Riktlinjer för svetsning. Innehåll
|
|
|
- Inga Lovisa Henriksson
- för 8 år sedan
- Visningar:
Transkript
1 Riktlinjer för svetsning Innehåll 1. Tillämpningsområde Allmänna principer Områden där svetsning är tillåten Svetsförberedelse och svetsrengöring Svetsningsmetoder Svetstråd och tillsatsmaterial Allmänt Lagring och torkning Val av tillsatsmaterial Förvärmning Svetsparametrar Häftsvetsning Lager Rotsträng Fyll- och täckfog Fogtjocklek Svetsläge Svetsutvärdering Praktiska tips för svetsning Reparationssvetsning Angivna standarder och andra dokument Komponentritningar (endast för Palfingers lyftkranar) Kranfot Kranpelare Lyftarm Vipparm Svetsade delar/svetstår
...11 16.1 Kranfot...11 16.2 Kranpelare...12 16.3 Lyftarm...13 16.4 Vipparm...14 16.")
2 1. Tillämpningsområde Riktlinjerna i detta dokument avser all svetsning på grundkomponenter till alla lyftkranar från PALFINGER och timmerkranar från EPSILON. 2. Allmänna principer Det bör allmänt påpekas att de höghållfasta, finkorniga konstruktionsstål som används i lyftkranar kräver ökad omsorg under produktionen. Dessa riktlinjer tillhandahåller väsentlig vägledning om hur svetsningen ska utföras. De kan emellertid inte omfatta eller reglera alla produktionsalternativ. Du måste ha kännedom om tillämpliga bestämmelser och föreskrifter. Detta är särskilt viktigt första gången svetsning utförs på en krankomponent tillverkad i höghållfast finkornigt konstruktionsstål. Svetsning får endast utföras av personer som innehar ett giltigt svetscertifikat i enlighet med SS EN 287-1, eller annat likvärdigt nationellt svetscertifikat. Svetsarens kvalifikationer måste helt överensstämma med den aktivitet som ska genomföras. Svetsningen utförs under ledning av en svetsansvarig. För att materialets egenskaper ska bevaras måste värmeöverföringsregler iakttas. Detta gäller särskilt vid svetsning, men även vid skärning. Om för mycket värme eller energi tillförs kan grova korn bildas och risk för sprödbrott uppstå. Om energitillförseln är för låg ökar risken för hårdhet och kallsprickor (pga. väteinnehållet i svetsmaterialet). Vidare måste den höga skärkänsligheten hos finkorniga konstruktionsstål nämnas. Denna bidrar också till sprickbildning. Mer detaljerad information hittar du i SEW088-riktlinjerna Finkorniga konstruktionsstål som lämpar sig för svetsning riktlinjer för bearbetning, särskilt vid smältsvetsning. 3. Områden där svetsning är tillåten I komponentritningarnas skuggade områden i kapitel 16 är det acceptabelt att svetsa på ramar eller konsoler med en bärförmåga upp till 50 kg. Under sådant arbete ska du alltid hålla ett avstånd på minst 60 mm från komponentens kanter. Undantag till detta är: Palfingers originalkonsoler i enlighet med teknisk dokumentation som t.ex. - Lyftarm vinschkonsol - Vipparm vinschkonsol - Kranpelare konsol för sittnock Det är dessutom tillåtet att borra hål och gänga hålen upp till maximalt D12/M12 i de skuggade områdena. Om svetsning måste utföras utanför dessa områden måste den godkännas skriftligen av Palfinger. Vid tveksamhet rekommenderar vi att du införskaffar godkännande från Palfinger, även avseende svetsning inom dessa områden. 2

3 4. Svetsförberedelse och svetsrengöring Svetsförberedelsen måste utföras i enlighet med riktlinjerna i SS EN ISO Bearbetningen kan göras genom syrgasskärning, handslipning eller mekanisk bearbetning. De syrgasskurna ytorna måste slipas efter skärningen. Hela svetsområdet måste vara fritt från fett, olja, rostflagor, färg, rost, smuts och fukt. Svetsfogarnas kanter får inte uppvisa några oacceptabla skador. 5. Svetsningsmetoder Följande svetsningsmetoder rekommenderas: - MAG M (135) - Manuell elektrodsvetsning (111) För rotsträng kan du även använda TIG. 3

4 6. Svetstråd och tillsatsmaterial 6.1 Allmänt Välj sådant tillsatsmaterial att svetsgodsets egenskaper överensstämmer med specifikationerna. För att undvika kallsprickor ska endast sådant tillsatsmaterial användas som inte ger en onödigt hög stabilitet och som sörja för ett tillräckligt lågt vatteninnehåll i svetsmaterialet jämfört med grundmaterialet. Vid bågsvetsning är den bästa metoden för att få svetsningar utan kallsprickor att använda basiska elektroder. Använd endast certifierade tillsatsmaterial som godkänts (TÜV, DB, German Lloyd osv.). Använd endast tillhörande material som har ett materialcertifikat enligt SS EN b. 6.2 Lagring och torkning Håll tillsatsmaterialet torrt. Fukthalten hos elektrodhöljet ökar eller minskar vid lagring, även när de är förpackade i plastfolie. För att få ett lågt väteinnehåll i svetsmaterialet måste de inkapslade elektroderna torkas före svetsning. Det är viktigt att du följer tillverkarens specifikation för torkning. Vid gasbågsvetsning måste även svetstrådens yta vara ren och korrosionsfri. 4
. Använd endast tillhörande material som har ett materialcertifikat enligt SS EN 10204 3.1 b. 6.")
5 6.3 Val av tillsatsmaterial Benämning grundmaterialsgrupp Grundmaterial Definition Re 460 Allmänt/finkornigt konstruktionsstål Re 460 N/mm² S690 Finkornigt konstruktionsstål Re 690 N/mm² S890 Finkornigt konstruktionsstål Re 890 N/mm² Exempel på grundmaterial för svetsning S235JRG1, S355J0, S355J2G3, S460M,... S690QL, S700MC S890MC, S890M, S890QL, S960QL,.. Matris för grupper av tillsatsmaterial Grundmaterial Re 460 S690 S890 Re 460 Z1 Z1 Z1 Z1 Den här kombinationen av grundmaterial kan svetsas med tillsatsmaterial Z1. S690 Z1 Z2 Z2 Z2 Den här kombinationen av grundmaterial kan svetsas med tillsatsmaterial Z2. S890 Z1 Z2 Z3 Z3 Den här kombinationen av grundmaterial kan svetsas med tillsatsmaterial Z3. Tillsatsmaterial och skyddsgaser (minimikrav) Kod Typ [2] Standardspecifikation för tillsatsmaterial Standardnr. Palfinger ID-nr. Skyddsgasens standardspecifikation Standardnr. Z1 Z2 Z3 E E 42 4 xx B x x H5 EN M G 42 4 M G4Si1 EN 440 W M21 EN 439 M ER70S-6 AWS A M21 EN 439 E E 69 4 xx B x x H5 EN M G 69 4 M xx EN W M21 EN 439 M ER 100 S-G AWS A M21 EN 439 E E 89 4 xx B x x H5 EN M G 89 4 M xx EN W M21 EN 439 M ER 120S-G AWS A M21 EN 439 [2] E Svetselektroder för manuell bågsvetsning M Massiv trådelektrod för gasbågsvetsning xx Platshållare för variabla värden 5

6 7. Förvärmning Den svetsade ytan måste förvärmas i förhållande till komponentens tjocklek och materialets kvalitet. Den förvärmningstemperatur som krävs kan bestämmas i enlighet med SEW 088. Om arbetsstyckets temperatur är under +10 C behövs alltid en förvärmning till 50 C eller 80 C. Det förvärmda området måste utgöra ett avstånd av 100 mm på alla sidor kring svetsningen. Använd acetylen som bränsle, eftersom dess väteinnehåll är lågt. Gaslågans inställning ska vara så neutral som möjligt. Mät temperaturen här Förvärmningstemperaturerna ska kontrolleras med en IR-termometer eller temperaturkrita. 8. Svetsparametrar Tid-temperaturförhållandet under svetsningen är ofta av avgörande vikt för svetsförbandets mekaniska egenskaper. Om svetsfogarna kyls ned för fort har detta en omvänd effekt på förbandets deformationsbeteende, detta på grund av de mycket höga hårdhetsvärden som alstras på detta sätt. Om de däremot kyls ned för sakta resulterar detta i hållfasthetsparametrar hos svetsmaterialet och det uppvärmda området som inte längre överensstämmer med grundmaterialet på grund av att grova korn bildas. För att indikera tid-temperaturförhållandet under svetsningen används vanligtvis svalningstiden t 8/5. Detta är tiden för svalning av en svetssträng i temperaturintervallet 800 C till 500 C. Med dessa svalningstider fastställs lämplig energitillförsel eller motsvarande svetsparametrar från tabeller och diagram. För de ståltyper som omfattas av denna beskrivning har t 8/5 -värden för svalningstid från 5 till 20 s för S690 och från 5 till 10 s för S890 visat sig vara lämpliga detta beroende på grundmaterialet. Det finns emellertid ingen anledning att aldrig svetsa med andra svalningstider i enstaka fall och efter motsvarande kontroller, så länge komponenternas specifikationer iakttas. Eftersom det finns många olika materialkvaliteter och tjocklekar kan svetsparametrar och förvärmningstemperaturer endast bestämmas från fall till fall. 6

7 9. Häftsvetsning För häftsvetsar som blir en del av svetsförbandet används tillsatsmaterial som är anpassade till grundmaterialet. Gör häftpunkterna i en horisontalsvets på c:a 50 mm längd, med minst 20 mm och ett avstånd på mm. Innan du svetsar över häftorna ska du kontrollera att inga sprickor förekommer i punkterna efter svalning till rumstemperatur. Om häftpunkterna spruckit ska du slipa noggrant. Det är mycket viktigt att du får bort sprickans tå. Ordna häftorna så att de helt kan tas bort efter monteringen (vinkelslip), om detta skulle behövas. Maximalt tillåtna värden för kantförskjutning och gap måste överensstämma med standarden SS EN ISO Lager 10.1 Rotsträng Vid arbeten med stumsvets är en ren och korrekt rot idealisk. Det är viktigt att försäkra sig om att rotsträngen slutförs på rätt sätt Fyll- och täckfog Bygg upp fogarna från sidorna, så att värmen hos följande svetssträng har positiv effekt på den uppvärmda zonen. Tilläggs- och täckfog ska utföras i överensstämmelse med flerlagertekniken, enligt vilken de separata svetssträngarna ska vara så plana som möjligt. Detta gäller även läge PF (stående vertikal, stigande svets). Maximal strängbredd är 20 mm Fogtjocklek För kälsvets anges vanligtvis tjocklek a. Denna motsvarar höjden på den största likbenta triangeln som kan ritas i sektionen. a I kälsvetsar får inte tjockleken överskrida 0,8 gånger den minsta materialtjockleken. 11. Svetsläge Om detta är möjligt ska svetsfogarna alltid göras i läge PA (liggande horisontal) eller PB (stående horisontal). Läget PF (stående vertikal, stigande svets) bör endast användas undantagsvis. Läget PG (stående vertikal, fallande svets) är inte tillåtet. 7
, om detta skulle behövas.")
8 12. Svetsutvärdering Ojämnheter i svetsfogarna kontrolleras i enlighet med SS EN ISO Vid svetsning med hög belastning (detta omfattar alla svetsfogar på huvudkomponenterna) måste kvalitetsnivå B hållas. Svetsfogar med låg belastning måste göras i enlighet med kvalitetsnivå C. 13. Praktiska tips för svetsning Jordledningen måste alltid vara fäst vid komponenten som ska svetsas och så nära svetsområdet som möjligt. Led aldrig strömmen över lagren eftersom dessa då förstörs. För att skydda kranens elektroniska delar ska du koppla ur kranens strömförsörjning och följa lastbilstillverkarens riktlinjer för fordonet. Täck över eller demontera alla värmekänsliga delar. Gör alltid svetsfogen i längdriktningen. Svetsfogens ändar påsvetsade konsoler måste ha avsmalnande ändar i delens längdriktning. Gör svetstårna i enlighet med bilden i avsnitt Slipa och avlägsna alla eventuella hack. I förhållande till grundplåten ska tjockleken hos svetsade delar vara så liten som möjligt för att undvika plötsliga hårdhetsförändringar. Innan svetsarbetet påbörjas rekommenderar vi att du gör ett svetstest under liknande omständigheter. På så vis kan du kontrollera att svetsningen blir korrekt genom ickedestruktiv eller destruktiv inspektion. För svetsningar under hög dragspänning avlägsnar du svetsdikena genom att slipa bort dem. Om smältdikena måste omarbetas slipar du i U-form och förvärmer till minst 150 C innan du påbörjar den nya svetsningen. Det är inte tillåtet att tända svetsbågen vid komponenten utanför svetsspalten. Oavsiktlig ljusbågsbildning eller antändning som orsakas av skadade svetskablar, dåligt isolerade elektrodhöljen eller felaktigt arbete vid inspektion av magnetiska partiklar måste slipas bort och kontrolleras för sprickor. Häftor på hjälpramar ska inte slås bort. De måste skäras av med en vinkelslip. Vid slipningen måste plåtens tjocklek bevaras. För att undvika problemet med fördröjda kallsprickor ska en icke-destruktiv inspektion utföras 24 timmar efter att svetsningen slutförts. 8

9 14. Reparationssvetsning Reparation av svetsningar på huvudkomponenter får endast utföras i samråd med PALFINGER Service Department (PALFINGERs serviceavdelning). Det är normalt inte tillåtet att utföra svetsreparationer på: - Cylinder lock - Cylindrar till Epsilon kranar - Längsgående svetsning på sexkantiga utskjutsarmar VIKTIGT: Slipa av sprickområdet helt. Slipa i hela sprickans djup och längd. Kontrollera vid behov att slipningen är helt slutförd genom att utföra ett ytsprickstest. Kranen måste genomgå en mottagningskontroll i enlighet med gällande nationella bestämmelser varje gång huvudkomponenterna reparerats med hjälp av svetsning. 9

10 15. Angivna standarder och andra dokument STANDARD nr. SS EN SS EN 439 BETECKNING Svetsarprövning Tillsatsmaterial för svetsning - Skyddsgaser för svetsning och skärning SS EN 440 Tillsatsmaterial för svetsning - Trådelektroder och svetsgods för gasmetallbågsvetsning av olegerade stål och finkornstål - Indelning SS EN 499 Tillsatsmaterial för svetsning - Belagda elektroder för manuell metallbågsvetsning av olegerade stål och finkornstål - Indelning SS EN 757 Tillsatsmaterial för svetsning - Belagda elektroder för manuell bågsvetsning av höghållfasta stål - Indelning SS EN Tekniska leveransbestämmelser för normaliserade/normaliservalsade finkornstål SS EN Tekniska leveransbestämmelser för termomekaniskt valsade finkornstål SS EN Tekniska leveransbestämmelser för platta produkter av höghållfast stål i seghärdat tillstånd SS EN Tillsatsmaterial för svetsning - Trådelektroder, svetstråd, svetsstavar och svetsgods för gasmetallbågsvetsning av höghållfasta stål - Indelning SS EN Varmvalsade produkter av svetsbara finkornstål för allmänna SS EN konstruktionsändamål SS EN Metalliska varor - Typer av kontrolldokument SS EN ISO 5817 Bågsvetsförband i stål Riktlinjer för kvalitetsnivåer för diskontinuiteter och formavvikelser SS EN Ritningsregler - Svets- och lödförband - Beteckningar på ritningar SS EN Metallbågsvetsning med belagda elektroder, gasmetallbågsvetsning och gassvetsning - Svetsfogar SEW088 Finkorniga konstruktionsstål lämpliga för svetsning Riktlinjer för bearbetning, särskilt vid smältsvetsning 10

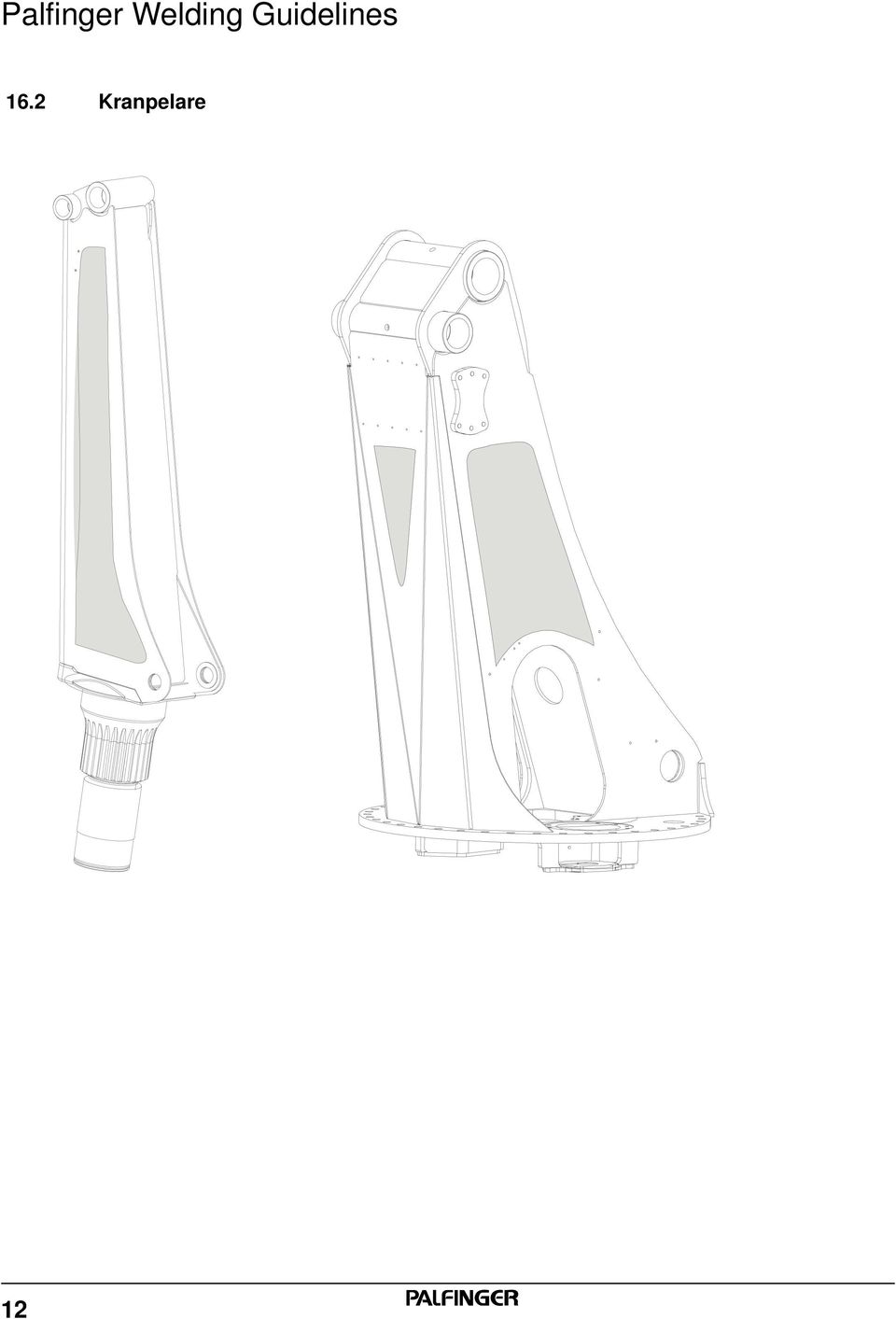
11 16. Komponentritningar (endast för Palfingers lyftkranar) 16.1 Kranfot Svetsa endast på dubbelplåten! 11

12 16.2 Kranpelare 12
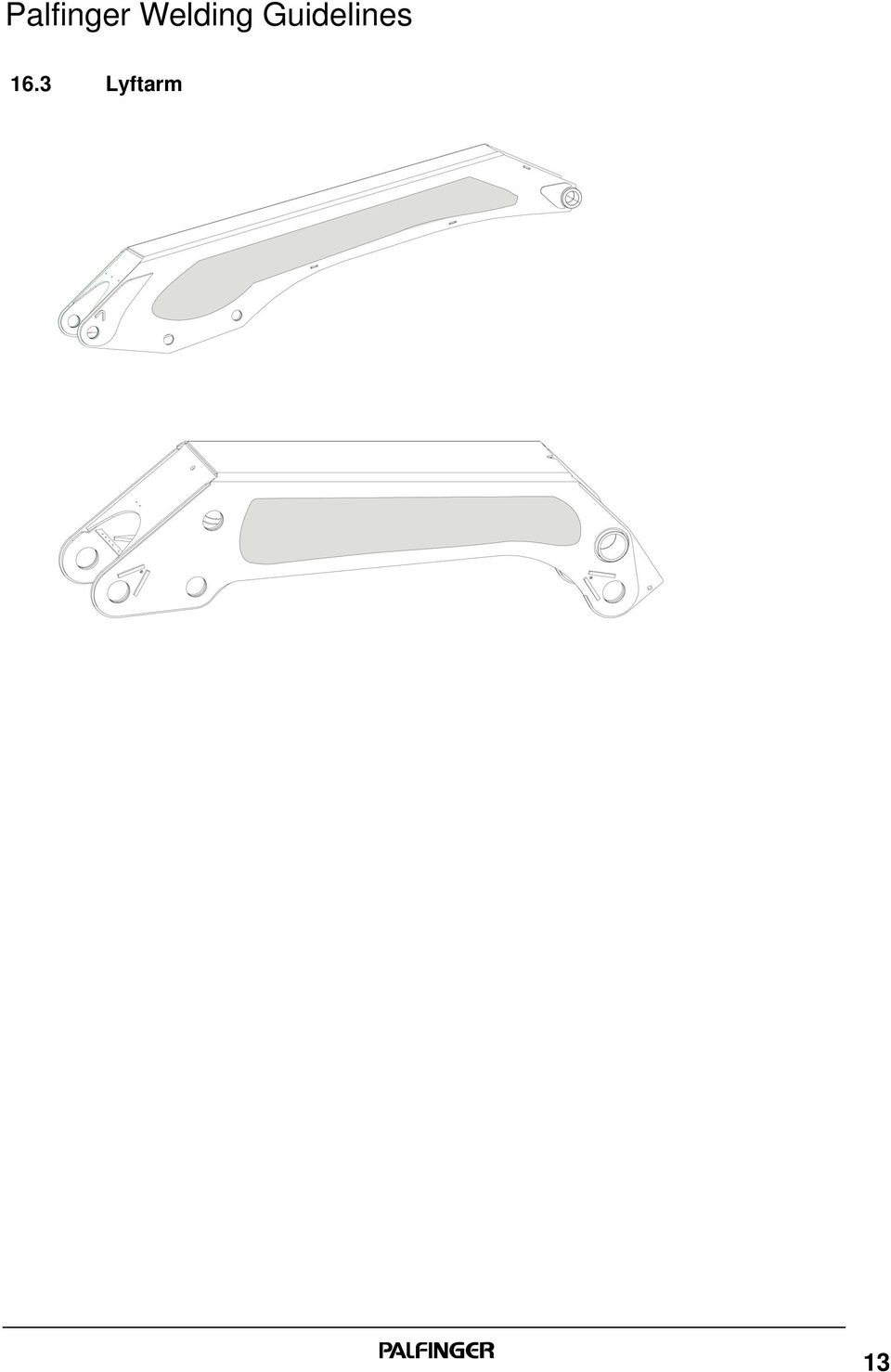
13 16.3 Lyftarm 13
14 16.4 Vipparm 16.5 Svetsade delar/svetstår Längdriktning, sektion A-A 14

15 15

Installation, svetsning och underhåll
 Installation, svetsning och underhåll Givetvis måste noggrann slaggborttagning utföras där detta förekommer. Förvärm om möjligt till 200 C, men ej över 20 C, innan svetsningen påbörjas, och håll temperaturen
Installation, svetsning och underhåll Givetvis måste noggrann slaggborttagning utföras där detta förekommer. Förvärm om möjligt till 200 C, men ej över 20 C, innan svetsningen påbörjas, och håll temperaturen
Standarder - Stål. Varför standarder? Standard för allmänt konstruktionsstål
 Standarder - Stål Varför standarder? Enklare lagerhållning Alla ska ha samma förutsättningar Konkurrens på lika villkor Större marknad Säkrare produkter Standard för allmänt konstruktionsstål SS-EN 10025-1:2004
Standarder - Stål Varför standarder? Enklare lagerhållning Alla ska ha samma förutsättningar Konkurrens på lika villkor Större marknad Säkrare produkter Standard för allmänt konstruktionsstål SS-EN 10025-1:2004
Svetsprov för brunnsborrare enligt svensk standard SS
 Datum Projektnummer 2004-05-04 T300359 Svetsprov för brunnsborrare enligt svensk standard SS 06 52 01. Kravet: Godkänd röntgenundersökning av en stumsvets på ett stålfoderrör. DIN 1626, dimensioner: 4
Datum Projektnummer 2004-05-04 T300359 Svetsprov för brunnsborrare enligt svensk standard SS 06 52 01. Kravet: Godkänd röntgenundersökning av en stumsvets på ett stålfoderrör. DIN 1626, dimensioner: 4
Svetsarprövningar. SS-EN ISO 9606-1:2013 och de viktigaste förändringarna mot SS-EN 287-1:2011
 Svetsarprövningar SS-EN ISO 9606-1:2013 och de viktigaste förändringarna mot SS-EN 287-1:2011 Sida 1 Svetsarprövning Säkerställa kompetensnivån hos svetsaren Princip: Utfört svetsprov kvalificerar för
Svetsarprövningar SS-EN ISO 9606-1:2013 och de viktigaste förändringarna mot SS-EN 287-1:2011 Sida 1 Svetsarprövning Säkerställa kompetensnivån hos svetsaren Princip: Utfört svetsprov kvalificerar för
INDUSTRIRÖR SVETS VVS
 INDUSTRIRÖR SVETS VVS Ämnet industrirör svets VVS behandlar sammanfogning med olika svetsmetoder och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för hantverkskunnande, yrkesidentitet
INDUSTRIRÖR SVETS VVS Ämnet industrirör svets VVS behandlar sammanfogning med olika svetsmetoder och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för hantverkskunnande, yrkesidentitet
Svetsning. Svetsförband
 Svetsning Svetsförband Svetsning bygger på att materialet som skall hopfogas smälts med hjälp av en varm gaslåga. Ibland smälter man ihop materialet utan att tillföra nytt material, men ofta tillförs material
Svetsning Svetsförband Svetsning bygger på att materialet som skall hopfogas smälts med hjälp av en varm gaslåga. Ibland smälter man ihop materialet utan att tillföra nytt material, men ofta tillförs material
Skarvning av stålrörspålar genom svetsning
 Skarvning av stålrörspålar genom svetsning Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar som installeras
Skarvning av stålrörspålar genom svetsning Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar som installeras
Defektreduktion vid svetsning av ho gha llfasta sta l
 Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
System för validering av svetsare
 System för validering av svetsare INNEHÅLL Valideringssystemets uppbyggnad... 4 Valideringsresultatets användning... 5 Praktiska prov... 6 Exempel på tidsåtgång för validering... 13 Teoretiska prov...
System för validering av svetsare INNEHÅLL Valideringssystemets uppbyggnad... 4 Valideringsresultatets användning... 5 Praktiska prov... 6 Exempel på tidsåtgång för validering... 13 Teoretiska prov...
Svetsning i chassiramen. Svetsområden VIKTIGT!
 Allmänt Allmänt All svetsning måste utföras fackmannamässigt av utbildad personal. Undvik att svetsa i chassiramen, eftersom all svetsning ökar risken för sprickbildning kring svetsområdet. Det gäller
Allmänt Allmänt All svetsning måste utföras fackmannamässigt av utbildad personal. Undvik att svetsa i chassiramen, eftersom all svetsning ökar risken för sprickbildning kring svetsområdet. Det gäller
NYTT REGELVERK FÖR BÄRVERK STÅLKONSTRUKTIONER 2013-04-21
 NYTT REGELVERK FÖR BÄRVERK STÅLKONSTRUKTIONER 1 NYTT REGELVERK STÅLKONSTRUKTIONER REGELVERKET INNEHÅLLER TVÅ TYPER AV REGLER DIMENSIONERINGSREGLER EN 1990 EN 1999 (Eurokoder) BOVERKETS FÖRESKRIFTER OCH
NYTT REGELVERK FÖR BÄRVERK STÅLKONSTRUKTIONER 1 NYTT REGELVERK STÅLKONSTRUKTIONER REGELVERKET INNEHÅLLER TVÅ TYPER AV REGLER DIMENSIONERINGSREGLER EN 1990 EN 1999 (Eurokoder) BOVERKETS FÖRESKRIFTER OCH
SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av svetsare och kvalitetsstyrning vid svetsning
 SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av svetsare och kvalitetsstyrning vid svetsning I dagens industriproduktion blir kvalitets styrning vid svetsning allt viktigare. Krav på rätt svets kvalitet
SS-EN 287-1:2011 och SS-EN ISO 9606 Certifiering av svetsare och kvalitetsstyrning vid svetsning I dagens industriproduktion blir kvalitets styrning vid svetsning allt viktigare. Krav på rätt svets kvalitet
TILLSATSMATERIAL (ett urval ur vårt sortiment)
") TILLSATSMATERIAL (ett urval ur vårt sortiment) www.oerlikon.se www.alw.dk www.oerlikon.no Innehållsförteckning Olegerade rutila elektroder Overcord 1 Fincord 1 Ferromatic 160 1 Ferromatic 180 1 Ferromatic
TILLSATSMATERIAL (ett urval ur vårt sortiment) www.oerlikon.se www.alw.dk www.oerlikon.no Innehållsförteckning Olegerade rutila elektroder Overcord 1 Fincord 1 Ferromatic 160 1 Ferromatic 180 1 Ferromatic
Belagda elektroder. Elektrodtyper och beteckningar
 Beskrivning Tillsatsmaterial för svetsning av rostfritt stål och nickelbaslegeringar Optimala korrosionsegenskaper För alla svetslägen Enkel och flexibel svetsmetod Produktsortiment Avesta Welding tillverkar
Beskrivning Tillsatsmaterial för svetsning av rostfritt stål och nickelbaslegeringar Optimala korrosionsegenskaper För alla svetslägen Enkel och flexibel svetsmetod Produktsortiment Avesta Welding tillverkar
Kurs i svetsteknik, ST-VE-ht10. Makes Industry Grow ISO 3834. Björn Lindhe Helsingborg 13-14 december 2010
 Kurs i svetsteknik, ST-VE-ht10 ISO 3834 Björn Lindhe Helsingborg 13-14 december 2010 Styrande kvalitetskrav vid svetsning - Översikt Kvalitetssystem SS-ISO 9000:2000 Kvalitetskrav för svetsning SS-EN ISO
Kurs i svetsteknik, ST-VE-ht10 ISO 3834 Björn Lindhe Helsingborg 13-14 december 2010 Styrande kvalitetskrav vid svetsning - Översikt Kvalitetssystem SS-ISO 9000:2000 Kvalitetskrav för svetsning SS-EN ISO
Att välja tillsatsmaterial för svetsning i olika applikationer
 Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
Nyheterna i SS-EN : Viktor Lundin 1
 Nyheterna i SS-EN 1090-2:2018 2018-10-29 Viktor Lundin 1 Viktor Lundin, Grundare av KONTROLLBOLAGET Inspektions- och provningsingenjör Certifierad kontrollansvarig Auditor/ Lead Auditor ISO 9001 Svetssakkunnig
Nyheterna i SS-EN 1090-2:2018 2018-10-29 Viktor Lundin 1 Viktor Lundin, Grundare av KONTROLLBOLAGET Inspektions- och provningsingenjör Certifierad kontrollansvarig Auditor/ Lead Auditor ISO 9001 Svetssakkunnig
Fasta förband metaller
 Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Nyheter inom svetsstandardisering. Per-Åke Pettersson Certification, Inspecta Sweden AB
 Nyheter inom svetsstandardisering Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål SS-EN ISO 14732:2013
Nyheter inom svetsstandardisering Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål SS-EN ISO 14732:2013
Stålkonstruktioner ANVISNINGAR 1996 BILAGA 2
 B7 FINLANDS BYGGBESTÄMMELSESAMLING MILJÖMINISTERIET, Bostads- och byggnadsavdelningen Stålkonstruktioner ANVISNINGAR 1996 BILAGA 2 Miljöministeriets förordning om stålkonstruktioner Given i Helsingfors
B7 FINLANDS BYGGBESTÄMMELSESAMLING MILJÖMINISTERIET, Bostads- och byggnadsavdelningen Stålkonstruktioner ANVISNINGAR 1996 BILAGA 2 Miljöministeriets förordning om stålkonstruktioner Given i Helsingfors
Svetsning med elektrod började med ett ryskt patent 1880. I Sverige började det som en metod för att reparera ångpannor
 Svetshistorik Svetsning med elektrod började med ett ryskt patent 1880. I Sverige började det som en metod för att reparera ångpannor I USA fann man att om virade papper runt elektroden Oskar Kjellberg
Svetshistorik Svetsning med elektrod började med ett ryskt patent 1880. I Sverige började det som en metod för att reparera ångpannor I USA fann man att om virade papper runt elektroden Oskar Kjellberg
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL
 VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
Standardisering inom svetsområdet. Mathias Lundin, Svetskommissionen
 Standardisering inom svetsområdet Mathias Lundin, Svetskommissionen SVETSKOMMISSIONEN - branschorganisation i frontlinjen Främjar fogningstekniken sedan 1931 Ca 400 medlemsföretag Informations- och kunskapsspridning
Standardisering inom svetsområdet Mathias Lundin, Svetskommissionen SVETSKOMMISSIONEN - branschorganisation i frontlinjen Främjar fogningstekniken sedan 1931 Ca 400 medlemsföretag Informations- och kunskapsspridning
RRs- och RDs-pålar ANVISNINGAR FÖR SKARVNING GENOM SVETSNING
 RRs- och RDs-pålar ANVISNINGAR FÖR SKARVNING GENOM SVETSNING Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar
RRs- och RDs-pålar ANVISNINGAR FÖR SKARVNING GENOM SVETSNING Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar
3.10 Svetsrekommendationer
 3.9.7 Korrosion och spänningskorrosion För kolmangan- och mikrolegerade stål är fall av allmän korrosion i atmosfären ovanlig om ytbehandling och liknade åtgärder är riktigt gjorda. Svetsgods och grundmaterial
3.9.7 Korrosion och spänningskorrosion För kolmangan- och mikrolegerade stål är fall av allmän korrosion i atmosfären ovanlig om ytbehandling och liknade åtgärder är riktigt gjorda. Svetsgods och grundmaterial
Svetsrelaterade skador i stål Jan Wåle, Inspecta Technology 2014-03-31
 Svetsrelaterade skador i stål Jan Wåle, Inspecta Technology 1 T2-tanker, helsvetsat skrov, tidigt 40-tal 2 T2-tanker Schenectady, 1941 Bakgrund/förutsättningar Sprödbrott som startat vid svets Lokalt höga
Svetsrelaterade skador i stål Jan Wåle, Inspecta Technology 1 T2-tanker, helsvetsat skrov, tidigt 40-tal 2 T2-tanker Schenectady, 1941 Bakgrund/förutsättningar Sprödbrott som startat vid svets Lokalt höga
Monteringsanvisning/Serviceanvisning/Reservdelslista. Beskrivning. 1. Insvetsning av dragögla
 98-12-18 38-016600b Monteringsanvisning/Serviceanvisning/Reservdelslista,,,,,,, Beskrivning Dragöglorna finns i fyra olika dimensioner: 40 mm enligt DIN 74054 50 mm enligt ISO 1102 57 mm VBG standard 76
98-12-18 38-016600b Monteringsanvisning/Serviceanvisning/Reservdelslista,,,,,,, Beskrivning Dragöglorna finns i fyra olika dimensioner: 40 mm enligt DIN 74054 50 mm enligt ISO 1102 57 mm VBG standard 76
Nitrerstål SS-stål 29 40
 SIS-Standardiseringskommissionen i Sverige SVENSK STANDARD SS 14 29 40 Standarden utarbetad av Första giltighetsdag Utgåva Sida MNC, METALLNORMCENTRALEN 1986-06-25 7 1 (9) SIS FASTSTÄLLER OCH UTGER SVENSK
SIS-Standardiseringskommissionen i Sverige SVENSK STANDARD SS 14 29 40 Standarden utarbetad av Första giltighetsdag Utgåva Sida MNC, METALLNORMCENTRALEN 1986-06-25 7 1 (9) SIS FASTSTÄLLER OCH UTGER SVENSK
Effektiv flamvärmning vid svetsning och skärning av moderna stål
 Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 2014-03-19
 Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 1 Först lite information om hur en batchkokare fungerar Vid satsvis kokning (batchkokning) fylls kokaren med flis, vitlut och svartlut. Kokvätskan
Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 1 Först lite information om hur en batchkokare fungerar Vid satsvis kokning (batchkokning) fylls kokaren med flis, vitlut och svartlut. Kokvätskan
Teknisk data för stålsorter
 Teknisk data för stålsorter Allmänt konstruktionsstål, kemisk sammansättning... 20 Allmänt konstruktionsstål, mekaniska egenskaper... 22 Tryckkärlsstål, uppdelning efter formvara... 24 Tryckkärlsstål,
Teknisk data för stålsorter Allmänt konstruktionsstål, kemisk sammansättning... 20 Allmänt konstruktionsstål, mekaniska egenskaper... 22 Tryckkärlsstål, uppdelning efter formvara... 24 Tryckkärlsstål,
SMÄLTSVETSNING, HÅRD- OCH SVETSLÖDNING MARK- OCH SJÖMATERIEL
 Teknisk chef Logistik 2009-10-21 Sida 1 (11) SMÄLTSVETSNING, HÅRD- OCH SVETSLÖDNING MARK- OCH SJÖMATERIEL Innehåll Sida 1 Allmänt, orientering... 1 2 Berörda enheter... 1 3 Giltighetsområde... 2 3.1 Undantag...
Teknisk chef Logistik 2009-10-21 Sida 1 (11) SMÄLTSVETSNING, HÅRD- OCH SVETSLÖDNING MARK- OCH SJÖMATERIEL Innehåll Sida 1 Allmänt, orientering... 1 2 Berörda enheter... 1 3 Giltighetsområde... 2 3.1 Undantag...
Skjuvning och skjuvspänning τ
 2014-12-02 Skjuvning och skjuvspänning τ Innehållsförteckning: Skjuvspänning Jämförelsespänning Limförband Nitförband Lödförband Svetsförband Skjuvning vid tillverkning Bilagor: Kälsvets, beräkning av
2014-12-02 Skjuvning och skjuvspänning τ Innehållsförteckning: Skjuvspänning Jämförelsespänning Limförband Nitförband Lödförband Svetsförband Skjuvning vid tillverkning Bilagor: Kälsvets, beräkning av
Rostfritt stål SS-stål Stainless steel SS steel 23 01
 SVENSK STANDARD SS 14 23 01 Fastställd 2002-11-15 Utgåva 9 Rostfritt stål SS-stål 23 01 Stainless steel SS steel 23 01 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 23 01 Fastställd 2002-11-15 Utgåva 9 Rostfritt stål SS-stål 23 01 Stainless steel SS steel 23 01 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
Tips till den som ska certifiera verksamheten enlig EN 1090
 Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I phone. Sök på Svetsteknik 1 Föredragshållare Björn Lindhe
Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I phone. Sök på Svetsteknik 1 Föredragshållare Björn Lindhe
Förord 3. Förkortningar och beteckningar 4. 1 Inledning 9
 Innehållsförteckning Förord 3 Förkortningar och beteckningar 4 1 Inledning 9 2 Beteckningssystem förkonstruktionsstål 11 Namn- och nummersystem 11 Beteckningar och tillägg som används för varmvalsade allmänna
Innehållsförteckning Förord 3 Förkortningar och beteckningar 4 1 Inledning 9 2 Beteckningssystem förkonstruktionsstål 11 Namn- och nummersystem 11 Beteckningar och tillägg som används för varmvalsade allmänna
Kravet på seghetsegenskaper kan anses vara uppfyllt, om konstruktionen utförs av material med egenskaper enligt BSK 94 avsnitten 7:21 och 7:22.
 8 Stålkonstruktioner BFS 1998:39 8:1 Krav 8 Stålkonstruktioner Reglerna i detta avsnitt avser bärande konstruktioner av stål (kolstål, kolmanganstål, mikrolegerat stål, seghärdat stål, termomekaniskt valsat
8 Stålkonstruktioner BFS 1998:39 8:1 Krav 8 Stålkonstruktioner Reglerna i detta avsnitt avser bärande konstruktioner av stål (kolstål, kolmanganstål, mikrolegerat stål, seghärdat stål, termomekaniskt valsat
Möjligheter och begränsningar hos höghållfasta stål
 Möjligheter och begränsningar hos höghållfasta stål Användning av höghållfasta stål har möjliggjort nya typer av konstruktionslösningar. Kunskap om deras möjligheter och begränsningar kan därmed bidra
Möjligheter och begränsningar hos höghållfasta stål Användning av höghållfasta stål har möjliggjort nya typer av konstruktionslösningar. Kunskap om deras möjligheter och begränsningar kan därmed bidra
A 6 Svetsningens utförande (1)
") A 6 Svetsningens utförande (1) Innehåll och förväntat resultat Efter genomgången modul skall kursdeltagaren känna till hur man svetsar efter en WPS, inställning av parametrarna: - Hur man läser och förstår
A 6 Svetsningens utförande (1) Innehåll och förväntat resultat Efter genomgången modul skall kursdeltagaren känna till hur man svetsar efter en WPS, inställning av parametrarna: - Hur man läser och förstår
Klassificerat enligt EU-direktiv 1999/45/EC. För ytterligare information se våra Materialsäkerhetsdatablad.
 UDDEHOLM UHB 11 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra
UDDEHOLM UHB 11 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra
Uppdaterade stardarder för kvalificering av svetsare. Per-Åke Pettersson Certification, Inspecta Sweden AB
 Uppdaterade stardarder för kvalificering av svetsare Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål
Uppdaterade stardarder för kvalificering av svetsare Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål
Finns det ökad risk för bindfel med gasmetallbågsvetsning?
 Finns det ökad risk för bindfel med gasmetallbågsvetsning? Del 1 av 2. Svetsområdet är ett område som både ger en känsla av nyfikenhet och nyckfullhet blandad med en stor skopa respekt utifrån att det
Finns det ökad risk för bindfel med gasmetallbågsvetsning? Del 1 av 2. Svetsområdet är ett område som både ger en känsla av nyfikenhet och nyckfullhet blandad med en stor skopa respekt utifrån att det
Nyheter inom svetsområdet. Per-Åke Pettersson Certification, Inspecta Sweden AB 2014-10-27
 Nyheter inom svetsområdet Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Lite om innehållet Marknadstrender Svetsning En speciell process Nyheter på standardområdet Svetsarprövning Smältsvetsning
Nyheter inom svetsområdet Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Lite om innehållet Marknadstrender Svetsning En speciell process Nyheter på standardområdet Svetsarprövning Smältsvetsning
Svetsreparationer vad gäller?
 Svetsreparationer vad gäller? Björn Rundcrantz, B.Sc., IWE, Svetsansvarig Tomislav Buzancic, B.Sc., IWE, Svetsingenjör AREVA NP Uddcomb Tryck & Svets 2013, Göteborg 2013-04-18 Svetsreparationer vad gäller?
Svetsreparationer vad gäller? Björn Rundcrantz, B.Sc., IWE, Svetsansvarig Tomislav Buzancic, B.Sc., IWE, Svetsingenjör AREVA NP Uddcomb Tryck & Svets 2013, Göteborg 2013-04-18 Svetsreparationer vad gäller?
Rostfritt stål SS-stål Stainless steel SS steel 25 84
 SVENSK STANDARD SS 14 25 84 Fastställd 2002-11-15 Utgåva 3 Rostfritt stål SS-stål 25 84 Stainless steel SS steel 25 84 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 25 84 Fastställd 2002-11-15 Utgåva 3 Rostfritt stål SS-stål 25 84 Stainless steel SS steel 25 84 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVETSNING I RF & PE FÖRELÄSNING 4
 SVETSNING I RF & PE FÖRELÄSNING 4 1 SVETSMETODER Svetsning förekommer inom en mängd olika branscher. Svetsning kan utföras manuellt men i vissa fall så sker det lämpligen i en maskin. De metoder som främst
SVETSNING I RF & PE FÖRELÄSNING 4 1 SVETSMETODER Svetsning förekommer inom en mängd olika branscher. Svetsning kan utföras manuellt men i vissa fall så sker det lämpligen i en maskin. De metoder som främst
SVENSK STANDARD SS-EN 758
 Provläsningsexemplar / Preview SVENSK STANDARD SS-EN 758 Handläggande organ Fastställd Utgåva Sida MATERIAL- OCH MEKANSTANDARDISERINGEN, MMS 1997-06-13 1 1 (1+7+7) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT
Provläsningsexemplar / Preview SVENSK STANDARD SS-EN 758 Handläggande organ Fastställd Utgåva Sida MATERIAL- OCH MEKANSTANDARDISERINGEN, MMS 1997-06-13 1 1 (1+7+7) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT
Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur?
 Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur? Lite historia Försök till Mig-svetsning i USA på 20-talet. Maskinell matning av en metalltråd till en ljusbåge som brann i ädelgasatmosfär.
Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur? Lite historia Försök till Mig-svetsning i USA på 20-talet. Maskinell matning av en metalltråd till en ljusbåge som brann i ädelgasatmosfär.
Hilco kommer från Holland
 Hilco koer från Holland Hilco startade sin verksamhet 191. De har därför en lång och gedigen erfarenhet från svetsbranschen, som koer kunderna tillgodo genom att de under åren byggt upp den kunskap som
Hilco koer från Holland Hilco startade sin verksamhet 191. De har därför en lång och gedigen erfarenhet från svetsbranschen, som koer kunderna tillgodo genom att de under åren byggt upp den kunskap som
FERMO Seghärdat kallarbetsstål
 F AKTA OM VERKTYGSSTÅL FERMO Seghärdat kallarbetsstål Där verktyg tillverkas Där verktyg används Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information
F AKTA OM VERKTYGSSTÅL FERMO Seghärdat kallarbetsstål Där verktyg tillverkas Där verktyg används Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information
SVETSNING AV HARDOX. Svetsning av Hardox
 SVETSNING AV HARDOX Svetsning av Hardox 1 FÖR ENKLARE SVETSNING 103_sv_Welding Hardox 20 pages.indd 2 2017-06-14 13:53 Svetsning av Hardox slitplåt Hardox slitplåt kombinerar unik prestanda med exceptionell
SVETSNING AV HARDOX Svetsning av Hardox 1 FÖR ENKLARE SVETSNING 103_sv_Welding Hardox 20 pages.indd 2 2017-06-14 13:53 Svetsning av Hardox slitplåt Hardox slitplåt kombinerar unik prestanda med exceptionell
Tips till den som ska certifiera verksamheten enlig EN 1090
 Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Vad innebär SS-EN 3834: Olika
Tips till den som ska certifiera verksamheten enlig EN 1090 Medans ni väntar kan ni passa på att ladda ner vår APP. Finns både till Andorid och I-phone. Sök på Svetsteknik 1 Vad innebär SS-EN 3834: Olika
Utgåva Ändringsnot Datum. 1 (A) Ny mall 09 / 07 / 2008. 2 Ny mall. Kapitel 6.5.3.1, 6.5.3.7, 6.8.2.7 och 6.9 reviderad. Kapitel 6.8.3 införd.
 Ny mall 09 / 07 / 2008. 2 Ny mall. Kapitel 6.5.3.1, 6.5.3.7, 6.8.2.7 och 6.9 reviderad. Kapitel 6.8.3 införd.") Uppdateringar Utgåva Ändringsnot Datum 1 (A) Ny mall 09 / 07 / 2008 2 Ny mall. Kapitel 6.5.3.1, 6.5.3.7, 6.8.2.7 och 6.9 reviderad. Kapitel 6.8.3 införd. 02 / 04 / 2012 2/12 Innehåll 6.1 Referenser...
Uppdateringar Utgåva Ändringsnot Datum 1 (A) Ny mall 09 / 07 / 2008 2 Ny mall. Kapitel 6.5.3.1, 6.5.3.7, 6.8.2.7 och 6.9 reviderad. Kapitel 6.8.3 införd. 02 / 04 / 2012 2/12 Innehåll 6.1 Referenser...
Rostfritt stål SS-stål Stainless steel SS steel 23 77
 SVENSK STANDARD SS 14 23 77 Fastställd 2002-11-15 Utgåva 4 Rostfritt stål SS-stål 23 77 Stainless steel SS steel 23 77 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 23 77 Fastställd 2002-11-15 Utgåva 4 Rostfritt stål SS-stål 23 77 Stainless steel SS steel 23 77 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
VÄRMEBEHANDLAD STÅNG FRÅN OVAKO
 VÄRMEBEHANDLAD STÅNG FRÅN OVAKO VARFÖR VÄRMEBEHANDLING? GÖRA HÅRT (HÄRDA) GÖRA MJUKT (GLÖDGA) GÖRA SEGT (SEGHÄRDA, NORMALISERA) FÖRBÄTTRA SKÄRBARHETEN (ETAPPGLÖDGA) TA BORT SPÄNNINGAR (AVSPÄNNINGSGLÖDGNING)
VÄRMEBEHANDLAD STÅNG FRÅN OVAKO VARFÖR VÄRMEBEHANDLING? GÖRA HÅRT (HÄRDA) GÖRA MJUKT (GLÖDGA) GÖRA SEGT (SEGHÄRDA, NORMALISERA) FÖRBÄTTRA SKÄRBARHETEN (ETAPPGLÖDGA) TA BORT SPÄNNINGAR (AVSPÄNNINGSGLÖDGNING)
Svetsning exponerade, exponering och exponeringsbedömning. Håkan Tinnerberg Yrkeshygieniker
 Svetsning exponerade, exponering och exponeringsbedömning Håkan Tinnerberg Yrkeshygieniker Innehåll Exponerade grupper Svetsmetoder Exponering Partiklar Metaller Gaser Sekundär exponering Exponeringsbedömning
Svetsning exponerade, exponering och exponeringsbedömning Håkan Tinnerberg Yrkeshygieniker Innehåll Exponerade grupper Svetsmetoder Exponering Partiklar Metaller Gaser Sekundär exponering Exponeringsbedömning
MONTERINGSANVISNING OCH SKÖTSELRÅD
 MONTERINGSANVISNING OCH SKÖTSELRÅD Glasfasad Skjutdörr S70 Santex System AB, Montörgatan 9, 301 80 Halmstad, Sverige Tel. +46 35 17 23 00 Fax +46 35 12 50 23 e-mail: info@santex.se - 1 - INNEHÅLL Avsnitt
MONTERINGSANVISNING OCH SKÖTSELRÅD Glasfasad Skjutdörr S70 Santex System AB, Montörgatan 9, 301 80 Halmstad, Sverige Tel. +46 35 17 23 00 Fax +46 35 12 50 23 e-mail: info@santex.se - 1 - INNEHÅLL Avsnitt
BLANDSVETSFÖRBAND OCH HUR MAN SVETSAR DEM
 Anledningen till att man vill svetsa ihop två olika legeringar eller metalliska material kan vara att olika delar av konstruktionen har olika krav på exempelvis korrosionsmotstånd, kryphållfasthet och/eller
Anledningen till att man vill svetsa ihop två olika legeringar eller metalliska material kan vara att olika delar av konstruktionen har olika krav på exempelvis korrosionsmotstånd, kryphållfasthet och/eller
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING
 WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING "WiseRoot+ är otroligt användarvänlig och presterar som utlovat. Processen gör det möjligt att hantera en rad olika passningsavvikelser, exempelvis kantförskjutning
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING "WiseRoot+ är otroligt användarvänlig och presterar som utlovat. Processen gör det möjligt att hantera en rad olika passningsavvikelser, exempelvis kantförskjutning
RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning
 RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning Hög produktivitet i alla svetslägen! Svetsning med rörelektroder, FCW, är en flexibel svetsmetod som ger ett högt insvetstal. Den kan
RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning Hög produktivitet i alla svetslägen! Svetsning med rörelektroder, FCW, är en flexibel svetsmetod som ger ett högt insvetstal. Den kan
Uppdaterad 9606-1. Per-Åke Pettersson Certification, Inspecta Sweden AB 2014-09-08
 Uppdaterad 9606-1 Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål 2 SS-EN ISO 9606-1 Ny reviderad
Uppdaterad 9606-1 Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Innehåll SS-EN ISO 9606-1:2013 (Ersätter SS-EN 287-1) Svetsarprövning Smältsvetsning Del 1: Stål 2 SS-EN ISO 9606-1 Ny reviderad
 B7 FINLANDS BYGGBESTÄMMELSESAMLING MILJÖMINISTERIET, Bostads- och byggnadsavdelningen Stålkonstruktioner ANVISNINGAR 1996 BILAGA 2 Miljöministeriets förordning om stålkonstruktioner Given i Helsingfors
B7 FINLANDS BYGGBESTÄMMELSESAMLING MILJÖMINISTERIET, Bostads- och byggnadsavdelningen Stålkonstruktioner ANVISNINGAR 1996 BILAGA 2 Miljöministeriets förordning om stålkonstruktioner Given i Helsingfors
Yrkesexamen inom plåtslagaroch svetsningsbranschen
 Yrkesexamen inom plåtslagaroch svetsningsbranschen Yrkesexamen inom plåtslagar- och svetsningsbranschen Den som avlagt yrkesexamen inom plåtslagar- och svetsningsbranschen kan följa arbetssäkerhetsbestämmelser
Yrkesexamen inom plåtslagaroch svetsningsbranschen Yrkesexamen inom plåtslagar- och svetsningsbranschen Den som avlagt yrkesexamen inom plåtslagar- och svetsningsbranschen kan följa arbetssäkerhetsbestämmelser
Idrifttagande & underhållsmanual för Arcos Hydraulcylindrar
 Idrifttagande & underhållsmanual för Arcos Hydraulcylindrar Januari 2014 Innehåll 1. Generell information 1.1 Dokumentation 1.2 Användningsområde cylinder 1.3 Transport 1.4 Lagring 2. Idrifttagande och
Idrifttagande & underhållsmanual för Arcos Hydraulcylindrar Januari 2014 Innehåll 1. Generell information 1.1 Dokumentation 1.2 Användningsområde cylinder 1.3 Transport 1.4 Lagring 2. Idrifttagande och
Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a:
 Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a: SMS-MEER smidesutrustningar (tidigare Eumuco- Hasenclever SMS-Elotherm induktionsvärmning Capilla tillsatsmaterial för reparations-
Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a: SMS-MEER smidesutrustningar (tidigare Eumuco- Hasenclever SMS-Elotherm induktionsvärmning Capilla tillsatsmaterial för reparations-
Utfärdad av Compiled by Tjst Dept. Telefon Telephone Datum Date Utg nr Edition No. Dokumentnummer Document No.
 Stämpel/Etikett Security stamp/lable TILLSATSMATERIAL VID SMÄLTSVETSNING FILLER METALS FOR FUSION WELDING Granskad av Reviewed by Torgny Forsberg Tjst Dept. WEA This document and its contents is the property
Stämpel/Etikett Security stamp/lable TILLSATSMATERIAL VID SMÄLTSVETSNING FILLER METALS FOR FUSION WELDING Granskad av Reviewed by Torgny Forsberg Tjst Dept. WEA This document and its contents is the property
ESABs minisvetshandbok är till för att underlätta det dagliga arbetet med val av rätt tillsatsmaterial.
 Minisvetshandbok Minisvetshandbok ESBs minisvetshandbok är till för att underlätta det dagliga arbetet med val av rätt tillsatsmaterial. Notera att minisvetshandboken innehåller endast de vanligast förekoande
Minisvetshandbok Minisvetshandbok ESBs minisvetshandbok är till för att underlätta det dagliga arbetet med val av rätt tillsatsmaterial. Notera att minisvetshandboken innehåller endast de vanligast förekoande
SVENSK STANDARD SS-EN 287-1
 SVENSK STANDARD SS-EN 287-1 Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1997-12-05 2 1 (1+26+26) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT SKYDDAT. SIS HAR COPYRIGHT
SVENSK STANDARD SS-EN 287-1 Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1997-12-05 2 1 (1+26+26) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT SKYDDAT. SIS HAR COPYRIGHT
Allmän information standardsvetsprocedurer
 Har du ett behov av svetsprocedurer för din produktion och inte svetsar tryckkärl eller produkter med andra krav så kan våra svetsprocedurer vara ett bra komplement till att svets upp egna. Användningsområde
Har du ett behov av svetsprocedurer för din produktion och inte svetsar tryckkärl eller produkter med andra krav så kan våra svetsprocedurer vara ett bra komplement till att svets upp egna. Användningsområde
LMV Academy, Svets. erbjuder utbildning inom svetsning
 LMV Academy, Svets erbjuder utbildning inom svetsning Utbildning inom svetsning 2015 Våra utbildningar vänder sig till företag och omfattar alla svetsmetoder. Under kursen varvar vi praktik och teori och
LMV Academy, Svets erbjuder utbildning inom svetsning Utbildning inom svetsning 2015 Våra utbildningar vänder sig till företag och omfattar alla svetsmetoder. Under kursen varvar vi praktik och teori och
Handbok Gysmi Tiginverter
 Handbok Gysmi Tiginverter Överensstämmelsedeklaration Den här utrustningen överensstämmer med direktiv 83/336/EEG, avseende elektromagnetisk kompatibilitet, och 73/23/EEG, om lågspänningsapparater. Den
Handbok Gysmi Tiginverter Överensstämmelsedeklaration Den här utrustningen överensstämmer med direktiv 83/336/EEG, avseende elektromagnetisk kompatibilitet, och 73/23/EEG, om lågspänningsapparater. Den
Fasta förband. Funktion - Hålla fast
 KPU207 HT16 Fasta förband 1 Funktion - Hålla fast Indelning - M.a.p. sätt att hålla saan Kraftsaanhållande friktionskrafter verksaa - Skruv-, krymp-, pressförband Formsaanhållande håller ihop m.h.a. geometrisk
KPU207 HT16 Fasta förband 1 Funktion - Hålla fast Indelning - M.a.p. sätt att hålla saan Kraftsaanhållande friktionskrafter verksaa - Skruv-, krymp-, pressförband Formsaanhållande håller ihop m.h.a. geometrisk
MONTERINGSANVISNING TYCROC TWP BYGGSKIVA FÖR VÄGGAR OCH GOLV
 TYCROC TWP BYGGSKIVA FÖR VÄGGAR OCH GOLV Underlaget där Tycroc TWP-byggskivor ska monteras bör vara torrt, starkt, styvt och stabilt, fritt från smuts, olja och övriga smörjmedel samt inte fruset. SKÄRNING
TYCROC TWP BYGGSKIVA FÖR VÄGGAR OCH GOLV Underlaget där Tycroc TWP-byggskivor ska monteras bör vara torrt, starkt, styvt och stabilt, fritt från smuts, olja och övriga smörjmedel samt inte fruset. SKÄRNING
Handbok. Gysmi 250 TRi Art. nr
 Handbok Gysmi 250 TRi Art. nr 9517288 Vi tackar för att du valt den här produkten. Vi uppmanar dig att läsa instruktionen noggrant, så att du får största möjliga nytta av din nya apparat. Beskrivning Gysmi
Handbok Gysmi 250 TRi Art. nr 9517288 Vi tackar för att du valt den här produkten. Vi uppmanar dig att läsa instruktionen noggrant, så att du får största möjliga nytta av din nya apparat. Beskrivning Gysmi
MONTERINGSANVISNING DLW WALLFLEX PUR
 1 FÖRUTSÄTTNINGAR MONTERINGSANVISNING DLW WALLFLEX PUR 1.1 Underlaget skall vara rent, plant och torrt samt fritt från sprickor. Vidhäftningsförsämrande fläckar av färg, olja e d tas bort. 1.2 Underlag
1 FÖRUTSÄTTNINGAR MONTERINGSANVISNING DLW WALLFLEX PUR 1.1 Underlaget skall vara rent, plant och torrt samt fritt från sprickor. Vidhäftningsförsämrande fläckar av färg, olja e d tas bort. 1.2 Underlag
STUMSVETSNING AV PE-RÖR
 STUMSVETSNING AV PE-RÖR NORDISKA PLASTRÖRGRUPPEN POLYETENRÖR (PE-rör) PE-rör standardiseras enligt SS-EN 12201 (dricksvatten) SS-EN13244 (tryckavlopp), SS-EN1555 (gas) efter: - typ av PE material (t.ex
STUMSVETSNING AV PE-RÖR NORDISKA PLASTRÖRGRUPPEN POLYETENRÖR (PE-rör) PE-rör standardiseras enligt SS-EN 12201 (dricksvatten) SS-EN13244 (tryckavlopp), SS-EN1555 (gas) efter: - typ av PE material (t.ex
PELARSKO FÖR LIMTRÄPELARE
 PELARSKO FÖR LIMTRÄPELARE Fogstycke, dimensionerat enligt normerna, mellan betong och virke SKRUVPELARSKO Fogdel för limskruvar. Svetsas till fästplåten INNEHÅLL Pelarsko för limträpelare 1 Funktionssätt
PELARSKO FÖR LIMTRÄPELARE Fogstycke, dimensionerat enligt normerna, mellan betong och virke SKRUVPELARSKO Fogdel för limskruvar. Svetsas till fästplåten INNEHÅLL Pelarsko för limträpelare 1 Funktionssätt
Denna standard är avsedd att tillämpas både för att ange och för att tolka svets- och lödbeteckningar på ritning.
 2 1 (25) Grupp A21 M04-A RITNINGSREGLER SVETS- OCH LÖDBETECKNINGAR ORIENTERING För att beteckna svetsförband på ritning gäller för försvarsmateriel i första hand svensk standard SS 2772, Ritningsregler
2 1 (25) Grupp A21 M04-A RITNINGSREGLER SVETS- OCH LÖDBETECKNINGAR ORIENTERING För att beteckna svetsförband på ritning gäller för försvarsmateriel i första hand svensk standard SS 2772, Ritningsregler
MIG/MAG Svetsning: Svetskurs. XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare.
 Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Skarvning av stålrörspålar genom svetsning
 Skarvning av stålrörspålar genom svetsning Uppdaterad 01/2008 Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar
Skarvning av stålrörspålar genom svetsning Uppdaterad 01/2008 Stålrörspålar används bland annat vid grundläggning av byggnader, broar och hamnkonstruktioner. Dessa anvisningar gäller skarvning av stålrörspålar
Svetsning Nya standarder och svetsbeteckningar
 Svetsning Nya standarder och svetsbeteckningar, Svetskommissionen Stålbyggnadsdagen 23 oktober 2014 Kvalitetsarbete är ett pussel Genomgång WPS Validering av Avvikelser & korrigerande åtgärder krav svetsutrustning
Svetsning Nya standarder och svetsbeteckningar, Svetskommissionen Stålbyggnadsdagen 23 oktober 2014 Kvalitetsarbete är ett pussel Genomgång WPS Validering av Avvikelser & korrigerande åtgärder krav svetsutrustning
Svetskommissionen - svetsning av stålbyggnad. Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric
 Svetskommissionen - svetsning av stålbyggnad Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric Innehåll Inledning Svetskompetens för stålbyggnad och
Svetskommissionen - svetsning av stålbyggnad Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric Innehåll Inledning Svetskompetens för stålbyggnad och
MONTERINGSANVISNING T11 IdéTrading tätskikt VÄGG 2014-04-03
 MONTERINGSANVISNING T11 IdéTrading tätskikt VÄGG 2014-04-03 MONTERINGSANVISNING T11 IdéTrading tätskikt VÄGG 1 FÖRUTSÄTTNINGAR 1.1 Underlaget skall vara rent, plant och torrt samt fritt från sprickor.
MONTERINGSANVISNING T11 IdéTrading tätskikt VÄGG 2014-04-03 MONTERINGSANVISNING T11 IdéTrading tätskikt VÄGG 1 FÖRUTSÄTTNINGAR 1.1 Underlaget skall vara rent, plant och torrt samt fritt från sprickor.
VVS-TEKNIK. Ämnets syfte
 VVS-TEKNIK Ämnet VVS-teknik behandlar uppbyggnad och funktion av värme- och sanitetstekniska installationer i byggnader och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för
VVS-TEKNIK Ämnet VVS-teknik behandlar uppbyggnad och funktion av värme- och sanitetstekniska installationer i byggnader och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för
Att svetsa i höghållfast stål lätt men inte simpelt. Eva-Lena Bergquist ESAB AB
 Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Installationsanvisning Stormbox
 Installationsanvisning Stormbox Allmänt Stormboxkassetterna skall installeras enligt denna monteringsanvisning samt enligt eventuella lokala föreskrifter. Stora mängder vatten infiltreras på ett koncentrerat
Installationsanvisning Stormbox Allmänt Stormboxkassetterna skall installeras enligt denna monteringsanvisning samt enligt eventuella lokala föreskrifter. Stora mängder vatten infiltreras på ett koncentrerat
1. Introduktion 1 1.1 Syfte 1 1.2 Omfattning 1 1.3 Sammanfattning 1
 Innehållsförteckning 1. Introduktion 1 1.1 Syfte 1 1.2 Omfattning 1 1.3 Sammanfattning 1 2. Regelverk för CE-märkning 3 2.1 Byggproduktdirektivet 3 2.2 Harmoniserade standarder 3 3. CE-märkning av stålkonstruktioner
Innehållsförteckning 1. Introduktion 1 1.1 Syfte 1 1.2 Omfattning 1 1.3 Sammanfattning 1 2. Regelverk för CE-märkning 3 2.1 Byggproduktdirektivet 3 2.2 Harmoniserade standarder 3 3. CE-märkning av stålkonstruktioner
SVETSNING AV VERKTYGSSTÅL. Svetsning av verktygsstål
 Svetsning av verktygsstål 1 Innehåll Inledning... 3 Allmän information om svetsning av verktygsstål... 3 Svetsmetoder för verktygsstål... 4 Arbetsplatsen... 5 Tillsatsmaterialets egenskaper... 6 Iakttag
Svetsning av verktygsstål 1 Innehåll Inledning... 3 Allmän information om svetsning av verktygsstål... 3 Svetsmetoder för verktygsstål... 4 Arbetsplatsen... 5 Tillsatsmaterialets egenskaper... 6 Iakttag
FÖRSVARETS MATERIELVERK FÖRSVARSSTANDARD FSD 5152 HANTERING OCH VÅRD AV TILLSATSMATERIAL OCH FLUSSMEDEL
 2009-10-23 4 1 (9) HANTERING OCH VÅRD AV TILLSATSMATERIAL OCH FLUSSMEDEL Grupp 04-T 1 OMFATTNING Tekniska förändringar i denna utgåva markeras med vertikala streck i högerkanten. Denna standard avhandlar
2009-10-23 4 1 (9) HANTERING OCH VÅRD AV TILLSATSMATERIAL OCH FLUSSMEDEL Grupp 04-T 1 OMFATTNING Tekniska förändringar i denna utgåva markeras med vertikala streck i högerkanten. Denna standard avhandlar
ESAB TRAINING & EDUCATION. Gjutjärnssvetsning
 ESAB TRAINING & EDUCATION Gjutjärnssvetsning 1 Innehåll Vad är gjutjärn?... 3 Vitt gjutjärn... 4 Grått gjutjärn... 4 Segjärn... 5 Aducerjärn... 5 Faktorer som påverkar svetsbarheten... 6 Egenspänningar...
ESAB TRAINING & EDUCATION Gjutjärnssvetsning 1 Innehåll Vad är gjutjärn?... 3 Vitt gjutjärn... 4 Grått gjutjärn... 4 Segjärn... 5 Aducerjärn... 5 Faktorer som påverkar svetsbarheten... 6 Egenspänningar...
Spara tid och pengar med kvalificerade svetsprocesser. Halle. Certifiering enligt EN 1090 enkelt gjort!
 EN 1090 WPQR-paket Spara tid och pengar med kvalificerade svetsprocesser Halle EN 1090 WPQR-paket nu kostnadsfritt! * * Vid köp av en motsvarande svetsmaskin. Ytterligare information finns under www.ewm-group.com
EN 1090 WPQR-paket Spara tid och pengar med kvalificerade svetsprocesser Halle EN 1090 WPQR-paket nu kostnadsfritt! * * Vid köp av en motsvarande svetsmaskin. Ytterligare information finns under www.ewm-group.com
Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016. Patrik Pettersson Weldingcoordinator IWE, IWSD-C
 Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016 Patrik Pettersson Weldingcoordinator IWE, IWSD-C Agenda Min bakgrund Vad är Imtech VS-teknik AB? Vad bör svetsaren
Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016 Patrik Pettersson Weldingcoordinator IWE, IWSD-C Agenda Min bakgrund Vad är Imtech VS-teknik AB? Vad bör svetsaren
SVENSK STANDARD SS-EN 757
 SVENSK STANDARD SS-EN 757 Handläggande organ Fastställd Utgåva Sida MATERIAL- OCH MEKANSTANDARDISERINGEN, MMS 1997-06-13 1 1 (1+14+14) SIS FASTSTÄLLER OCH UTGER SVENSK STANDARD SAMT SÄLJER NATIONELLA,
SVENSK STANDARD SS-EN 757 Handläggande organ Fastställd Utgåva Sida MATERIAL- OCH MEKANSTANDARDISERINGEN, MMS 1997-06-13 1 1 (1+14+14) SIS FASTSTÄLLER OCH UTGER SVENSK STANDARD SAMT SÄLJER NATIONELLA,
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING
 WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING 31.12.2018 WiseRoot+ PRODUKTIV OCH HÖGKVALITATIV MIG- SVETSPROCESS WiseRoot+ är en optimerad kortbågssvetsningsprocess för rotsträngssvetsning utan rotstöd. Processen
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING 31.12.2018 WiseRoot+ PRODUKTIV OCH HÖGKVALITATIV MIG- SVETSPROCESS WiseRoot+ är en optimerad kortbågssvetsningsprocess för rotsträngssvetsning utan rotstöd. Processen
Tekniskt faktablad StoSilent Sil AP
 Flerskiktig silikat-akustikputs Karakteristik Användning Egenskaper Utseende Teknisk data Underlag Krav invändigt för innertak och övre delen av väggar ljudgenomsläpplig dekorativ beläggning svårantändlig
Flerskiktig silikat-akustikputs Karakteristik Användning Egenskaper Utseende Teknisk data Underlag Krav invändigt för innertak och övre delen av väggar ljudgenomsläpplig dekorativ beläggning svårantändlig
MONTERINGSANVISNING T21 IdéTrading tätskikt GOLV 2014-04-03
 MONTERINGSANVISNING T21 IdéTrading tätskikt GOLV 2014-04-03 MONTERINGSANVISNING T21 IdéTrading tätskikt GOLV 1 FÖRUTSÄTTNINGAR 1.1 Underlaget skall vara rent, torrt och jämnt samt fritt från sprickor.
MONTERINGSANVISNING T21 IdéTrading tätskikt GOLV 2014-04-03 MONTERINGSANVISNING T21 IdéTrading tätskikt GOLV 1 FÖRUTSÄTTNINGAR 1.1 Underlaget skall vara rent, torrt och jämnt samt fritt från sprickor.
BOVERKETS FÖRFATTNINGSSAMLING Utgivare: Sten Bjerström
 BOVERKETS FÖRFATTNINGSSAMLING Utgivare: Sten Bjerström Boverkets föreskrifter om ändring i verkets konstruktionsregler (1993:58) - föreskrifter och allmänna råd; BFS 2007:20 Utkom från trycket den 10 december
BOVERKETS FÖRFATTNINGSSAMLING Utgivare: Sten Bjerström Boverkets föreskrifter om ändring i verkets konstruktionsregler (1993:58) - föreskrifter och allmänna råd; BFS 2007:20 Utkom från trycket den 10 december
Golvplattor KMAB 200803-03
 Golvplattor KMAB 200803-03 Iron black Tack vare en ny tillverkningsmetod så kan golvplattor tillverkas till hållbara och slitstarka mosaikplattor i magnetit. Pressningen bygger på en teknik med endast
Golvplattor KMAB 200803-03 Iron black Tack vare en ny tillverkningsmetod så kan golvplattor tillverkas till hållbara och slitstarka mosaikplattor i magnetit. Pressningen bygger på en teknik med endast
Metallic industrial piping
 SVENSK STANDARD SS-EN 13480/C2:2005 Fastställd 2005-09-14 Utgåva 1 Industriella rörledningar av metalliska material Metallic industrial piping ICS 23.040.01 Språk: svenska Publicerad: april 2006 Copyright
SVENSK STANDARD SS-EN 13480/C2:2005 Fastställd 2005-09-14 Utgåva 1 Industriella rörledningar av metalliska material Metallic industrial piping ICS 23.040.01 Språk: svenska Publicerad: april 2006 Copyright
Utfärdad av Compiled by Tjst Dept. Telefon Telephone Datum Date Utg nr Edition No. Dokumentnummer Document No.
 Stämpel/Etikett Security stamp/lable TILLSATSMATERIAL VID SMÄLTSVETSNING FILLER METALS FOR FUSION WELDING Granskad av Reviewed by Thomas Åberg Tjst Dept. KE This document and its contents is the property
Stämpel/Etikett Security stamp/lable TILLSATSMATERIAL VID SMÄLTSVETSNING FILLER METALS FOR FUSION WELDING Granskad av Reviewed by Thomas Åberg Tjst Dept. KE This document and its contents is the property