VÄRME- & MASSFLÖDE I PRECISIONSGJUTERI
|
|
|
- Lena Frida Lindström
- för 5 år sedan
- Visningar:
Transkript
1 VÄRME- & MASSFLÖDE I PRECISIONSGJUTERI Optimering och undersökning av simuleringsparametrar för precisionsgjutning DANIEL KUIVAMÄKI MOHAMMAD MOHSENI Akademin för ekonomi, samhälle och teknik Kurs: Examensarbete, Energiteknik Kurskod: ERA206 Ämne: Energiteknik Högskolepoäng: 15 hp Program: Högskoleingenjör, Energiteknik (värmeteknik) Handledare: Anders Nordstrand Examinator: Jan Sandberg Uppdragsgivare: Mark Irwin, TPC Components AB Datum: E-post: dki14001@student.mdh.se mmi14002@student.mdh.se
2 ABSTRACT Simulation of investment casting play a big role for prediction of problems in the process. TPC Components AB need their simulations to be optimised against the practical process in order to get results as close as possible to the results from real practice. This thesis is mapping the parameters sensitivity against TPC s earlier standards to put forward what parameters the result is depending on. The optimization of the parameters is towards measurement of heat and time and practical trial in order to get a scientific ground. The heat transfer for complicated structure needs to be simulated in order to get a reasonable value to work with. Results shows that TPC s earlier model of simulation have lack of measurement and important parameters are based on assumptions. The work done gave TPC a model closer to the real practice which can both mean faster decisions of how to cast new products and less costly practical trials. Keywords: Investment casting, simulation, optimization, heat transfer, castings defects, shrinkage, shell thickness, mass flow, initial casting temperature, mould temperature, turbulent/laminar
3 FÖRORD Detta arbete är ett examensarbete i Energiteknik, värmeteknik vid Mälardalens Högskola i Västerås. Arbetet genomfördes av Daniel Kuivamäki & Mohammad Mohseni under vårterminen 2019, examensarbetet ger 15 hp. TACK TILL TPC Components AB för möjliggörande av ett lärorikt examensarbete och VD Mark Irwin för handledning och korrekturläsning. Mälardalens högskola handledare Anders Nordstrand & examinator Jan Sandberg. Maj 2019 i Västerås Daniel Kuivamäki Mohammad Mohseni
4 SAMMANFATTNING För att kunna prediktera fel under processen precisionsgjutning, används simulering som ett verktyg att bestämma hur detaljer skall gjutas. Det finns flertalet parametrar som är möjliga att manipulera eller ändra. För att komma så nära ett verkligt scenario som möjligt behöver dessa parametrar optimeras mot verkligheten. Syftet med detta arbete är att analysera faktorer som påverkar värmeöverföring för att sedan presentera optimeringsförslag åt TPC Components AB mot de gjorda mätningarna. Detta görs för att kunna förutsäga till exempel hur snabbt ett föremål kyls i processen och hur det påverkar det slutgiltiga resultatet. Resultat från de optimerade simuleringarna jämförs mot ett praktiskt försök och även TPC Components tidigare standard utvärderas mot arbetets optimerade simuleringar. En viktig fråga är att undersöka varför simuleringsprogrammet inte blir identiskt med verkligheten och hur detta undersöks. Känslighetsanalyser utgör därmed en stor del av arbetet och det är av vikt att undersöka enskilda parametrar för att få en uppfattning om vad som påverkar resultatet och vad som går att bortse från. Resultatet av arbetet visar att ändrade parametrar för indata vid precisionsgjutning i TPC Components AB:s vakuumprocess har resulterat i en mer pålitlig simulering. Simuleringen bygger nu på vetenskapliga bevis och faktiska uppmätningar under processen för att kunna simulera så likt verkligheten som möjligt. Arbetet resulterar i att färre gjutförsök innan godkänt tillvägagångssätt för nya detaljer behövs, då simulering kommer att visa resultat närmare verkligheten. Arbetet har förbättrat TPC Components simuleringsarbete vilket kommer påverka både arbetstid, kostnader och miljö på ett positivt sätt. Nyckelord: Precisionsgjuteri, optimerad simulering, simuleringsparametrar, sugning/krympning, flytfel, värmeöverföring, gjutformstjocklek, gjuttemperatur, massflöde, turbulent/laminärt flöde
5
6 INNEHÅLL 1 INLEDNING Bakgrund Vaxursmältningsmetoden Gjutfel Sugning Flytfel CFD simulering Problemområde Syfte Frågeställningar Avgränsning METOD Mätning och insamling av data Modellering & 3D-skanning Simulering Analysering Instrumentbeskrivning för temperaturmätning LITTERATURSTUDIE Optimering av CFD-simuleringar Faktorer som orsakar gjutfel Metall-och forms temperatur Gjutformstjocklek Ingjutssystem (Fyllnadsläge) Värme och massflöde Värmeöverföring Värmekapacitet Laminärt och turbulent flöde...26
7 4 AKTUELL STUDIE Mätdata Temperatur skal t= Tid- och Temperaturmätning innan vakuumugn Tid från vakuumugn till gjutning Beräkning av massflöde Påbörjad fyllnad till vakuum släpps Resultatet av uppmätta data indata Gjutform (Skal) Fyllnadsparametrar Teta Fi Strålens diameter Tryckhöjd Egenskaper för luft i simulering Material i simulering Förberedande simulering Skal Analys av simuleringar med gjutfel Olika scenarion Scenario Scenario Scenario Scenario Praktiskt prov RESULTAT Skaltemperatur vid början av gjutning Tre olika scenarion Scenario Scenario Scenario Resultatet av känsligheten hos olika parametrar Skaltjocklek Skaltemperatur Gjuttemperatur Massflöde...54
8 5.3.5 Tryckhöjd Vakuumtid Kvantifiering av gjutfel Praktiskt prov DISKUSSION Ekonomi och miljö Jämförelse av tre olika scenarion samt praktiskt prov Felanalyser SLUTSATSER FÖRSLAG TILL FORTSATT ARBETE REFERENSER BILAGA 1: UPPMÄTNINGSDATA BILAGA 2: GRAFER ÖVER TIDSMÄTNINGAR OCH MASSFLÖDE BILAGA 3: SPECIFIKA VÄRMEKAPACITET FÖR GJUTFORM OCH UNDERSÖKTA METALL (HASTELLOY X) BILAGA 4: INDATA FÖR SCENARIO 1 I SIMULERING BILAGA 5: INDATA FÖR SCENARIO 2.1 I SIMULERING BILAGA 6: INDATA FÖR SCENARIO 2.2 I SIMULERING BILAGA 7: SCREENSHOTS FRÅN NOVAFLOW BILAGA 8: KVANTIFIERING AV FEL BILAGA 9: LAMINÄR & TURBULENT MODELL BILAGA 10: RITNINGAR PÅ MONTERING... 84
9 FIGURFÖRTECKNING Figur 1 Gjutmetoder med engångsform, De rödmarkerade delarna illustrerar den Figur 2 Vaxursmältningsmetoden, Redigerad bild med ursprungliga bilder hämtad från...14 Figur 3 Delar av processen för den undersökta geometrin, processen är vid tillfällen likt...14 Figur 4 Beskrivning av manipulation av stelning, Hämtad från...16 Figur 5 Stelnad detalj med sugningar, Hämtad från...16 Figur 6 Gjutfel i form av flytfel. Bilden illustrerar en ofullständig gjutning...16 Figur 7 Schematisk bild över skanningsprocessen till simulering...19 Figur 8 Flödesschema och tillvägagångssätt vid komplett simulering, från modellering till.. 20 Figur 9 Potentiella faktorer som orsakar gjutfel i form av flytfel Figur 10 Potentiella faktorer som orsakar bildning av gjutfel i form av krympning Figur 11 Ingjutssystem, Vänstra delen av bilden illustrerar en Top gate ingjuts system Figur 12 Laminärt flöde med stabil hastighet (Grafen till vänster) och turbulent flöde Figur 13 Mätningens tidslinje Figur 14 Visualisering för mätning Figur 15 Visualisering för mätning Figur 16 Visualisering för mätning Figur 17 Densitet över temperatur för Hastelloy X, som visar hur densiteten varierar vid Figur 18 Visualisering för mätning Figur 19 Beskrivning av hela händelseförloppet med infogade tider av de resulterande Figur 20 Värmekonduktion inom Gjutform. Grafen visar hur värmeledningen i formen Figur 21 Skanning av träd med skal för att få verklig fil av det specifika skalet Figur 22 Skanningsresultat från träd i vax(vänster) och träd i skal(höger) Figur 23 Skannat träd. Bilden visar hur tjockleken ser ut i skannade gjutformen Figur 24 Teoretiskt skal med skaltjocklek 10mm Figur 25 Samtliga fyllnadsparametrar från NovaFlow med exempelbild på gjutföremål Figur 26 Graf över massflöde som baseras på indata från Tabell 2 över tid som antagits Figur 27 Värmekonduktivitet & temperatur, med tillhörande linjer för smält fas och fast fas Figur 28 CLF definitions (NovaFlow) med egna anteckningar där...41 Figur 29 Simulation Setup för teoretiskt skal med tjocklek 10mm, med syfte att se hur Figur 30 Ett och samma träd med solid vy till vänster som visar flytfel och transparent vy.. 43 Figur 31 Det gjutna praktiska provet och avlägsnande av skal när temperaturen för Figur 32 Avtagande skaltemperatur mellan förbränningsugn till vakuumugn vid Figur 33 Resultat baserat på där ytter- och innertemperaturen visualiseras över tid som Figur 34 Simuleringsresultat av scenario 1 med indata enligt 0. Solid vy Figur 35 Simuleringsresultat av scenario 2.1 med indata enligt Solid vy visar gjutfel.. 50 Figur 36 Simuleringsresultat av scenario 2.2 med indata enligt Solid vy visar Figur 37 Simuleringsresultat med transparent vy. Bilden visar gjutfel för en Figur 38 Simuleringsresultat med transparent vy. Bilden visar gjutfel i form av flytfel för Figur 39 Simuleringsresultat med transparent vy. Bilden visar gjutfel i både form av Figur 40 Simuleringsresultat med transparent vy. Bilden visar gjutfel i form av flytfel för Figur 41 Simuleringsresultat med transparent vy. Bilderna visar flytfel av tre Figur 42 Transparent vy av simuleringsresultat med vakuumtid på 30 sekunder Figur 43 Sammanställning av sugningar och flytfel [cm^3], d.v.s. staplar som visar mer Figur 44 Sammanställning för gjutfel [cm^3] hos de olika scenario som bygger på Figur 45 Utfallet från det praktiska provet där tydliga flytfel kan påvisas och jämföras... 60
10 TABELLFÖRTECKNING Tabell 1 Bearbetade mätningsdata som visar medelvärde, medianvärde samt största och Tabell 2 indata för strålens diameter Tabell 3 Beskrivning hur olika parametrar för luft påverkas i simuleringsprogrammet Tabell 4 Beskrivning av indata till scenario Tabell 5 Simulerade förändringar på parametrar grundat på scenario 1 och mätresultat Tabell 6 Beskrivning av indata till scenario Tabell 7 Beskrivning av indata till scenario Tabell 8 Resulterande temperaturförändring för simulerat teoretiskt skal (10mm) över tid. 48 Tabell 9 Sammanställning av samtliga simuleringar för gjutfel BETECKNINGAR Beteckning Beskrivning Enhet T Temperatur C (K) t Tid s m Massflöde kg/s q Värmeväxling (konvektion/konduktion) W/m^2 E Värmestrålning W/m^2 Cp Specifika värmekapaciteten J/(kg.K) k Konduktivitet W m 1 K 1 Ts Yttemperatur C (K) T Omgivande temperatur C (K) Re Reynolds tal - ρ Densitet Kg/m 3 μ Dynamisk viskositet kg/(m s)
11 ν Kinematisk viskositet m 2 /s L Typisk längd m v Typisk hastighet m/s ε Emissionsfaktor - σ Stefan-Boltzmanns konstant W/(m 2 K 4 ) Q Energi J FÖRKORTNINGAR Förkortning CFD STL Beskrivning Computational fluid dynamic Standard triangle language DEFINITIONER Definition Smälta Sugning/krymp/shrinkage Stam Träd Hotspot Ingjut Splash Beskrivning Metall i flytande form Volymiteten minskar med sjunkande temperatur, vilket innebär ett inneslutande krymp för den smälta som stelnar sist Det system som sitter ihop med keramik koppen där smälta kommer att hällas ned Definition av både stamsystem och detaljer vilket innefattar allt som sedan blir metall Ansamling av värme, ofta där det finns störst massa som håller värmen Där smälta flyter in i detaljen från stammen Fenomen när turbulens är hög eller/och att liten del av smältan hittar vägen in i detalj och stelnar innan resterande flöde hunnit komma till samma område
12 Flytfel/missrun När smälta inte flyter ut i del av detaljen p.g.a. att viskositeten blir högre med sjunkande temperatur
13 1 INLEDNING Stelning av gjutna komponenter innefattar flera komplexa steg, där faktorer som komponentgeometri, kemisk komposition, värmeöverföring och stelningskinetik påverkar värmeledning under stelningsförloppet, därför spelar analysen av dessa egenskaper en avgörande roll för att kunna uppnå ett önskat resultat genom att hantera och styra stelningsprocessen. (Olofsson, Svensson, Lava, & Debruyne, 2014) 1.1 Bakgrund Begreppet gjutning används när ett smält material, dock inte nödvändigtvis metall, hälls i en framställd form där materialet stelnar det vill säga att den övergår till fast fas (Enbuske & Olofsson, 2008). Den stelnade delen är även känd som ett gjutstycke eller gjutgods. Tekniken används oftast för att bearbeta svårlösta former med komplexa geometrier som inte är kostnadseffektiva om de görs med andra metoder (Hånell, 2013). Det finns olika gjutmetoder som kan delas i två kärngrupper beroende på gjutformens typ. Formen kan vara antingen en permanent form eller en engångsform (Bonde-Wiiburg & Lindström, 2000). Enligt Zollern (2019) möjliggör precisionsgjutning, ofta tekniska lösningar, som inte kan utföras på ett annat sätt. Gjutningen bearbetar ofta detaljer med specifika former och komplexa geometri vilket gör att det krävs noggrannhet och precision. Precisionsgjutning är ofta mer kostnadseffektiv och används när en högre kvalitet på gjutgodsets yta eftersträvas. Gnosjöregion (2019) skriver att gjutmetoden som används inom precisionsgjutning har benämningen Vaxursmältningsmetoden som tillhör gruppen gjutning i keramisk form som hör i sin tur till gruppen engångsform. Nedan visas alla gjutmetoder som utförs med engångsform. Den nämnda metoden som även används i aktuella arbetet är röd markerad i Figur 1. 13
14 Figur 1 Gjutmetoder med engångsform, De rödmarkerade delarna illustrerar den undersökta gjutmetoden i aktuella arbetet. Redigerad bild med ursprunglig bild hämtad från (Enbuske & Olofsson, 2008) Vaxursmältningsmetoden Metoden går ut på att skapa vaxmodellerna genom att spruta in smält vax i ett verktyg som innehåller en önskad form (Figur 2, bild 1). Hanteringsenheter -så kallade träd byggs med hjälp av en stam och vaxdetaljer som även kan kallas för grenar (Figur 2, bild 2). Formen doppas sedan i lågviskös, finkornig, våt keram upprepade gånger vilket gör att det tillverkas gjutform runt vaxträdet. Mellan varje dopp går trädet in i ett sandtorn och den fuktiga ytan täcks av sand. Efter varje dopp behövs en torktid på mellan 5-6 timmar (Figur 2, bild 3). Det keramiska skalet med innehållande vax går in en lågtemperatur-ugn varpå vaxet smälts ur. Förbränningsugn används innan gjutning för att minska differensen mellan smältans temperatur och skalets temperatur men bortför även rester av vax och gaser (Figur 2, bild 4). Därefter utförs gjutningen genast efter formen tagits ut ur ugnen (Figur 2, bild 5). Det keramiska skalet krossas och blästras bort efter metallen kallnat (Figur 2, bild 6). Sedan efterbehandlas gjutstycket genom att exempelvis sandblästring som används för få bort keramiska partiklar (Gjuteriföreningen, 2019a; TPC Component AB, 2019a). 14
 Vaxursmältning/förbränning 5) Gjutning i skal (gjutform) 6) Blästring av skalrester Nedan visas några av ovannämnda steg för")

15 Figur 2 Vaxursmältningsmetoden, Redigerad bild med ursprungliga bilder hämtad från TPC Components 1) Injektion av vax i vaxformar 2) Montering av vaxträdet 3) Skapande av keramiskt skal 4) Vaxursmältning/förbränning 5) Gjutning i skal (gjutform) 6) Blästring av skalrester Nedan visas några av ovannämnda steg för testträdet i aktuella studiet. Detta testträd innehåller geometrier i form av trappor där detaljen blir mindre och mindre för att till slut vara så tunn som 1 mm. Det utmanande geomtrin framkallar gjutfel som skall utvärderas. Figur 3 Delar av processen för den undersökta geometrin, processen är vid tillfällen likt föregående tecknade figur 15
16 1.1.2 Gjutfel För att kunna uppnå en jämn och hög gjutgodskvalitet är det väsentligt att alla led i tillverkningsprocessen styrs och kontrolleras löpande. Ett viktigt led i kvalitetsstyrningsarbetet är att analysera de gjutgodsfel som uppstår och utreda orsakerna till dessa (Gjuteriföreningen, 2019b, första stycket). I aktuella arbetet undersöks två form av gjutfel; sugning och flytfel Sugning Det stora problemet vid gjutning sker då metallen stelnar eftersom volymiteten varierar med temperaturen markant när metallen går från vätskefas till fast fas. Detta medför att en högre volym uppstår där smältan stelnar sist jämfört med omgivande material vilket orsakar en så kallad sugning eller krympning som kan jämföras med en luftbubbla eller liknande. Detta är ett oönskat fenomen som medför en sämre kvalitet på gjutstyckens yta och därför ska undvikas. Genom att tillföra extra material som bearbetas bort senare i processen eller manipulera värmeflödet genom att isolera på olika sätt är det möjligt att styra stelningen som principen i bilderna nedan visar (Tavakoli, 2014). 16
 Figur 5 Stelnad detalj med sugningar, Hämtad")
 1.1.2.")

17 Figur 4 Beskrivning av manipulation av stelning, Hämtad från (Gjuteriföreningen, 2019c) Figur 5 Stelnad detalj med sugningar, Hämtad från (Tavakoli, 2014) Flytfel Flytfel uppstår när smälta metallen inte kan fylla formhålan helt och därigenom lämnar ofylld del, med andra ord gjutfelet gör att gjutningen anses vara ofullständig (Rajekolhe & Khan, 2014). Figur 6 Gjutfel i form av flytfel. Bilden illustrerar en ofullständig gjutning 17
18 1.1.3 CFD simulering Computational Fluid Dynamics (CFD) är ett verktyg som används i industriella processer eftersom den kan simulera och analysera fluidflödet och värmeöverföringen med en hög noggrannhetsgrad (Hosain, 2016). Simuleringens utveckling tillför inte bara ekonomisk besparing, utan också miljöbesparing. Analyser av simuleringsresultat utan några fysiska tester och laborationer som både är kostsamma och tidskrävande ger en konkurrenskraftig utveckling på marknaden. Ett iterativt arbete mellan modellering och simulering ger en mer robust process då det finns en stark grund att stå på (Gjuteriföreningen, 2019d). Arbetet av simulering resulterar ofta till ett bättre utbyte med mindre mataranslutningar, mindre porositet och gasblåsor och även en bättre inloppsplacering (Gjuteriföreningen, 2019e). Under de senaste decennierna har tekniska framgångar har gjort det möjligt att simulera och undersöka olika industriprodukter och processer som använder CFD (Hosain, 2016). Olofsson et al. (2014) skriver att solidifierings modeller har utvecklats som beräknar fasdiagrammet, kylkurvorna och solidifierings beteendet för att förutsäga mikrostrukturella egenskaper lokalt inom komponenten baserat på legeringens kemiska sammansättning. 1.2 Problemområde TPC Components AB är ett företag som arbetar med precisionsgjuteri i Hallstahammar. Företaget tillverkar och levererar monteringsfärdiga komponenter till fordons-, livsmedelsmaskinindustri-, och gasturbin (TPC Component AB, 2019b). På uppdrag av TPC driver detta arbete fram en undersökning för parametrar i simuleringsprogrammet NovaFlow för att kunna styra processen så bra som möjligt. Genom att få ett resultat i simuleringen som är så nära verkligheten som möjligt, måste optimeringar av simuleringen ske. Detta görs genom att efterlikna de parametrar som finns i den digitala miljön med de som uppstår i verkliga gjutningen. Detta kan vara till exempel fyllnadshastigheten, massflöde av smälta, vinklar av fyllnadsstråle, gjutskalets tjocklek och om det sker stora variationer i något område som kan påverka stelningen. Ifall påtvingad konvektion i form av fläktar eller tryckluft sker kan detta även efterliknas i den digitala miljön. (Gjuteriföreningen, 2018f) 1.3 Syfte Syftet med arbetet är att optimera simuleringsparametrar i NovaFlow för precisionsgjuteriet och ta fram en metod för att få simuleringsförsök att likna verkligheten. Arbetet går även ut på att analysera och dokumentera de faktiska parametrarna och validera simuleringens känslighet för värmeöverföring vid ändring av parametrar. Resultatet ska kunna användas av TPC som grund till att få en styrd process runt simulering. 18
19 1.4 Frågeställningar För att kunna uppnå arbetets syfte ska följande frågeställningar besvaras; Vad har gjutformen för temperatur vid påbörjad gjutning? På vilket sätt påverkar denna parameter gjutresultatet? Hur ser känsligheten ut för parametrar som kan ha stora avvikelser i verkligheten? Vad finns det för felkällor till att simuleringen inte blir identisk med verkligt fall? 1.5 Avgränsning Arbetet analyserar simuleringsprogrammets parametrar med optimering mot processerna på TPC Components AB i Hallstahammar. Komponenter simuleras endast enligt Vaxursmältningsmetoden och samtliga analyser går under samma gjutteknik. Simuleringsparametrar optimeras enligt mätningar på begränsat antal gjutförsök och simuleringsresultat jämförs med varandra samt mot ett praktiskt prov. Laminär och turbulent modell finns att använda i simuleringsprogrammet och arbetet använder endast den laminära modellen. 2 METOD Optimeringen påbörjades genom att undersöka all indata, simuleringen använder sig av samt inställningar som kan ha avgörande påverkningar på resultatet av simulering. Mätningar i den aktuella miljön gjordes för att bestämma tider, massflöde och temperaturer för att justera simuleringen till så nära verkligheten som möjligt. 2.1 Mätning och insamling av data Mätning gjordes med tidtagning, måttband och IR-termometer för att ta fram temperaturer. IR-termometern lånad från Mälardalens Högskola hade mätområde upp till 1600 C och mätte temperaturerna med laser. Medelvärde på samtliga mätningar resulterade i fasta parametrar för simuleringen. Parametrarna som är intressanta grundas på indata som behövs för att simulera gjutningen. 19

20 2.2 Modellering & 3D-skanning Modelleringen som ligger till grund för simuleringen har delvis hämtats från TPC men det mesta har gjorts under detta arbete. Modelleringen grundas i fasta stammar som TPC har tagit fram som standarder och sker i programmet Solidworks. Filen exporteras till STL (Standard Triangle Language) som är ett programspråk som simuleringsprogrammet kan läsa. Skalet bygger inte variabel tjocklek i simuleringen men löstes genom att använda 3dskanner med mjukvaran Colin3D tillgänglig på TPC för att först skanna och exportera STLfiler av vaxträdet. Därefter skannades även samma träd när skalet väl var skapat. Genom modellering av dessa geometrier i Solidworks subtraherades vaxträdet ut från det solida skanningsresultatet av skalet. Den resulterade STL-filen användes sedan för att kunna simulera ett verkligt utfall av skalet med variabel tjocklek. Processen mellan mjukvarorna presenteras schematiskt i Figur 7 nedan. Figur 7 Schematisk bild över skanningsprocessen till simulering Formen på det aktuella objektet som skannats och även gjutits har gjorts enligt ritningsbilderna ibilaga 10: Ritningar på montering. 2.3 Simulering Simuleringen sker i programmet NovaFlow av företaget NovaCast som inriktar sig mot olika gjuttekniker. Simuleringsprogrammet har använts för att göra de avancerade beräkningarna av värmeöverföring, strömningslära och metallurgi. I steget Simulation Setup som visas i Figur 8 har indata bestämts till Solidification/Flow&Solid, där detta arbete endast har använt Flow&Solid som beräknar CFD med tillämpad värmeöverföring och sedan även ett stelningsförlopp. 20

21 Figur 8 Flödesschema och tillvägagångssätt vid komplett simulering, från modellering till simulering Studien bygger på 3 bassimuleringar som i denna studie kallas scenario 1, 2.1 och 2.2 som sedan varit utgångspunkter för resterande simuleringar och undersökningar av parametrar. Scenario 1 är TPC s tidigare modell att simulera medan 2.1 & 2.2 är grundat på uppmätningar från detta arbete. Förutom de undersökta parametrarna som fåtts fram med optimering och mätningar kan resterande indata för samtliga simuleringar ses i Bilaga 4, 5 & 6. Arbetet använder NovaFlow s Laminar Flow with the Laws of Convervation of Matter modell vid simulering. Skillnader för scenario 1 simulerat i både laminär och turbulent modell visas i bilaga 4, 5 & Analysering Analysering sker från simuleringsresultat där vyer som Shrinkage, Liquid phase och Temperature som funktion av tiden har analyserats. Sugningar (shrinkage) och flytfel syns tydligt på gjutgods och har underlättat jämförelser. Jämförelserna har gjorts genom att kvantifiera simuleringsresultatens gjutfel i mjukvaran och slutsatser gjordes med litteraturstudien som grund och jämförelse. Simuleringarna jämförs mot verkligt utfall för att bekräfta om den metod vi använt har gett ett resultat närmre verkligheten än TPC s tidigare metod. Gjuttemperaturen som det praktiska testet utfördes i är det som utgåtts från genom hela arbetet för att få enhetliga parametrar och relevanta resultat att jämföra med varandra. Känslighetsanalyser har gjorts på parametrar med utgångspunkt från scenario 1 och grundar sig i hur mätningarna blivit. Avvikelserna från mätningarna har bestämt hur parametrar kan variera och detta undersöks genom att simulera den enskilda parameterns lägsta och högsta värde för att sedan jämföra med den ursprungliga simuleringen scenario 1. 21
22 2.5 Instrumentbeskrivning för temperaturmätning Instrumentet som användes för temperaturmätningarna heter Trotec TP9 och har mätområde upp till 1600 C. Emissionstal saknas undersökt för just TPC s gjutformar och emissionsvärde för keramik användes då. Enligt brukshandvisningen för termometern kan 0,88-0,95 användas just för keramik. Vid mätningarna har termometern en nogrannhet på ±2,5% vilket betyder ungefär ±25 C då mätningarna skedde mellan 1050 C och 900 C i arbetet. (Trotec, u.å.) 3 LITTERATURSTUDIE I detta avsnitt presenteras teori kring de tekniska områden som detta arbete innefattar. Till en början beskrivs vikten av en optimerad simulering. Därefter följer kapitlet med faktorer som orsakar gjutfel. Sedan presenteras de faktorer och parametrar som arbetet undersöker. Avsnittet innehåller även teorier som behandlar värmeöverföring och massflödet i gjutning. 3.1 Optimering av CFD-simuleringar I CFD diskuteras beräkningsdomänen vanligtvis med ett stort antal nätceller (Engelska; Mesh cells) eftersom lösningens noggrannhet är helt beroende av antalet celler och hur bra nätet är definierad lokalt för att fånga de intressanta faktorerna i simuleringsdomänen. Därför kräver CFD-simuleringar en stor mängd beräkningsförmåga eftersom ett stort system av olinjära ekvationer måste lösas över alla nätelementen samtidigt (Hosain, 2016). Olofsson et al. (2014) konstaterar att det är möjligt att bestämma de lokala variationerna i mikrostrukturella egenskaper inom gjutna komponenter med hög noggrannhet genom att realisera dessa modeller i simuleringsprogramvaran. Genom att relatera mikrostruktur och mekaniskt beteende med hjälp av materialkarakteriseringsmodeller kan det lokala mekaniska beteendet förutsägas. För att optimera en gjuten komponent måste alla huvudparametrar och variationer i processen beaktas vid ytterligare analyser, beräkningar och simuleringar. Exempel på parametrar är metallurgisk behandling, kemisk analys, kylförhållanden och resulterande egenskaper och restspänningar. Geometri och processrelationer leder till att komponenten innehåller en mängd olika egenskaper över hela geometrin. Dessutom kan det byggas upp restspänningar under kylning vilket är också geometriberoende (Svensson, Seifeddine, Kotas, Hattel & Thorborg, 2009). 22
23 Raza (2015) menar att det är av stor vikt att skaffa rätt materialdata för legering, skalsystem och isolering, för att kunna köra simuleringar för gjutprocessen. Att introducera korrekta materialegenskaper i simuleringsprogrammet möjliggör en bra matchning mellan aktuella gjutningar och simuleringar vilket leder till ett noggrannare resultat. 3.2 Faktorer som orsakar gjutfel Simuleringsgiltigheten påverkas inte bara av noggrannhet av materialdata och gränsvillkor utan även variation i gjutprocessen, eftersom dessa variationer vanligtvis inte räknas i simulering, vilket leder till felaktig tolkning av simuleringsresultat. Genom att minimera processvariationer, standardisering av gjutoperationer samt användning av systematisk simulering i process design kan sparas både kostnad och tid (Raza, 2018) I ett avsnitt av sin avhandling undersöker Raza (2018) påverkan av gjutparametrar i förhållande till gjutbarheten av tunnväggiga sektioner. Detta genomfördes genom att identifiera källor till av utmönstringar. Resultatet pekar på att 80% av defekterna var relaterade till formfyllnad och matning. Vidare skriver Raza (2018) att de viktigaste faktorer som bidrar till förekomsten av sådana defekter är förknippad med ingjutssystem (introduceras i 3.2.3) och gjutförhållanden. Forskningsarbetet presenterar tre Ishikawa diagram för tre huvudgjutfel vilket två av dem undersöks i aktuella arbetet. Dessa två diagram visas i figurerna nedan. 23
24 Figur 9 Potentiella faktorer som orsakar gjutfel i form av flytfel, Hämtad från Raza(2018) Figur 10 Potentiella faktorer som orsakar bildning av gjutfel i form av krympning porositet, Hämtad från Raza (2018) 24
25 3.2.1 Metall-och forms temperatur Temperaturen vid påbörjad gjutning hos både den smälta metallen och gjutformen gör skillnad i kvaliteten på det färdiga gjutgodset. Porositeten minskar med ökande initial skaltemperatur såväl som en ökad initial metalltemperatur vid jämförelse av samma gjutsystem. Effekten är störst när både metalls- och forms temperatur ökas (Cronqvist & Eneborg, 2016) Raza (2018) påstår att en högre formtemperatur kombinerad med hög smälttemperatur resulterade till minskning av storleken av porös zon i sitt studieobjekt som är en tunnväggig detalj. De felrelaterade defekterna påverkades huvudsakligen av gjuttemperatur, gating samt matning. Primärvariabel som påverkar fyllbarheten är hälltemperaturen, eftersom högre hälltemperatur ger extra värmemassa som fördröjer stelningens process och tillåter smältan att strömma längre och fylla hela detaljerna. Ökningen i gjuttemperatur tycks emellertid orsaka andra gjutfel, till exempel oönskad stor kornstruktur och defekter på ytan. Dessa kan undvikas genom att använda en väl utformad placering av isolering (Raza, 2015). Vidare skriver Raza att skalförvärmningstemperaturen inte är signifikant vad gäller dess effekt på fluiditeten (flytbarhet och fyllbarhet) men en låg skaltemperatur resulterar till mer krympningsporositet Gjutformstjocklek Raza (2015) menar att tjockleken på det keramiska skalet påverkar krympningen i hög grad. Keramikens värmeabsorberande förmåga bestäms av skaltjocklek, vilket är mycket avgörande för gjutning av tunna, komplexa former. Att minska väggtjockleken i en gjutform ökar flödesförlusten på grund av ytspänning och väggfriktion och orsakar därigenom mer signifikant värmeförlust vilket resulterar till en tidigare stelning av smältan (Bäckman, Svensson & Maeda, 1999) Ingjutssystem (Fyllnadsläge) En gate är en kanal som kopplar mataren med formhålan och genom det strömmar smält metall för att fylla formhålan. I en Top gate ingjuts system fylls formhålan med den smälta metallen från övre delen av formen medan i Bottom gate system fyller den flytande metallen, bottendelen av formhålan och stiger upp (Abou Taleb, u.å.). 25
26 Figur 11 Ingjutssystem, Vänstra delen av bilden illustrerar en Top gate ingjutssystem medan högra sidan av bilden visar en Bottom gate ingjutssystem, Hämtad från Raza(2015) Raza (2015) skriver att en Bottom gate fyllnadsläge är stabilt och minder påverkad av processensparametrar som gjuttemperatur och skalens förvärmningstemperatur. Detta hällsystem resulterar till mindre krympningsporositet på grund av det laminära flödet men den medför även minskning av smältflödeskraft på grund av smälta metallens motviktstryckflöde. Enligt Raza (2015) har smälttemperaturen och skaltjockleken, större påverkan på metallens fluiditet i Top gate ingjutssystemet jämfört med Bottom gate ingjutssystem. Top gate system medför högre grad av porositet på grund av den icke laminära flödet som strömmar i formen. Vidare konstaterar Raza att ett ingjutssystem som kombinerar egenskaperna hos båda fyllningssystemen är användbart för att skapa ett laminärt och längre smältflöde. Mer fakta om fluidens flöde och dess inverkan i gjutningens resultat presenteras under Värme och massflöde Gjutprocessen innefattar fasövergångar och komplexa kemiska reaktioner som är kopplad till värmeöverföring. Dessutom spelar dynamiken av massflödet under gjutning, en stor roll vilket kan påverka resultatet av gjutning. Detta tyder på att undersökningen av dessa egenskaper kan vara till stor hjälp för att se hur mekanismen fungerar och hur man kan styra dem på bästa sätt. 26
27 3.3.1 Värmeöverföring Värme kan överföras med tre olika mekanismer: konduktion, konvektion och strålning. Konduktion är överföringen av energi från mer energirika partiklar (högre temperatur) i fastfas till partiklar med mindre energi vilket är resultatet av interaktion mellan partiklar. Konvektion är överföringen av energi mellan en fast yta och en närliggande fluid som är i rörelse. Strålning är överföring av energi på grund av utsläpp av elektromagnetiska vågor (Byström, 2017). Konduktion q = k(t 1 T 2 ) = kδt (1) Konvektion q = h(t s T ) (2) Strålning E = εσt s 4 (3) (Incropera et al., 2007) Värmekapacitet Värmekapaciteten kan uttryckas som absorberad/släppt värme av ett material under dess uppvärmning eller nedkylning mellan temperaturerna T1 och T2. Medelvärdet av C p vid konstant tryck kan uttryckas enligt ekvationen nedan; C p = Q [ J ] (4) T 2 T 1 K Om C p är relaterad till massan, definieras den så kallade specifika värmekapaciteten vid konstant tryck vilket har enheten J/(kg,K) (Smetana et al., 2013). Värmekapaciteten hos metallen är en av de avgörande termofysikaliska parametrarna som används för prognos av materialets beteende under tekniska processer i många simuleringoch analysprogram. Värmekapaciteten och dess beroendeställning till variabler som tryck och temperatur används som ingångsdata för många termodynamiska och kinetiska program som exempelvis jobbar med stelningsanalys (Smetana et al., 2013) Laminärt och turbulent flöde Fluidens flöde kan vara laminärt eller turbulent. Övergången mellan dessa förhållande har benämningen transient flöde vilket uppvisar då fluiden, egenskaper både från turbulent och 27
28 laminärt flöde. Typen av flöde kan bestämmas med hjälp av flödets Reynolds tal. (Pettersson & Thunberg, 2012). (5) Ett turbulent flöde definieras av att hastigheten varierar över tiden medan ett laminärt flöde har nästan konstant hastighet som visas i Figur 12. Laminära flöde har parallella flödeslinjer och ofta lägre hastigheter (Pettersson & Thunberg, 2012). Figur 12 Laminärt flöde med stabil hastighet (Grafen till vänster) och turbulent flöde med en varierande hastighetskurva (Grafen till höger) Inom gjutformen eftersträvas laminär strömning eftersom turbulent flöde medför virvelbildning genom gjutröret vilket kan dra med sig slagg och luft från ytan i gjutlådan. Detta leder till en sämre kvalitet i gjutgodset. En tillräcklig liten gjutrörstvärsnittsarea eller tillräckligt långsam gjuthastighet ger alltid laminär strömning. Med andra ord kan detta sätta en hastighetsgräns för hur snabbt gjutningen ska ske (Lindén, 2006). 28
29 4 AKTUELL STUDIE Arbetet påbörjades genom att samla indata som behövdes för att påbörja en simulering. Analys av indata behövdes göras för att förstå hur simuleringen arbetar med parametrarna. Känslighetsanalys för de olika parametrarna kan göras komplett efter mätningar gjorts då avvikelserna för mätningarna avgör hur stora avvikelser som ska simuleras för varje parameter. Avvikelser hur massflödet och gjuttiderna varierar har dokumenterats och undersökts då det behövs data hur detta påverkar resultatet. 4.1 Mätdata Data som ansågs behöva mätningar för att fastställa ett pålitligt underlag sammanställs i punkterna nedan för att få en stabil grund för indata till simuleringsprogrammet för simuleringar av scenario 2.1 och 2.2. Antal träd Skaltemperatur efter förvärmningsugn [ C] Skaltemperatur innan vakuumugnen [ C] Tid förbränningsugn till vakuumugn [s] Tid förbränningsugn till vakuumugnen är igång [s] Tid förbränningsugn till att smälta är i kontakt med skal [s] Tid för fyllnad av skal [s] Tid påbörjad fyllnad vakuum släpps [s] Gjuten massa [kg] Figuren nedan visar en tidslinje av de olika mätpunkter för skalet under gjutprocessen efter förbränningsugnen. Mätningar av 12st individer enligt tidslinjen gjordes för att få data att arbeta med. Begränsningen gjordes på grund av oregelbundna gjutningar och begränsat antal under mätperioden. Figur 13 Mätningens tidslinje 29
30 4.1.1 Temperatur skal t=0 Temperaturen för skalet vid tiden 0 indikerar efter det stabila tillståndet i temperatur under tiden skalet är i förbränningsugnen. Förbränningsugnen var inställd på 1050 C vid mätningstillfället, vilket också är en standardtemperatur större delen av skalen förbränns vid. Förbränningen används för att bränna ur vaxrester och gaser samt tillföra att differensen mellan skal och smälta inte är allt för stor. Då Raza (2018) visar att en skaltemperatur närmare gjuttemperaturen är gynnsamt för utflytandet av smältan Tid- och Temperaturmätning innan vakuumugn Mätning av skaltemperaturen som funktion av tiden mellan förbränningsugnen och vakuumugnen gav tydliga data att jämföra med simuleringen om skalets värmeöverföringsegenskaper stämmer med verkligheten. När skalet går in i vakuumugnen finns ingen tillgänglighet för mätning av temperatur men en extrapolering är pålitligt i detta fall innan vakuumugnen börjar pumpa vakuum. Figur 14 Visualisering för mätning Tid från vakuumugn till gjutning Konvektionen från skalet till omgivande luften kommer att avta med ökat vakuum. I simuleringen är vakuum ett perfekt vakuum utan några partiklar eller gaser och noll värmeöverföring genom konvektion. I detta verkliga fall uppnås inte perfekt vakuum och eftersom konvektionen avtar sakta under tiden vakuumpumpar, innebär detta en lägre värmeväxling genom konvektion än simuleringen om vakuum i simuleringen sätts till den tiden då vakuum är uppnått i vakuumugnen. Däremot är värmeväxlingen genom konvektion lägre i simuleringen (noll) än i verkligheten under tiden vakuumet är som max. Trots detta valdes att simulera perfekt vakuum från tiden vakuum börjar pumpa för att förenkla mätningen. 30
31 Figur 15 Visualisering för mätning Skaltemperaturen är en betydande parameter som i dagsläget alltid hos uppskattas till 950 C utan vetenskaplig grund. Detta implementeras i scenario 1 med känslighetsanalyserna. Skalet tappar temperatur ända tills smältan värmer upp skalet och detta fall simuleras vanligtvis inte, då simuleringen startar när skalet kommer i kontakt med smälta Beräkning av massflöde Figur 16 Visualisering för mätning
32 Tiden för fyllnaden av skalet tillsammans med den gjutna slutgiltiga massan ger oss ett medelvärde vid beräkning av massflödet trots densiteten sjunker vid övergången från fast fas till smält fas som Figur 17 visar. Den minskade volymen för fastfas för metallen togs ej hänsyn till. Figur 17 Densitet över temperatur för Hastelloy X, som visar hur densiteten varierar vid övergångsfasen mellan lila och blå linje, där allt till höger om blå linje agerar som vätska och allt till vänster om lila linje agerar som solid Smälta [kg] Gjuten massa [kg] = Tid för fyllnad [s] Tid för fyllnad [s] = massflöde [kg s ] Även om volymflödet påverkas markant av volymförändringen används massflödet som indata i simuleringsprogrammet. Tillhandahållen massa för det undersökta trädet gjorde det möjligt att beräkna massflödet. Dessvärre gav inte detta något variabelt massflöde som går att använda sig av i simulering Påbörjad fyllnad till vakuum släpps Okontrollerad parameter sedan tidigare hos TPC var hur lång tid vakuum håller i efter simuleringens start (från påbörjad fyllnad). Då denna parameter medför uteslutande av konvektion är det en viktig parameter att ha koll på ur värmeöverförings-perspektiv. Resterande tid är då trädet ställs i rumstemperatur tills jämnvikt råder. 32
33 Figur 18 Visualisering för mätning Resultatet av uppmätta data Efter insamlingen av alla nödvändiga data genom mätningar som visas ibilaga 1: Uppmätningsdata, bearbetades data för att beräkna medelvärde, medianvärde samt de största och minsta värde som noterades under varje mätning. Tabell 1 visar en sammanställning av dessa värde som användes för att ta fram indata för simuleringar av scenario 2 som beskrivs mer under 4.5. Tabell 1 Bearbetade mätningsdata som visar medelvärde, medianvärde samt största och minsta noterade mätningar Medelvärde Medianvärde Max Min Skaltemperatur efter förbränningsugn [±25 C] Skaltemperatur före vakuumugnen [±25 C] Temperaturdifferens [ C] Tid till vakuumugn [s] 12,8 13,25 15,4 10,1 Tid till vakuum är uppnått [s] 27,3 27,75 29,9 24,6 Tid från locket av vakuumugn stängs tills vakuumpump 138,4 136,75 153,9 135 stängs av Tid förbränningsugn till vakuumugn stängs av [s] 151, Tid från locket av vakuumugn stängs tills gjutning börjar [s] 89,1 88, Tid från vakuum är i gång tills gjutning börjar [s] 74, ,5 72,5 tid förbränningsugn till att smälta är i kontakt med skal [s] 101,9 101,25 106,7 98 Tid för fyllnad av skal [s] 8,4 8,6 9,4 6,65 Vakuumtid [s] 111,1 109,5 129,3 107,7 Vakuumtid under gjutning [s] 36, ,8 31 Massflöde [kg/s] 2,42 2,33 3,01 2,13 33
34 Figuren nedan visar en tidslinje av mätningar med tider som är baserad på medelvärden av samtliga uppmätningar. Figur 19 Beskrivning av hela händelseförloppet med infogade tider av de resulterande medelvärdena 4.2 indata Resterande indata som ansågs behöver undersökas och mätas Gjutform (Skal) Gjutformens tjocklek har direkt påverkan på värmeöverföringen inom skalet genom konduktion vilket påverkar i sin tur på gjutgodsets kvalité. Som det framgår av ekvation 1, minskar värmeöverföringen genom konduktion vid ökade skaltjocklek och även tvärtom. Nedanstående graf illustrera hur värmeledningen i formen (som är gjord av keram) ändras vid olika temperaturer. 34
35 Figur 20 Värmekonduktion inom Gjutform. Grafen visar hur värmeledningen i formen ändras vid olika temperaturer 35


36 Med avsikt att efterlikna verkligheteten skannades ett skal för att bestämma skaltjockleken för en faktisk gjutform. Skalets indata sätts som regel alltid till 10mm tjocklek som teoretisk tjocklek i simuleringen men för att få den verkliga variabla skaltjockleken användes 3dskanner för att extrahera 3d-filer i stl-format som sedan gjorde det möjligt att använda den i simuleringsprogrammet efter kort bearbetning i Solidworks. Skalet som syns på rotationsbordet i Figur 21 är det skal som optimerats simuleringen mot. Figur 21 Skanning av träd med skal för att få verklig fil av det specifika skalet På samma sätt skannades vaxträdet innan skal skapades. Vaxträdet subtraherades ut ur skalet i virtuell miljö, för att få ett skal med ihåligheter exakt som vaxträdet. Detta behövdes göras eftersom 3d-skanningen endast registrerar ytor och ser hela skalet som en solid kropp utan ihåligheter. Figur 22 Skanningsresultat från träd i vax(vänster) och träd i skal(höger) Figur 23 som är inhämtad från modelleringsprogrammet visar hur tjockleken varierar över gjutformen. 36


37 Figur 23 Skannat träd. Bilden visar hur tjockleken ser ut i skannade gjutformen Skillnaderna är stora mellan det teoretiska skalet som ritats i Solidworks mot de faktiska skalen. Det teoretiska skalet visas i Figur 24. Figur 24 Teoretiskt skal med skaltjocklek 10mm Det teoretiska skalet visade en innertemperatur på 636,9 C vid optimering mot studiens temperaturmätningar. Temperaturen har använts i simuleringar som har jämförts med praktiska utfallet. 37

38 4.2.2 Fyllnadsparametrar Fyllnadsparametrarna kan mätas med hjälp av måttband men eftersom det är omöjligt att mäta så nära gjutkropp när väl gjutning sker, behövdes antaganden och uppskattningar. Samtliga fyllnadsparametrar som tagits hänsyn till kan ses numrerade i Figur 25. Dessa parametrar visas i bilagor ur simuleringsprogrammet. Figur 25 Samtliga fyllnadsparametrar från NovaFlow med exempelbild på gjutföremål Teta Infallsvinkeln som smältan har när kontakt med skalet råder, kallas Teta som kan ses i Figur 25. Parametern varierar med tiden under gjutningen men ett standardvärde i simuleringen hos tpc har varit 15 vilket kommer att fortsätta användas i denna studie Fi Rotationsvinkel Fi är vinkeln skalet är orienterat kring Z-axeln i gjutningen. Denna vinkel var helt ostyrd och ingen hänsyn till detta har tagits varken i verkligheten eller i simuleringen. Eftersom alla träd har olika Fi-vinkel då detta är ostyrt i processen valdes denna att uteslutas i denna studie Strålens diameter Följande värden har antagits av TPC och använts i simuleringen. 38
39 Tabell 2 indata för strålens diameter Tid [s] Diameter [mm] Massflöde [kg/s] , , ,15 Figur 26 Graf över massflöde som baseras på indata från Tabell 2 över tid som antagits tidigare av TPC Components AB Hastigheten på smältan i inloppet beror av tryckhöjden som i sin tur med diametern bestämmer massflödet i Figur 26. Vid förenkling av jämförelser och avvikelser används det maximala värdet 2,15 kg/s vid simulering istället för standarden med variabel diameter Tryckhöjd Tryckhöjden mäts i mm och är definierat i Figur 25. Uppmätning skedde med måttband med rimliga antaganden då det var omöjligt att mäta detta under gjutning med erhållen mätutrustning. Tidigare använd höjd hos TPC har varit 80mm utan kontroll på denna parameter. Parametern varierar mellan varje träd eftersom träd med olika detaljer har olika volym att fylla, vilket också betyder att tryckhöjden (när smältan välter över kärlet) varierar. Mätningar och antaganden visar tryckhöjden att uppgå från mm under en gjutning och tryckhöjden 325 används därför i studien. Tryckhöjden är även tillsammans med massflödet direkt kopplat till hastigheten av smältan i inloppet. Hastigheten är en faktor för Reynolds Tal och därför kopplat till strömningen av smältan. 39
40 4.2.3 Egenskaper för luft i simulering Det finns olika egenskaper på luft att välja för kroppar i simulering. Mold Air outside Air In mold Air outside mold Air blowing Dessa behandlades under optimering mellan skaltemperatur i simuleringarna och gjorda mätningar för att se tydligt vad som skall användas för att komma nära verkligheten på TPC. Tabell 3 Beskrivning hur olika parametrar för luft påverkas i simuleringsprogrammet Parameter Temperatur Mold air outside Påverkas av omgivande temperaturer Air in mold Konstant initial temperatur Air outside mold Konstant initial temperatur Air - blowing Konstant initial temperatur Undersökningen som presenteras i Tabell 3 visar att mold air outside skall användas på insidan av skalet för att få ett realistiskt utfall när skalets temperatur simuleras. Mold air outside passade dock inte att användas på utsidan då detta blir en helt stillastående luft och agerar som en isolering runt hela skalet då skalet värmt upp omgivande luft. I verkligheten är denna luft i rörelse och antagande att air blowing är mer passande. Även fast egenskaperna är lika de övriga valdes air blowing vara mer passande på grund av eventuella gömda faktorer. Vid bristande på information kring programmet, ansågs detta vara det realistiska tillvägagångssättet. 4.3 Material i simulering Material varierar för olika detaljer men kontroll och optimering av indata gjordes för det specifika testträdet som sågs tidigare i Figur 21. Trädet har gjutits i en superlegering som kallas Hastelloy X som kommer att jämföras med samma legering i simuleringen där data för legeringen är inköpt från extern leverantör. Detta träd är gjutet i 1400 C och även en känslighetsanalys för denna parameter på ±30 C gjordes genom uppskattning p.g.a. att ingen specifikation för temperaturavvikelser för gjutugnen är tillgänglig. Tillsammans med värmekonduktiviteten i Figur 27 visar grafen skiljelinjer för smält fas 1355 C och fast fas 1305 C. 40
41 Figur 27 Värmekonduktivitet & temperatur, med tillhörande linjer för smält fas och fast fas Simuleringen arbetar med olika ekvationer beroende på smältans temperatur och viskositet och beskrivs i Figur 28 och visar att smältan tar hänsyn till Navier-stokes ekvationer över CLFup, Darsy s law mellan CLFup & CLFdown och helt solid under CLFdown. CLFup & CLFdown för denna legering är sedan tidigare bestämt av TPC och är inget som ändras i detta arbete (personlig kommunikation NovaCast, 2019). 41
42 Figur 28 CLF definitions (NovaFlow) med egna anteckningar där simuleringsprogrammet arbetar mot Navier-stokes ekvationer över CLFup, Darsy s lag under CLFup och som en solid under CLFdown Samtliga indata till simulering för legeringen visas i bilaga 4, 5 & Förberedande simulering Jämförelser har skett mellan simulering och praktiska resultat för att se hur nära simuleringen hamnar verkligheten med hjälp av optimeringen av simuleringsparametrarna Skal I simuleringsprogrammet simulerades det aktuella teoretiska skalet i luft med övergång till vakuum enligt tidtagning. Detta jämfördes med de faktiska mätningarna av temperaturen mellan förbränningsugn och vakuumugn för att optimera och se vilka inställningar som visar rimlig yttemperatur, vilket resulterat i säkerställande av parametrar i simuleringen. Nedan i Figur 29 visas simuleringsparametrar med resultat liknande verkligheten. 42

43 Figur 29 Simulation Setup för teoretiskt skal med tjocklek 10mm, med syfte att se hur skalets temperatur förändras innan gjutningen. Kroppen kula är endast till för att simuleringen behöver registrerat material med olika aggregationstillstånd för att köras Uppmätt/beräknad temperatur vid påbörjad gjutning användes som indata att simulera trädet tillsammans med resterande uppmätta parametrar. Gjutningen jämfördes även med standardsättet TPC simulerat tidigare. Både teoretiskt skal med tjocklek 10mm och det skannade skalet. Egenskaper för skalet är baserat på TPC s egna uppmätningar och forskning kring skalet och publiceras ej. (personlig kommunikation TPC, 2019) Analys av simuleringar med gjutfel Sugningar och flytfel har varit lätt att identifiera i simuleringsprogrammet, då mjukvaran inriktar sig på sådana problem i gjutgods. Flytfel identifieras helt enkelt genom att se var smältan inte har flutit ut i gjutgodset. Sugningar identifieras genom röda områden i en transparent vy visat i bilden nedan. Bilden visar två vyer som är exporterade från simuleringsprogrammet, en solid vy och en transparent vy där även sugningar som är inneslutna i stam eller liknande kan betraktas. 43

44 Figur 30 Ett och samma träd med solid vy till vänster som visar flytfel och transparent vy till höger där man även ser sugningar i gjutgodset Kvantifiering av felen har gjorts genom verktyg i mjukvaran som visas ibilaga 8: Kvantifiering av fel. Detta gjordes endast för kritiska områden där detaljer finns och där flytfel förekommit i bilden ovan. Kvantifiering som även skulle ta hänsyn till den stora sugningen som kan finnas i stammen i mitten kan ge ett missvisande resultat, då det är de kritiska detaljerna som är intressant för att dessa verkligen manipulerar fram fel genom sin geometri att bli mindre och mindre. Ett träd som till exempel har perfekta detaljer utan gjutfel men extremt stora sugningar i stammen skulle alltså vara sämre än ett träd med extremt dåliga detaljer och inga sugningar i stammen. Detta eftersom stammen utgör betydligt högre volym än detaljerna i detta fall. 4.5 Olika scenarion För att kunna jämföra olika parametrar och använda data grundat i detta arbete har ett tillvägagångssätt med tre olika scenarion skapats. Varje scenario simulerades för att kunna ta fram resultat som gått att jämföras väl med varandra i Resultat. 44
45 4.5.1 Scenario 1 Detta scenario är baserad på de värdena som företaget använder sig för de olika parametrarna vid dess simuleringar. Värdena vissas i tabellen nedan. Tabell 4 Beskrivning av indata till scenario 1 Scenario 1 Skaltjocklek [mm] 10 Skaltemperatur 950 [ C] Massflöde [kg/s] 2,152 Tryckhöjd [mm] 80 Vakuumtid [s] 40 Gjuttemperatur 1400 [ C] Eftersom arbetets syfte är att optimera företagets nuvarande parametrar i simuleringsprogrammet, används scenariot även som en grund för att analysera känsligheten av parametrarna i Tabell 4. De simulerade värdena för känslighet grundar sig i mätdata där scenario 1 är utgångspunkt. Varje värde för känslighetsanalys är en egen simulering där resterande värden från scenario 1 är oförändrade för att se hur parametern påverkar resultatet. Tabell 5 Simulerade förändringar på parametrar grundat på scenario 1 och mätresultat, totalt 12 simuleringar Nedre gräns Övre gräns Skaltjocklek [mm] 7 13 Skaltemperatur [ C] Massflöde [kg/s] 1,7 2,6 Tryckhöjd [mm] Vakuumtid [s] Gjuttemperatur [ C] Scenario 2 Simuleringar i scenario 2 byggs på uppmätta data och därmed representerar de modeller som är nära till verkligheten. Scenariot består av två simuleringsmodeller där ena har varierande skaltjocklek medan den andra har en konstant tjocklek på skalet Scenario 2.1 Grunden för scenario 2.1 är det skannade skalet som har beskrivits tidigare i avsnittet. Resterande data samlades genom att uppmäta de viktiga parametrarna (temperatur, tid, massa) vid gjutningen av undersökta trädet. Simuleringen av scenario 2.1 grundas på indata i Tabell 6. 45
46 Tabell 6 Beskrivning av indata till scenario 2.1 Scenario 2.1 Skaltjocklek [mm] Skannat Skaltemperatur [ C] 636,9 Massflöde [kg/s] 2,42 Tryckhöjd [mm] 325 Vakuumtid [s] 36,7 Gjuttemperatur [ C] Scenario 2.2 Detta scenario är en modell där simuleringens indata är i stort sett baserad på studiets hanterade mätdata. Eftersom varje träd vid mätningen har olika skaltjocklek valdes denna parameter i scenariot till 10mm som är TPCs uppskattande värde av skaltjocklek. Simuleringen kan även endast bygga konstant tjocklek på skal och detta scenario tar inte hänsyn till sådant. Tabellen nedan visar en sammanställning av alla indata som användes för simuleringen av scenario 2.2 Tabell 7 Beskrivning av indata till scenario 2.2 Scenario 2.2 Skaltjocklek [mm] 10 Skaltemperatur [ C] 636,9 Massflöde [kg/s] 2,42 Tryckhöjd [mm] 325 Vakuumtid [s] 36,7 Gjuttemperatur [ C] Praktiskt prov Det praktiska provets parametrar antas vara de uppmätta parametrarna från tidigare avsnitt. Provets utfall jämfördes med de simuleringar som gjorts för scenario 1, 2.1 & 2.2 för att utvärdera om TPC:s modell är tillräckligt bra och också utvärdera/verifiera om optimeringen mot verkliga parametrar gynnat simuleringens spegling mot verkligheten. Eftersom förutsägelser och pålitlighet ökar som Hosein, Olofsson m.f. menar har vikt lagts ner för att jämföra med verkligheten då detta ger stöd och kan verifiera teoretiska resultat. De enda styrda parametrarna har varit gjuttemperaturen på 1400 C och förbränningstemperaturen för gjutformen som var inställd på 1050 C som vid mätningarna. Jämförelserna gjordes visuellt mellan det faktiska gjutna trädet och de tydliga bilderna från simuleringen. Dessvärre är en kvantifiering av provet inte möjlig, därav endast visuella jämförelser. 46


47 Figur 31 Det gjutna praktiska provet och avlägsnande av skal när temperaturen för metallen sjunkit 5 RESULTAT Detta avsnitt av arbetet presenterar resultat som tagits upp genom indata som har beskrivits i den aktuella studien. Till en början uppvisas tabeller och diagram som visar hur skaltemperaturen ser ut vid början av gjutning. Därefter redovisas resultat av samtliga simuleringar i form av figurer som visar undersökta trädet med eventuella gjutfel. Detta kompletteras med en kvantifiering av gjutfel för samtliga simuleringsresultat. 5.1 Skaltemperatur vid början av gjutning Med temperaturmätning av skal direkt ut ur förbränningsugnen samt innan vakuumugnen stängs och tidtagning för de två punkterna ges en linjär temperaturförändring för samtliga skal. 47
48 Figur 32 Avtagande skaltemperatur mellan förbränningsugn till vakuumugn vid 8 mätningar Från data i simuleringen av teoretiskt skal, skapades nedanstående tabell och diagram som visar hur inner- och yttertemperaturen av ett skal med 10mm tjocklek, avtar med tiden. Tidmätningen börjar när skalet tas ut ur förbränningsugn (t=0s). Tidskalan valdes så att den även kan täcka den största noterade tiden för parametern vilket var 106,7 sekunder. 48
49 Temperatur [ C] Tabell 8 Resulterande temperaturförändring för simulerat teoretiskt skal (10mm) över tid, baserat på punktmätning i virtuell miljö vid lämpliga tidpunkter Tid [s] Yttemperatur [ C] Innertemp [ C] , , , , , , , , , , Yttemperatur [] Innertemp Tid [s] Figur 33 Resultat baserat på där ytter- och innertemperaturen visualiseras över tid som användes vid optimering av simuleringen för att använda rätt parametrar Med hjälp av data från 49
50 Tabell 8 beräknades skaltemperaturen vid början av gjutning (101,9 sekunder) vilket är en avgörande faktor som kan påverka gjutresultat. Värdet beräknades till 636,9 C som även har använts för simulering av scenario 2.1 och Tre olika scenarion Baserad på de indata som presenterades i förgående avsnitt av arbetet, skapades simuleringsmodeller för varje scenario. Simuleringsresultat kommer att analyseras och även jämföras i nästa kapitel av arbetet Scenario 1 Som även har framgått under aktuell studie, bygger scenario 1 på en gjutsimulering med företagets tidigare standardmodell. Nedan uppvisas simuleringsresultat av scenario 1. Figur 34 Simuleringsresultat av scenario 1 med indata enligt 0. Solid vy (bilden till vänster) och Transparent vy (bilden till höger) bilderna visar hur stort gjutfel detaljerna har 50
 medan Transparent vy visar både flytfel och sugningar(bilden till höger) 5.")
51 5.2.2 Scenario 2.1 Den variabla skaltjockleken tillsammans med andra indata som uppmättes under gjutningen av undersökta skalet möjliggjorde simuleringen av scenario 2.1. Resultatet av simuleringen visas i Figur 35. Figur 35 Simuleringsresultat av scenario 2.1 med indata enligt Solid vy visar gjutfel i form av flytfel (bilden till vänster) medan Transparent vy visar både flytfel och sugningar(bilden till höger) Scenario 2.2 Figur 36 visar simuleringsresultat av scenario 2.1 som byggdes på inhämtade data från uppmätningar. Skaltjockleken valdes till 10mm eftersom parametern varierar från träd till träd. 51

52 Figur 36 Simuleringsresultat av scenario 2.2 med indata enligt Solid vy visar gjutfel i form av flytfel (bilden till vänster) medan Transparent vy visar både flytfel och sugningar(bilden till höger) 5.3 Resultatet av känsligheten hos olika parametrar I avsikt att uppnå arbetets mål utfördes en undersökning av känsligheten hos några simuleringsparametrar för att analysera hur stor påverkan de har på resultatet av simuleringar. De undersökta parametrarna var skaltjocklek, initial skaltemperatur, initial gjuttemperatur, massflöde, tryckhöjd samt vakuumtid. Nedan visas resultat av dessa simuleringar där parametrarna simulerades i rimliga intervaller. Resultatet jämförs senare i arbetet med scenario 1 då den var utgångspunkten för samtliga simuleringar. 52
 och 13mm skaltjocklek (högra bilden) 5.3.2 Skaltemperatur För att kunna analysera inverkan av den initiala skaltemperaturen presenteras resultaten av två simuleringar med olika skaltemperatur.")
53 5.3.1 Skaltjocklek Nedan visas upp simuleringsresultat av två simuleringsmodeller där ena har 7 mm skaltjocklek medan värdet sätts till 13 mm för den andra simuleringen. Figur 37 Simuleringsresultat med transparent vy. Bilden visar gjutfel för en simuleringsmodell med 7mm skaltjocklek (vänstra bilden) och 13mm skaltjocklek (högra bilden) Skaltemperatur För att kunna analysera inverkan av den initiala skaltemperaturen presenteras resultaten av två simuleringar med olika skaltemperatur. Bilden nedan visar en sammanställning av dessa simuleringsresultat där ena simulerades med en initial skaltemperatur på 850 C och andra med 1050 C. 53
 och ett felfritt simuleringsresultat med 1050 C skaltemperatur (figuren till höger) 5.3.")
54 Figur 38 Simuleringsresultat med transparent vy. Bilden visar gjutfel i form av flytfel för en simuleringsmodell med 850 C skaltemperatur (figuren till vänster) och ett felfritt simuleringsresultat med 1050 C skaltemperatur (figuren till höger) Gjuttemperatur Av Figur 39 framgår hur gjutresultat påverkas vid ändrade gjuttemperatur. I simuleringsmodeller för undersökningen av denna parameter användes T gjut =1370 C respektive T gjut =1430 C. 54
 och ett felfritt simuleringsresultat med 1430 C gjuttemperatur")
55 Figur 39 Simuleringsresultat med transparent vy. Bilden visar gjutfel i både form av flytfel och sugning för en simuleringsmodell med 1370 C gjuttemperatur (figuren till vänster) och ett felfritt simuleringsresultat med 1430 C gjuttemperatur (figuren till höger) Massflöde Påverkan av massflöde på gjutresultat analyseras med nedanstående bild där visas simuleringsresultat av två simuleringar med olika massflöde. 55
56 Figur 40 Simuleringsresultat med transparent vy. Bilden visar gjutfel i form av flytfel för simuleringsmodeller med 1,7kg/s massflöde (bilden till vänster) och 2,6 kg/s massflöde (bilden till höger) 56

57 5.3.5 Tryckhöjd Med hjälp av Figur 41 kan inflytande av parametern tryckhöjd analyseras. Simuleringsresultaten är inhämtad från tre simuleringar med tre olika tryckhöjd. Värdet på parametern framgår i bilden. Figur 41 Simuleringsresultat med transparent vy. Bilderna visar flytfel av tre simuleringar med olika tryckhöjd. 60mm tryckhöjd (bilden till vänster) och 100mm tryckhöjd (bilden i mitten) som är baserad på avvikelse från scenario 1. Figuren visar även resultat av 325mm tryckhöjd (bilden till höger)som representerar tryckhöjden i verkliga fallet dvs. scenario 2.1 och Vakuumtid Känslighetsanalysen av parametern Vakuumtid möjliggörs med bilden nedan som innehåller simuleringsresultat med vakuumtid på 30 sekunder respektive 55 sekunder. 57
som baseras på avvikelserna från studiens mätningar.")
58 Figur 42 Transparent vy av simuleringsresultat med vakuumtid på 30 sekunder (bilden till vänster) och 55 sekunder (bilden till höger)som baseras på avvikelserna från studiens mätningar. Bilderna visar gjutfel i form av flytfel 58
59 5.4 Kvantifiering av gjutfel Tabellen nedan visar en sammanställning av kvantifiering av gjutfel i de undersökta simuleringarna. Det tydliga resultatet som framgår av tabellen underlättar analysen av dessa simuleringar. Tabell 9 Sammanställning av samtliga simuleringar för gjutfel simulering [cm 3 ] Scenario 1 0,172 Scenario ,567 Scenario 2.2 2,573 7mm skal 0,284 13mm skal 0, skaltemp 0,448 skaltemp PH 100 0,083 PH 60 0,205 massflöde 0,294 2,6 massflöde 0,137 1,7 vakuum 30s 0,052 vakuum 55s 0,052 gjuttemp gjutemp 5, PH 325 0,143 Figur 43 visar endast sammanställningen för jämförelserna till Scenario 1 och de ändrade parametrarna med undantag för den sänkta gjuttemperaturen. Den sänkta gjuttemperaturen bidrog till ett otydligt diagram då denna parameter orsakade en stor mängd av gjutfel. 59

![gningar och flytfel [cm^3], d.v.s.](/docs-images/102/155403498/images/60-1.jpg "staplar som visar mer har större volym av sugningar/flytfel i de kritiska områdena")
60 Figur 43 Sammanställning av sugningar och flytfel [cm^3], d.v.s. staplar som visar mer har större volym av sugningar/flytfel i de kritiska områdena Sammanställning mellan scenario 1, 2.1 & 2.2 visar tydliga olikheter scenario sinsemellan. Figur 44 Sammanställning för gjutfel [cm^3] hos de olika scenario som bygger på kvantifieringen under som gjordes i NovaFlow 60

61 5.5 Praktiskt prov Utfallet av det praktiska provet visar tydliga flytfel som kan analyseras mot tidigare resultat från simuleringar. Figur 45 Utfallet från det praktiska provet där tydliga flytfel kan påvisas och jämföras med teoretiska resultatanalys av simuleringar med gjutfel 61
62 6 DISKUSSION Begränsningar i mjukvara kan göra det omöjligt att likna verkliga händelse men det går fortfarande att få ett väldigt likt utfall. Temperaturen för skal ser ut att vara en av de största faktorerna till fel i gjutning. Speciellt när TPC inte har detta under kontroll och inte vet skalets temperatur vid gjutning. Den tidigare simulerade skaltemperaturen är över 300 C högre än vad som påvisats i denna studie. Studien har även visat att bara 100 C lägre temperatur än standardvärdet 950 C gör stor skillnad, 300 C kommer då högst troligt förändra hela resultatet och simuleringen visar då helt annat än verkligheten. Vakuumet i vakuumkammaren är inte ett perfekt vakuum som det nämns i studien, det finns media som tillåter konvektion som betyder att skalet tappar temperatur även snabbare än vad simuleringen gör. Simuleringen har endast möjlighet för tillstånden perfekt vakuum eller inget vakuum, vilket kan bli skillnad över tid. I aktuella studien simuleras vakuum från den tidpunkten vakuumpumparna börjar pumpa vakuum och inte när tillståndet är så nära vakuum som möjligt. Att ta ett mellanting genom att simulera vakuum då hälften av vakuumet har pumpats kommer att innebära att skalet håller högre värme längre tid, även om det handlar om få sekunder. Vi vet att air-blowing i simuleringen har en något aggressiv påverkan på kylhastigheten vilket då är två parametrar som går mot varandra och gynnsamt för vårt resultat. Mätningar när vakuumpumpen börjar pumpa är helt enkelt för enkelhetens skull och svårare mätningar kan resultera i större felmarginaler i mätning. Variabel fyllnad är något som har simulerats tidigare med TPC:s standard men det högsta massflödet under fyllnaden uppgår precis upp till vårt lägsta uppmätta värde. Det variabla fyllnadsförloppet har högst troligt mycket sämre resultat mot verkligheten än att använda medelvärde från studiens uppmätta medelvärde. Ett högre flöde precis i början på fyllnadsförloppet kan skapa en större turbulens, men eftersom både tryckhöjden och flödet har simulerats helt fel tidigare så har studien levererat parametrar som är mycket närmare de verkliga siffrorna. Ett medelflöde kan också vara att föredra då flödet kan variera stort under en serie på samma sorts träd. 6.1 Ekonomi och miljö Att simulera är inte endast för att få fram bra och vetenskapliga grunder till hur något ska gjutas för att lyckas. Studien har gett TPC en mer hållbar metod med vetenskapliga grunder att simulera detaljer vilket kommer att göra simuleringen mer pålitlig och resultera i färre faktiska tester innan ett godkänt resultat. Tester kostar enormt mycket tid, resurser, råvarumaterial och energi som kostar därtill. Hand i hand med ekonomi och kostnader så sparar företaget enorma mängder med energi i form av elektricitet till ugnar och även omsmältning av material och materialförbrukning vilket i sin tur skonar miljön. Vid miljöinspektioner kan också dryga böter även delas ut om krav inte följs. 62
63 6.2 Jämförelse av tre olika scenarion samt praktiskt prov Scenario 1 som simulerades med TPC:s standardmetod fick ett väldigt bra resultat rent gjuttekniskt även fast det verkade vara utmanande för scenario 2.1 och 2.2 med samma gjuttemperatur. TPC:s standardmetod var helt enkelt inte lik de simuleringarna med optimerade och undersökta parametrar. Jämförelse mellan scenario 2.1 och 2.2 är intressant då båda har så verkliga parametrar studien har uppnått och även identiska parametrar förutom skalet. Skalet i scenario 2.1 är som tidigare nämnt, det skannade verkliga skalet. Trädet är väldigt olikt scenario 2.2 men inte helt och hållet annorlunda, däremot är kaviteten mer skrovlig vilket tillför större risk för splash och flytfel vilket vi också har sett i resultatet från simuleringen. Skaltjockleken vid de absolut tunnaste delarna av trädet är långt ifrån det teoretiska vilket också skall vara missgynnande för smältans utflytning. Detta eftersom ett tunnare skal har uppnått en lägre temperatur och då kyler smältan snabbare och tidigare. Vid jämförelse mellan alla scenarion och det verkliga utfallet för provet visar det tydligt att det är närmast utfallet för scenario 2.1 (det skannade) men fortfarande att 2.2 är närmare det verkliga utfallet än tpc:s tidigare modell med scenario 1. Detta betyder att skanning av skalet är gynnsamt för att få en så exakt simulering som möjligt eller eventuellt kalibrera simuleringen mot verkliga resultat vid användning av andra legeringar eller liknande. Eftersom det verkliga utfallet har kommit närmre scenario 2.2 än scenario 1 har detta arbetet gjort en användbar modell. Att simulera och jämföra resultat med en tvivelaktig modell kan ses missvisande då många parametrar har visat sig vara helt fel, analyser på trender bör dock vara densamma och visa hur resultatet påverkas av ändring i parametrar. 6.3 Felanalyser Mätningarna i studien är gjorda på en serie träd med samma detaljer på och ser mer eller mindre identiska ut med samma gjutvikt. Detta kan innebära att massflödet kan skilja markant för något annat skal. Skaltemperaturen kan även skilja då olika träd är olika kompakt monterade i vax. Beroende på skaltjocklek som varierar från träd till träd, har trädet bättre egen isoleringsförmåga. Air-blowing gav en något aggressiv kylning för skalet och påverkar annorlunda verkligheten, dock närmre verkligheten än tidigare modell. TPC har alltid simulerat med stillastående luft vilket sågs under aktuella studien påverkar missvisande enligt de praktiska mätningarna. Denna specifika parameter kan ge utslag på andra förändringar av parametrar vi undersökt 63
64 utan air-blowing efter vakuum som fallet är för hela scenario 1, som t.ex. hur vakuumtiden påverkar det slutliga resultatet. Med en aggressiv kylning direkt efter vakuum finns det risk att detta ger någon slags effekt på krympet av metallen. Noder för beräkning av värmeöverföring, strömning och även materialtekniska beräkningar justeras och kan sättas till olika storlek. Ofta används mellan 1-4 mm i kubik för noderna och i denna studie har 2 mm använts p.g.a. vinning i tid, då mindre noder desto fler beräkningar och mer tidsåtgång. 1 mm skulle kunna använts för att få mer exakta beräkningar för att inte riskera att modellen missar något. Emissionstalet 0,9 som användes för termometern för temperaturmätningarna finns det inte belägg för, då inga mätningar av emissionstal på den faktiska ytan gjorts. Det skulle behövas undersökningar vad emissionstalet egentligen är för att få minimal felmarginal. 7 SLUTSATSER Genom att höja gjuttemperaturen vid defekta gjutförsök kan ett gynnsamt resultat förväntas. Sänkning av temperatur ger ökad risk för gjutfel även fast det totala krympet är större för en varmare gjuten produkt, då volymen ökar med ökad temperatur. Skaltemperaturen lika så, är en känslig faktor som kan hjälpa en smälta med för låg temperatur att flyta ut i tunna områden. Temperaturen av skalet innan gjutning är en stor faktor till flytfel och sugningar. Det kallare skalet kyler smältan innan den hunnit rinna ut i tunnare kanter eller längre distanser. Att minimera denna temperaturförändring kommer resultera i att högre gjuttemperatur inte behöver kompensera det kalla skalet. Effekten av övergången till vakuum är inte gynnsamt för skaltemperaturen och kortare tid mellan start av vakuum och påbörjad gjutning bör minimeras. Analys av simulering från värmeöverföringen hos skalet innan gjutning visar att den varma luften i skalet bibehåller värmen så pass mycket att innertemperaturen i princip förblir oförändrad innan vakuum, även fast yttemperaturen kyls markant. Värmeväxling genom både strålning och konvektion gör ingen större skillnad och endast närvarande strålning i vakuum ger högre värmeförlust och därmed värmeväxling. Tryckhöjden spelar ingen större roll i resultatet även fast resultatet visar skillnad mellan PH60 och PH100 så ger det realistiska värdet PH325 ett resultat likt utgångspunkten. Massflödet mellan träd i samma serie vid undersökning av känsligheten visar att ett högre massflöde kan vara gynnsamt för flytfelen som analyserats. Vakuumtiden vid undersökning av avvikelser för samma sorts träd spelar ingen roll gällande sugningar och flytfel. Gjutresultat kan därför antas bli identiska även fast vakuumtiden varierar mellan gjutningarna. 64
65 Eftersom scenario 2.1 (det skannade trädet) är mest likt det faktiskt gjutna resultatet är den metoden att föredra vid en simulering som ska bli så lik ett faktiskt gjutresultat som möjligt. Metoden kräver mer arbete och även ett praktiskt test och lämpligt skulle vara att använda denna metod som kalibrering för att se att parametrar är som de ska, då detta påvisats vara närmast verkliga resultat. Däremot är scenario 2.2 närmre det verkliga utfallet än tpcs tidigare modell vilket innebär att arbetet har gjort en modell som är mer pålitlig och även gör simuleringsresultat mer trovärdiga. Skaltjockleken vid den tunnaste och mest utmanande delarna på trädet är något liten vilket stärker simuleringens trovärdighet när det resulterar i flytfel jämfört med det teoretiska skalet. TPC:s standardmetod att simulera kräver många ändringar enligt denna studie för att få en optimerad simuleringsmetod som stämmer bättre överens med verkligheten. Metoden har inte fått liknande resultat som vid optimering mot verkligheten och kan därför uteslutas, då det varken är en ekonomiskt hållbar eller vetenskapligt hållbar metod. Förslag till TPC Components AB: Air-blowing som kylmedia efter vakuum i simulering men kritiskt optimera med annan temperatur än 25 grader p.g.a. den något kraftiga kylningen Använd arbetets uppmätta data för medelvärde av massflöde Utvärdera skaltemperatur ytterligare på ett praktiskt prov, men rekommendation att använda teoretiskt värde innan annat påvisats Simulera skanningsresultat som kalibrering och kontroll för att öka förtroendet för teoretiska skaltjockleken och även öka kunskapen för att kunna förutse skillnaderna mellan teoretiskt och riktigt skal Undersök om tiden att pumpa vakuum kan minskas för att på så sätt påbörja gjutning med varmare skal som visat ge gynnsammare gjutning 8 FÖRSLAG TILL FORTSATT ARBETE Studien är avgränsad till endast det simuleringsprogram TPC använder sig av men att se vad ett annat simuleringsprogram skulle ge förresultat vid samma studie skulle kunna ge NovaFlow en starkare trovärdighet. Optimering av parametrar som t.ex. skaltemperaturen innan gjutning skulle bra trovärdighet då denna parameter är den som studien har visat störst skillnad på från TPC:s standardmetod. Simulering kring hela händelseförloppet från förbränningsugn till skalet tas ut ur vakuum och återigen kyls i luft, i en simulering för att programmet ska kunna ta hänsyn till den variabla skaltemperaturen vid påbörjad gjutning. Detta skulle även kunna göras med det skannade skalet för att få mer realistiskt skal att simulera med. 65
66 Att bortse från teoretisk kylning av skalet genom att göra faktiska mätningar med termoelement genom hela händelseförloppet och på så sätt bestämma en skaltemperatur som är rimlig att använda som indata. Även att mäta den inre temperaturen av skalet med termoelement och optimera simuleringsprogrammet enligt denna skulle kunna ge bra trovärdighet. Flera praktiska gjutförsök att jämföra mot och se hur de olika försöken varierar mot varandra för att se hur standardavvikelser under en låst process kan variera i verkligheten ger jämförelserna mot simuleringar i denna studie för att stärka studien ytterligare. Simulera och jämför mot den turbulenta modellen i simuleringsprogrammet, då det är okänt vad som ger resultat mest likt verkligheten. Detta skulle även medföra en jämförelse vilka parametrar som skiljer sig mer eller mindre vid turbulent eller laminär modell och om känsligheten blir annorlunda vid de olika modellerna. Med tanke på att arbetet inte analyserar hur smälta påverkas i simuleringen vid för höga temperaturer än rekommenderat kan utvärdering av detta också göras för att arbetets slutsats endast säger att högre skaltemperatur samt gjuttemperatur gynnar resultatet, vilket inte alltid behöver vara sant enligt Mohsin Raza. Då för hög gjuttemperatur medför en högre skillnad i densitet och volymitet vid sjunkande temperatur efter gjutningen kan det ge ett sämre resultat med andra gjutfel. 66
67 REFERENSER Abou Taleb, AS. (u.å.). Casting & Welding Engineering. Hämtad från Bonde-Wiiburg, E., & Lindström, B. (2000). Karlebo handbok (15., utg). Stockholm: Liber. Byström, A. (2017). Compartment Fire Temperature Calculations and Measurements. Bäckman, J., Svensson, I., & Maeda, Y. (1999). Mould filling observations of aluminium melts in vacuum-sealed sand moulds. Cronqvist, P., & Eneborg, A. (2016). A Study in Viking Age Brooches using Modern Technology. (Examensarbete, Kungliga tekniska högskolan, Stockholm). Hämtad från Enbuske, D., & Olofsson, J. (2008). Tätkontroll och tätkrav för gjutna artiklar inom fordonsindustrin. (Examensarbete, Luleå tekniska universitet, Luleå). Hämtad från Gjuteriföreningen. (2019a). Metodbeskrivning-vaxursmältning. Hämtad från vaxursmaeltningsmetoden/8131-metodbeskrivning-vaxursmaeltning Gjuteriföreningen. (2019b). Gjutfelsanalys. Hämtad från Gjuteriföreningen. (2019c). Riktat stelnande. Hämtad från Gjuteriföreningen. (2019d). Om gjutning. Hämtad från Gjuteriföreningen. (2019e). Varför simulera?. Hämtad från Gjuteriföreningen. (2019f). Indata vid pressgjuts simulering. Hämtad från Gnosjöregion. (2019). Precisionsgjutning. Hämtad från Hosain, M. (2016). Towards accelerated simulations for fluid flow and heat transfer of large industrial processes. Hånell, G. (2013). Gipsformsgjutning. (Examensarbete, Mittuniversitet, Sundsvall- Östersund). Hämtad från 67
68 Incropera, F., Dewitt, D., Bergman, T., & Lavine, A. (2007). Fundamentals of Heat and Mass Transfer (Sixth ed.). United states of America: John Wiley & Sons Lindén, L. (2006). Detektering av igensättningar i gjutrör.(examensarbete, Luleå tekniska universitet, Luleå), hämtad från Olofsson, J., Svensson, I., Lava, P., & Debruyne, D. (2014). Characterisation and investigation of local variations in mechanical behaviour in cast aluminium using gradient solidification, Digital Image Correlation and finite element simulation. Materials and Design, 56. Pettersson, A., & Thunberg, S. (2012). Kring gjutning av medelaktivt kärnavfall. (Examensarbete, Lund tekniska högskolan, Lund). Hämtad från = Rajekolhe, R., & Khan, J.G. (2014). Defects, Causes and Their Remedies in Casting Process: A Review pdf Raza, M. (2018). Developing Process Design Methodology for Investment Cast Thin-Walled Structures. Raza, M. (2015). Process development for investment casting of thin-walled components: Manufacturing of light weight components. Smetana, B., Žaludová, M., Tkadlečková, M., Dobrovská, J., Zlá, S., Gryc, K., Řeháčková, L. (2013). Experimental verification of hematite ingot mould heat capacity and its direct utilisation in simulation of casting process. Journal of Thermal Analysis and Calorimetry, 112(1), Stopford, P. (2002). Recent applications of CFD modelling in the power generation and combustion industries. Applied Mathematical Modelling, 26(2), Svensson, I., Seifeddine, S., Kotas, P., Hattel, JH., & Thorborg, J. (2009). On modelling of microstructure formation, local mechanical properties and stress- strain development in aluminum castings. Tavakoli, R. (2014) Tavakoli, R. Int J Adv Manuf Technol (2014) 74: TPC Component AB. (2019a). Vaxursmältningsmetoden [PowerPoint-presentation] TPC Component AB. (2019b). TPC Component AB. Hämtad från 68
69 Trotec. (u.å.) Operating manual [Broschyr]. Hämtad från Zollern. (2019). Precisionsgjutning formar världen. Hämtad från 69
70 BILAGA 1: UPPMÄTNINGSDATA Uppmätnings nummer Temperatur efter förbränning [ C] Temperaturskal före vakuumugnen [ C] Tappade temperatur mellan förbrännigsugn till vakuumugn [ C] Tid från förbränningsugn till vakuumugn [s] 12,7 13,5 13,7 13,7 15,4 11,7 10,1 13,7 13, Tid från förbränningsugn till vakuum är uppnått [s] 27, ,2 28,2 29,9 26,2 24,6 28, ,5 27,5 25,5 Tid från locket av vakuumugn stängs stängs tills vakuum stängs av 136,3 136,5 136,3 136,3 137,6 137,3 153,9 141,3 136, Tid förbränningsugn till vakuumugn stängs av [s] Tid från locket av vakuumugn stängs stängs tills gjutningen börjar [s] Tid från valuum är i gång tills gjutning börjar [s] 73,5 77,5 74,5 73,5 73,5 74,5 75,5 78,5 73,5 74,5 73,5 72,5 tid förbränningsugn till att smälta är i kontakt med skal [s] 100,7 105,5 102,7 101,7 103,4 100,7 100,1 106,7 101, Tid för fyllnad av skal [s] 9,25 8,6 8,5 9,4 9,16 7,07 8 8,85 6,65 Vakuumtid 109,1 108,5 108,1 108,1 107,7 111,1 129,3 113,1 108,5 110,5 109,5 109,5 Vakuumtid under gjutning 35,6 31,0 33,6 34,6 34,2 36,6 53,8 34,6 35,0 36,0 36,0 37,0 Massflöde 2,16 2,33 2,35 2,13 2,18 2,83 2,50 2,26 3,01 70
71 Massflöde [kg/s] Tid [s] BILAGA 2: GRAFER ÖVER TIDSMÄTNINGAR OCH MASSFLÖDE Tidsmätningar 0 Förbränningsugn till vakuumugn Från vakuum är i gång tills gjutning börjar Tid för fyllnad av skal Vakumtid under gjutning Förbränningsugn till vakuumugn stängs av Träd 1 Träd 2 Träd 3 Träd 4 Träd 5 Träd 6 Träd 7 Träd 8 Träd 9 Träd 10 Träd 11 Träd 12 Medelvärde Medianvärde Uppmätningar av massflöde 3,50 3,00 2,50 2,16 2,33 2,35 2,13 2,18 2,83 2,50 2,26 3,01 2,42 2,33 2,00 1,50 1,00 0,50 0,00 Uppmätningar 71
72 BILAGA 3: SPECIFIKA VÄRMEKAPACITET FÖR GJUTFORM OCH UNDERSÖKTA METALL (HASTELLOY X) 72
73 BILAGA 4: INDATA FÖR SCENARIO 1 I SIMULERING Scenario 1.psp NovaFlow&Solid (Build ) Date : Box dimension,casting position and number of cells along X, mm along Y, mm along Z, mm Size of cells, mm 2.00 Total cells: Casting cells: Solids names Mould materials T, C omritat vaxträd HASTELLOY X#### Shell_001 Ceramicl_TPC-FRI#### Mould material Air - Vacuum Change condition material Air - Outside Mold Cavity medium Air - Vacuum Air gap HASTELLOY X#### - Ceramicl_TPC-FRI#### Contact gap, µm 2.00 Air-gap formation starts at, C Database name C:\Novacast Systems\NFS_6.3r32\System\Material_6.3r1.sdf 73
74 Mould material Total emissivity Gas.p., 10^-6*m^2/Pa/s Radiolucency Ceramicl_TPC-FRI#### Air - Vacuum 1.00 Air - Outside Mold 1.00 Air - Vacuum 1.00 Shrinkage calculation model Mechanical properties High gravity influence Influence coeff.( ) : 83 "Feeding" pressure, Bar : Alloy Compr., 1/Mbar Cav.press, Bar CLF up, % CLF down, % CLFpres, % CLF Niyama, % Property created HASTELLOY X#### by phases 0 - quasi-equilibrium model calculation, without segregation Without taking gas into account at filling With convection Aggressive AMG The Gauss-Seidel method Coatings Alloy & Mould materials d, mm C, W/m/ C Ceramicl_TPC-FRI#### Gatings X, mm Y, mm Z, mm Boundary conditions Heat radiation Filling Stop criteria Volume of mould filled, % : Pouring type Gatings : 1 Lip pouring Friction factor : Pressure height, mm : Teta, : Fi, : Time, s Alloy Stream diameter, mm Flow, kg/s Stream area, mm^ HASTELLOY X####

75 BILAGA 5: INDATA FÖR SCENARIO 2.1 I SIMULERING Scenario 2.1 (skannat).psp NovaFlow&Solid (Build ) Date : Box dimension,casting position and number of cells along X, mm along Y, mm along Z, mm Size of cells, mm 2.00 Total cells: Casting cells: Solids names Mould materials T, C vax simulation HASTELLOY X#### skal simulation Ceramicl_TPC-FRI#### Mould material Air - Vacuum Change condition material Air - Blowing Cavity medium Air - Vacuum
76 Air gap HASTELLOY X#### - Ceramicl_TPC-FRI#### Contact gap, µm 2.00 Air-gap formation starts at, C Database name C:\Novacast Systems\NFS_6.3r32\System\Material_6.3r1.sdf Mould material Total emissivity Gas.p., 10^-6*m^2/Pa/s Radiolucency Ceramicl_TPC-FRI#### Air - Vacuum 1.00 Air - Blowing 1.00 Air - Vacuum 1.00 Shrinkage calculation model Mechanical properties High gravity influence Influence coeff.( ) : 83 "Feeding" pressure, Bar : Alloy Compr., 1/Mbar Cav.press, Bar CLF up, % CLF down, % CLFpres, % CLF Niyama, % Property created HASTELLOY X#### by phases 0 - quasi-equilibrium model calculation, without segregation Without taking gas into account at filling With convection Aggressive AMG The Gauss-Seidel method Coatings Alloy & Mould materials d, mm C, W/m/ C Ceramicl_TPC-FRI#### Gatings X, mm Y, mm Z, mm Boundary conditions Heat radiation Filling Stop criteria Volume of mould filled, % : Pouring type Gatings : 1 Lip pouring Friction factor : Pressure height, mm : Teta, : Fi, : Time, s Alloy Stream diameter, mm Flow, kg/s Stream area, mm^ HASTELLOY X####
77 BILAGA 6: INDATA FÖR SCENARIO 2.2 I SIMULERING Scenario 2.2.psp NovaFlow&Solid (Build ) Date : Box dimension,casting position and number of cells along X, mm along Y, mm along Z, mm Size of cells, mm 2.00 Total cells: Casting cells: Solids names Mould materials T, C omritat vaxträd HASTELLOY X#### Shell_001 Ceramicl_TPC-FRI#### Mould material Air - Vacuum Change condition material Air - Outside Mold Cavity medium Air - Vacuum
78 Air gap HASTELLOY X#### - Ceramicl_TPC-FRI#### Contact gap, µm 2.00 Air-gap formation starts at, C Database name C:\Novacast Systems\NFS_6.3r32\System\Material_6.3r1.sdf Mould material Total emissivity Gas.p., 10^-6*m^2/Pa/s Radiolucency Ceramicl_TPC-FRI#### Air - Vacuum 1.00 Air - Outside Mold 1.00 Air - Vacuum 1.00 Shrinkage calculation model Mechanical properties High gravity influence Influence coeff.( ) : 83 "Feeding" pressure, Bar : Alloy Compr., 1/Mbar Cav.press, Bar CLF up, % CLF down, % CLFpres, % CLF Niyama, % Property created HASTELLOY X#### by phases 0 - quasi-equilibrium model calculation, without segregation Without taking gas into account at filling With convection Aggressive AMG The Gauss-Seidel method Coatings Alloy & Mould materials d, mm C, W/m/ C Ceramicl_TPC-FRI#### Gatings X, mm Y, mm Z, mm Boundary conditions Heat radiation Filling Stop criteria Volume of mould filled, % : Pouring type Gatings : 1 Lip pouring Friction factor : Pressure height, mm : Teta, : Fi, : Time, s Alloy Stream diameter, mm Flow, kg/s Stream area, mm^ HASTELLOY X####

79 BILAGA 7: SCREENSHOTS FRÅN NOVAFLOW 79
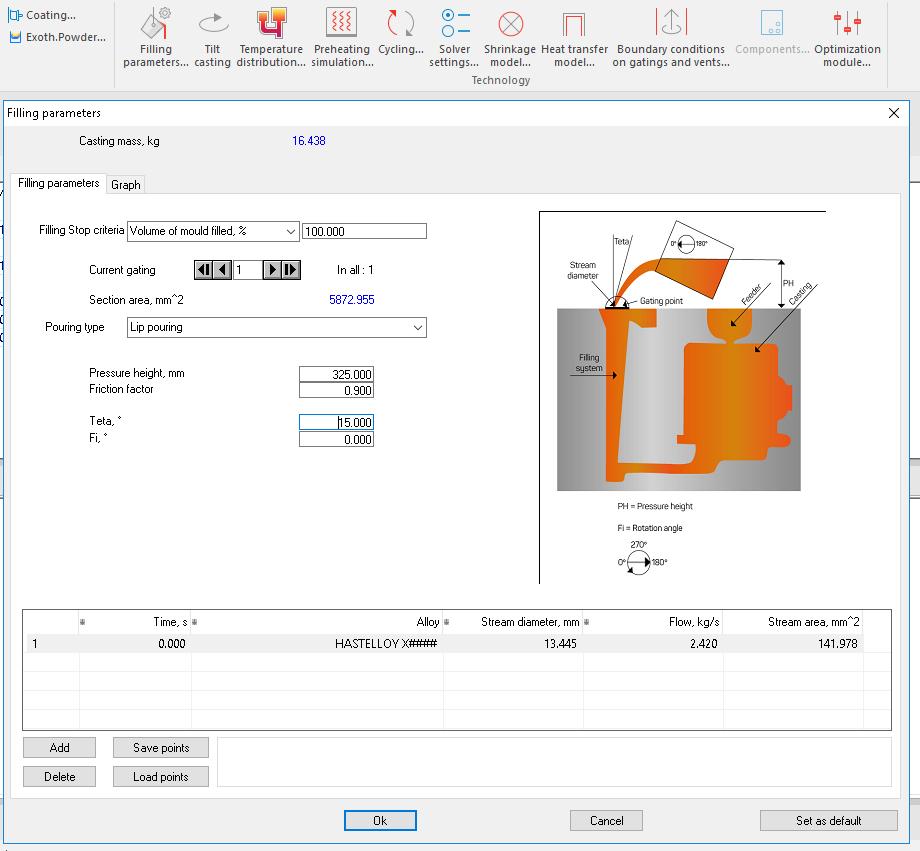
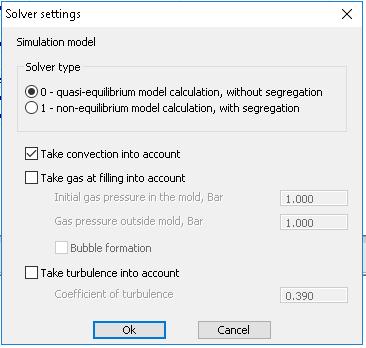
80 80
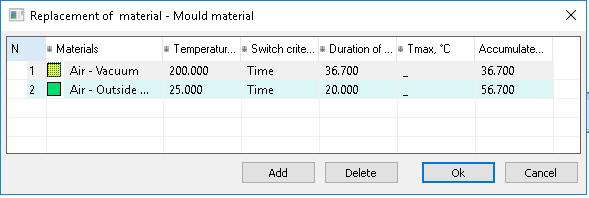
81 81

82 BILAGA 8: KVANTIFIERING AV FEL 82

83 BILAGA 9: LAMINÄR & TURBULENT MODELL 83


84 BILAGA 10: RITNINGAR PÅ MONTERING 84

85 Box 883, Västerås Tfn: Box 325, Eskilstuna Tfn: E-post: Webb: 85
Strömning och varmetransport/ varmeoverføring
 Lektion 7: Värmetransport TKP4100/TMT4206 Strömning och varmetransport/ varmeoverføring Reynolds tal är ett dimensionslöst tal som beskriver flödesegenskaperna hos en fluid. Ett lågt värde på Reynolds
Lektion 7: Värmetransport TKP4100/TMT4206 Strömning och varmetransport/ varmeoverføring Reynolds tal är ett dimensionslöst tal som beskriver flödesegenskaperna hos en fluid. Ett lågt värde på Reynolds
PTG 2015 Övning 4. Problem 1
 PTG 015 Övning 4 1 Problem 1 En frys avger 10 W värme till ett rum vars temperatur är C. Frysens temperatur är 3 C. En isbricka som innehåller 0,5 kg flytande vatten vid 0 C placeras i frysen där den fryser
PTG 015 Övning 4 1 Problem 1 En frys avger 10 W värme till ett rum vars temperatur är C. Frysens temperatur är 3 C. En isbricka som innehåller 0,5 kg flytande vatten vid 0 C placeras i frysen där den fryser
Uppdragets syfte var att med CFD-simulering undersöka spridningen av gas vid ett läckage i en tankstation.
 Gasutsläpp Busstankning Syfte Uppdragets syfte var att med CFD-simulering undersöka spridningen av gas vid ett läckage i en tankstation. Förutsättningar Läckage Den läckande gasen var metan med en densitet
Gasutsläpp Busstankning Syfte Uppdragets syfte var att med CFD-simulering undersöka spridningen av gas vid ett läckage i en tankstation. Förutsättningar Läckage Den läckande gasen var metan med en densitet
PM Bussdepå - Gasutsläpp. Simulering av metanutsläpp Verkstad. 1. Förutsättningar
 Simulering av metanutsläpp Verkstad 1. Förutsättningar 1.1 Geometri Verkstaden var 35,5 meter lång, 24 meter bred och takhöjd 6 meter. En buss med måtten längd 18 meter, bredd 2,6 meter och höjd 3,4 meter
Simulering av metanutsläpp Verkstad 1. Förutsättningar 1.1 Geometri Verkstaden var 35,5 meter lång, 24 meter bred och takhöjd 6 meter. En buss med måtten längd 18 meter, bredd 2,6 meter och höjd 3,4 meter
Strömning och varmetransport/ varmeoverføring
 Lektion 2: Värmetransport TKP4100/TMT4206 Strömning och varmetransport/ varmeoverføring Metaller är kända för att kunna leda värme, samt att överföra värme från en hög temperatur till en lägre. En kombination
Lektion 2: Värmetransport TKP4100/TMT4206 Strömning och varmetransport/ varmeoverføring Metaller är kända för att kunna leda värme, samt att överföra värme från en hög temperatur till en lägre. En kombination
Energitransport i biologiska system
 Energitransport i biologiska system Termodynamikens första lag Energi kan inte skapas eller förstöras, endast omvandlas. Energiekvationen de sys dt dq dt dw dt För kontrollvolym: d dt CV Ändring i kontrollvolym
Energitransport i biologiska system Termodynamikens första lag Energi kan inte skapas eller förstöras, endast omvandlas. Energiekvationen de sys dt dq dt dw dt För kontrollvolym: d dt CV Ändring i kontrollvolym
HYDRAULIK Grundläggande begrepp I
 HYDRAULIK Grundläggande begrepp I Rolf Larsson, Tekn Vattenresurslära För VVR145, 17 april, 2012 NASA/ Astronaut Photography of Earth - Quick View VVR015 Hydraulik/ Grundläggande begrepp I 19 feb 2014
HYDRAULIK Grundläggande begrepp I Rolf Larsson, Tekn Vattenresurslära För VVR145, 17 april, 2012 NASA/ Astronaut Photography of Earth - Quick View VVR015 Hydraulik/ Grundläggande begrepp I 19 feb 2014
6. Värme, värmekapacitet, specifik värmekapacitet (s. 93 105)
") 6. Värme, värmekapacitet, specifik värmekapacitet (s. 93 105) Termodynamikens nollte huvudsats säger att temperaturskillnader utjämnas i isolerade system. Med andra ord strävar system efter termisk jämvikt
6. Värme, värmekapacitet, specifik värmekapacitet (s. 93 105) Termodynamikens nollte huvudsats säger att temperaturskillnader utjämnas i isolerade system. Med andra ord strävar system efter termisk jämvikt
Mätning av effekt och beräkning av energiförbrukning hos ett ute spa.
 Kontaktperson Mathias Johansson 2015-06-16 5P03129-02 rev. 1 1 (4) Energi och bioekonomi 010-516 56 61 mathias.johansson.et@sp.se Nordiska Kvalitetspooler AB Box 22 818 03 FORSBACKA Energimätning på utespa
Kontaktperson Mathias Johansson 2015-06-16 5P03129-02 rev. 1 1 (4) Energi och bioekonomi 010-516 56 61 mathias.johansson.et@sp.se Nordiska Kvalitetspooler AB Box 22 818 03 FORSBACKA Energimätning på utespa
Rapport nr: Full processimulering. Johan Haglind
 Rapport nr: 2012-17 Full processimulering Johan Haglind Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 swecast@swerea.se http://www.swereaswecast.se 2013, Projekt nr Projekt namn
Rapport nr: 2012-17 Full processimulering Johan Haglind Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 swecast@swerea.se http://www.swereaswecast.se 2013, Projekt nr Projekt namn
Om-Tentamen Inledande kurs i energiteknik 7,5hp. Lösningsförslag. Tid: , Kl Plats: Östra paviljongerna
 UMEÅ UNIVERSITET Tillämpad Fysik & Elektronik A Åstrand Mohsen Soleimani-Mohseni 2014-11-15 Om-Tentamen Inledande kurs i energiteknik 7,5hp Lösningsförslag Tid: 141115, Kl. 09.00-15.00 Plats: Östra paviljongerna
UMEÅ UNIVERSITET Tillämpad Fysik & Elektronik A Åstrand Mohsen Soleimani-Mohseni 2014-11-15 Om-Tentamen Inledande kurs i energiteknik 7,5hp Lösningsförslag Tid: 141115, Kl. 09.00-15.00 Plats: Östra paviljongerna
Kontaktperson Datum Beteckning Sida Mathias Johansson 2014-11-24 4P06815-04 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.
 Energiteknik 010-516 56 61 mathias.johansson.et@sp.") Kontaktperson Mathias Johansson 2014-11-24 4P06815-04 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Skånska Byggvaror AB Box 22238 250 24 HELSINGBORG Mätning av energiförbrukning hos utespa
Kontaktperson Mathias Johansson 2014-11-24 4P06815-04 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Skånska Byggvaror AB Box 22238 250 24 HELSINGBORG Mätning av energiförbrukning hos utespa
Linköpings tekniska högskola Exempeltentamen 8 IEI / Mekanisk värmeteori och strömningslära. Exempeltentamen 8. strömningslära, miniräknare.
 Linköpings tekniska högskola Exempeltentamen 8 IEI / Mekanisk värmeteori och strömningslära Joakim Wren Exempeltentamen 8 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära,
Linköpings tekniska högskola Exempeltentamen 8 IEI / Mekanisk värmeteori och strömningslära Joakim Wren Exempeltentamen 8 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära,
Energiteknik I Energiteknik Provmoment: Tentamen Ladokkod: 41K02B/41ET07 Tentamen ges för: En1, Bt1, Pu2, Pu3. 7,5 högskolepoäng
 Energiteknik I Energiteknik Provmoment: Tentamen Ladokkod: 4K0B/4ET07 Tentamen ges för: En, Bt, Pu, Pu3 7,5 högskolepoäng Tentamensdatum: 08-05-8 Tid: 4.00-8.00 Hjälpmedel: Valfri miniräknare, formelsamling:
Energiteknik I Energiteknik Provmoment: Tentamen Ladokkod: 4K0B/4ET07 Tentamen ges för: En, Bt, Pu, Pu3 7,5 högskolepoäng Tentamensdatum: 08-05-8 Tid: 4.00-8.00 Hjälpmedel: Valfri miniräknare, formelsamling:
Strömning och varmetransport/ varmeoverføring
 Lektion 10: Värmetransport TKP4100/TMT4206 Strömning och varmetransport/ varmeoverføring Värmestrålning är en av de kritiska komponent vid värmeöverföring i en rad olika förbränningsprocesser. Ragnhild
Lektion 10: Värmetransport TKP4100/TMT4206 Strömning och varmetransport/ varmeoverføring Värmestrålning är en av de kritiska komponent vid värmeöverföring i en rad olika förbränningsprocesser. Ragnhild
Sandgjutet Aluminiumgjutgods
 Sandgjutet Aluminiumgjutgods Om oss: GAP är ett företag som erbjuder full kundservice; från design och utveckling av detaljen som ska gjutas, till leverans av färdigt bearbetade, målade och testade artiklar.
Sandgjutet Aluminiumgjutgods Om oss: GAP är ett företag som erbjuder full kundservice; från design och utveckling av detaljen som ska gjutas, till leverans av färdigt bearbetade, målade och testade artiklar.
Kontaktperson Datum Beteckning Sida Mathias Johansson 2014-11-14 4P06815-01 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.
 Energiteknik 010-516 56 61 mathias.johansson.et@sp.") Kontaktperson Mathias Johansson 2014-11-14 4P06815-01 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Skånska Byggvaror AB Box 22238 250 24 HELSINGBORG Mätning av energiförbrukning hos utespa
Kontaktperson Mathias Johansson 2014-11-14 4P06815-01 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Skånska Byggvaror AB Box 22238 250 24 HELSINGBORG Mätning av energiförbrukning hos utespa
Linköpings tekniska högskola Exempeltentamen 6 IEI / Mekanisk värmeteori och strömningslära. Exempeltentamen 6. strömningslära, miniräknare.
 Linköpings tekniska högskola Exempeltentamen 6 IEI / Mekanisk värmeteori och strömningslära Joakim Wren Exempeltentamen 6 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära,
Linköpings tekniska högskola Exempeltentamen 6 IEI / Mekanisk värmeteori och strömningslära Joakim Wren Exempeltentamen 6 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära,
Kontaktperson Datum Beteckning Sida Mathias Johansson P (4) Energiteknik
 Energiteknik") Kontaktperson Mathias Johansson 2013-12-04 3P07520-01 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Nordic
Kontaktperson Mathias Johansson 2013-12-04 3P07520-01 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Nordic
Jämförelse av ventilsystems dynamiska egenskaper
 Jämförelse av ventilsystems dynamiska egenskaper Bo R. ndersson Fluida och Mekatroniska System, Institutionen för ekonomisk och industriell utveckling, Linköping, Sverige E-mail: bo.andersson@liu.se Sammanfattning
Jämförelse av ventilsystems dynamiska egenskaper Bo R. ndersson Fluida och Mekatroniska System, Institutionen för ekonomisk och industriell utveckling, Linköping, Sverige E-mail: bo.andersson@liu.se Sammanfattning
Linköpings tekniska högskola Exempeltentamen 5 IEI / Mekanisk värmeteori och strömningslära. Exempeltentamen 5. strömningslära, miniräknare.
 Linköpings tekniska högskola Exempeltentamen 5 IEI / Mekanisk värmeteori och strömningslära Joakim Wren Exempeltentamen 5 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära,
Linköpings tekniska högskola Exempeltentamen 5 IEI / Mekanisk värmeteori och strömningslära Joakim Wren Exempeltentamen 5 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära,
Linnéuniversitetet Institutionen för fysik och elektroteknik
 Linnéuniversitetet Institutionen för fysik och elektroteknik Ht2015 Program: Naturvetenskapligt basår Kurs: Fysik Bas 1 delkurs 1 Laborationsinstruktion 1 Densitet Namn:... Lärare sign. :. Syfte: Träna
Linnéuniversitetet Institutionen för fysik och elektroteknik Ht2015 Program: Naturvetenskapligt basår Kurs: Fysik Bas 1 delkurs 1 Laborationsinstruktion 1 Densitet Namn:... Lärare sign. :. Syfte: Träna
UTVÄRDERING AV QUALIFLASH - METODEN
 060330 UTVÄRDERING AV QUALIFLASH - METODEN Marie Lorentzon Maria Nylander Svenska Gjuteriföreningen Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@gjuteriforeningen.se http://www.gjuteriforeningen.se
060330 UTVÄRDERING AV QUALIFLASH - METODEN Marie Lorentzon Maria Nylander Svenska Gjuteriföreningen Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@gjuteriforeningen.se http://www.gjuteriforeningen.se
SLUTRAPPORT (Ref.nr. 11-111): Optimerad design för gjutna komponenter - Defekters inverkan på hållfastheten i aluminiumgjutgods
: Optimerad design för gjutna komponenter - Defekters inverkan på hållfastheten i aluminiumgjutgods") Ångpanneföreningens Forskningsstiftelse Frösundaleden 2 169 99 STOCKHOLM SLUTRAPPORT (Ref.nr. 11-111): Optimerad design för gjutna komponenter - Defekters inverkan på hållfastheten i aluminiumgjutgods
Ångpanneföreningens Forskningsstiftelse Frösundaleden 2 169 99 STOCKHOLM SLUTRAPPORT (Ref.nr. 11-111): Optimerad design för gjutna komponenter - Defekters inverkan på hållfastheten i aluminiumgjutgods
2. Vad innebär termodynamikens första lag? (2p)
") Tentamen 20140425 14:0019:00 Tentamen är i två delar. Teoridelen (del A) skall lämnas in innan del B påbörjas. Hjälpmedel: Del A, inga hjälpmedel. Del B, kursbok, åhörarkopior från föreläsningar, föreläsningsanteckningar
Tentamen 20140425 14:0019:00 Tentamen är i två delar. Teoridelen (del A) skall lämnas in innan del B påbörjas. Hjälpmedel: Del A, inga hjälpmedel. Del B, kursbok, åhörarkopior från föreläsningar, föreläsningsanteckningar
Vetenskaplig metod och statistik
 Vetenskaplig metod och statistik Innehåll Vetenskaplighet Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på
Vetenskaplig metod och statistik Innehåll Vetenskaplighet Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på
Lathund fo r rapportskrivning: LATEX-mall. F orfattare Institutionen f or teknikvetenskap och matematik
 Lathund fo r rapportskrivning: LATEX-mall F orfattare forfattare@student.ltu.se Institutionen f or teknikvetenskap och matematik 31 maj 2017 1 Sammanfattning Sammanfattningen är fristående från rapporten
Lathund fo r rapportskrivning: LATEX-mall F orfattare forfattare@student.ltu.se Institutionen f or teknikvetenskap och matematik 31 maj 2017 1 Sammanfattning Sammanfattningen är fristående från rapporten
Kontaktperson Datum Beteckning Sida Mathias Johansson P (4) Energiteknik
 Energiteknik") Kontaktperson Mathias Johansson 2013-12-18 3P07520-03 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa @Home Dream
Kontaktperson Mathias Johansson 2013-12-18 3P07520-03 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa @Home Dream
12) Terminologi. Brandflöde. Medelbrandflöde. Brandskapat flöde avses den termiska expansionen av rumsvolymen per tidsenhet i rum där brand uppstått.
 Terminologi. Brandflöde. Medelbrandflöde. Brandskapat flöde avses den termiska expansionen av rumsvolymen per tidsenhet i rum där brand uppstått.") 12) Terminologi Brandflöde Brandskapat flöde avses den termiska expansionen av rumsvolymen per tidsenhet i rum där brand uppstått. Medelbrandflöde Ökningen av luftvolymen som skapas i brandrummet när rummet
12) Terminologi Brandflöde Brandskapat flöde avses den termiska expansionen av rumsvolymen per tidsenhet i rum där brand uppstått. Medelbrandflöde Ökningen av luftvolymen som skapas i brandrummet när rummet
P1. I en cylinder med lättrörlig(friktionsfri) men tätslutande kolv finns(torr) luft vid trycket 105 kpa, temperaturen 300 K och volymen 1.40 m 3.
 men tätslutande kolv finns(torr) luft vid trycket 105 kpa, temperaturen 300 K och volymen 1.40 m 3.") P1. I en cylinder med lättrörlig(friktionsfri) men tätslutande kolv finns(torr) luft vid trycket 105 kpa, temperaturen 300 K och volymen 1.40 m 3. Luften värms nu långsamt via en elektrisk resistansvärmare
P1. I en cylinder med lättrörlig(friktionsfri) men tätslutande kolv finns(torr) luft vid trycket 105 kpa, temperaturen 300 K och volymen 1.40 m 3. Luften värms nu långsamt via en elektrisk resistansvärmare
Lektion 5: Innehåll. Bernoullis ekvation. c 5MT007: Lektion 5 p. 1
 Lektion 5: Innehåll Bernoullis ekvation c 5MT007: Lektion 5 p. 1 Lektion 5: Innehåll Bernoullis ekvation Reynoldstal (Re) c 5MT007: Lektion 5 p. 1 Lektion 5: Innehåll Bernoullis ekvation Reynoldstal (Re)
Lektion 5: Innehåll Bernoullis ekvation c 5MT007: Lektion 5 p. 1 Lektion 5: Innehåll Bernoullis ekvation Reynoldstal (Re) c 5MT007: Lektion 5 p. 1 Lektion 5: Innehåll Bernoullis ekvation Reynoldstal (Re)
Linköpings tekniska högskola IEI / Mekanisk värmeteori och strömningslära. Exempeltentamen 8. strömningslära, miniräknare.
 Linköpings tekniska högskola IEI / Mekanisk värmeteori och strömningslära Tentamen Joakim Wren Exempeltentamen 8 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära, miniräknare.
Linköpings tekniska högskola IEI / Mekanisk värmeteori och strömningslära Tentamen Joakim Wren Exempeltentamen 8 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära, miniräknare.
Final i Wallenbergs Fysikpris
 Final i Wallenbergs Fysikpris 26-27 mars 2010. Teoriprov Lösningsförslag 1. a) Vattens värmekapacitivitet: Isens värmekapacitivitet: Smältvärmet: Kylmaskinen drivs med spänningen och strömmen. Kylmaskinens
Final i Wallenbergs Fysikpris 26-27 mars 2010. Teoriprov Lösningsförslag 1. a) Vattens värmekapacitivitet: Isens värmekapacitivitet: Smältvärmet: Kylmaskinen drivs med spänningen och strömmen. Kylmaskinens
Linköpings tekniska högskola Exempeltentamen 7 IEI / Mekanisk värmeteori och strömningslära. Exempeltentamen 7. strömningslära, miniräknare.
 Linköpings tekniska högskola Exempeltentamen 7 IEI / Mekanisk värmeteori och strömningslära Joakim Wren Exempeltentamen 7 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära,
Linköpings tekniska högskola Exempeltentamen 7 IEI / Mekanisk värmeteori och strömningslära Joakim Wren Exempeltentamen 7 Tillåtna hjälpmedel: Allmänt: Formelsamling i Mekanisk värmeteori och strömningslära,
Projektarbete Kylska p
 Projektarbete Kylska p Kursnamn Termodynamik, TMMI44 Grupptillhörighet MI 1A grupp 2 Inlämningsdatum Namn Personummer E-postadress Ebba Andrén 950816 ebban462@student.liu.se Kajsa-Stina Hedback 940816
Projektarbete Kylska p Kursnamn Termodynamik, TMMI44 Grupptillhörighet MI 1A grupp 2 Inlämningsdatum Namn Personummer E-postadress Ebba Andrén 950816 ebban462@student.liu.se Kajsa-Stina Hedback 940816
Fysikaliska modeller. Skapa modeller av en fysikalisk verklighet med hjälp av experiment. Peter Andersson IFM fysik, adjunkt
 Fysikaliska modeller Skapa modeller av en fysikalisk verklighet med hjälp av experiment Peter Andersson IFM fysik, adjunkt På denna föreläsning Vad är en fysikalisk modell? Linjärisering med hjälp av logaritmer
Fysikaliska modeller Skapa modeller av en fysikalisk verklighet med hjälp av experiment Peter Andersson IFM fysik, adjunkt På denna föreläsning Vad är en fysikalisk modell? Linjärisering med hjälp av logaritmer
Kontaktperson Datum Beteckning Sida Mathias Johansson P (4) Energiteknik
 Energiteknik") Kontaktperson Mathias Johansson 2013-12-18 3P07520-04 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Vita Intrigue
Kontaktperson Mathias Johansson 2013-12-18 3P07520-04 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Vita Intrigue
Vätskors volymökning
 Värmelära Värme Värme är rörelse hos atomer och molekyler. Ju varmare ett föremål är desto kraftigare är atomernas eller molekylernas rörelse (tar mer utrymme). Fast Flytande Gas Atomerna har bestämda
Värmelära Värme Värme är rörelse hos atomer och molekyler. Ju varmare ett föremål är desto kraftigare är atomernas eller molekylernas rörelse (tar mer utrymme). Fast Flytande Gas Atomerna har bestämda
MMVA01 Termodynamik med strömningslära Exempel på tentamensuppgifter
 TERMODYNAMIK MMVA01 Termodynamik med strömningslära Exempel på tentamensuppgifter T1 En behållare med 45 kg vatten vid 95 C placeras i ett tätslutande, välisolerat rum med volymen 90 m 3 (stela väggar)
TERMODYNAMIK MMVA01 Termodynamik med strömningslära Exempel på tentamensuppgifter T1 En behållare med 45 kg vatten vid 95 C placeras i ett tätslutande, välisolerat rum med volymen 90 m 3 (stela väggar)
Tentamen i termisk energiteknik 5HP för ES3, 2009, , kl 9-14.
 Tentamen i termisk energiteknik 5HP för ES3, 2009, 2009-10-19, kl 9-14. Namn:. Personnr: Markera vilka uppgifter som du gjort: ( ) Uppgift 1a (2p). ( ) Uppgift 1b (2p). ( ) Uppgift 2a (1p). ( ) Uppgift
Tentamen i termisk energiteknik 5HP för ES3, 2009, 2009-10-19, kl 9-14. Namn:. Personnr: Markera vilka uppgifter som du gjort: ( ) Uppgift 1a (2p). ( ) Uppgift 1b (2p). ( ) Uppgift 2a (1p). ( ) Uppgift
Vetenskaplig metod och Statistik
 Vetenskaplig metod och Statistik Innehåll Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på Experiment NE:
Vetenskaplig metod och Statistik Innehåll Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på Experiment NE:
Kontaktperson Datum Beteckning Sida Mathias Johansson P (4) Energiteknik
 Energiteknik") Kontaktperson Mathias Johansson 2016-05-04 5P03410-01 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Encore
Kontaktperson Mathias Johansson 2016-05-04 5P03410-01 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Encore
Wilma kommer ut från sitt luftkonditionerade hotellrum bildas genast kondens (imma) på hennes glasögon. Uppskatta
 på hennes glasögon. Uppskatta") TENTAMEN I FYSIK FÖR V1, 18 AUGUSTI 2011 Skrivtid: 14.00-19.00 Hjälpmedel: Formelblad och räknare. Börja varje ny uppgift på nytt blad. Lösningarna ska vara väl motiverade och försedda med svar. Kladdblad
TENTAMEN I FYSIK FÖR V1, 18 AUGUSTI 2011 Skrivtid: 14.00-19.00 Hjälpmedel: Formelblad och räknare. Börja varje ny uppgift på nytt blad. Lösningarna ska vara väl motiverade och försedda med svar. Kladdblad
Lösningsförslag Tentamen Inledande kurs i energiteknik 7,5hp
 UMEÅ UNIVERSITET Tillämad Fysik & Elektronik A Åstrand Mohsen Soleimani-Mohseni 014-09-9 Lösningsförslag Tentamen Inledande kurs i energiteknik 7,5h Tid: 14099, Kl. 09.00-15.00 Plats: Östra aviljongerna
UMEÅ UNIVERSITET Tillämad Fysik & Elektronik A Åstrand Mohsen Soleimani-Mohseni 014-09-9 Lösningsförslag Tentamen Inledande kurs i energiteknik 7,5h Tid: 14099, Kl. 09.00-15.00 Plats: Östra aviljongerna
Optimering av isoleringstjocklek på ackumulatortank
 Optimering av isoleringstjocklek på ackumulatortank Projektarbete i kursen Simulering och optimering av energisystem, 5p Handledare: Lars Bäckström Tillämpad fysik och elektronik 005-05-7 Bakgrund Umeå
Optimering av isoleringstjocklek på ackumulatortank Projektarbete i kursen Simulering och optimering av energisystem, 5p Handledare: Lars Bäckström Tillämpad fysik och elektronik 005-05-7 Bakgrund Umeå
DELPROV 2/TENTAMEN STRÖMNINGSLÄRA FÖR W, VVR OKTOBER 2003, 08:00-11:00 (Delprov), 08:00-13:00 (Tentamen)
, 08:00-13:00 (Tentamen)") Joakim Malm Teknisk Vattenresurslära LTH DELPROV /TENTAMEN STRÖMNINGSLÄRA FÖR W, VVR0 4 OKTOBER 003, 08:00-:00 (Delprov), 08:00-3:00 (Tentamen) Tillåtna hjälpmedel: Kom ihåg: För samtliga uppgifter: Rättning:
Joakim Malm Teknisk Vattenresurslära LTH DELPROV /TENTAMEN STRÖMNINGSLÄRA FÖR W, VVR0 4 OKTOBER 003, 08:00-:00 (Delprov), 08:00-3:00 (Tentamen) Tillåtna hjälpmedel: Kom ihåg: För samtliga uppgifter: Rättning:
Kontaktperson Datum Beteckning Sida Mathias Johansson P (4) Energiteknik
 Energiteknik") Kontaktperson Mathias Johansson 2013-12-18 3P07520-02 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Vita Grand
Kontaktperson Mathias Johansson 2013-12-18 3P07520-02 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Vita Grand
Kontaktperson Datum Beteckning Sida Mathias Johansson 2013-03-18 PX26814-1 1 (3) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se.
 Energiteknik 010-516 56 61 mathias.johansson.et@sp.se.") Kontaktperson Mathias Johansson 2013-03-18 PX26814-1 1 (3) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Nordic Encore
Kontaktperson Mathias Johansson 2013-03-18 PX26814-1 1 (3) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Nordic Encore
Användarmanual (ver. 1.31 Injektor Solutions)
") KombiTemp HACCP För livsmedelsinspektioner Användarmanual (ver. 1.1 Injektor Solutions) KombiTemp HACCP är speciellt framtagen för dig som arbetar med egentillsyn av livsmedel. KombiTemp kombinerar det
KombiTemp HACCP För livsmedelsinspektioner Användarmanual (ver. 1.1 Injektor Solutions) KombiTemp HACCP är speciellt framtagen för dig som arbetar med egentillsyn av livsmedel. KombiTemp kombinerar det
Vetenskaplig metod och statistik
 Vetenskaplig metod och statistik Innehåll Vetenskaplighet Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på
Vetenskaplig metod och statistik Innehåll Vetenskaplighet Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på
Kan hagel bli hur stora som helst?
 Lennart.wern@smhi.se 2010-03-12 Kan hagel bli hur stora som helst? Det dök upp ett ärende här på vår avdelning "Information och Statistik" på SMHI angående ett hagel som skulle ha vägt 600 gram och fallit
Lennart.wern@smhi.se 2010-03-12 Kan hagel bli hur stora som helst? Det dök upp ett ärende här på vår avdelning "Information och Statistik" på SMHI angående ett hagel som skulle ha vägt 600 gram och fallit
ENERGIPROCESSER, 15 Hp
 UMEÅ UNIVERSITET Tillämpad fysik och elektronik Mohsen Soleimani-Mohseni Robert Eklund Umeå 10/3 2012 ENERGIPROCESSER, 15 Hp Tid: 09.00-15.00 den 10/3-2012 Hjälpmedel: Alvarez Energiteknik del 1 och 2,
UMEÅ UNIVERSITET Tillämpad fysik och elektronik Mohsen Soleimani-Mohseni Robert Eklund Umeå 10/3 2012 ENERGIPROCESSER, 15 Hp Tid: 09.00-15.00 den 10/3-2012 Hjälpmedel: Alvarez Energiteknik del 1 och 2,
Godkänt-del. Hypotetisk tentamen för Termodynamik och ytkemi, KFKA10
 Hypotetisk tentamen för Termodynamik och ytkemi, KFKA10 Tillåtna hjälpmedel: Miniräknare, utdelat formelblad och tabellblad. Godkänt-del För uppgift 1 9 krävs endast svar. För övriga uppgifter ska slutsatser
Hypotetisk tentamen för Termodynamik och ytkemi, KFKA10 Tillåtna hjälpmedel: Miniräknare, utdelat formelblad och tabellblad. Godkänt-del För uppgift 1 9 krävs endast svar. För övriga uppgifter ska slutsatser
Förmågor och Kunskapskrav
 Fysik Årskurs 7 Förmågor och Kunskapskrav Använda kunskaper i fysik för att granska information, kommunicera och ta ställning i frågor som rör energi, teknik, miljö och samhälle F Y S I K Använda fysikens
Fysik Årskurs 7 Förmågor och Kunskapskrav Använda kunskaper i fysik för att granska information, kommunicera och ta ställning i frågor som rör energi, teknik, miljö och samhälle F Y S I K Använda fysikens
Konstruktionsanvisningar för gjutgods. Ingemar Svensson Gjuterikompetens i Huskvarna HB
 Konstruktionsanvisningar för gjutgods Ingemar Svensson Gjuterikompetens i Huskvarna HB SAMARBETA! Samarbete mellan konstruktör och gjutare på ett så tidigt stadium som möjligt är viktigt Råsandsformning
Konstruktionsanvisningar för gjutgods Ingemar Svensson Gjuterikompetens i Huskvarna HB SAMARBETA! Samarbete mellan konstruktör och gjutare på ett så tidigt stadium som möjligt är viktigt Råsandsformning
Laboration 1 Nedslagskratrar
 Laboration 1 Nedslagskratrar Den här laborationen är uppdelad i två försök, där man i båda försöken ska släppa stålkulor på en sandbädd, vilket kan ses som en mycket enkel simulering av ett meteoritnedslag.
Laboration 1 Nedslagskratrar Den här laborationen är uppdelad i två försök, där man i båda försöken ska släppa stålkulor på en sandbädd, vilket kan ses som en mycket enkel simulering av ett meteoritnedslag.
Delrapport 2: Oxidationens Inverkan på Långvågig Värmeöverföring
 Delrapport 2: Oxidationens Inverkan på Långvågig Värmeöverföring Fredrik Domhagen, Bijan Adl-Zarrabi Contents 1 Bakgrund... 2 2 Teori... 2 3 Experiment... 3 4 Resultat... 3 4.1 Påverkan på konduktivitet...
Delrapport 2: Oxidationens Inverkan på Långvågig Värmeöverföring Fredrik Domhagen, Bijan Adl-Zarrabi Contents 1 Bakgrund... 2 2 Teori... 2 3 Experiment... 3 4 Resultat... 3 4.1 Påverkan på konduktivitet...
Grundläggande energibegrepp
 Grundläggande energibegrepp 1 Behov 2 Tillförsel 3 Distribution 4 Vad är energi? Försök att göra en illustration av Energi. Hur skulle den se ut? Kanske solen eller. 5 Vad är energi? Energi används som
Grundläggande energibegrepp 1 Behov 2 Tillförsel 3 Distribution 4 Vad är energi? Försök att göra en illustration av Energi. Hur skulle den se ut? Kanske solen eller. 5 Vad är energi? Energi används som
Termodynamik, våglära och atomfysik (eller rätt och slätt inledande fysikkursen för n1)
") Termodynamik, våglära och atomfysik (eller rätt och slätt inledande fysikkursen för n1) Svängande stavar och fjädrar höstterminen 2007 Fysiska institutionen kurslaboratoriet LTH Svängande stavar och fjädrar
Termodynamik, våglära och atomfysik (eller rätt och slätt inledande fysikkursen för n1) Svängande stavar och fjädrar höstterminen 2007 Fysiska institutionen kurslaboratoriet LTH Svängande stavar och fjädrar
Transkritisk CO2 kylning med värmeåtervinning
 Transkritisk CO2 kylning med värmeåtervinning Författare: Kenneth Bank Madsen, Danfoss A/S & Peter Bjerg, Danfoss A/S Transkritiska CO 2 system har erövrat stora marknadsandelar de senaste åren, och baserat
Transkritisk CO2 kylning med värmeåtervinning Författare: Kenneth Bank Madsen, Danfoss A/S & Peter Bjerg, Danfoss A/S Transkritiska CO 2 system har erövrat stora marknadsandelar de senaste åren, och baserat
Lösningar/svar till tentamen i MTM119 Hydromekanik Datum:
 Lösningar/svar till tentamen i MTM9 Hydromekanik Datum: 005-05-0 Observera att lösningarna inte alltid är av tentamenslösningskvalitet. De skulle inte ge full poäng vid tentamen. Motiveringar kan saknas
Lösningar/svar till tentamen i MTM9 Hydromekanik Datum: 005-05-0 Observera att lösningarna inte alltid är av tentamenslösningskvalitet. De skulle inte ge full poäng vid tentamen. Motiveringar kan saknas
Kap 7 entropi. Ett medium som värms får ökande entropi Ett medium som kyls förlorar entropi
 Entropi Är inte så enkelt Vi kan se på det på olika sätt (mikroskopiskt, makroskopiskt, utifrån teknisk design). Det intressanta är förändringen i entropi ΔS. Men det finns en nollpunkt för entropi termodynamikens
Entropi Är inte så enkelt Vi kan se på det på olika sätt (mikroskopiskt, makroskopiskt, utifrån teknisk design). Det intressanta är förändringen i entropi ΔS. Men det finns en nollpunkt för entropi termodynamikens
Simulering av soldrivet torkskåp
 Simulering av soldrivet torkskåp Ivana Bogojevic och Jonna Persson INTRODUKTION Soltork drivna med enbart solenergi börjar bli ett populärt redskap i utvecklingsländer, då investeringskostnader är låga
Simulering av soldrivet torkskåp Ivana Bogojevic och Jonna Persson INTRODUKTION Soltork drivna med enbart solenergi börjar bli ett populärt redskap i utvecklingsländer, då investeringskostnader är låga
Företagspresentation. erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion
 Företagspresentation erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion Målsättning Från planering, konstruktion till produktion erbjuder
Företagspresentation erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion Målsättning Från planering, konstruktion till produktion erbjuder
TEORETISKA BERÄKNINGAR PÅ EFFEKTEN AV BORRHÅLSBOOSTER
 UPPDRAG LiV Optimering bergvärmeanlägg UPPDRAGSNUMMER 0000 UPPDRAGSLEDARE Sten Bäckström UPPRÄTTAD AV Michael Hägg DATUM TEORETISKA BERÄKNINGAR PÅ EFFEKTEN AV BORRHÅLSBOOSTER BAKGRUND Energiutbytet mellan
UPPDRAG LiV Optimering bergvärmeanlägg UPPDRAGSNUMMER 0000 UPPDRAGSLEDARE Sten Bäckström UPPRÄTTAD AV Michael Hägg DATUM TEORETISKA BERÄKNINGAR PÅ EFFEKTEN AV BORRHÅLSBOOSTER BAKGRUND Energiutbytet mellan
Observera att uppgifterna inte är ordnade efter svårighetsgrad!
 TENTAMEN I FYSIK FÖR V1, 14 DECEMBER 2010 Skrivtid: 14.00-19.00 Hjälpmedel: Formelblad och räknare. Börja varje ny uppgift på nytt blad. Lösningarna ska vara väl motiverade och försedda med svar. Kladdblad
TENTAMEN I FYSIK FÖR V1, 14 DECEMBER 2010 Skrivtid: 14.00-19.00 Hjälpmedel: Formelblad och räknare. Börja varje ny uppgift på nytt blad. Lösningarna ska vara väl motiverade och försedda med svar. Kladdblad
SVÄNGNINGSTIDEN FÖR EN PENDEL
 Institutionen för fysik 2012-05-21 Umeå universitet SVÄNGNINGSTIDEN FÖR EN PENDEL SAMMANFATTNING Ändamålet med experimentet är att undersöka den matematiska modellen för en fysikalisk pendel. Vi har mätt
Institutionen för fysik 2012-05-21 Umeå universitet SVÄNGNINGSTIDEN FÖR EN PENDEL SAMMANFATTNING Ändamålet med experimentet är att undersöka den matematiska modellen för en fysikalisk pendel. Vi har mätt
Beräkning med ord. -hur en dator hanterar perception. Linköpings universitet Artificiell intelligens 2 2010-10-03 Erik Claesson 880816-1692
 Beräkning med ord -hur en dator hanterar perception 2010-10-03 Erik Claesson 880816-1692 Innehåll Inledning... 3 Syfte... 3 Kan datorer hantera perception?... 4 Naturligt språk... 4 Fuzzy Granulation...
Beräkning med ord -hur en dator hanterar perception 2010-10-03 Erik Claesson 880816-1692 Innehåll Inledning... 3 Syfte... 3 Kan datorer hantera perception?... 4 Naturligt språk... 4 Fuzzy Granulation...
Vad är värme? Partiklar som rör sig i ett ämne I luft och vatten rör partiklar sig ganska fritt I fasta ämnen vibrerar de bara lite
 Värme Fysik åk 7 Fundera på det här! Varför kan man hålla i en grillpinne av trä men inte av järn? Varför spolar man syltburkar under varmvatten om de inte går att få upp? Varför hänger elledningar på
Värme Fysik åk 7 Fundera på det här! Varför kan man hålla i en grillpinne av trä men inte av järn? Varför spolar man syltburkar under varmvatten om de inte går att få upp? Varför hänger elledningar på
SOLIDWORKS 2015 - Nyheter
 SOLIDWORKS 2015 är en spännande release, fullspäckad med nya funktioner och nya produktivitetsförbättringar som hjälper dig med nya och kraftfulla funktioner, prestandan ökar betydligt och en förbättrad
SOLIDWORKS 2015 är en spännande release, fullspäckad med nya funktioner och nya produktivitetsförbättringar som hjälper dig med nya och kraftfulla funktioner, prestandan ökar betydligt och en förbättrad
CHALMERS TEKNISKA HÖGSKOLA Tillämpad mekanik 412 96 Göteborg. TME055 Strömningsmekanik 2015-01-16
 CHALMERS TEKNISKA HÖGSKOLA Tillämpad mekanik 412 96 Göteborg TME055 Strömningsmekanik 2015-01-16 Tentamen fredagen den 16 januari 2015 kl 14:00-18:00 Ansvarig lärare: Henrik Ström Ansvarig lärare besöker
CHALMERS TEKNISKA HÖGSKOLA Tillämpad mekanik 412 96 Göteborg TME055 Strömningsmekanik 2015-01-16 Tentamen fredagen den 16 januari 2015 kl 14:00-18:00 Ansvarig lärare: Henrik Ström Ansvarig lärare besöker
Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå
 Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå Studenten ska tillämpa kunskaper och färdigheter förvärvade inom utbildningsprogrammet genom att på ett självständigt och vetenskapligt sätt
Examensarbete, Högskoleingenjör energiteknik, 15 hp Grundnivå Studenten ska tillämpa kunskaper och färdigheter förvärvade inom utbildningsprogrammet genom att på ett självständigt och vetenskapligt sätt
Värmelära. Fysik åk 8
 Värmelära Fysik åk 8 Fundera på det här! Varför kan man hålla i en grillpinne av trä men inte av järn? Varför spolar man syltburkar under varmvatten om de inte går att få upp? Varför hänger elledningar
Värmelära Fysik åk 8 Fundera på det här! Varför kan man hålla i en grillpinne av trä men inte av järn? Varför spolar man syltburkar under varmvatten om de inte går att få upp? Varför hänger elledningar
Vetenskaplig Metod och Statistik. Maja Llena Garde Fysikum, SU Vetenskapens Hus
 Vetenskaplig Metod och Statistik Maja Llena Garde Fysikum, SU Vetenskapens Hus 2010 10 20 Innehåll Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet?
Vetenskaplig Metod och Statistik Maja Llena Garde Fysikum, SU Vetenskapens Hus 2010 10 20 Innehåll Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet?
Isolationsprovning (så kallad megger)
") Isolationsprovning (så kallad megger) Varför bör man testa isolationen? Att testa isolationsresistansen rekommenderas starkt för att förebygga och förhindra elektriska stötar. Det ger ökad säkerhet för
Isolationsprovning (så kallad megger) Varför bör man testa isolationen? Att testa isolationsresistansen rekommenderas starkt för att förebygga och förhindra elektriska stötar. Det ger ökad säkerhet för
Isolationsprovning (så kallad meggning)
") Isolationsprovning (så kallad meggning) Varför bör man testa isolationen? Att testa isolationsresistansen rekommenderas starkt för att förebygga och förhindra elektriska stötar. Det ger ökad säkerhet för
Isolationsprovning (så kallad meggning) Varför bör man testa isolationen? Att testa isolationsresistansen rekommenderas starkt för att förebygga och förhindra elektriska stötar. Det ger ökad säkerhet för
Till alla övningar finns facit. För de övningar som är markerade med * finns dessutom lösningar som du hittar efter facit!
 Övningsuppgifter Till alla övningar finns facit. För de övningar som är markerade med * finns dessutom lösningar som du hittar efter facit! 1 Man har en blandning av syrgas och vätgas i en behållare. eräkna
Övningsuppgifter Till alla övningar finns facit. För de övningar som är markerade med * finns dessutom lösningar som du hittar efter facit! 1 Man har en blandning av syrgas och vätgas i en behållare. eräkna
Manual. Kalibreringsugn LTH Pontus Bjuring Gerlich
 Manual Kalibreringsugn LTH 2011-11-11 Pontus Bjuring Gerlich 1 Beskrivning av Kalibreringsugnen Den sfäriska kalibreringsugnen består av ett inre skal av hårt oxiderat material för att förbättra den spektrala
Manual Kalibreringsugn LTH 2011-11-11 Pontus Bjuring Gerlich 1 Beskrivning av Kalibreringsugnen Den sfäriska kalibreringsugnen består av ett inre skal av hårt oxiderat material för att förbättra den spektrala
PROV 3, A-DELEN Agroteknologi Vid inträdesprovet till agroteknologi får man använda en formelsamling.
 PROV 3, A-DELEN Agroteknologi Vid inträdesprovet till agroteknologi får man använda en formelsamling. Man bör få minst 10 poäng i både A- och B-delen. Om poängtalet i A-delen är mindre än 10 bedöms inte
PROV 3, A-DELEN Agroteknologi Vid inträdesprovet till agroteknologi får man använda en formelsamling. Man bör få minst 10 poäng i både A- och B-delen. Om poängtalet i A-delen är mindre än 10 bedöms inte
LEONARDO DA VINCI ( )
") LEONARDO DA VINCI (1452 1519) En kropp som rör sig med en viss hastighet i stillastående luft erfar samma strömningsmotstånd som om kroppen vore stillastående och utsatt för en luftström med samma hastighet.
LEONARDO DA VINCI (1452 1519) En kropp som rör sig med en viss hastighet i stillastående luft erfar samma strömningsmotstånd som om kroppen vore stillastående och utsatt för en luftström med samma hastighet.
50p. Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 ENEGITEKNIK 7,5 högskoleoäng rovmoment: Ladokkod: Tentamen ges för: Tentamen 4ET07 Bt TentamensKod: Tentamensdatum: Måndag 30 maj 06 Tid: 9.00-3.00 Hjälmedel: Valfri miniräknare Formelsamling: Energiteknik-Formler
ENEGITEKNIK 7,5 högskoleoäng rovmoment: Ladokkod: Tentamen ges för: Tentamen 4ET07 Bt TentamensKod: Tentamensdatum: Måndag 30 maj 06 Tid: 9.00-3.00 Hjälmedel: Valfri miniräknare Formelsamling: Energiteknik-Formler
2004-11-14. Manual för RN - 20. www.radonelektronik.se
 2004-11-14 Manual för RN - 20 www.radonelektronik.se Display för direktavläsning av radonhalt Blinkande indikering för pågående mätning. Blinkar rött vid fel eller vid störning! Beskrivning Radonmätaren
2004-11-14 Manual för RN - 20 www.radonelektronik.se Display för direktavläsning av radonhalt Blinkande indikering för pågående mätning. Blinkar rött vid fel eller vid störning! Beskrivning Radonmätaren
WALLENBERGS FYSIKPRIS 2013
 WALLENBERGS FYSIKPRIS 2013 Tävlingsuppgifter (Kvalificeringstävlingen) Riv loss detta blad och häfta ihop det med de lösta tävlingsuppgifterna. Resten av detta uppgiftshäfte får du behålla. Fyll i uppgifterna
WALLENBERGS FYSIKPRIS 2013 Tävlingsuppgifter (Kvalificeringstävlingen) Riv loss detta blad och häfta ihop det med de lösta tävlingsuppgifterna. Resten av detta uppgiftshäfte får du behålla. Fyll i uppgifterna
Känslighetsanalys för ingångsdata vid simulering av formfyllnadsoch stelningsförlopp. Petter Kellgren
 980814 Känslighetsanalys för ingångsdata vid simulering av formfyllnadsoch stelningsförlopp Petter Kellgren 980814 Känslighetsanalys för ingångsdata vid simulering av formfyllnadsoch stelningsförlopp Petter
980814 Känslighetsanalys för ingångsdata vid simulering av formfyllnadsoch stelningsförlopp Petter Kellgren 980814 Känslighetsanalys för ingångsdata vid simulering av formfyllnadsoch stelningsförlopp Petter
p + ρv ρgz = konst. [z uppåt] Speciellt försumbara effekter av gravitation (alt. horisontellt):
![p + ρv ρgz = konst. [z uppåt] Speciellt försumbara effekter av gravitation (alt. horisontellt):](/thumbs/44/23208849.jpg "p + ρv ρgz = konst. [z uppåt] Speciellt försumbara effekter av gravitation (alt. horisontellt):") BERNOULLIS EKVATION Vid inkompressibel, stationär strömning längs strömlinjer samt längs röravsnitt med homogena förhållanden över tvärsnitt, vid försumbara effekter av friktion, gäller Bernoullis ekvation:
BERNOULLIS EKVATION Vid inkompressibel, stationär strömning längs strömlinjer samt längs röravsnitt med homogena förhållanden över tvärsnitt, vid försumbara effekter av friktion, gäller Bernoullis ekvation:
Aalto-Universitetet Högskolan för ingenjörsvetenskaper. KON-C3004 Maskin- och byggnadsteknikens laboratoriearbeten DOPPLEREFFEKTEN.
 Aalto-Universitetet Högskolan för ingenjörsvetenskaper KON-C3004 Maskin- och byggnadsteknikens laboratoriearbeten DOPPLEREFFEKTEN Försöksplan Grupp 8 Malin Emet, 525048 Vivi Dahlberg, 528524 Petter Selänniemi,
Aalto-Universitetet Högskolan för ingenjörsvetenskaper KON-C3004 Maskin- och byggnadsteknikens laboratoriearbeten DOPPLEREFFEKTEN Försöksplan Grupp 8 Malin Emet, 525048 Vivi Dahlberg, 528524 Petter Selänniemi,
Gjutning, en introduktion
 Gjutning, en introduktion 2010 11 17 Innehåll 1. Gjuteribranschen 2. Gjutdesign 3. Gjutna material 4. Användningsområden 5. Formfyllning 6. Stelning 7. Industriella gjutprocesser MTGB14, MTGC13 Casting
Gjutning, en introduktion 2010 11 17 Innehåll 1. Gjuteribranschen 2. Gjutdesign 3. Gjutna material 4. Användningsområden 5. Formfyllning 6. Stelning 7. Industriella gjutprocesser MTGB14, MTGC13 Casting
Mätning av fokallängd hos okänd lins
 Mätning av fokallängd hos okänd lins Syfte Labbens syfte är i första hand att lära sig hantera mätfel och uppnå god noggrannhet, även med systematiska fel. I andra hand är syftet att hantera linser och
Mätning av fokallängd hos okänd lins Syfte Labbens syfte är i första hand att lära sig hantera mätfel och uppnå god noggrannhet, även med systematiska fel. I andra hand är syftet att hantera linser och
CFD Vindstudie RegionCity
 CFD Vindstudie RegionCity För: Jernhusen AB Upprättad av: Ting Liu Affärsområde Stadsprojekt Granskad av: Will Sibia Uppdragsnummer: 4028766000 2014-09-12 Sammanfattning Vindberäkningar har utförts med
CFD Vindstudie RegionCity För: Jernhusen AB Upprättad av: Ting Liu Affärsområde Stadsprojekt Granskad av: Will Sibia Uppdragsnummer: 4028766000 2014-09-12 Sammanfattning Vindberäkningar har utförts med
Modellering av en Tankprocess
 UPPSALA UNIVERSITET SYSTEMTEKNIK EKL och PSA 2002, AR 2004, BC2009 Modellering av dynamiska system Modellering av en Tankprocess Sammanfattning En tankprocess modelleras utifrån kända fysikaliska relationer.
UPPSALA UNIVERSITET SYSTEMTEKNIK EKL och PSA 2002, AR 2004, BC2009 Modellering av dynamiska system Modellering av en Tankprocess Sammanfattning En tankprocess modelleras utifrån kända fysikaliska relationer.
Kontaktperson Datum Beteckning Sida Mathias Johansson 2013-03-02 PX26814-3 1 (3) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se.
 Energiteknik 010-516 56 61 mathias.johansson.et@sp.se.") Kontaktperson Mathias Johansson 2013-03-02 PX26814-3 1 (3) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Dimension
Kontaktperson Mathias Johansson 2013-03-02 PX26814-3 1 (3) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Folkpool AB Ullängsvägen 1 153 30 JÄRNA Mätning av energiförbrukning hos utespa Dimension
Laboration 1 Mekanik baskurs
 Laboration 1 Mekanik baskurs Utförs av: Henrik Bergman Mubarak Ali Uppsala 2015 01 19 Introduktion Gravitationen är en självklarhet i vår vardag, de är den som håller oss kvar på jorden. Gravitationen
Laboration 1 Mekanik baskurs Utförs av: Henrik Bergman Mubarak Ali Uppsala 2015 01 19 Introduktion Gravitationen är en självklarhet i vår vardag, de är den som håller oss kvar på jorden. Gravitationen
Lite kinetisk gasteori
 Tryck och energi i en ideal gas Lite kinetisk gasteori Statistisk metod att beskriva en ideal gas. En enkel teoretisk modell som bygger på följande antaganden: Varje molekyl är en fri partikel. Varje molekyl
Tryck och energi i en ideal gas Lite kinetisk gasteori Statistisk metod att beskriva en ideal gas. En enkel teoretisk modell som bygger på följande antaganden: Varje molekyl är en fri partikel. Varje molekyl
Modellering av värmeöverföring i kylpasset av en sopeldad panna
 Modellering av värmeöverföring i kylpasset av en sopeldad panna Examensarbete i mastersprogrammet Sustainable Energy Systems Chalmers Tekniska Högskola Louise Axelsson Handledare: David Pallarès, Christian
Modellering av värmeöverföring i kylpasset av en sopeldad panna Examensarbete i mastersprogrammet Sustainable Energy Systems Chalmers Tekniska Högskola Louise Axelsson Handledare: David Pallarès, Christian
Kap 5 mass- och energianalys av kontrollvolymer
 Kapitel 4 handlade om slutna system! Nu: öppna system (): energi och massa kan röra sig över systemgränsen. Exempel: pumpar, munstycken, turbiner, kondensorer mm Konstantflödesmaskiner (steady-flow devices)
Kapitel 4 handlade om slutna system! Nu: öppna system (): energi och massa kan röra sig över systemgränsen. Exempel: pumpar, munstycken, turbiner, kondensorer mm Konstantflödesmaskiner (steady-flow devices)
Omtentamen i teknisk termodynamik (1FA527) för F3,
 för F3,") Omtentamen i teknisk termodynamik (1FA527) för F3, 2012 04 13 Tillåtna hjälpmedel: Cengel & Boles: Thermodynamics (eller annan lärobok i termodynamik), ångtabeller, Physics Handbook, miniräknare. Anvisningar:
Omtentamen i teknisk termodynamik (1FA527) för F3, 2012 04 13 Tillåtna hjälpmedel: Cengel & Boles: Thermodynamics (eller annan lärobok i termodynamik), ångtabeller, Physics Handbook, miniräknare. Anvisningar:
Tillåtna hjälpmedel: Physics Handbook, Beta, kalkylator i fickformat, samt en egenhändigt skriven A4- sida med valfritt innehåll.
 Tentamen i Mekanik för F, del B Tisdagen 17 augusti 2004, 8.45-12.45, V-huset Examinator: Martin Cederwall Jour: Ling Bao, tel. 7723184 Tillåtna hjälpmedel: Physics Handbook, Beta, kalkylator i fickformat,
Tentamen i Mekanik för F, del B Tisdagen 17 augusti 2004, 8.45-12.45, V-huset Examinator: Martin Cederwall Jour: Ling Bao, tel. 7723184 Tillåtna hjälpmedel: Physics Handbook, Beta, kalkylator i fickformat,
R4 Radon Monitor Instruktionsmanual
 R4 Radon Monitor Instruktionsmanual Rev 0.0.1 Allmänna säkerhetsföreskrifter För att undvika skada, stötar och annat som kan orsaka skador, använd endast rekommenderade tillbehör. Utsätt inte instrumentet
R4 Radon Monitor Instruktionsmanual Rev 0.0.1 Allmänna säkerhetsföreskrifter För att undvika skada, stötar och annat som kan orsaka skador, använd endast rekommenderade tillbehör. Utsätt inte instrumentet
- Rörfriktionskoefficient d - Diameter (m) g gravitation (9.82 m/s 2 ) 2 (Tryckform - Pa) (Total rörfriktionsförlust (m))
 g gravitation (9.82 m/s 2 ) 2 (Tryckform - Pa) (Total rörfriktionsförlust (m))") Formelsamling för kurserna Grundläggande och Tillämpad Energiteknik Hydromekanik, pumpar och fläktar - Engångsförlust V - Volymflöde (m 3 /s) - Densitet (kg/m 3 ) c - Hastighet (m/s) p - Tryck (Pa) m Massa
Formelsamling för kurserna Grundläggande och Tillämpad Energiteknik Hydromekanik, pumpar och fläktar - Engångsförlust V - Volymflöde (m 3 /s) - Densitet (kg/m 3 ) c - Hastighet (m/s) p - Tryck (Pa) m Massa
MÄT OCH MÅTTA. Lärarhandledning
 MÄT OCH MÅTTA Lärarhandledning 1 Mätväskan innehåller all tänkbar utrustning för att göra olika matematiska undersökningar på Universeum. Räkna till exempel ut volymer i vår regnskog eller mät längder,
MÄT OCH MÅTTA Lärarhandledning 1 Mätväskan innehåller all tänkbar utrustning för att göra olika matematiska undersökningar på Universeum. Räkna till exempel ut volymer i vår regnskog eller mät längder,