras även i nytt förslag på monteringsgång. Information om specialverktyg företaget tillverkat för att underlätta steg i monteringsprocessen samlades också in under intervjuer. Detta eftersom specialverktygen inte finns med i de befintliga arbetsinstruktionerna. Genom intervjuer med montören i samband med observation framgick det att delar av arbetsinstruktionerna är direkt felaktiga eller missvisande från verkligheten. Felaktigheterna dokumenterades för att författarna skulle kunna komplettera och därefter utgå ifrån de befintliga arbetsinstruktionerna vid analyseringsarbetet. 6
13 Metod och genomförande Litteraturstudie Då kunskaperna inom området var begränsade startades tidigt en litteraturstudie. Det teoretiska ramverket kom att ligga till grund för mycket av arbetets analys och studerades därför parallellt med det övriga arbetet genom hela projektet. Teoriavsnitt har lagts till under arbetets gång för att komplettera det teoretiska ramverket, vilket innebär att en abduktiv studie har genomförts. Jönköpings högskolebiblioteks sökmotor Primo har till stor del används och där har flera böcker och artiklar hämtats och studerats. För att få tips och idéer om litteratur att läsa har referenslistor på tidigare examensarbete i liknande kategori studerats. Den litteratur som studerats och analyserats finns under rubriken referenser Dokument Information som ansetts varit lämplig för arbetet, och som har funnits tillgänglig via dokument har samlats in. Vid arbetets start tilldelades dokument från Mastec med information om modulen samt en nivålista med modulens ingående komponenter. Den nuvarande arbetsbeskrivningen gavs tillhanda tidigt i arbetet. Den kom att vara till stor hjälp och en utgångspunkt för det fortsatta arbetet tillsammans med montörens nedskrivna anteckningar. Även företagets mall för arbetsinstruktioner samlades in Observationer För att skapa förståelse av monteringsprocessen krävdes en klar bild av hur processen idag utförs. Till en början observerades hur montören utförde hela monteringsarbetet. I samband med observationer dokumenterades det både genom anteckningar och med kamera. Det som dokumenterades i detta stadie var vilka större ingående delar som modulen innehöll. Detta gjordes för att skapa en överblick om hur modulen var uppbyggd och hur framtida arbete skulle fortsättas. Vid de första observationerna dokumenterades även montörens kommentarer om arbetet, hur vissa steg kunde utföras och vilka svårigheter som stöttes på. Som beskrivet i stycket under intervjuer framgick det under de första observationerna att montören hade andra tillvägagångssätt än de som stod i arbetsinstruktionerna. Dessa avvikelser dokumenterades noggrant vid observationen. Även de felaktigheter som den nuvarande arbetsinstruktionen innehöll dokumenterades. Detta genom en granskning av montörens instruktioner med dennes egenskrivna anteckningar. Anteckningarna, som var skrivna av montören vid arbetets start, innehöll var i instruktionerna informationen var felaktig och tydliga kommentarer för att öka den egna förståelsen. Insamlandet av denna information hade stor betydelse i det fortsatta arbetet. Vid framtagandet av nya arbetsinstruktioner togs bilder för att förtydliga monteringsstegen. Detta gjordes i samband med observation av monteringsarbetet och därför togs bilderna med befintlig ljussättning. Bilderna redigerades sedan i Photoshop för att uppnå likartad ljusstyrka. 7
14 Metod och genomförande Videoinspelning En kvalitativ videoinspelning genomfördes för att moment skulle kunna betraktas upprepade gånger utan att montören återigen behöver visa momentet. Genom filmningen kunde också tidsstudier genomföras vars information blev en utgångspunkt för uppdelningen av arbetet. Med en videoinspelning behövde författarna inte använda tidtagarur, utan kunde kontrollera och dokumentera tiden i filmen. Detta gav en stor fördel eftersom fokus kunde ligga på arbetsmomentet som genomfördes istället för att kontrollera tidtagningen. Arbetet kunde inte filmas i en följd utan inspelningen pausades vid raster, toalettbesök och vid byte av större detaljer i modulen. Författarna var närvarande under hela inspelningen och dokumenterade noggrant vilka filmer som innehöll vilka arbetsmoment och var i instruktionsboken arbetet i en film startade och slutade. I vissa moment var montören tvungen att utföra arbetet utanför bild, det dokumenterades då istället med anteckningar och kamera om hur arbetet utfördes. Det gjordes också separata tidsstudier för det arbete som skedde utanför inspelningen. Vid vilka tider i filmen detta arbete utfördes dokumenterades noggrant för att kunna sammanställa filmen och de separata tidsstudierna. Att en tidsstudie skulle genomföras var en nödvändighet i metoden för att examensarbetets frågeställningar skulle kunna besvaras. För att kunna analysera och diskutera hur monteringsarbetet kunde göras om var det en förutsättning att varje moment i arbetet dokumenterades utifrån hur lång tid momentet tog. Detta för att kunna bestämma hur uppdelningen skulle genomföras med minsta möjliga balanseringsförslust. För att få en rättvis och verklighetstrogen tidsstudie valdes det att ta tid på monteringsgången två gånger. [4] 2.6 Dataanalys Inledningsvis samlades empirisk data in om problemet för att frågeställningar skulle kunna utvecklas utifrån examensarbetets syfte. Frågeställningarnas karaktär formade litteraturstudiens inriktning. Relevanta teorier valdes ut för att i analysen kunna jämföras med empirisk data. Parallellt med litteraturstudien samlades empirisk data in via en fallstudie. Observationernas dokumentation analyserades för att vidga helhetsbilden av den nuvarande monteringsprocessen. Montörens egenskrivna anteckningar analyserades noggrant för att eventuellt använda de som var relevanta i kommande arbetsinstruktioner. Analys av montörens åsikter och egna knep av monteringen studerades och togs hänsyn till vid utförandet av nya arbetsinstruktioner. Analys av videoinspelningen genomfördes i form av en tidsstudie, där det studerades hur lång monteringstid de olika momenten hade. Analysen gjordes på monteringen av två moduler, för att få en mer trovärdig data. Tid då montören blev störd i arbetet t.ex. vid frågor av kollegor vars ämne inte berörde montering av denna modul har vid analys av tidsstudien räknats bort. Filmen som dokumenterades vid monteringen kunde obegränsat antal gånger analysers. Detta var till stor fördel då noggrann analys gjordes av arbetet vid utvald monteringsstation. Verktyg som användes vid analyseringen av videoinspelningen var Avix, ett industriverktyg vilket används för att analysera processer i en produktion. I programmet gavs möjlighet att dela upp och namnge segment, alltså kortare delar av filmen. Detta för att utförligt kunna beskriva vilket moment som genomförs, vilka artiklar som monteras och vilka verktyg som används. Programmet sammanställde sedan denna 8
15 Metod och genomförande empiri, vilken kom att ligga till grund för både uppdelning av arbetet och användas som underlag för arbetsinstruktioner. Segmenten kunde också redovisas i Axiv med stapeldiagram, detta för att på ett effektivt sätt kunna balansera processen i olika antal stationer. Relationer mellan momenten lades in i programmet för att det inte skulle vara möjligt att lägga processer i fel ordningsföljd. Detta var något som gav möjlighet att analysera eventuell parallell montering. Resultatet av analysen som genomförts i Avix redovisas med hjälp av tabeller och diagram, vilka kommer att redovisas i kapitel fem. 2.7 Trovärdighet För att uppnå hög trovärdighet i examensarbetet består teoriavsnittet av flera källor, genom att teorierna har jämförts och stärkt varandra har en beviskedja bildats. Enligt Robert K. Yin [6] skapas av denna metod begreppsvaliditet i en fallstudie, vilket innebär att begrepp i arbetet används korrekt. Begreppet validitet har enligt Yin [6] två ytterligare viktiga delar, nämligen intern och extern validitet. Intern validitet betyder hur väl studien speglar verkligheten. Intervjuer och observationer har främst genomförts med montören som idag genomför monteringsprocessen, för att skapa en tydlig verklighetsbild. Montörens kompetens har ansetts mycket god på grund av lång erfarenhet i branschen och specifikt med modulen arbetet kretsar kring. Information har trots detta till viss del dubbelkollats med företagets ledning för att vidga perspektivet och skapa god reliabilitet i arbetet. Den externa validiteten avser möjligheten att generalisera studien på liknande fall, vilket behandlas främst i den tredje frågeställningen. För att hög extern validitet skulle uppnås i arbetet har väletablerade och tidigare testade teorier använts för att sedan sättas in i arbetets specifika fall. Den tidigare nämnda reliabiliteten handlar enligt Yin [6] om att en mätning ska kunna genomföras igen med samma resultat oavsett vem som genomfört mätningen. Vid analys av filmerna har tidsstudien därför utförts var för sig av författarna för att sedan jämföra resultatet. De båda resultaten stämde bra överens vilket leder till en god reliabilitet och trovärdighet i arbe 9
16 Teoretiskt ramverk 3 Teoretiskt ramverk I det teoretiska ramverket introduceras inledningsvis kopplingen mellan frågeställningar och teori. De olika teoriernas vikt och betydelse och argument för deras relevans presenteras. Därefter beskrivs de använda teorierna på ett mer djupgående plan. 3.1 Koppling mellan frågeställningar och teori Examensarbetets frågeställningar grundar sig i hur arbetets utformning och dess instruktioner påverkar inlärningen. Den sociotekniska modellen ligger till grund för hela examensarbetets synsätt på sambandet mellan människa och teknik, och visas därför först i det teoretiska ramverket. Teori kring inlärning presenteras som en egen rubrik och kommer ha direkt anknytning till de två första frågeställningarna. Två inlärningskurvor illustreras och används för att läsaren ska få en lättare överblick om inlärningsprocessens olika steg. Teorierna är högst relevanta för arbetet då de beskriver arbetets huvudämne. För att läsaren ska få en uppfattning om hur uppdelning och standardisering av arbetet påverkar inlärning, görs en kort introduktion till Lean Production. Detta för att standardisering och uppdelning är ingående delar i arbetsorganisationer med användning av Lean Production. Teorier kring standardisering och upplärning presenteras med deras anknytning till inlärning. Dessa teoretiska rubriker har starkast koppling till arbetets första frågeställning, då det är den frågeställning som berör hur arbetet på bästa sätt kan utformas för att underlätta inlärning. Följande presenteras teorier kring arbetsplatsen. Det beskrivs hur människan påverkas av arbetsplatsens utformning och vikten av en god arbetsmiljö presenteras. En underrubrik där 5S presenteras följer för att fortsättningsvis i arbetet motivera hur arbetsplatsen kan effektiviseras och städas, och på så sätt vidare påverka inlärningen i positiv riktning. Nämnda teorier kopplas också till den första frågeställningen, om arbetets utformning. Avslutningsvis presenteras teori kring instruktioner, hur de på bästa sätt ska arbetas fram för att nå fram till mottagaren. Nio designprinciper som teoretisk ligger till grund för utformning och framtagning av instruktioner visas. Dessa teorier är direkt kopplade till arbetets andra frågeställning, eftersom den andra frågeställningen handlar om hur instruktionerna ska utformas för att underlätta inlärning. De nio designprinciperna är en stadig grund i arbetet när framtagande av arbetsinstruktioner görs till given modul. Arbetets tredje frågeställning är direkt kopplad till hela det teoretiska ramverket. För att genomföra en analys om huruvida arbetet kan generaliseras krävs det att all information som insamlats i teorin tas hänsyn till. 10

17 Teoretiskt ramverk Figur 3.1 redovisar kopplingen mellan frågeställningarna och det teoretiska ramverket. 11
18 Teoretiskt ramverk 3.2 Sociotekniska modellen Den sociotekniska modellen innebär att en organisation söker bästa möjliga helhetslösning med utgångspunkt i både tekniska och mänskliga krav. Organisationen ses som ett system som utgör två delsystem, ett tekniskt och ett socialt. Där det tekniska systemet består av den teknik och de arbetsmetoder som används, och det sociala består av människor med deras relationer och kommunikationer. De två olika systemen beror enligt den sociotekniska modellen av varandra, ändras det ena påverkas också det andra. Modellen är något som utvecklats ifrån att man tidigare betraktat de anställda som mekaniska kuggar i ett maskineri, till att intressera sig för människan bakom arbetsinsatsen [3]. De två olika systemen måste kombineras och anpassas efter varandra för att få ett så optimalt resultat som möjligt. Detta kan innebära att det tekniska systemet i vissa fall måste arbeta under sin optimala förmåga för att det sociala systemet inte ska bli lidande. [8] 3.3 Inlärning Den första faktorn som påverkar om en montör gör rätt eller fel är vilken tidigare kunskap montören har, eftersom den påverkar vilken mängd kunskap montören direkt kan tillämpa på den nya arbetsuppgiften. En individs fysiska och psykiska förmåga att lära sig påverkar inlärningsprocessen. Karaktären av uppgiften dvs. arbetsuppgiftens komplexitet och arbetsmönster är också en avgörande faktor för inlärningen. [2] Inlärningen påverkas av ingenjörens utformning och utveckling av produkter. Genom att inkludera kunskap om människan i denna process kan effektivare och användarvänligare system byggas upp vid t.ex. en slutmontering. [9] En metodik som använder kunskap om människan vid framtagning av produkter är Design for Assembly (DFA). Monteringsarbetet och dess inlärningstid kan förminskas om designen bearbetas för att monteringen ska bli enklare, jämfört med om ingen hänsyn till monteringen tas vid utformning av produkten. [10] Ovanstående teorier visar hur viktigt en produkts utformning är för monteringsarbetet. Komplexa och detaljerade produkter som inte är framtagna med monteringsprocessen i åtanke gör att inlärningsarbetet försvåras Inlärningskurva Inlärningsprocessen kan illustreras grafiskt av en inlärningskurva. I kommande stycke presenteras två olika inlärningskurvor av två olika författare. Kurvorna jämförs därefter och likheter och skillnader framförs. Rubenowitz Inlärningskurva Nedan presenteras Rubenowitz [3] inlärningskurva, se figur
19 Teoretiskt ramverk Figur 3.2 av Rubenowitz [3] s Kurvan visar i vilken takt en användare lär sig en ny arbetsgång. Om det är det ett relativt nytt område sker inlärningen initialt med en viss tröghet. Vilket åskådliggörs av den första fasen i kurvan med svag lutning. Den andra fasen består normalt av snabbare inlärning, känslan av att saker blir lätt faller in. Det händer att individer här överskattar både sin förmåga och kunskap vilket kan leda till misstag i tillverkningen. I den tredje fasen finns en så kallad inlärningsplatå som antingen beror på att individen har tröttnat på uppgiften eller att individen har lärt sig att lösa uppgiften utan att tillräckligt förstå tillvägagångssättet. Problemen kring tillvägagångssättet i fas tre reds ut under den fjärde fasen tills en maximal kunskapsnivå nås, dvs. personen är fullärd inom området. [3] 13
20 Teoretiskt ramverk Nielsens Inlärningskurva Nedan presenteras Nielsens [11] inlärningskurva, se figur 3.3 Figur 3.3 Inlärningskurva fr. Nielsen [11] s.28. I Nielsens [11] inlärningskurva presenteras det hur inlärningens effektivitet påverkas av vilket fokus systemet har, alltså vem som är användare. Enligt Nielsen [11] kan användarna arbeta med olika effektivitet beroende på vilken utgångspunkt de har, om de är expertanvändare eller nybörjare. För en nybörjare går arbetet lättare vid starten, då systemets uppgifter är av enklare karaktär. Efter den första fasen går sedan expertanvändarna om och stabiliserar sig på en högre nivå än nybörjaren. Den högre effektivitetsnivån planar ut och Nielsen [11] menar att i vissa fall uppnår användaren en nivå där effektiviteten har maximerats. I andra fall däremot, fortsätter användaren att lära sig nya saker under hela systemets arbetsgång. Vid jämförelse mellan Rubenowitz [3] och Nielsens [11] inlärningskurvor framgår det vissa likheter. Rubenowitz [3] kurva motsvarar det Nielsen [11] kallar för fokus expertanvändare, och det är också det fokus som examensarbetets inlärning kommer att ha. Därför kommer inte kurvan för fokus nybörjare beröras vidare i arbetet. De båda kurvorna som är relevanta för arbetet menar att inlärningen i början sker med viss tröghet, detta för att kurvorna också antar att användaren inte har några förkunskaper med sig in i arbetet. Därefter kommer sedan en fas när användaren lär sig mycket, under ganska kort tid och tar arbetet till en ny nivå. Kurvan i de båda fallen planar därefter ut och användaren blir så kallat mättad på kunskap. Trots att de olika kurvornas y-axlar inte är benämnda lika betraktas de båda jämförbara enligt ovanstående diskussion. Eftersom två olika författare har tagit fram kurvorna och kommer fram till liknande resultat betraktas informationen som trovärdig. 14
21 Teoretiskt ramverk 3.4 Lean Production Lean Production, även känd som The Toyota Production System, betyder resurssnål och mager produktion. Syftet med Lean Production är att identifiera och eliminera allt i en produktionsprocess som inte är direkt värdeskapande för kunden. Produktionen ska utföras på ett resurssnålt och kundrelaterat sätt och för att uppnå detta används övergripande strategier för ständiga förbättringar. Vid arbete med Lean eftersträvas en störningsfri och standardiserad tillverkning. Arbetet delas upp i små moment för att minimera misstag och uppnå en hög kvalité. [12] Standardiserat arbete Ovan nämndes att en del i Lean Production är att eftersträva standardiserad tillverkning. Detta betyder, enligt Rubenowitz [3] att ålägga alla som arbetar med samma moment att gå tillväga på exakt samma sätt. Skulle arbetet, vid t.ex en montering utföras på montörens egna sätt ökar risken att misstag och metodfel uppkommer [3]. En tydlig instruktion om hur arbetet ska utföras är högst nödvändig för att standardiserat arbete ska kunna implementeras vid en monteringslina [13]. Vidare information om hur dessa instruktioner ska designas presenteras vidare längre ner i det teoretiska ramverket Uppdelning I introduktionen om Lean Production påstår Rubenowitz [3] att arbetet ska delas upp i små moment för att få hög kvalité. Vidare menar Rubenowitz [3] att inlärningen av ett nytt arbete går snabbare om det är uppdelat i delmoment som kan utföras separat, istället för tillverkning av en hel produkt. Det är alltså en stor fördel att dela upp en längre montering som utförs i ett och samma steg, i fler steg och delmoment. Huruvida arbetet ska delas upp för optimal arbetsgång beror på hur produkten i fråga ser ut och utifrån hur den monteras. När monteringsarbetet ska delas upp måste möjliga moduler först identifieras. När modulerna identifieras tar indelningen hänsyn till bland annat teknikutveckling, olika specifikation och gemensam enhet. Gemensam enhet innebär att vissa delar i en montering sätts ihop tidigt i monteringsarbetet, därför kommer de bli en gemensam enhet i den vidare monteringen. [14] Att modulerna kan monteras med liknande monteringstid är i högsta grad viktigt för att en uppdelad monteringsgång ska fungera. Moduler kan därför integreras eller delas upp för att monteringstiden ska bli liknande på varje station och för att balanseringsförlusten ska bli liten. [14] Med uppdelning av monteringsarbete kan det uppnås fler fördelar än att inlärningen går snabbare. Enligt figur 3.4 gör uppdelning i olika stationer att möjlighet för parallellt arbete ges. Figuren visar att ledtiden på så sätt kan förkortas. Under hög efterfrågan kan ett företag därför välja att sätta in fler arbetare som jobbar parallellt för att leverera produkter snabbare om marknaden kräver det. Under lugnare eller normala perioder och förutsättning kan företaget enkelt återuppta en sekventiell montering igen, alltså att montera ett steg efter det andra. [14] 15
![Teoretiskt ramverk Figur 3.4 Erixon [14] s.31 Vidare fördelar som följer med en uppdelning av monteringsarbete är att arbetsplatsen blir enklare.](/docs-images/62/47801374/images/22-0.jpg "Detta för att mindre antal verktyg och material behöver finnas på varje arbetsplats.")
22 Teoretiskt ramverk Figur 3.4 Erixon [14] s.31 Vidare fördelar som följer med en uppdelning av monteringsarbete är att arbetsplatsen blir enklare. Detta för att mindre antal verktyg och material behöver finnas på varje arbetsplats. Genom att eliminera onödiga föremål på arbetsplatsen går det snabbare att hitta rätt verktyg och material, vilket minskar både inlärnings- och monteringstiden. Fortsatta teorier kring arbetsplatsen, hur den ska utformas och skötas berörs vidare under nästkommande rubrik. 3.5 Arbetsplatsen Arbetsmiljön och arbetsplatsens utformning är i högsta grad relevant för att påverka människan prestationsförutsättningar. De komplicerade sambanden mellan människa och teknik, ergonomin, studeras för att ge kunskap om arbetsmiljön, arbetsplatsen med dess verktyg och hur arbetsoperationerna bör utföras för att motsvara människan naturliga behov. Enligt Rubenowitz [3] är välorganiserade och ergonomiskt utformade arbetsplatser en nödvändig förutsättning för att den mänskliga organismen inte onödigt ska förslitas, och en nödvändig förutsättning för upplevd arbetstillfredsställelse S 5S är ett förbättringsverktyg som ingår i Lean Production [12] och är enligt Ljungberg [15] egentligen fem japanska termer, som alla består av bokstaven S. Seri, Setion, Seiso, Seiketsu och Shitsuke. På Svenska är de fem S:en översatt till Sortera, Systematisera, Städa, Standardisera och Sköta. Sortera - det första S:et fokuserar på att eliminera onödiga föremål på arbetsplatsen, alltså de verktyg och material som inte används i arbetet just nu. [12] 16
23 Teoretiskt ramverk Systematisera - det andra S:et fokuserar på att skapa effektiva förvaringsställen för de verktyg som behövs. De ska förvaras på rätt plats och med fördel märkas upp för att lätt kunna hämtas och sättas tillbaka korrekt. Det andra S:et kan inte utföras innan det första S:et, sorteringen har gjorts. [12] Städa - det tredje steget är att städa arbetsplatsen, och att upprepa städningen för att bibehålla en ren arbetsplats. En ren arbetsplats gör att arbetaren lättare märker fel som läckor, om något gått sönder eller obalans i arbetet som i sin tur kan leda till fel och förlust i produktionen. [12] Standardisera - när de tre första S:en är utförda ska arbetet i de stegen standardiseras, för att arbetet ska ske kontinuerligt. I standardiseringen ska arbetet i de tre första S:en läggas in som en del i arbetsuppgifterna. Förutom att standardiseringen görs för att upprätthålla arbetet görs det också för att förebygga eventuella brister i arbetet. [12] Sköta - det femte och sista S:et görs för att upprätthålla arbetet i alla de fyra ovannämnda stegen. Det finns en risk att efter implementering av ett nytt arbetssätt att falla in i gamla arbetsmönster. Det sista steget görs för att undvika detta och behålla den nya arbetsgången. [12] Avsikten med 5S är att skapa ordning och reda och genom det få en effektiv och trivsam arbetsplats. Syftet är även att skapa överblick och synliggöra produktionen, flödet och eventuella brister för att förbättra flödet. Arbetsledare ska med en snabb blick kunna se att allt är på sin plats och att bara det som behöver göras blir gjort. [12] 3.6 Instruktioner Ovanstående teorier om standardiserat arbete beskriver att specifika instruktioner krävs för att undvika misstag och metodfel. Designen på dessa instruktioner är högst relevanta för hur de tolkas av användaren. I boken Arbete och teknik på människans villkor presenteras 13 olika designprinciper som kan tillämpas på visuella instruktioner. Enligt Osvalder [9] är en av grundstenarna inom design för instruktioner att presentera rätt information, på rätt sätt, vid rätt tillfälle När det gäller utformning av texten på instruktionerna ska alltid det mest relevanta i texten komma först. Det är för att de första orden i en text är det som har högst uppmärksamhet hos läsaren. Intresset avtar senare längre in i texten. Vidare ska förkortningar alltid undvikas i text. Trots att det kan vara en fördel att förkorta textmängden är tydlighet alltid viktigare. [16] Osvalder [9] påstår också vikten av att minimera den informationen som ska framgå, eftersom det är svårt att minnas mer än 7 +/- 2 enheter samtidigt Designprinciper för visuell instruktion Minimera tiden och ansträngningen för att hitta informationen - principen menar att arbetaren inte ska behöva leta efter rätt information. Informationen som ska ges vid ett monteringssteg ska vara tydlig och att den information som används ofta ska ligga i fokus. Sökande efter rätt information kan bli uttröttande för arbetaren och kräver ineffektiv tid. [9] 17
24 Teoretiskt ramverk Närhet - principen menar att närhet mellan olika typer av information är nödvändig i de fall då två informationskällor behövs. Det kan handla om t.ex. en bild och tillhörande text. För att informationen ska framgå optimalt krävs att bilden och texten presenteras samtidigt och i närhet till varandra. En annan typ av närhet beskrivs så att detaljer som hör ihop kopplas samman med t.ex. färg, för att överblick i arbetet ska ges till montören. [9] Undvik för många nivåer - om antal nivåer på variabler, som storlek, tjocklek och färg, överskrider fler än fem försvårar det bedömningen av variabeln. Det rekommenderas att utnyttja 3 nivåer. Vad gäller färg bör endast färgerna rött, grönt, gult och blått användas. [9] Utnyttja redundans - principen menar att om informationen presenteras på mer än ett sätt finns det stor chans att den tolkas mer korrekt. Exempel på sådan redundans är att använda både text och bild eller både färg och form för att framföra information. [9] Undvik likhet mellan objekt - Objekt eller information som uppfattas som likartade medför risk för förvirring och förväxling. Om objekt är likartade ska skillnaden framhävas och likheterna tonas ner. Istället för att benämna två likartade objekt med deras fullständiga, och då också likartade namn, är det bättre att benämna de med den information som skiljer objekten åt. [9] Kunskap i världen - instruktionen ska generellt sätt inte kräva att arbetaren ska hålla viktig information aktiv i korttidsminnet. Den information som behövs för att utföra monteringen ska framgå via instruktionen, så att operatören ska ägna sin kapacitet åt att utföra uppgiften. [9] Konsekvent presentation - På grund av att gamla vanor är mycket svåra att få bort är det viktigt att, vid design av nya gränssnitt, använda så stor överensstämmelse som möjligt. Har färgen röd används till en viss text, ska den göra det även fortsättningsvis för att underlätta för operatören. [9] Illustrerad realism - Information i arbetsinstruktionen ska om möjligt likna den variabel som beskrivs. Om en bild visar många olika enheter samtidigt ska de placeras på samma sätt som i verkligheten. Detta underlättar för montören då informationen lättare kan relateras till sin mentala modell. [9] Undvik endast begreppsdriven bearbetning av data att information som säger emot vad användaren förväntar sig presenteras i en central position. Gärna även med något som utmärker sig ifrån resten av texten för att öka användarens uppmärksamhet. [9] De ovanstående designprinciperna är de 9 som kommer att behandlas i examensarbetet. De resterande 4 beskrivs kortfattat nedan och är inte relevanta för de instruktioner som ska skrivas för Mastec. Utforma så att skärmen får god läsbarhet Att skärmen ska ha hög kontrast, bra belysning och vara i rätt vinkel. Visning av rörliga objekt - Att rörliga objekt på en skärm stämmer överens med verkliga rörelsemönster. Dessa designprinciper är borttagna för att de beskriver hur information ska framföras på en skärm. På Mastec är arbetsinstruktionerna i en pärm med utskrivna papper och kommer behållas på samma sätt i förbättringsförslaget. 18
25 Teoretiskt ramverk Förutse systemstatus Att presentera information för att användaren ska kunna agera proaktivt och tänka på vad som borde ske i nästa steg, och inte vad som redan har skett. [9] Designprincipen är borttagen på grund av att monteringen som studeras innehåller många och komplicerade steg. Det blir därför inte möjligt för en montör som inte kan arbetet att förutspå vad nästa steg kommer bli utan att följa instruktionerna. Undvik för många nivåer av absolut bedömning av information att en presenterad variabel inte får ha mer än 5 alternativ, t.ex. fem olika tjocklekar på ett rör. [9] Desginprincipen är borttagen på grund av att monteringen som studeras inte innehåller så många likartade detaljer. Därför behöver designprincipen inte tas hänsyn till vid framtagning av arbetsinstruktionerna. 19
26 Empiri 4 Empiri Kapitlet ger en översiktlig beskrivning av den empiriska domän (resultatdatabas) som ligger till grund för denna studie. Vidare beskrivs empirin som samlats in för att ge svar på studiens frågeställningar. Examensarbetet omfattar en monteringsstation på Mastec där det utförs manuell montering av modulen Biacore T200 - GE Healthcare. För att läsaren ska få en bild av hur monteringsarbetet ser ut idag beskrivs nuläget under nedanstående underrubriker. Modulen som produceras av Mastec till GE Healthcare är ett verktyg till det sistnämnda företagets forskningsindustri. Modulen monteras på företaget av en enda montör, då montören är den enda som har kompetens att utföra monteringsarbetet. Montören får uppgifter om hur många moduler som ska skickas iväg med en veckas framförhållning. Idag är efterfrågan på modulen ifrån GE Healthcare ca fyra detaljer i veckan. 4.1 Biacore T200 Modulen som studeras i arbetet innehåller 130 ingående komponenter, och är en relativt stor detalj med måtten 550x245x170 mm. För att läsaren ska få en överblick om hur detaljen ser ut har modulen delats in i separata ingående delar. Vid slutet av monteringen monteras de ingående delarna ihop till en färdig detalj som presenteras i nedanstående bild Motorblock 2. Rörlig del på stänger 3. Svart monteringsställ 4. Läsarm 5. Liten gavel 6. Stor gavel 7. Stänger 8. Skyddsplatta 9. Kedja 20


27 Empiri Bild 4.1 visar modulens ingående delar. Den färdiga modulen testas med ett verktyg framtaget av kunden, GE Healthcare. Ett antal krav på modulen ska godkännas för att modulen ska packas och skickas till kund. Går modulen inte igenom testet får montören justera monteringen. Justering av montering kommer enligt avgränsningar inte att beröras vidare i detta examensarbete. 4.2 Montörens arbete Idag utförs i stort sett allt monteringsarbete på en och samma station. Montörens utgångspunkt vid bordet är sittande position med en flyttbar stol som enkelt går att vrida fram och tillbaka. I vissa steg måste montören vända sig ifrån sin plats och utföra moment vid en station placerat bakom monteringsbordet. Det är vid montering av detaljer som måste tryckas ihop med en handpress eller sättas fast i ett skruvstäd denna rörelse ifrån bordet sker. Under två moment i monteringsgången måste även montören lämna monteringsrummet för att utföra steg i processen. Anledningen till att stegen görs 21
28 Empiri utanför rummet är att montören då använder sig av verktyg som inte finns placerade på monteringsavdelningen. Dessa verktyg är en poleringsmaskin och ett stenbord som används av montören för polering av stänger och skiktning av stänger med påmonterade gavlar. Då modulen som monteras innehåller många små ingående delar blir monteringsarbetet väldigt komplicerat. Montören måste utföra monteringen med stora precisionskrav för att nå fram till en färdig detalj. Montören får därför i många steg under arbetet jobba med finmotoriskt krävande handrörelser. Arbetet kräver inga tunga lyft eller annan större kraftansträngning av montören. Arbetet som utförs är komplicerat då montören i många steg måste känna efter att detaljer sitter rätt och i vissa fall går att skjuta lätt fram och tillbaka, då användandet av modulen kräver det. Detta gör att montören måste ha hög precision på vissa monteringssteg och de måste utföras med stor noggrannhet. Att montören ska veta och vara säker på att monteringen utförs på korrekt sätt i sådana steg är svårt att avläsa ifrån instruktioner, utan kräver upplärning och erfarenhet av montören. 4.3 Nuvarande arbetsinstruktioner När dagens montör började montera Biacore T200 tilldelades inledningsvis en introduktion i arbetet genom upplärning ifrån den tidigare montören. Förutom den muntliga upplärningen har montören idag monteringsinstruktioner framtagna av GE Healthcare. De nuvarande instruktionerna består av en 30 sidor lång arbetsbeskrivning skriven på engelska. Instruktionen innehåller beskrivande text tillsammans med bilder om hur monteringsarbetet ska genomföras. Den är konstruerad så att beskrivningarna kommer i den ordningen monteringen ska utföras. Dagens montör går dock ifrån ordningen på instruktionerna, för att det var så monteringen genomfördes under upplärningen. Vissa delar av instruktionerna är direkt felskrivna. Exempel på felskrivningar i instruktionen är mått och skruvar som är felaktiga samt bilder där detaljen är felvänd, och informationen framgår felaktigt. Montörens instruktion innehåller handskrivna anteckningar för att underlätta förståelsen. Majoriteten av anteckningarna är skrivna under upplärningen med undantagsfall för sådana som är tillagda senare av montören under arbete med modulen. Anteckningarna innehåller korrigering av det som är felskrivet i instruktionen, där det korrekta måttet eller materialet är ditskrivet. Anteckningar är skrivna där bilder är felaktigt framförda, och anteckningarna beskriver då hur bilden borde vara presenterad. Anteckningarna innehåller även personliga tips och mer utförliga beskrivningar av vissa steg för att montören ansett att det underlättar arbetet. 22
29 Empiri 4.4 Monteringstider Modulen som monteringen utförs på presenterades under rubrik 4.2 med olika ingående delar. Under datainsamlingen genomfördes en tidsstudie för monteringsarbetet. Tidsstudien gjordes på två moduler och tiden som mättes var monteringsarbete och nödvändigt förberedande arbete. Vidare i arbetet kommer all tid som beskriver monteringen vara monteringstid för två moduler. Nödvändigt förberedande arbete räknades när montören plockade fram och bort material och verktyg till arbetsplatsen. Tid där montören har störts i arbetet har inte räknats med om den förlorade tiden har varit mer än 30 sekunder. Har störningsmomntet alltså varit mindre än 30 sekunder har inte hänsyn tagits till det utan beräknat det som en del i arbetet. Störningar i arbetet som har räknats bort har till exempel varit toalettbesök och diskussioner med medarbetare. Tabell 4.1 visar resultatet av tidsstudien för de olika ingående delarna i modulen. Som tidigare nämnt är informationen i tabellen tid för montering av två moduler. Nr Modul Tid (min) 1 Motorblock 42,91 2 Rörlig del på stänger 42,65 3 Svart monteringshylla 41,87 4 Läsarm 16, Gavlar + stänger 32,06 8 Skydsplatta 3,45 9 Kedja 10,84 10 Ihopmontering 41,38 11 Test 59,69 Total Monteringstid 4h 52min Tabell 4.1 redovisar tidsstudiens resultat. 4.5 Material Då modulen, Biacore T200, som nämnt tidigare är en relativt stor detalj med många olika ingående delar består modulen av mycket material. En viss del av materialet köps in och en större del tillverkas inom företaget. Montören ansvarar själv för att meddela när material saknas till modulen. Om en artikel till modulen är slut skriver montören upp det på en lapp och meddelar ansvariga i produktionen. Är behovet av artikeln brådskande kan montören få det att gå före i kön i produktionen. Montören meddelar då på en tavla vilken den brådskande artikeln är. Det händer emellanåt att artiklar inte finns då monteringen ska genomföras, trots att montören meddelat produktionen. Ordningen på monteringen får i sådana situationer göras om och vissa steg får göras senare när rätt material finns tillgängligt. I vissa fall kan montören få skjuta på monteringssteg i flera dagar. 23

30 Empiri Material som behövs till monteringen är till största del placerad bakom montörens arbetsbänk. Det är förvarat i blå rektangulära boxar med olika fack till olika delar. De olika boxarna är placerade i en vagn i den ordningen de används i monteringen, visas i bild 4.2. Vagnen är på gaveln benämnd GE Healthcare och tas fram vid montering av Biacore T200. Montören tar fram en box i taget och placerar på arbetsbänken där monteringen utförs. En viss typ av material, motorer och kretskort, är placerade på en annan hylla i rummet. Även modulens gavlar och stänger är placerade på annan hylla. Skruvar som förekommer ofta i monteringen är placerade på montörens arbetsbänk i små plastboxar. Bild 4.2 visar materialvagnen för Biacore T Verktyg De verktyg som behövs för monteringen är placerade i framkant på montörens arbetsbord. Vissa undantagsfall förekommer där montören måste förflytta sig för att hämta verktyg till en del moment. Montören som ansvarar för Biacore T200 monterar även andra produkter för företaget. De verktyg som montören använder hålls inte isär mellan de olika produkterna, utan används av montören genomgående i de olika arbetsuppgifterna. Verktygen är inte heller sorterade eller uppmärkta med namn på arbetsbordet, vanligtvis ligger de lösa tillsammans i plastboxarna. På grund av att de används till olika montage kan de heller inte vara sorterade i den ordningen de används. Vid tidsbrist kan montören få hjälp av annan personal med sina montage. Då förekommer det att verktygen kan behöva användas till två olika arbetsstationer samtidigt, och personal får då samarbeta och dela på verktygen. 24
31 Empiri Tidigare nämns i texten att montören måste lämna sin arbetsplats för att använda vissa verktyg. De verktyg som beskrivs ovanstående, som finns på andra platser i monteringsrummet är handpress och skruvstäd. De är placerade på ett annat bord av den anledningen att de skulle ta för stor plats på monteringsbordet, och för att det också används av andra montörer i rummet. De verktyg som måste användas utanför rummet är en poleringsmaskin och ett stenbord. De är placerade i fabriken på grund av att verktygen används av personal i produktionen och för att monteringsrummet är av begränsad storlek. I några fall under monteringsarbetet använder montören egentillverkade verktyg som ska underlätta processen. Det handlar vanligtvis om mått-bitar montören använder för att mäta vissa mått, istället för att använda skjutmått. I sådana steg gör montören grovjustering med måttbiten för att sedan använda skjutmått vid finjustering. 25
32 Analys och förbättringsförslag 5 Analys och förbättringsförslag Kapitlet ger svar på studiens frågeställningar genom att behandla empirin och teoretiskt ramverk. I kapitlet presenteras även de förbättringsförslag som är framförda till företaget. Frågeställningarna är uppdelade i underrubriker och analyseras var för sig i kapitlet. 5.1 Frågeställning 1 1. Hur kan monteringsarbetet utvecklas för att skapa bättre förutsättningar för inlärning? Analys av nuvarande monteringsarbete Observationer och analys av det nuvarande monteringsarbetet visar att det idag är uppbyggt på ett sätt som försvårar inlärningen för ny personal avsevärt. I kommande text redovisas det författarna har kommit fram till vid analys av arbetet och vidare presenteras de förbättringsförslag som tagits fram till Mastec. I empirin redovisas att monteringsarbetet idag utförs på en och samma station med en total monteringstid för två moduler på 4 h och 52 min. I problembeskrivningen presenteras den beräknade monteringstiden till 6 h, en beräkning som gjorts själva av företaget. Att monteringstiden som tagits fram vid tidsstudien är så pass mycket kortare än den beräknade beror på att dagens montör har mycket erfarenhet och har jobbat med modulen i flera år. Enligt A. Dean och L. Nordström [2] är den första faktorn som avgör om en montör gör rätt eller fel vilken tidigare kunskap montören har. Monteringstiden för en ny montör anses därför ligga närmre den beräknade tiden, 6 h, då ingen erfarenhet finns, vilket anses som en väldigt lång monteringstid. Vidare beskrivs det att modulen som monteras består av 130 ingående komponenter som sätts ihop med hjälp av finmotoriska handrörelser. Det komplicerade och tidsmässigt långa monteringsarbetet gör att det blir oerhört svårt för en ny montör att lära sig alla ingående steg och tillvägagångssätt. Ett monteringsarbete på 6 h där inget monterringssteg är det andra likt skulle ta långt tid att lära sig för en ny arbetare, trots hjälp av upplärningspersonal och arbetsinstruktioner. Utöver de många ingående stegen och den långa monteringstiden försvåras inlärningen på grund av alla de verktyg som används till monteringen. Det beskrivs i empirin att verktyg på arbetsplatsen inte är uppmärkta eller sorterade utefter hur de används. Vissa verktyg delas också med andra moduler vilket kan skapa oordning bland verktygen på arbetsplatsen. För att skapa bra förutsättningar för inlärning är detta något som måste förbättras. Dåligt organiserade verktyg och andra hjälpmedel förvirrar och försvårar arbetet, både för dagens montör men framför allt för en ny montör utan erfarenhet. En ytterligare nackdel med att allt arbete utförs på samma station är att materialet inte kan finnas vid arbetsstationen, då det är alldeles för mycket som ingår i modulen. Som beskrivet i empirin måste montören därför gå och hämta visst material som inte får plats vid arbetsplatsen. En ny montör skulle därför behöva lära sig att komma ihåg vilka material som finns placerade på annan plats än vid stationen, och vart de är placerade. Detta försvårar inlärningen och är information som inte skulle behövas om allt material fanns framme. På grund av att dagens montör är den enda som kan utföra arbetet stannar monteringen upp om montören av olika anledningar inte kan närvara på arbetet. Det skapar stora problem för företaget och montören får ofta jobba under tidspress efter sådana 26

33 Analys och förbättringsförslag situationer då detaljerna behöver skickas iväg till kunden. Under förutsättning att någon annan montör skulle lära sig att utföra montering av modulen begränsas ändå parallellt arbete då dagens montering sker på en och samma station. Företaget har alltså ingen möjlighet att skynda på monteringsgången vilket utgör en stor risk för försenad leverans till kunden. Skulle företaget i framtiden vilja öka sin produktion skulle även detta begränsas utav att monteringen bara utförs på en plats Förbättringsförslag för monteringsarbetet Rubenowitz [3] hävdar att inlärning av arbete går snabbare om det är uppdelat i separata delmoment. Syftet med den första frågeställningen är att skapa bättre förutsättningar för inlärning och på grund av den långa och svåra monteringen, är framtagning av ett nytt monteringsupplägg därför en nödvändighet. För att kunna ta fram lämpliga stationer för uppdelningen användes programmet Avix för analys av det insamlade materialet ifrån videoinspelningen. I Avix delades processen, enligt figur 5.1, initialt upp i de nio separata delarna som finns redovisade i empirin. Figur 5.1 visar den initiala uppdelningen av separata delar. Delarna kunde i Avix utgöra varsin arbetsstation då de hypotetiskt kan monteras på varsin station. Varje arbetsstation delades med videofilmerna upp i olika tempo. Ett tempo består av ett filmklipp där ett specifikt moment utförs. Varje tempo har därmed en egen tid. Analysering av monteringens uppdelningsmöjligheter kunde efter det göras i Avix. Erixon [14] hävdar att det viktigaste vid uppdelning är att monteringstiden vid varje station ska vara liknande för att få minimal balanseringsförlust. Tempon kunde därför i Avix integreras eller delas upp för att uppnå en bra balansering. Vid balanseringen utgick arbetet ifrån de nio initiala delarna men kunde vid behov alltså anpassa stationernas tid med att flytta tempon. En balansrapport med en utgångspunkt bestående av de nio separata delar kan ses i Bilaga 1. Ett stapeldiagram av utgångspunkten redovisas i figur 5.2. Balanseringsrapporten utgår ifrån en takttid på 60 min, som sattes efter den längsta monteringstiden av de olika arbetsstationerna. Utifrån den beräknades utnyttjandegraden samt tidsskillnaden mellan olika stationer. När en lina är balanserad ska utnyttjandegraden vara hög vilket eftersträvades i uppdelningen. [14]. 27

34 Analys och förbättringsförslag Figur 5.2 redovisar arbetsstationernas tid innan balansering. Vid uppdelningen måste monteringsprocessens steg analyseras och relationer emellan de olika ingående delarna måste beaktas. Att ingående delar kan kombineras och inte bygger på varandra är en förutsättning för att processen ska kunna delas upp [14]. Att testa den kompletta modulen är det mest tidskrävande steget i monteringsprocessen. För att testa produkten kopplas modulen till en dator ifrån GE Healthcare och detta tar ca 20 min per modul. Arbetsstationen med testet kan därför inte förkortas eller delas upp. De sju första delarna presenterade i empirin har i arbetet separerats eftersom de inte bygger på varandra. Delarna kan därför kombineras oberoende av varandra vid en arbetsstation. Den första arbetsstationen delarna används tillsammans vid är när delarna monteras ihop. Detta möjliggör parallell montering fram till den arbetsstationen där ihopmonteringen sker. Parallell montering är något Mastec kan utnyttja vid hög beläggning eller om efterfrågan på produkten i framtiden skulle öka. Efter relationer emellan delarna beaktats var fokus att utnyttjandegraden ska bli hög för processen. Monteringstiden för varje station ska bli liknande enligt G Erixon [14] och eftersom arbetsstationen test av modulen inte kan delas upp och bli kortare än 59,69 min blir detta den lägsta möjliga takttiden. Utifrån takttiden skapades det första förbättringsförslaget med sex arbetsstationer, förslaget utgick ifrån takttiden 59,69 min eftersom den som tidigare nämnt inte kunde reduceras. Det första förbättringsförslaget kommer bestå av följande 6 arbetsstationer: 1.) Motorblock 2.) Rörlig del på stänger 3.) Svart monteringsställ + Kedja 4.) Läsarm + Gavlar med stänger 5.) Ihopmontering 28
 Test I förslaget presenteras motorblocket och rörlig del på stänger som egna arbetsstationer eftersom de monteras enskilt fram tills att delarna monteras ihop i ihopmontering.")
35 Analys och förbättringsförslag 6.) Test I förslaget presenteras motorblocket och rörlig del på stänger som egna arbetsstationer eftersom de monteras enskilt fram tills att delarna monteras ihop i ihopmontering. Delarna har begränsade möjligheter att kombineras med resterande delar eftersom de har en monteringstid på ca 43 min vardera. Nästa steg i den nuvarande monteringsgången var svart monteringsställ, vars monteringstid är 41,87 min, den kunde kombineras med kedjan för att komma närmare takttiden 59,69 min. Gavlar och stänger monteras med nuvarande monteringsgång direkt efter läsarmen, att lägga ihop dessa till en arbetsstation ansågs därför lämpligt då deras totala monteringstid blir 48,86 min. Ihopmonteringen har monteringstiden 41,38 och lades ihop med montering av skyddsplattan. Skyddsplattans monteringstid är den kortaste och därför kunde en total monteringstid som liknade de resterande stationerna uppnås vid sammanslagningen. En balansrapport på det första förbättringsförslaget redovisas i Bilaga 2 och överblick av förbättringsförslag ett kan ses i figur 5.3. Förbättringsförslag med 6 arbetsstationer Figur 5.3 visar en översikt av det första förbättringsförslaget med sex arbetsstationer. De fyra första arbetsstationerna, sett ifrån vänster i figur 5.3, är oberoende av varandra och parallellt arbete kan utföras enligt figur 5.4. Väljer Mastec att utnyttja detta kan ledtiden för monteringsprocessen av Biacore T200 halveras, vilket är en stor konkurrensfördel om efterfrågan i framtiden ökar. 29

36 Analys och förbättringsförslag Figur 5.4 visar parallellt respektive sekventiell montering för förbättringsförslaget med sex arbetsstationer. Förbättringsförslaget med sex arbetsstationer är resurskrävande att implementera på företaget. Förslaget kräver inköp av verktyg till fem ytterligare arbetsstationer och arbetsstationerna i sig kommer kräva stor yta på företaget. Förslaget är dock det mest lämpade för att förenkla inlärningen av modulens monteringsarbete, vilket är examensarbetets syfte. Trots detta har ett ytterligare förslag tagits fram, ett förslag med färre arbetsstationer. Förslaget bedöms vara mer rimligt att utnyttjas av företaget, då monteringsavdelningen är begränsad till ytan och dagens efterfråga av modulen är låg. På grund av den låga efterfrågan skulle varje arbetsstation i det första förbättringsförslaget användas under kort tid per dag och detta anses vara slöseri av resurser. Det andra förbättringsförslaget kommer bestå av följande tre arbetsstationer. 1.) Motorblock + (Läsarm + Gavlar med stänger) 2.) Rörlig del på stänger + (Svart monteringsställ + Kedja) 3.) Ihopmontering +Test Genom att kombinera de tidigare sex arbetsstationerna till totalt tre arbetsstationer kan monteringen utföras på en mindre yta. Den totala balanseringsförlusten för 30

37 Analys och förbättringsförslag monteringsarbetet kan också minskas då tiden för de olika stationerna får mindre skillnad än i förslag ett. Relationer emellan monteringssteg måste beaktas även här, vilket innebär att ihopmontering och test måste ske efter att monteringen av de andra delarna utförts Ihopmonteringen och testet kombineras och bildar därför sista arbetsstationen i det andra förbättringsförslaget. Arbetsstationens monteringstid blir 104,52 min vilket, oavsett hur resterande arbetsstationer ifrån det första förbättringsförslaget kombineras, blir den längsta monteringstiden. Därför blir takttiden för förbättringsförslag två 104,52 min. Resterande arbetsstationer är oberoende av varandra och kombineras med prioritering att minimera balanseringsförlusten. Vilket innebär att motorblocket med lägst monteringstid läggs ihop med gavlar vars monteringstid är längst av de resterande arbetsstationerna. Arbetsstation två bildas av rörlig del på stänger och svart monteringsställ. I Bilaga 3 redovisas en komplett balansrapport över det andra förbättringsförslaget och en förenklad översikt visas i figur 5.5. Förbättringsförslag med 3 arbetsstationer Figur 5.5 visar en översikt av det andra förbättringsförslaget med tre arbetsstationer. De två första arbetsstationerna i figur 5.5 är oberoende av varandra och parallell montering kan även i det andra förbättringsförslaget utnyttjas vid behov. Används parallell montering blir monteringsarbetets ledtid en tredjedel kortare än vid sekventiell montering i det andra förbättringsförslaget., vilket visas i figur

38 Analys och förbättringsförslag Figur 5.6 visar parallellt respektive sekventiell montering för förbättringsförslaget med tre arbetsstationer. De båda ovanstående förbättringsförslagen kommer att förenkla inlärningen för arbetet då det blir mindre arbete på varje station. För att både sekventiell och parallell montering ska kunna utföras med de framtagna arbetsstationerna är det en förutsättning att varje station får sin egen verktygsuppsättning. Ett ytterligare förbättringsförslag som redovisas i de gjorda arbetsinstruktionerna är att vissa verktyg har sorterats och märkts upp efter färg. De fyra skruvmejslarna som idag används till monteringen benämns med färgerna röd, grön, gul och blå, istället för med artikelnamn. Två olika demonteringsverktyg är i förbättringsförslaget till instruktioner också nämnda med färgerna gul och blå. De berörda verktygen har i förbättringsförslaget fått skaftet i den färg de är benämnda med. Enligt teoriavsnittet om 5S menar Leiker att sortera och systematisera arbetsplatsen är de två första stegen som bör utföras för att skapa en renare och lättare arbetsplats. Vid sorteringen ska de verktyg och material som inte behövs i arbetet just nu tas bort för att få en välsorterad arbetsplats. Detta görs automatiskt då monteringsarbetet delas upp och varje station får en egen verktygsuppsättning. Då kommer enbart de verktyg som behövs till monteringen på den givna stationen att finnas på plats. Det andra steget, systematisera, beskrivs som att verktyg ska märkas upp för att lätt kunna hämtas och sättas tillbaka på rätt plats. Det uppfylls, som tidigare nämnt, i förbättringsförslaget genom att verktygen som finns med olika mått beskrivs med olika färger istället för artikelnamn. Att nämna och märka upp liknande verktyg med färg istället för artikelnamn gör att montören kan skilja lättare på vilket verktyg som ska användas, och lättare hitta det i verktygsuppsättningen. Det gör att inlärningen för arbetet kommer bli lättare, vilket är den första frågeställningens syfte. 32
39 Analys och förbättringsförslag Förväntat resultat Att dela upp ett arbete i separata delmoment istället för tillverkning av en hel produkt leder enligt Rubenowitz [3] till snabbare inlärning. Det första förbättringsförslaget är uppdelat i större utsträckning än det andra förbättringsförslaget och anses uppfylla examensarbetets syfte att skapa bäst förutsättningar till förenklad inlärning. Förbättringsförslag två förväntas dock också förbättra förutsättningarna i jämförelse med dagens arbetsgång. Rubenowitz [3] och Nielsens [3] inlärningskurvor som berörs i arbetet menar att inlärningen initialt sker med viss tröghet, något inte uppdelning av arbetet kommer undvika. Dock kommer denna tid, då inlärningsarbetet går långsamt, att förkortas med den nya uppdelningen. Analysprogrammet Avix redovisar i Bilaga 2 utnyttjandegraden av arbetsstationerna i det första förbättringsförslaget och Bilaga 3 för arbetsstationerna i det andra förbättringsförslaget. Medelvärdet för utnyttjandegraden är i förbättringsförslaget med tre arbetsstationer 91 % jämfört med 80 % i förslaget med sex arbetsstationer. Används förbättringsförslagen med sekventiell montering kommer därför det andra förbättringsförslaget vara ca 10 % mer effektivt än det första. Att verktyg sorteras och märks upp kommer resultera i en enklare inlärning då det skapar bättre ordning och tydlighet i verktygsuppsättningen. Uppdelningen kommer utöver det också göra att mindre antal verktyg och artiklar behandlas på varje arbetsstation, vilket enligt Rubenowitz [3] påverkar människors prestationsförutsättningar positivt, och inlärningstiden förkortas. 5.2 Frågeställning 2 2.) Hur ska arbetsinstruktioner utformas för att förenkla inlärningen? Analys av nuvarande arbetsinstruktioner Observation och analysering av de nuvarande arbetsinstruktionerna visar att de ur flera aspekter kan förbättras. Enligt en av Osvalders [9] designprinciper ska tid och ansträngning för att hitta informationen minimeras. Dagens arbetsinstruktioner är, som nämnt i empirin, skrivna på engelska. Det engelska språket kan försvåra förståelsen av instruktioner om kunskaper i teknisk engelska är begränsade. Om montören har svårare att förstå instruktionerna kan det kräva större ansträngning av läsaren att ta in information som ska framgå. Som beskrivet under empirin innehåller instruktionerna en del felskrivningar, som felskrivna mått på skruvar och moment. Då dagens montör har gjort anteckningar om korrigeringar av dessa fel vid sidan framgår informationen om arbetsgången på ett något otydligt sätt. Enligt en av Osvalders [9] 13 designprinciper ska instruktionerna undvika information som uppfattas likartade. När montörens egen text och instruktionernas ursprungliga text beskriver samma steg, men med olika information, medför det enligt Osvalder [9] risk för förvirring och förväxling. Osvalder [9] beskriver också, som nämnt ovan, att tiden och ansträngningen för att hitta informationen ska minimeras. I sådant fall där information är överstruken och korrigerad vid sidan om i de nuvarande instruktionerna kan det ta längre tid för montören att hitta och förstå informationen. 33
40 Analys och förbättringsförslag Vidare finns det vissa saker som är viktiga för montören att veta, som inte finns nedskrivet i instruktionerna. Exempel på detta är fjädrar som på flera ställen behöver testas och kännas på under monteringens gång innan arbetet kan fortsätta, alltså en form av kvalitetskontroll. Dessa kvalitetskontroller finns inte beskrivna i manualen utan måste kommas ihåg av montören, vilket enligt Osvalder [9] bör undvikas. Vissa tillvägagångssätt som underlättar monteringen har även det skrivits till vid sidan av utav dagens montör. Ett exempel på ett sådant uttryck är nyp pinnen med tång. Det är något som inte är helt nödvändigt för monteringen, men som underlättar ett specifikt steg i processen. Detta är information som istället bör finnas i instruktionerna ifrån början för att skapa tydlighet i monteringsprocessen. Något som kan försvåra ytterligare för montören är att de verktyg som används inte är konsekvent beskrivna i instruktionerna. I den första delen av nuvarande instruktioner finns en verktygsbeskrivning med de specialverktyg som används i monteringen. Vissa av dessa presenteras också när de ska användas i instruktionerna, men inte alla. Vanliga verktyg som behövs för monteringen, som skruvmejslar och tänger är inte alls beskriva i instruktionerna. Detta gör att montören behöver lära sig vissa verktyg utantill medans vissa, som nämnt, är beskrivna i instruktionen. Detta kan skapa förvirring för montören och bör beskrivas mer konsekvent och tydligt. De olika anteckningar montören har gjort som beskrivs ovan har gjorts i en instruktion som är montörens personliga. En annan montör som skulle utföra arbetet hade troligtvis därför inte fått tillgång till instruktionen med anteckningarna. Enligt en av Osvalders [9] designprinciper ska en arbetsinstruktion inte kräva att montören behöver hålla information aktiv i korttidsminnet, alltså att all information som behövs för att utföra monteringen ska framgå ifrån instruktionen. Om nästkommande montör skulle utgå ifrån originalinstruktionerna utan dagens montörs anteckningar skulle all information anteckningarna beskriver behöva kommas ihåg av montören, och detta är något som inte ska krävas av montören. Dessa egna anteckningar och tillvägagångssätt gör att arbetet inte heller blir standardiserat på företaget. En ny montör skulle, som nämnt, behöva skriva sina egna anteckningar och hitta sina tillvägagångssätt vid de steg där instruktionerna är bristfälliga. Enligt Rubenowitz [3] ökar risken att misstag och metodfel uppkommer då monteringen utförs på montörens egna sätt, och detta bör därför undvikas. En förutsättning för att arbetet ska kunna standardiseras är enligt Sörqvist [13] tydliga instruktioner för monteringen som inte kan misstolkas. Ovanstående analys visar att dagens instruktioner inte uppfyller de kraven Förbättringsförslag till arbetsinstruktioner Efter att nulägesbeskrivning och teorier har analyserats har följande förbättringsförslag lagts fram. Samtliga förbättringsförslag är framtagna för att uppfylla projektets syfte och svara på arbetets andra frågeställning, att genom förändrade arbetsinstruktioner förenkla inlärningen för en ny montör. Det första som förbättringen kommer att beröra är språket. Språket i en arbetsinstruktion ska vara så beskrivande som möjligt. Förslaget är att språket ska ändras till svenska, så beskrivningar av arbetet ska framgå tydligt och inte kan misstolkas på grund av begränsade kunskaper i engelska. Den del av texten som är mest viktig för beskrivningen ska enligt Bergström & Zwolinski [16] komma först. De menar att läsaren tappar intresse längre in i texten. Texten som skrivs ska dessutom 34
41 Analys och förbättringsförslag vara fri ifrån förkortningar. Detta för att öka förståelsen i den beskrivande texten och införs därför i de nya arbetsinstruktionerna. En viktig, men enkel del i förbättringsförslaget, är att eliminera de fel som finns i den ursprungliga instruktionen. Att informationen framgår korrekt utan att montören behöver komma ihåg felaktigheter är ytterst viktigt för en arbetsinstruktion. En sådan liten korrigering kommer underlätta montörens arbete och göra att inlärningsprocessen kan göras utan risk att glömma felaktigheterna. Enligt en av Osvalders [9] designprinciper ska arbetsinstruktioner tas fram så att tid och ansträngning för läsaren blir så liten som möjligt. De nuvarande instruktionerna kan förbättras mycket ur denna aspekt. För att läsaren inte ska bli förvirrad ska den information som står beskrivet i texten vara tillräcklig för att montören ska kunna utföra monteringen. Alla anteckningar som har funnits för att förtydliga den nuvarande instruktionen elimineras därför i förbättringsförslaget. Den text som anteckningarna har bestått av och som anses nödvändig för monteringen läggs istället till i instruktionerna. En ytterligare förbättring som kommer underlätta monteringsarbetet är att instruktionerna innehåller en kvalitetskontroll efter vissa steg. De steg där kvalitetskontrollen finns vid är steg där montören måste testa och känna att arbetet är gjort rätt, innan monteringsarbetet kan fortsätta. Detta är information som inte tillhör själva monteringen och anses därför som information som säger emot vad användaren förväntar sig. Enligt Osvalders [9] designprinciper ska sådan information presenteras centralt och gärna med något som drar användarens uppmärksamhet till sig. Förbättringsförslaget innehåller därför efter vissa monteringssteg en kvalitetskontroll med en blå ruta runt sig, för att användaren ska uppmärksamma informationen. Instruktionerna kommer i förbättringsförslaget att presenteras med betydligt fler bilder än i den föregående instruktionen. Detta underlättar förståelsen för monteringen då information framgår på mer än ett sätt. Principen stödjs av Osvalder [9] som menar att om redundans utnyttjas, att presentera informationen på mer än ett sätt, är det större chans att den tolkas på rätt sätt. Om instruktionen innehåller text tillsammans med bild är det också enligt Osvalder [9] viktigt att de presenteras i närhet till varandra. Därför är beskrivande text och bild placerade tillsammans förbättringsförslaget. För att minska tid och ansträngningen ytterligare beskriver Osvalders [9] designprinciper att instruktionerna ska undvika likhet mellan objekt. I analys av de nuvarande arbetsinstruktionerna beskrivs att verktyg som används inte är konsekvent beskrivna. Under empirin om dagens monteringsarbete beskrivs också att verktyg som används inte är uppmärkta eller sorterade. För att montören ska ha enklare att hålla isär olika stora mejslar och demonteringsverktyg för clips är ett förbättringsförslag att märka de olika mejslarna med en färg. I beskrivningen av arbetet kommer sedan verktyget beskrivas med denna färg. Till exempel, skruva med grön mejsel. Detta ska göra att montören inte behöver lägga ansträngning vid att lära sig storlekar och sorter på de olika verktygen, utan enkelt kunna uppfatta av instruktionen vilken det är som ska användas. Här undviks likhet mellan skruvmejslarna med olika färger. De färger som används i beskrivningen av verktyg är röd, gul, grön och blå, och är enligt Osvalder [9] de enda färger som bör användas i en arbetsinstruktion. 35
42 Analys och förbättringsförslag Nya arbetsinstruktioner till en av de nybildade arbetsstationerna har tagits fram och visas i bilaga 4. Där har de ovanstående förbättringsförslagen genomförts och de nya instruktionerna kommer att bli ett exempel på hur arbetsinstruktionerna bör utformas för bästa förutsättning för inlärning. Förutom förbättringsförslagen har det tagits hänsyn till en del annan teoretisk fakta vid framtagandet av nya instruktioner. Enligt en av Osvalders [9] designprinciper är det viktigt att konsekvent prestation används vid framtagandet av nya instruktioner. Konsekvent presentation förklaras i teoriavsnittet som att liknande typsnitt, färger och design ska väljas på de nya arbetsinstruktionerna för att underlätta implementeringen. Osvalder [9] menar att det är svårt att bryta gamla vanor och det är därför en fördel om de nya instruktionerna liknar de gamla i ovanstående avseende. I de nya instruktionerna har därför liknande färger, och framförallt likartade bilder valts vid beskrivning av de olika arbets-stegen. Detta för att det ska bli lättare för dagens montör att implementera de nya instruktionerna Förväntat resultat Med de framtagna instruktionerna kommer en bättre förutsättning för inlärning åstadkommas. Förbättringsförslaget har tagit hänsyn till teoretisk bakgrund med Osvalders [9] designprinciper om hur instruktioner ska designas för att på bästa sätt nå fram till användaren. Texten i instruktionerna är också skriven på det sätt som enligt Bergström & Zwolinski [16] är mest lämpat för arbetsinstruktioner. Trots att de ursprungliga instruktionerna har förbättrats kommer arbetet för en ny montör ske med en viss initial tröghet. Det beskriver både Rubenowitz [3] och Nielsens [11] inlärningskurvor. En inlärningstid där arbetet sker med lägre effektivitet är något som alltid måste tas hänsyn till vid upplärning av en ny arbetare. Instruktionerna gör också att arbetet på monteringsstationen blir standardiserat. Då instruktionerna är utförligt skrivna med alla monteringssteg presenterade kommer monteringsarbetet att utföras på samma sätt, oavsett vem montören är. Detta gör att risken för misstag och metodfel i monteringsarbetet blir betydligt mindre [13]. 36
43 Analys och förbättringsförslag 5.3 Frågeställning 3 3. Kan metod och analys användas även på liknande företag? Den metod som valdes för arbetet togs fram enbart med uppdragsgivaren, Mastecs problem och förutsättningar. För att arbetet även ska kunna införas på andra företag med liknande problem är det viktigt att analysera kring arbetets tredje frågeställning. Den metod som togs fram angående förändring av monteringsarbete baserades på ett flertal teorier angående inlärning och uppdelning. Alla de teorier kring hur ett arbete ska delas upp för att underlätta inlärningen kan implementeras även på andra arbetsstationer. Att samla information med en fallstudie och vidare tidsstudie kan utföras på de flesta arbetsplatser, självklart måste tillvägagångssättet anpassas efter hur arbetet ser ut på arbetsplatsen. I fallet hos Mastec, där monteringsarbetet har varit så pass komplicerat, har tidsstudien genomförts med en videoinspelning och vidare analys i Avix. Analysen i Avix har sedan använts både för insamling av monteringstid för de olika fallen, men också för att skapa möjlighet att titta på monteringssteg i efterhand. Liknande studie där programmet Avix används för analys kan implementeras på andra arbeten utan större förändringar. Vad gäller uppdelningen som har gjorts med hjälp av Avix kan självklart inte den implementeras direkt på andra arbetsstationer. Uppdelningen är gjord med de förutsättningar som monteringsarbetet har idag. Uppdelningen i Avix har tagit hänsyn till hur komplicerade de olika ingående delarna är och hur lång tid de har tagit. Det anses att liknande arbetsgång kan göras även på andra monteringsarbeten på företaget, och även på andra företag med liknande problem. Trots att andra arbetsstationer kommer skilja sig ifrån den montering som studerats kan teorier om uppdelning användas för att förändra även andra arbetsstationer. Då teorierna om Osvalders [9] 13 designprinciper är allmän fakta om skrivandet av arbetsinstruktioner kan de appliceras på instruktioner till vilken arbetsplats som helst. Det är inte heller riktade specifikt mot monteringsarbete vilket gör att arbetet instruktionerna skrivs för kan variera. I de teorierna har det alltså inte varit viktigt hur arbetet ser ut och är uppbyggt, utan bara hur instruktionerna för arbetet ska tas fram. Detta gör att den metod instruktionerna har tagits fram ur kan användas även hos andra företag. De kommer självklart alltid behöva anpassas av arbetet och dess svårighetsgrad och hur ingående och detaljerade instruktionerna behöver vara kommer på så sätt variera. I detta examensarbete har alla designprinciper inte heller använts, vilket motiveras i teoriavsnittet. Om metoden ska kunna användas på andra företag kan inga teorier uteslutas utan att vetskapen om hur arbetet instruktionerna ska skrivas för finns. Den utformning som har valts till instruktionerna, med text tillsammans med bild, kan även den implementeras på arbetsinstruktioner för andra typer av arbete. Utformningen, där bild och text presenteras tillsammans är lätt att förstå och därför en fördel vid inlärningen av en ny arbetsgång. Sammanfattningsvis kan designen på instruktionerna, med de bakomliggande teorierna införas på andra företag. Självklart måste de anpassas efter hur arbetet på det givna företaget ser ut, men grunden för hur instruktionerna byggs upp kan vara liknande. 37
44 Diskussion och slutsatser 6 Diskussion och slutsatser Kapitlet ger en sammanfattande beskrivning av studiens empiri. Vidare beskrivs studiens implikationer och begränsningar. Dessutom beskrivs studiens slutsatser och rekommendationer. Kapitlet avslutas med förslag på vidare arbete och forskning. 6.1 Resultat Vid arbetets start gav uppdragsgivaren Mastec författarna förtroendet att studera en monteringsstation företaget hade problem kring. Företaget hade problem när ordinarie personalen inte kunde närvara vid arbetet, då endast ordinarie personal hade kompetens att utföra arbetet. Det insågs tidigt att problemet kring monteringen uppstod för att kompetens att utföra arbetet bara fanns hos en anställd. Den långa och svåra monteringen gjorde att ingen annan på företaget har haft möjlighet att lära sig monteringen. Den första frågeställningen ställdes för att undersöka om monteringsarbetet kunde förändras för att förenkla inlärningen, och på så sätt hjälpa företaget att lära upp mer personal till den givna monteringsstationen. Det största problemet med monteringen som utfördes på Mastec var att arbetet var i tid långt, 6 h beräknat av företaget. Det innehöll väldigt många ingående steg som var tvungna att utföras med hög precision. Den långa och svåra monteringen gjorde att inlärningen för arbetet skulle ta lång tid för en ny arbetare. Arbetet delades därför upp i flera stationer. Enligt teorier som studerades och med de ingående moduler som detaljen hade resulterade uppdelningen i två olika förslag. Det första förslaget lades fram med sex arbetsstationer, och det andra med tre. Arbetsgången med sex stationer skapar bästa förutsättning för inlärning, då varje moment får mindre ingående steg och därmed tar kortare tid att utföra. Det blir dessutom mindre materialhantering och antalet verktyg på arbetsplatsen minskar. Det gör att det blir betydligt lättare att lära upp en montör. Författarna har därmed, genom analys av teorier och empiri tagit fram förbättringsförslag som svarar på arbetets första frågeställning. Det andra förslaget för uppdelning är framtaget på grund av att det första förslaget kan komma att bli svårt för Mastec att använda på grund av begränsat utrymme. Därför är stationerna i det första förslaget sammanslagna till ett resultat av tre monteringsstationer. Det som ytterligare försvårade upplärningen av arbetet var de bristfälliga instruktionerna på arbetet. Trots att instruktionerna var framtagna av kunden fanns det många fel och oklarheter som försvårade monteringen. Det ansågs vara en nödvändighet att förändra instruktionerna för att skapa bättre förutsättningar för inlärning, och därför togs den andra frågeställningen fram. Nya arbetsinstruktioner gjordes till en av de sex arbetsstationer som hade tagits fram i uppdelningen av monteringsarbetet. De nya instruktionerna gjordes med teori kring designprinciper för arbetsinstruktioner. Instruktionerna skrevs tydligare och utförligare med text och bild. Det infördes även en kvalitetskontroll efter vissa steg som var nödvändiga att utföras för att kunna gå vidare i monteringen. Detta var något som inte hade funnits med i de tidigare instruktionerna utan då var montören tvungen 38
45 Diskussion och slutsatser att komma ihåg kontrollen. Instruktionerna som togs fram är skrivna med ett enkelt och tydligt språk, utan några felaktigheter eller glömda steg. Den nya designen på instruktionerna skapar betydligt bättre förutsättningar för att inlärning ska gå lättare, vilket var syftet med examensarbetets andra frågeställning. I den tredje frågeställningen analyseras det om metoden för examensarbetet går att använda även på andra företag. Frågeställningarna i examensarbete har varit allmänt ställda. Dessutom är teorierna som använts inte riktade specifikt mot monteringsarbete. Detta gör att metoden och studien skulle kunna genomföras på andra arbetsplatser. Arbetets innehåll skulle självklart behöva tas hänsyn till, men det anses att goda resultat skulle kunna uppnås även på andra arbetsplatser med den givna metoden. 6.2 Implikationer De konsekvenser som examensarbetet ger är att dagens montör kommer få gå ifrån gamla vanor vid den nya uppdelningen och instruktionerna. Montören har arbetat vid arbetsstationen ett antal år och implementeringen av ett nytt arbetssätt kan därför inledningsvis ske med viss tröghet. En positiv konsekvens som förändringen av monteringsarbetet medför är att signaler ges till personalen att ledningen vill förbättra situationen. Även fast examensarbetet bara riktar sig till en specifik monteringsstation visar det ändå personalen att företaget vill förändra och förnya till det bättre. 6.3 Begränsningar Examensarbetets stora begränsning är att förbättringsförslagen inte genomförs praktiskt. Arbetets resultat är framtaget utifrån teoretiskt underlag och antagande. Hade arbetet genomförts praktiskt hade resultat kunnat jämföras med verkliga iakttagelser och tester av förbättringsförslagen, vilket hade gett ett mer specifikt resultat. En ytterligare begränsning är att författarna inte haft möjlighet att analysera hur arbetsinstruktioner för liknande monteringar fungerar, med för- och nackdelar. Detta hade varit ett bra komplement till examensarbetet. Tiden på plats på Mastec för observationer och videoinspelning har också begränsats av företaget. Videoinspelningar och observationer har därför bara kunnat utföras ett fåtal gånger. Hade fler inspelningar kunnat göras hade en högre trovärdighet kunnat uppnås, vilket hade varit en fördel i arbetet. Detta ses därför som en ytterligare begränsning i examensarbetet. 6.4 Slutsatser och rekommendationer Slutsatsen för detta examensarbete är att förbättringsförslagen kommer förenkla inlärningen på den givna monteringsstationen. Examensarbetet har därmed svarat på de frågeställningar som ställdes vid arbetets start, och på så sätt uppfyllt arbetets syfte. Det har även visats att den givna metoden kan appliceras på andra arbetsstationer och företag. Att vidare implementera förbättringsförslagen på andra arbetsplatser inom företaget är en rekommendation författarna vill framföra. Detta för att skapa kontinuitet på arbetsinstruktioner och på så sätt standardisera arbetet för personalen. 39
46 Diskussion och slutsatser 6.5 Vidare arbete/forskning Nästa steg i arbetet blir naturligt att testa de förbättringsförslag som har lagts fram till företaget. Första steget för att genomföra detta kräver att arbetsinstruktioner framställs till alla arbetsstationer. Då nya instruktioner har tagits fram till en station kan detta arbete enkelt fortsätta med liknande tillvägagångssätt. Detta är något författarna har fått förfrågan av Mastec att genomföra efter examensarbetets slut. För att implementera arbete med uppdelade arbetsstationer rekommenderas att materialflödet till arbetsstationerna utvecklas. Arbetet begränsades genom att inte undersöka materialtillförseln vilket lämnar stort utrymme för vidare forskning och utveckling kring detta. Alternativ för arbetsinstruktionernas format bör också vidare undersökas. Digitalisering av arbetsinstruktioner är ett område som kräver vidare akademisk forskning. En digitalisering hade skapat möjligheter att zooma och få information om arbetstakt. Vidare hade målsättning per dag och vecka kunnat redovisas på arbetsstationen för att senare följas upp och utvärderas. På individnivå finns möjlighet att arbetsinstruktionerna anpassas efter behov med t.ex. färgsättning och tillägg av ljudinstruktioner. Författarna anser att vidare arbete inom detta skulle vara en positiv utveckling av monteringsarbetet. 40
47 Referenser 7 Referenser [1] Å. Fasth, [Online]. [Använd ]. [2] A. Dean och L. Nordström, [Online]. [Använd ]. [3] S. Rubenowitz, Oganisationspsykologi och ledarskap, Malmö: Holmberg i Malmö AB, [4] R. Patel och B. Davidson, Forskningsmetodikens grunder : att planera, genomföra och rapportera en undersökning, Lund: Studentlitteratur, [5] S. Cuadra, Forskningsmetodik : idéhistoriska utblickar och teoretiska perspektiv, Malmö: Liber, [6] R. K. Yin och B. Nilsson, Fallstudier : Design och genomförande, Malmö: Liber, [7] A. Lantz, Intervjumetodik, Lund: Studentlitteratur, [8] T. Soletesz, %20M%C3%A4nniskateknik%20Organisation.%20litteraturutredn%20om%20problem%20vid%20i nf%c3%b6rande%20av%20ny%20teknik-ocr.pdf, [Online]. [Använd ]. [9] M. Bohgard, A.-L. Osvalder och U. P, Arbete och teknik på människans villkor, Stockholm: Prevent, [10] Z. Khan, Design for assembly, Web of Science, [11] J. Nielsen, Usability engineering, Cambridge: AP Professional, [12] J. K. Liker, The Toyota way : lean för världsklass, Malmö: Liber, [13] L. Sörqvist, Ständiga förbättringar : en bok om resultatorienterat förbättringsarbete, verksamhetsutveckling och Sex Sigma, Lund: Studentlitteratur, [14] G. Erixon, Modulindela produkten : halverade ledtider och offensiv marknadsorientering, Stockholm: Industrilitteratur,
48 Referenser [15] Ö. Ljungberg, TPM : vägen till ständiga förbättringar, Lund: Studentlitteratur, [16] M. Bergström och M. Zwolinski, Framgångsfaktorer för instruktioner, Kungliga Tekniska Högskolan, Stockholm,
49 Bilagor Bilagor Bilaga 1 Balansrapport för nuläget. Sida Bilaga 2 Balansrapport för förbättringsförslag med sex arbetsstationer. Sida Bilaga 3 Balansrapport för förbättringsförslag med tre arbetsstationer. Sida Bilaga 4 Arbetsinstruktioner till arbetsstation 3 i förbättringsförslaget med sex arbetsstationer. Sida
50 Balansrapport Område/Byggnad: Version: Utnyttjandeg rad Line: Biacore T-200 Takt: 60,00 min Mede l: 53% Variant: - Effektivitet: 100% Min: 6% Nummer: Effektivitetstakt: 60,00 min Max: 99% 2 apr :49 44 / 77

51 Balansrapport 2 apr :49 45 / 77
52 Balansrapport [min] Tid Utnyttjandegrad Takt Resurser Namn Max ΣArbete IBL Skillnad Medel Max Min Tid Eff. Eff.takt Tilldelad e Teoretis ka Biacore T ,69 287,21 0,00-0,31 53% 99% 6% 60,00 100% 60,00 9 4,787 Motorblock 42,91 42,91 0,00-17,09 72% 72% 72% 60,00 100% 60,00 1 0,715 Rörlig del på stänger 42,65 42,65 0,00-17,35 71% 71% 71% 60,00 100% 60,00 1 0,711 Svart monteringsställ 41,87 41,87 0,00-18,13 70% 70% 70% 60,00 100% 60,00 1 0,698 Läsarm 16,80 16,80 0,00-43,20 28% 28% 28% 60,00 100% 60,00 1 0,28 Gavlar med stänger 32,06 32,06 0,00-27,94 53% 53% 53% 60,00 100% 60,00 1 0,534 Skyddsplatta 3,45 3,45 0,00-56,55 6% 6% 6% 60,00 100% 60,00 1 0,057 Kedjan 6,40 6,40 0,00-53,60 11% 11% 11% 60,00 100% 60,00 1 0,107 Ihopmontering 41,38 41,38 0,00-18,62 69% 69% 69% 60,00 100% 60,00 1 0,69 Test 59,69 59,69 0,00-0,31 99% 99% 99% 60,00 100% 60,00 1 0,995 2 apr :49 46 / 77
53 Balansrapport Område/Byggnad: Version: Utnyttjandeg rad Line: Biacore T-200 Takt: 60,00 min Mede l: 80% Variant: - Effektivitet: 100% Min: 71% Nummer: Effektivitetstakt: 60,00 min Max: 99% 2 apr :49 47 / 77

54 Balansrapport 2 apr :49 48 / 77
55 Balansrapport [min] Tid Utnyttjandegrad Takt Resurser Namn Max ΣArbete IBL Skillnad Medel Max Min Tid Eff. Eff.takt Tilldelad e Teoretis ka Biacore T ,69 287,21 0,00-0,31 80% 99% 71% 60,00 100% 60,00 6 4,787 Motorblock 42,91 42,91 0,00-17,09 72% 72% 72% 60,00 100% 60,00 1 0,715 Rörlig del på stänger 42,65 42,65 0,00-17,35 71% 71% 71% 60,00 100% 60,00 1 0,711 Svart monteringsställ 48,26 48,26 0,00-11,74 80% 80% 80% 60,00 100% 60,00 1 0,804 Gavlar med stänger 48,86 48,86 0,00-11,14 81% 81% 81% 60,00 100% 60,00 1 0,814 Ihopmontering 44,83 44,83 0,00-15,17 75% 75% 75% 60,00 100% 60,00 1 0,747 Test 59,69 59,69 0,00-0,31 99% 99% 99% 60,00 100% 60,00 1 0,995 2 apr :49 49 / 77
56 Balansrapport Område/Byggnad: Version: Utnyttjandeg rad Line: Biacore T-200 Takt: 105,00 min Mede l: 91% Variant: - Effektivitet: 100% Min: 87% Nummer: Effektivitetstakt: 105,00 min Max: 100% 2 apr :49 50 / 77

57 Balansrapport 2 apr :49 51 / 77
58 Balansrapport [min] Tid Utnyttjandegrad Takt Resurser Namn Max ΣArbete IBL Skillnad Medel Max Min Tid Eff. Eff.takt Tilldelad e Teoretis ka Biacore T ,52 287,21 0,00-0,48 91% 100% 87% 105,00 100% 105,00 3 2,735 Motorblock och Gavlar 91,77 91,77 0,00-13,23 87% 87% 87% 105,00 100% 105,00 1 0,874 Rörlig del på stänger och Svart 90,92 90,92 0,00-14,08 87% 87% 87% 105,00 100% 105,00 1 0,866 monteringsställ Ihopmontering och Test 104,52 104,52 0,00-0,48 100% 100% 100% 105,00 100% 105,00 1 0,995 2 apr :49 52 / 77
59

60
61
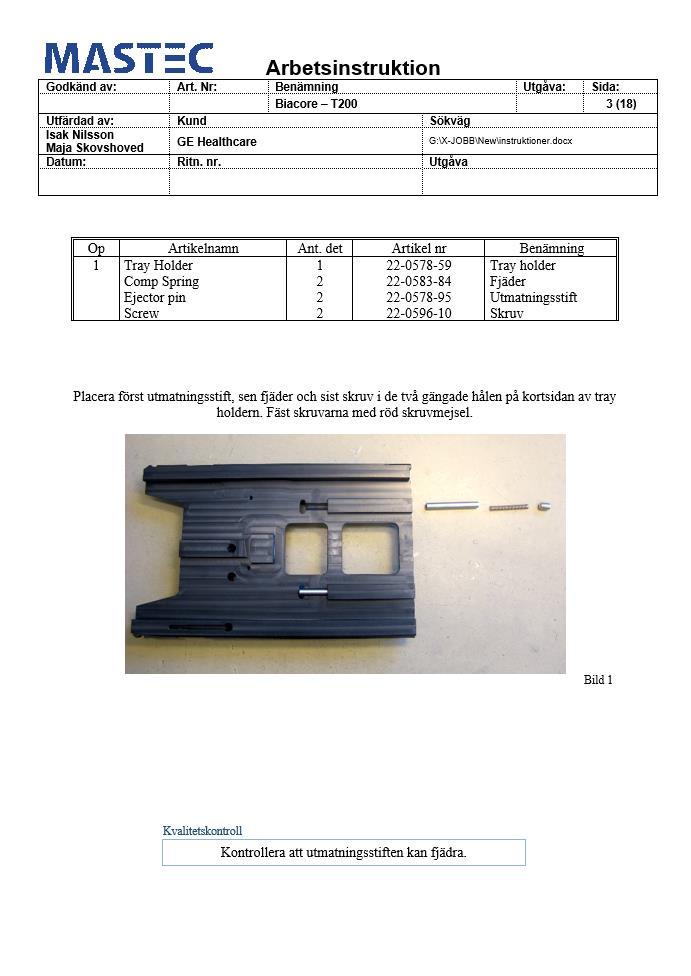
62
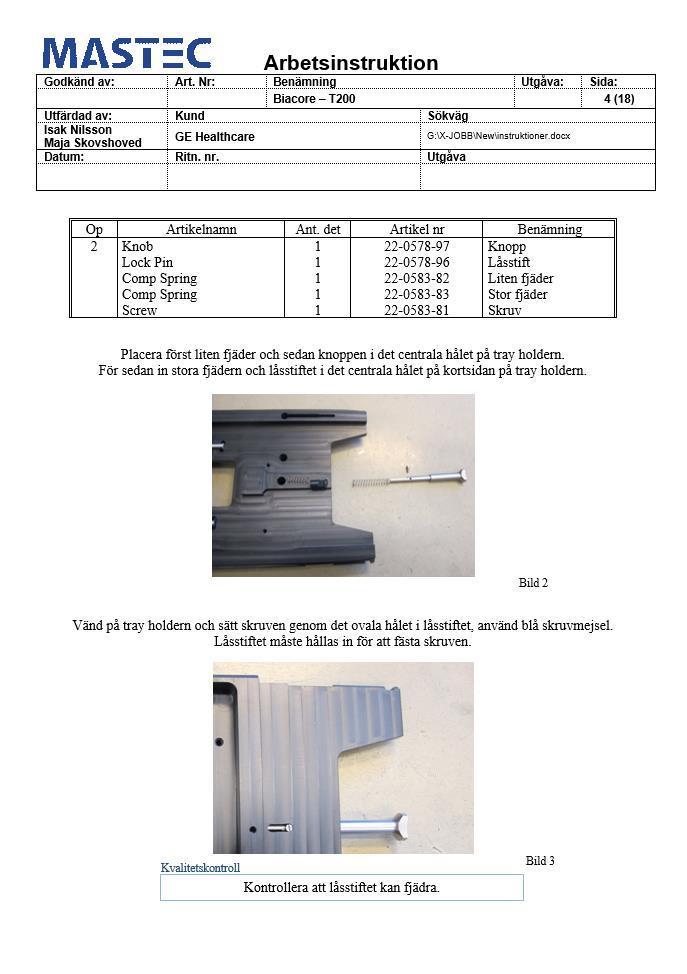
63
64
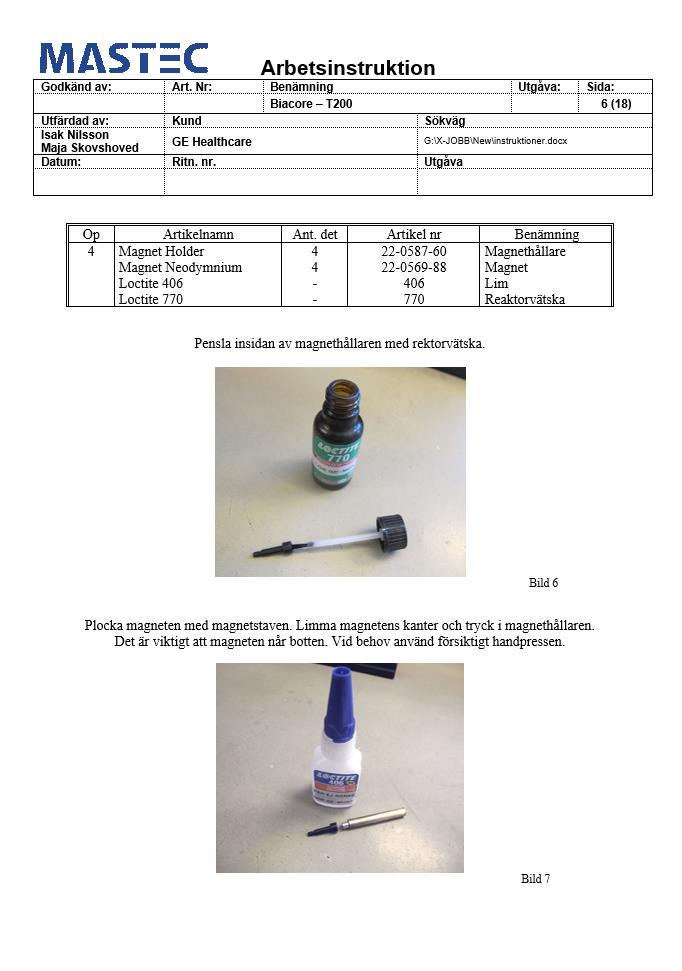
65
66
67
68
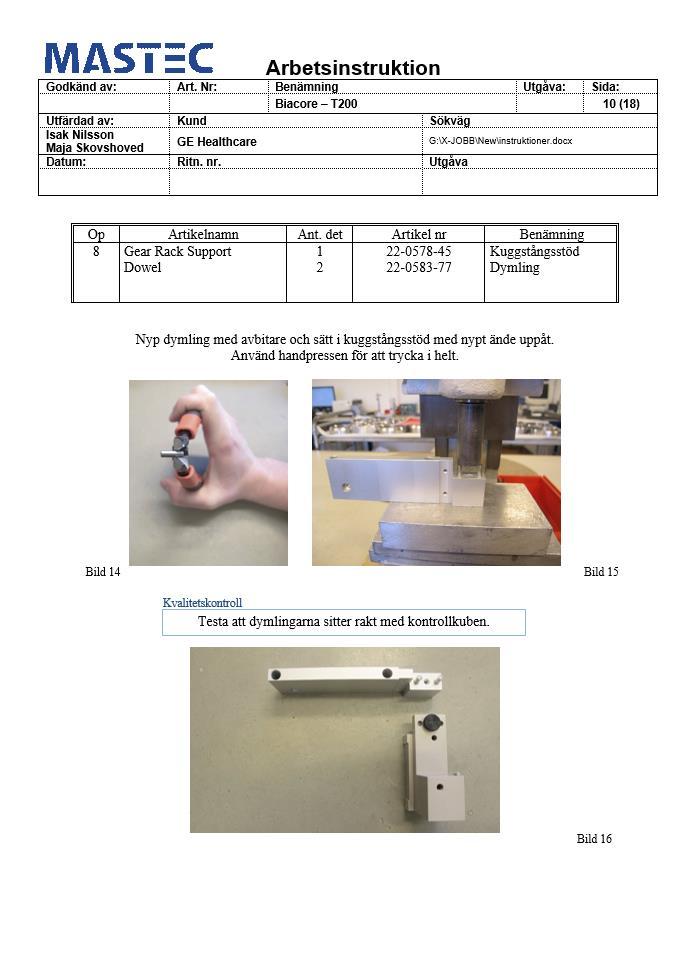
69
70
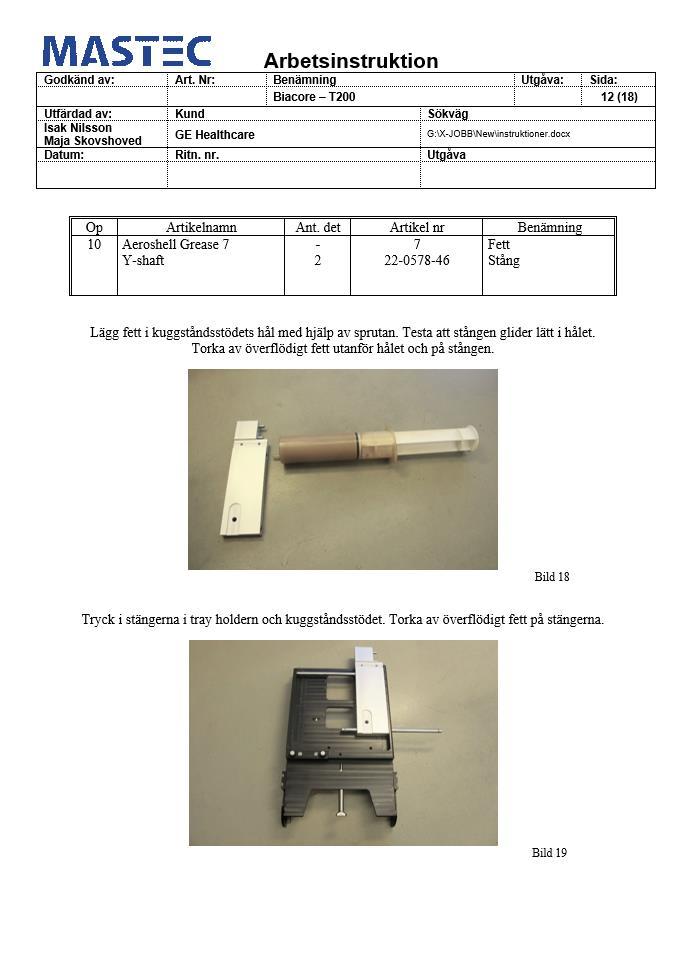
71
72
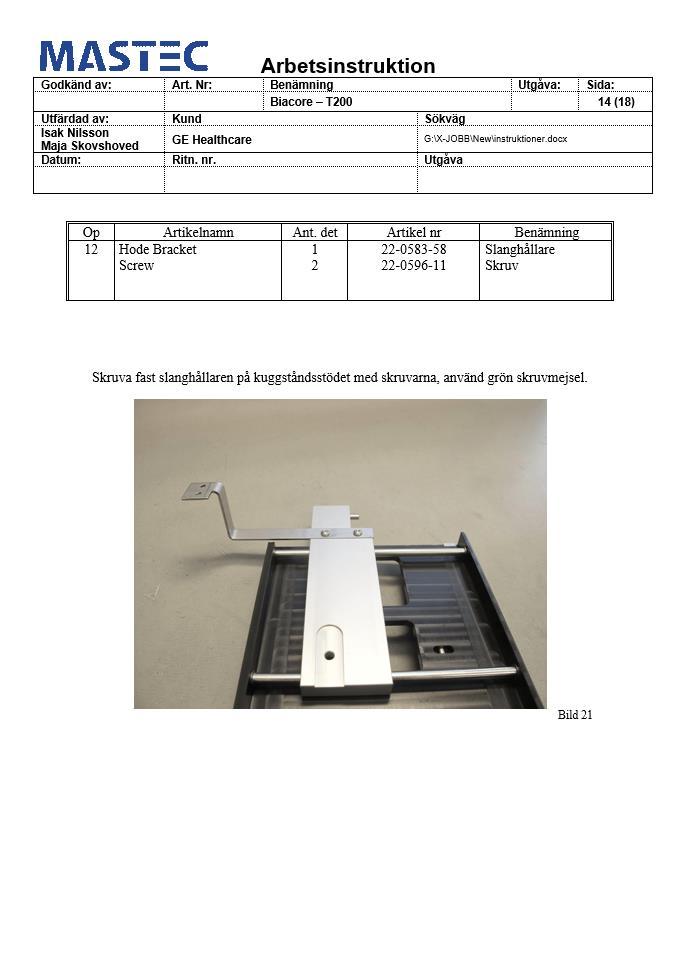
73
Titel på examensarbetet. Dittnamn Efternamn. Examensarbete 2013 Programmet
 Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Rutiner för opposition
 Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
 Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Titel Mall för Examensarbeten (Arial 28/30 point size, bold)
") Titel Mall för Examensarbeten (Arial 28/30 point size, bold) SUBTITLE - Arial 16 / 19 pt FÖRFATTARE FÖRNAMN OCH EFTERNAMN - Arial 16 / 19 pt KTH ROYAL INSTITUTE OF TECHNOLOGY ELEKTROTEKNIK OCH DATAVETENSKAP
Titel Mall för Examensarbeten (Arial 28/30 point size, bold) SUBTITLE - Arial 16 / 19 pt FÖRFATTARE FÖRNAMN OCH EFTERNAMN - Arial 16 / 19 pt KTH ROYAL INSTITUTE OF TECHNOLOGY ELEKTROTEKNIK OCH DATAVETENSKAP
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE
 Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Ökat personligt engagemang En studie om coachande förhållningssätt
 Lärarutbildningen Fakulteten för lärande och samhälle Individ och samhälle Uppsats 7,5 högskolepoäng Ökat personligt engagemang En studie om coachande förhållningssätt Increased personal involvement A
Lärarutbildningen Fakulteten för lärande och samhälle Individ och samhälle Uppsats 7,5 högskolepoäng Ökat personligt engagemang En studie om coachande förhållningssätt Increased personal involvement A
Att planera bort störningar
 ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori
 Linnéuniversitetet Institutionen för informatik FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori Läsåret 2013/2014 Lärare: Patrik Brandt patrik.brandt@lnu.se Päivi Jokela paivi.jokela@lnu.se Examinator:
Linnéuniversitetet Institutionen för informatik FORSKNINGSPLAN 4IK024 Vetenskapsmetod och teori Läsåret 2013/2014 Lärare: Patrik Brandt patrik.brandt@lnu.se Päivi Jokela paivi.jokela@lnu.se Examinator:
Business research methods, Bryman & Bell 2007
 Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
"Distributed Watchdog System"
 Datavetenskap Emma Henriksson Ola Ekelund Oppositionsrapport på uppsatsen "Distributed Watchdog System" Oppositionsrapport, C-nivå 2005 1 Sammanfattande omdöme på exjobbet Projektet tycks ha varit av
Datavetenskap Emma Henriksson Ola Ekelund Oppositionsrapport på uppsatsen "Distributed Watchdog System" Oppositionsrapport, C-nivå 2005 1 Sammanfattande omdöme på exjobbet Projektet tycks ha varit av
IBSE Ett självreflekterande(självkritiskt) verktyg för lärare. Riktlinjer för lärare
 verktyg för lärare. Riktlinjer för lärare") Fibonacci / översättning från engelska IBSE Ett självreflekterande(självkritiskt) verktyg för lärare Riktlinjer för lärare Vad är det? Detta verktyg för självutvärdering sätter upp kriterier som gör det
Fibonacci / översättning från engelska IBSE Ett självreflekterande(självkritiskt) verktyg för lärare Riktlinjer för lärare Vad är det? Detta verktyg för självutvärdering sätter upp kriterier som gör det
Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå
 Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå Studenten ska tillämpa kunskaper och färdigheter förvärvade inom utbildningsprogrammet genom att på ett självständigt och vetenskapligt sätt
Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå Studenten ska tillämpa kunskaper och färdigheter förvärvade inom utbildningsprogrammet genom att på ett självständigt och vetenskapligt sätt
Anvisningar till rapporter i psykologi på B-nivå
 Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
Kommunikation vid bygg- och anläggningsproduktion
 EXAMENSARBETE 2006:019 HIP Kommunikation vid bygg- och anläggningsproduktion Arbetsplatsplanering MONIKA JOHANSSON LINNÉA LUNDBERG HÖGSKOLEINGENJÖRSPROGRAMMET Projektingenjör Luleå tekniska universitet
EXAMENSARBETE 2006:019 HIP Kommunikation vid bygg- och anläggningsproduktion Arbetsplatsplanering MONIKA JOHANSSON LINNÉA LUNDBERG HÖGSKOLEINGENJÖRSPROGRAMMET Projektingenjör Luleå tekniska universitet
Datainsamling Hur gör man, och varför?
 Datainsamling Hur gör man, och varför? FSR: 2 Preece et al.: Interaction design, kapitel 7 Översikt Att kunna om datainsamlingsmetoder Observationstekniker Att förbereda Att genomföra Resultaten och vad
Datainsamling Hur gör man, och varför? FSR: 2 Preece et al.: Interaction design, kapitel 7 Översikt Att kunna om datainsamlingsmetoder Observationstekniker Att förbereda Att genomföra Resultaten och vad
för att komma fram till resultat och slutsatser
 för att komma fram till resultat och slutsatser Bearbetning & kvalitetssäkring 6:1 E. Bearbetning av materialet Analys och tolkning inleds med sortering och kodning av materialet 1) Kvalitativ hermeneutisk
för att komma fram till resultat och slutsatser Bearbetning & kvalitetssäkring 6:1 E. Bearbetning av materialet Analys och tolkning inleds med sortering och kodning av materialet 1) Kvalitativ hermeneutisk
Vetenskapsmetod och teori. Kursintroduktion
 Vetenskapsmetod och teori Kursintroduktion Creswell Exempel Vetenskapsideal Worldview Positivism Konstruktivism/Tolkningslära Kritiskt (Samhällskritiskt/ Deltagande) Pragmatism (problemorienterat) Ansats
Vetenskapsmetod och teori Kursintroduktion Creswell Exempel Vetenskapsideal Worldview Positivism Konstruktivism/Tolkningslära Kritiskt (Samhällskritiskt/ Deltagande) Pragmatism (problemorienterat) Ansats
Syns du, finns du? Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap
 Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap Syns du, finns du? - En studie över användningen av SEO, PPC och sociala medier som strategiska kommunikationsverktyg i svenska företag
Examensarbete 15 hp kandidatnivå Medie- och kommunikationsvetenskap Syns du, finns du? - En studie över användningen av SEO, PPC och sociala medier som strategiska kommunikationsverktyg i svenska företag
EXPERTEN PÅ INDUSTRIARBETSPLATSEN.
 EXPERTEN PÅ INDUSTRIARBETSPLATSEN 5S www.gigant.se EXPERTEN PÅ 5S EXPERTEN PÅ 5S KUNSKAPEN SOM GER EN BÄTTRE ARBETSPLATS Med 20 års erfarenhet vet vi på Gigant vad som gör en bra arbetsplats ännu bättre.
EXPERTEN PÅ INDUSTRIARBETSPLATSEN 5S www.gigant.se EXPERTEN PÅ 5S EXPERTEN PÅ 5S KUNSKAPEN SOM GER EN BÄTTRE ARBETSPLATS Med 20 års erfarenhet vet vi på Gigant vad som gör en bra arbetsplats ännu bättre.
Litteraturstudie. Utarbetat av Johan Korhonen, Kajsa Lindström, Tanja Östman och Anna Widlund
 Litteraturstudie Utarbetat av Johan Korhonen, Kajsa Lindström, Tanja Östman och Anna Widlund Vad är en litteraturstudie? Till skillnad från empiriska studier söker man i litteraturstudier svar på syftet
Litteraturstudie Utarbetat av Johan Korhonen, Kajsa Lindström, Tanja Östman och Anna Widlund Vad är en litteraturstudie? Till skillnad från empiriska studier söker man i litteraturstudier svar på syftet
Second handbook of research on mathematics teaching and learning (NCTM)
") Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
DFA Design For Assembly
 2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
Oppositionsprotokoll-DD143x
 Oppositionsprotokoll-DD143x Datum: 2011-04-26 Rapportförfattare Sara Sjödin Rapportens titel En jämförelse av två webbsidor ur ett MDI perspektiv Opponent Sebastian Remnerud Var det lätt att förstå vad
Oppositionsprotokoll-DD143x Datum: 2011-04-26 Rapportförfattare Sara Sjödin Rapportens titel En jämförelse av två webbsidor ur ett MDI perspektiv Opponent Sebastian Remnerud Var det lätt att förstå vad
Metoduppgift 4 - PM. Barnfattigdom i Linköpings kommun. 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet
 Metoduppgift 4 - PM Barnfattigdom i Linköpings kommun 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet Problem Barnfattigdom är ett allvarligt socialt problem
Metoduppgift 4 - PM Barnfattigdom i Linköpings kommun 2013-03-01 Pernilla Asp, 910119-3184 Statsvetenskapliga metoder: 733G02 Linköpings universitet Problem Barnfattigdom är ett allvarligt socialt problem
Utveckling av ett grafiskt användargränssnitt
 Datavetenskap Opponenter: Daniel Melani och Therese Axelsson Respondenter: Christoffer Karlsson och Jonas Östlund Utveckling av ett grafiskt användargränssnitt Oppositionsrapport, C-nivå 2010-06-08 1 Sammanfattat
Datavetenskap Opponenter: Daniel Melani och Therese Axelsson Respondenter: Christoffer Karlsson och Jonas Östlund Utveckling av ett grafiskt användargränssnitt Oppositionsrapport, C-nivå 2010-06-08 1 Sammanfattat
EMG:s väg till examensarbeten av mycket hög kvalitet
 EMG:s väg till examensarbeten av mycket hög kvalitet Rolf Zale Institutionen för ekologi, miljö och geovetenskap rolf.zale@emg.umu.se Grundsyn Under examensarbetet ska studenten koncentrera sig på uppgiften
EMG:s väg till examensarbeten av mycket hög kvalitet Rolf Zale Institutionen för ekologi, miljö och geovetenskap rolf.zale@emg.umu.se Grundsyn Under examensarbetet ska studenten koncentrera sig på uppgiften
Kristina Säfsten. Kristina Säfsten JTH
 Att välja metod några riktlinjer Kristina Säfsten TD, Universitetslektor i produktionssystem Avdelningen för industriell organisation och produktion Tekniska högskolan i Jönköping (JTH) Det finns inte
Att välja metod några riktlinjer Kristina Säfsten TD, Universitetslektor i produktionssystem Avdelningen för industriell organisation och produktion Tekniska högskolan i Jönköping (JTH) Det finns inte
Collaborative Product Development:
 Collaborative Product Development: a Purchasing Strategy for Small Industrialized House-building Companies Opponent: Erik Sandberg, LiU Institutionen för ekonomisk och industriell utveckling Vad är egentligen
Collaborative Product Development: a Purchasing Strategy for Small Industrialized House-building Companies Opponent: Erik Sandberg, LiU Institutionen för ekonomisk och industriell utveckling Vad är egentligen
Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas i signerad slutversion till examinator
 vid Logopedprogrammet Fylls i av examinerande lärare och lämnas i signerad slutversion till examinator") version 2014-09-10 Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas i signerad slutversion till examinator Studentens namn Handledares namn Examinerande
version 2014-09-10 Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas i signerad slutversion till examinator Studentens namn Handledares namn Examinerande
Statsvetenskap G02 Statsvetenskapliga metoder Metoduppgift
 METOD-PM PROBLEM Snabb förändring, total omdaning av en stat. Detta kan kallas revolution vilket förekommit i den politiska sfären så långt vi kan minnas. En av de stora totala omdaningarna av en stat
METOD-PM PROBLEM Snabb förändring, total omdaning av en stat. Detta kan kallas revolution vilket förekommit i den politiska sfären så långt vi kan minnas. En av de stora totala omdaningarna av en stat
NÄR FLASKHALSAR BLIR VÄRDESKAPANDE
 NÄR FLASKHALSAR BLIR VÄRDESKAPANDE [att implementera lean production och gap-modellen i tjänstesektorn] NYCKELORD lean gap-modell tjänstesektor flygplats värde Genom att använda sig av kvalitativa forskningsmetoder
NÄR FLASKHALSAR BLIR VÄRDESKAPANDE [att implementera lean production och gap-modellen i tjänstesektorn] NYCKELORD lean gap-modell tjänstesektor flygplats värde Genom att använda sig av kvalitativa forskningsmetoder
Bedömningskriterier för kandidatuppsats i omvårdnad
 Nämnden för Omvårdnadsutbildningar Bedömningskriterier för kandidatuppsats i omvårdnad Instruktioner för användning: Alla angivna kriterier ska vara godkända för att studenten ska uppnå betyget godkänd.
Nämnden för Omvårdnadsutbildningar Bedömningskriterier för kandidatuppsats i omvårdnad Instruktioner för användning: Alla angivna kriterier ska vara godkända för att studenten ska uppnå betyget godkänd.
Björn Åstrand
 HÖGSKOLAN I HALMSTAD Examensarbete Instruktioner Halvtidseminarium 2014 HT Björn Åstrand 2014-10-08 Björn Åstrand 2014 1 Halvtidsseminarium Vid halvtidsseminariet presenteras hittills uppnådda resultat
HÖGSKOLAN I HALMSTAD Examensarbete Instruktioner Halvtidseminarium 2014 HT Björn Åstrand 2014-10-08 Björn Åstrand 2014 1 Halvtidsseminarium Vid halvtidsseminariet presenteras hittills uppnådda resultat
Magisterprogram i nationalekonomi med inriktning turism och evenemang 60 högskolepoäng
 Sida 1(5) Utbildningsplan Magisterprogram i nationalekonomi med inriktning turism och evenemang 60 högskolepoäng Master Programme in Economics of Tourism and Events 60 Credits* 1. Programmets mål 1.1 Mål
Sida 1(5) Utbildningsplan Magisterprogram i nationalekonomi med inriktning turism och evenemang 60 högskolepoäng Master Programme in Economics of Tourism and Events 60 Credits* 1. Programmets mål 1.1 Mål
733G02: Statsvetenskaplig Metod Therése Olofsson Metod-PM - Gymnasiereformens påverkan på utbildningen
 733G02: Statsvetenskaplig Metod Therése Olofsson 2013-03-05 911224-0222 - Gymnasiereformens påverkan på utbildningen Syfte Syftet med uppsatsen är ta reda på hur den gymnasiereform som infördes läsåret
733G02: Statsvetenskaplig Metod Therése Olofsson 2013-03-05 911224-0222 - Gymnasiereformens påverkan på utbildningen Syfte Syftet med uppsatsen är ta reda på hur den gymnasiereform som infördes läsåret
Gymnasiearbete/ Naturvetenskaplig specialisering NA AGY. Redovisning
 Gymnasiearbete/ Naturvetenskaplig specialisering NA AGY Redovisning Redovisning av projekten Skriftligt i form av en slutrapport ( till handledaren via Urkund senast 11/4 (veckan innan påsklovet) Alla
Gymnasiearbete/ Naturvetenskaplig specialisering NA AGY Redovisning Redovisning av projekten Skriftligt i form av en slutrapport ( till handledaren via Urkund senast 11/4 (veckan innan påsklovet) Alla
Koppling mellan styrdokumenten på naturvetenskapsprogrammet och sju programövergripande förmågor
 Koppling mellan styrdokumenten på naturvetenskapsprogrammet och sju programövergripande förmågor Förmåga att Citat från examensmålen för NA-programmet Citat från kommentarerna till målen för gymnasiearbetet
Koppling mellan styrdokumenten på naturvetenskapsprogrammet och sju programövergripande förmågor Förmåga att Citat från examensmålen för NA-programmet Citat från kommentarerna till målen för gymnasiearbetet
Etappmål 1 Etappmål 2 Etappmål 3 Examensmål
 Etappmål 1 Etappmål 2 Etappmål 3 Examensmål Element/objekt, begrepp identifiera, beskriva och klassificera grundläggande element/objekt inom ämnet förklara och använda grundläggande nomenklatur inom ämnet
Etappmål 1 Etappmål 2 Etappmål 3 Examensmål Element/objekt, begrepp identifiera, beskriva och klassificera grundläggande element/objekt inom ämnet förklara och använda grundläggande nomenklatur inom ämnet
Interaktionsdesign som profession. Föreläsning Del 2
 Interaktionsdesign som profession Föreläsning Del 2 Vikten av att göra research Varför behöver vi göra research? En produkt blir aldrig bättre än den data som denna baseras på Men Vi har redan gjort en
Interaktionsdesign som profession Föreläsning Del 2 Vikten av att göra research Varför behöver vi göra research? En produkt blir aldrig bättre än den data som denna baseras på Men Vi har redan gjort en
Metoden och teorin som ligger till grund för den beskrivs utförligt. Urval, bortfall och analys redovisas. Godkänd
 Bilaga 2 - Artikelgranskning enligt Polit Beck & Hungler (2001) Bendz M (2003) The first year of rehabilitation after a stroke from two perspectives. Scandinavian Caring Sciences, Sverige Innehåller 11
Bilaga 2 - Artikelgranskning enligt Polit Beck & Hungler (2001) Bendz M (2003) The first year of rehabilitation after a stroke from two perspectives. Scandinavian Caring Sciences, Sverige Innehåller 11
Att intervjua och observera
 Att intervjua och observera (Även känt som Fältstudier ) Thomas Lind Institutionen för informationsteknologi Visuell information och interaktion 2014-01-27 Påminnelser från högre ort Gruppindelning! Välj/Hitta
Att intervjua och observera (Även känt som Fältstudier ) Thomas Lind Institutionen för informationsteknologi Visuell information och interaktion 2014-01-27 Påminnelser från högre ort Gruppindelning! Välj/Hitta
Checklista för systematiska litteraturstudier 3
 Bilaga 1 Checklista för systematiska litteraturstudier 3 A. Syftet med studien? B. Litteraturval I vilka databaser har sökningen genomförts? Vilka sökord har använts? Har författaren gjort en heltäckande
Bilaga 1 Checklista för systematiska litteraturstudier 3 A. Syftet med studien? B. Litteraturval I vilka databaser har sökningen genomförts? Vilka sökord har använts? Har författaren gjort en heltäckande
5S i korthet. Detta är en kort sammanfattning av vad innehållet i 5S är, vilka effekter det kan ge och hur man kan starta.
 5S i korthet Endast detaljer som används! En plats för varje detalj! Varje detalj på sin specifika plats! Allt är rent! Allt är klart för användning! Bild 1 2004-11-23 Bild 1 2005-02-02 Detta är en kort
5S i korthet Endast detaljer som används! En plats för varje detalj! Varje detalj på sin specifika plats! Allt är rent! Allt är klart för användning! Bild 1 2004-11-23 Bild 1 2005-02-02 Detta är en kort
Social innovation - en potentiell möjliggörare
 Social innovation - en potentiell möjliggörare En studie om Piteå kommuns sociala innovationsarbete Julia Zeidlitz Sociologi, kandidat 2018 Luleå tekniska universitet Institutionen för ekonomi, teknik
Social innovation - en potentiell möjliggörare En studie om Piteå kommuns sociala innovationsarbete Julia Zeidlitz Sociologi, kandidat 2018 Luleå tekniska universitet Institutionen för ekonomi, teknik
Föreläsning 6: Analys och tolkning från insamling till insikt
 Föreläsning 6: Analys och tolkning från insamling till insikt FSR: 1, 5, 6, 7 Rogers et al. Kapitel 8 Översikt Kvalitativ och kvantitativ analys Enkel kvantitativ analys Enkel kvalitativ analys Presentera
Föreläsning 6: Analys och tolkning från insamling till insikt FSR: 1, 5, 6, 7 Rogers et al. Kapitel 8 Översikt Kvalitativ och kvantitativ analys Enkel kvantitativ analys Enkel kvalitativ analys Presentera
En sammanfattning Implementeringsutvärdering av Beslutsstöd i tre kommuner
 En sammanfattning Implementeringsutvärdering av Beslutsstöd i tre kommuner - Examensarbete av Lina Smith och Petra Hansson, socionomprogrammet inriktning verksamhetsutveckling, Malmö Högskola Kontakt:
En sammanfattning Implementeringsutvärdering av Beslutsstöd i tre kommuner - Examensarbete av Lina Smith och Petra Hansson, socionomprogrammet inriktning verksamhetsutveckling, Malmö Högskola Kontakt:
Föreläsning 5: Analys och tolkning från insamling till insikt. Rogers et al. Kapitel 8
 Föreläsning 5: Analys och tolkning från insamling till insikt Rogers et al. Kapitel 8 Översikt Kvalitativ och kvantitativ analys Enkel kvantitativ analys Enkel kvalitativ analys Presentera resultat: noggrann
Föreläsning 5: Analys och tolkning från insamling till insikt Rogers et al. Kapitel 8 Översikt Kvalitativ och kvantitativ analys Enkel kvantitativ analys Enkel kvalitativ analys Presentera resultat: noggrann
Oppositionsrapport. Opponent: Therese Sundström. Respondent: Malin Abrahamsson & Aleksandra Gadji
 Oppositionsrapport Opponent: Therese Sundström Respondent: Malin Abrahamsson & Aleksandra Gadji 2005-06-07 1 1 Huvudpunkter I denna sektion kommer jag att presentera de huvudpunkter som jag vill kommentera.
Oppositionsrapport Opponent: Therese Sundström Respondent: Malin Abrahamsson & Aleksandra Gadji 2005-06-07 1 1 Huvudpunkter I denna sektion kommer jag att presentera de huvudpunkter som jag vill kommentera.
Lathund fo r rapportskrivning: LATEX-mall. F orfattare Institutionen f or teknikvetenskap och matematik
 Lathund fo r rapportskrivning: LATEX-mall F orfattare forfattare@student.ltu.se Institutionen f or teknikvetenskap och matematik 31 maj 2017 1 Sammanfattning Sammanfattningen är fristående från rapporten
Lathund fo r rapportskrivning: LATEX-mall F orfattare forfattare@student.ltu.se Institutionen f or teknikvetenskap och matematik 31 maj 2017 1 Sammanfattning Sammanfattningen är fristående från rapporten
Det nya byggandet såser det ut!
 Det nya byggandet såser det ut! , Tyréns AB, Malmö Bakgrund som konstruktör och logistikkonsult Forskare inom industriellt byggande Tyréns satsar på industriellt byggande, som tekniska konsulter. Avdelning
Det nya byggandet såser det ut! , Tyréns AB, Malmö Bakgrund som konstruktör och logistikkonsult Forskare inom industriellt byggande Tyréns satsar på industriellt byggande, som tekniska konsulter. Avdelning
KVALITATIV DESIGN C A R I T A H Å K A N S S O N
 KVALITATIV DESIGN C A R I T A H Å K A N S S O N KVALITATIV DESIGN Svarar på frågor som börjar med Hur? Vad? Syftet är att Identifiera Beskriva Karaktärisera Förstå EXEMPEL 1. Beskriva hälsofrämjande faktorer
KVALITATIV DESIGN C A R I T A H Å K A N S S O N KVALITATIV DESIGN Svarar på frågor som börjar med Hur? Vad? Syftet är att Identifiera Beskriva Karaktärisera Förstå EXEMPEL 1. Beskriva hälsofrämjande faktorer
Rubrik Examensarbete under arbete
 Dokumenttyp Rubrik Examensarbete under arbete Författare: John SMITH Handledare: Dr. Foo BAR Examinator: Dr. Mark BROWN Termin: VT2014 Ämne: Någonvetenskap Kurskod: xdvxxe Sammanfattning Uppsatsen kan
Dokumenttyp Rubrik Examensarbete under arbete Författare: John SMITH Handledare: Dr. Foo BAR Examinator: Dr. Mark BROWN Termin: VT2014 Ämne: Någonvetenskap Kurskod: xdvxxe Sammanfattning Uppsatsen kan
Betygskriterier för examensarbete/självständigt arbete
 Fastställt av BIG: s institutionsstyrelse 2008-10-22 Betygskriterier för examensarbete/självständigt arbete 1. Bedömningsgrunder och innehåll Ett examensarbete eller självständigt arbete ska bedömas inom
Fastställt av BIG: s institutionsstyrelse 2008-10-22 Betygskriterier för examensarbete/självständigt arbete 1. Bedömningsgrunder och innehåll Ett examensarbete eller självständigt arbete ska bedömas inom
Kognitionsvetenskap C, HT-04 Mental Rotation
 Umeå Universitet 041025 Kognitionsvetenskap C, HT-04 Mental Rotation Grupp 3: Christina Grahn, dit01cgn@cs.umu.se Dan Kindeborg, di01dkg@cs.umu.se David Linder, c01dlr@cs.umu.se Frida Bergman, dit01fbn@cs.umu.se
Umeå Universitet 041025 Kognitionsvetenskap C, HT-04 Mental Rotation Grupp 3: Christina Grahn, dit01cgn@cs.umu.se Dan Kindeborg, di01dkg@cs.umu.se David Linder, c01dlr@cs.umu.se Frida Bergman, dit01fbn@cs.umu.se
Bakgrund. Frågeställning
 Bakgrund Svenska kyrkan har under en längre tid förlorat fler och fler av sina medlemmar. Bara under förra året så gick 54 483 personer ur Svenska kyrkan. Samtidigt som antalet som aktivt väljer att gå
Bakgrund Svenska kyrkan har under en längre tid förlorat fler och fler av sina medlemmar. Bara under förra året så gick 54 483 personer ur Svenska kyrkan. Samtidigt som antalet som aktivt väljer att gå
Förståelse förståelse önskvärda resultat LEDARE
 LEDARE Innehåll Sidan 1. Inledning 5 2. Förord från verkligheten 7 3. Ny förståelse 8 4. Hållbar utveckling med önskvärda resultat 11 5. Befintlig organisation med mänskligt och livlöst innehåll 12 6.
LEDARE Innehåll Sidan 1. Inledning 5 2. Förord från verkligheten 7 3. Ny förståelse 8 4. Hållbar utveckling med önskvärda resultat 11 5. Befintlig organisation med mänskligt och livlöst innehåll 12 6.
Att skriva rapporten för examensarbetet & sammanfattning av IMRAD. Ville Jalkanen TFE, UmU
 Att skriva rapporten för examensarbetet & sammanfattning av IMRAD Ville Jalkanen TFE, UmU 2017-04-20 1 Att skriva och presentera rapporter http://www.teknat.umu.se/digitalassets/50/50357_att_skriva_rapport_umth_klar.pdf
Att skriva rapporten för examensarbetet & sammanfattning av IMRAD Ville Jalkanen TFE, UmU 2017-04-20 1 Att skriva och presentera rapporter http://www.teknat.umu.se/digitalassets/50/50357_att_skriva_rapport_umth_klar.pdf
Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen
 Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
Patientutbildning om diabetes En systematisk litteraturstudie
 Institutionen Hälsa och samhälle Sjuksköterskeprogrammet 120 p Vårdvetenskap C 51-60 p Ht 2005 Patientutbildning om diabetes En systematisk litteraturstudie Författare: Jenny Berglund Laila Janérs Handledare:
Institutionen Hälsa och samhälle Sjuksköterskeprogrammet 120 p Vårdvetenskap C 51-60 p Ht 2005 Patientutbildning om diabetes En systematisk litteraturstudie Författare: Jenny Berglund Laila Janérs Handledare:
Väl godkänt (VG) Godkänt (G) Icke Godkänt (IG) Betyg
 Godkänt (G) Icke Godkänt (IG) Betyg") Betygskriterier Examensuppsats 30 hp. Betygskriterier Tregradig betygsskala används med betygen icke godkänd (IG), godkänd (G) och väl godkänd (VG). VG - Lärandemål har uppfyllts i mycket hög utsträckning
Betygskriterier Examensuppsats 30 hp. Betygskriterier Tregradig betygsskala används med betygen icke godkänd (IG), godkänd (G) och väl godkänd (VG). VG - Lärandemål har uppfyllts i mycket hög utsträckning
BION03, Biologi: Examensarbete - masterexamen, 60 högskolepoäng Biology: Master s Degree Project, 60 credits Avancerad nivå / Second Cycle
 Naturvetenskapliga fakulteten BION03, Biologi: Examensarbete - masterexamen, 60 högskolepoäng Biology: Master s Degree Project, 60 credits Avancerad nivå / Second Cycle Fastställande Kursplanen är fastställd
Naturvetenskapliga fakulteten BION03, Biologi: Examensarbete - masterexamen, 60 högskolepoäng Biology: Master s Degree Project, 60 credits Avancerad nivå / Second Cycle Fastställande Kursplanen är fastställd
Fallstudier. ü Ett teoretiskt ramverk kan vägleda i datainsamligen och analysen
 Fallstudier Fallstudier Studieobjekt: Samtida fenomen/företeelser i deras verkliga miljö Djupgående undersökning Exempel på forskningsfrågor: Hur? Varför? Forskaren styr eller kontrollerar inte studieobjektet
Fallstudier Fallstudier Studieobjekt: Samtida fenomen/företeelser i deras verkliga miljö Djupgående undersökning Exempel på forskningsfrågor: Hur? Varför? Forskaren styr eller kontrollerar inte studieobjektet
Tentamen vetenskaplig teori och metod, Namn/Kod Vetenskaplig teori och metod Provmoment: Tentamen 1
 Namn/Kod Vetenskaplig teori och metod Provmoment: Tentamen 1 Ladokkod: 61ST01 Tentamen ges för: SSK GSJUK13v Tentamenskod: Tentamensdatum: 2015 10 02 Tid: 09:00 12:00 Hjälpmedel: Inga hjälpmedel Totalt
Namn/Kod Vetenskaplig teori och metod Provmoment: Tentamen 1 Ladokkod: 61ST01 Tentamen ges för: SSK GSJUK13v Tentamenskod: Tentamensdatum: 2015 10 02 Tid: 09:00 12:00 Hjälpmedel: Inga hjälpmedel Totalt
Riktlinjer för bedömning av examensarbeten
 Fastställda av Styrelsen för utbildning 2010-09-10 Dnr: 4603/10-300 Senast reviderade 2012-08-17 Riktlinjer för bedömning av Sedan 1 juli 2007 ska enligt högskoleförordningen samtliga yrkesutbildningar
Fastställda av Styrelsen för utbildning 2010-09-10 Dnr: 4603/10-300 Senast reviderade 2012-08-17 Riktlinjer för bedömning av Sedan 1 juli 2007 ska enligt högskoleförordningen samtliga yrkesutbildningar
Gymnasiearbetet. Daniel Nordström
 Gymnasiearbetet Daniel Nordström Presentationens innehåll Film gymnasiearbetet Gymnasiearbetet i korthet Gymnasiearbetet mot högskoleförberedelse Planering-genomförande och utvärdering Planeringen för
Gymnasiearbetet Daniel Nordström Presentationens innehåll Film gymnasiearbetet Gymnasiearbetet i korthet Gymnasiearbetet mot högskoleförberedelse Planering-genomförande och utvärdering Planeringen för
Demokratiskt ledarskap kontra låt-gå-ledarskap
 www.byggledarskap.se Ledarskapsmodeller 1(5) Ledarskapsmodeller Kravet på ledarskapet varierar mellan olika organisationer. Kraven kan också variera över tid inom ett och samma företag. Ledarskapet i en
www.byggledarskap.se Ledarskapsmodeller 1(5) Ledarskapsmodeller Kravet på ledarskapet varierar mellan olika organisationer. Kraven kan också variera över tid inom ett och samma företag. Ledarskapet i en
Examensarbeten, litteraturstudier och teoretisk geoekologi / geografi. Gemensamma riktlinjer för hela institutionen
 Examensarbeten, litteraturstudier och teoretisk geoekologi / geografi Gemensamma riktlinjer för hela institutionen Innehåll för examensarbeten Under kursen utför och redovisar studenterna en vetenskaplig
Examensarbeten, litteraturstudier och teoretisk geoekologi / geografi Gemensamma riktlinjer för hela institutionen Innehåll för examensarbeten Under kursen utför och redovisar studenterna en vetenskaplig
Produktivitetsförbättring av manuella monteringsoperationer
 Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
Lean filosofi fem steg till ordning och reda på arbetsplatsen
 Lean filosofi fem steg till ordning och reda på arbetsplatsen Lean philosophy five steps to get the workplace in order Del 1 av 2 / Part 1 of 2 Processoperatörsprogrammet Sida 1 av 14 Lean filosofi fem
Lean filosofi fem steg till ordning och reda på arbetsplatsen Lean philosophy five steps to get the workplace in order Del 1 av 2 / Part 1 of 2 Processoperatörsprogrammet Sida 1 av 14 Lean filosofi fem
Estetisk- Filosofiska Fakulteten Svenska. Susanna Forsberg. En skola för alla. att hjälpa barn med ADHD och Aspergers syndrom. A School for Everyone
 Estetisk- Filosofiska Fakulteten Svenska Susanna Forsberg En skola för alla att hjälpa barn med ADHD och Aspergers syndrom A School for Everyone helping children with ADHD and Aspergers syndrome. Examensarbete
Estetisk- Filosofiska Fakulteten Svenska Susanna Forsberg En skola för alla att hjälpa barn med ADHD och Aspergers syndrom A School for Everyone helping children with ADHD and Aspergers syndrome. Examensarbete
Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas till examinator
 vid Logopedprogrammet Fylls i av examinerande lärare och lämnas till examinator") version 2017-08-21 Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas till examinator Studentens namn Handledares namn Examinerande lärare Uppsatsens titel
version 2017-08-21 Bedömning av Examensarbete (30 hp) vid Logopedprogrammet Fylls i av examinerande lärare och lämnas till examinator Studentens namn Handledares namn Examinerande lärare Uppsatsens titel
Betygskriterier för Examensarbete, 15hp Franska C1/C3, Italienska C, Spanska C/C3
 Uppsala universitet Institutionen för moderna språk VT11 Betygskriterier för Examensarbete, 15hp Franska C1/C3, Italienska C, Spanska C/C3 För betyget G skall samtliga betygskriterier för G uppfyllas.
Uppsala universitet Institutionen för moderna språk VT11 Betygskriterier för Examensarbete, 15hp Franska C1/C3, Italienska C, Spanska C/C3 För betyget G skall samtliga betygskriterier för G uppfyllas.
Linjebalansering vid Kabe AB:s husvagnsfabrik i Tenhult En modell för ett taktat flöde av en förmontering
 Linjebalansering vid Kabe AB:s husvagnsfabrik i Tenhult En modell för ett taktat flöde av en förmontering HUVUDOMRÅDE: Examensarbete i Maskinteknik FÖRFATTARE: Tobias Hedlund, Rasmus Oberer EXAMINATOR:
Linjebalansering vid Kabe AB:s husvagnsfabrik i Tenhult En modell för ett taktat flöde av en förmontering HUVUDOMRÅDE: Examensarbete i Maskinteknik FÖRFATTARE: Tobias Hedlund, Rasmus Oberer EXAMINATOR:
733G22: Statsvetenskaplig metod Sara Svensson METODUPPGIFT 3. Metod-PM
 2014-09-28 880614-1902 METODUPPGIFT 3 Metod-PM Problem År 2012 presenterade EU-kommissionen statistik som visade att antalet kvinnor i de största publika företagens styrelser var 25.2 % i Sverige år 2012
2014-09-28 880614-1902 METODUPPGIFT 3 Metod-PM Problem År 2012 presenterade EU-kommissionen statistik som visade att antalet kvinnor i de största publika företagens styrelser var 25.2 % i Sverige år 2012
Aristi Fernandes Examensarbete T6, Biomedicinska analytiker programmet
 Kursens mål Efter avslutad kurs skall studenten kunna planera, genomföra, sammanställa och försvara ett eget projekt samt kunna granska och opponera på annan students projekt. Studenten ska även kunna
Kursens mål Efter avslutad kurs skall studenten kunna planera, genomföra, sammanställa och försvara ett eget projekt samt kunna granska och opponera på annan students projekt. Studenten ska även kunna
Studiehandledning. Projektplan för ett evidensbaserat vårdutvecklingsprojekt HT-12
 Enheten för onkologi Institutionen för radiologi, onkologi och strålningsvetenskap Studiehandledning Projektplan för ett evidensbaserat vårdutvecklingsprojekt Omvårdnad och onkologi vid onkologiska sjukdomar
Enheten för onkologi Institutionen för radiologi, onkologi och strålningsvetenskap Studiehandledning Projektplan för ett evidensbaserat vårdutvecklingsprojekt Omvårdnad och onkologi vid onkologiska sjukdomar
Kvalitativa metoder II
 Kvalitativa metoder II Tillförlitlighet, trovärdighet, generalisering och etik Gunilla Eklund Rum F 625, e-mail: geklund@abo.fi/tel. 3247354 http://www.vasa.abo.fi/users/geklund Disposition för ett vetenskapligt
Kvalitativa metoder II Tillförlitlighet, trovärdighet, generalisering och etik Gunilla Eklund Rum F 625, e-mail: geklund@abo.fi/tel. 3247354 http://www.vasa.abo.fi/users/geklund Disposition för ett vetenskapligt
Analys av BI-system och utveckling av BIapplikationer
 Computer Science Fredrik Nilsson, Jonas Wånggren Daniel Strömberg Analys av BI-system och utveckling av BIapplikationer Opposition Report, C/D-level 2005:xx 1 Sammanfattat omdöme av examensarbetet Vi tycker
Computer Science Fredrik Nilsson, Jonas Wånggren Daniel Strömberg Analys av BI-system och utveckling av BIapplikationer Opposition Report, C/D-level 2005:xx 1 Sammanfattat omdöme av examensarbetet Vi tycker
Forskningsprocessens olika faser
 Forskningsprocessens olika faser JOSEFINE NYBY JOSEFINE.NYBY@ABO.FI Steg i en undersökning 1. Problemformulering 2. Planering 3. Datainsamling 4. Analys 5. Rapportering 1. Problemformulering: intresseområde
Forskningsprocessens olika faser JOSEFINE NYBY JOSEFINE.NYBY@ABO.FI Steg i en undersökning 1. Problemformulering 2. Planering 3. Datainsamling 4. Analys 5. Rapportering 1. Problemformulering: intresseområde
Kursens syfte. En introduktion till uppsatsskrivande och forskningsmetodik. Metodkurs. Egen uppsats. Seminariebehandling
 Kursens syfte En introduktion till uppsatsskrivande och forskningsmetodik Metodkurs kurslitteratur, granska tidigare uppsatser Egen uppsats samla in, bearbeta och analysera litteratur och eget empiriskt
Kursens syfte En introduktion till uppsatsskrivande och forskningsmetodik Metodkurs kurslitteratur, granska tidigare uppsatser Egen uppsats samla in, bearbeta och analysera litteratur och eget empiriskt
Exempel på gymnasiearbete inom naturvetenskapsprogrammet naturvetenskap
 Exempel på gymnasiearbete september 2012 Exempel på gymnasiearbete inom naturvetenskapsprogrammet naturvetenskap Mpemba-effekten Elevens idé Rana ska utföra sitt gymnasiearbete i grupp tillsammans med
Exempel på gymnasiearbete september 2012 Exempel på gymnasiearbete inom naturvetenskapsprogrammet naturvetenskap Mpemba-effekten Elevens idé Rana ska utföra sitt gymnasiearbete i grupp tillsammans med
Instruktion/råd för rapportskrivning
 Läkarprogrammet, självständigt arbete Instruktion/råd för rapportskrivning JK/PN 140211 Bästa/bäste läkarstudent! Nedan följer en kort beskrivning av de punkter en vetenskaplig rapport vanligen innehåller
Läkarprogrammet, självständigt arbete Instruktion/råd för rapportskrivning JK/PN 140211 Bästa/bäste läkarstudent! Nedan följer en kort beskrivning av de punkter en vetenskaplig rapport vanligen innehåller
Välkommen till en dag om förbättringsarbete och lärande i vardagen
 Plats för bild Välkommen till en dag om förbättringsarbete och lärande i vardagen Twittra gärna @EstherNtverk Dagens erbjudande Lära känna varandra Träna förbättringsarbete, verktyg och kommunikation i
Plats för bild Välkommen till en dag om förbättringsarbete och lärande i vardagen Twittra gärna @EstherNtverk Dagens erbjudande Lära känna varandra Träna förbättringsarbete, verktyg och kommunikation i
Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin
 Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin Forskningsmetodik- en introduktion 8 hp (kurskod MFM330) Projektledare
Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin Forskningsmetodik- en introduktion 8 hp (kurskod MFM330) Projektledare
Betygsgränser: Tentan kan ge maximalt 77 poäng, godkänd 46 poäng, väl godkänd 62 poäng
 OMTENTAMEN FÖR DELKURSEN: VETENSKAPLIG METOD, 7,5 HP (AVGA30:3) Skrivningsdag: Tisdag 14 januari 2014 Betygsgränser: Tentan kan ge maximalt 77 poäng, godkänd 46 poäng, väl godkänd 62 poäng Hjälpmedel:
OMTENTAMEN FÖR DELKURSEN: VETENSKAPLIG METOD, 7,5 HP (AVGA30:3) Skrivningsdag: Tisdag 14 januari 2014 Betygsgränser: Tentan kan ge maximalt 77 poäng, godkänd 46 poäng, väl godkänd 62 poäng Hjälpmedel:
Att designa en vetenskaplig studie
 Att designa en vetenskaplig studie B-uppsats i hållbar utveckling Jakob Grandin våren 2015 @ CEMUS www.cemusstudent.se Vetenskap (lågtyska wetenskap, egentligen kännedom, kunskap ), organiserad kunskap;
Att designa en vetenskaplig studie B-uppsats i hållbar utveckling Jakob Grandin våren 2015 @ CEMUS www.cemusstudent.se Vetenskap (lågtyska wetenskap, egentligen kännedom, kunskap ), organiserad kunskap;
Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin
 Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin Forskningsmetodik- en bred förståelse 7,5 hp (kurskod MFM310)
Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin Forskningsmetodik- en bred förståelse 7,5 hp (kurskod MFM310)
Titel: Undertitel: Författarens namn och e-postadress. Framsidans utseende kan variera mellan olika institutioner
 Linköping Universitet, Campus Norrköping Inst/ Kurs Termin/år Titel: Undertitel: Författarens namn och e-postadress Framsidans utseende kan variera mellan olika institutioner Handledares namn Sammanfattning
Linköping Universitet, Campus Norrköping Inst/ Kurs Termin/år Titel: Undertitel: Författarens namn och e-postadress Framsidans utseende kan variera mellan olika institutioner Handledares namn Sammanfattning
Synkronisering av kalenderdata
 Datavetenskap Jonas Lindelöw, Richard Löfberg Sten Hansson Bjerke, Anders Friberg Synkronisering av kalenderdata Oppositionsrapport, C/D-nivå 2006:07 1 Sammanfattat omdöme av examensarbetet Vi tycker att
Datavetenskap Jonas Lindelöw, Richard Löfberg Sten Hansson Bjerke, Anders Friberg Synkronisering av kalenderdata Oppositionsrapport, C/D-nivå 2006:07 1 Sammanfattat omdöme av examensarbetet Vi tycker att
Agenda. Inledning, teoretiska metoder Hierarkisk uppgiftsanalys, HTA Cognitive walkthrough CW Heuristisk evaluering
 Agenda Inledning, teoretiska metoder Hierarkisk uppgiftsanalys, HTA Cognitive walkthrough CW Heuristisk evaluering Teoretiska metoder Inspektionsmetoder Teoribaserade Olika typer av walkthroughs Uppgiftsanalysmetoder
Agenda Inledning, teoretiska metoder Hierarkisk uppgiftsanalys, HTA Cognitive walkthrough CW Heuristisk evaluering Teoretiska metoder Inspektionsmetoder Teoribaserade Olika typer av walkthroughs Uppgiftsanalysmetoder
Från extern till intern på tre dagar Erfarenheter från externa lärares pedagogiska kompetensutveckling
 Från extern till intern på tre dagar Erfarenheter från externa lärares pedagogiska kompetensutveckling Maria Göransdotter, Designhögskolan, Umeå Universitet Margareta Erhardsson, Universitetspedagogiskt
Från extern till intern på tre dagar Erfarenheter från externa lärares pedagogiska kompetensutveckling Maria Göransdotter, Designhögskolan, Umeå Universitet Margareta Erhardsson, Universitetspedagogiskt
Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin
 Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin Forskningsmetodik- en introduktion 8 hp (kurskod MFM330) Projektledare
Sahlgrenska akademin VID GÖTEBORGS UNIVERSITET Avdelningen för samhällsmedicin och folkhälsa / Allmänmedicin vid institutionen för Medicin Forskningsmetodik- en introduktion 8 hp (kurskod MFM330) Projektledare
Validering synliggör det informella lärandet
 Validering synliggör det informella lärandet Hur länkar man ihop validering med SeQF på ett relevant och effektivt sätt? SeQF-konferens 11 november 2015 Det informella lärandets karaktär Ett stort antal
Validering synliggör det informella lärandet Hur länkar man ihop validering med SeQF på ett relevant och effektivt sätt? SeQF-konferens 11 november 2015 Det informella lärandets karaktär Ett stort antal
Kvalitativ design. Jenny Ericson Medicine doktor och barnsjuksköterska Centrum för klinisk forskning Dalarna
 Kvalitativ design Jenny Ericson Medicine doktor och barnsjuksköterska Centrum för klinisk forskning Dalarna Kvalitativ forskning Svara på frågor som hur och vad Syftet är att Identifiera Beskriva Karaktärisera
Kvalitativ design Jenny Ericson Medicine doktor och barnsjuksköterska Centrum för klinisk forskning Dalarna Kvalitativ forskning Svara på frågor som hur och vad Syftet är att Identifiera Beskriva Karaktärisera
Kursplanen är fastställd av Naturvetenskapliga fakultetens utbildningsnämnd att gälla från och med , höstterminen 2017.
 Naturvetenskapliga fakulteten MOBN03, Molekylärbiologi: Examensarbete - masterexamen, 60 högskolepoäng Molecular Biology: Master s Degree Project, 60 credits Avancerad nivå / Second Cycle Fastställande
Naturvetenskapliga fakulteten MOBN03, Molekylärbiologi: Examensarbete - masterexamen, 60 högskolepoäng Molecular Biology: Master s Degree Project, 60 credits Avancerad nivå / Second Cycle Fastställande
CASE FOREST-PEDAGOGIK
 CASE FOREST-PEDAGOGIK INTRODUKTION Skogen är viktig för oss alla. Skogen har stora ekonomiska, ekologiska och sociala värden, som ska bevaras och utvecklas. Skogen är också bra för vår hälsa. Frågor kring
CASE FOREST-PEDAGOGIK INTRODUKTION Skogen är viktig för oss alla. Skogen har stora ekonomiska, ekologiska och sociala värden, som ska bevaras och utvecklas. Skogen är också bra för vår hälsa. Frågor kring
TE2501 Examensarbete för civilingenjörer, 30 hp. Jürgen Börstler v1.0;
 TE2501 Examensarbete för civilingenjörer, 30 hp Jürgen Börstler v1.0; 2017 10 12 Hörnstolpar Självständigt arbete (enskilt eller i par) Studenterna förväntas vara proaktiva, inte reaktiva 30 hp, motsvarande
TE2501 Examensarbete för civilingenjörer, 30 hp Jürgen Börstler v1.0; 2017 10 12 Hörnstolpar Självständigt arbete (enskilt eller i par) Studenterna förväntas vara proaktiva, inte reaktiva 30 hp, motsvarande
Kursintroduktion. B-uppsats i hållbar utveckling vårterminen 2017
 Kursintroduktion B-uppsats i hållbar utveckling vårterminen 2017 People build up a thick layer of fact but cannot apply it to the real world. They forget that science is about huge, burning questions crying
Kursintroduktion B-uppsats i hållbar utveckling vårterminen 2017 People build up a thick layer of fact but cannot apply it to the real world. They forget that science is about huge, burning questions crying
Gymnasiearbetets titel (huvudrubrik)
") Risbergska skolan Program Gymnasiearbetets titel (huvudrubrik) Underrubrik Titeln på rapporten måste givetvis motsvara innehållet. En kort överrubrik kan förtydligas med en underrubrik. Knut Knutsson BetvetA10
Risbergska skolan Program Gymnasiearbetets titel (huvudrubrik) Underrubrik Titeln på rapporten måste givetvis motsvara innehållet. En kort överrubrik kan förtydligas med en underrubrik. Knut Knutsson BetvetA10