Svetsning med elektrod började med ett ryskt patent I Sverige började det som en metod för att reparera ångpannor
|
|
|
- Ingemar Engström
- för 8 år sedan
- Visningar:
Transkript
1 Svetshistorik Svetsning med elektrod började med ett ryskt patent I Sverige började det som en metod för att reparera ångpannor I USA fann man att om virade papper runt elektroden Oskar Kjellberg startade år 1904 med att doppa järnstavar i rutil (titanoxid) och därmed erhölls bättre svetsegenskaper och mycket mindre porer. ESAB startade i Göteborg Många patent och uppfinningar från Ryssland

2 Svetshistorik ESAB IV Verkstadsbåt som sjösattes 29 december 1920 Den första helsvetsade båten 16 m lång och 4 m bred Djupgående 2 m Deplacement 31 ton Motorstyrka 210 hk tidigare 42 hk Det K-märkta fartyget ägs numera av ESAB och sköts av entusiaster från ESAB

3 Svetshistorik Svetsning utomhus Svetsreparation av stativ
4 Svetshistorik Nitat skrov svetsade master och roder år 1935 M/S Braconda Världens första helsvetsade oceangående fartyg år 1940

5 Många faktorer påverkar svetsens egenskaper Grundmaterial + Tillsatsmaterial Svetsgodsets sammansättning Utspädningsgrad Fogtyp Sträckenergi Strömstyrka, spänning, framföringshastighet Avsvalningshastighet Sträckenergi Godstjocklek Arbetstemperatur Svetsparametrar Svetsläge Svetsmetod Svetsgodsets mikrostruktur Avspänningsglödgning HAZs mikrostruktur Svetsens egenskaper Mekaniska egenskaper Korrosionsegenskaper

6 WPS-framtagning Svetsprocedurbeskrivning, WPS Svetsdatablad för svetsaren att följa för att förhoppningsvis få en svets som uppfyller ställda krav Preliminär svetsprocedurbeskrivning, pwps En pwps är ett preliminärt svetsdatablad som ligger till grund för att kvalificera en WPS Ett svetsprov (procedurprov) utföres med pwps-en som grund. Detta svetsprov genomgår provning som redovisas i en WPQR Protokoll för att kvalificera en svetsprocedur, WPQR Svetsprovet (procedurprov) som utförts enligt en WPS genomgår oförstörande provning och mekanisk provning SS-EN ISO är en standard för svetsprocedurkvalificering Tidigare fanns SS-EN och i vissa fall är denna tillämplig fortfarande (Tryckkärl) WPS: Welding Procedure Specification pwps: preliminary Welding Procedure Specification WPQR: Welding Procedure Qualification Record
 WPS: Welding Procedure")
7 WPS-framtagning - Standarder SS-EN ISO :2004 Specifikation för och kvalificering av svetsprocedurer för svetsning av metalliska material - Svetsdatablad (WPS) Del 1 Bågsvetsning SS-EN ISO :2002 Specifikation för och kvalificering av svetsprocedurer för svetsning av metalliska material - Svetsdatablad (WPS) Del 1 Gassvetsning SS-EN ISO 15610:2003 Specifikation för och kvalificering av svetsprocedurer för metalliska material Kvalificering baserade på provade tillsatsmaterial för svetsning Grundmaterial: 1.1, 8.1, 21, 22.1, 22.2 Tjocklek: 3 mm 40 mm a-mått kälsvetsar: a 3 mm Rördiameter: D > 25 mm

8 WPS-framtagning - Standarder SS-EN ISO 15611:2004 Specifikation för och kvalificering av svetsprocedurer för metalliska material Kvalificering med hänsyn till tidigare erfarenhet Huvudpunkterna är: pwps enligt tillämpliga delar av EN ISO Dokumentation av tidigare erfarenhet av svetsning SS-EN ISO 15612:2004 Specifikation för och kvalificering av svetsprocedurer för metalliska material Kvalificering genom införande av en standardsvetsprocedur Utföres av granskare eller granskande organ Materialgrupper 1, 8, 11, 21, 22.1, 22.2, 31 t.o.m 38, 41 t.o.m 47 SS-EN ISO 15613:2004 Specifikation för och kvalificering av svetsprocedurer för metalliska material Kvalificering genom utfallsprovning Utföres av granskare eller granskande organ Svetsningen utföres enligt de produktionsbetingelser som föreligger Provningen sker såvitt möjligt enligt EN ISO 15614

9 EN ISO Svetsprocedurkvalificering

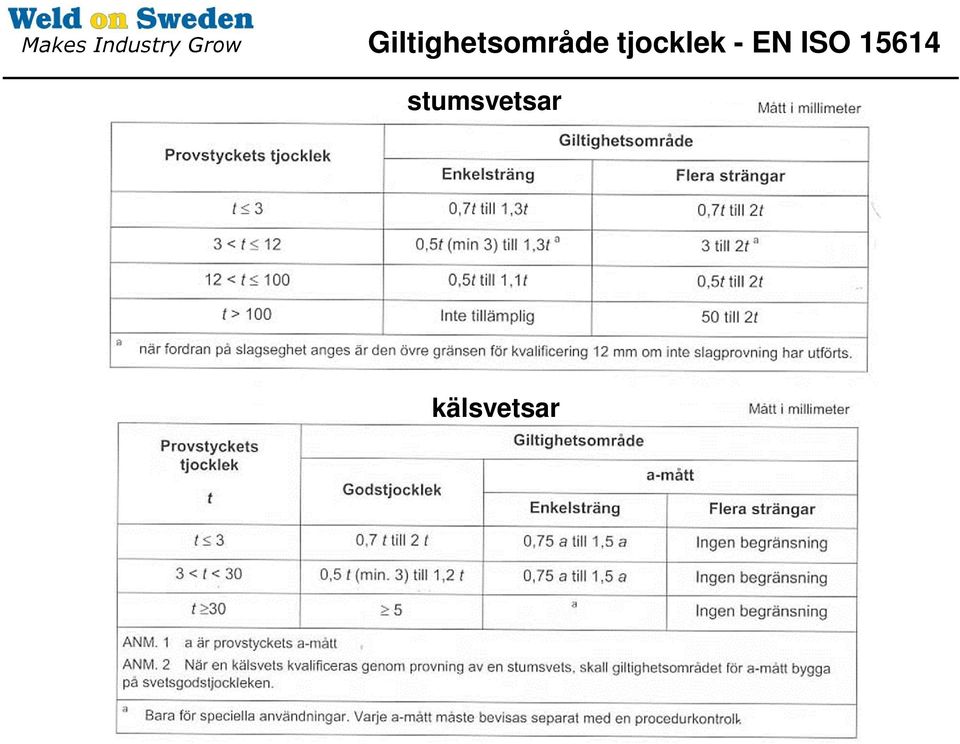
10 Giltighetsområde tjocklek - EN ISO stumsvetsar kälsvetsar
11 Svetsprocedurkvalificering enl. DNV Svetsprocedurkvalificering Det Norske Veritas Skillnaden mot SS-EN ISO är i det närmaste att slagseghetsprovning sker med anvisning mitt i svets och i HAZ lägena fusion line (FL), FL + 2mm och i läget FL+ 5mm: alltså 4 satser KV-stavar mot 2 i SS-EN ISO Då det gäller bockprovning har Det Norske Veritas 2 st bockprovstavar medan SS-EN ISO har 4 bockprovstavar

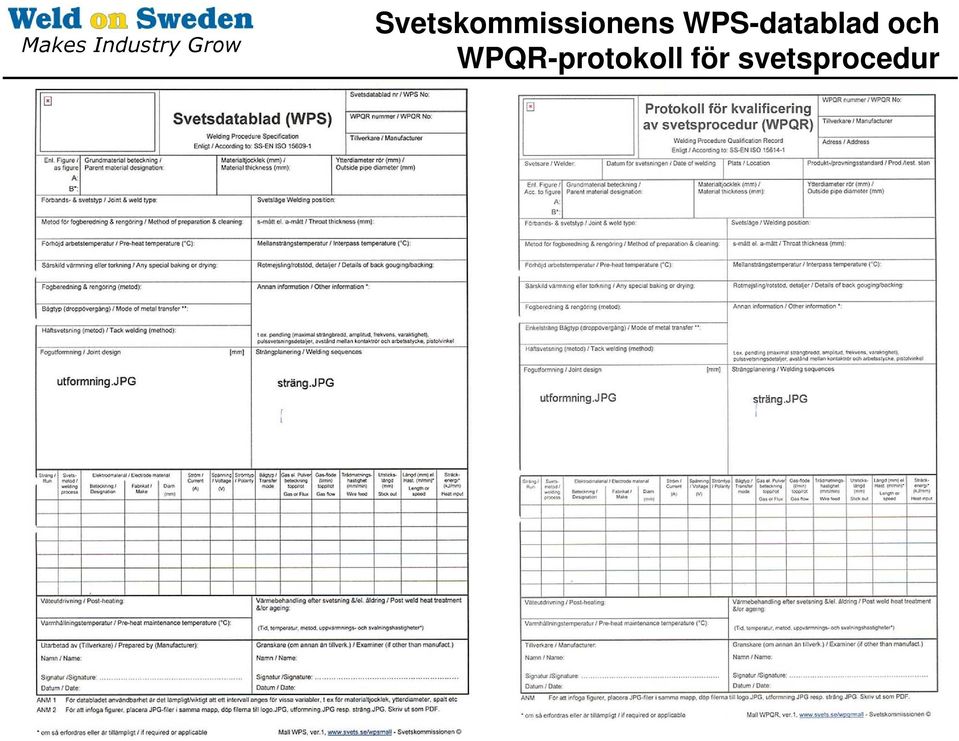
12 Svetskommissionens WPS-datablad och WPQR-protokoll för svetsprocedur
13 Alt. WPS-blankett och Svetskommissionens protokoll för övervakning av svetsarprövning

14 Sifferbeteckningar: SS-EN ISO 4063 SS-EN ISO 4063 Ritningsregler Sifferbeteckningar för svets och lödmetoder Omfattar huvudgrupper för svets och lödmetoder (en siffra) Grupper (två siffror) Undergrupper (tre siffror).varje metod har maximalt tre siffror Hjälp vid datorisering, ritning, specificering mm. Antal elektroder Om mer än en elektrod används kan det anges med en extra siffra, på det sätt som visas i följande exempel. EXEMPEL: MIG-svetsning med två trådelektroder betecknas som ISO Övriga egenskaper Om ytterligare tillsatsmaterial används kan alternativet het tråd/kall tråd anges enligt tabell 2 och på det sätt som visas i följande exempel. EXEMPEL: Pulverbågsvetsning med trådelektrod med enkel trådelektrod och en extra kall tråd betecknas som: ISO C Hybridsvetsmetoder Då mer än en svetsmetod används samtidigt i ett bearbetningsområde kan metoderna beskrivas med beteckningarna för respektive metod åtskilda av ett plustecken ("+"). EXEMPEL Samtidig användning av laser- och plasmasvetsning betecknas som

15 Svetsmetoder och sifferbeteckningar SS-EN ISO 4063 Manuell metallbågsvetsning nr 111 Sifferbeteckningar: SS-EN ISO Bågsvetsning 11 Metallbågsvetsning utan gasskydd 111 Metallbågsvetsning med belagd elektrod 112 Stativsvetsning med belagd elektrod 114 Metallbågsvetsning med rörelektrod utan gasskydd

16 Svetsmetoder och sifferbeteckningar SS-EN ISO 4063 Pulverbågsvetsning metod 121 Sifferbeteckningar: SS-EN ISO Pulverbågsvetsning 121 Pulverbågsvetsning med trådelektrod 122 Pulverbågsvetsning med bandelektrod 124 Pulverbågsvetsning med metallpulver 125 Pulverbågsvetsning med rörelektrod 126 Pulverbågsvetsning med rörformad bandelektrod Pulverbågsvetsat kälsvetsförband

17 MIG/MAG metod 13 Svetsmetoder och sifferbeteckningar SS-EN ISO 4063 Sifferbeteckningar: SS-EN ISO Gasmetallbågsvetsning 131 MIG-svetsning med trådelektrod (inert gasmetallbågsvetsning) 132 MIG-svetsning med slaggande rörelektrod 133 MIG-svetsning med metallpulverfylld rörelektrod 135 MAG-svetsning med trådelektrod (aktiv gasmetallbågsvetsning) 136 MAG-svetsning med slaggande rörelektrod 138 MAG-svetsning med metallpulverfylld rörelektrod Gasmetallbågsvetsad stumsvets
 136 MAG-svetsning med slaggande rörelektrod 138 MAG-svetsning med metallpulverfylld rörelektrod")
18 TIG-svetsning metod 141 Svetsmetoder och sifferbeteckningar SS-EN ISO 4063 Sifferbeteckningar: SS-EN ISO Gasvolframbågsvetsning (bågsvetsning med gasskydd och icke smältande elektrod) 141 TIG-svetsning med homogen stav/tråd 142 TIG-svetsning utan tillsatsmaterial 143 TIG-svetsning med pulverfylld tråd/stav 145 TIG-svetsning med reducerande gas och homogen tråd/stav 146 TIG-svetsning med reducerande gas och pulverfylld tråd/stav 147 Gasvolframbågsvetsning med aktiv gas (TAGsvetsning) TIG-svetsat koppar-nickelrör
")
19 Sifferbeteckningar: SS-EN ISO 4063:2010 forts Bågsvetsning 15 Plasmasvetsning 151 Plasma-MIG-svetsning 152 Plasmapulversvetsning 153 Plasmasvetsning med överförd ljusbåge (PTA) 154 Plasmasvetsning med ej överförd ljusbåge 155 Plasmasvetsning med delvis överförd ljusbåge 185 Svetsning med magnetstyrd ljusbåge 2 Motståndssvetsning 21 Punktsvetsning (motståndspunktsvetsning) 211 Indirekt punktsvetsning 212 Direkt punktsvetsning 22 Sömsvetsning (motståndssömsvetsning) 221 Sömsvetsning med överlapp 222 Sömsvetsning med planpressning 223 Sömsvetsning med förberedd överlapp 224 Trådsömsvetsning 225 Foliesömsvetsning 226 Foliesömsvetsning med överlapp 23 Pressvetsning 231 Indirekt pressvetsning 232 Direkt pressvetsning 24 Brännsvetsning 241 Brännsvetsning med förvärmning 242 Brännsvetsning utan förvärmning 25 Stuksvetsning (motståndsstuksvetsning) 26 Motståndsbultsvetsning 27 Högfrekvensmotståndssvetsning 29 Andra motståndssvetsmetoder 3 Gassvetsning 31 Oxy-bränngassvetsning 311 Oxy-acetylensvetsning 312 Oxy-propansvetsning 313 Oxy-hydrogensvetsning Svetsmetoder och sifferbeteckningar SS-EN ISO Trycksvetsning 41 Ultraljudsvetsning 42 Friktionssvetsning 421 Direktdriven friktionssvetsning 422 Tröghetsfriktionssvetsning 423 Friktionsbultsvetsning 43 Friktionsomrörningssvetsning (FSW) 44 Högenergisvetsning 441 Explosionssvetsning 442 Magnetpulssvetsning 45 Diffusionssvetsning 47 Gasstuksvetsning 48 Kalltrycksvetsning 49 Varmtrycksvetsning 5 Strålsvetsning 51 Elektronstrålesvetsning 511 Elektronstrålesvetsning i vakuum 512 Elektronstrålesvetsning i luft 513 Elektronstrålesvetsning med tillsats av skyddsgaser 52 Lasersvetsning 521 Svetsning med fasta tillståndets laser 522 Gaslasersvetsning 523 Diodlasersvetsning 7 Andra svetsmetoder 71 Termitsmältsvetsning 72 Elektroslaggsvetsning 721 Elektroslaggsvetsning med bandelektrod 722 Elektroslaggsvetsning med trådelektrod 73 Elektrogassvetsning 74 Induktionssvetsning 741 Induktionsstumsvetsning 742 Induktionssömsvetsning 743 Högfrekvent induktionssvetsning

20 Svetsmetoder Sömsvetsade förband Laserhybridsvetsat kälsvetsförband Rostfritt tillsatsmaterial Elektrosvetsad kopparkapsel till förvaring av uttjänt kärnbränsle

21 Svetsmetoder och sifferbeteckningar SS-EN ISO 4063 Sifferbeteckningar: SS-EN ISO 4063:2010 Forts. 7 Andra svetsmetoder 75 Ljusstrålesvetsning 753 Infrarödsvetsning 78 Bågbultsvetsning 783 Bågbultsvetsning med lyfttändning och keramikring eller skyddsgas 784 Bågbultsvetsning med lyfttändning och kort bågtid 785 Kondensatorbultsvetsning med lyfttändning 786 Kondensatorbultsvetsning 787 Bågbultsvetsning med lyfttändning och smältande flussring 8 Skärning och mejsling 81 Gasskärning 82 Bågskärning 821 Bågluftskärning 822 Bågbrännskäning 83 Plasmaskärning 831 Plasmaskärning med oxiderande gas 832 Plasmaskärning utan oxiderande gas 833 Luftplasmaskärning 834 Högtoleransplasmaskärning 84 Laserskärning 86 Gasmejsling 87 Bågmejsling 871 Bågluftmejsling 872 Bågbrännmejsling 88 Plasmamejsling 9 Hårdlödning, mjuklödning och svetslödning 91 Hårdlödning med lokal uppvärmning 911 Infrarödhårdlödning 912 Flamhårdlödning 913 Laserhårdlödning 914 Elektronstrålehårdlödning 916 Induktionshårdlödning 918 Motståndshårdlödning 919 Diffusionshårdlödning 92 Hårdlödning med omgivande uppvärmning 921 Ugnshårdlödning 922 Vakuumhårdlödning 923 Dopphårdlödning (Dip-bath brazing) 924 Saltbadshårdlödning 925 Pulverbadshårdlödning 926 Dopphårdlödning (Immersion brazing) 93 Andra hårdlödningsmetoder 94 Mjuklödning med lokal uppvärmning 941 Infrarödmjuklödning 942 Flammjuklödning 943 Kolvlödning 944 Släplödning 945 Lasermjuklödning 946 Induktionsmjuklödning 947 Ultraljudmjuklödning 948 Motståndsmjuklödning 949 Diffusionsmjuklödning 95 Mjuklödning med omgivande uppvärmning 951 Vågmjuklödning 953 Ugnsmjuklödning 954 Vakuummjuklödning 955 Doppmjuklödning 957 Saltbadsmjuklödning 96 Andra mjuklödningsmetoder 97 Svetslödning 971 Gassvetslödning 972 Bågsvetslödning 973 Gasmetallbågsvetslödning 974 TIG-svetslödning 975 Plasmasvetslödning 976 Lasersvetslödning 977 Elektronstrålelödning
22 Olika typer av ljusbågar Olika typer av ljusbågar Kortbåge (D) Dip transfer Blandbåge (G) Globular transfer Spraybåge (S) Spray transfer Kortpulsning (P) Pulsed transfer Kortbåge (D) Relativt låg spänning och ström Låg värmetillförsel Bra vid svetsning av tunna material Bra vid lägessvetsning Kan ge sprut Blandbåge (G) Något högre spänning och ström än kortbåge Blandning mellan kortslutande och icke kortslutande droppar Instabil ljusbåge som ger mycket svetssprut och rök Området bör undvikas
23 Olika typer av ljusbågar Spraybåge (S) Hög ström och spänning ger finfördelade droppar som inte kortsluter bågen Stabil ljusbåge utan fastsittande sprut Hög produktivitet Hög värmetillförsel Bäst i horisontalläge Kortpulsning (P) Kombinerar kortbågens fördelar med spraybågens Stabil ljusbåge Måttlig värmetillförsel Möjliggör lägessvetsning Möjliggör svetsning i tunt material
24 Olika typer av ljusbågar Fördelar med pulssvetsning Kontrollerad och sprutfri process Sprayområdet utvidgas till läge svetsdata Svetsning av rostfritt och aluminium gynnas av detta Pulssvetsning i tunt material och lägessvetsning ger bättre resultat Nackdelar med pulssvetsning Generellt lägre produktionshastighet Större värmetillförsel jämfört med kortbåge medför lägre användbar Trådmatningshastighet Begränsar valet av skyddsgaser. Halten av CO2 får inte vara för hög Blandgasen 80/20 är ett gränsfall
25 Skyddsgaser SS-EN ISO Grupp I I = står för inerta gaser såsom argon (Ar) och helium (He) och blandningar mellan dessa gaser (reagerar inte med svetssmältan) Undergrupp 1 är 100% argon Undergrupp 2 är 100% helium Undergrupp 3 har ett heliuminnehåll på 0,5 till 95% och resten argon Används vid MIG- och TIG-svetsning 131, 137, 141, 151 Grupp M1 Innehåller koldioxid (CO2), väte (H) och syre (O oxygen) i små halter (aktiva gaser) eller blandningar tillsammans med argon Undergrupp 1 = koldioxid 0,5 till 5% och väte 0,5 till 5% och resten argon Undergrupp 2 = koldioxid 0,5 till 5% och resten argon Undergrupp 3 = syre 0,5 till 3% och resten argon Undergrupp 4 = koldioxid 0,5 till 5% och syre 0,5 till 3% och resten argon Används vid metoderna 135, 136 och 138 Grupp M2 Innehåller koldioxid (CO2), och syre (O oxygen) eller blandningar (aktiva gaser) tillsammans med argon (Ar) Undergrupp 0 = koldioxid 5 till 15% och resten argon Undergrupp 1 = koldioxid 15 till 25% och resten argon Undergrupp 2 = syre 3 till 10% och resten argon
26 Skyddsgaser SS-EN ISO Forts. Grupp M2 Undergrupp 3 = koldioxid 0,5 till 5%, syre 0,5 till 3% och resten argon Undergrupp 4 = koldioxid 5 till 15% och syre 0,5 till 3% och resten argon. Undergrupp 5 = koldioxid 5 till 15% och syre 3 till 10% och resten argon Undergrupp 6 = koldioxid 15 till 25% och syre 0,5 till 3% och resten argon Undergrupp 7 = koldioxid 15 till 25% och syre 3 till 10% och resten argon. Används vid metoderna 135, 136 och 138 Grupp M3 Innehåller koldioxid (CO2), och syre (O oxygen) eller blandningar (aktiva gaser) tillsammans med argon (Ar) Undergrupp 1 = koldioxid 25 till 50% och resten argon Undergrupp 2 = syre 10 till 15% och resten argon Undergrupp 3 = koldioxid 25 till 50% och syre 2 till 10% och resten argon Undergrupp 4 = koldioxid 5 till 25% och syre 10 till 15% och resten argon Undergrupp 5 = koldioxid 25 till 50% och syre 10 till 15% och resten argon Används vid metoderna 135, 136 och 138 Grupp C Innehåller koldioxid (CO2), och blandningar med syre (O oxygen) Undergrupp 1 = 100% koldioxid Undergrupp 2 = 0,5 till 30% syre och resten koldioxid Används vid metoderna 135, 136 och 138
27 Skyddsgaser SS-EN ISO Grupp R Innehåller argon (Ar) med inblandning av väte (H) reducerande Undergrupp 1 = 0,5 till 15% väte och resten argon Undergrupp 2 = 15 till 50% väte och resten argon Grupp N Innehåller argon (Ar), kväve (N) eller väte (H) eller blandningar mellan dessa gaser Undergrupp 1 = 100% kväve Undergrupp 2 = 0,5 till 5% kväve och resten argon Undergrupp 3 = 5 till 50% kväve och resten argon Undergrupp 4 = 0,5 till 10% väte och 0,5 till 5% kväve och resten argon Undergrupp 5 = 0,5 till 50% väte och resten kväve Grupp O Undergrupp 1 = 100% syre (O) Grupp Z Gasblandningar som innehåller gaser som inte finns med i standardens lista eller blandningar som går utanför de listade områden i standarden. Exempelvis MISON från AGA Gas. (0,03%NO) Detta innebär att det inte går att byta ut en MISON-gas mot snarlik gas från en annan leverantör utan att behöva kvalificera svetsproceduren på nytt med den nya leverantörens gas.
28 Skyddsgaser Skyddsgasflöde En lätt gas kräver större gasflöde Helium eller heliumbaserade kräver 2-3 gånger större flöde Omgivande luftströmning kan försämra gasskyddet Avskärmning kan hjälpa En gaslins kan minska behovet av gasflöde till hälften Gasförbrukning vid kortbågsvetsning är 6-10 liter per minut Gasförbrukningen vid spraybågssvetsning är liter per minut Ju högre svetsströmmen är, desto högre gasflöde krävs Rotgas Rostfria stål kräver rotgas om oxidering skall undvikas och för korrosionsmotstånd Titan kräver rotgas om försprödning och oxidering skall undvikas Aluminiumlegeringar, kopparlegeringar och nickelbaslegeringar kräver rotgas Olika rotgaser Ren argon (Ar) används mest Formiergas (90% N2 + 10% H2) är billigare än argon Vissa stål kan vara känsliga mot formiergas Formiergas används till austenitiska rostfria stål Antal volymbyten Mellan 5 till 10 volymbyten behövs för att ge tillräckligt bra rotgasskydd Små fyllningsvolymer kräver fler byten än stora Det går genom anordningar begränsa fyllningsvolymen
29 Svetslägen svetsarprövning Giltighet för EN 287-1:2011, EN ISO :2013,EN ISO :2005 Svetsläge Kälsvets (FW) plåt (P) Svetsläge Stumsvets (BW) plåt (P)
30 Svetslägen svetsarprövning Giltighet för EN 287-1:2011, EN ISO :2013,EN ISO :2005 Svetsläge Kälsvets (FW) rör (T) Svetsläge Stumsvets (BW) rör (T)
31 Fogberedning Olika metoder och rengöring Fogberedningsmetoder Rengöring Avfettning Jiggar, fixturer och häftsvetsning Olika fogberedningsmetoder Mekaniska metoder Klippning Slipning Maskinbearbetning Termiska metoder Gasskärning Plasmaskärning Laserskärning
32 Fogberedning Termisk skärning Klassificering av termiskt skurna ytor Kvalitetsnivåer för formavvikelser och toleranser Se standarden SS-EN ISO 9013 Rengöring Efter termisk skärning utföres oftast en slipning av den skurna ytan för att avlägsna eventuell oxid och för att jämna till den skurna ytan Aluminium behöver rengöras omedelbart innan svetsning gärna med en så kallad pansarfil. Slipning kan ge rester av slipskivan, vilket kan påverka svetsresultatet Rengöring, avfettning Olja och fett kan tas bort med lösningsmedel typ aceton eller lacknafta. Dessa lösningsmedel kan dock ge en hinna som kan påverka svetsresultatet. Kvarvarande ej avdunstat lösningsmedel kan vid svetsning bilda giftiga gaser
33 Rotstöd Fast rotstöd i form av en materialstrimla som sitter kvar efter svetsning Löst rotstöd oftast i form av keramiskt material som tas bort efter svetsning Gasstöd i roten, gas enligt ISO Ange material och dimensioner Fast rotstöd Oftast av samma material som ingår i förbandet Kan ge anvisningar som påverkar utmattningsegenskaperna Kan ge korrosionsproblem eftersom det bildas en spalt, vilket gör att målning inte går att genomföra fullt ut Ökar vikten på konstruktionen
34 Rotstöd Keramiska rotstöd fördelar Högre strömstyrka kan användas och därmed högre produktivitet Hög kvalitet med bra anflytning och inträngning i rotsträngar Användbar i svetslägen PA, PC och PF Mejsling, slipning och svetsning av baksträng behövs inte Enklare fogberedning och större toleranser i rotöppning Underlättar för svetsaren Keramiska rotstöd nackdelar Kostnaden för svetsningen ökar Kan ge sprickor vid hög värmetillförsel speciellt vid rotsträngar med rutila rörtrådar
35 Fogtyper för olika svetsmetoder - ISO 9692 Fogtyper för olika metoder visas i standardserien ISO 9692 Fogtyper för metoderna 3, 111, 13, 141 & 5 Se SS-EN ISO :2004, Svetsning och besläktade förfaranden- Rekommendationer för svetsfogar del 1: Manuell metallbågsvetsning, gasmetallbågsvetsning gassvetsning, TIG-svetsning och strålsvetsning av stål metoden 12 Se SS-EN ISO :1998, Svetsning och besläktade förfaranden- svetsfogar del 2: Pulverbågsvetsning av stål metoderna 131 & 141 Se SS-EN ISO :2000, Svetsning och besläktade förfaranden- Rekommendationer för fogutformning del 3: MIG- och TIG-svetsning av aluminium och dess legeringar Kompoundplåt Se SS-EN ISO :2004,Svetsning och besläktade förfaranden- Rekommendationer för svetsfogar del 4: Kompoundplåt
36 Ensidig- respektive tvåsidig svetsning och rotrensning Ensidig svetsning utföres från en sida antingen utan eller mot någon form av rotstöd typ materialstrimla eller keramiskt rotstöd Tvåsidig svetsning utföres från båda sidor oftast med en föregående rotrensning innan rotsvetsen utföres. Rotrensning Utföres för att underlätta inträngning av rotsträngen och få en snygg baksträng utan diskontinuiteter Kan utföras med bågluftmejsling (Kolbåge) eller slipning med kapskiva eller mejsling med stålverktyg Bågluftmejsling kan kräva slipning för att jämna till och ta bort kolrika partier i det mejslade spåret Ange metod, djup och form
37 Svetsteknik - Pendling Pendling Rörelse tvärs svetsen för att göra svetsen bredare eller vid vertikalt stigande svetsläge motverka en konvex svets och slagg i kanten av svets Hur anges pendlingsbredden? För manuell svetsning svetsträngens maximala bredd För mekaniserad och automatiserad svetsning maximal pendling eller amplitud, frekvens och hålltid för oscilleringen Inverkan av pendling Ger normalt en högre tillförd svetsenergi genom att svetshastigheten i framriktningen minskar Möjlighet att i viss mån överbrygga stora spalter, men det är bättre att bygga på fogytan
38 Svetslägen
39 Pistollutning TIG Svetsteknik - Pistolvinkel Pistollutning MIG/MAG Stickande elektrod = frånsvets Släpande elektrod = motsvets
40 Svetspulver - Pulverbågsvetsning metod 12 Agglomererat svetspulver Känsligt för fuktupptagning Finns med olika basicitetsgrader Finns med olika typer som kan legera svetsen till exempel med mangan eller kisel Basiska pulver ger bra mekaniska egenskaper Rutila pulver ger bra utseende Smält pulver Pulvret liknar krossat glas Smält pulver tar inte upp fukt och kan användas utan omtorkning Legerar inte svetsen Järnpulver Kan tillsättas framför ljusbågen eller på svetselektroden Ökar produktiviten jämförbart med högutbyteselekroder Kan i vissa fall ge bättre mekaniska egenskaper Kan ge högre risk för vätesprickor OK Flux med slagg
41 TIG-svetsning Elektrodtyper och storlek Ren volfram Toriumlegerad Zirkoniumlegerad Lanthanlegerad Ceriumlegerad Färgmärkning av volframelektroder Ren volfram grön Toriumlegerad* röd Zirkoniumlegerad brun(vit) Lanthanlegerad svart Ceriumlegerad grå * Radioaktivt slipdamm stor försiktighet vid slipning av elektroden för att inte andas in detta Diametrar på volframelektroder De förekommande diametrarna är: 0,5, 1,0, 1,6, 2,4, 3,2, 4,0, 6,4 De vanligaste diametrarna är 1,6 och 2,4 Gaskåpans storlek Gaskåpans storlek anpassas till elektrodens storlek med ett utgångsvärde på 4 gånger elektrodens diameter
42 Häftsvetsning Häftlängd och antal häftsvetsar Utföres antingen enligt den svetsprocedur som för svetsen i övrigt eller efter en procedur som är säker och beprövad Häftlängden skall vara tillräcklig åtminstone 50 mm eller fyra gånger den tjockaste delen, vilken som är minst Häftsvetsar behöver oftast förhöjd arbetstemperatur för att förhindra att de får sprickor Antalet häftor och avståndet mellan dem beror på konstruktionen
43 Grundmaterial och gruppering SIS-CEN ISO/TR 15608:2007 Svetsning Riktlinjer för ett system för gruppering av metalliska material Ett grupperingsystem för följande material Stål Aluminium och aluminiumlegeringar Koppar och kopparlegeringar Nickel och nickellegeringar Titan och titanlegeringar Zirkonium och zirkoniumlegeringar Gjutjärn
44 Sammanfattning för WPS, WPQR och svetsarprövning i stål
45 Leveranstillstånd av material Olika valstillstånd hos plåt AR = As Rolled (Valsat tillstånd) N = Normalised (Normaliserat tillstånd) CR= Controlled Rolling (Kontrollerad valsning) Q = Quenched (Härdat tillstånd, seghärdat) T = Tempered (Anlöpt tillstånd) (QT) A = Annealed (Glödgat tillstånd) TM = Thermomechanical rolled steel (Termomekaniskt valsat stål) AcC= Accelerated Cooling (Accelerad kylning) Att tänka på för vissa leveranstillstånd TM- och AcC- stål tål inte värmning med temperaturer över 500 till 600 C typ varmriktning Seghärdat material tål inte värmning över anlöpningstemperaturen runt 450 till 650 C Normaliserat stål kan värmas upp till 950 C typ varmbockas och varmriktas
46 Tillsatsmaterial Beteckning av tillsatsmaterial Hittas i tillsatsmaterialleverantörens handböcker eller datablad över produkten Tillsatsmaterial finns med ISO standard en A och en B-sida, till exempel EN ISO A eller B ISO- standarden har tillägget A för EN och sträckgräns, B för AWS och brottgräns Exempel OK har beteckningen: EN ISO 2560-A E 42 4 B 42 H5 Ange beteckning, fabrikat (tillverkare och handelsnamn), dimensioner och behandling Olika typer av elektrodhöljen A = B = C = RA = RB = RC = RR = surt hölje basiskt hölje cellulosahölje rutilsurt höle rutilbasiskt hölje rutilcellulosahölje rutilhölje tjockt
47 Tillsatsmaterial förvaring/hantering Förvaring och hantering av tillsatsmaterial Belagda svetselektroder metod 111 VacPac elektroder metod 111 Rörtråd metod 136, 137 Svetspulver för metod 12 Trådelektrod metod 12, 131, 135 Metallpulverfylld tråd metod 138 Belagda svetselektroder Känsliga för fuktupptag och förvaras torrt Basiska elektroder bör torkas om före användning då tillämpningen ställer krav på vätehalt Torktemperaturen anges oftast på förpackningen Omtorkning högst tre gånger Förvaras därefter i ugn C Uttag från ugn till behållare som håller cirka 70 C. Se leverantörens anvisningar
48 Tillsatsmaterial förvaring/hantering VacPac elektroder Tar inte upp någon fukt under lagring Kräver ingen omtorkning såvida förpackningen inte är skadad, vilket indikeras av vakuum i förpackningen Om vakuumet gott förlorat eller om elektroderna exponerats i luft under mer än 12 timmar kassera eller torka om elektroderna. Se leverantörens anvisningar Rörtråd Rörtrådar skall skyddas mot direktkontakt med vatten och fukt. Det kan vara regn eller kondens Rörtråd skall förvaras torrt och acklimatiseras före öppning av förpackningen Trådens yta skall skyddas mot ämnen som drar åt sig fukt och mot olja, fett och rost Svetspulver Oöppnade förpackningar förvaras i 20 C±10 C Relativ luftfuktighet ej över 60% Innehåll i öppna pulverbehållare samt återstående pulver från öppna säckar skall efter 8 timmar placeras I en torrhållare som håller 150 C±25 C Återanvändning av svetspulver kräver att fukt och olja avlägsnat från tryckluften Tillskott av nytt pulver skall vara minst en del mot tre delar återanvänt pulver Främmande material såsom glödskal och slagg skall avlägsnas
49 Tillsatsmaterial förvaring/hantering Svetspulver omtorkning Svetpulver kan omtorkas för att återställas till ursprungligt skick Smält pulver vid 200 C±50 C i 2 timmar Agglomererat pulver vid 325 C±25 C i 2 timmar Pulverskiktets höjd bör inte överstiga 50 mm. Ugnen bör ha god ventilation Omtorkat pulver förvaras vid 150 C±25 C fram till användning Trådelektrod Tråd skall förvaras i torr miljö Undvik kondens genom att låta förpackningen acklimatiseras till omgivande temperatur innan öppning Trådytan skall skyddas mot ämnen som drar åt sig fukt Trådytan skall skyddas mot olja fett och rost Metallpulverfylld tråd Tråd skall förvaras i torr miljö Undvik kondens genom att låta förpackningen acklimatiseras till omgivande temperatur innan öppning Trådytan skall skyddas mot ämnen som drar åt sig fukt Trådytan skall skyddas mot olja fett och rost
Svetsarprövningar. SS-EN ISO 9606-1:2013 och de viktigaste förändringarna mot SS-EN 287-1:2011
 Svetsarprövningar SS-EN ISO 9606-1:2013 och de viktigaste förändringarna mot SS-EN 287-1:2011 Sida 1 Svetsarprövning Säkerställa kompetensnivån hos svetsaren Princip: Utfört svetsprov kvalificerar för
Svetsarprövningar SS-EN ISO 9606-1:2013 och de viktigaste förändringarna mot SS-EN 287-1:2011 Sida 1 Svetsarprövning Säkerställa kompetensnivån hos svetsaren Princip: Utfört svetsprov kvalificerar för
SVETSNING I RF & PE FÖRELÄSNING 4
 SVETSNING I RF & PE FÖRELÄSNING 4 1 SVETSMETODER Svetsning förekommer inom en mängd olika branscher. Svetsning kan utföras manuellt men i vissa fall så sker det lämpligen i en maskin. De metoder som främst
SVETSNING I RF & PE FÖRELÄSNING 4 1 SVETSMETODER Svetsning förekommer inom en mängd olika branscher. Svetsning kan utföras manuellt men i vissa fall så sker det lämpligen i en maskin. De metoder som främst
Svetsning Nya standarder och svetsbeteckningar
 Svetsning Nya standarder och svetsbeteckningar, Svetskommissionen Stålbyggnadsdagen 23 oktober 2014 Kvalitetsarbete är ett pussel Genomgång WPS Validering av Avvikelser & korrigerande åtgärder krav svetsutrustning
Svetsning Nya standarder och svetsbeteckningar, Svetskommissionen Stålbyggnadsdagen 23 oktober 2014 Kvalitetsarbete är ett pussel Genomgång WPS Validering av Avvikelser & korrigerande åtgärder krav svetsutrustning
Avesta svetstråd solid tråd för alla metoder
 Avesta svetstråd solid tråd för alla metoder Optimalt resultat med alla metoder Svetsning med solid svetstråd omfattar flera metoder och lämpar sig för de flesta användningsområden. Svetsning sker oftast
Avesta svetstråd solid tråd för alla metoder Optimalt resultat med alla metoder Svetsning med solid svetstråd omfattar flera metoder och lämpar sig för de flesta användningsområden. Svetsning sker oftast
Foto: Stian Elton. Skyddsgaser för svetsning
 Foto: Stian Elton Skyddsgaser för svetsning Skyddsgasens uppgift Skyddsgasens huvuduppgift är att skydda smältbadet mot den omgivande luften. Under de höga temperaturer som uppstår i en svetsljusbåge kan
Foto: Stian Elton Skyddsgaser för svetsning Skyddsgasens uppgift Skyddsgasens huvuduppgift är att skydda smältbadet mot den omgivande luften. Under de höga temperaturer som uppstår i en svetsljusbåge kan
MISON skyddsgaser. Utsätter du dig för skadligt ozon?
 MISON skyddsgaser Utsätter du dig för skadligt ozon? 2 MISON skyddsgaser Undvik skadligt ozon använd alltid MISON skyddsgaser när du svetsar. Vid svetsning bildas skadlig ozon. Även i väl ventilerade lokaler
MISON skyddsgaser Utsätter du dig för skadligt ozon? 2 MISON skyddsgaser Undvik skadligt ozon använd alltid MISON skyddsgaser när du svetsar. Vid svetsning bildas skadlig ozon. Även i väl ventilerade lokaler
Svetsprov för brunnsborrare enligt svensk standard SS
 Datum Projektnummer 2004-05-04 T300359 Svetsprov för brunnsborrare enligt svensk standard SS 06 52 01. Kravet: Godkänd röntgenundersökning av en stumsvets på ett stålfoderrör. DIN 1626, dimensioner: 4
Datum Projektnummer 2004-05-04 T300359 Svetsprov för brunnsborrare enligt svensk standard SS 06 52 01. Kravet: Godkänd röntgenundersökning av en stumsvets på ett stålfoderrör. DIN 1626, dimensioner: 4
MiniGuide. Aluminiumsvetsning.
 MiniGuide. Aluminiumsvetsning. 2 Innehåll. 3 Aluminium 4 Aluminiumlegeringar 5 Svetsning av aluminium Deformationer 6 Rengöring före svetsning Tillsatsmaterial 7 Skyddsgaser MISON skyddsgaser 8 Skyddsgaser
MiniGuide. Aluminiumsvetsning. 2 Innehåll. 3 Aluminium 4 Aluminiumlegeringar 5 Svetsning av aluminium Deformationer 6 Rengöring före svetsning Tillsatsmaterial 7 Skyddsgaser MISON skyddsgaser 8 Skyddsgaser
Bygga fartyg i moderna rostfria stål, ett nytt koncept
 Bygga fartyg i moderna rostfria stål, ett nytt koncept Svetslärarmötet 2017 2017-01-12 Per Bengtsson, AGA Gas AB WELDONOVA - Starkare -Lättare -Underhållsfritt Kombination av ny konstruktion (patenterad)
Bygga fartyg i moderna rostfria stål, ett nytt koncept Svetslärarmötet 2017 2017-01-12 Per Bengtsson, AGA Gas AB WELDONOVA - Starkare -Lättare -Underhållsfritt Kombination av ny konstruktion (patenterad)
SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av svetsare och kvalitetsstyrning vid svetsning
 SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av svetsare och kvalitetsstyrning vid svetsning I dagens industriproduktion blir kvalitets styrning vid svetsning allt viktigare. Krav på rätt svets kvalitet
SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av svetsare och kvalitetsstyrning vid svetsning I dagens industriproduktion blir kvalitets styrning vid svetsning allt viktigare. Krav på rätt svets kvalitet
MiniGuide. För gasbågssvetsning av rostfria stål.
 MiniGuide. För gasbågssvetsning av rostfria stål. 2 Innehåll. 3 Rostfria stål 4 Hållfasthet och korrosionsmotstånd hos olika typer av rostfritt stål 4 Svetsning av rostfria stål - praktiska råd 6 Grundfakta
MiniGuide. För gasbågssvetsning av rostfria stål. 2 Innehåll. 3 Rostfria stål 4 Hållfasthet och korrosionsmotstånd hos olika typer av rostfritt stål 4 Svetsning av rostfria stål - praktiska råd 6 Grundfakta
System för validering av svetsare
 System för validering av svetsare INNEHÅLL Valideringssystemets uppbyggnad... 4 Valideringsresultatets användning... 5 Praktiska prov... 6 Exempel på tidsåtgång för validering... 13 Teoretiska prov...
System för validering av svetsare INNEHÅLL Valideringssystemets uppbyggnad... 4 Valideringsresultatets användning... 5 Praktiska prov... 6 Exempel på tidsåtgång för validering... 13 Teoretiska prov...
Fasta förband metaller
 Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Standardisering inom svetsområdet. Mathias Lundin, Svetskommissionen
 Standardisering inom svetsområdet Mathias Lundin, Svetskommissionen SVETSKOMMISSIONEN - branschorganisation i frontlinjen Främjar fogningstekniken sedan 1931 Ca 400 medlemsföretag Informations- och kunskapsspridning
Standardisering inom svetsområdet Mathias Lundin, Svetskommissionen SVETSKOMMISSIONEN - branschorganisation i frontlinjen Främjar fogningstekniken sedan 1931 Ca 400 medlemsföretag Informations- och kunskapsspridning
Defektreduktion vid svetsning av ho gha llfasta sta l
 Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning
 RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning Hög produktivitet i alla svetslägen! Svetsning med rörelektroder, FCW, är en flexibel svetsmetod som ger ett högt insvetstal. Den kan
RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning Hög produktivitet i alla svetslägen! Svetsning med rörelektroder, FCW, är en flexibel svetsmetod som ger ett högt insvetstal. Den kan
Riktlinjer för svetsning. Innehåll
 Riktlinjer för svetsning Innehåll 1. Tillämpningsområde...2 2. Allmänna principer...2 3. Områden där svetsning är tillåten...2 4. Svetsförberedelse och svetsrengöring...3 5. Svetsningsmetoder...3 6. Svetstråd
Riktlinjer för svetsning Innehåll 1. Tillämpningsområde...2 2. Allmänna principer...2 3. Områden där svetsning är tillåten...2 4. Svetsförberedelse och svetsrengöring...3 5. Svetsningsmetoder...3 6. Svetstråd
Finns det ökad risk för bindfel med gasmetallbågsvetsning?
 Finns det ökad risk för bindfel med gasmetallbågsvetsning? Del 1 av 2. Svetsområdet är ett område som både ger en känsla av nyfikenhet och nyckfullhet blandad med en stor skopa respekt utifrån att det
Finns det ökad risk för bindfel med gasmetallbågsvetsning? Del 1 av 2. Svetsområdet är ett område som både ger en känsla av nyfikenhet och nyckfullhet blandad med en stor skopa respekt utifrån att det
ESAB TRAINING & EDUCATION. MIG/MAGsvetsning
 ESAB TRAINING & EDUCATION MIG/MAGsvetsning Innehåll Inledning... 3 Sammanfattning... 4 Princip... 5 Svetsparametrar...5-6 Vad händer i ljusbågen?... 7 Kortbåge... 7 Blandbåge... 7 Spraybåge... 7 Kortpulsning...
ESAB TRAINING & EDUCATION MIG/MAGsvetsning Innehåll Inledning... 3 Sammanfattning... 4 Princip... 5 Svetsparametrar...5-6 Vad händer i ljusbågen?... 7 Kortbåge... 7 Blandbåge... 7 Spraybåge... 7 Kortpulsning...
INDUSTRIRÖR SVETS VVS
 INDUSTRIRÖR SVETS VVS Ämnet industrirör svets VVS behandlar sammanfogning med olika svetsmetoder och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för hantverkskunnande, yrkesidentitet
INDUSTRIRÖR SVETS VVS Ämnet industrirör svets VVS behandlar sammanfogning med olika svetsmetoder och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för hantverkskunnande, yrkesidentitet
White Paper. Industriella gaser.
 White Paper. Industriella gaser. 02 Innehåll Innehåll. 3 Fysikaliska data 4 Flaskdata 4 Acetylen 5 NEMO PLUS 5 Koldioxid 6 Gasol 7 Flaskventiler Rena gaser 8 Acetylen 9 Argon 10 Helium 11 Hydrogen 12 Koldioxid
White Paper. Industriella gaser. 02 Innehåll Innehåll. 3 Fysikaliska data 4 Flaskdata 4 Acetylen 5 NEMO PLUS 5 Koldioxid 6 Gasol 7 Flaskventiler Rena gaser 8 Acetylen 9 Argon 10 Helium 11 Hydrogen 12 Koldioxid
Yrkesexamen inom plåtslagaroch svetsningsbranschen
 Yrkesexamen inom plåtslagaroch svetsningsbranschen Yrkesexamen inom plåtslagar- och svetsningsbranschen Den som avlagt yrkesexamen inom plåtslagar- och svetsningsbranschen kan följa arbetssäkerhetsbestämmelser
Yrkesexamen inom plåtslagaroch svetsningsbranschen Yrkesexamen inom plåtslagar- och svetsningsbranschen Den som avlagt yrkesexamen inom plåtslagar- och svetsningsbranschen kan följa arbetssäkerhetsbestämmelser
Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016. Patrik Pettersson Weldingcoordinator IWE, IWSD-C
 Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016 Patrik Pettersson Weldingcoordinator IWE, IWSD-C Agenda Min bakgrund Vad är Imtech VS-teknik AB? Vad bör svetsaren
Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016 Patrik Pettersson Weldingcoordinator IWE, IWSD-C Agenda Min bakgrund Vad är Imtech VS-teknik AB? Vad bör svetsaren
Handbok om skyddsgas. Handbok om skyddsgas.
 Handbok om skyddsgas Handbok om skyddsgas. 2 Innehåll Innehåll. 4 Skyddsgasens syfte 7 Skyddsgasprogrammet MISON 9 Arbetsmiljön 14 Skyddsgasens effekt på produktivitet 21 Skyddsgaser och kvalitet 26 Skyddsgaser
Handbok om skyddsgas Handbok om skyddsgas. 2 Innehåll Innehåll. 4 Skyddsgasens syfte 7 Skyddsgasprogrammet MISON 9 Arbetsmiljön 14 Skyddsgasens effekt på produktivitet 21 Skyddsgaser och kvalitet 26 Skyddsgaser
IWS. Bli Internationell Svetsspecialist
 Bli Internationell Svetsspecialist IWS Nu kan du läsa till svetsspecialist i Stockholm. Med gedigen erfarenhet och kunnande från Svenska Elektrod och AGA i ryggen kommer du som IWS att stå väl rustad inför
Bli Internationell Svetsspecialist IWS Nu kan du läsa till svetsspecialist i Stockholm. Med gedigen erfarenhet och kunnande från Svenska Elektrod och AGA i ryggen kommer du som IWS att stå väl rustad inför
Del I. Kursplaner för internationell svetsare
 Del I. Kursplaner för internationell svetsare Kursplaner för Internationell svetsare (De inledande sidorna i är skrivna av Svetskommissionens arbetsgrupp för utbildning AG 14) Kursplanerna består av två
Del I. Kursplaner för internationell svetsare Kursplaner för Internationell svetsare (De inledande sidorna i är skrivna av Svetskommissionens arbetsgrupp för utbildning AG 14) Kursplanerna består av två
Undersökning av svetsegenskaper för svetsning med rörtråd kontra homogen
 Undersökning av svetsegenskaper för svetsning med rörtråd kontra homogen tråd An examination of weld properties for welding with tube electrode vs. homogenous electrode Patrik Eriksson Fakulteten för Teknik
Undersökning av svetsegenskaper för svetsning med rörtråd kontra homogen tråd An examination of weld properties for welding with tube electrode vs. homogenous electrode Patrik Eriksson Fakulteten för Teknik
Att välja tillsatsmaterial för svetsning i olika applikationer
 Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
Svetskommissionen - svetsning av stålbyggnad. Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric
 Svetskommissionen - svetsning av stålbyggnad Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric Innehåll Inledning Svetskompetens för stålbyggnad och
Svetskommissionen - svetsning av stålbyggnad Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric Innehåll Inledning Svetskompetens för stålbyggnad och
Nyheter inom svetsstandardisering. Per-Åke Pettersson Certification, Inspecta Sweden AB
 Nyheter inom svetsstandardisering Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål SS-EN ISO 14732:2013
Nyheter inom svetsstandardisering Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål SS-EN ISO 14732:2013
Belagda elektroder. Elektrodtyper och beteckningar
 Beskrivning Tillsatsmaterial för svetsning av rostfritt stål och nickelbaslegeringar Optimala korrosionsegenskaper För alla svetslägen Enkel och flexibel svetsmetod Produktsortiment Avesta Welding tillverkar
Beskrivning Tillsatsmaterial för svetsning av rostfritt stål och nickelbaslegeringar Optimala korrosionsegenskaper För alla svetslägen Enkel och flexibel svetsmetod Produktsortiment Avesta Welding tillverkar
Uppdaterade stardarder för kvalificering av svetsare. Per-Åke Pettersson Certification, Inspecta Sweden AB
 Uppdaterade stardarder för kvalificering av svetsare Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål
Uppdaterade stardarder för kvalificering av svetsare Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål
FÖRSVARETS MATERIELVERK FÖRSVARSSTANDARD FSD 5152 HANTERING OCH VÅRD AV TILLSATSMATERIAL OCH FLUSSMEDEL
 2009-10-23 4 1 (9) HANTERING OCH VÅRD AV TILLSATSMATERIAL OCH FLUSSMEDEL Grupp 04-T 1 OMFATTNING Tekniska förändringar i denna utgåva markeras med vertikala streck i högerkanten. Denna standard avhandlar
2009-10-23 4 1 (9) HANTERING OCH VÅRD AV TILLSATSMATERIAL OCH FLUSSMEDEL Grupp 04-T 1 OMFATTNING Tekniska förändringar i denna utgåva markeras med vertikala streck i högerkanten. Denna standard avhandlar
Svetsgas. Skyddsgaser för svetsning
 Svetsgas Skyddsgaser för svetsning Skyddsgasens uppgift - skydda smältbadet mot den omgivande luften Skyddsgasens huvuduppgift är att skydda smältbadet mot den omgivande luften. Under de höga temperaturer
Svetsgas Skyddsgaser för svetsning Skyddsgasens uppgift - skydda smältbadet mot den omgivande luften Skyddsgasens huvuduppgift är att skydda smältbadet mot den omgivande luften. Under de höga temperaturer
Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur?
 Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur? Lite historia Försök till Mig-svetsning i USA på 20-talet. Maskinell matning av en metalltråd till en ljusbåge som brann i ädelgasatmosfär.
Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur? Lite historia Försök till Mig-svetsning i USA på 20-talet. Maskinell matning av en metalltråd till en ljusbåge som brann i ädelgasatmosfär.
Skarvning av stålrörspålar genom svetsning
 Skarvning av stålrörspålar genom svetsning Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar som installeras
Skarvning av stålrörspålar genom svetsning Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar som installeras
SVENSK STANDARD SS-EN 287-1
 SVENSK STANDARD SS-EN 287-1 Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1997-12-05 2 1 (1+26+26) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT SKYDDAT. SIS HAR COPYRIGHT
SVENSK STANDARD SS-EN 287-1 Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1997-12-05 2 1 (1+26+26) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT SKYDDAT. SIS HAR COPYRIGHT
Kurs i svetsteknik, ST-VE-ht10. Makes Industry Grow ISO 3834. Björn Lindhe Helsingborg 13-14 december 2010
 Kurs i svetsteknik, ST-VE-ht10 ISO 3834 Björn Lindhe Helsingborg 13-14 december 2010 Styrande kvalitetskrav vid svetsning - Översikt Kvalitetssystem SS-ISO 9000:2000 Kvalitetskrav för svetsning SS-EN ISO
Kurs i svetsteknik, ST-VE-ht10 ISO 3834 Björn Lindhe Helsingborg 13-14 december 2010 Styrande kvalitetskrav vid svetsning - Översikt Kvalitetssystem SS-ISO 9000:2000 Kvalitetskrav för svetsning SS-EN ISO
SVENSK STANDARD SS-EN 288-3
 SVENSK STANDARD SS-EN 288-3 Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1997-12-05 2 1 (1+33+33) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT SKYDDAT. SIS HAR COPYRIGHT
SVENSK STANDARD SS-EN 288-3 Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1997-12-05 2 1 (1+33+33) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT SKYDDAT. SIS HAR COPYRIGHT
Effektiv flamvärmning vid svetsning och skärning av moderna stål
 Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Hilco kommer från Holland
 Hilco koer från Holland Hilco startade sin verksamhet 191. De har därför en lång och gedigen erfarenhet från svetsbranschen, som koer kunderna tillgodo genom att de under åren byggt upp den kunskap som
Hilco koer från Holland Hilco startade sin verksamhet 191. De har därför en lång och gedigen erfarenhet från svetsbranschen, som koer kunderna tillgodo genom att de under åren byggt upp den kunskap som
Nyheter inom svetsområdet. Per-Åke Pettersson Certification, Inspecta Sweden AB 2014-10-27
 Nyheter inom svetsområdet Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Lite om innehållet Marknadstrender Svetsning En speciell process Nyheter på standardområdet Svetsarprövning Smältsvetsning
Nyheter inom svetsområdet Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Lite om innehållet Marknadstrender Svetsning En speciell process Nyheter på standardområdet Svetsarprövning Smältsvetsning
Standarder är inte statiska vad är nytt? Svetslärarmötet Mathias Lundin
 Standarder är inte statiska vad är nytt? Svetslärarmötet 2016 Mathias Lundin Tidningen Svetsen - Standardspalten "Sysslar man med svetsning ska man ha tillgång till tidningen Svetsen" KVALITETSSÄKRING
Standarder är inte statiska vad är nytt? Svetslärarmötet 2016 Mathias Lundin Tidningen Svetsen - Standardspalten "Sysslar man med svetsning ska man ha tillgång till tidningen Svetsen" KVALITETSSÄKRING
Denna standard är avsedd att tillämpas både för att ange och för att tolka svets- och lödbeteckningar på ritning.
 2 1 (25) Grupp A21 M04-A RITNINGSREGLER SVETS- OCH LÖDBETECKNINGAR ORIENTERING För att beteckna svetsförband på ritning gäller för försvarsmateriel i första hand svensk standard SS 2772, Ritningsregler
2 1 (25) Grupp A21 M04-A RITNINGSREGLER SVETS- OCH LÖDBETECKNINGAR ORIENTERING För att beteckna svetsförband på ritning gäller för försvarsmateriel i första hand svensk standard SS 2772, Ritningsregler
MIG/MAG Svetsning: Svetskurs. XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare.
 Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Uppdaterad 9606-1. Per-Åke Pettersson Certification, Inspecta Sweden AB 2014-09-08
 Uppdaterad 9606-1 Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål 2 SS-EN ISO 9606-1 Ny reviderad
Uppdaterad 9606-1 Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål 2 SS-EN ISO 9606-1 Ny reviderad
A 6 Svetsningens utförande (1)
") A 6 Svetsningens utförande (1) Innehåll och förväntat resultat Efter genomgången modul skall kursdeltagaren känna till hur man svetsar efter en WPS, inställning av parametrarna: - Hur man läser och förstår
A 6 Svetsningens utförande (1) Innehåll och förväntat resultat Efter genomgången modul skall kursdeltagaren känna till hur man svetsar efter en WPS, inställning av parametrarna: - Hur man läser och förstår
SMÄLTSVETSNING, HÅRD- OCH SVETSLÖDNING MARK- OCH SJÖMATERIEL
 Teknisk chef Logistik 2009-10-21 Sida 1 (11) SMÄLTSVETSNING, HÅRD- OCH SVETSLÖDNING MARK- OCH SJÖMATERIEL Innehåll Sida 1 Allmänt, orientering... 1 2 Berörda enheter... 1 3 Giltighetsområde... 2 3.1 Undantag...
Teknisk chef Logistik 2009-10-21 Sida 1 (11) SMÄLTSVETSNING, HÅRD- OCH SVETSLÖDNING MARK- OCH SJÖMATERIEL Innehåll Sida 1 Allmänt, orientering... 1 2 Berörda enheter... 1 3 Giltighetsområde... 2 3.1 Undantag...
!Vet du att... IWS. Kursstart 4 september Bli Internationell Svetsspecialist
 Kursstart 4 september 2017!Vet du att... ISO 3834 kräver motsvarande IWS som en lägsta utbildningsnivå för ansvarig för tillsyn vid svetsning. Kopplingen mellan ISO 3834 och EN 1090 avgör att IWS är nivån
Kursstart 4 september 2017!Vet du att... ISO 3834 kräver motsvarande IWS som en lägsta utbildningsnivå för ansvarig för tillsyn vid svetsning. Kopplingen mellan ISO 3834 och EN 1090 avgör att IWS är nivån
Allmän information standardsvetsprocedurer
 Har du ett behov av svetsprocedurer för din produktion och inte svetsar tryckkärl eller produkter med andra krav så kan våra svetsprocedurer vara ett bra komplement till att svets upp egna. Användningsområde
Har du ett behov av svetsprocedurer för din produktion och inte svetsar tryckkärl eller produkter med andra krav så kan våra svetsprocedurer vara ett bra komplement till att svets upp egna. Användningsområde
IWS-UTBILDNING HT 2015 International Welding Specialist
 IWS-UTBILDNING HT 2015 International Welding Specialist ARRANGÖR INTRÄDESKRAV OMFATTNING INNEHÅLL voestalpine Böhler Welding Nordic AB i Avesta Svetskommissionen, som av IIW har utsetts till Auktoriserat
IWS-UTBILDNING HT 2015 International Welding Specialist ARRANGÖR INTRÄDESKRAV OMFATTNING INNEHÅLL voestalpine Böhler Welding Nordic AB i Avesta Svetskommissionen, som av IIW har utsetts till Auktoriserat
LASAL. Gaser, utrustning och tjänster som vässar din laser! www.airliquide.se
 LASAL TM Gaser, utrustning och tjänster som vässar din laser! www.airliquide.se Valet av gas och gasförsörjningssystem har avgörande betydelse Valet av gas och gasförsörjningssystem har stor betydelse
LASAL TM Gaser, utrustning och tjänster som vässar din laser! www.airliquide.se Valet av gas och gasförsörjningssystem har avgörande betydelse Valet av gas och gasförsörjningssystem har stor betydelse
Vid frågor gällande giltigheter kontakta Svetsprocedur.se. Tele: Tele:
 SVETSPROCEDURER Hur kan ett företag dela med sig av sina svetsprocedurer? Om svetsprocedur kvalificeras enligt ISO 15614-1, kan dessa procedurer användas för att kvalificera procedurer enligt ISO 15612,
SVETSPROCEDURER Hur kan ett företag dela med sig av sina svetsprocedurer? Om svetsprocedur kvalificeras enligt ISO 15614-1, kan dessa procedurer användas för att kvalificera procedurer enligt ISO 15612,
Standarder - Stål. Varför standarder? Standard för allmänt konstruktionsstål
 Standarder - Stål Varför standarder? Enklare lagerhållning Alla ska ha samma förutsättningar Konkurrens på lika villkor Större marknad Säkrare produkter Standard för allmänt konstruktionsstål SS-EN 10025-1:2004
Standarder - Stål Varför standarder? Enklare lagerhållning Alla ska ha samma förutsättningar Konkurrens på lika villkor Större marknad Säkrare produkter Standard för allmänt konstruktionsstål SS-EN 10025-1:2004
Universal WPS for MIG/ MAG welding PAKET MED OMFATTANDE INNEHÅLL
 Universal WPS for MIG/ MAG welding PAKET MED OMFATTANDE INNEHÅLL 21.01.2019 Universal WPS for MIG/MAG welding INNEHÅLLER 84 MIG/MAG WPS:ER SOM ÄR KOMPATIBLA MED ALLA MIG/MAG-SVETSMASKINER Det ultimata
Universal WPS for MIG/ MAG welding PAKET MED OMFATTANDE INNEHÅLL 21.01.2019 Universal WPS for MIG/MAG welding INNEHÅLLER 84 MIG/MAG WPS:ER SOM ÄR KOMPATIBLA MED ALLA MIG/MAG-SVETSMASKINER Det ultimata
Jag är den ledande heldragna rörtråden
 Jag är den ledande heldragna rörtråden Framtagen av ledande tillsatsmaterialutvecklare voestalpine Böhler Welding www.voestalpine.com/welding Utnyttja fördelarna med heldragen rörtråd Starka europeiska
Jag är den ledande heldragna rörtråden Framtagen av ledande tillsatsmaterialutvecklare voestalpine Böhler Welding www.voestalpine.com/welding Utnyttja fördelarna med heldragen rörtråd Starka europeiska
DuplexWeld Prediktering av mikrostruktur och egenskaper i svetsar av duplexa rostfria stål
 DuplexWeld Prediktering av mikrostruktur och egenskaper i svetsar av duplexa rostfria stål Joakim Wahlsten Forskningsledare, joakim.wahlsten@swerea.se Bakgrund Austenit-ferritiska / Duplexa rostfria stål
DuplexWeld Prediktering av mikrostruktur och egenskaper i svetsar av duplexa rostfria stål Joakim Wahlsten Forskningsledare, joakim.wahlsten@swerea.se Bakgrund Austenit-ferritiska / Duplexa rostfria stål
ALbee TM. Den moderna gasflaskan som förenklar ditt arbete. Hitta din närmaste återförsäljare eller beställ din ALbee online på albee.
 ALbee TM Den moderna gasflaskan som förenklar ditt arbete Hitta din närmaste återförsäljare eller beställ din ALbee online på albee.se Inga hyror Inbyggd regulator Lätt att hantera Konstant innehållsvisning
ALbee TM Den moderna gasflaskan som förenklar ditt arbete Hitta din närmaste återförsäljare eller beställ din ALbee online på albee.se Inga hyror Inbyggd regulator Lätt att hantera Konstant innehållsvisning
ESABs minisvetshandbok är till för att underlätta det dagliga arbetet med val av rätt tillsatsmaterial.
 Minisvetshandbok Minisvetshandbok ESBs minisvetshandbok är till för att underlätta det dagliga arbetet med val av rätt tillsatsmaterial. Notera att minisvetshandboken innehåller endast de vanligast förekoande
Minisvetshandbok Minisvetshandbok ESBs minisvetshandbok är till för att underlätta det dagliga arbetet med val av rätt tillsatsmaterial. Notera att minisvetshandboken innehåller endast de vanligast förekoande
Allmän information standardsvetsprocedurer
 Övertagande av svetsprocedurer Om svetsprocedur kvalificeras enligt ISO 15614-1, kan dessa procedurer användas för att kvalificera procedurer enligt ISO 15612, vilket innebär en standardsvetsprocedur.
Övertagande av svetsprocedurer Om svetsprocedur kvalificeras enligt ISO 15614-1, kan dessa procedurer användas för att kvalificera procedurer enligt ISO 15612, vilket innebär en standardsvetsprocedur.
3.10 Svetsrekommendationer
 3.9.7 Korrosion och spänningskorrosion För kolmangan- och mikrolegerade stål är fall av allmän korrosion i atmosfären ovanlig om ytbehandling och liknade åtgärder är riktigt gjorda. Svetsgods och grundmaterial
3.9.7 Korrosion och spänningskorrosion För kolmangan- och mikrolegerade stål är fall av allmän korrosion i atmosfären ovanlig om ytbehandling och liknade åtgärder är riktigt gjorda. Svetsgods och grundmaterial
PM i Punktsvetsning. Produktutveckling 3 KPP039 HT09. Lärare: Rolf Lövgren
 PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
Universal WPS for stick (MMA) welding SVETSNING PÅ ARBETSPLATSER
 welding SVETSNING PÅ ARBETSPLATSER") Universal WPS for stick (MMA) welding SVETSNING PÅ ARBETSPLATSER 6.12.2018 Universal WPS for stick (MMA) welding DET HÄR OMFATTANDE PAKETET INNEHÅLLER 28 MMA-WPS:ER SOM ÄR KOMPATIBLA MED ALLA MASKINER
Universal WPS for stick (MMA) welding SVETSNING PÅ ARBETSPLATSER 6.12.2018 Universal WPS for stick (MMA) welding DET HÄR OMFATTANDE PAKETET INNEHÅLLER 28 MMA-WPS:ER SOM ÄR KOMPATIBLA MED ALLA MASKINER
SVENSK STANDARD SS-EN ISO :2017
 SVENSK STANDARD SS-EN ISO 15614-1:2017 Fastställd/Approved: 2017-07-19 Utgåva/Edition: 2 Språk/Language: svenska/swedish ICS: 25.160.10 Specifikation för och kvalificering av svetsprocedurer för metalliska
SVENSK STANDARD SS-EN ISO 15614-1:2017 Fastställd/Approved: 2017-07-19 Utgåva/Edition: 2 Språk/Language: svenska/swedish ICS: 25.160.10 Specifikation för och kvalificering av svetsprocedurer för metalliska
SVENSK STANDARD SS-EN :2009
 SVENSK STANDARD SS-EN 1011-1:2009 Fastställd/Approved: 2009-03-11 Publicerad/Published: 2010-11-17 Utgåva/Edition: 2 Språk/Language: svenska/swedish ICS: 25.160.10 Svetsning Rekommendationer för svetsning
SVENSK STANDARD SS-EN 1011-1:2009 Fastställd/Approved: 2009-03-11 Publicerad/Published: 2010-11-17 Utgåva/Edition: 2 Språk/Language: svenska/swedish ICS: 25.160.10 Svetsning Rekommendationer för svetsning
RRs- och RDs-pålar ANVISNINGAR FÖR SKARVNING GENOM SVETSNING
 RRs- och RDs-pålar ANVISNINGAR FÖR SKARVNING GENOM SVETSNING Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar
RRs- och RDs-pålar ANVISNINGAR FÖR SKARVNING GENOM SVETSNING Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar
M 7.1 Tillverkningskostnader och kostnadsreduktion. M 7.2 Tillverkningsvänlig konstruktion
 Internationell svetskonstruktör M 7.1 Tillverkningskostnader och kostnadsreduktion M 7.2 Tillverkningsvänlig konstruktion Nils Stenbacka, Professor nils.stenbacka@branneriet.se 070-341 66 59 Nov 2012 Nils
Internationell svetskonstruktör M 7.1 Tillverkningskostnader och kostnadsreduktion M 7.2 Tillverkningsvänlig konstruktion Nils Stenbacka, Professor nils.stenbacka@branneriet.se 070-341 66 59 Nov 2012 Nils
CRISTAL E. Framtidens svetsning är Cristalklar. Den nya generationen av rostfria MMA elektroder. www.oerlikon-welding.com 2006-222 RL00537R
 CRISTAL E Den nya generationen av rostfria MMA elektroder. Framtidens svetsning är Cristalklar. Patenterat RL00537R www.oerlikon-welding.com CRISTAL : Den nya generationen rostfria elektroder 3534-053
CRISTAL E Den nya generationen av rostfria MMA elektroder. Framtidens svetsning är Cristalklar. Patenterat RL00537R www.oerlikon-welding.com CRISTAL : Den nya generationen rostfria elektroder 3534-053
ALbee TM. Den moderna gasflaskan som förenklar ditt arbete. Hitta din närmaste återförsäljare eller beställ din ALbee online
 ALbee TM Den moderna gasflaskan som förenklar ditt arbete Hitta din närmaste återförsäljare eller beställ din ALbee online www.albee.se ALbee TM Weld ArgonMix med 18% CO 2 Universell skyddsgas för: MAG-svetsning
ALbee TM Den moderna gasflaskan som förenklar ditt arbete Hitta din närmaste återförsäljare eller beställ din ALbee online www.albee.se ALbee TM Weld ArgonMix med 18% CO 2 Universell skyddsgas för: MAG-svetsning
Vid frågor gällande giltigheter kontakta Svetsprocedur.se. Tele: 0768-910 710 Tele: 0708-399 366
 SVETSPROCEDURER Hur kan ett företag dela med sig av sina svetsprocedurer? Om svetsprocedur kvalificeras EN 15614 kan dessa procedurer användas för att kvalificera procedurer enligt EN 15612, vilket innebär
SVETSPROCEDURER Hur kan ett företag dela med sig av sina svetsprocedurer? Om svetsprocedur kvalificeras EN 15614 kan dessa procedurer användas för att kvalificera procedurer enligt EN 15612, vilket innebär
Tips till den som ska certifiera verksamheten enlig EN 1090
 Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I phone. Sök på Svetsteknik 1 Föredragshållare Björn Lindhe
Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I phone. Sök på Svetsteknik 1 Föredragshållare Björn Lindhe
Svetsning exponerade, exponering och exponeringsbedömning. Håkan Tinnerberg Yrkeshygieniker
 Svetsning exponerade, exponering och exponeringsbedömning Håkan Tinnerberg Yrkeshygieniker Innehåll Exponerade grupper Svetsmetoder Exponering Partiklar Metaller Gaser Sekundär exponering Exponeringsbedömning
Svetsning exponerade, exponering och exponeringsbedömning Håkan Tinnerberg Yrkeshygieniker Innehåll Exponerade grupper Svetsmetoder Exponering Partiklar Metaller Gaser Sekundär exponering Exponeringsbedömning
Universal WPS-paket för MIG/MAG- och MMA-svetsning
 Kemppi hjälper dig med EN 1090 Fördelar Marknadens innehållsrikaste system som täcker arbeten i verkstäder och på byggplatser för såväl MIG/MAG- som MMA-svetsning Alla tre paketen kan användas till alla
Kemppi hjälper dig med EN 1090 Fördelar Marknadens innehållsrikaste system som täcker arbeten i verkstäder och på byggplatser för såväl MIG/MAG- som MMA-svetsning Alla tre paketen kan användas till alla
På-/Reparations-svetsning - kostnadseffektivt mot korrosion, slitage och haverier Svetslärarmöte 2015 Hans Åström. wwwwölkwölk
 På-/Reparations-svetsning - kostnadseffektivt mot korrosion, slitage och haverier Svetslärarmöte 2015 Hans Åström Varför påsvetsning? Hållfasthetskrav och ytkrav kan inte kombineras. Ekonomi kostnaderna
På-/Reparations-svetsning - kostnadseffektivt mot korrosion, slitage och haverier Svetslärarmöte 2015 Hans Åström Varför påsvetsning? Hållfasthetskrav och ytkrav kan inte kombineras. Ekonomi kostnaderna
TILLSATSMATERIAL (ett urval ur vårt sortiment)
") TILLSATSMATERIAL (ett urval ur vårt sortiment) www.oerlikon.se www.alw.dk www.oerlikon.no Innehållsförteckning Olegerade rutila elektroder Overcord 1 Fincord 1 Ferromatic 160 1 Ferromatic 180 1 Ferromatic
TILLSATSMATERIAL (ett urval ur vårt sortiment) www.oerlikon.se www.alw.dk www.oerlikon.no Innehållsförteckning Olegerade rutila elektroder Overcord 1 Fincord 1 Ferromatic 160 1 Ferromatic 180 1 Ferromatic
PRO LINE SVETS- OCH SKÄRGASER, UTRUSTNING OCH TILLBEHÖR VERSION 2015/02
 SVETS- OCH SKÄRGASER, UTRUSTNING OCH TILLBEHÖR VERSION 2015/02 SVETS- OCH SKÄRGASER STÅL- OCH VERKSTADSSINDUSTRIN Stål- och verkstadsindustrin är en av de industrier som kännetecknas av att vara under
SVETS- OCH SKÄRGASER, UTRUSTNING OCH TILLBEHÖR VERSION 2015/02 SVETS- OCH SKÄRGASER STÅL- OCH VERKSTADSSINDUSTRIN Stål- och verkstadsindustrin är en av de industrier som kännetecknas av att vara under
Vid frågor gällande giltigheter kontakta Svetsprocedur.se. Tele: Tele:
 SVETSPROCEDURER Hur kan ett företag dela med sig av sina svetsprocedurer? Om svetsprocedur kvalificeras enligt EN 15614 kan dessa procedurer användas för att kvalificera procedurer enligt EN 15612, vilket
SVETSPROCEDURER Hur kan ett företag dela med sig av sina svetsprocedurer? Om svetsprocedur kvalificeras enligt EN 15614 kan dessa procedurer användas för att kvalificera procedurer enligt EN 15612, vilket
Ett komplett sortiment av trådar
 Ett komplett sortiment av trådar Vi är ett företag med målsättning att förse alla svetsare med kunskap och det bästa material av elektroder, MIG-tråd, TIG-tråd, GAS-tråd, lod, maskiner, tillbehör, slip
Ett komplett sortiment av trådar Vi är ett företag med målsättning att förse alla svetsare med kunskap och det bästa material av elektroder, MIG-tråd, TIG-tråd, GAS-tråd, lod, maskiner, tillbehör, slip
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING
 WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING "WiseRoot+ är otroligt användarvänlig och presterar som utlovat. Processen gör det möjligt att hantera en rad olika passningsavvikelser, exempelvis kantförskjutning
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING "WiseRoot+ är otroligt användarvänlig och presterar som utlovat. Processen gör det möjligt att hantera en rad olika passningsavvikelser, exempelvis kantförskjutning
Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a:
 Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a: SMS-MEER smidesutrustningar (tidigare Eumuco- Hasenclever SMS-Elotherm induktionsvärmning Capilla tillsatsmaterial för reparations-
Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a: SMS-MEER smidesutrustningar (tidigare Eumuco- Hasenclever SMS-Elotherm induktionsvärmning Capilla tillsatsmaterial för reparations-
Hur blir en standard en standard? Mathias Lundin, Svetskommissionen
 Hur blir en standard en standard?, Svetskommissionen Innehåll Svetskommissionens roll Grundprinciper bra att falla tillbaka på vid standardisering Vad är en standard? definition, intention, drivkraft Hur
Hur blir en standard en standard?, Svetskommissionen Innehåll Svetskommissionens roll Grundprinciper bra att falla tillbaka på vid standardisering Vad är en standard? definition, intention, drivkraft Hur
ALSTOM Power Sweden K-STANDARD K
 ALSTOM Power Sweden K-STANDARD K-2020-2 Godk av Appr by RG/RGM Språk Language 82 Datum Date 03-02 Utgåva Edition 19 Sida Page 1(6) Ersätter Replaces K-2020-2 Ed. 18-01-03 Detta är en oregistrerad handling
ALSTOM Power Sweden K-STANDARD K-2020-2 Godk av Appr by RG/RGM Språk Language 82 Datum Date 03-02 Utgåva Edition 19 Sida Page 1(6) Ersätter Replaces K-2020-2 Ed. 18-01-03 Detta är en oregistrerad handling
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING
 WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING 31.12.2018 WiseRoot+ PRODUKTIV OCH HÖGKVALITATIV MIG- SVETSPROCESS WiseRoot+ är en optimerad kortbågssvetsningsprocess för rotsträngssvetsning utan rotstöd. Processen
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING 31.12.2018 WiseRoot+ PRODUKTIV OCH HÖGKVALITATIV MIG- SVETSPROCESS WiseRoot+ är en optimerad kortbågssvetsningsprocess för rotsträngssvetsning utan rotstöd. Processen
WELDERS FAVOURITE SINCE ELGACORE MATRIX Premium metallpulverfylld rörelektrod för den professionelle svetsaren
 WELDERS FAVOURITE SINCE 1938 ELGACORE MATRIX Premium metallpulverfylld rörelektrod för den professionelle svetsaren ELGACORE MATRIX PREMIUM METALLPULVER- FYLLD RÖRELEKTROD Elgacore Matrix är en metallpulverfylld
WELDERS FAVOURITE SINCE 1938 ELGACORE MATRIX Premium metallpulverfylld rörelektrod för den professionelle svetsaren ELGACORE MATRIX PREMIUM METALLPULVER- FYLLD RÖRELEKTROD Elgacore Matrix är en metallpulverfylld
(Text av betydelse för EES) (Offentliggörande av titlar på och hänvisningar till harmoniserade standarder inom ramen för direktivet) (2009/C 309/03)
 (Offentliggörande av titlar på och hänvisningar till harmoniserade standarder inom ramen för direktivet) (2009/C 309/03)") C 309/66 Europeiska unionens officiella tidning 18.12.2009 Kommissionens meddelande inom ramen för genomförandet av Europaparlamentets och rådets direktiv 97/23/EG av den 29 maj 1997 om tillnärmning av
C 309/66 Europeiska unionens officiella tidning 18.12.2009 Kommissionens meddelande inom ramen för genomförandet av Europaparlamentets och rådets direktiv 97/23/EG av den 29 maj 1997 om tillnärmning av
Mekaniserade lösningar med plasmaskärning. Optimera kvalitet, produktivitet och driftskostnader
 Mekaniserade lösningar med plasmaskärning Optimera kvalitet, produktivitet och driftskostnader Världsledande inom termisk skärteknologi Sedan 1968 har Hypertherm haft ett enda mål: att minska kostnaderna
Mekaniserade lösningar med plasmaskärning Optimera kvalitet, produktivitet och driftskostnader Världsledande inom termisk skärteknologi Sedan 1968 har Hypertherm haft ett enda mål: att minska kostnaderna
Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik
 Vi Björn Lindhe Telefon: 0721-605700 bjorn.lindhe@svetsansvarig.se Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Fem anledningar till
Vi Björn Lindhe Telefon: 0721-605700 bjorn.lindhe@svetsansvarig.se Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Fem anledningar till
Teknik och trender inom tysk smältsvetsning
 Svetsning är alltjämt en intressant och växande marknad och svetsning är och förblir ett av kärnelementen i modern och hållbar produktion. Kraven på produktions- och svetsningsteknik idag och i framtiden
Svetsning är alltjämt en intressant och växande marknad och svetsning är och förblir ett av kärnelementen i modern och hållbar produktion. Kraven på produktions- och svetsningsteknik idag och i framtiden
Svetsrelaterade skador i stål Jan Wåle, Inspecta Technology 2014-03-31
 Svetsrelaterade skador i stål Jan Wåle, Inspecta Technology 1 T2-tanker, helsvetsat skrov, tidigt 40-tal 2 T2-tanker Schenectady, 1941 Bakgrund/förutsättningar Sprödbrott som startat vid svets Lokalt höga
Svetsrelaterade skador i stål Jan Wåle, Inspecta Technology 1 T2-tanker, helsvetsat skrov, tidigt 40-tal 2 T2-tanker Schenectady, 1941 Bakgrund/förutsättningar Sprödbrott som startat vid svets Lokalt höga
Gassvetsning och gasskärning PRODUKTKATALOG
 Gassvetsning och gasskärning PRODUKTKATALOG XA00 136 910 Innehåll Regulatorer... 4-8. Rekommendation MIG/MAG- och. TIG-svetsning... 4 Robustico TM... 5 Robustico TM Manometer... 5 Robustico TM Slitdelar...
Gassvetsning och gasskärning PRODUKTKATALOG XA00 136 910 Innehåll Regulatorer... 4-8. Rekommendation MIG/MAG- och. TIG-svetsning... 4 Robustico TM... 5 Robustico TM Manometer... 5 Robustico TM Slitdelar...
GASVAL. Översikt över svetsgaser VERSION 2014/01
 GASVAL Översikt över svetsgaser VERSION 2014/01 Denna folder visar hur bästa resultat uppnås vid TIG-, MIG- och MAG-svetsning med Strandmöllens standard och -gaser. När schema används för TIG-, MIG- och
GASVAL Översikt över svetsgaser VERSION 2014/01 Denna folder visar hur bästa resultat uppnås vid TIG-, MIG- och MAG-svetsning med Strandmöllens standard och -gaser. När schema används för TIG-, MIG- och
VVS-TEKNIK. Ämnets syfte
 VVS-TEKNIK Ämnet VVS-teknik behandlar uppbyggnad och funktion av värme- och sanitetstekniska installationer i byggnader och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för
VVS-TEKNIK Ämnet VVS-teknik behandlar uppbyggnad och funktion av värme- och sanitetstekniska installationer i byggnader och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för
Tips till den som ska certifiera verksamheten enlig EN 1090
 Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Vad innebär SS-EN 3834: Olika
Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Vad innebär SS-EN 3834: Olika
Installation, svetsning och underhåll
 Installation, svetsning och underhåll Givetvis måste noggrann slaggborttagning utföras där detta förekommer. Förvärm om möjligt till 200 C, men ej över 20 C, innan svetsningen påbörjas, och håll temperaturen
Installation, svetsning och underhåll Givetvis måste noggrann slaggborttagning utföras där detta förekommer. Förvärm om möjligt till 200 C, men ej över 20 C, innan svetsningen påbörjas, och håll temperaturen
ESAB TRAINING & EDUCATION. MIG/MAGsvetsning
 ESAB TRAINING & EDUCATION MIG/MAGsvetsning Innehåll Inledning... 3 Sammanfattning... 4 Princip... 5 Svetsparametrar...5-6 Vad händer i ljusbågen?... 7 Kortbåge... 7 Blandbåge... 7 Spraybåge... 7 Kortpulsning...
ESAB TRAINING & EDUCATION MIG/MAGsvetsning Innehåll Inledning... 3 Sammanfattning... 4 Princip... 5 Svetsparametrar...5-6 Vad händer i ljusbågen?... 7 Kortbåge... 7 Blandbåge... 7 Spraybåge... 7 Kortpulsning...
INNEHÅLLSFÖRTECKNING TILLSATSMATERIAL
 INNEHÅLLSFÖRTECKNING TILLSATSMATERIAL Typ Sid. Tillsatsmaterial MIG/MAG. Solid, Aluminium, Rostfritt, Flussbelagd 2 Tillsatsmaterial TIG. Solid, Aluminium, Rostfritt, Flussbelagd 2-3 E106. Höglegerad allroundelektrod
INNEHÅLLSFÖRTECKNING TILLSATSMATERIAL Typ Sid. Tillsatsmaterial MIG/MAG. Solid, Aluminium, Rostfritt, Flussbelagd 2 Tillsatsmaterial TIG. Solid, Aluminium, Rostfritt, Flussbelagd 2-3 E106. Höglegerad allroundelektrod
SVENSK STANDARD SS-EN 288-4
 SVENSK STANDARD SS-EN 288-4 Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1997-12-05 2 1 (1+24+24) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT SKYDDAT. SIS HAR COPYRIGHT
SVENSK STANDARD SS-EN 288-4 Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1997-12-05 2 1 (1+24+24) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT SKYDDAT. SIS HAR COPYRIGHT
Svetsprodukter. Beijer Industri AB Phone: +46 40 358300 Fax: +46 40 930650 info@beijerind.se
 Svetsprodukter Beijer Industri AB Phone: +46 40 358300 Fax: +46 40 930650 Mail: info@beijerind.se Internet: www.beijerind.se 2 Innehållsförteckning Elektroder S309MoL.16...3 S316L.16N...4 ALU5Si...5 EVB50...6
Svetsprodukter Beijer Industri AB Phone: +46 40 358300 Fax: +46 40 930650 Mail: info@beijerind.se Internet: www.beijerind.se 2 Innehållsförteckning Elektroder S309MoL.16...3 S316L.16N...4 ALU5Si...5 EVB50...6
Skarvning av stålrörspålar genom svetsning
 Skarvning av stålrörspålar genom svetsning Uppdaterad 01/2008 Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar
Skarvning av stålrörspålar genom svetsning Uppdaterad 01/2008 Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar