Standardiserat arbetssätt inom konverteringsindustrin, med avseende på AQL
|
|
|
- Johan Jakobsson
- för 5 år sedan
- Visningar:
Transkript

1 Examensarbete, 15 högskolepoäng Standardiserat arbetssätt inom konverteringsindustrin, med avseende på AQL David Berger, Martin Haglund Maskiningenjörsprogrammet, 180 högskolepoäng Örebro vårterminen 2018 Examinator: Professor Magnus Löfstrand Title in English: Standardized working method in the conversion industry Örebro universitet Institutionen för naturvetenskap och teknik Örebro Örebro University School of Science and Technology SE Örebro, Sweden
2 Sammanfattning Projektet har utförts i samarbete med Schur Pack Sweden AB Kumla, som tillverkar förpackningar till bland annat livsmedelsindustrin. Avsaknaden av efterkontroller av utgående leveranser har orsakat reklamationer. För att kunna kontrollera de utgående leveranserna hade företaget ett önskemål om att införa kvalitetskontroller, detta via standarden SS Projektet har genomförts med hjälp av etablerade kvalitetsverktyg utvecklat för denna typ av projekt. Studiebesök, möten, intervjuer samt tester har lett till att fel som kan orsaka reklamationer, så kallade feltyper, identifierats och sammanställts till en lista med tillhörande felkvotsvärden. Projektet har resulterat till att en rutin har tagits fram med instruktioner för kvalitetskontroller av utgående produkter. Företaget har efter det genomförda projektet de grundläggande förutsättningarna som krävs för att börja arbeta efter standarden SS Nyckelord: AQL, kvalitetskontroll, acceptanskontroll, standardiserat arbetssätt 1 (27)
3 Abstract This project has been taking place at Schur Pack Sweden in Kumla, which manufactures packaging for the food industry. The lack of existing quality control on outbound deliveries has led to complaints. In order to check outbound deliveries, the company had a desire to introduce quality controls, this through a standard named SS This project has been performed by a method that is established in quality management, developed for this kind of project. To find out what failure that may appear on the products has meetings, study visits and a pilot study been performed. The project has resulted in a routine developed with instructions for quality checks of outbound products, with associated lists of failure types. After that this project is done, the company will have the knowledge to be able to act by the standard SS Key words: AQL, quality control, acceptance control, standardized working Rev 02, D Berger, M Haglund 2 (27)
4 Förord Denna rapport är skriven av David Berger och Martin Haglund som läser sista terminen till högskoleingenjör med inriktningen maskinteknik vid Örebro Universitet. Projektet har genomförts tillsammans med Schur Pack Sweden AB i Kumla. Då intresset för processutveckling samt kvalitetsutveckling är stort har denna typ av uppgift varit ett givande examensarbete. Den kunskap som har krävts för att klara uppgiften har studenterna tagit del av via utbildningen och från kompletterande litteratur och artiklar. Studenterna har mycket erfarenhet från arbetslivet, delvis inom tryckeribranschen. Vi vill rikta vårt tack till: Docent Christer Korin, handledare Örebro universitet: Tack för att du har varit en fantastisk stöttepelare under detta projekt. För att du bidragit med litteratur och faktainsamling, som utan din hjälp varit betydligt svårare. Med goda råd och feedback har du hjälpt oss att själva förstå samt lösa problem som vi stött på under projektets gång. Tack för all handledning med möten som varat i timmar, som till och med dragit över lunchtid, samt mycket snabb återkoppling vid mejlkonversationer. Patrik Isaksson, handledare hos Schur Pack: Tack för att du hjälpte oss att snabbt komma in och förstå processen i verksamheten. Genom en grundlig och väl detaljerad rundtur genom hela företaget fick vi snabbt inblick i problemet som har legat till grund för hela projektet. Du har stått för ovärderlig information rörande företaget som vi är mycket tacksamma för. Lars Eriksson, kvalitetschef hos Schur Pack: Du har tack vare ditt genuina engagemang för kvalitetsarbete bidragit med mycket bra information. Trots mycket arbete har du alltid varit snabb med att svara på frågor, båda via mail och telefon. Tack för all hjälp du bidragit med vid testerna och för att du visat stort engagemang genom hela projektet. Rev 02, D Berger, M Haglund 3 (27)
5 Innehållsförteckning 1 INLEDNING Företagsbeskrivning... 6 Koncernen... 6 Schur Pack Sweden, Kumla... 6 Produkt... 7 Huvudprocesser Projektet BAKGRUND Problemet Vad har företaget gjort tidigare Vad har andra gjort tidigare Beskrivning av teknikområdet Kvalitetsutveckling, lean och produktutveckling ISO-standarder Matematik, statistik, sannolikhetsteori och företagsekonomi Materiallära och hållbar utveckling TEORI Acceptable Quality Limit (AQL) Definition Operating characteristic curve (OC-kurva) Hur AQL används Exempel för uttag av accepterad kvalitetsnivå via provplan Varför AQL används Plan Do Check Act (PDCA) METOD Plan Nulägesanayls Feltypslistor Do Kontroll av lösning Check Act Metodmässiga överväganden RESULTAT Resultat av Plan Resultat av Do Resultat av Check Resultat av Act DISKUSSION Diskussion av Plan Diskussion av Do Diskussion av Check Rev 02, D Berger, M Haglund 4 (27)
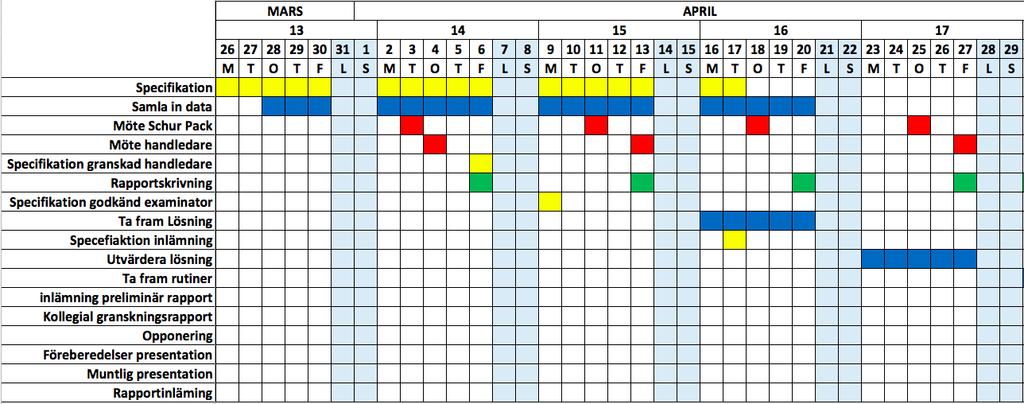
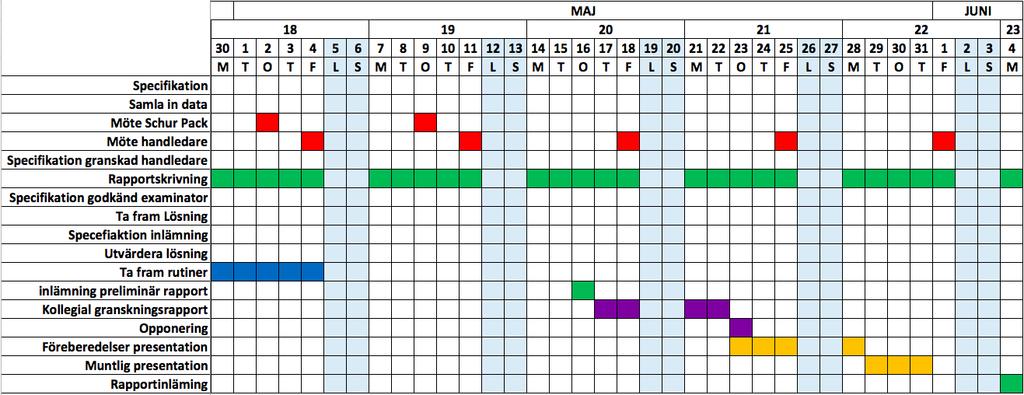
6 6.4 Diskussion av Act Metoddiskussion Fortsatt arbete SLUTSATSER REFERENSER BILAGOR A: Gantt-schema B: Utvalda mötesprotokoll C: Mötesprotokoll - kvalitetsmöte D: Testrapporter E: Sammanställningslista, Checklista F: Uppdaterade checklistor G: Rutiner för AQL-kontroller Rev 02, D Berger, M Haglund 5 (27)

7 1 Inledning I kapitel 1 Inledning, ges en beskrivning av företaget, processen samt projektet. Företaget som projektet utförts i samarbete med är en global koncern med en fabrik belägen i Kumla. I fabriken produceras kartongförpackningar åt livsmedelsbranschen. Projektet har bestått i kvalitetsarbete, med fokus på produkter vid paketering för utleverans. 1.1 Företagsbeskrivning Koncernen Verksamheten ingår i koncernen Schur Pack International A/S vilket är ett danskt familjeföretag med den femte och sjätte generationen av familjen Schur som ägare [1]. Schur Pack är huvudsakligen verksamma inom kartongförpackningstillverkning, plastförpackningstillverkning och förpackningsmaskiner för kartong- och plastförpackningar samt logistiksystem [1]. Koncernen har verksamheter i Danmark, Sverige, Tyskland, Frankrike, Australien med fler, kan ses i Figur [1]. Figur Bilden visar en världskarta vart Schurs anläggningar är placerade [1]. Schur Pack Sweden, Kumla I Kumlafabriken, med röd inringning i Figur 1.1.2, produceras kundunika kartongförpackningar till olika typer av marknader, där förpackningar för livsmedel står för ca 80 % av omsättningen [2]. Även konsumentförpackningar till andra marknader produceras, inklusive läkemedelssektorn, dock ej direkta läkemedel. Schur Pack i Kumla producerar en rad kända varumärken som återfinns i dagligvaruhandeln [2]. Företaget har cirka 70 anställda och omsätter cirka 200 miljoner kronor per år [2]. Rev 02, D Berger, M Haglund 6 (27)

8 Figur Bilden visar en karta vart Schur Packs anläggningar ligger i Sverige. Den övre markeringen visar Schur Pack Swedens anläggning i Kumla [1] Produkt Produkterna som produceras av Schur Pack Sweden har en bred variation av kundunika förpackningar med olika tryck och form [2]. Förpackningarna är gjorda av kartong från både returfiber och jungfrufiber [2]. Jungfrufibrer är cellulosafibrer från trä som aldrig tidigare använts, till skillnad från returfibrer som varit ute i handeln minst en gång innan [3]. Arken har en vikt mellan gram/kvadratmeter [4]. Företaget har i dagsläget över olika produkter, med partistorlekar mellan produkter, där kravet för varje godkänd produkt är relativt lika [2,5]. Cirka 7-10% av produkterna som Schur Pack är extra noga med produceras till så kallade fokuskunder [2]. Fokuskunder är en grupp av kunder som ställer högre krav på kvaliteten hos sin produkt jämfört med övriga kunder, som till exempel inom läkemedelsförpackningar och kosmetika [2,5]. Huvudprocesser Schur Packs huvudprocesser [6] är Tryckning, Stansning och Limning som kan ses nedanför i Figur Tryckning går till så att kartongark [3] matas in i tryckpressar med offsetteknik [3,7], där upp till 6-färger läggs ovanpå varandra med passning för att skapa en bild. Detta görs i två tryckpressar med hastigheter upp till ark i timmen [2]. Här har ett tryckt kartongark skapats. Ur det tryckta kartongarket stansas och bigas konstruktionen ut. Bigning är en inpressning där förpackningen senare skall vikas [8]. Detta med hjälp av stans- och bigverktyg i tre stans- och bigmaskiner med upp till 200 tons tryck samt med en hastighet av maximalt ark i timmen [2]. Arket som lämnar stansmaskinerna kallas blank [3]. I dessa maskiner kan även till exempel blindskrift och prägling skapas [8], det vill säga förhöjningar på olika ställen matchande med trycket. Blanket förviks och limmas i fyra limningsmaskiner, för att skapa en kapsel [2]. Sedan paketeras kapseln i wellpapplådor. Därefter palleteras den färdiga förpackningen för att sedan skickas till kund. [2] Rev 02, D Berger, M Haglund 7 (27)
![Figur 1.1.3. Visar processens gång från ingående råvarumaterial till utgående leverans av färdigprodukt. 1.2 Projektet Projektet har till stor del bestått av kvalitetsutveckling i en maskinteknisk produktionsprocess [9].](/docs-images/93/111678026/images/9-0.jpg "Examensarbetet syftar till att vara Schur Pack behjälpligt med att införa en standard baserad på AQL. AQL (Acceptable Quality Limit) är en metod för statistisk acceptanskontroll [10].")
9 Figur Visar processens gång från ingående råvarumaterial till utgående leverans av färdigprodukt. 1.2 Projektet Projektet har till stor del bestått av kvalitetsutveckling i en maskinteknisk produktionsprocess [9]. Examensarbetet syftar till att vara Schur Pack behjälpligt med att införa en standard baserad på AQL. AQL (Acceptable Quality Limit) är en metod för statistisk acceptanskontroll [10]. Metoden bygger på att endast ett förbestämt urval av hela produktionsvolymen kontrolleras där ett visst procentantal fel accepteras för att kunna godkänna hela produktionsvolymen. Standarden som bygger på AQL heter ISO, International Organization for Standardization, 2859/ SS, svensk standard, [10]. De frågor projektet har besvarat är vad standarden ISO 2859 (AQL) innebär för Schur Pack, hur den ska användas samt hur företaget ska kunna använda denna standard i sin verksamhet. Syftet med det är att företaget vill skapa nya rutiner för att kunna införa kravstandarden som företagets kunder kräver att de arbetar enligt. Feltypslistor med tillhörande AQL-värden har tagits fram, baserat på tidigare produktion och önskad kvalitetsnivå. Det som behandlas i rapporten är följande: 1. Tydliggjort för Schur Pack vad standarden ISO 2859/SS (AQL) innebär. 2. Utrett och därefter föreslagit hur standarden ska kunna användas, anpassat till den existerande produktionen. 3. Tagit fram provtagningsplan, innehållande instruktioner för provuttag. 4. Tagit fram beskrivning av feltyper, en prioriteringslista för feltyper samt AQLklassificering [10] av feltyperna. Projektet planerades genom att utforma en tidsplan, se Bilaga A. Där framgår alla delmoment samt tidsbegränsningen för projektet. En beskrivning av bakgrunden till problemet presenteras i Kapitel 2. Rev 02, D Berger, M Haglund 8 (27)
10 2 Bakgrund I Kapitel 2 Bakgrund beskrivs den bakgrund som arbetet och rapporten bygger på. Företaget har fått kritik från kunder rörande kvaliteten hos levererade produkter [2]. Kunderna förväntar sig felfria produkter. Företaget kan dock inte garantera en felfri produktion. För att tillmötesgå kundernas krav på felfri produktion finns en standard som konkurrerande företag i branschen följer. Kunderna kräver att företaget följer denna standard för attributkontroll. Företaget saknar i dagsläget kunskap om vad ISO 2859 (AQL) innebär. 2.1 Problemet Kundernas produktion påverkas negativt då fel och brister uppstår på enskilda produkter som Schur Pack producerat, vilket leder till klagomål och reklamationer. Det medför förlorad inkomst, både direkt av utebliven inkomst samt indirekt eftersom att Schur Packs varumärke kan komma att skadas. Företaget kan således förlora kunder och ha svårigheter med att kunna värva nya. Detta beror på att företaget i dagsläget saknar efterkontroll av sina produkter som de skickar till kunderna. Företaget vill försäkra sig om att de håller den kvaliteten de utlovar genom att införa standarden ISO 2859 (AQL). Konkurrerande företag använder sig av standarden, vilket har medfört att branschen kräver att standarden följs [2,5]. Problemet är att företaget inte vet vad standarden ISO 2859 (AQL) innebär för sin produktion och anläggning, samt hur den ska efterlevas. 2.2 Vad har företaget gjort tidigare Företaget har tidigare utfört kontroller vid delprocesserna. Operatörerna har kontrollerat produkterna kontinuerligt genom hela produktionen. Företaget har dock inte arbetat fram ett standardiserat arbetssätt för dessa kontroller, de har endast haft rekommendationer för hur kontrollerna skulle utföras [5]. 2.3 Vad har andra gjort tidigare En av Schur Packs kunder är Abigo Medical AB [11], de använder Schur Packs produkter till förpackningen av sina produkter. Abigo har visat stort intresse för projektet hos Schur Pack eftersom de tidigare jobbat med att införa standarden i sin produktion [5]. Abigo blev dock aldrig färdiga med arbetet att införa standarden i sin produktion. Via Abigo har en inblick givits i hur produkterna Schur Pack producerar kan komma att användas. Ett visst samarbete har förekommit i samband med de tester som utförts inom projektet. I ett examensarbete [12] som handlar om hur ett företag kan utföra leveranskontroller på ett standardiserat arbetssätt med hjälp av AQL-kontroller har studerats. Studien som utfördes visade att olika avdelningar behandlade leveranskontroller på olika sätt. En del av avdelningarna visste inte vad en AQL-lista var för något, även om företaget uttalat jobbade med AQL-kontroller. Dessa avdelningar gjorde sina kontroller baserat på erfarenhet och känsla istället. Studien resulterade i ett standardiserat arbetssätt baserat på AQL-kontroller för samtliga avdelningar. I ett tidigare examensarbete [13] som studerats framgår det att ett företag utför ankomstkontroller utifrån standarden SS som bygger på AQL. I rapporten beskriver författarna hur företaget tagit fram AQL-värden. Det har gjorts genom att vikta uppskattad kostnad för kontroller mot kostnader för produktionsstörningar. Bestämningen av vilket AQL-värde som ska tillämpas för en komponent har hos detta företag gjorts utifrån dess eventuella omarbetningstid i produktionen samt anskaffningstiden. I rapportens resultat anser Rev 02, D Berger, M Haglund 9 (27)
11 författarna att AQL-kontroll bör tas bort helt, eftersom att efterkontroll är något som motarbetar arbetet med offensiv kvalitetsutveckling, enligt Bo Bergman och Bengt Klefsjö [9,13]. 2.4 Beskrivning av teknikområdet Teknikområdet som projektet berör är kvalitetsutveckling, produktutveckling, statistik, matematik, hållbar utveckling, materiallära, lean production, företagsekonomi och ISOstandarder. Kvalitetsutveckling, lean och produktutveckling Kvalitetsutveckling är ett brett område som är svårt att definiera, det finns flera olika sätt att tolka begreppet kvalitet. I boken Kvalitet från behov till användning definierar Bo Bergman och Bengt Klefsjö ordet kvalitet som Kvaliteten på en produkt är dess förmåga att tillfredsställa, och helst överträffa, kundernas behov och förväntningar [9]. I denna uppsats kommer kvalitet endast beskrivas utifrån ett process- och kundperspektiv. I den meningen handlar kvalitetsutveckling i grunden om två olika typer av kvalitet, processkvalitet och upplevd kundkvalitet. Processkvalitet är ett sätt att mäta vilken nivå av kvalitet en process producerar. Vanligt förekommande vid mätning är styrdiagram vilka beskriver processens stabilitet med mätetal. Upplevd kundkvalitet är den objektiva bedömningen kunder gör av produkten. Produktkvalitet har många olika dimensioner och eftersom denna uppsats handlar om varor som säljs vidare till andra producerande verksamheter definieras dimensionerna som utseende, felfrihet, säkerhet samt hållbarhet. Dessa dimensioner behövs i arbetet med att kontrollera en viss kvalitet. Producenter strävar efter att nå så hög kvalitetsnivå som möjligt, baserat på kundens behov [14]. Genom olika filosofier som lean production, six sigma eller TQM, total quality managment, finns ett brett utbud av verktyg för att förbättra den inre kvaliteten hos producerande verksamheter. [9,15] ISO-standarder ISO-standarder [16] har utvecklats för att tillhandahålla riktlinjer samt stabila rutiner till företag eller organisationer. Riktlinjer och rutiner vilka krävs för att lösa ett eller flera problem som andra företag eller organisationer redan hanterat. Detta för att andra företag eller organisationer ska slippa göra samma misstag. Det finns olika standarder beroende på vilket problem som ska lösas. I projektet handlar standarden i fråga om att företagets kunder kräver att företaget kan visa att de håller en viss nivå av kvalitet hos utgående produkter. Standarden som kunderna kräver att företaget jobbar efter är ISO-2859/SS (AQL). ISO 2859 är en internationell standard och SS är den svenska motsvarigheten [10]. ISO-2859/SS är en statistisk acceptanskontroll som görs på färdigproducerade produkter. Matematik, statistik, sannolikhetsteori och företagsekonomi Matematik [17] är en vetenskap som handlar om problemlösning och att utveckla metoder för problemlösning. Inom matematiken finns olika grenar, där ibland statistik [18], sannolikhetsteori [18] och företagsekonomi [19]. Sannolikhetsteori handlar om att genom matematiska beräkningar ta fram värden för hur en viss okontrollerbar variation uppstår, något som kan kallas för slumpen [18]. Statistik är en gren av matematiken som handlar om att genom data från olika mätvärden ta reda på hur något värde förhåller sig till ett annat [18]. Företagsekonomi är en gren av matematiken som till stor del handlar om statistik samt beräkning av vinster och förluster inom företag [19]. Rev 02, D Berger, M Haglund 10 (27)
12 Materiallära och hållbar utveckling Materiallära som ämne handlar om att beskriva olika material utifrån egenskap, uppbyggnad och användningsområde [20]. Kopplingen mellan hållbar utveckling och materiallära är att olika material har olika egenskaper när det kommer till frågan om naturlig nedbrytningsförmåga. Nedbrytningsförmågan hos materialen som används hos Schur Pack har bättre naturlig nedbrytningsförmåga, jämfört med exempelvis plastförpackningar, eftersom att kartong är baserat på skogsråvara [3]. Den primära teori som behövs för vidare förståelse av denna rapport beskrivs i Kapitel 3. Rev 02, D Berger, M Haglund 11 (27)
13 3 Teori I Kapitel 3, Teori avhandlas den teori som arbetet bygger på. Standarden SS som företaget vill arbeta efter bygger på attributkontroll, där en mindre del av partiet kontrolleras för att bestämma om hela partiet är godkänt. Kontrollen utförs med hjälp av tabeller som finns i standarden, SS Projektets struktur bygger på en strategisk metod, där varje delmoment resulterar till en lösning. Som sedan ligger till grund för nästkommande delmoment. 3.1 Acceptable Quality Limit (AQL) AQL, Acceptable Quality Limit, är enligt SS [10] en statistisk acceptanskontroll. Kontrollen utförs genom att en mindre del, provgrupp, av partiet kontrolleras där ett mätetal avgör om partiet är godkänt, utan att behöva kontrollera hela partiet. Kvalitetskontrollen bygger på; Sannolikhet, som mäter hur troligt det är att en viss händelse inträffar [18] samt normalfördelningen, det vill säga beskrivningen av variationen hos olika företeelser eller mätvärden [18]. Definition Ett AQL-värde är den högsta felkvot, se ekvation 1, som vid en acceptanskontroll bestämmer det antal enheter som accepteras vara felaktiga av ett parti [10]. Det innebär att en förutbestämd provtagningsplan kan ta fram ett acceptanstal som kan bevisa att större delen av partiet är godkänt om antalet felande enheter håller sig under felkvoten. felkvot (i procent) = antal felaktiga enheter totala antalet enheter 100% (1) Operating characteristic curve (OC-kurva) OC-kurva, operating-characteristic-kurva, eller acceptanssannolikhetskurva visar sannolikhetsfördelningen i en process där utfallet visar gränstalet för acceptans eller avvisande [21]. Sannolikhetsfördelningen fördelas genom en så kallad producentrisk och konsumentrisk, en risk som visar sannolikheten av vad som är godkänt i ett parti [21]. I Figur visas ett exempel på en OC-kurva samt hur sannolikheten är fördelad. Producentrisken, α, på 5 % visar att producenten kan garantera 95 % godkända enheter av ett parti. Konsumentrisken, ß, på 10 % visar att konsumenten accepterar högst 10 % defekta enheter av partiet. Således kan ett AQL-värde bestämmas för producenten samt ett LTPD-värde, Lot Tolerance Percent Defective, för konsumenten. LTPD-värdet är det lägsta värde av kvalitetsnivå konsumenten är villig att acceptera, givet en låg sannolikhet [21]. Rev 02, D Berger, M Haglund 12 (27)
14 Figur Bilden visar en graf med en OC-kruva som visar sannolikhetsvärden samt AQL-värden för producentrisk(α) och konsumentrisk(ß). [Bild hämtad från boken statistisk kvalitetsstyrning, 1986] Hur AQL används Genom en provplan bestäms en provgrupp som beror på partiets storlek samt ett acceptanstal, som avgör om partiet accepteras eller avvisas [10]. I Figur visas ett binomialnomogram med acceptanssannolikheten, till höger, och felkvoten, till vänster i bilden. Konsumentrisk respektive producentrisk med LTPD- och AQL-värden ger provplanen, innehållande provgrupp och acceptanstal [21]. Provgruppen utgörs av de antal prover som jämnt fördelat tas genom hela partiet. Vid kontroll av provgruppen noteras de felaktiga enheterna. Felaktiga enheter summeras för att kontrollera om partiet accepteras eller avvisas. Rev 02, D Berger, M Haglund 13 (27)
 = P(X c) = c x=0 P(X = x) = n! x!(n x)!")
15 Figur I bilden visas ett binomialnomogram med ingångsvärdena för felkvoten till vänster, provgrupp och acceptanstal i mitten, som ger acceptanssannolikheten till höger. [Bild hämtad från boken Statistisk kvalitetsstyrning, 1986] I Figur visas ekvationen för acceptanssannolikheten, som kan ses i ekvation 2. L(p) = P(X c) = c x=0 P(X = x) = n! x!(n x)! px (1 p) n x c x=0 (2) Ekvation 2 där L(p)=acceptanssannolikheten, P=acceptanssannolikheten, c=acceptanstalet, X=slumpvariabeln, n=provgrupp, p=sannolikheten och x=antal test (0,1,2,...,n)[18,21]. Exempel för uttag av accepterad kvalitetsnivå via provplan För att exemplifiera hur ett provuttag tas fram med acceptanstal genom provplan, från standarden SS som baseras på AQL, och kodbokstav hänvisas läsaren till Figur I detta exempel används en generell kontrollnivå [10], K2, som fastställs för att bestämma urskiljningsförmågan hos ett parti samt ett AQL-värde som bestäms av felkvoten i Rev 02, D Berger, M Haglund 14 (27)
 Bilden visar en förminskad del av en tabell med kodbokstäver för partistorlekar.")
16 procent. I exemplet används AQL-värdet 2,5, ett fiktivt AQL-värde för att beskriva tillvägagångssättet. Figur a) Bilden visar en förminskad del av en produktionsorder. b) Bilden visar en förminskad del av en tabell med kodbokstäver för partistorlekar. c) Bilden visar en förminskad del av en provtagningsplan där kodbokstav L samt felkvoten 2,5 visar acceptanstal i grönt och avvisande tal i rött. 1. Partistorleken stäms av med produktionsordern, kan ses i Figur (bild a). 2. Partistorleken och kontrollnivån bestämmer den kodbokstav som utgör provgruppen, Figur (bild b). 3. Kodbokstav bestämmer den provgruppstorlek som skall kontrolleras. AQL-värdet bestämmer acceptanstal (Ac) eller avvisningstal (Re), Figur (bild c). I detta exempel har vi alltså ett parti om enheter. En fastställd generell kontrollnivå K2, vilket ger kodbokstav L och således en provgrupp om 200 prover som kontrolleras. Där högst åtta enheter, enligt tabellen, får vara felaktiga. Överstiger antalet felaktiga enheter värdet, enligt tabellen, avvisas partiet. Varför AQL används AQL används för att kontrollera om kvalitetsnivån är acceptabel hos ett parti, av ingående samt utgående leveranser. Kontrollen gör det möjligt att kontrollera en viss del av partiet istället för att kontrollera hela partiet, vilket innebär att AQL-kontroll är tidseffektivt. Det Rev 02, D Berger, M Haglund 15 (27)

17 medför att producenten kan säkerställa att utgående parti håller den accepterade kvalitetsnivån som kunden kan förvänta sig utan att kontrollera hela partiet. [9,21] AQL kan med fördel användas för att minska reklamationer. Då AQL utförs som efterkontroll kan dessa reklamationsorsaker hittas innan de når kunden. I de fall då felaktiga produkter når kunden kan det påverka miljön på ett negativt sätt. Detta i form av onödiga transporter då produkten fraktas tillbaka till producenten. Det finns också risk att felfria produkter kasseras när kunden reklamerar hela ordrar, där felfria finns kvar. Livscykeln för produkten blir således kortad då den inte når slutkonsumenten. [22,23] 3.2 Plan Do Check Act (PDCA) Projektet genomfördes efter en metod kallad PDCA, Plan-Do-Check-Act [24,25]. Metoden härstammar från ingenjören och statistikern Walter Andrew Shewhart. William Edward Deming utvecklade senare tekniken och gjorde den känd. Deming understryker att beslut om förbättringar ska baseras på fakta [26]. Metoden består av fyra steg. I första steget, Plan, samlas information om problemet in för att kunna fastställa orsaken. Andra steget i PDCAcykeln är, Do, vilket innebär att lösningarna till problemet införs som ett test. Tredje steget, Check, handlar om att studera den nya lösningen och dess effekter, för att se om de tänkta lösningarna givit önskat resultat. Fjärde steget, Act, innebär att en ny standard tas fram för den nya lösningen. [9,26] I Figur 3.2 illustreras PDCA-cykelns fyra olika steg. Figur 3.2. Bilden visar PDCA-cykelns fyra steg i utvecklingsarbetet. I kapitel 4 följer en beskrivning av hur PDCA-cykeln har använts i detta arbete. Rev 02, D Berger, M Haglund 16 (27)
18 4 Metod I kapitel 4 Metod beskrivs det tillvägagångssätt som använts för att strukturera arbetet. Metoden som använts för att strukturera upp projektet är en PDCA-cykel, som innehåller fyra steg. I första steget samlades information in som berör problemet för att sedan ta fram en lösning. Andra steget bestod i att testa lösningen, för att sedan i tredje steget utvärdera lösningen. I fjärde och sista steget tas en rutin fram baserat på de tidigare stegen. 4.1 Plan I planeringsstadiet insamlades den information som behövdes för att förstå rotorsaken till problemet. Insamlingen har genomförts genom kvalitativa ostrukturerade grupp- och enskilda intervjuer [27,28,29] med berörd personal samt genom att studera standarden SS (AQL). Nulägesanayls Syftet med att göra en nulägesanalys där data samlas in är att ta reda på vad problemet är samt identifiera ytterligare data som behövs för att lösa problemet. Till en början genomfördes fältstudier för att få insikt i hur företagets processer fungerar. Vid första studiebesöket hos Schur Pack granskades hela processen från råvara till färdig produkt. Varje process undersöktes noggrant vilket gav en uppfattning om vart i produktionen problem uppkommer som kan resultera i feltyper. I samband med dessa fältstudier genomfördes ostrukturerade intervjuer med maskinoperatörerna vid de olika delprocesserna för att skapa ytterligare förståelse för hur arbetet fungerar. Intervjuerna dokumenterades i form av minnesanteckningar [28], för att kunna användas längre fram i arbetet. Möten med kvalitetschef samt enhetschef hölls för att de utifrån sitt perspektiv fick beskriva problemet samt det önskade resultatet av projektet. Mötena dokumenterades genom att föra mötesanteckningar, se Bilaga B. För att skapa förståelse för hur standarden SS fungerar och hur den är tänkt att användas, har den lästs, granskats samt diskuterats inom projektgruppen. Projektgruppen har tagit del av företagets reklamationsrapporter från augusti 2015 till december Dessa handlingar lästes in till digitalt format och kategoriserades. Eftersom företaget inte har något standardiserat arbetssätt för att klassificera orsakerna till feltyper sorterades reklamationsorsakerna in som fyra olika kategorier. Feltypslistor I samråd med kvalitetschef, enhetschef och säljare har tänkbara fel tagits fram. Då de är ansvariga för reklamationer och har som uppgift att prata med kunder som upplever en bristande kvalitet. Vid ett kvalitetsmöte samlades tryckerichefen, stansförmannen, limförmannen, kvalitetschefen samt enhetschefen till möte, för att gemensamt ta fram en feltypslista, se Bilaga C för mötesprotokoll. Anledningen till att de sakkunniga kallades till mötet är att de har minst 20 års erfarenhet av produktionen [5] och kan därför klargöra vart i produktionen och dess delprocesser felen kan uppstå. Under mötet bestämdes önskade AQLvärden för respektive feltyp. AQL-värden viktades fram genom standardens klassificering: mycket allvarligt fel, allvarligt fel, mindre allvarligt fel [10]. Sedan sammanställdes detta till en feltypslista. Rev 02, D Berger, M Haglund 17 (27)
19 4.2 Do Andra delen av projektet bestod i att utföra tester för att undersöka om lösningen (4.1.2) höll de mått som förväntades, baserat på det genomförda förarbetet. Kontroll av lösning För att kontrollera om lösningen fungerar i produktionen, utfördes tester genom att använda de framtagna lisorna med AQL-kontroller. Till att börja med plockades en färdigproducerad delorder ut ur produktionen. Med information om partistorlek, antal wellpapplådor samt antal kapslar, följdes provtagningsplanen för att få fram en provgruppsstorlek. Provgruppsstorleken dividerades med antalet wellpapplådor för att ta fram antalet prover som ska tas ut per låda. Lådorna öppnades och prover togs ut för okulär inspektion. För att veta hur en godkänd kapsel såg ut användes en likare, det vill säga en godkänd produkt som används som referens. Vid eventuella fel, som till exempel prickar eller rivmärken, noterades det i den framtagna checklistan med antal felaktiga kapslar. Då nya feltyper hittades noterades detta. Dessa fel fördes sedan in i en sammanställningslista. Under testen noterades tidsåtgången. Rapport av testen som utfördes hänvisas till Bilaga D. 4.3 Check Efter att kontroll av lösningen (4.2.1) genomförts, sammanställdes den data som arbetats fram under kontrollen. Ett möte hölls med kvalitetschef och enhetschef för att visa resultatet samt för att utvärdera kontrollen. De nya feltyperna som hittades under kontrollen lades till bland de befintliga feltyperna. Under tiden kom företaget med ett önskemål om att förenkla listorna till provtagningen så mycket som möjligt. Listorna omarbetades då för att bli enklare att fylla i. 4.4 Act Resultaten från de tre tidigare stegen gjorde att en rutin arbetades fram. Arbetsgången för de tester (4.2.1) som genomfördes tidigare i projektet dokumenterades så att de sedan kunde sammanställas som instruktioner för provtagning. 4.5 Metodmässiga överväganden För att kvalitetssäkra resultatet av den valda metoden, beskriven i kapitel 3, har frågorna om validitet och reliabilitet behandlats. Validitet handlar om hur trovärdig den insamlade informationen är och reliabilitet handlar om hur pålitlig informationen är [28]. Hög grad av validitet garanterar inte en hög grad av reliabilitet samtidigt som låg grad av reliabilitet per automatik ger låg validitet [29]. Det innebär att om informationen som samlats in är relevant, så behöver den nödvändigtvis inte vara pålitlig eller tvärt om. En kombination med hög grad av både validitet och reliabilitet är därför att föredra i ett projekt med analytisk karaktär [29]. För att arbetet ska hålla hög grad av validitet har intervjuer genomförts med personal som har stor erfarenhet av de arbete de utför. I frågan om reliabilitet har samma utgångspunkt som frågan om validiteten tagits i beaktning. Efter att dessa fyra steg i utvecklingsarbetet beskrivits, följer resultaten av stegen i Kapitel 5. Rev 02, D Berger, M Haglund 18 (27)

20 5 Resultat I kapitel 5 Resultat presenteras de resultat som tagits fram under genomförandet av examensarbetet. Projektet har resulterat i en feltypslista med tillhörande AQL-värden, en provtagningsplan innehållande instruktioner för provuttag, ett förslag på hur standarden kan användas i produktionen samt ett föredrag för de anställda som beskriver vad standarden ISO 2859/SS (AQL) innebär. 5.1 Resultat av Plan Genom att hålla kontinuerliga möten skapades en bättre uppfattning om hur standarden kan tillämpas i den existerande produktionen. Reklamationsrapporterna om 42 mätningar sorterades in i fyra kategorier: tryckeri, stans, lim och en övrig post. Rapporterna resulterade till en graf och ett diagram, visas i Figur 5.1. Grafen visar antal kasserade kapslar i förhållande till upplagan i procent samt ett medelvärde. Diagrammet visar fördelningen av feltyper för varje delområde i procent, som utgörs av det totala antalet reklamationsorsaker. Figur 5.1. a) Grafen visar 42 mätningar samt medelvärdet av kasserade kapslar. b) Diagrammet visar fördelningen av feltyper uppdelat i fyra delområden. Kvalitetsmötet, vilket beskrivs i Bilaga C, resulterade i en feltypslista om 31 feltyper med AQL-värden, baserade på önskemål från företaget. De AQL-värden som användes från provtagningsplanen var: (0), (0,1), (0,4), (1), (2,5). Dessa värden utgör felkvoten för varje feltyp i procent. Sammanställningen resulterade i två listor, en checklista samt en sammanställningslista. Checklistan som gjordes likt en tabell visar samtliga feltyper som rader. Tabellens kolumner fick utgöras av numreringen tillhörande wellpapplådorna som ska kontrolleras. Cellen som bildades av rad respektive kolumn ska fyllas i med antalet felaktiga kapslar. Sammanställningslistan presenterades som en tabell där raderna utgjordes av feltyper och kolumnerna utgjordes av AQL-värden. För att se listorna fullständigt hänvisas läsaren till Bilaga E, i Figur visas en del av sammanställningslistan med tillhörande checklista. Rev 02, D Berger, M Haglund 19 (27)
 Bilden visar en del av checklistan, där raderna utgörs av feltyper och kolumnerna av numreringen på wellpapplådorna. 5.")
21 Figur a) Bilden visar en del av sammanställningslistan, där raderna utgörs av feltyper och kolumnerna av önskade AQL-värden. b) Bilden visar en del av checklistan, där raderna utgörs av feltyper och kolumnerna av numreringen på wellpapplådorna. 5.2 Resultat av Do Efter testen med checklistan konstaterades det att listan fungerade men behövde vissa justeringar. Nya feltyper hittades; klämmärken, felpackad låda, skavd yta samt kantstötta hörn. Ifyllda lådnummer i tabellens övre del måste tas bort från checklistan och lämnas tomma. Tid för varje provtagning tog cirka två timmar. 5.3 Resultat av Check Den uppdaterade listan fick ett nytt utseende. Rader med feltyper bevarades medan kolumnernas lådnummer byttes ut mot acceptanstal. De tal som bestäms av provgruppen och AQL-värdet markerades med grönt respektive rött för att enkelt kunna urskilja om partiet är accepterat eller avvisat. Detta resulterar i att varje partistorlek får en separat lista med angivna acceptanstal. Sammanlagt togs sju separata listor fram. Listan fylls i radvis med lådnummer. Är det så att en låda innehåller flera felaktiga kapslar fylls lådans nummer i lika med antalet felaktiga kapslar, se Figur 5.3. För fullständig lista se Bilaga F. Rev 02, D Berger, M Haglund 20 (27)

22 Figur 5.3. Bilden visar en del av checklistan där raderna utgörs av feltyper med respektive felkvotsvärde och kolumnerna av acceptanstalet. Grönt fält indikerar accepterat antal fel och rött fält avvisar partiet. 5.4 Resultat av Act Två separata rutiner togs fram, den första för efterkontroll och den andra för kontroll under produktion. Genom att genomföra testerna på det sätt som de sannolikt kommer att användas inom företaget byggdes en dokumenterad grund för rutinen upp. Dessa rutiner är rekommenderade rutiner för enkelprovtagning. Se Bilaga G. I Kapitel 6 följer diskussionen om resultatet, inklusive eventuella felkällor, resultatens innebörd och trovärdighet. Rev 02, D Berger, M Haglund 21 (27)
23 6 Diskussion I Kapitel 6 Diskussion värderas resultatet. Baserat på de intryck som projektgruppen fått genom att lösa problemet och tillbringa tid hos företaget så presenteras även förslag på fortsatt arbete. I diskussionen tas felkällor till resultaten upp, hur de olika resultaten påverkar fortsatt arbete och hur resultatet av arbetet som helhet kan bidra till hållbar utveckling. 6.1 Diskussion av Plan Reklamationsrapporterna som användes var till en början tänkta att användas som ett underlag för att ta fram AQL-värden. Dessa rapporter är dock inget bra underlag till det ändamålet eftersom det bara är reklamationer. För att ge värdena från rapporterna en större betydelse skulle de kunna användas i ett sammanhang som omfattar större delar av produktionen. Statistiken som ges av rapporterna ger ändå en bra uppfattning om var eventuella fel kan föreligga i produktionen. Den största delen av reklamationer står limfel för, vilket kan bero på att limmet läggs på i slutet av produktionen precis innan kapslarna paketeras. Innan produkten från produktionen hamnar hos limningen passerar produkten flera delprocesser där fel kan hinna upptäckas och stoppas. En annan anledning till att limfel står för största delen av reklamationer skulle kunna vara att kapslar med limfel i stor utsträckning påverkar kundernas produktion negativt. Limfel kan i värsta fall innebära produktionsstopp för kunden. Genom att komma till denna insikt styrks antagandet om att införandet av efterkontroll skulle innebära att felande produkter kan stoppas innan de når kunden. Ett problem med reklamationsrapporterna är att feltyperna inte följer någon bra struktur utifrån kategorier. Detta innebar att när sammanställningen genomfördes fick först en kategorisering genomföras för varje notering om fel. Om det funnits ett standardiserat arbetssätt för hur företaget ska handskas med reklamationer hade sammanställningen av reklamationerna blivit betydligt lättare att genomföra, allra helst när det gäller kategoriseringen av fel. Att företaget får in reklamationer från kunder som på något sätt inte är nöjda med kvaliteten hos produkten står vid det här laget klart. En aspekt av att skicka felaktiga produkter som sedan skickas tillbaka till företaget skapar onödiga transporter, slöseri med material och en direkt förlust av producerade varor. Detta skulle kunna reduceras om företaget införde AQLkontroller som stoppade felaktiga partier från att i onödan skickas till kunder för att sedan skickas tillbaka. Då fel upptäcks vid kontroller skulle det också kunna leda till att företagets processer förbättras. Vid framtagningen av AQL-värden användes standardens riktlinjer mycket allvarligt fel, allvarligt fel och mindre allvarligt fel. Dessa värden utökades med två grader av allvarlighetsgrad därför att det behövdes mellanting till de tre tidigare. Då sammanställningen togs fram gjordes den utifrån feltypslistan, vilket medförde att ytterligare en lista gjordes för att kunna användas vid provtagningen. Listorna var i första stadiet inte helt genomarbetade då det inte fanns tillräckligt med information om hur provtagningen går till i produktionen. Den första listan som gjordes var till en början tänkt att användas som ett kvitto på att AQL-kontrollen genomförts. Detta omarbetades eftersom att det blir för mycket administrativt arbete då listorna ska sammanställas. Rev 02, D Berger, M Haglund 22 (27)
24 6.2 Diskussion av Do Vid utförandet av testerna hittades feltyper som inte tidigare specificerats i feltypslistan, vilket åtgärdades. Detta skulle eventuellt kunna innebära att om fler tester hade genomförts så hade fler feltyper sannolikt upptäckts. Då kontrollerna görs hos företaget måste alltså kontrollanten uppfatta feltypslistan som ett öppet dokument som kan komma att uppdateras allteftersom fler kontroller genomförs hos företaget. Eftersom att tiden varit begränsad under projektet har det inte gjorts flera tester under projektet. Anledningen till att förnumreringen måste lämnas tomma i listorna är därför att partiet som ska kontrolleras kan komma som ett avrop med lådnumreringen utspridda över olika pallar. Tiden för testen uppmättes till ca två timmar, vilket uppskattningsvis är lång tid för att kontrollera ett parti av storleken som kontrollerades. Anledningen till att det tog lång tid att genomföra testet kan bero på att projektgruppen inte har någon erfarenhet av branschen och således inte känner till hur kapslar ska vara för att uppfylla den kvalitet som anses vara tillfredställande inom branschen. Att kontrollera enskild kapsel tar uppskattningsvis mellan fem och sex sekunder, det är endast om fel hittas som tiden för kontrollen ökar. Detta betyder med andra ord att om partiet som kontrolleras är felfritt, kommer kontrollen att utföras under kortare tid. Platsen för provtagningen var i slutet av produktionen intill utlastningen, vilket inte är någon optimal plats för att genomföra en kontroll. Det fanns inga hjälpmedel som ljusbord eller mätinstrument vid kontrollen, något som även det ska tas i beaktning för att tiden för kontrollen var längre än den borde vara. Om det istället skulle vara optimala förhållanden kunde tiden för testen varit kortare. Låt säga att det tar ca en timme att kontrollera en pall med kapslar, med en provgrupp bestående av 200 kapslar. Detta skulle innebära en kostnad för en person i en timme för denna storlek på order. Detta kan multipliceras med antalet kapslar som produceras varje dag och på så vis få ut exakt värde för den tid som krävs. Detta måste vägas mot den totala kostnaden för reklamationer där det ingår transporter och svinn av material. Dessutom måste den uppskattade förlusten för kunder som går till konkurrenter samt för bristen av nya kunder även räknas in. 6.3 Diskussion av Check Sammanställningslistorna och checklistan som gjordes om till endast en lista efter att testet genomförts visade sig ha begränsningar. En aspekt med den nya listan är att de utgörs av sju unika lisor som beror på partistorleken. Det som är positivt till skillnad från de tidigare listorna, sammanställningslita och checklista, är att det blir lättare att fylla i samt att det går snabbt att avgöra om partiet avvisas eller accepteras. 6.4 Diskussion av Act Rutinerna som togs fram för kontrollerna baserades på de tester som utfördes. Rutinen för efterkontroll gjordes baserat på erfarenheten av testen medan rutinen för kontroll under produktion gjordes utifrån ett hypotetiskt perspektiv, det vill säga hur det borde gå till vid en kontroll under produktion. Båda rutinerna är gjorda utifrån standardens provtagningsplaner för enkelprovtagning. I standarden finns även provtagningsplaner för multiprovtagning och specialprovtagning. Anledningen till att enkelprovtagning är den provtagningsplan som lämpar sig bäst till produktionen är att specialprovtagningsplaner är avsedda till förstörande provtagning och multiprovtagning till provtagning som sker succesivt genom hela partiet. Vid multiprovtagning kan partiet stoppas allteftersom partiet kontrolleras, vilket inte är att föredra då kontrollen med stor sannolikhet kommer utföras efter att hela partiet är producerat. Rev 02, D Berger, M Haglund 23 (27)
25 6.5 Metoddiskussion Metoden som har använts i arbetet är en PDCA-cykel. Metoden är beprövad inom kvalitetstekniken och har använts inom kvalitetsutvecklingsarbete sedan en lång tid tillbaka. Projektets omfattning och struktur gjorde att metoden passade bra in i projektet. Att beslut baseras på fakta har också varit en viktig aspekt att ta i beaktning när metodvalet gjordes. Denna metod är, som tidigare nämnts, beprövad såväl inom Lean Production som six sigma, vilket är två olika skolor inom kvalitet- och produktutvecklingsområdet. Att använda en välkänd och beprövad metod inom det arbetsområde en metod är tänkt att användas, är argument för att använda metoden. Under projektets gång har frågan om validitet och reliabilitet avhandlats (se sektion 4.5). Detta på ett sätt som att desto mer erfarenhet de intervjuade personerna har av arbetet, desto mer pålitliga blir också svaren. För att stärka validiteten har flera personer i personalen intervjuats oberoende av varandra, vilka också gett samma svar. På detta sätt har såväl hög validitet som hög reliabilitet uppnåtts i arbetet. 6.6 Fortsatt arbete Det första företaget bör göra om de vill implementera standarden är att skapa förutsättningar i fabriken för att utföra kontroller. Dessa förutsättningar handlar om att avsätta lokalyta och skaffa relevanta hjälpmedel som stolar, bord, belysning, likare samt teknisk utrustning. Detta för att kontroller ska kunna utföras på ett ergonomiskt och arbetsmiljömässigt korrekt sätt. Företaget ska, för att bli framgångsrika med användandet av standarden, ändra synsättet på varför kontrollerna utförs. De måste komma till insikt om att detta inte är ett onödigt ont, utan främjar verksamheten i förlängningen. På så vis att företaget minskar reklamationer, lättare kan spåra fel i processerna samt får möjlighet att skaffa nya kunder. Företaget kan, efter att standarden implementerats, samla in relevant data från provuttagen för att kunna bilda sig en uppfattning om vilken kvalitetsnivå de ligger på. Genom ett standardiserat arbetssätt blir det lättare för företaget att upptäcka avvikelser i produktionen. Företaget behöver arbeta fram en rutin för hur spårning av fel ska gå till. Allteftersom fler kontroller genomförs kan företaget vara i behov av att uppdatera feltypslistorna med tillhörande bilder och tydliga riktlinjer för hur varje feltyp ska tolkas. Färglikare bör tas fram för de produkter som ska kontrolleras, detta för att underlätta uppfattningen om feltyper som handlar om färgvariationer. Om företaget vill ha exakta AQL-värden bör de genomföra allkontroller för att få statistik på alla specifika feltyper som upptäcks. Detta jämfört med hur AQL-värdena tagits fram under projektet, med önskade värden. I Kapitel 7 presenteras författarnas slutsatser samt konsekvenserna av projektet som helhet. Rev 02, D Berger, M Haglund 24 (27)
26 7 Slutsatser I Kapitel 7 Slutsatser summeras de resultat och erfarenheter som projektet utvecklat baserat på problemformuleringen. Företaget ska införa AQL-kontroller för att minimera reklamationerna, vilket leder till: minskade kostnader gott rykte bättre kundrelationer mindre slöseri med resurser färre transporter Att införa AQL-kontroller kommer dessutom att leda till: säkrare leveranser stabilare processer Införandet av AQL-kontroller kommer alltså att stärka företagets goda rykte gentemot deras kunder samt främja verksamheten genom utveckling av mer hållbara lösningar. Rev 02, D Berger, M Haglund 25 (27)
27 8 Referenser [1] Schur Pack. About Schur [Internet]. Horsens: Schur Pack; 2018 [citerad ]. Hämtad från: [2] Isaksson Patrik. Enhetschef Schur Pack Sweden AB Kumla [citerad ] [3] Niskanen K. Mechanics of paper products. 1 rev. uppl. Berlin/Boston: Walter de Gruyter GmbH & Co. KG; 2012 [4] Tryding J, Lestelius M, Korin C, Lewandowski J. Interpretation of Y-peel testing of adhesive sealed carton board. Verarbeitungsmaschinen und Verpackungstechnik Dresden. 2003: pp [5] Eriksson Lars. Kvalitetschef Schur Pack Sweden AB Kumla [citerad ] [6] Lungberg A, Larsson E. Processbaserad verksamhetsutveckling. 9 rev. uppl. Lund: Studentlitteratur; 2001 [7] Bobst. Rotogravure printing process [Internet]. Lausanne; 2018 [citerad ]. Hämtad från: [8] Bobst. Flat bed die-cutting process [Internet]. Lausanne; 2018 [citerad ]. Hämtad från: [9] Bergman B, Klefsjö B. Kvalitet: från behov till användning. 5 rev. uppl. Lund: Studentlitteratur; 2012 [10] SS :1980, Statistisk acceptanskontroll Metoder och provtagningsplaner för attributkontroll Swedish standard based on ISO 2859 [11] Abigo. Om Abigo [Internet]. Askim; 2018 [citerad ] Hämtad från: [12] Kaneld R, Kristoffersson A. Kvalitetssäkring av inleveranser [Examensarbete på Internet]. Emmaboda; Växjö universitet; 2009 [citerad ]. Hämtad från: [13] Karlsson M, Lövdahl C. Vägen till rätt kvalitet på inköpta komponenter [Examensarbete på Internet]. Lund; Lunds Tekniska Högskola; 2003 [citerad ] Hämtad från: amilla.pdf [14] Ulrich K, Eppinger D. Product Design and Development. 5 rev. uppl. New York: McGraw-Hill Education; 2012 [15] Petersson P, Olsson B, Lundström T, Johansson O, Broman M, Blücher D, et al. Lean Gör avvikelser till framgång!. 3 rev. uppl. Bromma: Part Media; 2017 Rev 02, D Berger, M Haglund 26 (27)
28 [16] SIS, Swedish Standard Institute. Vad är en standard? [Internet]. Stockholm; 2018 [citerad ] Hämtad från: [17] Rice A. Writing the History of Matematics: Its Historical Development. (Book Reviev). BJHS. 2004; 37(135): p.488(2) [18] Blom G, Enger J, Englund G, Grandell J, Holst L. Sannolikhetsteori och statistikteori med tillämpningar. 1 rev. 7 uppl. Lund: Studentlitteratur; 2017 [19] Skärvard P, Olsson J. Företagsekonomi rev. uppl. Stockholm: Liber AB; 2015 [20] Askeland D, Wright W. The science and engineering of materials. 7 rev. uppl. Boston: Cengage Learning; 2015 [21] Bergman B, Klefsjö B. Statistisk kvalitetsstyrning. 1 rev. uppl. Lund: Studentlitteratur; 1986 [22] Tukker A, Jensen B. Enviroment impacts of products A detailed review of studies. Journal Of Industrial Ecology Sum; 10(3): pp [23] ] Lindh H, Williams H, Olsson A, Wikström F. Elucidating the Indirect Contributions of Packaging to Sustainable Development: A Thermonology of Packaging Funktions and Features. Packaging Technology and Science. 2016; 29(4-5): p.( ) [24] Shook J. Managing to Learn: using the A3 management process to solve problems, gain agreement, mentor, and lead. Uppl. 1. Cambridge: Lean Enterprise Institute; 2008 [25] Raffery B. Understanding A3 Thinking: A Critical Component of Toyota s PDCA Management System by Durward K. Sobek II and Smalley A. Journal of Product Innovation Management. 2009; 26(2): p. 243(2) [26] Deming W. Edwards. Out of the Crisis. Cambridge: Massachusetts Institute of Technology; 1986 [27] Holme I, Solvang B. Forskningsmetodik. Om kvalitativa och kvantitativa metoder. 17 rev. Uppl 2. Lund: Studentlitteratur AB; 1997 [28] Denscombe M. Forskningshandboken för småskaliga forskningsprojekt inom samhällsvetenskaperna. 7 rev. Uppl. 2. Lund: Studentlitteratur AB; 2013 [29] Patel R, Davidson B. Forskningsmetodikens grunder. Att planera, genomföra och rapportera en undersökning. 1 rev. uppl. 4. Lund: Studentlitteratur AB; 2011 Rev 02, D Berger, M Haglund 27 (27)
29 Bilaga A: Gantt-schema Bilaga A

30 Bilaga B: Utvalda mötesprotokoll Bilaga B
31 Bilaga B 2 (5)
")
32 Bilaga B 3 (5)
")
33 Bilaga B 4 (5)
")
34 Bilaga B 5 (5)
35 Bilaga C: Mötesprotokoll kvalitetsmöte Bilaga C
36 Bilaga D Bilaga D: Testrapporter Kvalitetskontroll, test Rapport Upplaga: 7500 kapslar Kodbokstav: L Provgrupp: 200 kapslar Lådor: 20 stycken Kapslar/låda: 375 kapslar Kontrollnivå: 2 Test/låda: 10 kapslar Tid: 1h 40 min Förberedelser Acc kontrollista Rapportlista av feltyper. Genomförande Vi räknade ut hur många tester per låda som skulle tas från hela partiet. Sedan öppnade vi låda för låda och tog slumpvis 10 kapslar från samtliga lådor. Efter provtaget ställdes lådorna på en separat pall som fick samma stapelstruktur som originalpallen som lådorna plockades ifrån. Samtliga fel noterades i rapporteringslistan samt sorterades bort, namngavs för respektive låda, för extra granskning av Lars. Bortsorterade kapslar ersattes med godkända kapslar för att fylla kvoten. Resultat 12 stycken kapslar sorterades bort. De fel som påträffades var; 5 stycken små repor, repor som var mellan 2-5 cm långa som gick över tryck 1 stycken vikningsfel, kapsel som låg fastklämd vid botten mellan två kapslar 3 stycken kantstötta, flikar sönder/uppruggad 1 stycken där färg saknades Ett STORT fel som var ett pack fel, ett stort antal kapslar var felvända. kläm märken genom hela batchen/pallen, en rand längs ena kortsidan. Utvärdering: Eftersom detta var en test omgång av en kvalitetskontroll för fokuskunder så granskades provgruppen noggrant. För att säkerställa vad som bör kontrolleras noggrant eller mindre noggrant bör nog diskuteras. Fläckar som liknar som breda sträck, skall de räknas in som större prickar eller få en egen rad? Fel sorterad låda ska det räknas som en kritisk punkt. I så fall skulle detta fel inte få inträffa för att man räknar det som noll-tolerans? Fler punkter bar läggas till med ett AQL-värde.
37 Bilaga D Förbättringar Lägga till fel typer i checklista Lägga till en kolumn med summan av antal fel på checklistans höger fält Tomma fält för lådnummer Rapport Komplettering Läsa på mer om sammanställning av acceptanstal, summering av flera fel typer, hur gör man? 2 (3)
38 Bilaga D Test 2 Upplaga: kapslar Kodbokstav: L Provgrupp: 315 kapslar Lådor: 24 stycken Kapslar/låda: 260 kapslar/låda Kontrollnivå: 2 Test/låda: 8 (8,3) kapslar/låda Tid: 1 h 20 min Kvalitetskontroll, test 2 och Rapport Anmärkning: Prickar i varierande storlek, 0,5 mm till +4 mm. Troligtvis dam/material rester från ark som fastnat på gummiduk/tryckplåt. Färgvariation genom hela partiet. Notis: Eftersom detta är tryckt på returpapper borde två olika listor tas fram, retur- samt jungfrufiber? Ska denna produkt verkligen tryckas på returfiber med denna höga kvalitetskontroll? Test 3 Upplaga: kapslar Kodbokstav: M Provgrupp: 315 kapslar Lådor: 45 stycken Kapslar/låda: 260 kapslar/låda Kontrollnivå: 2 Test/låda: 7 kapslar/låda Tid: 2 h 10 min Anmärkning: Materialprickar som bidrog till fläckar på tryck. Vid avvisade kapslar med svarta prickar på vita ytor samt vita prickar på färgade ytor. Färgvariationen var stor. Proverna kunde dock inte avvisas eftersom färgliknare saknas för att göra en sådan bedömning. Notis För att kunna hålla koll på vilken färgnyans som är godkänd för produkten som borde man ha tillgång till en färglikare/provex. 3 (3)

39 Bilaga E Bilaga E: Sammanställningslista, Checklista Sammanställningslista


40 Checklista Bilaga E Exempel på ifylld checklista 2 (2)
41 Bilaga F Bilaga F: Uppdaterade checklistor Dessa listor omfattar partistorlekar från 500 till exemplar. Checklista för provgrupp J ( ex)
 Bilaga F 2")
42 Checklista för provgrupp K ( ex) Bilaga F 2 (7)
 Bilaga F 3 (7)")
43 Checklista för provgrupp L ( ex) Bilaga F 3 (7)
 Bilaga F 4")
44 Checklista för provgrupp M ( ex) Bilaga F 4 (7)
45 Checklista för provgrupp N ( ex) Bilaga F 5 (7)
 Bilaga F")
46 Checklista för provgrupp P ( ex) Bilaga F 6 (7)
 Bilaga F 7")
47 Checklista för provgrupp Q ( över ex) Bilaga F 7 (7)
48 Bilaga G Bilaga G: Rutiner för AQL-kontroller Rutin för AQL Genomförande (efterkontroll) Prover för AQL-test: Vid tillverkning av hel order ska provuttag göras för hela ordern. Då avrop av delorder ska tillverkas genomförs provuttag för avropet. Vid delade ordrar görs provuttag för varje del, var för sig. Beräkning av provuttag: Se på arbetsordern om det är fokuskund och AQL-test ska genomföras. Antal prover för AQL-test beräknas så att provtagaren ser: o antal prover som skall tas ut per wellåda. o antal som ska finnas i wellådan totalt. Upplagans storlek divideras med antalet kapslar per wellåda/pallar, vilket ger antalet wellådor/pallar för upplagan. Provuttagets antal divideras med antalet wellådor/pallar vilket ger antalet prover som ska plockas per wellåda/pallar. Provuttaget ska utföras enligt följande: AQL-prover plockas manuellt efter att ordern färdigställts, jämt fördelat över hela ordern. Kapslar ska alltså plockas fördelat och inte på ett vis där kapslar är placerade bredvid varandra. Feltypslistan fylls i av provtagare. Proverna får inte granskas av maskinoperatör. Det är viktigt att proverna hanteras varsamt så att de inte skadas och därmed orsakar att ordern blir spärrad. I de fall röd markering i provtagningsrapporten uppnås, avbryts provet och ordern spärras. Kontrollerade kapslar med kritiska fel plockas ut för att sedan kunna spåras via lådnumret. Om ordern blivit spärrad enligt provtagningsrapporten, kontaktas ansvarig som tar beslut om de spårade lådorna ska genomgå allkontroll. Om allkontroll genomförs för de spårade lådorna och felaktiga kapslar kasseras, genomförs provet på nytt. Om kapslar kasseras efter kontroll ska dessa ersättas med samma antal kasserade kapslar.

49 Bilaga G Rutin för AQL Genomförande (kontinuerlig kontroll) Prover för AQL-test: Vid tillverkning av hel order ska provuttag göras för hela ordern. Då avrop av delorder ska tillverkas genomförs provuttag för avropet. Vid delade ordrar görs provuttag för varje del, var för sig. Beräkning av provuttag: Se på arbetsordern om det är fokuskund och AQL-test ska genomföras. Antal prover för AQL-test beräknas så att maskinoperatören ser: o antal prover som skall tas ut per wellåda. o antal som ska finnas i wellådan totalt. Upplagans storlek divideras med antalet kapslar per wellåda/pallar, vilket ger antalet wellådor/pallar för upplagan. Provuttagets antal divideras med antalet wellådor/pallar vilket ger antalet prover som ska plockas per wellåda/pallar. Provuttaget ska utföras enligt följande: AQL-prover plockas manuellt vid packningen och ska vara jämnt fördelade över hela ordern. Kapslar ska alltså plockas fördelat och inte på ett vis där kapslar är placerade bredvid varandra. Proverna läggs direkt i AQL-lådan, separerat från övriga sändningen. Uttagna prover ersätts kontinuerligt genom hela ordern så att rätt antal i varje wellåda erhålls. Det är viktigt att proverna hanteras varsamt så att de inte skadas och därmed orsakar att ordern blir spärrad. AQL-lådan märks med tillhörande pallnummer. Feltypslistan fylls i av provtagare. Proverna får inte granskas av maskinoperatör. I de fall röd markering i feltypslistan uppnås, avbryts provet och ordern spärras. Kontrollerade kapslar med kritiska fel plockas ut för att sedan kunna spåras via lådnumret. Om ordern blivit spärrad enligt provtagningsrapporten, kontaktas ansvarig som tar beslut om de spårade lådorna ska genomgå allkontroll. Om allkontroll genomförs för de spårade lådorna och felaktiga kapslar kasseras, genomförs provet på nytt. Om kapslar kasseras efter kontroll ska dessa ersättas med samma antal kasserade kapslar. 2 (2)
LMA521: Statistisk kvalitetsstyrning
 Föreläsning 1 Dagens innehåll 1 Kvalitet 2 Acceptanskontroll enligt attributmetoden 3 Enkel provtagningsplan 4 Design av enkel provtagningsplan med binomialnomogram 5 Genomgång av problem 1.5 från boken.
Föreläsning 1 Dagens innehåll 1 Kvalitet 2 Acceptanskontroll enligt attributmetoden 3 Enkel provtagningsplan 4 Design av enkel provtagningsplan med binomialnomogram 5 Genomgång av problem 1.5 från boken.
LMA522: Statistisk kvalitetsstyrning
 Föreläsning 1 Föreläsningens innehåll 1 Kvalitet 2 Acceptanskontroll enligt attributmetoden 3 Enkel provtagningsplan 4 Design av enkel provtagningsplan med binomialnomogram 5 Genomgång av problem 1.5 från
Föreläsning 1 Föreläsningens innehåll 1 Kvalitet 2 Acceptanskontroll enligt attributmetoden 3 Enkel provtagningsplan 4 Design av enkel provtagningsplan med binomialnomogram 5 Genomgång av problem 1.5 från
LMA521: Statistisk kvalitetsstyrning
 Föreläsning 3 Föregående föreläsning Dubbel provtagningsplan Tabeller för Dubbel provtagningsplan Dagens innehåll 1 Genomsnittsligt provuttag 2 Genomgång av problem 116 från boken 3 Genomsnittslig kontrollomfattning
Föreläsning 3 Föregående föreläsning Dubbel provtagningsplan Tabeller för Dubbel provtagningsplan Dagens innehåll 1 Genomsnittsligt provuttag 2 Genomgång av problem 116 från boken 3 Genomsnittslig kontrollomfattning
KVALITET VID UPPHANDLING AV TJÄNSTER
 KVALITET VID UPPHANDLING AV TJÄNSTER Henrik Eriksson, PhD, Docent Quality Sciences och Centre for Healthcare Improvement (CHI) Chalmers tekniska högskola Agenda Kvalitet & tjänstekvalitet Kvalitetsutveckling
KVALITET VID UPPHANDLING AV TJÄNSTER Henrik Eriksson, PhD, Docent Quality Sciences och Centre for Healthcare Improvement (CHI) Chalmers tekniska högskola Agenda Kvalitet & tjänstekvalitet Kvalitetsutveckling
LMA521: Statistisk kvalitetsstyrning
 Föreläsning 3 Föregående föreläsning Dubbel provtagningsplan Tabeller för Dubbel provtagningsplan Dagens innehåll 1 Genomsnittsligt provuttag 2 Genomgång av problem 116 från boken 3 Genomsnittslig kontrollomfattning
Föreläsning 3 Föregående föreläsning Dubbel provtagningsplan Tabeller för Dubbel provtagningsplan Dagens innehåll 1 Genomsnittsligt provuttag 2 Genomgång av problem 116 från boken 3 Genomsnittslig kontrollomfattning
LMA521: Statistisk kvalitetsstyrning
 Föreläsning 4 Föregående föreläsning Genomsnittsligt provuttag Genomsnittslig kontrollomfattning Genomsnittslig utgående kvalitet Dagens innehåll Övningar 1 Problem SK 122 2 Problem 8 Tenta 160113 Problem:
Föreläsning 4 Föregående föreläsning Genomsnittsligt provuttag Genomsnittslig kontrollomfattning Genomsnittslig utgående kvalitet Dagens innehåll Övningar 1 Problem SK 122 2 Problem 8 Tenta 160113 Problem:
LMA521: Statistisk kvalitetsstyrning
 Föreläsning 5 Föregående föreläsningar Acceptanskontroll: Konsten att kontrollera producerade enheter så att man kan garantera kvalitet samtidigt som kontrollen inte blir för kostsam att genomföra Dagens
Föreläsning 5 Föregående föreläsningar Acceptanskontroll: Konsten att kontrollera producerade enheter så att man kan garantera kvalitet samtidigt som kontrollen inte blir för kostsam att genomföra Dagens
LMA522: Statistisk kvalitetsstyrning
 Föreläsning 5 Föregående föreläsningar Acceptanskontroll: Konsten att kontrollera producerade enheter så att man kan garantera kvalitet samtidigt som kontrollen inte blir för kostsam att genomföra Dagens
Föreläsning 5 Föregående föreläsningar Acceptanskontroll: Konsten att kontrollera producerade enheter så att man kan garantera kvalitet samtidigt som kontrollen inte blir för kostsam att genomföra Dagens
Tillämpad matematisk statistik LMA521 Tentamen
 Tillämpad matematisk statistik LMA521 Tentamen 20190115 Tid: 8.30-12.30 Hjälpmedel: Kursboken Matematisk Statistik av Ulla Dahlbom. Formelsamlingen Tabell- och formelsamling i matematisk statistik, försöksplanering
Tillämpad matematisk statistik LMA521 Tentamen 20190115 Tid: 8.30-12.30 Hjälpmedel: Kursboken Matematisk Statistik av Ulla Dahlbom. Formelsamlingen Tabell- och formelsamling i matematisk statistik, försöksplanering
Sju sätt att visa data. Sju vanliga och praktiskt användbara presentationsformat vid förbättrings- och kvalitetsarbete
 Sju sätt att visa data Sju vanliga och praktiskt användbara presentationsformat vid förbättrings- och kvalitetsarbete Introduktion I förbättringsarbete förekommer alltid någon form av data, om inte annat
Sju sätt att visa data Sju vanliga och praktiskt användbara presentationsformat vid förbättrings- och kvalitetsarbete Introduktion I förbättringsarbete förekommer alltid någon form av data, om inte annat
Lösningsförslag till Tillämpad matematisk statistik LMA521, Tentamen
 Lösningsförslag till Tillämpad matematisk statistik LMA21, Tentamen 201801 Betygsgränser: för betyg krävs minst 20 poäng, för betyg 4 krävs minst 0 poäng, för betyg krävs minst 40 poäng. 1. Vid en kvalitetskontroll
Lösningsförslag till Tillämpad matematisk statistik LMA21, Tentamen 201801 Betygsgränser: för betyg krävs minst 20 poäng, för betyg 4 krävs minst 0 poäng, för betyg krävs minst 40 poäng. 1. Vid en kvalitetskontroll
Syfte Företaget upplevde problem i deras slutmonteringsprocesser.
 Analys av slutmonteringsprocesser utifrån ett kvalitetsperspektiv Oscar Werne, Marcus Bruzelius Institutionen för Produktionsekonomi, Lunds Tekniska Högskola, Lunds Universitet Bakgrund Tillverkningsföretag
Analys av slutmonteringsprocesser utifrån ett kvalitetsperspektiv Oscar Werne, Marcus Bruzelius Institutionen för Produktionsekonomi, Lunds Tekniska Högskola, Lunds Universitet Bakgrund Tillverkningsföretag
Product Design and Development Programme - Degree of Bachelor of Science in Engineering 180 Credits*
 Sida 1(6) Utbildningsplan Maskinteknik: Produkt- och Konstruktionsutveckling - Högskoleingenjörsprogram 180 högskolepoäng Product Design and Development Programme - Degree of Bachelor of Science in Engineering
Sida 1(6) Utbildningsplan Maskinteknik: Produkt- och Konstruktionsutveckling - Högskoleingenjörsprogram 180 högskolepoäng Product Design and Development Programme - Degree of Bachelor of Science in Engineering
Agneta Lantz 2014-01-23
 Hur skapar vi optimala förutsättningar för ett lärandestyrt förbättringsarbete och en kvalitetsdriven verksamhetsutveckling i en värld full av utmaningar? Agneta Lantz 2014-01-23 Bakgrunden Det finns idag
Hur skapar vi optimala förutsättningar för ett lärandestyrt förbättringsarbete och en kvalitetsdriven verksamhetsutveckling i en värld full av utmaningar? Agneta Lantz 2014-01-23 Bakgrunden Det finns idag
Titel Mall för Examensarbeten (Arial 28/30 point size, bold)
") Titel Mall för Examensarbeten (Arial 28/30 point size, bold) SUBTITLE - Arial 16 / 19 pt FÖRFATTARE FÖRNAMN OCH EFTERNAMN - Arial 16 / 19 pt KTH ROYAL INSTITUTE OF TECHNOLOGY ELEKTROTEKNIK OCH DATAVETENSKAP
Titel Mall för Examensarbeten (Arial 28/30 point size, bold) SUBTITLE - Arial 16 / 19 pt FÖRFATTARE FÖRNAMN OCH EFTERNAMN - Arial 16 / 19 pt KTH ROYAL INSTITUTE OF TECHNOLOGY ELEKTROTEKNIK OCH DATAVETENSKAP
Nej. Arbetsgång i en processförbättring. Processägare beslutar att inleda ett förbättringsarbete. Föranalysens resultat:
 Arbetsgång i en processförbättring Signaler från Kund, VP, medarbetare eller på andra sätt om att ett förbättringsarbete behövs Processägare beslutar att inleda ett förbättringsarbete och utser processledare
Arbetsgång i en processförbättring Signaler från Kund, VP, medarbetare eller på andra sätt om att ett förbättringsarbete behövs Processägare beslutar att inleda ett förbättringsarbete och utser processledare
Anvisningar till rapporter i psykologi på B-nivå
 Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
NOLATO MEDITECH. Vi skapar en verksamhet i världsklass
 NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
NOLATO MEDITECH Vi skapar en verksamhet i världsklass Kunden i fokus Medical Excellence utgår från Nolatos vision: Hållbar utveckling Design av processer Minska slöserier Miljöhänsyn Kundvärde Kompetens
Rutiner för opposition
 Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Rutiner för opposition Utdrag ur Rutiner för utförande av examensarbete vid Avdelningen för kvalitetsteknik och statistik, Luleå tekniska universitet Fjärde upplagan, gäller examensarbeten påbörjade efter
Patientutbildning om diabetes En systematisk litteraturstudie
 Institutionen Hälsa och samhälle Sjuksköterskeprogrammet 120 p Vårdvetenskap C 51-60 p Ht 2005 Patientutbildning om diabetes En systematisk litteraturstudie Författare: Jenny Berglund Laila Janérs Handledare:
Institutionen Hälsa och samhälle Sjuksköterskeprogrammet 120 p Vårdvetenskap C 51-60 p Ht 2005 Patientutbildning om diabetes En systematisk litteraturstudie Författare: Jenny Berglund Laila Janérs Handledare:
Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin.
 Examensarbete Magisterprogrammet Digital Affärsutveckling, kurs uppgift 3 teori-reflektion. Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin. Författare: Magnus
Examensarbete Magisterprogrammet Digital Affärsutveckling, kurs uppgift 3 teori-reflektion. Kritisk reflektion av använd teori för införande av digitala teknologier, Tidsläckage Teorin. Författare: Magnus
AT-tinget 2014. Margareta Albinsson Enheten för strategisk kvalitetsitveckling Region Skåne www.skane.se/kvalitetsutveckling
 AT-tinget 2014 Margareta Albinsson Enheten för strategisk kvalitetsitveckling Region Skåne www.skane.se/kvalitetsutveckling 09.30 välkomna Program 09.40 förbättringskunskap 10.30 paus 11.00 återkoppling
AT-tinget 2014 Margareta Albinsson Enheten för strategisk kvalitetsitveckling Region Skåne www.skane.se/kvalitetsutveckling 09.30 välkomna Program 09.40 förbättringskunskap 10.30 paus 11.00 återkoppling
Reflektioner kring forskning om kvalitetsutveckling
 Bo Bergman, Professor Reflektioner kring forskning om kvalitetsutveckling Bo Bergman Professor, Kvalitetsutveckling, Chalmers Utgångspunkt: Utdrag från dagens program I alltför många fall slutar satsningen
Bo Bergman, Professor Reflektioner kring forskning om kvalitetsutveckling Bo Bergman Professor, Kvalitetsutveckling, Chalmers Utgångspunkt: Utdrag från dagens program I alltför många fall slutar satsningen
EXAMINATION KVANTITATIV METOD vt-11 (110204)
") ÖREBRO UNIVERSITET Hälsoakademin Idrott B Vetenskaplig metod EXAMINATION KVANTITATIV METOD vt-11 (110204) Examinationen består av 11 frågor, flera med tillhörande följdfrågor. Besvara alla frågor i direkt
ÖREBRO UNIVERSITET Hälsoakademin Idrott B Vetenskaplig metod EXAMINATION KVANTITATIV METOD vt-11 (110204) Examinationen består av 11 frågor, flera med tillhörande följdfrågor. Besvara alla frågor i direkt
Kursplan. Kursens benämning: Militärteknik, Metod och självständigt arbete. Engelsk benämning: Military-Technology, Methods and Thesis
 1 (5) Kursplan Kursens benämning: Militärteknik, Metod och självständigt arbete Engelsk benämning: Military-Technology, Methods and Thesis Kurskod: 1OP302 Gäller från: VT 2016 Fastställd: Denna kursplan
1 (5) Kursplan Kursens benämning: Militärteknik, Metod och självständigt arbete Engelsk benämning: Military-Technology, Methods and Thesis Kurskod: 1OP302 Gäller från: VT 2016 Fastställd: Denna kursplan
SÄKERHET! TIDER MED MERA UPPLÄGG KURSINNEHÅLL. Tider: Regler
 Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Vi omsätter kunskap till hållbar lönsamhet
 Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Hur kompletterar verksamhetsutveckling traditionellt QA arbete? Anders Frydén, Verksamhetsutvecklare
 Hur kompletterar verksamhetsutveckling traditionellt QA arbete? Anders Frydén, Verksamhetsutvecklare Min bakgrund Biolog (Cell- och molekylär-) Forskarbakgrund Produktion (GMP) QA (GLP, GXP) ISO 9001 Processkurser
Hur kompletterar verksamhetsutveckling traditionellt QA arbete? Anders Frydén, Verksamhetsutvecklare Min bakgrund Biolog (Cell- och molekylär-) Forskarbakgrund Produktion (GMP) QA (GLP, GXP) ISO 9001 Processkurser
Prestation Resultat Potential
 Arbetsblad Prestation Resultat Potential Ett arbetsblad för att bedöma och skapa dialog om prestation, resultat och potential. Arbetsblad Prestation, resultat och potential För att bedöma prestation och
Arbetsblad Prestation Resultat Potential Ett arbetsblad för att bedöma och skapa dialog om prestation, resultat och potential. Arbetsblad Prestation, resultat och potential För att bedöma prestation och
Mälardalens högskola
 Teknisk rapportskrivning - en kortfattad handledning (Version 1.2) Mälardalens högskola Institutionen för datateknik (IDt) Thomas Larsson 10 september 1998 Västerås Sammanfattning En mycket viktig del
Teknisk rapportskrivning - en kortfattad handledning (Version 1.2) Mälardalens högskola Institutionen för datateknik (IDt) Thomas Larsson 10 september 1998 Västerås Sammanfattning En mycket viktig del
Kursplan för Matematik
 Sida 1 av 5 Kursplan för Matematik Inrättad 2000-07 SKOLFS: 2000:135 Ämnets syfte och roll i utbildningen Grundskolan har till uppgift att hos eleven utveckla sådana kunskaper i matematik som behövs för
Sida 1 av 5 Kursplan för Matematik Inrättad 2000-07 SKOLFS: 2000:135 Ämnets syfte och roll i utbildningen Grundskolan har till uppgift att hos eleven utveckla sådana kunskaper i matematik som behövs för
K v a l i t e t s p o l i c y Antagen av kommunfullmäktige
 K v a l i t e t s p o l i c y Antagen av kommunfullmäktige 2006-03-27 Innehållsförteckning Inledning 3 Kvalitetspolicy 4 Värderingar 5 Arbetssätt 6 Ordlista 7 2/7 Inledning Syftet med kvalitetsutveckling
K v a l i t e t s p o l i c y Antagen av kommunfullmäktige 2006-03-27 Innehållsförteckning Inledning 3 Kvalitetspolicy 4 Värderingar 5 Arbetssätt 6 Ordlista 7 2/7 Inledning Syftet med kvalitetsutveckling
Sammanfattning. GAP-analys för Närservice, Västra Götalandsregionen. Januari 2009
 Sammanfattning GAP-analys för Närservice, Västra Götalandsregionen Januari 2009 Inledning Närservice är en del av Regionservice inom Västra Götalandsregionen. Närservice levererar tjänster inom städ och
Sammanfattning GAP-analys för Närservice, Västra Götalandsregionen Januari 2009 Inledning Närservice är en del av Regionservice inom Västra Götalandsregionen. Närservice levererar tjänster inom städ och
Min syn på koncepthantering generering och utvärdering
 Min syn på koncepthantering generering och utvärdering Linus Granström KN3060, Produktutv. med formgivning Mälardalens högskola 2007-04-25 Inledning Denna essä beskriver författarens syn på de steg i produktutvecklingsprocessen
Min syn på koncepthantering generering och utvärdering Linus Granström KN3060, Produktutv. med formgivning Mälardalens högskola 2007-04-25 Inledning Denna essä beskriver författarens syn på de steg i produktutvecklingsprocessen
 http://www.sis.se http://www.sis.se http://www.sis.se http://www.sis.se http://www.sis.se Provläsningsexemplar / Preview SVENSK STANDARD SS 62 40 70 Fastställd 2002-10-11 Utgåva 1 Ledningssystem för kompetensförsörjning
http://www.sis.se http://www.sis.se http://www.sis.se http://www.sis.se http://www.sis.se Provläsningsexemplar / Preview SVENSK STANDARD SS 62 40 70 Fastställd 2002-10-11 Utgåva 1 Ledningssystem för kompetensförsörjning
Examensarbeten, litteraturstudier och teoretisk geoekologi / geografi. Gemensamma riktlinjer för hela institutionen
 Examensarbeten, litteraturstudier och teoretisk geoekologi / geografi Gemensamma riktlinjer för hela institutionen Innehåll för examensarbeten Under kursen utför och redovisar studenterna en vetenskaplig
Examensarbeten, litteraturstudier och teoretisk geoekologi / geografi Gemensamma riktlinjer för hela institutionen Innehåll för examensarbeten Under kursen utför och redovisar studenterna en vetenskaplig
Kontinuitetshantering IT-avbrott - hur beroende är ditt företag?
 Kontinuitetshantering IT-avbrott - hur beroende är ditt företag? IT-avbrott - hur beroende är ditt företag? Automatisk kontroll av mängd och vikt, kontinuerlig övervakning av kyl- och frystemperaturer,
Kontinuitetshantering IT-avbrott - hur beroende är ditt företag? IT-avbrott - hur beroende är ditt företag? Automatisk kontroll av mängd och vikt, kontinuerlig övervakning av kyl- och frystemperaturer,
 Bedömningsmall, Examensarbete 2015-04-12 Högskoleingenjör Riktlinjer för kvalitetskriterier för bedömning av examensarbete Examensarbetet bedöms med hjälp av kriterierna: Process, Ingenjörsmässigt och
Bedömningsmall, Examensarbete 2015-04-12 Högskoleingenjör Riktlinjer för kvalitetskriterier för bedömning av examensarbete Examensarbetet bedöms med hjälp av kriterierna: Process, Ingenjörsmässigt och
Rammeverk: Rutin för intern uppföljning av korrigeringar i levererad statistik felrapportering
 STATISTISKA CENTRALBYRÅN RAPPORT 1(5) Rammeverk: Rutin för intern uppföljning av korrigeringar i levererad statistik felrapportering E-post: mats.bergdahl@scb.se Statistiska centralbyrån, Processavdelningen
STATISTISKA CENTRALBYRÅN RAPPORT 1(5) Rammeverk: Rutin för intern uppföljning av korrigeringar i levererad statistik felrapportering E-post: mats.bergdahl@scb.se Statistiska centralbyrån, Processavdelningen
PMM (Process Maturity Metrics) Allmänt. Mätetal för framgångsfaktorer. 1. CM konfigurationsstyrning
 Allmänt. Mätetal för framgångsfaktorer. 1. CM konfigurationsstyrning") PMM (Process Maturity Metrics) PMM är en metod för att mäta processmognad i utvecklingsprojekt. I korthet går metoden ut på att man utvärderar sin utvecklingsprocess med avseende på ett antal framgångsfaktorer
PMM (Process Maturity Metrics) PMM är en metod för att mäta processmognad i utvecklingsprojekt. I korthet går metoden ut på att man utvärderar sin utvecklingsprocess med avseende på ett antal framgångsfaktorer
STATISTISK PROCESSTYRNING
 STATISTISK PROCESSTYRNING Statistisk processtyrning Alla typer av processer har variation Syftet med statistisk processtyrning (SPS) Finna variationer och eliminera dem Vid stabil process ska den behållas
STATISTISK PROCESSTYRNING Statistisk processtyrning Alla typer av processer har variation Syftet med statistisk processtyrning (SPS) Finna variationer och eliminera dem Vid stabil process ska den behållas
INSTITUTIONEN FÖR NEUROVETENSKAP OCH FYSIOLOGI
 INSTITUTIONEN FÖR NEUROVETENSKAP OCH FYSIOLOGI MNV227 Processorienterat ledarskap i förbättringsarbete, 15 högskolepoäng Process oriented management Fastställande Kursplanen är fastställd av Institutionen
INSTITUTIONEN FÖR NEUROVETENSKAP OCH FYSIOLOGI MNV227 Processorienterat ledarskap i förbättringsarbete, 15 högskolepoäng Process oriented management Fastställande Kursplanen är fastställd av Institutionen
Deadline 3. Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén
 Deadline 3 Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén 1 3. Kartlägg kundens röst För att få en klar bild av kundens nuvarande och kommande behov definieras marknaden
Deadline 3 Grupp A.4 Kathrin Dahlberg Elin Gardshol Lina Johansson Petter Liedberg Pernilla Lydén 1 3. Kartlägg kundens röst För att få en klar bild av kundens nuvarande och kommande behov definieras marknaden
E-BOK NY SOM HR-CHEF. Detta bör du ha koll på. Detta bör du ha koll på
 E-BOK NY SOM HR-CHEF Detta bör du ha koll på Detta bör du ha koll på 2 INNEHÅLL Introduktion 3 Förväntningar på HR-rollen 4 Så, var ska man börja? 5 En HR-modell i fyra nivåer 6 Förstå organisationen 8
E-BOK NY SOM HR-CHEF Detta bör du ha koll på Detta bör du ha koll på 2 INNEHÅLL Introduktion 3 Förväntningar på HR-rollen 4 Så, var ska man börja? 5 En HR-modell i fyra nivåer 6 Förstå organisationen 8
Provmoment: Tentamen 3 Ladokkod: 61ST01 Tentamen ges för: SSK06 VHB. TentamensKod: Tentamensdatum: 2012-12-14 Tid: 09.00-12.00
 Vetenskaplig teori och metod Provmoment: Tentamen 3 Ladokkod: 61ST01 Tentamen ges för: SSK06 VHB 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2012-12-14 Tid: 09.00-12.00 Hjälpmedel: Inga hjälpmedel
Vetenskaplig teori och metod Provmoment: Tentamen 3 Ladokkod: 61ST01 Tentamen ges för: SSK06 VHB 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2012-12-14 Tid: 09.00-12.00 Hjälpmedel: Inga hjälpmedel
Systematiskt Kvalitetsarbete
 1. Kvalitetsledning Mediagården Grafisk Produktion AB arbetar med ett Systematiskt Kvalitetsarbete för att styra, leda och utveckla den genomgripande kvaliteten på sina produkter och tjänster. Ledningssystemet
1. Kvalitetsledning Mediagården Grafisk Produktion AB arbetar med ett Systematiskt Kvalitetsarbete för att styra, leda och utveckla den genomgripande kvaliteten på sina produkter och tjänster. Ledningssystemet
Byggteknik - Högskoleingenjörsprogram 180 högskolepoäng
 Sida 1(5) Utbildningsplan Byggteknik - Högskoleingenjörsprogram 180 högskolepoäng Building Engineering Programme 180 Credits* 1. Programmets mål 1.1 Mål enligt Högskolelagen (1992:1434), 1 kap. 8 : Utbildning
Sida 1(5) Utbildningsplan Byggteknik - Högskoleingenjörsprogram 180 högskolepoäng Building Engineering Programme 180 Credits* 1. Programmets mål 1.1 Mål enligt Högskolelagen (1992:1434), 1 kap. 8 : Utbildning
STA101, Statistik och kvantitativa undersökningar, A 15 p Vårterminen 2017
 MÄLARDALENS HÖGSKOLA Akademin för ekonomi, samhälle och teknik STA101, Statistik och kvantitativa undersökningar, A 15 p Vårterminen 2017 Räknestuga 2 Förberedelser: Lyssna på föreläsningarna F4, F5 och
MÄLARDALENS HÖGSKOLA Akademin för ekonomi, samhälle och teknik STA101, Statistik och kvantitativa undersökningar, A 15 p Vårterminen 2017 Räknestuga 2 Förberedelser: Lyssna på föreläsningarna F4, F5 och
Bakgrund. Problemidentifiering. Fleet Management. Utveckling av verktyg för estimering av underhållskostnader
 Fleet Management Utveckling av verktyg för estimering av underhållskostnader Isac Alenius Marcus Pettersson Produktionsekonomi, Lunds Universitet, Lunds Tekniska Högskola Den danska trafikoperatören Arriva
Fleet Management Utveckling av verktyg för estimering av underhållskostnader Isac Alenius Marcus Pettersson Produktionsekonomi, Lunds Universitet, Lunds Tekniska Högskola Den danska trafikoperatören Arriva
Deltagarbaserad forskning, 7.5 högskolepoäng
 Deltagarbaserad forskning, 7.5 högskolepoäng Participatory Research Doktorandkurs/praktikerkurs vid Mälardalens högskola, Eskilstuna Hur forska i samverkan och samproduktion mellan högskola och samhälle?
Deltagarbaserad forskning, 7.5 högskolepoäng Participatory Research Doktorandkurs/praktikerkurs vid Mälardalens högskola, Eskilstuna Hur forska i samverkan och samproduktion mellan högskola och samhälle?
INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, 120 POÄNG Programme for Project Management in Engineering, 120 points
 UTBILDNINGSPLAN INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, 120 POÄNG Programme for Project Management in Engineering, 120 points Utbildningsprogrammet inrättades den 31 november 2001 av fakultetsnämnden för
UTBILDNINGSPLAN INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, 120 POÄNG Programme for Project Management in Engineering, 120 points Utbildningsprogrammet inrättades den 31 november 2001 av fakultetsnämnden för
EMG:s väg till examensarbeten av mycket hög kvalitet
 EMG:s väg till examensarbeten av mycket hög kvalitet Rolf Zale Institutionen för ekologi, miljö och geovetenskap rolf.zale@emg.umu.se Grundsyn Under examensarbetet ska studenten koncentrera sig på uppgiften
EMG:s väg till examensarbeten av mycket hög kvalitet Rolf Zale Institutionen för ekologi, miljö och geovetenskap rolf.zale@emg.umu.se Grundsyn Under examensarbetet ska studenten koncentrera sig på uppgiften
Business research methods, Bryman & Bell 2007
 Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
Business research methods, Bryman & Bell 2007 Introduktion Kapitlet behandlar analys av kvalitativ data och analysen beskrivs som komplex då kvalitativ data ofta består av en stor mängd ostrukturerad data
Utbildningsplanen är fastställd av fakultetsnämnden för medicin, naturvetenskap och teknik den 19 juni 2003.
 UTBILDNINGSPLAN MASKININGENJÖRSPROGRAMMET, 120/160 POÄNG Mechanical Engineering Programme, 120/160 points Utbildningsplanen är fastställd av fakultetsnämnden för medicin, naturvetenskap och teknik den
UTBILDNINGSPLAN MASKININGENJÖRSPROGRAMMET, 120/160 POÄNG Mechanical Engineering Programme, 120/160 points Utbildningsplanen är fastställd av fakultetsnämnden för medicin, naturvetenskap och teknik den
Introduktion till Lean, dag1 AU117G
 Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
Vanlig ide om förbättringsarbete. Vanligt misstag. Vanliga svårigheter. Förbättringskunskap INTRODUKTION. det blir en. Åtgärd förbättring.
 Vanlig ide om förbättringsarbete Förbättringskunskap INTRODUKTION HEL 2 2015 ht Barbro Krevers Avdelningen för hälso och sjukvårdsanalys Institutionen för medicin och hälsa Linköpings universitet Det blir
Vanlig ide om förbättringsarbete Förbättringskunskap INTRODUKTION HEL 2 2015 ht Barbro Krevers Avdelningen för hälso och sjukvårdsanalys Institutionen för medicin och hälsa Linköpings universitet Det blir
KOMMUNIKATIVT LEDARSKAP
 KOMMUNIKATIVT LEDARSKAP EN ANALYS AV INTERVJUER MED CHEFER OCH MEDARBETARE I FEM FÖRETAG NORRMEJERIER SAAB SANDVIK SPENDRUPS VOLVO Mittuniversitetet Avdelningen för medieoch kommunikationsvetenskap Catrin
KOMMUNIKATIVT LEDARSKAP EN ANALYS AV INTERVJUER MED CHEFER OCH MEDARBETARE I FEM FÖRETAG NORRMEJERIER SAAB SANDVIK SPENDRUPS VOLVO Mittuniversitetet Avdelningen för medieoch kommunikationsvetenskap Catrin
Matematik. Bedömningsanvisningar. Vårterminen 2012 ÄMNESPROV. Del B1 och Del B2 ÅRSKURS
 ÄMNESPROV Matematik ÅRSKURS 9 Prov som ska återanvändas omfattas av sekretess enligt 17 kap. 4 offentlighets- och sekretesslagen. Avsikten är att detta prov ska kunna återanvändas t.o.m. 2018-06-30. Vid
ÄMNESPROV Matematik ÅRSKURS 9 Prov som ska återanvändas omfattas av sekretess enligt 17 kap. 4 offentlighets- och sekretesslagen. Avsikten är att detta prov ska kunna återanvändas t.o.m. 2018-06-30. Vid
De 77 frågorna för systematisk egendeklaration av socialt ansvarstagande enligt svensk specifikation SIS-SP 2:2015
 De 77 frågorna för systematisk egendeklaration av socialt ansvarstagande enligt svensk specifikation SIS-SP 2:2015 Dokument upprättat av Staffan Söderberg, AMAP Sustainability www.amap.se 2018-03-28 SIS-SP
De 77 frågorna för systematisk egendeklaration av socialt ansvarstagande enligt svensk specifikation SIS-SP 2:2015 Dokument upprättat av Staffan Söderberg, AMAP Sustainability www.amap.se 2018-03-28 SIS-SP
Skriva, presentera och opponera uppsats på läkarprogrammet Examensarbete termin 10
 Skriva, presentera och opponera uppsats på läkarprogrammet Examensarbete termin 10 Maria Björklund (Bibliotek & IKT) & Fredrik von Wowern (Kursansvariga termin 10), reviderad 2014-06-30 Introduktion till
Skriva, presentera och opponera uppsats på läkarprogrammet Examensarbete termin 10 Maria Björklund (Bibliotek & IKT) & Fredrik von Wowern (Kursansvariga termin 10), reviderad 2014-06-30 Introduktion till
INSTRUKTIONER OCH TIPS Fördjupningsarbete Receptarier (15 hp) och Apotekare (30 hp)
 och Apotekare (30 hp)") 1 INSTRUKTIONER OCH TIPS Fördjupningsarbete Receptarier (15 hp) och Apotekare (30 hp) 1. Försöksplan Syftet med försöksplanen är att du ska få projektets (begränsade) målsättning helt klar för dig innan
1 INSTRUKTIONER OCH TIPS Fördjupningsarbete Receptarier (15 hp) och Apotekare (30 hp) 1. Försöksplan Syftet med försöksplanen är att du ska få projektets (begränsade) målsättning helt klar för dig innan
S2IAG Masterprogrammet i Internationell Administration och Global Samhällsstyrning, 120 högskolepoäng
 STATSVETENSKAPLIGA INSTITUTIONEN S2IAG Masterprogrammet i Internationell Administration och Global Samhällsstyrning, 120 högskolepoäng Master s Programme in International Administration and Global Governance,
STATSVETENSKAPLIGA INSTITUTIONEN S2IAG Masterprogrammet i Internationell Administration och Global Samhällsstyrning, 120 högskolepoäng Master s Programme in International Administration and Global Governance,
Processinriktning i ISO 9001:2015
 Processinriktning i ISO 9001:2015 Syftet med detta dokument Syftet med detta dokument är att förklara processinriktning i ISO 9001:2015. Processinriktning kan tillämpas på alla organisationer och alla
Processinriktning i ISO 9001:2015 Syftet med detta dokument Syftet med detta dokument är att förklara processinriktning i ISO 9001:2015. Processinriktning kan tillämpas på alla organisationer och alla
Hur kan man uppnå tillståndet där Lean/Verksamhetsutveckling är en naturlig del av tillvaron?
 Hur kan man uppnå tillståndet där Lean/Verksamhetsutveckling är en naturlig del av tillvaron? Av Ronny Brandqvist Sida 1 av 19 Lean är INTE ett statiskt tillstånd Sida 2 av 19 Hur kan det se ut? Attityder,
Hur kan man uppnå tillståndet där Lean/Verksamhetsutveckling är en naturlig del av tillvaron? Av Ronny Brandqvist Sida 1 av 19 Lean är INTE ett statiskt tillstånd Sida 2 av 19 Hur kan det se ut? Attityder,
Det innebär att studenten efter genomgången kurs skall kunna:
 Etik och moral Kursmål, lärandemål Kursens övergripande mål är att ge kunskaper om ingenjörsmässiga arbetsmetoder och att ge grundläggande färdigheter i att använda olika ingenjörsverktyg, med betoning
Etik och moral Kursmål, lärandemål Kursens övergripande mål är att ge kunskaper om ingenjörsmässiga arbetsmetoder och att ge grundläggande färdigheter i att använda olika ingenjörsverktyg, med betoning
Kvalitetspolicy för Eskilstuna kommunkoncern
 Kvalitetspolicy Kvalitet är att tillgodose invånar-, kund- och brukarbehov genom att göra rätt sak på rätt sätt och att med tilldelade resurser uppnå avsett resultat Kvalitetspolicyn är antagen av kommunfullmäktige
Kvalitetspolicy Kvalitet är att tillgodose invånar-, kund- och brukarbehov genom att göra rätt sak på rätt sätt och att med tilldelade resurser uppnå avsett resultat Kvalitetspolicyn är antagen av kommunfullmäktige
STOCKHOLMS UNIVERSITET Psykologiska institutionen Psykoterapeutprogrammet, 90 hp
 STOCKHOLMS UNIVERSITET Psykologiska institutionen Psykoterapeutprogrammet, 90 hp Anvisningar och schema till kursen Vetenskapsteori och forskningsmetodik i psykoterapi, 10 hp Vårterminen 2011 Kursansvariga
STOCKHOLMS UNIVERSITET Psykologiska institutionen Psykoterapeutprogrammet, 90 hp Anvisningar och schema till kursen Vetenskapsteori och forskningsmetodik i psykoterapi, 10 hp Vårterminen 2011 Kursansvariga
Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer
 Results of FFI HP projects at a workshop for machining of transmission parts 1 Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer Sven Hjelm Mats Bagge Global Industrial
Results of FFI HP projects at a workshop for machining of transmission parts 1 Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer Sven Hjelm Mats Bagge Global Industrial
U T B I L D N I N G S P L A N
 Dnr: 66/2008/515 Grundutbildningsnämnden för matematik, naturvetenskap och teknik U T B I L D N I N G S P L A N Företagsingenjör med inriktning affärssystem och management, 180 högskolepoäng Bachelor of
Dnr: 66/2008/515 Grundutbildningsnämnden för matematik, naturvetenskap och teknik U T B I L D N I N G S P L A N Företagsingenjör med inriktning affärssystem och management, 180 högskolepoäng Bachelor of
Att mäta och förbättra dialysvården över tid
 Att mäta och förbättra dialysvården över tid Exempel från dialysenheten på Länssjukhuset Ryhov, Jönköping Dan Enell, Mark Splaine, Johan Thor 13 maj, 2013 Syften 1. Att visa hur man kan använda mätningar
Att mäta och förbättra dialysvården över tid Exempel från dialysenheten på Länssjukhuset Ryhov, Jönköping Dan Enell, Mark Splaine, Johan Thor 13 maj, 2013 Syften 1. Att visa hur man kan använda mätningar
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE
 Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Li#eratur och empiriska studier kap 12, Rienecker & Jørgensson kap 8-9, 11-12, Robson STEFAN HRASTINSKI STEFANHR@KTH.SE Innehåll Vad är en bra uppsats? Söka, använda och refera till litteratur Insamling
Maskiningenjör - produktutveckling, 180 hp
 1 (6) Utbildningsplan för: Maskiningenjör - produktutveckling, 180 hp Mechanical Engineering - Product Development, 180 Credits Allmänna data om programmet Programkod Tillträdesnivå Diarienummer TMPRG
1 (6) Utbildningsplan för: Maskiningenjör - produktutveckling, 180 hp Mechanical Engineering - Product Development, 180 Credits Allmänna data om programmet Programkod Tillträdesnivå Diarienummer TMPRG
Masterprofil Kvalitets-och verksamhetsutveckling
 Masterprofil Kvalitets-och verksamhetsutveckling Kvalitets- och verksamhetsutveckling Vad är det? Yttre effektivitet Rätt saker Fel saker Fel sätt Rätt sätt Inre effektivitet Kvalitets- och verksamhetsutveckling
Masterprofil Kvalitets-och verksamhetsutveckling Kvalitets- och verksamhetsutveckling Vad är det? Yttre effektivitet Rätt saker Fel saker Fel sätt Rätt sätt Inre effektivitet Kvalitets- och verksamhetsutveckling
CUSTOMER VALUE PROPOSITION ð
 CUSTOMER VALUE PROPOSITION ð IN BUSINESS MARKETS JAMES C. ANDERSSON, JAMES A. NARUS, & WOUTER VAN ROSSUMIN PERNILLA KLIPPBERG, REBECCA HELANDER, ELINA ANDERSSON, JASMINE EL-NAWAJHAH Inledning Företag påstår
CUSTOMER VALUE PROPOSITION ð IN BUSINESS MARKETS JAMES C. ANDERSSON, JAMES A. NARUS, & WOUTER VAN ROSSUMIN PERNILLA KLIPPBERG, REBECCA HELANDER, ELINA ANDERSSON, JASMINE EL-NAWAJHAH Inledning Företag påstår
Hållbarhet, kvalitet och innovativ verksamhetsutveckling Dr Lars Sörqvist
 Hållbarhet, kvalitet och innovativ verksamhetsutveckling Dr Lars Sörqvist VD, Sandholm Associates Docent, Kungliga Tekniska Högskolan (KTH) Vice President, International Academy for Quality (IAQ) Agenda
Hållbarhet, kvalitet och innovativ verksamhetsutveckling Dr Lars Sörqvist VD, Sandholm Associates Docent, Kungliga Tekniska Högskolan (KTH) Vice President, International Academy for Quality (IAQ) Agenda
Np MaB vt 2002 NATIONELLT KURSPROV I MATEMATIK KURS B VÅREN 2002
 Skolverket hänvisar generellt beträffande provmaterial till bestämmelsen om sekretess i 4 kap. 3 sekretesslagen. För detta material gäller sekretessen fram till utgången av juni 00. Anvisningar Provtid
Skolverket hänvisar generellt beträffande provmaterial till bestämmelsen om sekretess i 4 kap. 3 sekretesslagen. För detta material gäller sekretessen fram till utgången av juni 00. Anvisningar Provtid
DFA Design For Assembly
 2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
Elektroteknik GR (C), Examensarbete för högskoleingenjörsexamen, 15 hp
, Examensarbete för högskoleingenjörsexamen, 15 hp") 1 (5) Kursplan för: Elektroteknik GR (C), Examensarbete för högskoleingenjörsexamen, 15 hp Electrical Engineering BA (C), Thesis Project, 15 Credits Allmänna data om kursen Kurskod Ämne/huvudområde Nivå
1 (5) Kursplan för: Elektroteknik GR (C), Examensarbete för högskoleingenjörsexamen, 15 hp Electrical Engineering BA (C), Thesis Project, 15 Credits Allmänna data om kursen Kurskod Ämne/huvudområde Nivå
Låt oss ta hand om din utveckling, medan du själv utvecklar ditt företag
 Låt oss ta hand om din utveckling, medan du själv utvecklar ditt företag *vad är SmartCode? Vi gör ett komplett utbud av tjänster. Vi designar, utvecklar, stödjer och uppdaterar allt som fungerar i Web.
Låt oss ta hand om din utveckling, medan du själv utvecklar ditt företag *vad är SmartCode? Vi gör ett komplett utbud av tjänster. Vi designar, utvecklar, stödjer och uppdaterar allt som fungerar i Web.
Introduktion till Lean, dag1
 Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
16. Max 2/0/ Max 3/0/0
 Del III 16. Max 2/0/0 Godtagbar ansats, visar förståelse för likformighetsbegreppet, t.ex. genom att bestämma en tänkbar längd på sidan med i övrigt godtagbar lösning med korrekt svar (8 cm och 18 cm)
Del III 16. Max 2/0/0 Godtagbar ansats, visar förståelse för likformighetsbegreppet, t.ex. genom att bestämma en tänkbar längd på sidan med i övrigt godtagbar lösning med korrekt svar (8 cm och 18 cm)
STA101, Statistik och kvantitativa undersökningar, A 15 p Vårterminen 2017
 MÄLARDALENS HÖGSKOLA Akademin för ekonomi, samhälle och teknik STA101, Statistik och kvantitativa undersökningar, A 15 p Vårterminen 2017 Räknestuga 2 Förberedelser: Lyssna på föreläsningarna F4, F5 och
MÄLARDALENS HÖGSKOLA Akademin för ekonomi, samhälle och teknik STA101, Statistik och kvantitativa undersökningar, A 15 p Vårterminen 2017 Räknestuga 2 Förberedelser: Lyssna på föreläsningarna F4, F5 och
Förpackningar. Individuell PM 2010 KPP039. Annika Henrich
 Förpackningar Individuell PM 2010 KPP039 Förpackningar Inledning I kursen Produktutveckling 3, KPP039, ingår en individuell inlämningsuppgift. Ett PM ska skrivas som ger en mer djup inblick i en process,
Förpackningar Individuell PM 2010 KPP039 Förpackningar Inledning I kursen Produktutveckling 3, KPP039, ingår en individuell inlämningsuppgift. Ett PM ska skrivas som ger en mer djup inblick i en process,
Lektionsanteckningar 11-12: Normalfördelningen
 Lektionsanteckningar 11-12: Normalfördelningen När utfallsrummet för en slumpvariabel kan anta vilket värde som helst i ett givet intervall är variabeln kontinuerlig. Det är väsentligt att utfallsrummet
Lektionsanteckningar 11-12: Normalfördelningen När utfallsrummet för en slumpvariabel kan anta vilket värde som helst i ett givet intervall är variabeln kontinuerlig. Det är väsentligt att utfallsrummet
INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, INRIKTNING MASKINTEKNIK, 120 POÄNG Programme for Project Management in Engineering, 120 points
 UTBILDNINGSPLAN INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, INRIKTNING MASKINTEKNIK, 120 POÄNG Programme for Project Management in Engineering, 120 points Utbildningsplanen är fastställd av fakultetsnämnden
UTBILDNINGSPLAN INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, INRIKTNING MASKINTEKNIK, 120 POÄNG Programme for Project Management in Engineering, 120 points Utbildningsplanen är fastställd av fakultetsnämnden
Umeå universitet Arkitekthögskolan
 Umeå universitet Arkitekthögskolan Sammanfattning av arbetsmiljökartläggning Hösten 2015 Anneli Karlsson Bengt Larsson Uppdraget Umeå universitet har, genom Rektor vid Arkitekthögskolan, Dekan vid Teknisk
Umeå universitet Arkitekthögskolan Sammanfattning av arbetsmiljökartläggning Hösten 2015 Anneli Karlsson Bengt Larsson Uppdraget Umeå universitet har, genom Rektor vid Arkitekthögskolan, Dekan vid Teknisk
En typisk medianmorot
 Karin Landtblom En typisk medianmorot I artikeln Läget? Tja det beror på variablerna! i Nämnaren 1:1 beskrivs en del av problematiken kring lägesmått och variabler med några vanliga missförstånd som lätt
Karin Landtblom En typisk medianmorot I artikeln Läget? Tja det beror på variablerna! i Nämnaren 1:1 beskrivs en del av problematiken kring lägesmått och variabler med några vanliga missförstånd som lätt
Verksamhetsutveckling med helhetssyn: EFQMmodellen som strategiskt verktyg
 STATISTISKA CENTRALBYRÅN DOKUMENTTYP 1(5) Verksamhetsutveckling med helhetssyn: EFQMmodellen som strategiskt verktyg 1.Inledning Det är en svår konst att balansera, uppfylla och helst överträffa kunders
STATISTISKA CENTRALBYRÅN DOKUMENTTYP 1(5) Verksamhetsutveckling med helhetssyn: EFQMmodellen som strategiskt verktyg 1.Inledning Det är en svår konst att balansera, uppfylla och helst överträffa kunders
SAMHÄLLSVETENSKAPLIGA FAKULTETSNÄMNDEN. Grundnivå/First Cycle
 SAMHÄLLSVETENSKAPLIGA FAKULTETSNÄMNDEN PC1245, Personlighet, hälsa och socialpsykologi, 30,0 högskolepoäng Psychology, Intermediate Course with Emphasis on Personality, Health and Social Psychology, 30.0
SAMHÄLLSVETENSKAPLIGA FAKULTETSNÄMNDEN PC1245, Personlighet, hälsa och socialpsykologi, 30,0 högskolepoäng Psychology, Intermediate Course with Emphasis on Personality, Health and Social Psychology, 30.0
S2PSC Masterprogrammet i Statsvetenskap, 120 högskolepoäng
 S2PSC Masterprogrammet i Statsvetenskap, 120 högskolepoäng Master s Programme in Political Science, 120 credits Avancerad nivå/second cycle level 1. Fastställande Utbildningsplanen fastställdes av Samhällsvetenskapliga
S2PSC Masterprogrammet i Statsvetenskap, 120 högskolepoäng Master s Programme in Political Science, 120 credits Avancerad nivå/second cycle level 1. Fastställande Utbildningsplanen fastställdes av Samhällsvetenskapliga
Kriterier för bedömning av examensarbete vid den farmaceutiska fakulteten
 Kriterier för bedömning av examensarbete vid den farmaceutiska fakulteten 1 Inledning Vid den farmaceutiska fakulteten har det sedan 2005 funnits kriterier för bedömning av examensarbete (medfarm 2005/913).
Kriterier för bedömning av examensarbete vid den farmaceutiska fakulteten 1 Inledning Vid den farmaceutiska fakulteten har det sedan 2005 funnits kriterier för bedömning av examensarbete (medfarm 2005/913).
100 % välkomna. tillbaka! GÖTEBORG HYLTE KÖPENHAMN MALMÖ
 100 % välkomna GÖTEBORG tillbaka! HYLTE KÖPENHAMN MALMÖ EXTERNA INTRESSENTER Riksdag Regering Myndigheter Invånare Kunder Media Lagstiftning Förordningar Föreskrifter Skattemedel Inflytande Insyn God ekonomisk
100 % välkomna GÖTEBORG tillbaka! HYLTE KÖPENHAMN MALMÖ EXTERNA INTRESSENTER Riksdag Regering Myndigheter Invånare Kunder Media Lagstiftning Förordningar Föreskrifter Skattemedel Inflytande Insyn God ekonomisk
Ny i HR-rollen 1. Ny i HR-rollen. Detta måste du ha koll på
 Ny i HR-rollen 1 Ny i HR-rollen Detta måste du ha koll på Ny i HR-rollen 1 Innehåll Sida 2 Inledning 3 Förväntningar på HR-rollen 4 Så, var ska man börja? 5 En HR-modell i fyra nivåer 6 Förstå organisationen
Ny i HR-rollen 1 Ny i HR-rollen Detta måste du ha koll på Ny i HR-rollen 1 Innehåll Sida 2 Inledning 3 Förväntningar på HR-rollen 4 Så, var ska man börja? 5 En HR-modell i fyra nivåer 6 Förstå organisationen
PDA107, Kvalitetsarbetet genom aktionsforskning, 7,5 högskolepoäng Action Research for Quality Improvement, 7.5 higher education credits
 UTBILDNINGSVETENSKAPLIGA FAKULTETSNÄMNDEN PDA107, Kvalitetsarbetet genom aktionsforskning, 7,5 högskolepoäng Action Research for Quality Improvement, 7.5 higher education credits Avancerad nivå/second
UTBILDNINGSVETENSKAPLIGA FAKULTETSNÄMNDEN PDA107, Kvalitetsarbetet genom aktionsforskning, 7,5 högskolepoäng Action Research for Quality Improvement, 7.5 higher education credits Avancerad nivå/second
Kvalitetsmanual SS-EN ISO 9001:2015 SS-EN ISO 13485:2016 SS-EN ISO 14001:2015
 Kvalitetsmanual SS-EN ISO 9001:2015 SS-EN ISO 13485:2016 SS-EN ISO 14001:2015 Korea s Medical Device Act and MFDS (Ministry of Food and Drug Safety) Notification - KGMP Dok ID: 8530 200 Revision K Ledningssystem
Kvalitetsmanual SS-EN ISO 9001:2015 SS-EN ISO 13485:2016 SS-EN ISO 14001:2015 Korea s Medical Device Act and MFDS (Ministry of Food and Drug Safety) Notification - KGMP Dok ID: 8530 200 Revision K Ledningssystem
Sportteknologi maskiningenjör inom innovativ produktutveckling, 180 hp
 1 (6) Utbildningsplan för: Sportteknologi maskiningenjör inom innovativ produktutveckling, 180 hp Sports Technology Mechanical Engineering within Innovative Product Development, 180 Credits Allmänna data
1 (6) Utbildningsplan för: Sportteknologi maskiningenjör inom innovativ produktutveckling, 180 hp Sports Technology Mechanical Engineering within Innovative Product Development, 180 Credits Allmänna data
INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, 120 POÄNG Programme for Project Management in Engineering, 120 points
 UTBILDNINGSPLAN INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, 120 POÄNG Programme for Project Management in Engineering, 120 points Utbildningsplanen är fastställd av fakultetsnämnden för medicin, naturvetenskap
UTBILDNINGSPLAN INGENJÖRSPROGRAMMET FÖR PROJEKTLEDNING, 120 POÄNG Programme for Project Management in Engineering, 120 points Utbildningsplanen är fastställd av fakultetsnämnden för medicin, naturvetenskap
Avvikelsehantering, hälso- och sjukvård rutin
 Avvikelsehantering, hälso- och sjukvård rutin Inledning Förvaltningens rutin för avvikelser utgår ifrån Avvikelsehantering- hälso- och sjukvård riktlinje, som i sin tur utgår ifrån lagar och föreskrifter.
Avvikelsehantering, hälso- och sjukvård rutin Inledning Förvaltningens rutin för avvikelser utgår ifrån Avvikelsehantering- hälso- och sjukvård riktlinje, som i sin tur utgår ifrån lagar och föreskrifter.
Kvalitetsstandarder inom statistikproduktionen. 2011-10-19 Lilli Japec, Dr Utvecklingschef SCB lilli.japec@scb.se
 Kvalitetsstandarder inom statistikproduktionen 2011-10-19 Lilli Japec, Dr Utvecklingschef SCB lilli.japec@scb.se 1 Inledning Vad är kvalitet? Vilka ramverk finns? Några exempel från SCB:s kvalitetsarbete
Kvalitetsstandarder inom statistikproduktionen 2011-10-19 Lilli Japec, Dr Utvecklingschef SCB lilli.japec@scb.se 1 Inledning Vad är kvalitet? Vilka ramverk finns? Några exempel från SCB:s kvalitetsarbete
Bättre vård till lägre totalkostnad. TENA Helhetslösningar. www.tena.nu
 Bättre vård till lägre totalkostnad TENA Helhetslösningar www.tena.nu Ökad livskvalitet och sänkta kostnader Flera studier visar att inkontinensvården kan utgöra så mycket som 11 procent av de totala kostnaderna
Bättre vård till lägre totalkostnad TENA Helhetslösningar www.tena.nu Ökad livskvalitet och sänkta kostnader Flera studier visar att inkontinensvården kan utgöra så mycket som 11 procent av de totala kostnaderna