TNC 310. Bruksanvisning HEIDENHAINdialogprogrammering. NC-Software xx 6/98
|
|
|
- Ove Henriksson
- för 9 år sedan
- Visningar:
Transkript
1 TNC 310 NC-Software xx Bruksanvisning HEIDENHAINdialogprogrammering 6/98
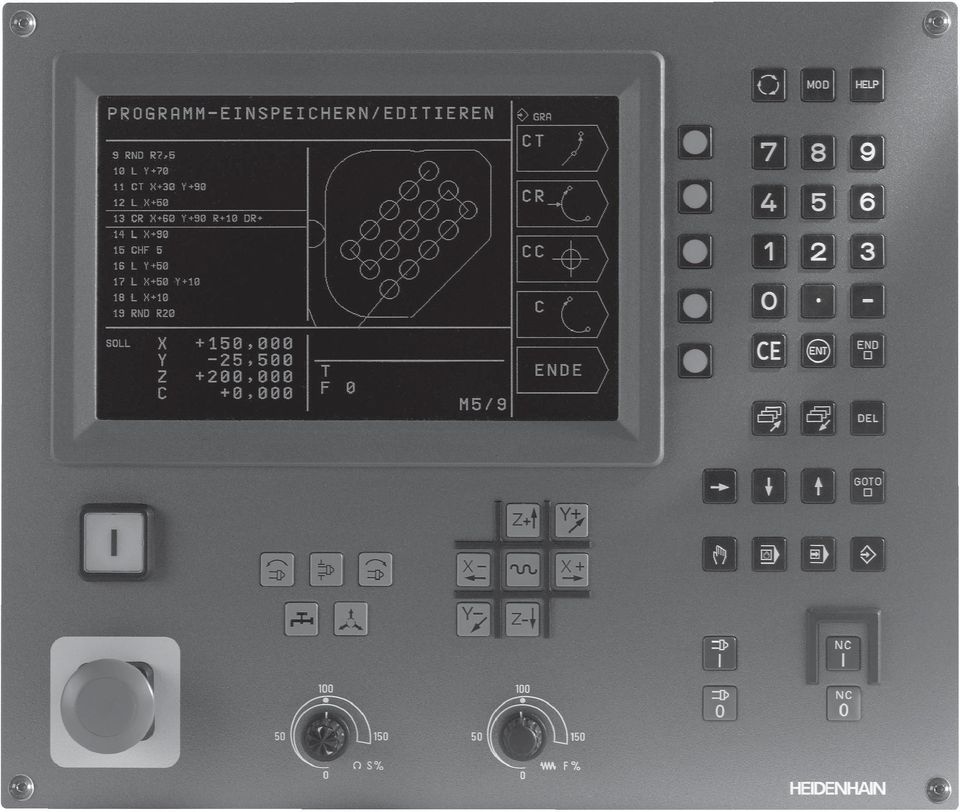
2 TNC: ns manöverenheter Manöverknappar för bildskärmen Välj bildskärmsuppdelning Softkeys Maskinknappar Växla softkeyrad Axelriktningsknappar Snabbtransport-knapp Kylvätska Lossa verktyg Spindel rotationsriktning Spindel TILL/FRÅN NC start/nc stopp Overridepotentiometrar för matning/ spindelvarvtal Inmatning av siffror, editering... Siffror Decimalpunkt Växla förtecken Avsluta inmatning och fortsätt dialogen Avsluta block Radera inmatat siffervärde eller radera TNC-felmeddelande Avbryt dialog, radera programdel Programmeringshjälp Välj MOD-funktion Kalla upp HELP-funktionen Förflytta markören samt välj block, cykler och parameterfunktioner direkt Förflytta markören Förflytta markören, hoppa över dialogfrågan 0 S % 0 F % Välj block och cykler direkt Välja driftarter MANUELL DRIFT MANUELL POSITIONERING PROGRAMKÖRNING/PROGRAMTEST PROGRAMINMATNING/EDITERING

3
4 TNC-typ, mjukvara och funktioner Denna handbok beskriver funktioner som finns tillgängliga i TNC styrsystem med följande NC-mjukvarunummer. Innehåll TNC-typ TNC 310 NC-mjukvarunummer xx Maskintillverkaren anpassar, via maskinparametrar, lämpliga funktioner i TNC:n till den specifika maskinen. Därför förekommer det funktion, som beskrivs i denna handbok, vilka inte finns tillgängliga i alla TNC utrustade maskiner. TNC-funktioner som inte finns tillgängliga i alla maskiner är exempelvis: Avkännarfunktioner för 3D-avkännarsystemet Cykel gängning utan flytande gängtappshållare Cykel ursvarvning Kontakta maskintillverkaren för att klargöra vilka funktioner som finns tillgängliga i Er maskin. Många maskintillverkare och HEIDENHAIN erbjuder programmeringskurser för TNC. Att deltaga i sådana kurser ger oftast en god inblick i användandet av TNC-funktionerna. Avsett användningsområde TNC:n motsvarar klass A enligt EN och är huvudsakligen avsedd för användning inom industrin. HEIDENHAIN TNC 310 I

5

6 Innehåll Introduktion Manuell drift och inställning Manuell positionering Programmering: Grunder, Filhantering, Programmeringshjälp Programmering: Verktyg Programmering: Programmering av konturer Programmering: Tilläggsfunktioner Programmering: Cykler Programmering: Underprogram och programdelsupprepning Programtest och programkörning 3D-avkännarsystem MOD-funktioner Tabeller och översikt Innehåll HEIDENHAIN TNC 310 III

7 Innehåll 1 INTRODUKTION TNC Bildskärm och knappsats Driftarter Statuspresentation Tillbehör: 3D-avkännarsystem och elektroniska handrattar från HEIDENHAIN 11 2 MANUELL DRIFT OCH INSTÄLLNING Uppstart Förflyttning av maskinaxlarna Spindelvarvtal S, Matning F och Tilläggsfunktion M Inställning av utgångspunkt (utan 3D-avkännarsystem) 19 3 MANUELL POSITIONERING Programmera och utföra enkla positioneringsblock 22 4 PROGRAMMERING: GRUNDER, FILHANTERING, PROGRAMMERINGSHJÄLP Grunder Filhantering Öppna och mata in program Programmeringsgrafik Hjälp-funktion 39 5 PROGRAMMERING: VERKTG Verktygsrelaterade uppgifter Verktygsdata Verktygskompensering 48 6 PROGRAMMERING: PROGRAMMERING AV KONTURER Översikt: Verktygsrörelser Allmänt om konturfunktioner 55 IV Innehåll

8 6.3 Konturfunktioner rätvinkliga koordinater 58 Översikt konturfunktioner 58 Rätlinje L 59 Infoga Fas CHF mellan två räta linjer 59 Cirkelcentrum CC 60 Cirkelbåge C runt cirkelcentrum CC 61 Cirkelbåge CR med bestämd radie 62 Cirkelbåge CT med tangentiell anslutning 63 Hörnrundning RND 64 Exempel: Rätlinjerörelse och fas med rätvinkliga koordinater 65 Exempel: Cirkelrörelse med rätvinkliga koordinater 66 Exempel: Fullcirkel med rätvinkliga koordinater Konturfunktioner polära koordinater 68 Polära koordinater utgångspunkt: Pol CC 68 Rätlinje LP 69 Cirkelbåge CP runt Pol CC 69 Cirkelbåge CTP med tangentiell anslutning 70 Skruvlinje (Helix) 71 Exempel: Rätlinjerörelse polärt 73 Exempel: Helix 74 Innehåll 7 PROGRAMMERING: TILLÄGGSFUNKTIONER Inmatning av tilläggsfunktioner M och STOPP Tilläggsfunktioner för kontroll av programkörning, spindel och kylvätska Tilläggsfunktioner för koordinatuppgifter Tilläggsfunktioner för konturbeteende Tilläggsfunktion för rotationsaxlar 82 HEIDENHAIN TNC 310 V
 71")
9 Innehåll 8 PROGRAMMERING: CKLER Allmänt om cykler Borrcykler 86 DJUPBORRNING (cykel 1) 86 BORRNING (cykel 200) 88 BROTSCHNING (cykel 201) 89 URSVARVNING (cykel 202) 90 UNIVERSAL-BORRNING (cykel 203) 91 GÄNGNING med flytande gängtappshållare (cykel 2) 93 GÄNGNING utan flytande gängtappshållare GS (cykel 17) 94 Exempel: Borrcykler 95 Exempel: Borrcykler Cykler för fräsning av fickor, öar och spår 97 URFRÄSNING (cykel 4) 98 FICKA FINSKÄR (cykel 212) 99 Ö FINSKÄR (cykel 213) 101 CIRKELURFRÄSNING (cykel 5) 102 CIRKELFICKA FINSKÄR (cykel 214) 104 CIRKEL Ö FINSKÄR (cykel 215) 105 SPÅRFRÄSNING (cykel 3) 107 CIRKULÄRT SPÅR med pendlande nedmatning (cykel 210) 108 CIRKULÄRT SPÅR med pendlande nedmatning (cykel 211) 110 Exempel: Fräsning av fickor, öar och spår Cykler för att skapa punktmönster 114 PUNKTMÖNSTER PÅ CIRKEL (cykel 220) 115 PUNKTMÖNSTER PÅ LINJER (cykel 221) 116 Exempel: Hålcirkel Cykler för uppdelning 120 PLANING (cykel 230) 120 LINJALTA (cykel 231) 122 Exempel: Planing 124 VI Innehåll
 98 FICKA FINSKÄR (cykel 212) 99 Ö FINSKÄR (cykel 213) 101 CIRKELURFRÄSNING (cykel 5) 102 CIRKELFICKA FINSKÄR (cykel 214) 104")
10 8.6 Cykler för koordinatomräkningar 125 NOLLPUNKTS-förskjutning (cykel 7) 126 SPEGLING (cykel 8) 127 VRIDNING (cykel 10) 128 SKALFAKTOR (cykel 11) 129 Exempel: Cykler för koordinatomräkning Specialcykler 132 VÄNTETID (cykel 9) 132 PROGRAMANROP (cykel 12) 132 SPINDELORIENTERING (cykel 13) 133 Innehåll 9 PROGRAMMERING: UNDERPROGRAM OCH PROGRAMDELSUPPREPNING Underprogram och programdelsupprepning Underprogram Programdelsupprepning Länkning av underprogram 139 Underprogram i underprogram 139 Upprepning av programdelsupprepning 140 Upprepning av underprogram Programmeringsexempel 142 Exempel: Konturfräsning med flera ansättningar 142 Exempel: Hålbilder 143 Exempel: Hålbilder med flera verktyg PROGRAMTEST OCH PROGRAMKÖRNING Grafik Programtest Programkörning Valbart programkörningsstopp D-AVKÄNNARSSTEM Avkännarcykler i driftart MANUELL DRIFT 160 Kalibrering av brytande avkännarsystem 161 Kompensering för vridet arbetsstycke Inställning av utgångspunkt med 3D-avkännarsystem Mätning av arbetsstycke med 3D-avkännarsystem 166 HEIDENHAIN TNC 310 VII

11 Innehåll 12 MOD-FUNKTIONER Välja, ändra och lämna MOD-funktioner Systeminformation Ange kodnummer Inställning av datasnitt Maskinspecifika användarparametrar Välja typ av positionsindikering Välja måttenhet Ange begränsning av rörelse-område TABELLER OCH ÖVERSIKT Allmänna användarparametrar 176 Inmatningsmöjligheter för maskinparametrar 176 Kalla upp allmänna användarparametrar 176 Extern dataöverföring 177 3D-avkännarsystem 178 TNC-presentation, TNC-editor 178 Bearbetning och programkörning 180 Elektroniska handrattar Kontaktbeläggning och anslutningskabel för datasnittet 181 Datasnitt V.24/RS-232-C Teknisk information 182 TNC-karaktäristik 182 Programmerbara funktioner 183 TNC-prestanda TNC-felmeddelanden 184 TNC-felmeddelanden vid programmering 184 TNC-felmeddelanden vid programtest och programkörning Byta buffert-batteri 187 VIII Innehåll

12 Introduktion 1

13 1.1 TNC TNC 310 HEIDENHAIN TNC-system är verkstadsanpassade kurvlinjestyrsystem, med vilka man kan programmera fräs- och borrbearbetningar direkt i maskinen med hjälp av lättförståelig Klartext-Dialog. TNC 310 är avsedd för användning i fräs- och borrmaskiner med upp till 4 axlar. Istället för en fjärde axeln finns möjlighet till programmerad positionering av spindelns vinkelläge. Knappsats och bildskärmspresentation är kompakt och överskådligt utformade, så att alla funktioner kan nås snabbt och enkelt. Programmering: HEIDENHAIN Klartext-Dialog Skapandet av program är extra enkelt i den användarvänliga HEIDENHAIN-Klartext-Dialogen. En programmeringsgrafik presenterar de individuella bearbetningsstegen samtidigt som programmet matas in. Bearbetningen av arbetsstycket kan simuleras grafiskt under programtestet. Program kan även matas in samtidigt som ett annat program utför bearbetning av ett arbetsstycke. Kompatibilitet TNC:n kan hantera alla bearbetningsprogram som har skapats i HEIDENHAIN-kurvlinjestyrsystem från och med TNC 150 B. 2 1 Introduktion

14 1.2 Bildskärm och knappsats Bildskärm Bilden till höger visar bildskärmens kontroller: Bestämmande av bildskärmsuppdelning Knappar för softkeyval Växla softkeyrad Övre raden Vid påslagen TNC visar bildskärmen den valda driftarten i den översta raden. Där visas även dialogfrågor och meddelandetexter (undantag: när TNC:n endast visar grafik). Softkeys I den högra delen av bildskärmen presenterar TNC:n ytterligare funktioner i en softkeyrad. Dessa funktioner väljer man med knapparna som finns placerade bredvid softkeyraden. För orientering indikerar små rektanglar precis under softkeyraden antalet tillgängliga softkeyrader som kan väljas. Den aktiva softkeyraden markeras med fylld rektangel. 1.2 Bildskärm och knappsats Bildskärmsuppdelning Användaren väljer själv önskad uppdelning av bildskärmen: På detta sätt kan TNC:n exempelvis i driftart PROGRAMINMATNING/ EDITERING presentera programmet i det vänstra fönstret, medan exempelvis programmeringsgrafiken visas i det högra fönstret. Alternativt kan man välja att presentera en hjälpbild i samband med cykeldefinitioner i det högra fönstret eller enbart programmet i ett stort fönster. Vilka fönster som TNC:n kan visa är beroende av vilken driftart som har valts. Ändra bildskärmsuppdelning: < Tryck på växlingsknappen för bildskärmsuppdelning: Softkeyraden presenterar de möjliga bildskärmsuppdelningarna Välj bildskärmsuppdelning med softkey HEIDENHAIN TNC 310 3

15 1.3 Driftarter Knappsats Bilden till höger visar knappsatsens knappar. Dessa är uppdelade i följande funktionsgrupper: MOD-Funktion, HELP-Funktion Sifferinmatning Knappar för dialogen Pilknappar och hoppinstruktion GOTO Driftarter Maskinknappar Overridepotentiometrar för spindelvarvtal/matning De enskilda knapparnas funktion har sammanfattats på det första utviksbladet. Maskinknapparnas exakta funktioner, såsom exempelvis NC-START, finns dessutom beskrivna i maskinhandboken. 1.3 Driftarter För de skilda funktionerna och arbetsstegen som fordras för att skapa ett arbetsstycke, förfogar TNC:n över följande driftarter: MANUELL DRIFT och EL. HANDRATT Inställning av maskinen utförs i MANUELL DRIFT. I denna driftart kan maskinaxlarna förflyttas manuellt eller stegvis.utgångspunkten kan ställas in på traditionellt sätt genom tangering eller med hjälp av det brytande avkännarsystemet TS 220. I denna driftart tillåter TNC:n även manuell förflyttning av maskinaxlarna med en elektronisk handratt. Softkeys för bildskärmsuppdelning Det finns inga valmöjligheter tillgängliga. TNC:n visar alltid positionspresentationen. 4 1 Introduktion

16 MANUELL POSITIONERING I denna driftart kan enkla förflyttningar och funktioner programmeras, exempelvis för planfräsning eller förpositionering. Softkeys för bildskärmsuppdelning Det finns inga valmöjligheter tillgängliga. TNC:n visar alltid positionspresentationen. 1.3 Driftarter PROGRAMINMATNING/EDITERING I denna driftart skapar man sina bearbetningsprogram. De olika cyklerna erbjuder ett stort stöd och funktionsomfång i samband med programmering. Om så önskas visar programmeringsgrafiken de enskilda programstegen. Softkeys för bildskärmsuppdelning Fönster Softkey Program vänster: Program, höger: Hjälpbild i samband med cykelprogrammering vänster: Program, höger: Programmeringsgrafik Programmeringsgrafik HEIDENHAIN TNC 310 5

17 1.3 Driftarter PROGRAMTEST I driftart programtest simulerar TNC:n program och programdelar, detta för att finna exempelvis geometriska motsägelser, saknade eller felaktiga uppgifter i programmet samt rörelser utanför arbetsområdet. Simulationen stöds med olika grafiska presentationsformer. Man aktiverar programtestet via softkey i driftart PROGRAMKÖRNING. Softkeys för bildskärmsuppdelning Fönster Softkey Program Testgrafik vänster: Program, höger: Allmän programinformation vänster: Program, höger: Positioner och Koordinat vänster: Program, höger: Information om verktyg vänster: Program, höger: Koordinatomräkningar 6 1 Introduktion

18 PROGRAM ENKELBLOCK och PROGRAM BLOCKFÖLJD I PROGRAM BLOCKFÖLJD utför TNC:n ett bearbetningsprogram kontinuerligt till dess slut, eller till ett manuellt alternativt ett programmerat avbrott. Efter ett avbrott kan man återuppta programexekveringen. I PROGRAM ENKELBLOCK startar man varje block separat genom att trycka på NC-START-knappen. Softkeys för bildskärmsuppdelning Fönster Program Softkey 1.4 Statuspresentation vänster: Program, höger: Allmän programinformation vänster: Program, höger: Positioner och Koordinat vänster: Program, höger: Information om verktyg vänster: Program, höger: Koordinatomräkningar 1.4 Statuspresentation Allmän Statuspresentation Statuspresentationen informerar dig om maskinens aktuella tillstånd. Den visas automatiskt i alla driftarter. I driftarterna MANUELL DRIFT och EL. HANDRATT och MANUELL POSITIONERING visas positionspresentationen i ett stort fönster. HEIDENHAIN TNC 310 7

19 1.4 Statuspresentation Information i statuspresentationen Symbol Betydelse ÄR Den aktuella positionens Är- eller Bör-koordinater Z Maskinaxlar S F M Varvtal S, matning F och aktiv tilläggsfunktion M Programkörning har startats Axeln är låst ROT Axlarna förflyttas i ett grundvridet bearbetningsplan Utökad statuspresentation Den utökade statuspresentationen ger detaljerad information om programförloppet. Man kan kalla upp den i alla driftarter med undantag för MANUELL DRIFT. Kalla upp den utökade statuspresentationen < Kalla upp softkeyraden för bildskärmsuppdelning Välj bildskärmsuppdelning med utökad statuspresentation, t.ex. positioner och koordinater 8 1 Introduktion

20 Nedan beskrivs olika typer av utökad statuspresentation, vilka man kan välja på tidigare beskrivet sätt: Allmän programinformation Huvudprogramnamn / aktivt blocknummer Anropat program via cykel 12 Aktiv bearbetningscykel Cirkelcentrum CC (Pol) Räknare för väntetid Bearbetningstid 1.4 Statuspresentation Positioner och koordinater Huvudprogramnamn / aktivt blocknummer Positionsvisning Typ av positionsvisning, t.ex. Restväg Vinkel för grundvridning HEIDENHAIN TNC 310 9

21 1.4 Statuspresentation Information om verktyg Presentation T: Verktygsnummer Verktygsaxel Verktygslängd och -radie Tilläggsmått (Deltavärde) från TOOL CALL-block Koordinatomräkningar Huvudprogramnamn / aktivt blocknummer Aktiv nollpunktsförskjutning (cykel 7) Aktiv vridningsvinkel (cykel 10) Speglade axlar (cykel 8) Aktiv skalfaktor (cykel 11) Se 8.7 Cykler för koordinatomräkningar 10 1 Introduktion
22 1.5 Tillbehör: 3D-avkännarsystem och elektroniska handrattar från HEIDENHAIN 3D-avkännarsystem Med de olika 3D-avkännarsystemen från HEIDENHAIN kan man Rikta upp arbetsstycket automatiskt Snabbt och noggrant ställa in utgångspunkten Det brytande avkännarsystemet TS 220 Detta avkännarsystem lämpar sig väl för automatiskt uppriktning av arbetsstycket, inställning av utgångspunkten och för mätning på arbetsstycket. TS 220 överför triggersignalen via en kabel. Funktionsprincip: I de brytande avkännarsystemen från HEIDENHAIN registrerar en förslitningsfri optisk sensor utböjningen av mätstiftet. Den erhållna signalen medför att den aktuella avkännarpositionens är-värde lagras. Elektroniska handrattar HR De elektroniska handrattarna förenklar precisa manuella förflyttningar av axelsliderna. Förflyttningssträckan per handrattsvarv kan väljas inom ett brett område. Förutom inbyggnadshandrattarna HR 130 och HR 150 erbjuder HEIDENHAIN den portabla handratten HR Tillbehör: 3D-avkännarsystem och elektroniska handrattar från HEIDENHAIN HEIDENHAIN TNC
23
24 2 Manuell drift och inställning
25 2.1 Uppstart 2.1 Uppstart Uppstartsproceduren och referenspunktssökningen är maskinavhängiga funktioner. Beakta anvisningarna i Er maskinhandbok. Slå på matningsspänningen till TNC och maskin. Därefter inleder TNC:n automatiskt med följande dialog: MINNESTEST < TNC:ns minne testas automatiskt STRÖMAVBROTT < TNC-meddelande, strömmen har varit bruten radera meddelandet ÖVERSÄTT PLC-PROGRAM < TNC:ns PLC-program översätts automatiskt STRSPÄNNING TILL RELÄ SAKNAS < PASSERA REFERENSPUNKTER < Slå på styrspänningen, TNC:n testar Nödstopps-slingans funktion Passera referenspunkterna i valfri ordningsföljd: Tryck och håll inne riktningsknapparna för respektive axel tills referenspunkterna har passerats eller Passera referenspunkterna i flera axlar samtidigt: Välj axlar med softkey (axlarna presenteras då inverterat i bildskärmen) och tryck därefter på NC-START-knappen TNC:n är nu funktionsklar och befinner sig i driftart MANUELL DRIFT 14 2 Manuell drift och inställning
26 2.2 Förflyttning av maskinaxlarna Förflyttning med hjälp av axelriktningsknapparna är en maskinavhängig funktion. Beakta anvisningarna i Er maskinhandbok! Förflytta axel med axelrikningsknapparna < Välj driftart MANUELL DRIFT...eller kontinuerlig förflyttning av axel: Tryck på axelriktningsknappen och håll den inne så länge axeln skall förflyttas 2.2 Förflyttning av maskinaxlarna och Håll inne axelriktningsknappen och tryck kort på NC-START-knappen. Axeln fortsätter att förflyttas ända tills den stoppas. Stoppa: Tryck på NC-STOPP-knappen Med båda metoderna kan man förflytta flera axlar samtidigt. HEIDENHAIN TNC
27 2.2 Förflyttning av maskinaxlarna Förflyttning med den elektroniska handratten HR 410 Den portabla handratten HR 410 är utrustad med två stycken säkerhetsbrytare. Säkerhetsbrytarna är placerade nedanför veven. Man kan bara förflytta maskinaxlarna då man trycker in en av säkerhetsbrytarna (maskinavhängig funktion). Handratten HR 410 är bestyckad med följande manöverfunktioner: NÖDSTOPP handratt Säkerhetsbrytare Knappar för axelval Knapp för överföring av Är-positionen Knappar för att välja matningshastigheten (långsam, medel, snabb; matningshastigheterna bestäms av maskintillverkaren) Riktning, i vilken TNC:n skall förflytta den valda axeln Maskinfunktioner (bestäms av maskintillverkaren) De röda lysdioderna indikerar vilken axel och vilken matningshastighet man har valt. Förflyttning Välj driftart MANUELL DRIFT < Aktivera handratten, växla softkey till PÅ < Tryck på säkerhetsbrytaren < Välj axel på handratten < Välj matningshastighet < eller Förflytta aktiv axel i + eller riktningen 16 2 Manuell drift och inställning
28 Stegvis positionering Vid stegvis positionering definieras en steglängd, med vilken en maskinaxel förflyttas vid tryck på en av axelriktningsknapparna. < STEGLÄNGD : < < Välj driftart MANUELL DRIFT Välj stegvis positionering, ändra softkey till PÅ Ange steglängden i mm, t.ex. 8 mm Välj steglängd via softkey (välj 2:a eller 3:e softkeyraden) Z Förflyttning av maskinaxlarna Tryck på axelriktningsknappen: Positionera ett godtyckligt antal gånger HEIDENHAIN TNC
29 2.3 Spindelvarvtal S, Matning F och Tilläggsfunktion M 2.3 Spindelvarvtal S, Matning F och Tilläggsfunktion M I driftart MANUELL DRIFT anger man spindelvarvtal S och tilläggsfunktion M via softkeys. Tilläggsfunktionerna beskrivs i 7. Programmering: Tilläggsfunktioner. Matningshastigheten är definierad i en maskinparameter och kan bara ändras med overridepotentiometern (se nästa sida). Ange värde Exempel: Ange spindelvarvtal S SPINDELVARVTAL S= < Välj inmatning av spindelvarvtal: Softkey S 1000 Ange spindelvarvtal och utför med NC-START-knappen Spindelrotationen med det angivna varvtalet S startas med en tilläggsfunktion M. Tilläggsfunktionen M anges på samma sätt. Ändra spindelvarvtal och matning Med override-potentiometrarna för spindelvarvtal S och matning F kan det inställda värdet ändras från 0% till 150%. Override-potentiometern för spindelvarvtal fungerar bara i maskiner med steglös spindeldrift. Maskintillverkaren definierar vilka tilläggsfunktioner M som kan användas och deras betydelse Manuell drift och inställning
30 2.4 Inställning av utgångspunkt (utan 3D-avkännarsystem) Vid inställning av utgångspunkten ändras TNC:ns positionsvärde så att koordinaterna överensstämmer med en känd position på arbetsstycket. Förberedelse Rikta och spänn fast arbetsstycket Växla in ett nollverktyg med känd radie Försäkra dig om att TNC:n visar Är-positioner Inställning av utgångspunkt Skyddsåtgärder: Om arbetsstyckets yta inte får repas kan ett bleck med tjocklek d placeras på arbetsstycket. Då anges utgångspunkten som ett värde d större än om verktyget hade tangerat arbetsstycket direkt. Z 2.4 Inställning av utgångspunkt Välj driftart MANUELL DRIFT < Förflytta verktyget försiktigt tills det berör arbetsstycket (tangerar) < Välj funktionen för att ställa in utgångspunkt < Välj axel ORIGOS LÄGE Z= < Nollverktyg: Ändra positionsvärdet vid en känd arbetsstyckesposition (t.ex. 0) eller till bleckets tjocklek d Inställning av utgångspunkten för de övriga axlarna utförs på samma sätt. Om man använder ett förinställt verktyg i ansättningsaxeln skall positionen i ansättningsaxeln ändras till verktygets längd L alt. till summan Z=L+d. HEIDENHAIN TNC
31
32 Manuell positionering 3
33 3.1 Programmera och utföra enkla positioneringsblock 3.1 Programmera och utföra enkla positioneringsblock Driftart MANUELL POSITIONERING lämpar sig för enkla positioneringsblock och för programmering av ett verktygsanrop. Här kan enstaka block i HEIDENHAIN-Klartext-format anges och utföras direkt. Inmatade block sparas inte av TNC:n. < < < Välj driftart MANUELL POSITIONERING Ange ett godtyckligt positioneringsblock utan radiekompensering och med matning t.ex. L +25 R0 F50 Avsluta inmatningen Tryck på NC-START-knappen: TNC:n utför det inmatade blocket 22 3 Manuell positionering
34 4 Programmering: Grunder, Filhantering, Programmeringshjälp
35 4.1 Grunder 4.1 Grunder Positionsmätsystem och referensmärken På maskinaxlarna finns positionsmätsystem placerade, vilka registrerar maskinbordets alt. verktygets position. Då en maskinaxel förflyttas genererar det därtill hörande positionsmätsystemet en elektrisk signal. Från denna signal kan TNC:n beräkna maskinaxelns exakta Är-position. Vid ett strömavbrott förloras sambandet mellan maskinslidernas position och den beräknade Är-positionen. För att kunna återskapa detta samband är mätsystemens mätstavar utrustade med referensmärken. Vid förflyttning över ett referensmärke erhåller TNC:n en signal som används som en maskinfast utgångspunkt. På detta sätt kan TNC:n återskapa förhållandet mellan Är-positionen och maskinslidens aktuella position. Oftast monteras längdmätskalor på de linjära axlarna. På rundbord och tippningsaxlar används vinkelmätsystem. Vid längdmätsystem med avståndskodade referensmärken behöver maskinaxeln bara förflyttas 20 mm, vid vinkelmätsystem 20, för att återskapa sambandet mellan Är-positionen och maskinslidens position. Z MP (Z,) 24 4 Programmering: Grunder, Filhantering, Programmeringshjälp
36 Positionssystem Med ett referenssystem kan man fastlägga positioner placerade i ett plan eller i rymden. Uppgifterna för en position utgår alltid från en fast definierad punkt och beskrivs från denna i form av koordinater. I ett rätvinkligt koordinatsystem (kartesiskt system) är tre riktningar definierade som axlarna, och Z. Axlarna är alltid vinkelräta mot varandra och skär varandra i en enda punkt, nollpunkten. En koordinat anger avståndet till nollpunkten i en av dessa riktningar. På detta sätt kan en position i planet beskrivas med hjälp av två koordinater och i rymden med tre koordinater. Koordinater som utgår ifrån nollpunkten kallas för absoluta koordinater. Relativa koordinater utgår ifrån en annan godtycklig position (utgångspunkt) i koordinatsystemet. Relativa koordinatvärden kallas även för inkrementella koordinatvärden. Z 4.1 Grunder Positionssystem i fräsmaskiner Vid bearbetning av ett arbetsstycke i en fräsmaskin utgår man oftast från det rätvinkliga koordinatsystemet. Bilden till höger visar hur koordinatsystemet är tillordnat maskinaxlarna. Tre-finger-regeln för höger hand hjälper till som minnesregel: Om man håller långfingret i verktygsaxeln (pekande mot verktyget och från arbetsstycket) så motsvarar detta positiv riktning i Z-axeln, tummen motsvarar positiv riktning i -axeln och pekfingret positiv riktning i -axeln. + +Z + TNC 310 kan styra maximalt fyra axlar. Förutom huvudaxlarna, och Z finns även parallellt löpande tilläggsaxlar U, V och W. Rotationsaxlarna betecknas med A, B och C. Den undre bilden visar hur tilläggsaxlarna respektive rotationsaxlarna tilldelas huvudaxlarna. + +Z + Z W+ B+ C+ V+ A+ U+ HEIDENHAIN TNC
37 4.1 Grunder Polära koordinater Om ritningsunderlaget är måttsatt med rätvinkliga koordinater skapar man även bearbetningsprogrammet med rätvinkliga koordinater. Vid arbetsstycken med cirkelbågar eller vid vinkeluppgifter är det ofta enklare att definiera positionerna med hjälp av polära koordinater. I motsats till de rätvinkliga koordinaterna, och Z beskriver polära koordinater endast positioner i ett plan. Polära koordinater har sin nollpunkt i Pol CC (CC = circle centre; eng. cirkelcentrum). En position i ett plan bestäms då entydigt genom Polär koordinatradie: avstånd från Pol CC till positionen Polär koordinatvinkel: vinkel mellan vinkelreferensaxeln och sträckan som förbinder Pol CC med positionen. 10 PR PA 3 PR PA 2 PA 1 CC 30 PR 0 Se bilden nere till höger. Bestämmande av Pol och vinkelreferensaxel Pol bestämmes med två koordinater i rätvinkligt koordinatsystem i ett av de tre möjliga planen. Dessa båda koordinater bestämmer samtidigt vinkelreferensaxeln för den polära koordinatvinkeln PA. Z Pol-koordinater (plan) Vinkelreferensaxel + Z + Z +Z Z Z 26 4 Programmering: Grunder, Filhantering, Programmeringshjälp
38 Absoluta och relativa arbetsstyckespositioner Absoluta arbetsstyckespositioner När en positions koordinater utgår från koordinatnollpunkten (ursprung) kallas dessa för absoluta koordinater. Varje koordinat på arbetsstycket är genom sina absoluta koordinater entydigt bestämda. Exempel 1: Borrning med absoluta koordinater Hål Hål Hål =10 mm =30 mm =50 mm =10 mm =20 mm =30 mm Grunder Relativa arbetsstyckespositioner Relativa koordinater utgår från den sist programmerade verktygspositionen. Denna verktygsposition fungerar som en relativ nollpunkt. Vid programframställningen motsvarar inkrementala koordinater följaktligen måttet mellan den sista och den därpå följande bör-positionen. Verktyget kommer att förflytta sig med detta mått. Därför kallas relativa koordinatangivelse även för kedjemått Ett inkrementalt mått markerar man med ett I (softkey) före axelbeteckningen. Exempel 2: Borrning med relativa koordinater Absoluta koordinater för hål : = 10 mm = 10 mm Hål refererande till Hål refererande till I= 20 mm I= 10 mm I= 20 mm I= 10 mm Absoluta och inkrementala polära koordinater Absoluta koordinater hänför sig alltid till Pol och vinkelreferensaxeln Inkrementala koordinater hänför sig alltid till den sist programmerade verktygspositionen. +IPR PR 10 PR +IPA +IPA CC PA PR 0 30 HEIDENHAIN TNC
39 4.1 Grunder Inställning av utgångspunkt Arbetsstyckets ritning specificerar ett särskilt konturelement som en absolut utgångspunkt (nollpunkt), ofta ett hörn på arbetsstycket. Vid inställning av utgångspunkten riktas först arbetsstycket upp i förhållande till maskinaxlarna, därefter förflyttas verktyget till en för alla axlar bekant position i förhållande till arbetsstycket. Vid denna position sätts TNC:ns positionsvärde till noll eller ett annat lämpligt värde. Därigenom relateras utgångspositionen, som gäller för TNCpresentationen liksom även bearbetningsprogrammet, till arbetsstycket. Z Om det förekommer relativa utgångspunkter i arbetsstyckets ritning så använder man förslagsvis cyklerna för koordinatomräkningar. Se 8.6 Cykler för koordinatomräkning. Om man har ett ritningsunderlag som inte är anpassat för NCprogrammering så bör man placera utgångspunkten vid en position eller ett hörn som det är lätt att beräkna måtten till övriga arbetsstyckespositioner ifrån. Ett 3D-avkännarsystem från HEIDENHAIN underlättar mycket då man skall ställa in utgångspunkten. Se 11.2 Inställning av utgångspunkt med 3D-avkännarsystem. Exempel Skissen till höger visar ett arbetsstycke med hål ( till ). Dessa håls måttsättning utgår ifrån en absolut utgångspunkt med koordinaterna =0 =0. Hålen ( till ) refererar till en relativ utgångspunkt med de absoluta koordinaterna =450 =750. Med cykel NOLLPUNKTSFÖRSKJUTNING kan man förskjuta nollpunkten till positionen =450, =750 för att hålen ( till ) skall kunna programmeras utan ytterligare beräkningar ±0, Programmering: Grunder, Filhantering, Programmeringshjälp
40 4.2 Filhantering Filer och filhantering När ett bearbetningsprogram skall matas in i TNC:n börjar man med att ange programmets namn. TNC:n lagrar programmet som en fil med samma namn. TNC:n lagrar även tabeller som filer. Filers namn En fils namn får vara maximalt 8 tecken långt. Bredvid programmen och tabellerna infogar TNC:n en filtypsindikering vilken är skiljd från filnamnet med en punkt. Denna utökning indikerar filtyp: Se tabellen till höger H Filnamn Filtyp Filer i TNC:n Typ Program i HEIDENHAIN-Klartext-Dialog.H Tabell för verktyg.t 4.2 Filhantering Med TNC:n kan man lagra och hantera upp till 64 filer. Den sammanlagra storleken på alla filer får dock inte överskrida 128 Kbyte. Arbeta med filhanteringen Detta avsnitt informerar om de olika bildskärmsinformationernas betydelse och hur man kan kalla upp filer. Om man inte redan är familjär med filhantering i TNC 310 bör man läsa igenom hela detta avsnitt och testa de olika funktionerna i TNC:n. Kalla upp filhanteringen Tryck på softkey PGM NAME: TNC:n visar fönstret för filhantering Fönstret visar alla filerna, som finns lagrade i TNC:n. Bredvid varje fil visas mer information, denna information beskrivs i tabellen på nästa sida. Presentation FILNAMN Status M P Betydelse Namn med maximalt 8 tecken och filtyp. Siffror efter namnet: Filstorlek i byte Filens egenskaper: Programmet är valt i en av driftarterna för Program- KÖRNING Filen är skyddad mot radering och förändring (Protected) HEIDENHAIN TNC
41 4.2 Filhantering Välja fil < Kalla upp filhanteringen Använd pilknapparna för att förflytta markören till önskad fil: Förflytta markören upp eller ner Ange en eller flera siffror i den önskade filens namn och tryck sedan på knappen GOTO: Markören flyttas till den första filen som överensstämmer med de angivna siffrorna. < Den valda filen aktiveras i den driftart som man befinner sig i då man kallar upp filhanteringen: Tryck på ENT Radera fil ú Förflytta markören till filen som skall raderas ú Välj raderingsfunktionen: Tryck på softkey DELETE. TNC:n frågar om filen verkligen skall raderas ú Godkänn raderingen: Tryck på softkey ES. Avbryt med softkey NO om filen inte skall raderas. Skydda filer/upphäv filskydd ú Förflytta markören till filen som skall skyddas ú Aktivera filskydd: Tryck på softkey SKDDA / UPPH. SKDD. Filen får status P Filskyddet upphävs på samma sätt med softkey SKDDA / UPPH. SKDD. Vid upphävande av filskyddet måste man dessutom ange kodnummer Kopiera fil ú Förflytta markören till filen som skall kopieras ú Tryck på softkey KOPIERA: Välj kopieringsfunktionen ú Ange målfilens namn och bekräfta genom att trycka på knappen ENT: TNC:n kopierar filen. Den ursprungliga filen förblir oförändrad. Döp om fil ú Förflytta markören till filen som skall döpas om ú Välj funktionen för att döpa om ú Ange det nya filnamnet; Filtypen kan inte ändras ú Utför omdöpningen: Tryck på knappen ENT 30 4 Programmering: Grunder, Filhantering, Programmeringshjälp
42 Inläsning/utläsning av filer ú Inläsning eller utläsning av filer: Tryck på softkey ET. TNC:n erbjuder följande funktioner: Funktioner för inläsning/utläsning av filer Inläsning av samtliga filer Endast inläsning av valda filer; För att acceptera en av TNC:n föreslagen fil: Tryck på softkey JA; Acceptera inte en föreslagen fil: Tryck på softkey NEJ Softkey 4.2 Filhantering Inläsning av valt fil: Ange filnamn Utläsning av vald fil: Förflytta markören till önskad fil och bekräfta med knappen ENT Utläsning av samtliga filer i TNC:ns minne Presentera en filöversikt från den externa enheten i TNC:ns bildskärm HEIDENHAIN TNC
43 4.3 Öppna och mata in program 4.3 Öppna och mata in program Uppbyggnad av ett NC-program i HEIDENHAINklartext-format Ett bearbetningsprogram består av en serie programblock. Bilden till höger visar elementen i ett block. TNC:n numrerar ett bearbetningsprograms block i en stigande ordningsföljd. Det första blocket i ett program innehåller texten BEGIN PGM, programnamnet och den använda måttenheten. De därpå följande blocken innehåller information om: Råämnet Verktygsdefinitioner och verktygsanrop, Matningshastigheter och varvtal Konturrörelser, cykler och andra funktioner. Det sista blocket i ett program innehåller texten END PGM, programnamnet och den använda måttenheten. Block: 10 L R0 F100 M3 Konturfunktion Ord Blocknummer Definiera råämne: BLK FORM Direkt när man har öppnat ett nytt program definierar man ett fyrkantigt obearbetat arbetsstycke. TNC:n behöver denna definition för grafiska simuleringar. Råämnets sidor får vara maximalt mm långa och måste ligga parallellt med axlarna, och Z. Detta råämne bestäms med hjälp av två hörnpunkter: Z MA MIN-punkt: fyrkantens minsta -, - och Z-koordinat; ange absoluta värden MA-punkt: fyrkantens största -, - och Z-koordinat; ange absoluta eller inkrementala värden MIN 32 4 Programmering: Grunder, Filhantering, Programmeringshjälp
44 Öppna ett nytt bearbetningsprogram Nya bearbetningsprogram skapas alltid i driftart PROGRAMINMATNING/EDITERING. Exempel på en programöppning < FILNAMN= < Välj driftart PROGRAMINMATNING/EDITERING Kalla upp filhanteringen: Tryck på softkey PGM NAME 3056 Ange det nya programmets nummer, bekräfta med knappen ENT programinmatning : HDH / MM < Godkänn måttenhet mm: Tryck på knappen ENT, eller 4.3 Öppna och mata in program växla måttenhet till tum: Tryck på softkey CHANGE MM/INCH HEIDENHAIN TNC
45 4.3 Öppna och mata in program Definiera råämne Öppna dialogen för definition av råämnet: Tryck på softkey BLK FORM SPINDELAEL PARALLELL //Z? < Ange spindelaxel DEF BLK FORM: MIN-PUNKT? < 0 Ange i tur och ordning MIN-punktens -, - och Z- koordinater 0-40 DEF BLK FORM: MA-PUNKT? < 100 Ange i tur och ordning MA-punktens -, - och Z-koordinater Programfönstret visar definitionen av BLK-formen: 0 BEGIN PGM 3056 MM 1 BLK FORM 0.1 Z Z-40 2 BLK FORM Z+0 3 END PGM 3056 MM Programbörjan, namn, måttenhet Spindelaxel, MIN-punktskoordinater MA-punktskoordinater Programslut, namn, måttenhet Blocknummer, BEGIN- och END-block genereras automatiskt av TNC:n Programmering: Grunder, Filhantering, Programmeringshjälp
46 Programmera verktygsrörelser i Klartext-Dialog För att programmera ett block öppnar man dialogen med en softkey. I bildskärmens övre rad frågar TNC:n efter alla erforderliga data. Exempel på en dialog KOORDINATER? Öppna dialogen < 10 Ange målkoordinaten för -axeln < 5 Ange målkordinaten för -axeln, gå till nästa fråga med knappen ENT RADIEKORR.: RL/RR/INGEN KORR.? < MATNING?F= Ange ingen radiekompensering, gå till nästa fråga med knappen ENT < 100 Matningshastighet för denna konturrörelse 100 mm/min, gå till nästa fråga med knappen ENT TILLÄGGSFUNKTION M? < 3 Tilläggsfunktion M3 spindelstart, med knappen ENT avslutar TNC:n denna dialog Funktioner under dialogen Hoppa över dialogfrågan Avsluta dialogen i förväg Avbryt dialogen och radera Knapp 4.3 Öppna och mata in program I programfönstret visas raden: 3 L R0 F100 M3 HEIDENHAIN TNC
47 4.3 Öppna och mata in program Editera programrader När man skapar eller förändrar ett bearbetningsprogram kan man använda pilknapparna för att gå in på de olika programraderna och välja ett enskilt ord i ett block: Se tabellen till höger. Sök efter samma ord i andra block Välj ett ord i ett block: Tryck på pilknappen tills det önskade ordet markerats Välj block med pilknapparna Markören befinner sig nu i ett nytt block på samma ord som valdes i det första blocket. Infoga block på godtyckligt ställe ú Välj ett block, efter vilket det nya blocket skall infogas, och öppna dialogen. Välj block och ord Hoppa från block till block Välj enskilda ord i ett block Radera block och ord Nollställ ett valt ords värde Radera ett felaktigt värde Radera ett felmeddelande (icke blinkande) Radera valt ord Knapp Knapp Ändra och infoga ord ú Välj ett ord i ett block och skriv över med ett nytt värde. När ordet har valts står Klartext-Dialogen till förfogande. ú Avsluta ändringen: Tryck på knappen END. Om man vill infoga ett nytt ord trycker man på pilknappen (till höger), tills den önskade dialogen visas och anger då önskat värde. Radera valt block (cykel) Radera programdel: Välj det sista blocket i programdelen som skall raderas och radera med knappen DEL 36 4 Programmering: Grunder, Filhantering, Programmeringshjälp
48 4.4 Programmeringsgrafik TNC:n kan presentera den programmerade konturen grafiskt samtidigt som ett program skapas. Medritning / ej medritning av programmeringsgrafik ú För att växla till bildskärmsuppdelning med program till vänster och grafik till höger: Tryck först på knappen för val av bildskärmsuppdelning och sedan på softkey PROGRAM + GRAFIK ú Softkey AUTOM RITNING väljes till PÅ. Samtidigt som man matar in nya programrader kommer TNC:n automatiskt att visa alla programmerade konturrörelser i grafikfönstret till höger. Om man inte vill att grafiken skall presenteras automatiskt ställer man in softkey AUTO DRAW på OFF. Vid AUTO DRAW ON visas inte programdelsupprepningar. 4.4 Programmeringsgrafik Framställning av programmeringsgrafik för ett program ú Välj ett block med pilknapparna, fram till vilket grafiken skall framställas eller tryck på GOTO och ange önskat radnummer direkt ú Framställ grafik: Tryck på softkey RESET + START För ytterligare funktioner se tabellen till höger. Radera grafik ú Växla softkeyrad: Se bild till höger ú Radera grafik: Tryck på softkey RADERA GRAFIK Programmeringsgrafikens funktioner Softkey Programmeringsgrafik, blockvis generering Framställ programmeringsgrafik komplett eller fullfölj efter RESET + START Stoppa programmeringsgrafik Denna softkey visas bara då TNC:n framställer en programmeringsgrafik HEIDENHAIN TNC
49 4.4 Programmeringsgrafik Delförstoring eller delförminskning Man kan själv välja vilket område som skall visas i grafiken. Med en ram väljer man ett lämpligt område för delförstoring eller delförminskning. ú Välj softkeyrad för delförstoring/delförminskning (sista raden, se bild till höger) Därvid står följande funktioner till förfogande: Funktion Förminska ram för att förstora Håll softkey intryckt Förstora ram för att förminska Håll softkey intryckt Softkey Förflytta ramen åt vänster Håll softkey intryckt för att förflytta. Förflytta ramen åt höger: Håll pilknapp höger intryckt för att förflytta. ú Överför det valda området med softkey RÅÄMNE DELFÖRST. Med softkey RÅÄMNE SOM BLK FORM kan man återställa grafiken till det ursprungliga området Programmering: Grunder, Filhantering, Programmeringshjälp
50 4.5 Hjälp-funktion Vissa programmeringsfunktioner förklaras i TNC:ns HELP-funktion. Via softkey väljer man önskat tema. Välj Hjälp-funktion ú Tryck på knappen HELP ú Välj område: Tryck på en av de softkeys som presenteras Hjälpområde / Funktion Softkey 4.5 Hjälp-funktion M-Funktioner Cykelparametrar Hjälp som har lagts in av Er maskintillverkare (valfri) Bläddra till föregående sida Bläddra till nästa sida Gå till filens början Gå till filens slut Kalla upp sökfunktion; Ange siffror, starta sökning med knappen ENT Avsluta HELP-funktion Tryck på knappen END eller på knappen HELP. HEIDENHAIN TNC
51
52 5 Programmering: Verktyg
53 5.1 Verktygsrelaterade uppgifter 5.1 Verktygsrelaterade uppgifter Matning F Matningen F är den hastighet i mm/min (tum/min) med vilken verktygets centrum förflyttar sig på sin bana. Den maximala matningen är individuellt inställd för varje axel via maskinparametrar. Inmatning Matningshastigheten kan anges i alla positioneringsblock. Se 6.2 Grunder för konturfunktioner. Snabbtransport Om snabbtransport önskas anger man F MA. För inmatning av F MA trycker man på knappen ENT eller på softkey FMA vid dialogfrågan MATNING F =?. Varaktighet En med siffror programmerad matning gäller ända tills ett block med en ny matning programmeras. F MA gäller endast i de block den har programmerats i. Efter ett block med F MA gäller åter den med siffror sist programmerade matningen. Z S F S Ändring under programkörning Matningshastigheten kan justeras med hjälp av potentiometern för matningsoverride F under programkörningen. Spindelvarvtal S Spindelvarvtalet S programmeras i varv per minut (varv/min) i TOOL CALL-blocket (verktygsanrop). Programmerad ändring Spindelvarvtalet kan ändras med ett TOOL CALL-block i bearbetningsprogrammet. I detta block programmerar man bara det nya spindelvarvtalet: ú Programmera verktygsanrop: Tryck på softkey TOOL CALL (3:e softkeyraden) ú Hoppa över dialog VERKTGSNUMMER? med knappen PIL HÖGER ú Hoppa över dialog SPINDELAEL PARALLELL // Z? med knappen PIL HÖGER ú Ange det nya spindelvarvtalet i dialogen SPINDELVARVTAL S=? Ändring under programkörning Spindelvarvtalet kan justeras med hjälp av potentiometern för spindeloverride S under programkörningen Programmering: Verktyg
54 5.2 Verktygsdata Vanligen programmerar man koordinaterna för konturrörelserna såsom de är måttsatta i ritningsunderlaget. För att TNC:n då skall kunna beräkna verktygscentrumets bana, alltså utföra en verktygskompensering, måste man ange längd och radie för alla använda verktyg. Verktygsdata kan programmeras antingen med funktionen TOOL DEF direkt i programmet eller (och) anges separat i verktygstabellen. När bearbetningsprogrammet exekveras tar TNC:n hänsyn till de inmatade uppgifterna. L 0 Z 5.2 Verktygsdata Verktygsnummer Varje verktyg kännetecknas av ett nummer mellan 0 och 254. Om man arbetar med verktygstabell är verktygsnummer mellan 0 och 99 reserverade för verktyg i tabellen. Verktyget med nummer 0 är förutbestämt som nollverktyg och har längden L=0 och radien R=0. Även i verktygstabellen bör man därför definiera verktyg T0 med L=0 och R=0. Verktygslängd L Verktygslängden L kan bestämmas på två olika sätt: 1 Längden L som en längdskillnad mellan verktyget och ett nollverktyg L 0. Förtecken: Verktygets längd är längre än nollverktyget: L>L 0 Verktygets längd är kortare än nollverktyget: L<L 0 Bestämma längd: ú Förflytta nollverktyget till en utgångsposition i verktygsaxeln (t.ex. arbetsstyckets yta med Z=0) ú Ställ in positionsvärdet i verktygsaxeln till noll (inställning av utgångspunkt) ú Växla in nästa verktyg ú Förflytta verktyget till samma utgångsposition som nollverktyget ú Det presenterade positionsvärdet visar längdskillnaden mellan verktyget och nollverktyget ú Överför värdet med softkey ACTUAL POSITION till TOOL DEFblocket alt. till verktygstabellen 2 Om man bestämmer längden L med en förinställningsapparat så anges det uppmätta värdet direkt i verktygsdefinitionen TOOL DEF. HEIDENHAIN TNC
55 5.2 Verktygsdata Verktygsradie R Verktygsradien R anges direkt. Delta-värde för längd och radie Delta-värden används för att definiera avvikelser i verktygets längd och radie. Ett positivt delta-värde motsvarar ett övermått (DR>0), ett negativt delta-värde motsvarar ett undermått (DR<0). Man anger delta-värde vid programmering av verktygsanropet med TOOL CALL. Inmatningsområde: Delta-värdet måste ligga inom området ± 99,999 mm. R L DR<0 DR>0 R Inmatning av verktygsdata i program Man definierar det specifika verktygets nummer, längd och radie en gång i bearbetningsprogrammet, i ett TOOL DEF-block: DL<0 DL>0 ú Välj verktygsdefinition: Tryck på knappen TOOL DEF ú Ange VERKTGSNUMMER: Med verktygsnumret bestäms ett verktyg entydigt. Om verktygstabellen är aktiv så anger man ett verktygsnummer som är större än 99 (avhängigt MP7260) ú Ange VERKTGSLÄNGD: Kompenseringsvärde för längd ú Ange VERKTGSRADIE Under dialogen kan värdet för längden och radien överföras direkt från positionspresentationen med softkey AKT.POS, AKT.POS eller AKT.POS Z. Exempel NC-block 4 TOOL DEF 5 L+10 R Programmering: Verktyg
56 Inmatning av verktygsdata i tabell I verktygstabellen TOOL.T kan man definiera upp till 99 verktyg samt lagra deras verktygsdata. (Man kan begränsa antalet verktyg i tabellen med maskinparameter 7260). Verktygstabell: Inmatningsmöjligheter Förkortn. T L R Inmatning Nummer, med vilket verktyget anropas från program Kompenseringsvärde för verktygslängden Verktygsradie R Dialog VERKTGSLÄNGD? VERKTGSRADIE? 5.2 Verktygsdata Editera verktygstabell Verktygstabellen har filnamnet TOOL.T. Filen TOOL.T kan editeras i driftarten PROGRAMINMATNING/EDITERING. TOOL.T är automatiskt aktiv i driftarterna för programkörning. Öppna verktygstabell TOOL.T: ú Välj driftart PROGRAMINMATNING/EDITERING ú Kalla upp filhanteringen ú Förflytta markören till TOOL.T, godkänn med knappen ENT När man har öppnat verktygstabellen för editering kan man förflytta markören till en godtycklig position i tabellen med hjälp av pilknapparna (se bilden i mitten till höger). Man kan skriva över tidigare sparade värden eller lägga in nya värden i tabellen. tterligare editeringsfunktioner finner du i tabellen på nästa sida. Lämna verktygstabellen: ú Avsluta editeringen av verktygstabellen: Tryck på knappen END ú Kalla upp filhanteringen och välj en fil av annan typ, t.ex. ett bearbetningsprogram HEIDENHAIN TNC
57 5.2 Verktygsdata Editeringsfunktioner för v.tygstabell Överför värde från positionspresentationen Gå till föregående sida i tabellen (andra softkeyraden) Gå till nästa sida i tabellen (andra softkeyraden) Softkey Förflytta markören en kolumn åt vänster Förflytta markören en kolumn åt höger Radera felaktigt inmatat siffervärde, återställ förinställt värde Återställ det sist lagrade värdet Förflytta markören till radens början 46 5 Programmering: Verktyg
58 Anropa verktygsdata Ett verktygsanrop TOOL CALL programmeras i bearbetningsprogrammet med följande uppgifter: ú Välj verktygsanrop med softkey TOOL CALL ú VERKTGSNUMMER: Ange verktygets nummer. Redan innan har verktyget definierats i ett TOOL DEF-block eller i verktygstabellen ú SPINDELAEL PARALLELL //Z: Ange verktygsaxel ú SPINDELVARVTAL S ú TILLÄGGSMÅTT VERKTGSLÄNGD: Delta-värde för verktygslängden ú TILLÄGGSMÅTT VERKTGSRADIE: Delta-värde för verktygsradien 5.2 Verktygsdata Exempel på ett verktygsanrop Verktyg nummer 5 anropas med verktygsaxel Z och med spindelvarvtalet 2500 varv/min. Övermåttet för verktygslängden motsvarar 0,2 mm, undermåttet för verktygsradien 1 mm. 20 TOOL CALL 5 Z S2500 DL+0,2 DR-1 Tecknet D framför L och R står för delta-värde. Verktygsväxling Verktygsväxling är en maskinavhängig funktion. Beakta anvisningarna i Er maskinhandbok! Verktygsväxlingsposition Verktygsväxlingspositionen måste kunna nås utan risk för kollision. Med tilläggsfunktionerna M91 och M92 kan man ange en maskinfast växlingsposition. Om TOOL CALL 0 har programmerats innan det första verktygsanropet kommer TNC:n att förflytta spindelaxeln till en position som är oberoende av verktygslängden. Manuell verktygsväxling Innan en manuell verktygsväxling utförs skall spindeln stoppas och verktyget förflyttas till verktygsväxlingspositionen: ú Kör programmerat till verktygsväxlingspositionen ú Stoppa programexekveringen, se 10.3 Programkörning ú Växla verktyget ú Återuppta programexekveringen, se 10.3 Programkörning HEIDENHAIN TNC
59 5.3 Verktygskompensering 5.3 Verktygskompensering TNC:n korrigerar verktygsbanan med kompensationsvärdet för verktygslängden i spindelaxeln och för verktygsradien i bearbetningsplanet. När man skapar bearbetningsprogrammet direkt i TNC:n, är kompenseringen för verktygsradien bara verksam i bearbetningsplanet. Kompensering för verktygslängd Kompenseringen för verktygslängden aktiveras automatiskt så fort ett verktyg har anropats och förflyttas i spindelaxeln. Den upphävs direkt då ett verktyg med längden L=0 anropas. När man upphäver en positiv längdkompensering med TOOL CALL 0, minskar avståndet mellan verktyget och arbetsstycket. Efter ett verktygsanrop TOOL CALL ändrar sig verktygets programmerade sträcka i spindelaxeln med längddifferensen mellan det gamla och det nya verktyget. Vid längdkompensering tas hänsyn till delta-värdet från TOOL CALLblocket Kompenseringsvärde = L + DL TOOL CALL med L Verktygslängd L från TOOL DEF-block eller verktygstabell DL TOOL CALL Tilläggsmått DL för längd från TOOL CALL-block (inkluderas inte i det presenterade positionsvärdet) Kompensering för verktygsradie Programblock för verktygsrörelser innehåller Radiekompensering RL eller RR R+ eller R, för radiekompensering vid axelparallella förflyttningar R0, då ingen radiekompensering skall utföras Radiekompenseringen aktiveras så snart ett verktyg har anropats och förflyttas i bearbetningsplanet med RL eller RR. Radiekompenseringen upphävs genom att ett positioneringsblock med R0 programmeras Programmering: Verktyg
60 Vid radiekompensering tas hänsyn till delta-värdet från TOOL CALLblocket: Kompenseringsvärde = R + DR TOOL CALL med R Verktygsradie R från TOOL DEF-block eller verktygstabell DR TOOL CALL Tilläggsmått DR för radie från TOOL CALL-block (inkluderas inte i det presenterade positionsvärdet) Konturrörelser utan radiekompensering: R0 Verktyget förflyttar sig i bearbetningsplanet med sitt centrum på den programmerade konturen alt. till de programmerade koordinaterna. Användning: Borrning, förpositionering Se bilden i mitten till höger. Konturrörelser med radiekompensering: RR och RL R0 R RL R 5.3 Verktygskompensering RR Verktyget förflyttas på höger sida om konturen RL Verktyget förflyttas på vänster sida om konturen Verktygets centrum förflyttas därvid på ett avstånd motsvarande verktygsradien från den programmerade konturen. Höger och vänster hänför sig till verktygets läge i förflyttningsriktningen längs med arbetsstyckets kontur. Se bilderna på nästa sida. Z Mellan två programblock med olika radiekompenseringar RR och RL måste det finnas minst ett block utan radiekompensering R0. En radiekompensering är fullt aktiverad i slutet på det block som den programmeras i första gången. Vid första blocket med radiekompensering RR/RL och vid upphävande med R0 positionerar TNC:n alltid verktyget vinkelrätt mot den programmerade start- eller slutpunkten. Positionera därför verktyget i blocket innan den första konturpunkten, alt. efter den sista konturpunkten, så att inga skador på konturen uppstår. HEIDENHAIN TNC
TNC 410. NC-Software 286 060-xx 286 080-xx. Bruksanvisning HEIDENHAINdialogprogrammering
 TNC 410 NC-Software 286 060-xx 286 080-xx Bruksanvisning HEIDENHAINdialogprogrammering 1/2000 Manövertablå TNC Kontroller på bildskärmen Välja bildskärmsuppdelning Växla bildskärm mellan maskindriftart
TNC 410 NC-Software 286 060-xx 286 080-xx Bruksanvisning HEIDENHAINdialogprogrammering 1/2000 Manövertablå TNC Kontroller på bildskärmen Välja bildskärmsuppdelning Växla bildskärm mellan maskindriftart
TNC 426 TNC 430. NC-software 280 474-xx 280 475-xx. Bruksanvisning HEIDENHAINdialogprogrammering
 TNC 426 TNC 430 NC-software 280 474-xx 280 475-xx Bruksanvisning HEIDENHAINdialogprogrammering 6/2000 TNC:ns manöverenheter Kontroller på bildskärmen Välj bildskärmsuppdelning Växla bildskärm mellan maskin-
TNC 426 TNC 430 NC-software 280 474-xx 280 475-xx Bruksanvisning HEIDENHAINdialogprogrammering 6/2000 TNC:ns manöverenheter Kontroller på bildskärmen Välj bildskärmsuppdelning Växla bildskärm mellan maskin-
Bruksanvisning Cykelprogrammering TNC 620. NC-software 340 560-02 340 561-02 340 564-02
 Bruksanvisning Cykelprogrammering TNC 620 NC-software 340 560-02 340 561-02 340 564-02 Svenska (sv) 11/2009 Om denna handbok Längre fram finner du en lista med de anmärkningssymboler som har använts i
Bruksanvisning Cykelprogrammering TNC 620 NC-software 340 560-02 340 561-02 340 564-02 Svenska (sv) 11/2009 Om denna handbok Längre fram finner du en lista med de anmärkningssymboler som har använts i
Bruksanvisning Cykelprogrammering. itnc 530. NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05
 Bruksanvisning Cykelprogrammering itnc 530 NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Svenska (sv) 4/2009 Om denna handbok Längre fram finner du en lista med de anmärkningssymboler
Bruksanvisning Cykelprogrammering itnc 530 NC-software 340 490-05 340 491-05 340 492-05 340 493-05 340 494-05 Svenska (sv) 4/2009 Om denna handbok Längre fram finner du en lista med de anmärkningssymboler
TNC 310. Bruksanvisning HEIDENHAINdialogprogrammering. NC-software xx xx 1/00
 TNC 310 NC-software 286 140-xx 286 160-xx Bruksanvisning HEIDENHAINdialogprogrammering 1/00 TNC:ns manöverenheter Manöverknappar för bildskärmen Välj bildskärmsuppdelning Softkeys Växla softkeyrad Maskinknappar
TNC 310 NC-software 286 140-xx 286 160-xx Bruksanvisning HEIDENHAINdialogprogrammering 1/00 TNC:ns manöverenheter Manöverknappar för bildskärmen Välj bildskärmsuppdelning Softkeys Växla softkeyrad Maskinknappar
TNC 320 Bruksanvisning Cykelprogrammering. NC-software 771851-01 771855-01
 TNC 320 Bruksanvisning Cykelprogrammering NC-software 771851-01 771855-01 Svenska (sv) 1/2015 Grundläggande Grundläggande Om denna handbok Om denna handbok Längre fram finner du en lista med de anmärkningssymboler
TNC 320 Bruksanvisning Cykelprogrammering NC-software 771851-01 771855-01 Svenska (sv) 1/2015 Grundläggande Grundläggande Om denna handbok Om denna handbok Längre fram finner du en lista med de anmärkningssymboler
Instruktionsbok POSITIP 880
 Instruktionsbok POSITIP 880 Svensk (sv) 12/2008 POSITIP 880 baksida Axelingångar Kantavkännare Parallellport Extra maskininterface anslutning Jord Strömbrytare Serie port Anslutning strömförsörjning Fjärrkontroll
Instruktionsbok POSITIP 880 Svensk (sv) 12/2008 POSITIP 880 baksida Axelingångar Kantavkännare Parallellport Extra maskininterface anslutning Jord Strömbrytare Serie port Anslutning strömförsörjning Fjärrkontroll
Bruksanvisning. December 1996
 December 1996 Bruksanvisning TNC handledning: Från ritning till programstyrd bearbetning Steg Uppgift TNC- Börjar på driftart sidan Förberedelse 1 Välj verktyg 2 Bestäm arbetsstyckets nollpunkt för koordinatuppgifter
December 1996 Bruksanvisning TNC handledning: Från ritning till programstyrd bearbetning Steg Uppgift TNC- Börjar på driftart sidan Förberedelse 1 Välj verktyg 2 Bestäm arbetsstyckets nollpunkt för koordinatuppgifter
SNABBGUIDE I G-KODER. Andra upplagan för operatörer. Daniel Karlsson
 SNABBGUIDE I G-KODER Andra upplagan för operatörer Daniel Karlsson 2010 Innehåll FÖRORD...3 VAD GÖR M-KODER?...4 VAD GÖR G-KODER?...5 KOORDINATSYSTEM...6 FÖRDELAR MED VERKTYGSKOMPENSERING...7 HAAS: Cirkulär
SNABBGUIDE I G-KODER Andra upplagan för operatörer Daniel Karlsson 2010 Innehåll FÖRORD...3 VAD GÖR M-KODER?...4 VAD GÖR G-KODER?...5 KOORDINATSYSTEM...6 FÖRDELAR MED VERKTYGSKOMPENSERING...7 HAAS: Cirkulär
TNC 426. Bruksanvisning. NC-mjukvara: xx xx 4/97
 TNC 426 NC-mjukvara: 280 462 xx 280 463 xx Bruksanvisning 4/97 Manövertablå TNC Kontroller på bildskärmen GRAPHICS TET SPLIT SCREEN Växla bildskärmsinnehållet mellan maskin- och programmeringsdriftarter
TNC 426 NC-mjukvara: 280 462 xx 280 463 xx Bruksanvisning 4/97 Manövertablå TNC Kontroller på bildskärmen GRAPHICS TET SPLIT SCREEN Växla bildskärmsinnehållet mellan maskin- och programmeringsdriftarter
Snabbguide i G-koder. Daniel Karlsson CNC Support
 2008 Snabbguide i G-koder Daniel Karlsson CNC Support 2008-11-01 Varför denna guide? Många frågar efter G-koder samt M-koder och dess funktioner. Det är en av dom vanligaste och mest okända saker när man
2008 Snabbguide i G-koder Daniel Karlsson CNC Support 2008-11-01 Varför denna guide? Många frågar efter G-koder samt M-koder och dess funktioner. Det är en av dom vanligaste och mest okända saker när man
TNC 426 B TNC 430. Bruksanvisning HEIDENHAINdialogprogrammering. NC-Software xx xx 7/97
 TNC 426 B TNC 430 NC-Software 280 470 xx 280 471 xx Bruksanvisning HEIDENHAINdialogprogrammering 7/97 Manövertablå TNC Kontroller på bildskärmen Välj bildskärmsuppdelning Växla bildskärm mellan maskin-
TNC 426 B TNC 430 NC-Software 280 470 xx 280 471 xx Bruksanvisning HEIDENHAINdialogprogrammering 7/97 Manövertablå TNC Kontroller på bildskärmen Välj bildskärmsuppdelning Växla bildskärm mellan maskin-
TNC 426 B TNC 430. Bruksanvisning HEIDENHAINdialogprogrammering. NC-Software xx xx 9/99
 TNC 426 B TNC 430 NC-Software 280 472 xx 280 473 xx Bruksanvisning HEIDENHAINdialogprogrammering 9/99 Manövertablå TNC Kontroller på bildskärmen Välj bildskärmsuppdelning Växla bildskärm mellan maskin-
TNC 426 B TNC 430 NC-Software 280 472 xx 280 473 xx Bruksanvisning HEIDENHAINdialogprogrammering 9/99 Manövertablå TNC Kontroller på bildskärmen Välj bildskärmsuppdelning Växla bildskärm mellan maskin-
TNC 410 TNC 426 TNC 430
 TNC 410 TNC 426 TNC 430 NC-software 286 060-xx 286 080-xx 280 472-xx 280 473-xx 280 474-xx 280 475-xx Bruksanvisning DIN-ISO-programmering 8/99 Manövertablå TNC Kontroller på bildskärmen Välja bildskärmsuppdelning
TNC 410 TNC 426 TNC 430 NC-software 286 060-xx 286 080-xx 280 472-xx 280 473-xx 280 474-xx 280 475-xx Bruksanvisning DIN-ISO-programmering 8/99 Manövertablå TNC Kontroller på bildskärmen Välja bildskärmsuppdelning
W1000 LÄGESINDIKATOR BRUKSANVISNING
 W1000 LÄGESINDIKATOR BRUKSANVISNING W1000 Knapp-placering 1 Presentationsområde 2 Softkey 3 Lampa för strömindikering 4 Pilknappar: Använd knapparna UPP/NER för att justera bildskärmens kontrast. 5 Axelknappar
W1000 LÄGESINDIKATOR BRUKSANVISNING W1000 Knapp-placering 1 Presentationsområde 2 Softkey 3 Lampa för strömindikering 4 Pilknappar: Använd knapparna UPP/NER för att justera bildskärmens kontrast. 5 Axelknappar
Pilot TNC 310. NC-Software xx 4/97
 Pilot TNC 310 NC-Software 286 040-xx 4/97 Lotse 310 schwedisch Pilot... är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem TNC 310. En mer fullständig beskrivning av programmering och handhavande
Pilot TNC 310 NC-Software 286 040-xx 4/97 Lotse 310 schwedisch Pilot... är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem TNC 310. En mer fullständig beskrivning av programmering och handhavande
1 Ström ON på Baksida: 2 Kontrollera att STANDBY knapp lyser Grönt: Referenskörning (JOG-ZERO) Tryck JOG: Tryck ZERO Return:
 Tryck JOG: Tryck ZERO Return:") 1 Ström ON på Baksida: Vrid ut Nödstopp: Tryck på Grön ON: 2 Kontrollera att STANDBY knapp lyser Grönt: Referenskörning (JOG-ZERO) Tryck JOG: Tryck ZERO Return: Sida 1 3 FÖRFLYTTNING av Verktyg: Tryck:
1 Ström ON på Baksida: Vrid ut Nödstopp: Tryck på Grön ON: 2 Kontrollera att STANDBY knapp lyser Grönt: Referenskörning (JOG-ZERO) Tryck JOG: Tryck ZERO Return: Sida 1 3 FÖRFLYTTNING av Verktyg: Tryck:
Pilot. itnc 530. NC-software xx xx xx xx. Svenska (sv) 8/2003
 8/2003") Pilot itnc 530 NC-software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Svenska (sv) 8/2003 Pilot... är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem itnc 530. En mer fullständig beskrivning
Pilot itnc 530 NC-software 340 422-xx 340 423-xx 340 480-xx 340 481-xx Svenska (sv) 8/2003 Pilot... är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem itnc 530. En mer fullständig beskrivning
Pilot Klartext-dialog. itnc 530. NC-software Svenska (sv) 2/2008
 2/2008") Pilot Klartext-dialog itnc 530 NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Svenska (sv) 2/2008 Pilot... är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem itnc 530. En
Pilot Klartext-dialog itnc 530 NC-software 340 490-04 340 491-04 340 492-04 340 493-04 340 494-04 Svenska (sv) 2/2008 Pilot... är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem itnc 530. En
Exempel. Vi skall bestämma koordinaterna för de punkter som finns i bild 3. OBS! Varje ruta motsvarar 1mm
 Koordinatsystem Koordinatsystem För att verktygen i en CNC-maskin skall kunna styras exakt till samtliga punkter i maskinens arbetsrum, använder man sig av ett koordinatsystem. Den enklaste formen av koordinatsystem
Koordinatsystem Koordinatsystem För att verktygen i en CNC-maskin skall kunna styras exakt till samtliga punkter i maskinens arbetsrum, använder man sig av ett koordinatsystem. Den enklaste formen av koordinatsystem
CNC PILOT 4290 NC-software 368 650-xx V7. Bruksanvisning
 CNC PILOT 4290 NC-software 368 650-xx V7 Bruksanvisning Svensk (sv) 8/2004 Knappsats för datainmatning Driftart handstyrning Driftart automatik Programmeringsdriftarter (DIN PLUS, Simulation, TURN PLUS)
CNC PILOT 4290 NC-software 368 650-xx V7 Bruksanvisning Svensk (sv) 8/2004 Knappsats för datainmatning Driftart handstyrning Driftart automatik Programmeringsdriftarter (DIN PLUS, Simulation, TURN PLUS)
CNC PILOT 4290 B- och Y-axel
 Bruksanvisning CNC PILOT 4290 B- och Y-axel NC-software 625 952-xx Svenska (sv) 4/2010 CNC PILOT 4290 B- och Y-axel CNC PILOT 4290 B- och Y-axel Denna handbok beskriver funktioner som finns tillgängliga
Bruksanvisning CNC PILOT 4290 B- och Y-axel NC-software 625 952-xx Svenska (sv) 4/2010 CNC PILOT 4290 B- och Y-axel CNC PILOT 4290 B- och Y-axel Denna handbok beskriver funktioner som finns tillgängliga
Pilot itnc 530 NC-Software xx Svensk (sv) 1/2003
 1/2003") Pilot itnc 530 NC-Software 340 420-xx Svensk (sv) 1/2003 Pilot Innehåll är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem itnc 530 En mer fullständig beskrivning av programmering och handhavande
Pilot itnc 530 NC-Software 340 420-xx Svensk (sv) 1/2003 Pilot Innehåll är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem itnc 530 En mer fullständig beskrivning av programmering och handhavande
Välj utgångspunkt Bläddring bakåt i
 HEIDENHAIN Arbeta med lägesindikator ND 220 Läges- och inmatningsdisplay (7-segment-LED, 9 dekader med förtecken) Välj utgångspunkt Bläddring bakåt i parameterlistan Bekräfta inmatat värde Ändra positionsvärde
HEIDENHAIN Arbeta med lägesindikator ND 220 Läges- och inmatningsdisplay (7-segment-LED, 9 dekader med förtecken) Välj utgångspunkt Bläddring bakåt i parameterlistan Bekräfta inmatat värde Ändra positionsvärde
Bruksanvisning Cykelprogrammering TNC 320. NC-software
 Bruksanvisning Cykelprogrammering TNC 320 NC-software 340551-05 340554-05 Svenska (sv) 3/2013 Om denna handbok Nedan finner du en lista med de anmärkningssymboler som används i denna handbok Denna symbol
Bruksanvisning Cykelprogrammering TNC 320 NC-software 340551-05 340554-05 Svenska (sv) 3/2013 Om denna handbok Nedan finner du en lista med de anmärkningssymboler som används i denna handbok Denna symbol
Pilot TNC 426B TNC 430. NC-Software xx xx 8/99
 Pilot TNC 426B TNC 430 NC-Software 280 474-xx 280 475-xx 8/99 Pilot Innehåll... är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem TNC 426 och TNC 430. En mer fullständig beskrivning av programmering
Pilot TNC 426B TNC 430 NC-Software 280 474-xx 280 475-xx 8/99 Pilot Innehåll... är en kortfattad programmeringshjälp för HEIDENHAINstyrsystem TNC 426 och TNC 430. En mer fullständig beskrivning av programmering
Kartesisk PTP-körning
 Funktion Med denna funktion kan en position i ett kartesiskt koordinatsystem programmeras, men maskinens rörelse sker i maskinkoordinater. Funktionen kan till exempel användas vid växling av länkposition
Funktion Med denna funktion kan en position i ett kartesiskt koordinatsystem programmeras, men maskinens rörelse sker i maskinkoordinater. Funktionen kan till exempel användas vid växling av länkposition
Uppsöka fast punkt (G75, G751)
") Funktion Med det blockvis verksamma kommandot G75/G751 kan axlarna separat och oberoende av varandra köras till fasta punkter i maskinutrymmet, t.ex. till verktygsväxlingspunkter, inladdningspunkter, palettväxlingspunkter
Funktion Med det blockvis verksamma kommandot G75/G751 kan axlarna separat och oberoende av varandra köras till fasta punkter i maskinutrymmet, t.ex. till verktygsväxlingspunkter, inladdningspunkter, palettväxlingspunkter
TNC 128. Bruksanvisning Klartextprogrammering. NC-software
 TNC 128 Bruksanvisning Klartextprogrammering NC-software 771841-07 Svenska (sv) 10/2018 Styrsystemets manöverelement Styrsystemets manöverelement Ange och editera koordinataxlar och siffror Knappar Manöverelement
TNC 128 Bruksanvisning Klartextprogrammering NC-software 771841-07 Svenska (sv) 10/2018 Styrsystemets manöverelement Styrsystemets manöverelement Ange och editera koordinataxlar och siffror Knappar Manöverelement
DIGITALT VECKOKOPPLINGSUR + PROGRAMMERINGSKNAPP
 DIGITALT VECKOKOPPLINGSUR + PROGRAMMERINGSKNAPP Tekniska data Produkten levereras med aktuellt datum och klockslag inställt. Automatisk växling vinter-/sommartid. Programmeringsknapp - för förbikoppling
DIGITALT VECKOKOPPLINGSUR + PROGRAMMERINGSKNAPP Tekniska data Produkten levereras med aktuellt datum och klockslag inställt. Automatisk växling vinter-/sommartid. Programmeringsknapp - för förbikoppling
NU NÄR DU BEKANTAT DIG MED RAMARNAS EGENSKAPER OCH VET. hur man markerar och ändrar dem, är det dags att titta lite närmare på
 6 Arbeta med ramar NU NÄR DU BEKANTAT DIG MED RAMARNAS EGENSKAPER OCH VET hur man markerar och ändrar dem, är det dags att titta lite närmare på hur du kan arbeta med dem i en design. De flesta designers
6 Arbeta med ramar NU NÄR DU BEKANTAT DIG MED RAMARNAS EGENSKAPER OCH VET hur man markerar och ändrar dem, är det dags att titta lite närmare på hur du kan arbeta med dem i en design. De flesta designers
Bruksanvisning Kopplingsur 19 164 70
 Bruksanvisning Kopplingsur 19 164 70 SÄKERHETSFÖRESKRIFTER 1. Läs igenom hela bruksanvisningen innan installation. 2. Installation skall göras av behörig elektirker. 3. Bryt strömmen innan installation.
Bruksanvisning Kopplingsur 19 164 70 SÄKERHETSFÖRESKRIFTER 1. Läs igenom hela bruksanvisningen innan installation. 2. Installation skall göras av behörig elektirker. 3. Bryt strömmen innan installation.
REV 3. Användarmanual
 REV 3 Användarmanual Allmänt Metic räknar pulser från ett hjul som snurrar i fas med det material som man drar igenom. Hjulet är kalibrerat för att visa mm i displayen. Hjulet räknar i båda riktningarna
REV 3 Användarmanual Allmänt Metic räknar pulser från ett hjul som snurrar i fas med det material som man drar igenom. Hjulet är kalibrerat för att visa mm i displayen. Hjulet räknar i båda riktningarna
ND 510 ND 550 Y Z SPEC FCT MOD
 HEIDENHAIN Arbeta med lägesindikator ND 510 ND 550 Läges- och inmatningsdisplay (7-segment-LED, 9 dekader med förtecken) uppifrån och ner: X-axel, Y-axel, endast ND 550: Z-axel Välj koordinataxel (Z-axel
HEIDENHAIN Arbeta med lägesindikator ND 510 ND 550 Läges- och inmatningsdisplay (7-segment-LED, 9 dekader med förtecken) uppifrån och ner: X-axel, Y-axel, endast ND 550: Z-axel Välj koordinataxel (Z-axel
Fräs Manual CNC. COPYRIGHT ( ) peter@pdahlen.se
 peter@pdahlen.se") Fräs Manual CNC I Karlstad kan vi röra oss inom den Röda Lådan med Bredd 760 mm, Djup 400 mm, och Höjd 522,815 mm. Man säger att Fräsens Slaglängder är 760 mm 400 mm 522.815 mm En Längd som vi förflyttar
Fräs Manual CNC I Karlstad kan vi röra oss inom den Röda Lådan med Bredd 760 mm, Djup 400 mm, och Höjd 522,815 mm. Man säger att Fräsens Slaglängder är 760 mm 400 mm 522.815 mm En Längd som vi förflyttar
Konturbearbetning 1. Innehåll
 Konturbearbetning Innehåll. 3D-Detalj Separerade entiteter... 2 2. 3D-Detalj Öppen kurva... 9 3. 3D-Detalj Sluten kontur... 3 4. 2D-Detalj Sluten Kontur... 2 Konturbearbetning 2. 3D-Detalj Separerade entiteter
Konturbearbetning Innehåll. 3D-Detalj Separerade entiteter... 2 2. 3D-Detalj Öppen kurva... 9 3. 3D-Detalj Sluten kontur... 3 4. 2D-Detalj Sluten Kontur... 2 Konturbearbetning 2. 3D-Detalj Separerade entiteter
Komma igång med 3L Pro 2014. Komma igång med 3L. Copyright VITEC FASTIGHETSSYSTEM AB
 Komma igång med 3L Innehåll LOGGA IN I 3L... 3 Verktyg och kortkommandon... 6 Övriga tangenter... 9 RAPPORTUTSKRIFT I 3L... 10 Instruktioner för att skriva till fil:... 11 Logga in i 3L Ikonen för 3L Pro
Komma igång med 3L Innehåll LOGGA IN I 3L... 3 Verktyg och kortkommandon... 6 Övriga tangenter... 9 RAPPORTUTSKRIFT I 3L... 10 Instruktioner för att skriva till fil:... 11 Logga in i 3L Ikonen för 3L Pro
Vrida detalj samt flytta nollpunkt 1
 Vrida detalj samt flytta nollpunkt 1 Innehåll 1. Flytta detalj till nollpunkten... 2 2. Vrida detalj samt flytta nollpunkt.... 5 Vrida detalj samt flytta nollpunkt 2 1. Flytta detalj till nollpunkten I
Vrida detalj samt flytta nollpunkt 1 Innehåll 1. Flytta detalj till nollpunkten... 2 2. Vrida detalj samt flytta nollpunkt.... 5 Vrida detalj samt flytta nollpunkt 2 1. Flytta detalj till nollpunkten I
TNC 128. Bruksanvisning inställning, testa och exekvera NC-program. NC-software
 TNC 128 Bruksanvisning inställning, testa och exekvera NC-program NC-software 771841-07 Svenska (sv) 10/2018 Styrsystemets manöverelement Styrsystemets manöverelement Ange och editera koordinataxlar och
TNC 128 Bruksanvisning inställning, testa och exekvera NC-program NC-software 771841-07 Svenska (sv) 10/2018 Styrsystemets manöverelement Styrsystemets manöverelement Ange och editera koordinataxlar och
Bearbetning av 2D-Detalj
 Bearbetning av 2D-Detalj I princip så fungerar 2D bearbetning på samma sätt som om den utfördes i 3D. Därför kommer bara en bearbetningstyp att visas med exemplet nedan. Detaljen nedan har skapats i ett
Bearbetning av 2D-Detalj I princip så fungerar 2D bearbetning på samma sätt som om den utfördes i 3D. Därför kommer bara en bearbetningstyp att visas med exemplet nedan. Detaljen nedan har skapats i ett
Välj utgångspunkt Bläddring bakåt i parameterlistan MIN ACTL MAX DIFF
 HEIDENHAIN Arbeta med lägesindikator ND 282 Läges- och inmatningsdisplay (7-segment-LED, 9 dekader med förtecken) Välj utgångspunkt Bläddring bakåt i parameterlistan Bekräfta inmatat värde Ändra positionsvärde
HEIDENHAIN Arbeta med lägesindikator ND 282 Läges- och inmatningsdisplay (7-segment-LED, 9 dekader med förtecken) Välj utgångspunkt Bläddring bakåt i parameterlistan Bekräfta inmatat värde Ändra positionsvärde
Betjäning/Programmering Utgåva 10.04. sinumerik. SINUMERIK 840D/840Di/810D ShopMill
 Betjäning/Programmering Utgåva 10.04 sinumerik SINUMERIK 840D/840Di/810D ShopMill Inledning 1 Betjäning 2 SINUMERIK 840D/840Di/810D ShopMill Programmering med ShopMill Programmering med G-kod 3 4 Betjäning/programmering
Betjäning/Programmering Utgåva 10.04 sinumerik SINUMERIK 840D/840Di/810D ShopMill Inledning 1 Betjäning 2 SINUMERIK 840D/840Di/810D ShopMill Programmering med ShopMill Programmering med G-kod 3 4 Betjäning/programmering
Användarhan dbok. Areaberäknare INNEHÅLLSFÖRTECKNING TOC. Handbok versionsnr. SV 2-1 Programvara versionsnr. 3.0 Kongskilde
 Användarhan dbok Areaberäknare Handbok versionsnr. SV 2-1 Programvara versionsnr. 3.0 Kongskilde INNEHÅLLSÖRTECKNING TOC 1. Översikt av areaberäkningsfunktion Areaberäknaren innehåller både en partiell
Användarhan dbok Areaberäknare Handbok versionsnr. SV 2-1 Programvara versionsnr. 3.0 Kongskilde INNEHÅLLSÖRTECKNING TOC 1. Översikt av areaberäkningsfunktion Areaberäknaren innehåller både en partiell
Institutionen för matematik och datavetenskap Karlstads universitet. GeoGebra. ett digitalt verktyg för framtidens matematikundervisning
 Karlstads GeoGebrainstitut Institutionen för matematik och datavetenskap Karlstads universitet Mats Brunström Maria Fahlgren GeoGebra ett digitalt verktyg för framtidens matematikundervisning Invigning
Karlstads GeoGebrainstitut Institutionen för matematik och datavetenskap Karlstads universitet Mats Brunström Maria Fahlgren GeoGebra ett digitalt verktyg för framtidens matematikundervisning Invigning
Programmering av Tidur E 18 978 85
 Programmering av Tidur E 18 978 85 Programmering av Tidur E 18 978 85... 1 1 Funktion... 2 2 Programmering... 2 2.1 Inställning av aktuella data... 2 2.1.1 Inställning sommar-/vintertid... 2 2.1.2 Inställning
Programmering av Tidur E 18 978 85 Programmering av Tidur E 18 978 85... 1 1 Funktion... 2 2 Programmering... 2 2.1 Inställning av aktuella data... 2 2.1.1 Inställning sommar-/vintertid... 2 2.1.2 Inställning
INSTALLATIONS guide Altus RTS
 Ref. 000071 Svensk -01 INSTALLATIONS guide Altus RTS Elektroniskt styrd rörmotor med RTS radiomottagare, sol- & vindautomatik SOMFY Altus RTS är en rörmotor med inbyggd RTS radiomottagare, sol- & vindautomatik
Ref. 000071 Svensk -01 INSTALLATIONS guide Altus RTS Elektroniskt styrd rörmotor med RTS radiomottagare, sol- & vindautomatik SOMFY Altus RTS är en rörmotor med inbyggd RTS radiomottagare, sol- & vindautomatik
Kapitel 4 Tak... 3. Tak Kapitel 4
 2014.02.21 1 Kapitel Innehåll... Sida Kapitel 4 Tak... 3 Tak i våning 2... 3 Underlagsritning... 4 Tak... 5 Hur ser taket ut?... 7 Yttervägg... 8 Gavel fönster... 11 Golv i takvåning... 12 Koppla golv
2014.02.21 1 Kapitel Innehåll... Sida Kapitel 4 Tak... 3 Tak i våning 2... 3 Underlagsritning... 4 Tak... 5 Hur ser taket ut?... 7 Yttervägg... 8 Gavel fönster... 11 Golv i takvåning... 12 Koppla golv
Fördjupa dina kunskaper hos oss
 Utbildningar 2016 Fördjupa dina kunskaper hos oss Kunskap och kompetens blir i allt högre utsträckning framgångsfaktorer inom svensk industri. Samtidigt går teknikutvecklingen inom HEIDENHAIN framåt i
Utbildningar 2016 Fördjupa dina kunskaper hos oss Kunskap och kompetens blir i allt högre utsträckning framgångsfaktorer inom svensk industri. Samtidigt går teknikutvecklingen inom HEIDENHAIN framåt i
Manual för Autostart Speed Control
 Manual för Autostart Speed Control Utrustningen startas genom att man dra ut den röda knappen på instrumentpanelen märkt med Autostart. Utrustningen startar i läget klart för att köra ett startförlopp,
Manual för Autostart Speed Control Utrustningen startas genom att man dra ut den röda knappen på instrumentpanelen märkt med Autostart. Utrustningen startar i läget klart för att köra ett startförlopp,
Manual till Båstadkartans grundläggande funktioner
 Manual till Båstadkartans grundläggande funktioner Webbfönstret När du klickar på kartlänken öppnas Båstadkartan i eget fönster eller egen flik, beroende på inställningen i din webbläsare. Bilden nedan
Manual till Båstadkartans grundläggande funktioner Webbfönstret När du klickar på kartlänken öppnas Båstadkartan i eget fönster eller egen flik, beroende på inställningen i din webbläsare. Bilden nedan
Bruksanvisning Sportstimer
 Westerstrand Sport System Page: 1 of 11 Bruksanvisning Sportstimer WESTERSTRAND URFABRIK AB Box 133 Tel +46 506 48 000 Internet: www.westerstrand.se SE-545 23 TÖREBODA Fax +46 506 48 051 E-mail: info@westerstrand.se
Westerstrand Sport System Page: 1 of 11 Bruksanvisning Sportstimer WESTERSTRAND URFABRIK AB Box 133 Tel +46 506 48 000 Internet: www.westerstrand.se SE-545 23 TÖREBODA Fax +46 506 48 051 E-mail: info@westerstrand.se
TNC 320. Bruksanvisning DIN/ISO-programmering. NC-software
 TNC 320 Bruksanvisning DIN/ISO-programmering NC-software 771851-06 771855-06 Svenska (sv) 10/2018 Styrsystemets manöverelement Styrsystemets manöverelement Ange och editera koordinataxlar och siffror Knappar
TNC 320 Bruksanvisning DIN/ISO-programmering NC-software 771851-06 771855-06 Svenska (sv) 10/2018 Styrsystemets manöverelement Styrsystemets manöverelement Ange och editera koordinataxlar och siffror Knappar
Swing-Gate. ECO B/S Installation av Swing Gate
 Swing-Gate ECO B/S Installation av Swing Gate Generellt Nedanstående manual berör installation av motorer som omfattas av SKANDIMATIK`S produktprogram. Kontrollpanelen innehåller följande EU standarder:
Swing-Gate ECO B/S Installation av Swing Gate Generellt Nedanstående manual berör installation av motorer som omfattas av SKANDIMATIK`S produktprogram. Kontrollpanelen innehåller följande EU standarder:
www.kylkom.se info@kylkom.se EVCO Instrumentbeskrivning EVK241
 EVCO Instrumentbeskrivning EVK241 Generella data *Mått front 75 x 33 mm, djup 59 mm *Spänning 230 VAC *Programmering sker från instrumentets framsida *Styr kompressor 16A/250VAC *Mätområde NTC 40.0 till
EVCO Instrumentbeskrivning EVK241 Generella data *Mått front 75 x 33 mm, djup 59 mm *Spänning 230 VAC *Programmering sker från instrumentets framsida *Styr kompressor 16A/250VAC *Mätområde NTC 40.0 till
Instruktion Basketboll
 Page: 1 of 9 Instruktion för resultattavla multisport och Basic LED- och elektromekaniska versioner Page: 2 of 9 Innehållsförteckning Instruktion... 1 Installation... 3 Detta bör du veta... 3 Display-översikt...
Page: 1 of 9 Instruktion för resultattavla multisport och Basic LED- och elektromekaniska versioner Page: 2 of 9 Innehållsförteckning Instruktion... 1 Installation... 3 Detta bör du veta... 3 Display-översikt...
TNC 320 Bruksanvisning Cykelprogrammering. NC-software
 TNC 320 Bruksanvisning Cykelprogrammering NC-software 340551-06 340554-06 Svenska (sv) 12/2013 Grundläggande Grundläggande Om denna handbok Om denna handbok Längre fram finner du en lista med de anmärkningssymboler
TNC 320 Bruksanvisning Cykelprogrammering NC-software 340551-06 340554-06 Svenska (sv) 12/2013 Grundläggande Grundläggande Om denna handbok Om denna handbok Längre fram finner du en lista med de anmärkningssymboler
JF-Link. Trådlös elmanövrering av hydraulik. Instruktionsbok. Bruksanvisning i original
 JF-Link Trådlös elmanövrering av hydraulik Instruktionsbok Bruksanvisning i original S INNEHÅLLSFÖRTECKNING 1. JF-LINK TRÅDLÖS ELMANÖVRERING AV HYDRAULIK... 5 VENTILBOX... 5 INLÄRNING AV FJÄRRMANÖVRERING...
JF-Link Trådlös elmanövrering av hydraulik Instruktionsbok Bruksanvisning i original S INNEHÅLLSFÖRTECKNING 1. JF-LINK TRÅDLÖS ELMANÖVRERING AV HYDRAULIK... 5 VENTILBOX... 5 INLÄRNING AV FJÄRRMANÖVRERING...
S3 DATOR DATIORINKREMENTALGIV
 Minimanual för S3-dator. Innehållsförteckning 1. Innan strömmen slås på 2. Hur fungerar tangentbordet? 3. Backup C 4. Fasfel 5. Justering motorskydd 6. Ställa in parametrar i frekvensstyrning 7. Vad krävs
Minimanual för S3-dator. Innehållsförteckning 1. Innan strömmen slås på 2. Hur fungerar tangentbordet? 3. Backup C 4. Fasfel 5. Justering motorskydd 6. Ställa in parametrar i frekvensstyrning 7. Vad krävs
Laboration 3 HI1024, Programmering, grundkurs, 8.0 hp
 Laboration 3 HI1024, Programmering, grundkurs, 8.0 hp Dataingenjörsprogrammet, elektroingenjörsprogrammet och medicinsk teknik KTH Skolan för Teknik och Hälsa Redovisning: Se Kurs-PM om hur redovisningen
Laboration 3 HI1024, Programmering, grundkurs, 8.0 hp Dataingenjörsprogrammet, elektroingenjörsprogrammet och medicinsk teknik KTH Skolan för Teknik och Hälsa Redovisning: Se Kurs-PM om hur redovisningen
INNEHÅLLSFÖRTECKNING... 2 FÖRORD... 3 INLEDNING... 4 ATT ANVÄNDA MOTORERNA... 9 LOOP (UPPREPANDE) FUNKTIONEN... 10 SKAPA EN EGEN KLOSS...
 FUNKTIONEN... 10 SKAPA EN EGEN KLOSS...") GRUNDKURS INNEHÅLLSFÖRTECKNING INNEHÅLLSFÖRTECKNING... 2 FÖRORD... 3 INLEDNING... 4 SKÄRMUPPBYGGNAD... 4 ROBOT EDUCATOR... 5 PROGRAMMERINGSRUTAN... 5 KNAPPARNA OCH KLOSSARNA... 6 UPPGIFTER... 8 ATT ANVÄNDA
GRUNDKURS INNEHÅLLSFÖRTECKNING INNEHÅLLSFÖRTECKNING... 2 FÖRORD... 3 INLEDNING... 4 SKÄRMUPPBYGGNAD... 4 ROBOT EDUCATOR... 5 PROGRAMMERINGSRUTAN... 5 KNAPPARNA OCH KLOSSARNA... 6 UPPGIFTER... 8 ATT ANVÄNDA
Användarhandbok Ändringar och tillägg från V520. MillPlus IT V530. Giltig till V520/00e V521/00f V522/00c V530/00f
 Användarhandbok Ändringar och tillägg från V520 MillPlus IT V530 Giltig till V520/00e V521/00f V522/00c V530/00f Svensk (sv) 06/2007 579 536-60 1 Snabböversikt... 11 1.1 Sammanfattning... 12 V520... 12
Användarhandbok Ändringar och tillägg från V520 MillPlus IT V530 Giltig till V520/00e V521/00f V522/00c V530/00f Svensk (sv) 06/2007 579 536-60 1 Snabböversikt... 11 1.1 Sammanfattning... 12 V520... 12
Dator i BC2.5-serien. BRUKSANVISNING Reebok-BC2.5-2110719
 SV Dator i BC2.5-serien BRUKSANVISNING Reebok-BC2.5-2110719 Funktioner och egenskaper: 1. START: Efter att ha tryckt på knappen Enter, kommer 0:00 att börja blinka. Då kan du ställa in tiden med knapparna
SV Dator i BC2.5-serien BRUKSANVISNING Reebok-BC2.5-2110719 Funktioner och egenskaper: 1. START: Efter att ha tryckt på knappen Enter, kommer 0:00 att börja blinka. Då kan du ställa in tiden med knapparna
CAD, GRUND. Topocad CAD, grundkurs. Adtollo Academy Topocad grundkurs i CAD
 CAD, GRUND Topocad CAD, grundkurs Adtollo Academy Topocad grundkurs i CAD Topocad CAD, grundkurs Copyright Adtollo AB 2015 Materialet framtaget av Adtollo AB. Författare Tomas Sandström Topocad CAD grundkurs
CAD, GRUND Topocad CAD, grundkurs Adtollo Academy Topocad grundkurs i CAD Topocad CAD, grundkurs Copyright Adtollo AB 2015 Materialet framtaget av Adtollo AB. Författare Tomas Sandström Topocad CAD grundkurs
Avkännarcykler itnc 530
 Avkännarcykler itnc 530 NC-software 340 420-xx 340 421-xx Bruksanvisning Svenska (sv) 6/2002 TNC-typ, mjukvara och funktioner Denna handbok beskriver funktioner som finns tillgängliga i TNC styrsystem
Avkännarcykler itnc 530 NC-software 340 420-xx 340 421-xx Bruksanvisning Svenska (sv) 6/2002 TNC-typ, mjukvara och funktioner Denna handbok beskriver funktioner som finns tillgängliga i TNC styrsystem
Tandmatning (G95 FZ) Funktion. Grunder. Tandmatning (G95 FZ)
 Funktion. Grunder. Tandmatning (G95 FZ)") Funktion I första hand för fräsbearbetningar kan i stället för varvmatningen också den i praktiken vanligare tandmatningen programmeras: Via verktygsparametern $TC_DPNT (antal tänder) för verktygets aktiva
Funktion I första hand för fräsbearbetningar kan i stället för varvmatningen också den i praktiken vanligare tandmatningen programmeras: Via verktygsparametern $TC_DPNT (antal tänder) för verktygets aktiva
Programmerbar spegling (MIRROR, AMIRROR)
") Funktion Syntax Med MIRROR/AMIRROR kan arbetsstycksformer speglas i koordinataxlarna. Alla förflyttningsrörelser som därefter har programmerats t.ex. i underprogrammet utförs speglade. MIRROR X... Y...
Funktion Syntax Med MIRROR/AMIRROR kan arbetsstycksformer speglas i koordinataxlarna. Alla förflyttningsrörelser som därefter har programmerats t.ex. i underprogrammet utförs speglade. MIRROR X... Y...
TNC 620 Bruksanvisning Cykelprogrammering. NC-software
 TNC 620 Bruksanvisning Cykelprogrammering NC-software 340560-04 340561-04 340564-04 734980-02 734981-02 Svenska (sv) 1/2014 Grundläggande Grundläggande Om denna handbok Om denna handbok Längre fram finner
TNC 620 Bruksanvisning Cykelprogrammering NC-software 340560-04 340561-04 340564-04 734980-02 734981-02 Svenska (sv) 1/2014 Grundläggande Grundläggande Om denna handbok Om denna handbok Längre fram finner
OptiWay GIS Vind. Manual - Version OptiWay
 OptiWay GIS Vind - Version 3.7.1 OptiWay Innehållsförteckning Ämne Sida Inledning sida. 3 Översikt sida. 3 Startsida sida. 4 Öppna sida. 4 Återställ sida. 5 Import sida. 5 Import av Projekt, Verk, Vindmätare
OptiWay GIS Vind - Version 3.7.1 OptiWay Innehållsförteckning Ämne Sida Inledning sida. 3 Översikt sida. 3 Startsida sida. 4 Öppna sida. 4 Återställ sida. 5 Import sida. 5 Import av Projekt, Verk, Vindmätare
Driftinstruktion Digitalt dagkopplingsur 7LF41. 7LF4 110 230 VAC 1-kanal utan specialfunktioner
 s Driftinstruktion Digitalt dagkopplingsur 7LF41. 7LF4 110 230 VAC 1-kanal utan specialfunktioner Digitalt veckokopplingsur 7LF41/årsur 7LF415. 7LF4 111 230 VAC 1-kanal 7LF4 112 24 VAC/DC 1-kanal utan
s Driftinstruktion Digitalt dagkopplingsur 7LF41. 7LF4 110 230 VAC 1-kanal utan specialfunktioner Digitalt veckokopplingsur 7LF41/årsur 7LF415. 7LF4 111 230 VAC 1-kanal 7LF4 112 24 VAC/DC 1-kanal utan
Kapitel 16 Situationsplan... 3
 2014.02.21 1 Kapitel Innehåll... Sida Kapitel 16 Situationsplan... 3 Vectorfil av huskropp... 3 Infoga situationsplan/nbk... 6 Markera nytt origo på situationsplan/nbk... 10 Skala... 13 Skaleringsuträknare...
2014.02.21 1 Kapitel Innehåll... Sida Kapitel 16 Situationsplan... 3 Vectorfil av huskropp... 3 Infoga situationsplan/nbk... 6 Markera nytt origo på situationsplan/nbk... 10 Skala... 13 Skaleringsuträknare...
Snabbguide och funktioner Topcon RL-SV2S
 Kapitel 1 - Inriktning för att lägga lutning Inrätta en baslinje parallellt med jobbet i riktning mot den önskade lutningen. Bild A Sätt upp en stakkäpp eller dyl. vid bortre änden av baslinjen för att
Kapitel 1 - Inriktning för att lägga lutning Inrätta en baslinje parallellt med jobbet i riktning mot den önskade lutningen. Bild A Sätt upp en stakkäpp eller dyl. vid bortre änden av baslinjen för att
Kapitel 13 Placera på ark... 3
 2012-08-13 Kapitel 14... 1 Kapitel Innehåll... Sida Kapitel 13... 3 Rithuvud... 3 Projektinformation... 7 Skriv ut arket... 9 Fasader på ark... 10 2... Kapitel 14 2012-08-13 2012-08-13 Kapitel 14... 3
2012-08-13 Kapitel 14... 1 Kapitel Innehåll... Sida Kapitel 13... 3 Rithuvud... 3 Projektinformation... 7 Skriv ut arket... 9 Fasader på ark... 10 2... Kapitel 14 2012-08-13 2012-08-13 Kapitel 14... 3
EVCO instrumentbeskrivning EVK242
 EVCO instrumentbeskrivning EVK242 Generella data *Mått front 75 x 33 mm, djup 59 mm *Spänning 230Vac eller 12-24Vac *Programmering sker från instrumentets framsida *Två relä, 16A/250VAC och 8A/250VAC *Mätområde
EVCO instrumentbeskrivning EVK242 Generella data *Mått front 75 x 33 mm, djup 59 mm *Spänning 230Vac eller 12-24Vac *Programmering sker från instrumentets framsida *Två relä, 16A/250VAC och 8A/250VAC *Mätområde
Manual fö r webbkartörnas grundla ggande funktiöner
 Manual fö r webbkartörnas grundla ggande funktiöner Webbfönster När du klickar på en kartlänk öppnas kartan i ett nytt fönster eller en ny flik, beroende på inställningen i din webbläsare. Bilden nedan
Manual fö r webbkartörnas grundla ggande funktiöner Webbfönster När du klickar på en kartlänk öppnas kartan i ett nytt fönster eller en ny flik, beroende på inställningen i din webbläsare. Bilden nedan
Elektronisk timer. Ställa in aktuell tid. Inställning av vinter-/sommartid. Använda klockan tillsammans med ugnen. Ställa in tillagningstiden
 Elektronisk timer SE 1 aktuell tid/normalläge (manuellt) 2 minus (-) 3 plus (+) När apparaten har anslutits till elnätet visas siffrorna 0 00 i displayen. Tryck på knapp 1. Du ställer in aktuell tid genom
Elektronisk timer SE 1 aktuell tid/normalläge (manuellt) 2 minus (-) 3 plus (+) När apparaten har anslutits till elnätet visas siffrorna 0 00 i displayen. Tryck på knapp 1. Du ställer in aktuell tid genom
Fördjupa dina kunskaper hos oss
 Utbildningar 2017 Fördjupa dina kunskaper hos oss Kunskap och kompetens blir i allt högre utsträckning framgångsfaktorer inom svensk industri. Samtidigt går teknikutvecklingen inom HEIDENHAIN framåt i
Utbildningar 2017 Fördjupa dina kunskaper hos oss Kunskap och kompetens blir i allt högre utsträckning framgångsfaktorer inom svensk industri. Samtidigt går teknikutvecklingen inom HEIDENHAIN framåt i
TIGRE Digital Avkodare. Typ: BC-2001 / 3001
 TIGRE Digital Avkodare Typ: BC-2001 / 3001 Digital ReadOut (DRO) Supplier: Bength Paulsson Sida 1(8) Innehåll 1. Grundläggande funktioner 3 2. Tekniska specifikationer 4 3. Avkodarens inställningar 4 3.1
TIGRE Digital Avkodare Typ: BC-2001 / 3001 Digital ReadOut (DRO) Supplier: Bength Paulsson Sida 1(8) Innehåll 1. Grundläggande funktioner 3 2. Tekniska specifikationer 4 3. Avkodarens inställningar 4 3.1
Nedan visas en översikt av verktygen där de olika funktionerna är numrerade. En beskrivning av funktionerna följer.
 Välkommen till hjälpen för vårt nya webbgis Vattenkartan m.fl webbgis som finns tillgängliga i VISS är verktyg för att titta på kartor, söka information och skriva ut en kartbild. Webbgisen är byggda med
Välkommen till hjälpen för vårt nya webbgis Vattenkartan m.fl webbgis som finns tillgängliga i VISS är verktyg för att titta på kartor, söka information och skriva ut en kartbild. Webbgisen är byggda med
Avkännarcykler TNC 426 TNC 430
 Avkännarcykler TNC 426 TNC 430 NC-Software 280 472-xx 280 473-xx 280 474-xx 280 475-xx 280 476-xx 280 477-xx Bruksanvisning 9/2000 TNC-typ, mjukvara och funktioner Denna handbok beskriver funktioner som
Avkännarcykler TNC 426 TNC 430 NC-Software 280 472-xx 280 473-xx 280 474-xx 280 475-xx 280 476-xx 280 477-xx Bruksanvisning 9/2000 TNC-typ, mjukvara och funktioner Denna handbok beskriver funktioner som
Undersökande arbetssätt i matematik 1 och 2
 Matematik Gymnasieskola Modul: Matematikundervisning med digitala verktyg Del 6: Undersökande arbetssätt med matematisk programvara Undersökande arbetssätt i matematik 1 och 2 I texten Undersökande arbetssätt
Matematik Gymnasieskola Modul: Matematikundervisning med digitala verktyg Del 6: Undersökande arbetssätt med matematisk programvara Undersökande arbetssätt i matematik 1 och 2 I texten Undersökande arbetssätt
Flexi Kontrollmodul. Bruksanvisning. Innehållsförteckning. 1. Introduktion och tekniska specifikationer 1
 Flexi Kontrollmodul Bruksanvisning Innehållsförteckning 1. Introduktion och tekniska specifikationer 1 2. Allmän beskrivning av display och manöverknappar 2 3. Inställning av Flexidrift 3 4.Inställning
Flexi Kontrollmodul Bruksanvisning Innehållsförteckning 1. Introduktion och tekniska specifikationer 1 2. Allmän beskrivning av display och manöverknappar 2 3. Inställning av Flexidrift 3 4.Inställning
Användarhandledning BankIR Version 3.1. Innehåll
 Innehåll Detaljverktyget...2 Allmän beskrivning...2 Menybeskrivningar...3 Arkiv...3 Visa...3 Inställningar...3 Beskrivning av Detaljverktygets användaryta...4 Handhavande...5 Visa...6 Visa detaljens paket...6
Innehåll Detaljverktyget...2 Allmän beskrivning...2 Menybeskrivningar...3 Arkiv...3 Visa...3 Inställningar...3 Beskrivning av Detaljverktygets användaryta...4 Handhavande...5 Visa...6 Visa detaljens paket...6
SHARP TWAIN AR/DM. Bruksanvisning
 SHARP TWAIN AR/DM Bruksanvisning Copyright 2001 av Sharp Corporation. Alla rättigheter förbehålls. Reproduktion, adaptering eller översättning utan tidigare erhållen skriftlig tillåtelse är förbjuden,
SHARP TWAIN AR/DM Bruksanvisning Copyright 2001 av Sharp Corporation. Alla rättigheter förbehålls. Reproduktion, adaptering eller översättning utan tidigare erhållen skriftlig tillåtelse är förbjuden,
ProtoTRAK SLX CRT MACHINE. Enkelt att lära sig och lätt att använda. Avancerade funktioner ger dig kraftfulla möjligheter
 ProtoTRAK SLX Styrsystemet ProtoTRAK SLX ger dig en tekniskt avancerad men lätt-att-använda CNC-lösning för alla dina svarvbehov. Fördelar som konstant skärhastighet eller programmerbart varvtal, TRAKing,
ProtoTRAK SLX Styrsystemet ProtoTRAK SLX ger dig en tekniskt avancerad men lätt-att-använda CNC-lösning för alla dina svarvbehov. Fördelar som konstant skärhastighet eller programmerbart varvtal, TRAKing,
ANVÄNDAR MANUAL. SESAM 800 RX MC Manager
 ANVÄNDAR MANUAL SESAM 800 RX MC Manager Åkerströms Björbo AB Box 7, SE-780 45 Gagnef, Sweden street Björbovägen 143 SE-785 45 Björbo, Sweden Phone +46 241 250 00 Fax +46 241 232 99 E-mail sales@akerstroms.com
ANVÄNDAR MANUAL SESAM 800 RX MC Manager Åkerströms Björbo AB Box 7, SE-780 45 Gagnef, Sweden street Björbovägen 143 SE-785 45 Björbo, Sweden Phone +46 241 250 00 Fax +46 241 232 99 E-mail sales@akerstroms.com
Konceptet! Svarvar (Flerfunktionsmaskiner) och Fräsmaskiner (Fleropertionsmaskiner) Integrerad eller extern hanteringsutrustning.
 och Fräsmaskiner (Fleropertionsmaskiner) Integrerad eller extern hanteringsutrustning.") Hur funkar det? Tillämpningar Spånskärande bearbetning Skärning (laser, vatten, gas, plasma m.m.) Industrirobotar (svetsning, plock, fixturering m.m.) Rörbockning Gnistbearbetning Mätmaskiner M.fl. Vad
Hur funkar det? Tillämpningar Spånskärande bearbetning Skärning (laser, vatten, gas, plasma m.m.) Industrirobotar (svetsning, plock, fixturering m.m.) Rörbockning Gnistbearbetning Mätmaskiner M.fl. Vad
SCB Räkenskapssammandrag
 SCB Räkenskapssammandrag SCB Räkenskapssammandrag 1 1. KOMMA IGÅNG MED PROGRAMMET... 2 1.1 ÖVERSIKT FÖRBEREDELSER... 2 1.2 STARTA PROGRAMMET... 3 1.3 ÖVERSIKT SCB MENY... 5 1.4 INSTÄLLNINGAR... 6 1.5 KOLUMNER...
SCB Räkenskapssammandrag SCB Räkenskapssammandrag 1 1. KOMMA IGÅNG MED PROGRAMMET... 2 1.1 ÖVERSIKT FÖRBEREDELSER... 2 1.2 STARTA PROGRAMMET... 3 1.3 ÖVERSIKT SCB MENY... 5 1.4 INSTÄLLNINGAR... 6 1.5 KOLUMNER...
Kapitel 6 Måttsättning... 3
 1 Innehåll Sida Kapitel 6 Måttsättning... 3 Måttsätt utvändig vägg... 3 Inställning av måttsättning... 7 Ändra inställning på textstil...10 Flytta och ändra måttsättningstext...15 Två-punkts måttsättning...18
1 Innehåll Sida Kapitel 6 Måttsättning... 3 Måttsätt utvändig vägg... 3 Inställning av måttsättning... 7 Ändra inställning på textstil...10 Flytta och ändra måttsättningstext...15 Två-punkts måttsättning...18
1. Ställa in ett resmål och söka efter en resväg
 1. Ställa in ett resmål och söka efter en resväg Inställning av sökvillkor för resväg och resmål eller tillägg av nya resvägar måste slutföras för att en resvägssökning för vägledning till ett särskilt
1. Ställa in ett resmål och söka efter en resväg Inställning av sökvillkor för resväg och resmål eller tillägg av nya resvägar måste slutföras för att en resvägssökning för vägledning till ett särskilt
1. Mätning av gammaspektra
 1. Mätning av gammaspektra 1.1 Laborationens syfte Att undersöka några egenskaper hos en NaI-detektor. Att bestämma energin för okänd gammastrålning. Att bestämma den isotop som ger upphov till gammastrålningen.
1. Mätning av gammaspektra 1.1 Laborationens syfte Att undersöka några egenskaper hos en NaI-detektor. Att bestämma energin för okänd gammastrålning. Att bestämma den isotop som ger upphov till gammastrålningen.
English...2 Svenska...15 Norsk...28 Dansk...41 Suomi...54 Deutsch...68 Netherlands Français...95 Italiano Español Português...
 English...2...15 Norsk...28 Dansk...41 Suomi...54 Deutsch...68 Netherlands... 81 Français...95 Italiano...110 Español...124 Português...137 Ελληνικά...150 Polski...164 Eesti...177 Lietuviškai...189 Latviski...204
English...2...15 Norsk...28 Dansk...41 Suomi...54 Deutsch...68 Netherlands... 81 Français...95 Italiano...110 Español...124 Português...137 Ελληνικά...150 Polski...164 Eesti...177 Lietuviškai...189 Latviski...204
Vanliga frågor och svar
 Vanliga frågor och svar Anslutning och konfiguration 2014-04-21 TaHoma, ta kontroll over ditt hem! 1. Hur upprättar jag anslutningarna? Koppla först boxen till bredbandsmodemet med hjälp av medföljande
Vanliga frågor och svar Anslutning och konfiguration 2014-04-21 TaHoma, ta kontroll over ditt hem! 1. Hur upprättar jag anslutningarna? Koppla först boxen till bredbandsmodemet med hjälp av medföljande
Ellipsen. 1. Apollonius och ellipsen som kägelsnitt.
 Ellipsen 1. Apollonius och ellipsen som kägelsnitt. Vi skall stifta bekantskap med, och ganska noga undersöka, den plana kurva som kallas ellips. Man kan närma sig kurvan på olika sätt men vi väljer som
Ellipsen 1. Apollonius och ellipsen som kägelsnitt. Vi skall stifta bekantskap med, och ganska noga undersöka, den plana kurva som kallas ellips. Man kan närma sig kurvan på olika sätt men vi väljer som
Grundritning Torpargrund
 Grundritning Torpargrund Ritningsnummer Grundritning... 2 Startfil för Grundritning... 3 Inställning för Grundritning... 4 Rita rektangulär torpargrund baserad på två punkter... 6 Fri Yttermur/Hjärtmur...
Grundritning Torpargrund Ritningsnummer Grundritning... 2 Startfil för Grundritning... 3 Inställning för Grundritning... 4 Rita rektangulär torpargrund baserad på två punkter... 6 Fri Yttermur/Hjärtmur...
LAN 63 Masterpanel. RUTAB Lerbacksgatan 2 571 38 Nässjö Tel: 0380-55 50 50 Fax: 0380-123 03 info@rutab.se www.rutab.se. LAN 63 Larmpanel Master
 LAN 63 Masterpanel LAN 63 Larmpanel Master LAN 63 innehåller som standard möjligheten att programmeras för drift eller larm. Litet format; endast 129 x 70 x 27 mm (inbyggnadsdjup 20 mm). 12 larmingångar.
LAN 63 Masterpanel LAN 63 Larmpanel Master LAN 63 innehåller som standard möjligheten att programmeras för drift eller larm. Litet format; endast 129 x 70 x 27 mm (inbyggnadsdjup 20 mm). 12 larmingångar.
Tynker gratisapp på AppStore
 Tynker gratisapp på AppStore Innehåll Använda appen 2 Koordinatsystemet 6 Rita rektanglar i koordinatsystemet 7 Rita ellipser i koordinatsystemet 9 Rita trianglar i koordinatsystemet 11 Skapa mönster med
Tynker gratisapp på AppStore Innehåll Använda appen 2 Koordinatsystemet 6 Rita rektanglar i koordinatsystemet 7 Rita ellipser i koordinatsystemet 9 Rita trianglar i koordinatsystemet 11 Skapa mönster med
Bemästra verktyget TriBall
 Bemästra verktyget TriBall I IRONCAD finns ett patenterat verktyg för 3D-positionering av objekt, kallat TriBall. Hyllad av en del som "Det mest användbara verktyget i CAD-historien". TriBall är otroligt
Bemästra verktyget TriBall I IRONCAD finns ett patenterat verktyg för 3D-positionering av objekt, kallat TriBall. Hyllad av en del som "Det mest användbara verktyget i CAD-historien". TriBall är otroligt
1. Introduktion Instruktionen utgörs av Radian Innovas handledning för ML-1.
 1(6) 1. Introduktion Instruktionen utgörs av Radian Innovas handledning för ML-1. 1.1 Allmänt ML-1 1. 2. 3. Strömbrytare, av/på Anslutning för datorkommunikation Manöverknappar ML-1 startar alltid i klockläge.
1(6) 1. Introduktion Instruktionen utgörs av Radian Innovas handledning för ML-1. 1.1 Allmänt ML-1 1. 2. 3. Strömbrytare, av/på Anslutning för datorkommunikation Manöverknappar ML-1 startar alltid i klockläge.
Användarmanual Megaspin S
 Användarmanual Megaspin 200-2+S Med och utan automatisk inläsning av diameter och avstånd. Vi reserverar oss för eventuella tryckfel och ändringar av produktmodeller. BOAB HJULDELAR AB 0530-133 33 info@boabhjuldelar.se
Användarmanual Megaspin 200-2+S Med och utan automatisk inläsning av diameter och avstånd. Vi reserverar oss för eventuella tryckfel och ändringar av produktmodeller. BOAB HJULDELAR AB 0530-133 33 info@boabhjuldelar.se
Hur man använder CD-spelaren
 Hur man använder CD-spelaren Om CD-skivor Signalen som är inspelad på en CD-skiva läses av en laserstråle, så det förekommer ingen beröring med ytan. En repa på den inspelade ytan eller en kraftigt repad
Hur man använder CD-spelaren Om CD-skivor Signalen som är inspelad på en CD-skiva läses av en laserstråle, så det förekommer ingen beröring med ytan. En repa på den inspelade ytan eller en kraftigt repad