Undersökning av kolhalten i ett plastformsstål under tillverkning i ljusbågsugnen
|
|
|
- Rasmus Göransson
- för 6 år sedan
- Visningar:
Transkript
1 Undersökning av kolhalten i ett plastformsstål under tillverkning i ljusbågsugnen Sandra Åsander Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
2 Sammanfattning Detta examensarbete har utförts på Uddeholms AB i Hagfors i syfte med att undersöka möjliga orsaker till uppkolning av smältan under tillverkning av ett lågkolhaltigt krommanganstål i ljusbågsugnen. Totalt följdes sju charger upp vid nedsmältningen i ljusbågsugnen. Provtagning av stål, slagg och skrot utfördes under processen. Dessutom undersöktes effekten av syrgasfärskning samt grafitelektrodernas inverkan på kolhalten. Resultatet för varje undersökt parameter har utvärderats och kopplats till teorin, med syftet att genom möjliga samband erhålla förslag till en processföring där behovet av syrgasfärskning för reducering av kolhalt i ljusbågsugnen kan undvikas. Projektet har behandlat en process där många faktorer kan inverka på uppkolningen av smältan. Dock kan ett samband mellan höga kolhalter och tillsatser av skrotet CrNi-rusor ses. På majoriteten av charger med för hög kolhalt tillsattes detta skrot. Dåliga grafitelektroder uppvisar också en tendens att bidra till uppkolning av stålsmältan. Syrgasfärskning tenderar att oxidera större mängder krom och mangan till slaggen, vilket leder till ökade legeringskostnader per tillverkad charge. Den främsta anledningen till de för höga kolhalterna har med stor sannolikhet berott på en kombination av tillsatt skrot med för hög kolhalt samt användning av dåliga elektroder under nedsmältning. Vidare uppföljning av elektroderna och kontroll av skrotet för att minimera uppkolning kvarstår för framtida arbete.
3 Abstract This thesis has been performed at Uddeholms AB in Hagfors in order to investigate possible causes of carburization of the steel during the manufacturing of a low carbon chromium and manganese-steel in the electric arc furnace. The effects of oxygen decarburization were investigated and a follow-up, scrap, steel and slag sampling and evaluations have been done for a total of seven heats. A follow-up and a evaluation of the impact of the graphite electrodes, as well as possible differences between electrode suppliers were also performed. The results of each investigated parameter have been evaluated in relation to the theory from the literature survey, with the purpose of obtaining suggestions for a process where a possible oxygen decarburization in the electric arc furnace can be avoided. The project extends over a process where many factors can contribute to an impact and affect the circumstances. However, a connection between high carbon contents and added highcarbon scrap can be seen. On the majority of the heats with high carbon content, such scrap was added. Poor graphite electrodes also show a tendency to carburization of the steel. Oxygen decarburization tends to oxidize larger amounts of chromium and manganese to the slag, resulting in higher losses in alloy costs per manufactured charge. The main reason for the excessive carbon contents is most likely due to a combination of added high-carbon scrap and poor electrodes. Further investigations of the graphite electrodes, as well as control of the scrap to minimize carburization remains for future studies.
4 Tackord Jag vill först och främst tacka min handledare Mikael Svensson, processutvecklare vid stålverket på Uddeholms AB, för all hjälp och allt stöd under projektets gång. Jag vill även tacka övriga vid stålverkskontoret som ägnat tid åt att erbjuda hjälp och svara på frågor. Ett stort tack till alla operatörer vid ugnarna för trevligt bemötande, hjälp med provtagning, samt för att ha svarat på alla mina frågor. Jag vill tacka Andreas Norberg, processutvecklare vid Uddeholms AB:s analyslaboratorium, samt övrig personal där för hjälp med provberedning och provanalyser. Ett sista tack vill jag rikta till min handledare Voicu Brabie, professor i materialvetenskap, för god handledning samt för all hjälp med rapportskrivandet. Filipstad den 21 juni 2017 Sandra Åsander
5 Innehållsförteckning Sammanfattning... Abstract... Tackord Inledning Bakgrund Problemformulering Syfte Målsättning Avgränsning Teoretisk bakgrund Råvaruhantering Ljusbågsugnens konstruktion och funktion Processcykeln i ljusbågsugnen Syrgasfärskning Grafitelektroder Genomförande Processuppföljning Uppföljning av elektroder Behandling av data Provtagning vid ljusbågugnen Provberedning och analys Resultat Processuppföljning Uppföljning av äldre tillverkade charger Uppföljning av charger i realtid Syrgasfärskning Provtagning och analyser Skrotprover Slaggprover Elektroduppföljning Diskussion Slutsatser & Förslag till framtida arbete Referenser Bilagor... 53

6 1. Inledning Denna rapport beskriver utförandet av detta examensarbete i materialteknik, inriktning metallurgi, vid Bergsskolan i Filipstad. Arbetet har utförts under 10 veckor på Uddeholms AB i Hagfors. Stål är och har länge varit en av Sveriges viktigaste och största exportvaror. En mycket stor andel, 55 %, av stålproduktionen utgörs av legerat stål vilket gör Sverige unikt i världen [1]. Sverige är ett världsledande land inom stålindustrin tack vare den långa erfarenheten, samt stora insatser inom forskning och utveckling. Idag ökar konkurrensen på världsmarknaden och kraven på stålets kvalitet blir allt hårdare, vilket gör att det är viktigt för stålföretagen att hålla en tillverkningsprocess som kan uppfylla dessa krav. Uddeholms AB är ett världsledande företag inom tillverkning av högkvalitativt verktygsstål. Företaget har en lång historia som går hela 350 år tillbaka [2]. Största delen av företagets produkter exporteras och de har idag kunder i över 100 länder utspridda över världen. Med cirka 850 anställda i Hagfors är Uddeholm sedan 2007 en del av den internationella stålkoncernen Voestalpine AG med över anställda med säte i Österrike [2]. I Figur 1 ses en översiktsbild av tillverkningsprocessen vid Uddeholms AB. Figur 1. Översikt av ståltillverkningsprocessen i Hagfors. (Bildkälla: Uddeholms AB) 1
7 Stålframställningsprocessen hos Uddeholms AB är helt skrotbaserad, det vill säga baserat på återvinning. Råvaror i form av skrot, legeringar och slaggbildare chargeras och smälts ner i en 65-tons ljusbågsugn. Efter nedsmältning kontrolleras stålets analys och temperatur varefter smältan tappas från ugnen ned i en skänk. Skänken tas till en skänkugnsstation, där sker en avdragning av slaggen följt av desoxidation, tillsatts av ny slagg och legeringsoptimering av smältan. Efter utförd skänkbehandling skickas skänken vidare till en vakuumstation, smältan genomgår då en raffineringsprocess. När behandlingen är utförd gjuts stålet genom stiggjutning och färdiga göt erhålls. Detta avslutar processerna i stålverket, vilka kan ses i Figur 1, som de fem momenten på översta raden i tillverkningskedjan. Efter stålverket följer vidare förädling av stålet, se Figur 1, genom bland annat omsmältning, värmebehandling, bearbetning och slutligen kontroller för färdigställande av material. 1.1 Bakgrund Idag tillverkas ett lågkolhaltigt krom-manganstål hos Uddeholms AB som används till verktyg för olika plastformningsapplikationer. Under tillverkningen av detta stål, närmare bestämt vid nedsmältningsprocessen i ljusbågsugnen, tas stålprover för analys av kemisk sammansättning. Det har då upptäckts att kolhalten i de flesta fall blir för hög, vilket leder till att syrgasfärskning måste utföras. 1.2 Problemformulering Under nedsmältningsprocessen i ljusbågsugnen blir kolhalten hos stålet oftast för hög. För att reducera kolhalten till godkänd halt måste syrgasfärskning utföras, för att på så vis oxidera bort kolet. Detta bör undvikas, både ur miljösynpunkt och ur kostnadssynpunkt eftersom en viss del mangan och krom oxideras och hamnar i slaggen. 1.3 Syfte Syftet med projektet är att följa upp nedsmältningen i ljusbågsugnen och även titta på äldre tillverkade charger för att undersöka möjliga orsaker till för hög kolhalt. Provtagning av slagg utöver de stålprover som normalt tas under drift, samt provtagning av skrot ingår i projektet. 1.4 Målsättning Målet är att de erhållna resultaten ska leda till en optimerad nedsmältningsprocess där syrgasfärskning ej behöver utföras i ljusbågsugnen vid tillverkning av detta stål. 2
8 1.5 Avgränsning I enhet med projektets mål och syfte avgränsas arbetet till att enbart fokusera på och behandla ljusbågsugnens nedsmältningsprocess och provtagning vid denna, arbetsrutiner vid ugnen och vid skrotgården för lastning av råvaror till ugnen. 2. Teoretisk bakgrund Detta kapitel kommer behandla den mest grundläggande teorin om nedsmältning i ljusbågsugnen vid skrotbaserad ståltillverkning. Orsaker till för hög kolhalt i stålsmältan vid nedsmältning i ljusbågsugnen kan vara av olika karaktär och bero på olika faktorer. De främsta och kanske mest logiska källorna till uppkolning skulle kunna vara följande: Skrot Råvarorna som tillsätts i ljusbågsugnen kan vara en bidragande faktor om skrotet har en högre kolhalt jämfört med vad det färdiga stålet skall ha i slutändan. Likaså om råvarorna sammanblandas och fel typ av skrot kommer med i chargeringen, vilket kan innebära att kolhalten samt även halten av andra element ej stämmer med det förväntade. Chargering av skrot i ugnen Hur skrotet chargeras i skrotkorgarna är betydelsefullt för den efterföljande ugnschargeringen. Det är nämligen viktigt att skrotet fördelas i ugnen på så vis att grafitelektroderna ej skadas, vilket kan orsaka att bitar av dem bryts av [3] och blandar sig med skrotet. Tungt och massivt skrot bör därför lastas i botten av ugnen. Grafitelektroder En annan potentiell källa till för höga kolhalter är grafitelektroderna som används i ljusbågsugnen. Dåliga eller skadade elektroder kan innebära att bitar av dem, bestående av ren grafit, lossnar och faller ned i smältan. Detta påverkar stålsmältans kolhalt och kan även leda till produktionsstillestånd. 3
9 2.1 Råvaruhantering Vid skrotbaserad ståltillverkning innefattar råvarorna både köpt skrot samt internt fallet skrot. Det interna skrotet har en känd kemisk sammansättning. Det köpta skrotet, som till exempel skrotade bilar i form utav buntar, kan ha mer eller mindre okänt ursprung och analys [4]. Det är därför viktigt med regelbundna kontroller av analysen hos detta skrot vid inköp. Olika typer av legeringar används också som råvara för att erhålla rätt utgående sammansättning, dessa kan vara i form av till exempel oxider eller ferrolegeringar [5]. Skrot delas in i en mängd olika klasser där klassificering sker efter bland annat följande egenskaper hos skrotet [6]: Ursprung (bilskrot, järnvägsskrot, spånskrot o.s.v.). Storlek, format och volymvikt. Sammansättning (rostfritt, olegerat, höglegerat o.s.v.). Renhetsgrad (halten av föroreningselement som till exempel koppar). Skrotklasserna delas upp i olika fack på skrotgården där uttag och lastningen av skrotet sker. Beroende på vilken typ av stål som produceras varierar användandet och mängden av antalet skrotfack. Vid produktion av låglegerade stål till exempel så används vanligtvis enbart ett fåtal skrotklasser, då legeringsinnehållet är lågt och varje charge består av näst intill samma råstål. Vid tillverkning av mer höglegerade stål däremot är det stor variation på tillsatt material och ett stort antal skrotklasser används [5]. Varje stålsort har sitt unika skrotrecept och det är därför viktigt att rätt råvaror används. Lastningen av skrotet sker genom så kallad mobil skrotlastning, se Figur 2. Beroende på volymen hos skrotet chargeras det i upp till fem bottentömmande skrotkorgar. Skrotet förvärms innan det chargeras i ljusbågsugnen. Detta för att undvika explosion i ugnen som kan orsakas av medföljande snö och vått skrot, kallt skrot påverkar även ugnsdriften negativt [5]. 4



10 Figur 2. Mobil skrotlastning. (Bildkälla: Uddeholms AB, 2017) 2.2 Ljusbågsugnens konstruktion och funktion I början av förra seklet konstruerade franske Héroult en ugn för elektrisk värmning, vars princip är den som fortfarande används i modern tid [5]. Utveckling av elektrostålprocesserna har gjorts allt efter som behovet ökade för lämpliga ugnar för skrotsmältning. Ljusbågsugnen är idag den ledande processen för nedsmältning [4]. Figur 3. Ljusbågsugn. (Bildkälla: Uddeholms AB) 5

![Lodrätt ned genom ugnsvalvet står elektroderna, vars uppgift är att tillföra och leda ström till det chargerade materialet i ugnen så att smältning kan ske [5].](/docs-images/91/106153335/images/11-1.jpg "En del ugnar har en induktiv omrörare under ugnsfatets botten för att erhålla bättre omrörning av smältan. Se Figur 4 för en principskiss av de nämnda ugnsdelarna. Figur 4. Genomskärningsbild av ljusbågsugnen.")
11 Ugnen utgörs av ett cylindriskt ugnsrum, så kallat ugnsfat, med en inspektionslucka på ena sidan och en tappränna för tappning av smältan på den motsatta sidan. Ovanpå fatet sitter ett lock, kallat valv. Lodrätt ned genom ugnsvalvet står elektroderna, vars uppgift är att tillföra och leda ström till det chargerade materialet i ugnen så att smältning kan ske [5]. En del ugnar har en induktiv omrörare under ugnsfatets botten för att erhålla bättre omrörning av smältan. Se Figur 4 för en principskiss av de nämnda ugnsdelarna. Figur 4. Genomskärningsbild av ljusbågsugnen. (Bildkälla: Jernkontorets utbildningspaket del 3, [4]) Ugnsrummet går att luta i horisontellt led för att på så vis kunna tappa smältan via tapprännan, se Figur 5. Figur 5. Tappning av smälta. (Bildkälla: Jernkontorets utbildningspaket del 3, [4]) Väggarna och botten i ljusbågsugnen är vanligtvis klädda (infodrade) med basiskt eldfast material, oftast i någon form av magnesia. I valvet däremot är det vanligt med neutral infodring, som till exempel alumina, Al2O3. Den höga värmestrålningen som uppstår under nedsmältning sliter på det eldfasta materialet. För att öka dess livslängd, samt för att kunna ta ut högre effekter används vattenkylda paneler på väggarna ovan stålsmältans yta och i valvet. Dessa utgörs utav rör, alternativt plåt där kylvatten kan strömma genom [5]. 6
12 2.2.1 Processcykeln i ljusbågsugnen Ljusbågsugnen producerar batchvisa mängder av smält stål. Hela processcykeln kallas the tap to tap cycle och utgörs av följande operationer [7]: Chargering utav ugnen Smältning/raffinering Tappning Processcykelns mål kan sammanfattas som följande; att med tillgängliga råvaror och på ett tidseffektivt sätt kunna [7]: Producera en stålsmälta med önskvärd kolhalt Uppnå rätt tapptemperatur Erhålla ett högt utbyte låg andel järnoxid i slaggen Erhålla bra balans mellan elektrisk energi och energi (värme) från kemiska reaktioner Det första steget i cykeln, chargeringen, sker genom att ugnsvalvet lyfts åt sidan och skrotkorgarna tillsätts en i taget, efter att skrotet från den förgående delvis smält chargeras nästa. När allt är tillsatt skall det smältas fullständigt och smältans temperatur höjs till tapptemperatur, cirka ºC. Utöver skrotet tillsätts även slaggbildare i form av till exempel dolomet, kalk och fluss för att uppnå optimal basicitet samt viskositet hos slaggen [5]. Dessa tillsätts med fördel kontinuerligt under processen för att säkerställa att en flytande slagg erhålls. Rätt basicitet är viktigt för att undvika infodringsslitage, basisk infodring kräver därför en basisk slagg [8]. Förutsättningarna för raffinering i ljusbågsugnen är egentligen ej så gynnsamma. Dels på grund av att det är svårt att erhålla en bra omrörning då baddjupet är litet, samt att gränsytan mellan smälta och slagg är stor vilket gör att risken för reoxidation ökar [5]. Att gränsytan är stor är dock en fördel när det gäller utbyten mellan smälta och slagg. På grund av de förutsättningar som råder i ljusbågsugnen görs största delen av raffineringen vanligtvis efteråt, vid den så kallade sekundärmetallurgin, i skänkar och skänkugnar [5]. Dock finns trots det möjlighet att utföra några raffineringsprocesser i ljusbågsugnen. 7
13 De grundläggande operationerna som sker under raffineringen är relaterade till oxidationsreaktioner, där de föreningar som tas bort vanligtvis har högre affinitet till syre än kol [7]. Under smältningen reagerar element i smältan, som till exempel aluminium, kisel, järn och kol med syret i skrotet samt till en viss del med atmosfären. En viss oxidation sker då enligt följande [9]: 2 Al + 3O Al2O3 (1) G 0 1 = ,22 T [J/mol] (2) Si + 2O SiO2 (3) G 0 2 = ,73 T [J/mol] (4) Samt [10]: C + O CO (g) (5) G 0 3 = ,43 T [J/mol] (6) Fe + O FeO (7) G 0 4 = ,38 T [J/mol] (8) Den bildade kolmonoxiden försvinner ut ur smältan i form av gas, de övriga oxiderna lämnar smältan och bildar slagg [7]. G är Gibbs fria energi av reaktionen. Ett negativt värde på G visar att reaktionen är spontan [11] och desto högre negativt värde, desto större chans är det att reaktionen sker. Negativa värden innebär också att reaktionerna är exoterma och avger värme [7]. Det innebär att dessa reaktioner bidrar till värmeutvecklingen i ugnen. Under nedsmältningsprocessen i ljusbågsugnen bildas heta rökavgaser där temperaturen kan vara flera hundra ºC. Avgaserna utnyttjas därför bland annat som värmekälla till skrotförvärmningen som sker innan chargering [5]. Avslutningsvis när smältprocessen är färdig, görs en temperaturmätning av smältan, se Figur 6, och ett stålprov tas [7] som sedan skickas till analyslaboratoriet för analys. Detta prov ger resultatet på kolhalten och övriga element. Skulle kolet vara för högt får syrgasfärskning utföras och ett ytterligare prov tas efteråt. Innan smältan tappas i skänken tillsätts reduktionsmedel, vanligen kiselbärare, för reduktion av legeringselement som oxiderat till slaggen, även legeringstillsatser och desoxidationsmedel kan tillsättas i skänken innan tappningen [5]. 8
 Olika körsätt kan utföras i ljusbågsugnen genom att ett oxiderande, reducerande eller neutralt förhållande skapas i ugnen [4].")
14 Figur 6. Temperaturmätning i ljusbågsugnen. (Bildkälla: Uddeholms AB, 2014) Olika körsätt kan utföras i ljusbågsugnen genom att ett oxiderande, reducerande eller neutralt förhållande skapas i ugnen [4]. Vilket körsätt som används beror av flera faktorer, bland annat stålets kemiska sammansättning och kvalitetskrav men även tillgången på skrot. Hos Uddeholms AB används fyra olika körsätt; reducerande, oxiderande, oxiderande med legeringstillsats i ugn samt ett med syrgasfärskning som standard Syrgasfärskning Syrgasfärskning, även kallat kolfärskning, är en metod för att sänka kolhalten i stålsmältan. Detta är en av de mest förekommande och viktigaste raffineringsoperationer som genomförs i ljusbågsugnen [7]. Färskningen sker genom att en lans för injektion av syrgas förs ned strax ovanför smältan och en bestämd mängd syrgas blåses in. Mängden syrgas och färskningstid är beroende av kolhalten och kiselhalten hos stålet. Följande reaktioner sker under syrgasfärskningen [10]: Först sker en oxidation av kisel: Si + O2 SiO2 (9) G 0 5 = ,21 T [J/mol] (10) När halten av kisel reducerats tar oxidationen av kol vid: C + ½ O2 CO (g) (11) G 0 6 = ,47 T [J/mol] (12) 9
15 En stor nackdel med syrgasfärskning vid produktion av höglegerade stål, som till exempel innehåller krom och mangan, är risken att även dessa element oxideras när kolhalten minskats och koloxidationen upphör. Detta på grund av kromet och manganets relativt höga affinitet till syre [5]. Olika elements affinitet till syre framgår av syrepotentialdiagrammet, se Bilaga 1. Oxidation av mangan och krom sker enligt följande reaktioner [10]: Mn + ½ O2 MnO (13) G 0 7 = ,70 T [J/mol] (14) 2 Cr + 3/2 O2 Cr2O3 (15) G 0 8 = ,44 T [J/mol] (16) Syrgasfärskningen kan därmed medföra dåliga utbyten genom att viktiga legeringselement förloras från smältan till slaggen. Detta är ej önskvärt och medför stora ekonomiska förluster eftersom slaggen avlägsnas från smältan och de förlorade legeringarna måste ersättas med ytterligare tillsatser. Reduktion av slaggen för att återfå legeringselementen till stålsmältan, samt en reducerande atmosfär i ugnen under nedsmältning är därför viktigt vid höglegerad stålproduktion [5] Grafitelektroder Den elektriska energin tillförs ljusbågsugnen via en ugnstransformator [12], vilken operatören vid ugnen styr så rätt spänning erhålls. De höj- och sänkbara elektroderna sänks ned mot skrotet när strömmen slås på. När avståndet mellan elektrod och skrot kan överbryggas sker en elektrisk urladdning, vilket resulterar i att en så kallad ljusbåge antänds med en temperatur på mellan ºC [5]. Ljusbågens effekt avges genom värmestrålning till omgivningen och på så vis erhålls värmet som krävs för smältning. Grafitelektroderna tillverkas av kol som tas fram genom att olika koksråvaror blandas med ett bindemedel vid 1000 ºC, kolet får sedan omvandla till grafit vid 3000 ºC och får då en struktur av kristallin grafit [13]. Koksråvarorna innefattar olika typer av special koks [12] och kvaliteten och renheten är viktig. Koncentrationerna av svavel och aska måste vara mycket låga så att elektroderna praktiskt taget är fria från orenheter som är skadliga för stålet [12]. Tillverkningsprocessen för elektroder, den så kallade bakningsprocessen, består av flera steg och det kan ta upp till sex månader för råvaran att bli en färdig produkt [14]. Figur 7 visar ett exempel på framställningsprocessen hos en elektrodtillverkare. 10
![Figur 7. Exempel på tillverkningsprocess av grafitelektroder. (Bildkälla: Graphite Cova GMBH, [14]) Elektroderna har ett runt tvärsnitt och tillverkas i olika storlekar och dimensioner.](/docs-images/91/106153335/images/16-0.jpg "De byggs upp av flera delar, segment [15], med gängade anslutningsstift, en nippel, på varje ände som gör att två delar kan sättas ihop [16].")
![Detta innebär att allt eftersom elektroderna förbrukas kan nya segment skarvas på [15]. Elektrodkropparna som används i ugnen är vanligen uppbyggda av tre delar.](/docs-images/91/106153335/images/16-1.jpg "Skarvningsområdena, även kallat nippelområden, är den känsligaste delen på elektroden och indikeras av de silvriga markeringarna, se Figur 8.")
16 Figur 7. Exempel på tillverkningsprocess av grafitelektroder. (Bildkälla: Graphite Cova GMBH, [14]) Elektroderna har ett runt tvärsnitt och tillverkas i olika storlekar och dimensioner. De byggs upp av flera delar, segment [15], med gängade anslutningsstift, en nippel, på varje ände som gör att två delar kan sättas ihop [16]. Detta innebär att allt eftersom elektroderna förbrukas kan nya segment skarvas på [15]. Elektrodkropparna som används i ugnen är vanligen uppbyggda av tre delar. Skarvningsområdena, även kallat nippelområden, är den känsligaste delen på elektroden och indikeras av de silvriga markeringarna, se Figur 8. Figur 8. Elektrodsegment med diameter 511 mm, längd 2196 mm och vikt 733,5 kg. (Foto taget ) 11
17 Grafiten ger elektroderna lämpliga egenskaper för användning i ljusbågsugnen och dessa kännetecknas bland annat av [14]: God termisk- och elektrisk konduktivitet Högt motstånd mot termisk chock Låg elektrodförbrukning Högt motstånd mot oxidation God mekanisk hållfasthet En bra elektrodkvalitet är såklart av stor vikt och de parametrar, utöver råvarorna, som inverkar på elektrodkvaliteten utgörs av följande [16]: Densitet (g/cm 3 ) - En högre densitet ger generellt bättre mekaniska egenskaper Specifik resistivitet (µωm) - Ett mått på motstånd mot elektrisk ström. Låg resistivitet ger maximal strömtransportsförmåga utan att överhetta elektroden. Böjhållfasthet och brottgräns (kgf/cm 2, MPa, N/cm 2 ) - En högre böjhållfasthet hos elektroder genererar vanligen en lägre frekvens av elektrodbrott. En högre brottgräns i nippeln ger generellt mindre nippelbrott. Koefficient för termisk expansion, CTE, (10-6 / ºC) - Ett mått på ökning i längd per enhet/grad ökning i temperatur. Ett lägre CTE ger som regel ett bättre motstånd mot termisk chock. CTE kompabilitet mellan elektrodkroppen och den anslutande nippeln är viktigt för en bra prestanda. Samt även [13]: Porositet (%) Young`s Modul, även kallad elasticitetsmodul (kn/mm 2, kgf/mm 2 ) - Ger ett mått på motståndet mot elastisk deformation när en kraft appliceras på materialet. Ju styvare material desto högre elasticitetsmodul. En mer eller mindre långsam förbrukning av elektroderna sker under användandet vid nedsmältningsprocessen. Elektrodkonsumtionen utgör därför en viktig del av kostnaderna vid stålproduktion i ljusbågsugnen, och beror av olika produktionstekniska och elektriska parametrar [17]. Medelkonsumtionen mäts genom kg elektrod/ton smälta och varierar vanligtvis från ca 1 kg/ton upp till 5 kg/ton [17]. 12
18 Förbrukningsmekanismerna delas huvudsakligen upp i två kategorier utefter hur konsumtionen sker [17]: 1. Kontinuerlig förbrukning 2. Diskontinuerlig förbrukning Den kontinuerliga förbrukningen innebär regelbunden förlust av elektrodmaterial på grund av så kallade sidoavbrännor och spetsavbrännor, vilket är mer eller mindre oundvikligt vid användandet av en elektrod. Det förstnämnda sker genom att en oxidation av grafiten på elektrodernas sidor uppstår när det reagerar med syret i ugnsatmosfären, för att försöka minimera detta används vattenkylning på elektroderna [5]. Faktorer som påverkar förloppet av en sidoavbränna är bland annat; elektrodens densitet och resistivitet, tap-to-tap tiden, temperaturen samt strömstyrkan i ljusbågen [17]. En spetsavbränna innebär en förbrukning av elektrodmaterial vid elektrodens nedre del där ljusbågen mellan elektrod och skrot bildas. Denna förbrukningsmekanism uppstår när temperaturen är omkring 3000 ºC, vilket enbart sker då en ljusbåge bildats och är närvarande [17]. När ljusbågen försvinner upphör förbrukningen av elektrodmaterialet. Många faktorer kan påverka hastigheten och effekterna av en spetsavbränna till exempel; elektrodens resistivitet, storleken på strömmen som passerar genom elektroden samt den tid som strömmen passerar genom den, det vill säga den tid strömmen är påslagen [17]. Diskontinuerlig förbrukning karakteriseras utav förluster som har uppstått genom oväntade händelser, till exempel olika former av elektrodbrott eller spaltning av elektroden vilket innebär att bitar lossnar från den. En vanlig orsak till elektrodbrott är kollision med, eller tryck mot, bitar av skrot när elektroden sänks ner för att borra sig igenom skrotmassan så att smältning kan påbörjas [17]. Om skrotet lastas fel i skrotkorgarna med massivt skrot högst upp ökar risken. En felaktig teknik vid skarvning av elektroderna eller defekter vid skarvningsområdet kan också leda till brott genom att segmenten då inte sammanhålls ordentligt [17]. Felaktig skarvning leder vanligen till sprickbildning genom att strömmen då ej kommer att färdas jämnt fördelad i elektroden utan strömstyrkan blir istället centrerad till nippelområdet, vilket gör att strömtätheten helt enkelt blir för hög i förhållande till ytan. Ett elektrodbrott är mycket kostsamt av flera anledningar, bland annat för att det leder till produktionsstillestånd för byte av elektrod och/eller borttagning av den elektrodbit som rasat ner i smältan. 13
 3.")

19 Ett brott påverkar också vanligtvis smältans kolhalt genom uppkolning, vilket i många fall leder till att syrgasfärskning måste utföras. Exempel på ett elektrodbrott ges av Figur 9. Figur 9. Elektrodbrott i ugnen samt borttagning av elektrod ur ugnen. (Bildkälla: Uddeholms AB) 3. Genomförande I detta kapitel presenteras och beskrivs utförandet utav processuppföljning, elektroduppföljning, behandling av data, provtagning samt analysering av prover. Uppföljningen av stålsorten som studerats har skett både i realtid av charger framställda under projektarbetet samt även av äldre tillverkade charger. Då detta stål endast tillverkas med intervallet cirka 1 charge/vecka undersöktes även en annan mycket snarlik stålsort. Den stora skillnaden mellan de två stålkvalitéerna, hädanefter kallade Stål 1 och Stål 2, är gränsen för godkänd kolhalt. Stål 2 skall vara ännu lägre i kol (0,09 %) jämfört med Stål 1 (0,11 %). Uppföljningen av äldre charger gjordes dock främst på Stål 1 då Stål 2 ej framställs lika ofta. Båda stålsorterna tillverkas med ett reducerande körsätt i ljusbågsugnen och samma råvaror tillsätts. Dessa råvaror utgörs av följande skrot: Internt returskrot, 2 3 olika typer Inköpt skrot; bilbunt Inköpt skrot; CrNi-rusor (CRNIRU) Alternativt inköpt skrot; klass 31 Arbetsrutinerna vid skrotgården följdes upp genom ett flertal besök och det ovan nämnda skrotet som används till stålsorterna plockades ut för analys. 14
20 3.1 Processuppföljning Vid tillverkning av en stålcharge sparas ett så kallat chargeprotokoll med information om utförandet vid alla stålverkets processer. Informationen, som behandlar bland annat tider, temperaturer, färskning, tillsatser, provtagningar samt analysresultat, läggs in i ett datasystem kallat HISS, för att möjliggöra uppföljning av chargen. Dock sparas ej all information då en del händelser och parametrar aldrig registreras i systemet. För att kunna få en tydlig bild och lättare förstå nedsmältningsprocessen är det därför viktigt att också följa upp processen på plats vid ugnen när en charge körs. För att erhålla trovärdiga resultat och hitta möjliga samband till den för höga kolhalten studerades charger tillverkade från årsskiftet 2014/2015 fram till Charger med låga kolhalter jämfördes mot de med för höga halter. Parametrar som tillsatta råvaror, smältningstid, temperaturer innan provtagning med mera undersöktes. Legeringsutbytet hos charger där syrgasfärskning ej utförts jämfördes mot de charger där färskning genomförts på grund av kolhalten. Utförandet av och bedömningen vid en syrgasfärskning undersöktes också och jämfördes skiftlagen emellan för att se om detta skiljer sig från de föreskrifter som finns. Denna undersökning innefattar därför även färskning av andra stålsorter som tillverkas med ett annat körsätt, nämligen körsättet syrgasfärskning. 3.2 Uppföljning av elektroder Information angående grafitelektroderna erhölls genom litteraturstudier samt granskning av de elektroder som används i produktionen. Möten med en säljarrepresentant från en av de leverantörer Uddeholms AB köper ifrån bidrog med fakta och svar på frågor. Uppföljning och granskning av elektroderna gjordes dels innan de togs till ugnen, samt under drift på plats vid ugnen för bedömning av eventuella skillnader mellan de olika leverantörerna. Data angående elektroderna är ett exempel på en parameter som inte registreras i HISS. Uddeholms AB har för närvarande två stycken elektrodleverantörer, dessa kommer hädanefter att benämnas leverantör I och leverantör II. Elektroderna från båda dessa jämfördes genom att visuellt bedöma eventuella skillnader i ytfinhet och skick före användning samt efter att några charger körts. Tack vare att en manuell uppföljning gjorts på elektrodförbrukningen under en viss tid gavs därifrån information angående vilken elektrodleverantör som har använts under de angivna tidsperioderna. Med hjälp av detta kunde tillverkade charger av de studerade stålsorterna sökas upp enligt tidsperioderna i HISS. På så vis jämfördes chargernas kolhalt mot vilken elektrodleverantör som används vid nedsmältningen av respektive charge för att försöka hitta möjliga samband till uppkolningen. 15

21 3.3 Behandling av data Processdata registrerad i HISS, de inhämtade analysvärdena från provtagningen av slagg samt data för elektroderna behandlades i Microsoft Office Excel för konstruktion av tabeller, diagram och beräkningar utav legeringsutbyten och förluster i kostnader. 3.4 Provtagning vid ljusbågugnen Det faktumet att legeringar kan oxidera till slaggen vid syrgasfärskning gör att slaggprover måste tas för att se hur stor del av elementen som förloras. Slaggprov togs därför vid ett antal tillfällen under nedsmältningsprocessen. Det första skedde i samband med det första stålprovet, kallat D01, som tas när ett visst antal kwh körts in, det vill säga när allt skrot har smält. Om kolhalten på D01-provet var för hög och färskning behövde utföras togs ett ytterligare prov direkt efter blåsning vid samma tidpunkt som det andra stålprovet, D02. Det sista provet vid ljusbågsugnen togs strax innan tappning, efter att reduktionsmedel tillsatts. Slutligen togs även ett slaggprov vid skänkugnen, innan slaggavdragningen, för att erhålla ett säkrare resultat om legeringsförluster eftersom en viss reduktion även sker vid tappningen till skänk då smälta och stål sammanblandas. Alla provtagningar sker manuellt och utförs utav ugnsoperatörerna. Slaggprov tas, precis som stålprov, via ugnens inspektionslucka genom vilken operatören sänker en stång med en slaggskopa i änden ner i slaggen, se Figur 10. När slaggprovet svalnat tas det i en påse, markerad med chargenummer och providentitet, till analyslaboratoriet för analysering. Ståloch slaggprover som ingår i de provtagningar som görs kontinuerligt under drift skickas till laboratoriet via rörpost. Figur 10. Provtagning i ugnen. (Bildkälla: Uddeholms AB, 2014) 16


22 3.5 Provberedning och analys En provberedning utav de stelnade slaggproverna, se Figur 11, krävs innan analys kan utföras. Proverna mals ned till ett fint pulver i en krossmaskin. Eventuell järnoxid avlägsnas sedan från pulvret med hjälp av en magnet, järnet kan nämligen annars späda ut halterna av andra befintliga oxider i provet. Reagenser i form av olika kemikalier tillsätts och blandas med slaggpulvret vilket sedan hälls i en degel. Pulverblandningen smälts ner till en homogen smälta i en högfrekvensugn, PANalytical Perl X3, genom smältisoformering vilket innebär upplösning av oxidiska material vid höga temperaturer [18]. Smältan gjuts sedan i en platinaform och en så kallad glasbricka erhålls, se Figur 12. Brickorna slipas med robotslip för att sedan analyseras med XRF (röntgenfluorescens) i en röntgenspektrometer, ARL 9800 XP. Denna teknik utnyttjar den karakteristiska röntgen excitationen som varje element sänder ut då provet exponeras för en högenergistråle, bestående utav så kallade vita röntgenstrålar, för att på så vis erhålla halterna av de ingående elementen [19]. Figur 11. Slaggprov. (Foto taget ) Figur 12. Glasbrickor. (Bildkälla: Uddeholms AB) 17


23 Prover på skrot bereds och analyseras lite olika beroende på önskad analys och provernas form och utseende. De skrotprover som togs för analysering var i form av spån, hela mindre detaljer samt olika typer av plåtbitar. I Figur 13 visas ett exempel på ett uttag av skrotprover. Figur 13. Olika typer av CrNi-rusor. (Foto taget ) Detaljerna som kan ses i Figur 13 analyserades på två olika sätt, den första genom en så kallad Quant-Analys. Detta innebär att små bitar av detaljen kapas ut och pressas på en cellulosaplatta som därefter körs med XRF. På den andra detaljen kördes en uttagen bit direkt i röntgenspektrometern. XRF-metoden tar analys på många element, till exempel mangan, järn och krom. Tekniken lämpar sig dock bäst för tyngre element och höga halter, därför genomförs kompletterade metoder för element som exempelvis kol, svavel, aluminium och magnesium. Provbitarna från detaljerna testades för kol genom en förbränningsanalys, den utförs i utrustning framtagen av LECO Corporation [20]. Analyseringen av spånproverna i Figur 13 skedde också på olika sätt. Provberedningen av det första provet skedde genom omsmältning i en 100 grams högfrekvensugn, kallad HF-ugn. Spånet smälts ner i en kopp utav keramik med aluminiumoxid beläggning och en kuts erhålls. Kutsen analyseras därefter med XRF och förbränningsanalys. För de tre resterande proverna skedde en Quant-Analys, som tidigare beskriven, med efterföljande förbränningsanalys. 18
24 C-halt 4. Resultat I följande kapitel presenteras resultaten av charge- och processuppföljningen, provtagningen av skrot och slagg samt utvärderingen av elektroderna. 4.1 Processuppföljning Detta kapitel kommer behandla och presentera resultaten av chargeuppföljningen samt processuppföljningen vid ljusbågsugnen Uppföljning av äldre tillverkade charger Med hjälp av chargeprotokollen i HISS studerades de kolhalter som erhållits efter nedsmältning på ett stort antal äldre charger. Resultatet kan ses i Figur 14. 0,500 C-halter för Stål 1 från 1/ till 20/ ,450 0,400 0,350 0,300 0,250 C-halt D01 Max C-halt Förväntat D01 0,200 0,150 0,100 0,050 0, Charge ID Figur 14. Kolhalter efter nedsmältning på äldre tillverkade charger. I diagrammet kan ses att variationen på den insmälta kolhalten är stor och den skiljer sig ofta från den förväntade halten. Trots det finns ett antal charger som erhållit godkänd kolhalt. Några utav dem har till och med blivit lägre i kol än vad som var förväntat. 19
25 En jämförelse av legeringsutbyten och förluster ur ett ekonomiskt perspektiv gjordes på en del av de äldre chargerna, resultaten visas i de följande tabellerna: Tabell 1. Medelvärdet för legeringsutbyten och förluster för alla charger av Stål 1 tillverkade 2016 (38 st) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 33, , Cr 67, Fe 95, , Tabell 2. Medelvärdet för legeringsutbyten och förluster för charger av Stål 1 tillverkade 2016 med låga kolhalter och utan syrgasfärskning Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 45, , Cr 83, Fe 97, , Tabell 3. Medelvärdet för legeringsutbyten och förluster för charger av Stål 1 tillverkade 2016 där kolhalterna är på maxgräns och syrgasfärskning utförts på några av chargerna Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 41, , Cr 76, Fe 95, , Tabell 4. Medelvärdet för legeringsutbyten och förluster för charger av Stål 1 tillverkade 2016 med höga kolhalter vid vilka syrgasfärskning utförts Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 31, , Cr 65, Fe 95, , Från tabellerna ovan kan ses att det procentuellt sett bästa utbytet erhölls på de charger som haft låga kolhalter efter smältning och ingen syrgasfärskning, det vill säga chargerna i Tabell 2. Det lägsta utbytet gällande krom och mangan hade chargerna i Tabell 4 med höga kolhalter och därmed utförda syrgasfärskningar. En jämförelse av dessa två tabeller ger att skillnaderna i form av kostnadsförluster kan beräknas. 20
26 C-halt Detta visar att om syrgasfärskning kan undvikas finns möjlig potential att spara cirka kr i legeringskostnader/år för mangan, kr för krom samt kr för järn. Detta blir totalt en summa på kr om året Uppföljning av charger i realtid Uppföljningen av charger i realtid innefattar sju charger av Stål 1 samt fyra av Stål 2. Resultatet på chargernas kolhalter för respektive stålsort ges av Figur 15 och Figur 16, samt Tabell 5 och Tabell 7. Mängd och typ av tillsatt skrot för respektive charge visas i Tabell 6 och Tabell 8. 0,16 C-halter för Stål 1 mellan 28/3-16/ ,14 0,12 0,1 0,08 0,06 0,04 0,02 0 A B C D E F G Charge ID C-halt D01 Förväntat D01 Max C- halt Figur 15. Kolhalter efter nedsmältning för charger av Stål 1 tillverkade under projektet. Här kan ses att av de sju uppföljda chargerna erhöll fyra stycken godkända kolhalter; Chargerna A, B, F och G. Chargerna C och D blev för höga i kol och Charge E precis på gränsen. Detta diagram uppvisar också att de verkliga kolhalterna skiljer sig något från de förväntade. Ur det perspektivet sett erhöll Chargerna A och G det bästa utfallet gällande verklig kolhalt. Tabell 5. Kolhalter och syrgasfärskning för charger av Stål 1 tillverkade från 28/ till 16/ Charge C-halt vid D01 Syrgasfärskning Antal färskningar Total tid (min) Charge A 0, Charge B 0, Charge C 0,13 X 2 5 Charge D 0,15 X 1 6 Charge E 0,11 X 2 6 Charge F 0, Charge G 0,
27 Tabell 5 visar att syrgasfärskning genomfördes på Chargerna C, D och E. Antalet färskningar varierade mellan en till två stycken och den totala tiden mellan fem och sex minuter. I fall som Charge E med en kolhalt på maxgräns utförs färskning för att ej riskera att kolhalten stiger något under senare skeden i tillverkningsprocessen. En kolhalt över 0,11% innebär att chargen skrotas. Tabell 6 nedan visar mängd och typ av chargerat skrot för chargerna i Figur 15 och Tabell 5. Inga CrNi-rusor var tillsatta på någon av de sju chargerna och skrotet Klass 31 var enbart tillsatt på de sista fyra chargerna. I övrigt ses ej särskilt stora variationer i använt skrot. Den totala smältvikten varierade från dryga 62 ton upp till strax över 67 ton. Tabell 6. Tillsatt skrot för charger av Stål 1 tillverkade från 28/ till 16/ Skrot Charge Charge Charge Charge Charge Charge Charge (kg) A B C D E F G Returskrot Stål 1 (1) Returskrot Stål 1 (2) Bilbunt CrNi-rusor Klass Internskrot Totalt tillsatt
28 C-halt 0,14 C-halter för Stål 2 mellan 28/3-3/ ,12 0,1 0,08 0,06 0,04 0,02 C-halt D01 Förväntat D01 Max C- halt 0 A B C D Charge ID Figur 16. Kolhalter efter nedsmältning för charger av Stål 2 tillverkade under projektet. Av de fyra uppföljda chargerna erhöll ingen godkänd kolhalt. Chargerna A och C var dock närmast med kolhalter strax över maxhalten 0,09 %. Gällande den förväntade kolhalten som optimerats för dessa charger kan här ses att den ligger över maxgränsen för kol för tre av de fyra chargerna. Tabell 7. Kolhalter och syrgasfärskning för charger av Stål 2 tillverkade från 28/ till 3/ Charge C-halt vid D01 Syrgasfärskning Antal färskningar Tid (min) Charge A 0,093 X 1 2 Charge B 0,12 X 1 4 Charge C 0,095 X 2 7 Charge D 0,12 X 2 10 I Tabell 7 kan ses att samtliga fyra charger fick syrgasfärskas på grund av kolhalterna. Skillnaderna i färskningstid är större för dessa charger jämfört med chargerna av Stål 1; från två minuter upp till tio minuter. Charge C hade näst längst färskningstid trots näst lägst kolhalt. Tabell 8 visar råvarutillsatserna för chargerna av Stål 2. Hälften av chargerna hade CrNirusor tillsatta, ingen charge hade någon tillsatts av Klass 31. Vikten på smältorna var cirka 58 ton, med undantag för Charge A vars vikt låg på 61 ton. 23
29 Tabell 8. Tillsatt skrot för charger av Stål 2 tillverkade från 28/ till 3/ Skrot Charge Charge Charge Charge (kg) A B C D Returskrot Stål 1 (1) Returskrot Stål 1 (2) Bilbunt CrNi-rusor Klass Internskrot Totalt tillsatt En jämförelse av legeringsutbyten med fokus på mangan, krom och järn gjordes också på samtliga av de uppföljda chargerna för respektive stålsort. Resultaten presenteras i följande tabeller: Stål 1 Tabell 9. Legeringsutbyte och förluster för Charge A (ingen färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 37, , Cr 82, Fe 96, , Tabell 10. Legeringsutbyte och förluster för Charge B (ingen färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 46, , Cr 83, Fe 99, ,
30 Tabell 11. Legeringsutbyte och förluster för Charge C (färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 32, , Cr 64, Fe 98, , Tabell 12. Legeringsutbyte och förluster för Charge D (färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 25, , Cr 52, Fe 95, , Tabell 13. Legeringsutbyte och förluster för Charge E (färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 37, , Cr 61, , Fe 98, , Tabell 14. Legeringsutbyte och förluster för Charge F (ingen färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 58, , Cr 97, Fe 96, , Tabell 15. Legeringsutbyte och förluster för Charge G (ingen färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 74, , Cr 98, Fe 96, , Ur Tabell 9 15 kan ses att Charge G erhöll det högsta legeringsutbytet av mangan och krom med de lägsta förlusterna i kronor; 8764 kr. Det procentuellt sett lägsta utbytet uppvisades av Charge D med en total förlust på cirka kr, vilket är drygt kr mer jämfört med Charge G. Tabellerna visar att överlag hade de charger utan syrgasfärskning högre utbyte och lägre kostnadsförluster till skillnad mot de charger som har färskats. 25
31 Stål 2 Tabell 16. Legeringsutbyte och förluster för Charge A (färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 38, , Cr 89, Fe 95, , Tabell 17. Legeringsutbyte och förluster för Charge B (färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 37, , Cr 88, Fe 94, , Tabell 18. Legeringsutbyte och förluster för Charge C (färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 25, , Cr 47, Fe 97, , Tabell 19. Legeringsutbyte och förluster för Charge D (färskning) Element Vikts - kg tillsatt Råvarukostnad Förlust i kg Förlust i kr % kr/kg Mn 28, , Cr 58, , Fe 97, , Ur tabellerna ovan uppvisar Charge A det högsta utbytet av mangan och krom. Den lägsta totala förlusten i kronor innehar dock Charge B då antalet kilo tillsatt av respektive element var mindre och utbytet nästan lika högt. Charge C erhöll det lägsta krom- och manganutbytet samt de största förlusterna kostnadsmässigt; totalt nästan kr jämfört med drygt kr för Charge B. 26
32 4.1.3 Syrgasfärskning Som beskrivet i kapitel 3.1 Processuppföljning genomfördes en jämförelse av färskningsprocessen mellan de fyra olika skiftlagen. Detta bedömdes utifrån ett föreskrivet tillvägagångssätt som Uddeholms AB har. Enligt denna föreskrift ska en temperaturmätning genomföras före färskning och en viss temperatur måste uppnås innan den påbörjas. Förändringar i rökgastemperaturen avgör när färskningen ska avslutas. Resultatet från jämförelsen presenteras nedan. Lag 1 (13/4 2017, körsätt: syrgasfärskning) En temperaturmätning genomfördes innan färskning. Rökgastemperaturen avgjorde färskningens längd. Vid körning med ett reducerande körsätt, exempelvis vid tillverkning av Stål 1 och Stål 2, följs ej rökgastemperaturen. Istället bedöms längden av en eventuell färskning beroende på kol- och kiselhalten i smältan. Räknesättet pinnar/min används. Lag 2 (11/4 2017, körsätt syrgasfärskning) Ingen temperaturmätning gjordes innan färskning. Istället beräknades antalet insatta kwh, när rätt antal uppnåtts påbörjades färskningen. Rökgastemperaturen avgjorde tiden för färskningens avslut. Vid tillverkning av Stål 1 och Stål 2 används även här räknesättet pinnar/min och bedömning utifrån kol- och kiselhalten. Lag 3 (12/4 2017, Stål 2 reducerande körsätt) Ingen temperaturmätning genomfördes innan färskning, den påbörjades när allt insatt skrot var smält, det vill säga direkt efter D01-provet tagits och provsvar erhållits. Rökgastemperaturen följdes ej utan pinnar/min beräknades. Vid tillverkning av ett stål med körsättet syrgasfärskning följs rökgastemperaturen. Lag 4 (25/4 2017, Stål 1 reducerande körsätt) Ingen temperaturmätning gjordes innan färskning, den påbörjades direkt efter att provsvar från D01 erhållits. Rökgastemperaturen följdes inte, precis som övriga lag avgjordes tiden för färskning genom uträkning av pinnar/min beroende på smältans analys. Vid körsättet syrgasfärskning avläses dock rökgastemperaturen. 27
33 4.2 Provtagning och analyser I detta kapitel redovisas samtliga analyser från alla provtagningar Skrotprover Analyserna på skrotproverna jämfördes mot de specifikationer som finns för varje skrotklass. Tabell 20 visar analysspecifikationerna hos skrotsorterna som används till Stål 1 och Stål 2, resultatet av provernas analyser presenteras i de efterföljande tabellerna. Tabell 20. Specifikation på nominella elementanalyser i vikts - % för de tillsatta skrotklasserna Element Skrottyp Returskrot Stål 1 Bilbunt CRNIRU Internskrot Klass 31 C 0,1 0,08 0,04 0,03 0,1 Si 0,3-0,005 0,3 0,01 Mn 2,5 0,12 0,14 0,3 0,48 P 0,02 0,01 0,01 0,01 0,011 S 0,008 0,006 0,019 0,014 0,009 Cr 3,0 0,03 1,16 12,0 0,03 Ni 1,0 0,02 1,45 9,25 0,03 Mo 0,3-0,24 1,4 0,01 Cu 0,15 0,02 0,14 0,15 0,05 Fe 92,42 99,71 96,8 74,86 99,25 Co ,01 V 0, ,002 Ti - 0, ,001 N ,01 W 0, Al ,7 - Tabell 21. Elementanalyser i vikts - % för hämtade skrotprover vid angivet datum Element Skrottyp 29/ Bilbunt CrNi-detalj CrNi-spån C 0,04 0,16 0,20 S 0,011 0,018 0,017 28
34 Tabell 22. Elementanalyser i vikts - % för hämtade skrotprover vid angivet datum Element CrNi-rusor Returskrot Stål 1 30/ Detalj Detalj 2 Spån 1 Spån 2 Spån 3 Spån 4 Prov 1 Prov 2 1 C 0,14 0,17 0,15 0,34 0,31 0,44 0,097 0,083 Si 0,32 0,26 0,28 0,46 1,92 0,65 0,27 0,26 Mn 0,67 0,49 0,51 0,57 0,62 0,62 2,49 2,49 P - 0,008 0, ,028 0,021 0,01 S 0,043 0,019 0,022 0,023 0,022 0,025 0,0023 0,004 Cr 2,61 1,62 1,54 2,37 2,42 2,20 3,05 3,04 Ni 0,79 1,43 1,44 0,93 1,11 1,34 0,97 0,96 Mo 0,35 0,27 0,26 0,39 0,24 0,29 0,3 0,29 W - 0,001 0, ,01 0,01 Co - 0,021 0, <0,02 <0,02 V - 0,003 0, <0,02 <0,02 Nb - <0,001 <0, <0,01 <0,01 Cu 0,10 0,15 0,17 0,16 0,15 0,16 0,03 0,03 Al 1,8 0,032 0, Ti - 0,0012 0, Sn - 0,007 0, B - 0,0001 0, Ca - <0,0005 0, Mg - 0,0001 0, I både Tabell 21 och Tabell 22 kan ses att kolhalterna på proverna av CrNi-rusorna var mycket högre än vad specifikationen, Tabell 20, anger. De är därmed också för höga för både Stål 1 och Stål 2 som enbart får vara 0,11 % respektive 0,09 % i kol. Även halten av andra element som kisel var också långt ifrån den specificerade innehållshalten. Övriga prover som bilbunt och returskrotet uppvisar däremot enligt specifikationen godkända kolhalter och ett överlag bättre överensstämmande. Även proverna i Tabell 23, nästkommande sida, visar godkända kolhalter och inga större avvikelser från specifikationerna. 29
35 Tabell 23. Elementanalyser i vikts - % för hämtade skrotprover vid angivet datum Element Skrottyp 4/ Bilbunt Klass 31 C 0,076 0,053 Si 0,034 0,006 Mn 0,22 0,37 P 0,02 0,007 S 0,009 0,004 Cr 0,023 0,016 Ni 0,018 0,035 Mo 0,003 <0,001 Cu 0,028 0,009 Sn 0,002 <0,001 Co 0,003 0,016 V 0,002 0,004 Ti 0,0009 0,0009 Nb 0,003 0,038 W <0,001 <0,001 Al 0,033 0,044 N 0,017 0,002 B 0,0002 <0,0001 Ca <0,0005 <0,0005 Mg 0,0004 <0, Slaggprover Analyserna från de tagna slaggproverna för respektive stålsort presenteras i figurerna på nästkommande sidor. För Stål 1 ges enbart resultat för sex av de sju chargerna då slaggprov ej togs ut för Charge A. Några charger av båda stålen saknar fullständiga slaggprov då operatörerna antingen glömde vid något provtagningstillfälle eller misslyckades med att erhålla ett bra prov. 30
36 Vikts - % Vikts - % Stål 1 Halt i vikts -% av FeO i slaggen vid respektive slaggprov 35 Vid D01 Vid D02 Vid D03 Strax innan tappning Innan slaggdrag (skänkugn) B C D E F G Charge ID Figur 17. Halten av järnoxid i slaggen för respektive charge av Stål 1 vid angivet provtillfälle. Diagrammet visar att Chargerna F och G innehar lägsta halterna av järnoxid i slaggen vid sista provet. Dessa charger har ej syrgasfärskats. Högsta halten av järnoxid innan slaggdrag har Charge D, en av de charger som har färskats. Halt i vikts -% av MnO i slaggen vid respektive slaggprov 12 Vid D01 Vid D02 Vid D03 Strax innan tappning Innan slaggdrag (skänkugn) B C D E F G Charge ID Figur 18. Halten av manganoxid i slaggen för respektive charge av Stål 1 vid angivet provtillfälle. Här uppvisas samma tendens som i Figur 17; Chargerna F och G har de lägsta halterna av mangan i slaggen vid det sista provet, samt strax innan tappning, medan Charge C, D och E har högre manganhalt. Dessa tre charger har alla syrgasfärskats och halterna av mangan har där ökat efter färskning, alltså vid D02 och D03, jämfört med D01. 31
37 Vikts % Vikts - % Halt i vikts -% av Cr2O3 i slaggen vid respektive slaggprov 25 Vid D01 Vid D02 Vid D03 Strax innan tappning Innan slaggdrag (skänkugn) B C D E F G Charge ID Figur 19. Halten av kromoxid i slaggen för respektive charge av Stål 1 vid angivet provtillfälle. Här kan ses att precis som i Figur 17 och Figur 18 erhöll Chargerna F och G de lägsta halterna av krom i slaggen strax innan tappning samt vid skänkugnen. Charge C, D och E uppvisar högre halter av krom vid dessa prov. Halterna av krom har, precis som mangan, ökat efter färskning för samtliga charger som har färskats. Stål 2 Halt i vikts -% av FeO i slaggen vid respektive slaggprov 30 Vid D01 Vid D02 Strax innan tappning Innan slaggdrag (skänkugn) A B C D Charge ID Figur 20. Halten av järnoxid i slaggen för respektive charge av Stål 2 vid angivet provtillfälle. Här har samtliga charger färskats, dock innehar Chargerna B och D de lägsta kvarvarande mängderna järnoxid vid skänkugnen. Charge C har högsta halten av järnoxid vid skänkugnen trots en lägre halt strax innan tappning. 32
38 Vikts % Vikts % Halt i vikts -% av MnO i slaggen vid respektive slaggprov 16 Vid D01 Vid D02 Strax innan tappning Innan slaggdrag (skänkugn) A B C D Charge ID Figur 21. Halten av manganoxid i slaggen för respektive charge av Stål 2 vid angivet provtillfälle. För de charger där slaggprov tagits efter färskning ses en ökning av halten mangan i slaggen. Charge C har den lägsta halten innan slaggdrag och även den högsta strax innan tappning, vilket till skillnad från situationen för samma charge i Figur 20, tyder på en bättre reduktion. Halt i vikts -% av Cr2O3 i slaggen vid respektive slaggprov 25 Vid D01 Vid D02 Strax innan tappning Innan slaggdrag (skänkugn) A B C D Charge ID Figur 22. Halten av kromoxid i slaggen för respektive charge av Stål 2 vid angivet provtillfälle. Precis som för mangan har en markant ökning av kromoxid i slaggen erhållits efter färskning. Halterna av krom i slaggen vid skänkugnen är här överlag lägre jämfört med mangan i Figur 21. Lägsta halten uppvisas även här av Charge C. 33
39 Med hjälp av elementhalterna från slagganalyserna och slaggvikt hämtad ur chargeprotokollen beräknades mängden järn, mangan och krom i slaggen för respektive charge. Förluster i kostnader samt den teoretiska mängden aluminium som skulle krävas för en fullständig reduktion beräknades också. Resultatet presenteras i följande tabeller: Stål 1 Tabell 24. Mängden legeringsämnen i slaggen (kg) för Charge B och C vid D01 Charge B Charge C Element kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) Fe , , ,5 Mn , , , Cr Slaggvikt = 6600kg = 727 Slaggvikt = 5000kg = 525 Tabell 25. Mängden legeringsämnen i slaggen (kg) för Charge D och E vid D01 Charge D Charge E Element kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) Fe , , , Mn , , Cr Slaggvikt = 6500kg = 801 Slaggvikt = 6200kg =
40 Tabell 26. Mängden legeringsämnen i slaggen (kg) för Charge F och G vid D01 Charge F Charge G Element kg kr/k g Förlust i kr Total mängd aluminium för reduktion (kg) kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) Fe , , , Mn , , Cr , Slaggvikt = 5400kg = 577 Slaggvikt = 3500kg = 447 Stål 2 Tabell 27. Mängden legeringsämnen i slaggen (kg) för Charge A och B vid D01 Charge A Charge B Element kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) Fe , , Mn , , Cr Slaggvikt = 7100kg = 768 Slaggvikt = 6200kg = 672 Tabell 28. Mängden legeringsämnen i slaggen (kg) för Charge C och D vid D01 Charge C Charge D Element kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) kg kr/kg Förlust i kr Total mängd aluminium för reduktion (kg) Fe 880 2, , Mn , , Cr , Slaggvikt = 5100kg = 490 Slaggvikt = 3500kg =
41 Ur Tabell kan ses att den beräknade teoretiska mängden aluminium för fullständig reduktion varierar ganska kraftigt mellan chargerna. Detta beroende på att tillsatt mängd av respektive legeringselement och slaggvikt skiftar för de olika chargerna. I dagsläget tillsätts mellan kg aluminium för reduktion på dessa två stål. Sammanfattningsvis pekar beräkningarna i tabellerna på att detta är för lite. Det blir dock komplicerat att tillsätta så stora mängder i praktiken som uträkningarna hänvisar till. 4.3 Elektroduppföljning I följande kapitel presenteras resultatet utav elektroduppföljningen. Utöver de två elektrodleverantörerna I och II som för närvarande används av Uddeholms AB redovisas även, för extra jämförelse, en viss data gällande en tredje leverantör kallad III som tidigare köptes in av företaget. Genom litteraturstudien undersöktes och jämfördes viktiga parametrar mellan de olika elektrodleverantörerna, se Tabell 29. Tabell 29. Specifikation på nominella värden hos elektrodleverantörerna I och II Leverantör I Ø: mm Leverantör II Ø: mm Egenskap Min Max Min Max Innehåll av aska (%) 0,2 - Densitet 1,66 1,74 1,65 1,75 (g/cm 3 ) Porositet (%) Specifik resistivitet (µωm) Termisk konduktivitet (W/K*m) Böjhållfasthet (kgf/cm 2 ) resp (MN/m 2 ) Young`s Modul (kn/mm 2 ) resp (GN/m 2 ) Koefficient för termisk expansion (10-6 / ºC) resp (10-6 / K) 4,5 6,5 4,6 5, ,5 1,0 0,4 0,9 36
42 Specifikationen i Tabell 29 visar relativt likvärdiga egenskaper överlag för de två elektrodleverantörerna. Några skillnader kan dock ses gällande porositet och böjhållfasthet. Leverantör I anger en något högre böjhållfasthet, som vid första anblicken kan te sig större eftersom leverantörerna använder sig av olika enheter. Omvandlat till samma enhet, kgf/cm 2, blir värdet cirka 90 respektive 140 kgf/cm 2 för leverantör II, jämfört mot 100 respektive 150 för leverantör I. Angående porositeten har leverantör II däremot ett lägre intervall än vad leverantör I har. Elektrodförbrukning och erhållen kolhalt på charger av Stål 1 för respektive elektrodtillverkare jämfördes i ett försök att finna möjliga samband. Resultatet presenteras i Tabell 30 och Tabell 31 samt i Figur 23. Tabell 30. Medelvärde på elektrodförbrukning och kolhalt för respektive elektrodleverantör Elektrodförbrukning (kg/ton) Leverantör I Leverantör II Leverantör III 5,05 5,16 5,21 Kolhalt vid D01 0,138 0,136 0,179 De genomsnittliga värdena på elektrodförbrukningen och kolhalterna i tabellen ovan uppvisar relativt små skillnader, nämnvärt är dock det faktum att leverantör III har den högsta genomsnittliga kolhalten samt den största elektrodförbrukningen. Leverantör I har lägst förbrukning men leverantör II innehar den lägsta genomsnittliga kolhalten. 37
43 0,069 0,071 0,073 0,075 0,077 0,079 0,081 0,083 0,085 0,087 0,089 0,092 0,094 0,10 0,12 0,14 0,16 0,18 0,20 0,22 0,24 0,26 0,28 0,30 0,32 0,34 0,36 0,38 0,40 0,42 0,44 0,46 Antal 12 Kolhalter för Stål 1 från 11/ till 16/ Leverantör I Leverantör II Leverantör III C-halt D01 Figur 23. Normalfördelning över erhållna kolhalter vid användning av respektive elektrodleverantör. Enligt diagrammet uppvisar leverantör II en mindre spridning jämfört med de andra. Leverantör III har en större spridning mot de högre kolhalterna och leverantör I mot de lägre halterna. Trots detta blir det svårt att härifrån utläsa ett rimligt resultat på grund av faktumet att mer data finns registrerat på leverantör I i jämförelse med de övriga. Tabell 31. Erhållna kolhalter och använd elektrodleverantör för charger uppföljda i realtid Charger Stål 1 C-halt vid D01 Max C-halt Elektrodleverantör Charge A 0,091 0,11 I Charge B 0,085 0,11 I Charge C 0,13 0,11 II Charge D 0,15 0,11 II Charge E 0,11 0,11 I Charge F 0,075 0,11 I Charge G 0,091 0,11 I Charger Stål 2 Charge A 0,093 0,090 I Charge B 0,12 0,090 I Charge C 0,095 0,090 I Charge D 0,12 0,090 II 38

. Detta är ett bra exempel på hur elektroderna bör se ut; jämna och fina, inga synliga sprickor. Figur 25. Inför tillverkning av Stål 1, Charge E, (Foto taget 2017-05-12).")
44 I Tabell 31 kan ses att de charger som erhållit de högsta kolhalterna efter nedsmältning för respektive stål har alla haft elektroder från leverantör II. Undantaget är Charge B för Stål 2. En uppföljning av elektroderna vid användning under smältning i ljusbågsugnen genomfördes och dokumenterades genom fotografering. Elektroderna undersöktes inför nedsmältning av Stål 1 och Stål 2 men även med jämna intervall inför övriga stålsorter. Delar av resultatet ges av figurerna nedan. Elektrodleverantör I Figur 24. (Foto taget ). Detta är ett bra exempel på hur elektroderna bör se ut; jämna och fina, inga synliga sprickor. Figur 25. Inför tillverkning av Stål 1, Charge E, (Foto taget ). Den högra elektroden befinner sig i ett skarvningsområde med nippeln på väg att träda fram. 39


45 Figur 26. Efter två charger från föregående fotografi, Figur 25, (Foto taget ). En spricka syns vid spetsen på elektroden till höger. Figur 27. (Foto taget ). Elektroderna ser återigen bra ut, inga sprickor syns här. 40

.")
46 Figur 28. Inför smältning av Stål 1, Charge G, (Foto taget ). Jämna och fina elektroder utan sprickor. Figur 29. Två charger efter föregående fotografi, Figur 28, (Foto taget ). Ett skarvningsområde syns på den högra elektroden där en del av nippeln har kommit fram. 41
 Här syns ett mindre brott på elektroden till höger och nippeln kan anas på")
.")
47 Elektrodleverantör II Figur 30. (Foto taget ) Här syns ett mindre brott på elektroden till höger och nippeln kan anas på den mellersta elektroden. Figur 31. En bit av en elektrod som lossnat och blivit kvar i ugnen efter tappning (Foto taget ). Detta riskerar att ge uppkolning på nästkommande smälta och/eller medföra andra problem, som till exempel igentäppning av tapphålet. 42


48 Figur 32. Inför smältning av Stål 2, Charge D, (Foto taget ). Här syns skåror/hack samt sprickor i vertikalt led på samtliga tre elektroder. Figur 33. Inför smältning av Stål 1, Charge D, (Foto taget ). På vänstra elektroden syns tydligt sprickor i både vertikalt och horisontellt led. Elektroden befinner sig också i ett skarvningsområde där nippeln börjar komma fram. 43


49 Figur 34. (Foto taget ). På den högra elektroden ses återigen ett exempel på ett skarvningsområde med framkommande nippel. Till skillnad från samma situationer hos elektroderna från leverantör I (Figur 25 och Figur 29) finns här, precis som i Figur 33, sprickor runt omkring. Flera sprickor i vertikalt led är synliga på denna elektrod. Figur 35. (Foto taget ). En spricka över tvärsnittet på elektrodens spets syns här på den vänstra elektroden. 44
50 5. Diskussion I detta kapitel diskuteras de erhållna resultaten från chargeuppföljningen, provtagningen av skrot och slagg samt elektroduppföljningen. Med hjälp av den teoretiska bakgrunden i kombination med resultaten görs ett försök att ta fram möjliga samband. Diskussionen behandlar varje resultatdel var för sig. Kommentarer ges och eventuella avvikelser diskuteras. Skrotprover Vid närmare undersökning av de äldre uppföljda chargerna (Figur 14) upptäcktes att skrotsorten CrNi-rusor hade tillsatts hos större delen av de charger som blivit för höga, eller precis på gränsen i kol. 83 % av dessa hade skrotsorten, jämfört med 52 % hos de lågkolhaltiga chargerna. Efter att skrotproverna visade sig ha för hög kolhalt, samt även felaktig analys på andra element, enligt vad som var specificerat (Tabell 20 22) togs beslutet att ej tillsätta CrNi-rusor på kommande charger av Stål 1 och Stål 2. En ny leverantör av CrNi-rusor började användas under 2015, detta kan vara anledningen till att skrotet hade annorlunda analys mot för tidigare. Specifikationen gällde förmodligen för det gamla skrotet, då ingen uppdatering genomförts. Skrotgården tar ut prover för analys med jämna mellanrum, dock hade inget prov på CrNi-rusorna tagits under 2017 och tidpunkten när det senast togs var oklart. Legeringsutbyten och slaggprover Sammanfattningsvis uppvisar de charger som erhållit syrgasfärskning en tendens till sämre utbyte av mangan och krom. Detta gäller både för de äldre chargerna (Tabell 1 4) samt för de uppföljda chargerna av Stål 1 under projektets gång (Tabell 9 15). Chargerna av Stål 2 är svårare att jämföra eftersom att färskning utfördes på alla fyra chargerna (Tabell 7). Tendensen är dock densamma då den charge med kortast färskningstid, Charge A, också var den med högst utbyte av krom och mangan (Tabell 16). Slagganalyserna för båda ståltyperna (Figur 17 22) visar att en överlag större andel legeringar erhållits i slaggen för de charger där färskning utförts och prov tagits efteråt. En viss reduktion verkar dock ske, som sig bör, i samband med tappningen då halten av krom och mangan minskat i slaggen vid skänkugnen innan slaggavdragning. 45
51 Uppföljning av charger Här diskuteras de charger av respektive stål som erhöll för höga kolhalter. Stål 1 Charge C Denna charge blev för hög i kol trots att inga CrNi-rusor tillsattes (Tabell 6). Två färskningar fick utföras på två respektive tre minuter (Tabell 5) eftersom det andra stålprovet, D02, inte visade någon ändring i kolhalt efter första färskningen. Orsaken till detta torde vara uppkolning från elektroderna. Vid provtagningarna kunde operatörerna bekräfta att elektrodbitar rasat ner i smältan. Elektroder från leverantör II användes under nedsmältningen. Utbytet av krom och mangan blev lägre jämfört med de två föregående chargerna, A och B (Tabell 11), vilket antas bero på färskningen. Slagganalyserna visade även att en större andel mangan- och kromoxid fanns i slaggen efter färskningarna (Figur 18-19). Charge D Även på denna charge erhölls för hög kolhalt (Tabell 5) och utförandet av en färskning krävdes. Orsaken till detta antas, precis som för föregående charge, bero på elektroderna. Samma elektroder (leverantör II) användes och elektrodbitar i smältan sågs också här. Figur 33 visar hur elektrodsituationen såg ut innan nedsmältning; sprickorna ovanför nippeln innebär med stor sannolikhet att den delen lossnat och rasat ner. På grund av de omständigheterna med elektroderna genomfördes en något längre färskning, sex minuter, med hopp om att kolhalten skulle reduceras tillräckligt. Utbytena blev förmodligen därför lägre än för föregående charge, dock tillsattes ett större antal kilo legeringselement på Charge C (Tabell 11-12). Charge E Kolhalten för denna charge låg vid första stålprovet precis på maxgränsen 0,11 % (Tabell 5). Två färskningar med en total tid på sex minuter utfördes. Elektroder från leverantör I användes under nedsmältningen och Figur 25 visar elektrodernas skick innan nedsmältning. Situationen med skarvningsområdet och nippeln på den högra elektroden är en förmodad orsak till kolhalten. Utbytet av krom och mangan blev på denna charge högre jämfört med förgående charge; Charge D, trots lika lång total färskningstid. Att färskningen genomfördes i två etapper på denna charge kanske kan ha påverkat det faktumet, samt att en större mängd legeringar tillsattes (Tabell 13). 46
52 Stål 2 Charge A Denna charge erhöll en kolhalt som låg strax över maxgränsen (Tabell 7) och en kort syrgasfärskning på två minuter genomfördes. Denna charge erhöll förmodligen också därför det bästa utbytet utav samtliga fyra charger (Tabell 16). Anledningen till kolhalten tros vara det faktum att nästan åtta ton CrNi-rusor tillsattes på denna 61-tons charge (Tabell 8). Charge B En färskning på fyra minuter utfördes på grund av kolhalten (Tabell 7). Trots en dubbelt så lång färskningstid jämfört med Charge A, erhölls i stort sett liknande krom- och manganutbyte. Orsaken antas vara att en mindre mängd legeringselement tillsattes på denna charge (Tabell 17). Anledningen till att kolhalten här blev högre jämfört med föregående charge torde bero på att nio ton CrNi-rusor tillsattes på en mindre smälta (Tabell 8). Charge C På denna charge tillsattes inga CrNi-rusor (Tabell 8), dock blev kolhalten ändå strax över maxgränsen och färskning fick utföras (Tabell 7). Total färskningstid var sju minuter, uppdelat i två omgångar. Redan efter första färskningen uppvisade andra stålprovet, D02, godkänd kolhalt. Den andra färskningen genomfördes enligt operatörerna för säkerhetens skull. Detta innebar att det färskades onödigt länge och på grund av det förlorades förmodligen större mängder krom och mangan till slaggen mot för vad som annars skulle ha förlorats. Utbytena är, tillsammans med Charge D, de lägsta för samtliga av dessa charger (Tabell 18). Möjlig orsak till den för höga kolhalten kan i detta fall vara elektroderna (leverantör I), dock gjordes ingen dokumentation angående elektrodernas skick innan nedsmältningen påbörjades. Charge D Figur 32 visar hur elektrodsituationen såg ut inför smältningen av denna charge. Sprickorna på samtliga tre elektroder tros ha orsakat att bitar har släppt, vilket i sin tur antas vara anledningen till kolhalten. Den långa färskningstiden som krävdes, tio minuter (Tabell 7), berodde förmodligen på ett fel som skedde i samband med chargeringen. Kiselkrom tillsattes i ugnsbotten, vilket egentligen skall tillsättas genom inspektionsluckan efter D01-provet och eventuell färskning. Detta innebar att halten av kisel blev högre än normalt, vilket lär ha påverkat färskningen. Ett lågt utbyte av krom och mangan erhölls (Tabell 19), precis som för Charge C. Orsaken torde vara att dessa två charger erhöll de längsta syrgasfärskningarna. 47
53 Syrgasfärskning Utförandet av en syrgasfärskning på Stål 1 och Stål 2 skiljde sig något mellan de fyra olika skiftlagen (Kapitel 4.1.3). Samma räknesätt; pinnar/min grundat på kol- och kiselhalten vid D01-provet användes, dock gavs ibland intrycket av att det var något osäkert om hur lång färskning som krävdes. Samma sak gällande när, vid vilken temperatur, den skulle utföras. De mer erfarna operatörerna visade dock en större säkerhet gällande detta. Att mäta temperaturen innan färskning, vilket anvisas av föreskriften, gjordes enbart av ett skiftlag. Att påbörja utförandet av en eventuell färskning tidigt, det vill säga vid så låg temperatur som möjligt, verkade vara det resonemang som skiftlagen arbetade efter. Detta för att ha möjlighet att genomföra flera färskningar, i fall behovet skulle uppstå, innan temperaturen blir för hög och ugnen riskeras att förstöras. Vid ett sådant utförande erhålls en oxidation av kol men nackdelen är att risken också ökar för en större oxidation av krom och mangan. Att påbörja en färskning vid en högre temperatur skulle innebära oxidation av kol men samtidigt ett skydd för krom och mangan, det vill säga en lägre oxidation av legeringarna. Däremot försvinner då möjligheten att genomföra ett flertal upprepade färskningar. Detta ger upphov till en balansgång där en lämplig starttemperatur för syrgasfärskning, med hänsyn till både koloxidation och oxidation av legeringselement, behöver tas fram. Elektroduppföljning I Tabell 31 kan en tydlig tendens ses; gällande Stål 1 har elektroder från leverantör II används för de båda chargerna som erhöll högst kolhalt. För Stål 2 är motsvarande siffra en utav de två chargerna med högst kolhalt. Detta pekar på en större benägenhet för uppkolning hos elektroderna från leverantör II. Ännu tydligare kunde dessa skillnader mellan leverantörerna ses genom de fotografier som togs för dokumentation vid ugnen (Figur 24 35). Från dessa syns att sprickor, både vertikala och horisontella, är vanligt förekommande hos leverantör II i mycket större utsträckning än hos leverantör I. Tendensen till brott verkade också vara mer framgående hos leverantör II (Figur 30-31). En ytterligare indikation på skillnaderna mellan elektroderna gavs ifrån ugnsoperatörerna, där alla var överens om att det är mer problem i större utsträckning och har varit under en längre tid med elektroderna från leverantör II. Ett fenomen som dock kunde ses på elektroder från båda tillverkarna var det faktumet att nippeln vanligtvis träder fram när elektroden befinner sig i ett skarvningsområde (Figur 25, Figur 29, Figur 33 och Figur 34). Detta innebär med största sannolikhet att nippel-delen kommer att lossna under nedsmältningen och orsaka uppkolning, vilket också blev fallet för en del av chargerna som följdes upp under detta arbete. 48
54 6. Slutsatser & Förslag till framtida arbete Syftet med detta projekt var att följa upp nedsmältningsprocessen i ljusbågsugnen samt även analyserna äldre tillverkade charger och studera olika faktorers möjliga inverkan till för hög kolhalt. De erhållna resultaten uppvisar följande samband och tendenser: i. En stor majoritet av de charger som haft CrNi-rusor som tillsatt råvara har fått för hög kolhalt efter nedsmältning, detta styrks av det faktum att skrotets kolhalt varit högre än vad som optimerats utefter specifikationen ii. Charger som har färskats med syrgas uppvisar ett sämre legeringsutbyte med en större andel krom och mangan i slaggen, vilket därmed leder till högre förluster i legeringskostnader per tillverkad charge iii. Utförandet av en färskning vid tillverkning av Stål 1 och Stål 2 skiljer sig från föreskriften och även mellan de olika skiftlagen iiii: Elektroder från leverantör II visar större benägenhet för sprickor och brott samt uppkolning av smälta i större utsträckning än elektroder från leverantör I iiiii. Anledningen till problemet med för höga kolhalter hos dessa stål har med stor sannolikhet varit en kombination av dåliga elektroder och tillsatt skrot med felaktig kolhalt Rekommendationer till fortsatt arbete utifrån de resultat och slutsatser denna rapport har uppvisat: Undvika att tillsätta CrNi-rusor som råvara till Stål 1 och Stål 2 och istället använda exempelvis Klass 31 eller annat lämpligt skrot Tätare intervall på provtagning av inköpt skrot vid skrotgården så att eventuella fel i skrotsammansättningen kan upptäckas fortare Utförligare studier på elektroduppföljning för att se om problemen med elektroderna från leverantör II fortsätter, och i sådana fall utesluta leverantören och istället köpa in elektroder från en annan tillverkare 49
55 Se över arbetsrutinerna vid syrgasfärskning för ett mer konsekvent utförande så att det ej färskas för mycket i onödan vid eventuella behov Kontroll av tillsatt skrot samt fortsatt uppföljning av kolhalterna på stålen för att säkerhetsställa att de blir godkända, därefter rikta uppmärksamheten mot att optimera utbytena av krom och mangan 50
56 Referenser [1] Jernkontoret, Stålindustrin, [Online]. Available: [Använd 2 April 2017]. [2] Uddeholm, [Online]. Available: [Använd 2 April 2017]. [3] Swerea IVF m.fl., Järn och stålframställning, i Stål och värmebehandling - En handbok, Mölndal, Billies Tryckeri AB, 2:a utgåvan, ISBN: , 2015, p [4] J. Uggla, Järn- och stålframställning, skrotbaserad processmetallurgi, i Jernkontorets utbildningspaket - del 3, Jernkontorets forskning, Stockholm, 2000, pp. 1-2, 6-7. [5] M. Andersson och T. Sjökvist, Stålframställning, i Processmetallurgins grunder, Stockholm, Kungliga Tekniska Högskolan, 2002, pp , , [6] Uddeholms AB, AB Sandvik Materials Technology, Svenska Metallkretsen AB m.fl, Klassificering av stålskrot, i Skrotboken - Bestämmelser för leverans och klassificering av stålskrot och gjutjärnskrot, Avesta, Centrumtryck AB, 2012, pp [7] E. Pretorius, H. Oltmann och J. Jones, EAF Fundamentals, LWB Refractories, Process Technology Group, Inhämtat av Voicu Brabie, professor i materialvetenskap, 2016, pp. 3,15, 17, 30-31, 33,. [8] V. Brabie, Infodringsmaterial och slagger, Inhämtat av Voicu Brabie, professor i materialvetenskap, [9] X. Zhang, H. Roelofs, S. Lemgen, U. Urlau och S. Subramanian, Application of Thermodynamic Model for Inclusion Control in Steelmaking to Improve the Machinability of Low Carbon Free Cutting Steels, Steel Research int., vol. 5, pp , [10] V. Brabie, Processmetallurgins Koppling Till Termodynamiken, i Metallurgisk Processteknik, Inhämtat av Voicu Brabie, professor i materialvetenskap, 2016, pp. 10, [11] R. H. Petrucci, F. G. Herring, J. D. Madura och C. Bissonnette, Spontaneous Change: Entropy and Gibbs Energy, i General Chemistry - Principles and Modern Applications Tenth Edition, Pearson Canada Inc., Toronto, Ontario, ISBN: , 2011, p [12] M. Jellinghaus, Electric Steelmaking, Düsseldorf, Germany, Verlag Stahleisen mbh, ISBN: , 1989, pp. 55, [13] TOKAI CARBON CO., LTD, Graphite Electrode, [Online]. Available: [Använd 11 April 2017]. [14] GRAPHITE COVA GMBH, Graphite electrodes and coating for graphite electrodes, [Online]. Available: [Använd 11 April 2017]. 51
57 [15] Professor S.C Koria, Material Science and Engineering IIT Kanpur, NPTEL, Metallurgy and Material Science - Steel Making, 23 September [Online]. Available: [Använd 19 April 2017]. [16] GrafTech International, Electric Arc Furnace Solutions, [Online]. Available: [Använd 29 April 2017]. [17] P. Migas och M. Karbowniczek, Selected Aspects of Graphite Applications in Ferrous Metallurgy, 16 Oktober 2013, Freiberg, Tyskland. AGH-University of Science and Technology, Department of Ferrous Metallurgy, Faculty of Metals Engineering and Industrial Computer Science. [Online]. Available: 2rd_polnisch_deutsches_symposium/abstract_migas_aspects-of-graphite-applications.pdf. [Använd 29 April 2017]. [18] PANalytical B.V., Sample preparation instruments, [Online]. Available: [Använd 2 Maj 2017]. [19] D. Brandon och W. D. Kaplan, Chemical Analysis of Surface Composition, i Microstructural Characterization of Materials - 2nd Edition, Chichester, England, John Wiley & Sons, Ltd, ISBN: , 2008, p [20] LECO Corporation Svenska AB, Instrument för organisk elementaranalys, [Online]. Available: [Använd 6 Maj 2017]. 52
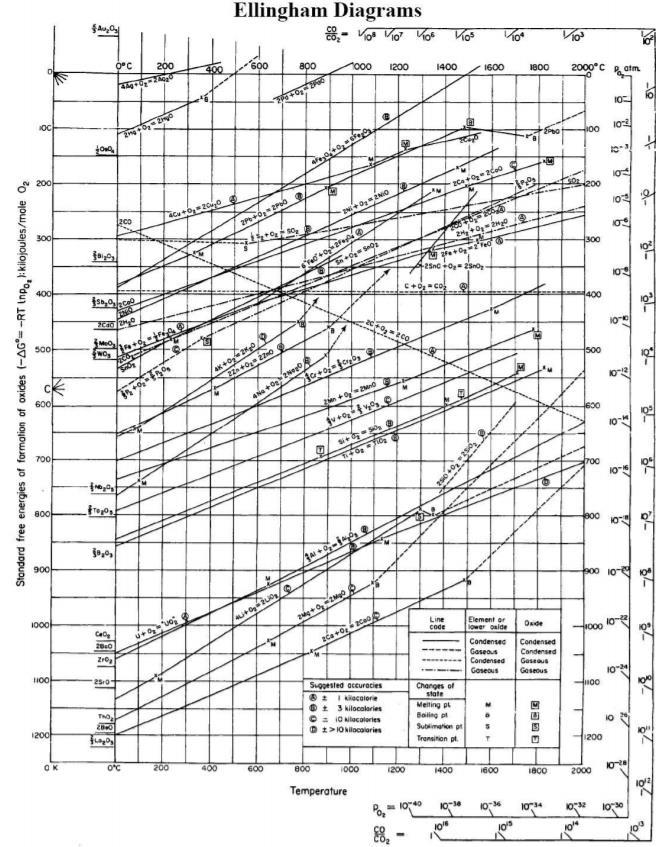
58 Bilagor Bilaga 1. Syrepotentialdiagrammet 53
Stålslagg & Slaggasfalt
 Stålslagg & Slaggasfalt Robert Eriksson Jernkontoret Stål formar en bättre framtid Om Jernkontoret Den svenska stålindustrins branschorganisation Grundades 1747 Ägs av de svenska stålföretagen Omkring
Stålslagg & Slaggasfalt Robert Eriksson Jernkontoret Stål formar en bättre framtid Om Jernkontoret Den svenska stålindustrins branschorganisation Grundades 1747 Ägs av de svenska stålföretagen Omkring
!!"# $ %&' (!)*+,*&-'. ( / (. 0. Karlstads universitet Karlstad Tfn Fax
*+,*&-'. ( / (. 0. Karlstads universitet Karlstad Tfn Fax") !!"# $ %&' (!)*+,*&-'. ( / (. 0 Karlstads universitet 651 88 Karlstad Tfn 054-700 10 00 Fax 054-700 14 60 Information@kau.se www.kau.se Sammanfattning Detta examensarbete har utförts på Uddeholms AB i
!!"# $ %&' (!)*+,*&-'. ( / (. 0 Karlstads universitet 651 88 Karlstad Tfn 054-700 10 00 Fax 054-700 14 60 Information@kau.se www.kau.se Sammanfattning Detta examensarbete har utförts på Uddeholms AB i
Viktigt! Glöm inte att skriva Tentamenskod på alla blad du lämnar in.
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAI16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 171027 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAI16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 171027 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Prislista effektiv from rev. 5 Analyseringen följer tillgängliga ASTM-metoder
 Prislista effektiv from 2017-06-01 rev. 5 Analyseringen följer tillgängliga ASTM-metoder Svar sker enligt av er önskade element. Tillägg i efterhand av element i lista nedan ingen extra kostnad. Teckna
Prislista effektiv from 2017-06-01 rev. 5 Analyseringen följer tillgängliga ASTM-metoder Svar sker enligt av er önskade element. Tillägg i efterhand av element i lista nedan ingen extra kostnad. Teckna
Bilaga 2. Ackrediteringens omfattning. Kemisk analys /1313
 Ackrediteringens omfattning Laboratorier Degerfors Laboratorium AB Degerfors Ackrediteringsnummer 1890 A003432-001 Kemisk analys Oorganisk kemi Aluminium, Al ASTM E1086:2014 OES Stål ASTM E1621:2013 XRF
Ackrediteringens omfattning Laboratorier Degerfors Laboratorium AB Degerfors Ackrediteringsnummer 1890 A003432-001 Kemisk analys Oorganisk kemi Aluminium, Al ASTM E1086:2014 OES Stål ASTM E1621:2013 XRF
Stål en del av vår vardag
 Stål en del av vår vardag Stål finns i det mesta vi har runtomkring oss, bilar, strykjärn, mobiler, bestick och gatlampor. Produkter som inte innehåller stål är ofta plastprodukter som tillverkats i stålformar.
Stål en del av vår vardag Stål finns i det mesta vi har runtomkring oss, bilar, strykjärn, mobiler, bestick och gatlampor. Produkter som inte innehåller stål är ofta plastprodukter som tillverkats i stålformar.
Prislista effektiv from 2015-01-01 rev. 3 Analyseringen följer tillgängliga ASTM-metoder
 Prislista effektiv from 2015-01-01 rev. 3 Analyseringen följer tillgängliga ASTM-metoder Svar sker enligt av er önskade element. Tillägg i efterhand av element i lista nedan ingen extra kostnad. Teckna
Prislista effektiv from 2015-01-01 rev. 3 Analyseringen följer tillgängliga ASTM-metoder Svar sker enligt av er önskade element. Tillägg i efterhand av element i lista nedan ingen extra kostnad. Teckna
Mätprincip Principle of measurement. Provtyp Sample type. ASTM E1621:2013 XRF Koppar/Kopparlegeringar Copper/Copper Alloys
 Ackrediteringens omfattning Scope of accreditation Degerfors Laboratorium AB Degerfors Ackrediteringsnummer 1890 A003432-001 Kemisk analys Chemical analysis Teknikområde Technique Parameter Parameter Metod
Ackrediteringens omfattning Scope of accreditation Degerfors Laboratorium AB Degerfors Ackrediteringsnummer 1890 A003432-001 Kemisk analys Chemical analysis Teknikområde Technique Parameter Parameter Metod
CorEr. Boden Energi AB utför prov med CoreEr i sopförbrännigspanna
 CorEr Boden Energi AB utför prov med CoreEr i sopförbrännigspanna År 2007 startade Boden Energi AB sin senaste sopförbränningspanna av typen Roster, levererad av B&W Volund. Pannan förbränner cirka 50
CorEr Boden Energi AB utför prov med CoreEr i sopförbrännigspanna År 2007 startade Boden Energi AB sin senaste sopförbränningspanna av typen Roster, levererad av B&W Volund. Pannan förbränner cirka 50
EXAMENSARBETE. Råvarornas inverkan på ljusbågsugnsslaggens egenskaper
 EXAMENSARBETE 2009:119 CIV Råvarornas inverkan på ljusbågsugnsslaggens egenskaper Anette Rönnebro Luleå tekniska universitet Civilingenjörsprogrammet Kemiteknik Institutionen för Tillämpad kemi och geovetenskap
EXAMENSARBETE 2009:119 CIV Råvarornas inverkan på ljusbågsugnsslaggens egenskaper Anette Rönnebro Luleå tekniska universitet Civilingenjörsprogrammet Kemiteknik Institutionen för Tillämpad kemi och geovetenskap
Stål en del av vår vardag
 Stål en del av vår vardag Stål finns i det mesta vi har runtomkring oss, bilar, strykjärn, mobiler, bestick och gatlampor. Produkter som inte innehåller stål är ofta plastprodukter som tillverkats i stålformar.
Stål en del av vår vardag Stål finns i det mesta vi har runtomkring oss, bilar, strykjärn, mobiler, bestick och gatlampor. Produkter som inte innehåller stål är ofta plastprodukter som tillverkats i stålformar.
Framställning av järn
 Ämnen i jordskorpan Få rena grundämnen i naturen Ingår i kemiska föreningar I berggrunden (fasta massan i jordskorpan) finns många olika kemiska föreningar. De flesta berggrund innehåller syre Berggrunden
Ämnen i jordskorpan Få rena grundämnen i naturen Ingår i kemiska föreningar I berggrunden (fasta massan i jordskorpan) finns många olika kemiska föreningar. De flesta berggrund innehåller syre Berggrunden
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 601 UNS N606601, NiCr23Fe, 2.4851 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 601 (UNS benämning N06601) är en nickel-krom legering avsedd att användas
ALLOY 601 UNS N606601, NiCr23Fe, 2.4851 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 601 (UNS benämning N06601) är en nickel-krom legering avsedd att användas
Analyslaboratoriet, 4380 A OES 0,003 5,5 vikt% Stål Nej Nej ASTM E415, mod OES 0,003 1,5 vikt% Stål Nej Nej ASTM E572, mod/ss-en 10315:2006
 Ackrediteringens omfattning AB Sandvik Materials Technology Sandviken Ackrediteringsnummer 1636 Analyslaboratoriet, 4380 A001539-001 Kemisk analys Teknikområde Parameter Metod Mätprincip Mätområde Provtyp
Ackrediteringens omfattning AB Sandvik Materials Technology Sandviken Ackrediteringsnummer 1636 Analyslaboratoriet, 4380 A001539-001 Kemisk analys Teknikområde Parameter Metod Mätprincip Mätområde Provtyp
Dragprov, en demonstration
 Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
ALLOY 600 UNS N06600, , NiCr15Fe
 ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 625 UNS N06625, NiCr22Mo9Nb, 2.4856 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 625 (UNS beteckning N06625) är en nickel-krom-molybden-legering
ALLOY 625 UNS N06625, NiCr22Mo9Nb, 2.4856 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 625 (UNS beteckning N06625) är en nickel-krom-molybden-legering
2 Tillverkning av metallpulver vid Höganäs anläggningar... 3 2.1 Svampverket... 4 2.2 Pulververket... 4 2.3 Distaloyverket... 5
 Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 400 UNS N04400, NiCu30Fe, 2.4360 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 400 (UNS benämning N04400) är en nickel-koppar legering med hög mekanisk
ALLOY 400 UNS N04400, NiCu30Fe, 2.4360 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 400 (UNS benämning N04400) är en nickel-koppar legering med hög mekanisk
Metaller och legeringar
 Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Ämnen runt omkring oss åk 6
 Ämnen runt omkring oss åk 6 Begrepp att kunna Atom Avdunstning Basisk Blandning Brännbarhet Egenskaper Fast form Flytande form Fotosyntes Gasform Grundämne Kemisk förening Kemisk reaktion Kondensering
Ämnen runt omkring oss åk 6 Begrepp att kunna Atom Avdunstning Basisk Blandning Brännbarhet Egenskaper Fast form Flytande form Fotosyntes Gasform Grundämne Kemisk förening Kemisk reaktion Kondensering
CO +( CO 2 )+ Fe 2 O 3 -> Fe 3 O 4 + CO + CO 2
+ Fe 2 O 3 -> Fe 3 O 4 + CO + CO 2") Högst upp i masugnen: Ugnen fylls på med malm- och träkolsbitar Kolmonoxiden i masugnsgasen reagerar med hematiten och det bildas magnetit och koldioxid. kvävgasen ( ) torkar och värmer malm 2 O 3 2 3
Högst upp i masugnen: Ugnen fylls på med malm- och träkolsbitar Kolmonoxiden i masugnsgasen reagerar med hematiten och det bildas magnetit och koldioxid. kvävgasen ( ) torkar och värmer malm 2 O 3 2 3
Härdningsmekanismer OBS: Läs igenom handledningen för laborationen.
 Härdningsmekanismer OBS: Läs igenom handledningen för laborationen. Postadress Box 118 Besöksadress Ole Römers väg 1 växel 046-222 00 00 Telefax 046-222 46 20 Internet http://www.materal.lth.se ALLMÄNT
Härdningsmekanismer OBS: Läs igenom handledningen för laborationen. Postadress Box 118 Besöksadress Ole Römers väg 1 växel 046-222 00 00 Telefax 046-222 46 20 Internet http://www.materal.lth.se ALLMÄNT
Gjutjärn som konstruktionsmaterial
 Gjutjärn som konstruktionsmaterial Inlämningsuppgift i kursen kpp039 Kari Haukirauma 2011-01-06 Produktutveckling 3 Handledare Rolf Lövgren Innehåll Inledning... 3 Vad är gjutjärn?... 4 Gråjärn... 6 Användningsområden
Gjutjärn som konstruktionsmaterial Inlämningsuppgift i kursen kpp039 Kari Haukirauma 2011-01-06 Produktutveckling 3 Handledare Rolf Lövgren Innehåll Inledning... 3 Vad är gjutjärn?... 4 Gråjärn... 6 Användningsområden
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Allmänna anvisningar: <Hjälptext: Frivilligt fält. Skriv här ytterligare information som studenterna behöver>
 Materialkunskap Provmoment: Ladokkod: Tentamen ges för: Tentamen 41M09B KMASK13h 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 150113 Tid: 14.00-18.00
Materialkunskap Provmoment: Ladokkod: Tentamen ges för: Tentamen 41M09B KMASK13h 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 150113 Tid: 14.00-18.00
Analys av tandmaterial
 Uppdragsrapport Konfidentiell Analys av tandmaterial 2016-04-21 Utredare: David Malmström David.Malmstrom@swerea.se, 070-305 40 45 Avdelning: Materialanalys och processövervakning Vårt referensnr: K-16030
Uppdragsrapport Konfidentiell Analys av tandmaterial 2016-04-21 Utredare: David Malmström David.Malmstrom@swerea.se, 070-305 40 45 Avdelning: Materialanalys och processövervakning Vårt referensnr: K-16030
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007
 BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Dokument-ID 1.0 Varunamn Artikel-nr/ID-begrepp Varugrupp SMA Avloppsrör och delar Ny deklaration
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Dokument-ID 1.0 Varunamn Artikel-nr/ID-begrepp Varugrupp SMA Avloppsrör och delar Ny deklaration
Blyfritt lod SN100C, framtidens standard?
 Blyfritt lod SN100C, framtidens standard? SN100C är en blyfri legering bestående av tenn (Sn) 99,3 % och koppar(cu) ca 0,7 % som är dopat med nickel (Ni). SN100C är patenterad av Nihon Superior i Japan
Blyfritt lod SN100C, framtidens standard? SN100C är en blyfri legering bestående av tenn (Sn) 99,3 % och koppar(cu) ca 0,7 % som är dopat med nickel (Ni). SN100C är patenterad av Nihon Superior i Japan
Materia och aggregationsformer. Niklas Dahrén
 Materia och aggregationsformer Niklas Dahrén Vad är materia? Materia är egentligen allting som vi ser omkring oss! Allt som är uppbyggt av atomer kallas för materia. Materia kännetecknas av att det har
Materia och aggregationsformer Niklas Dahrén Vad är materia? Materia är egentligen allting som vi ser omkring oss! Allt som är uppbyggt av atomer kallas för materia. Materia kännetecknas av att det har
Vad är rostfritt stål? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Vad är rostfritt stål? Järnlegering med 10,5 % krom och 1,2 % kol, vilket krävs för att det självläkande ytskiktet (passiva skiktet) som ger korrosionshärdigheten skall kunna bildas
Cr > 10,5% C < 1,2% Vad är rostfritt stål? Järnlegering med 10,5 % krom och 1,2 % kol, vilket krävs för att det självläkande ytskiktet (passiva skiktet) som ger korrosionshärdigheten skall kunna bildas
CRISTAL E. Framtidens svetsning är Cristalklar. Den nya generationen av rostfria MMA elektroder. www.oerlikon-welding.com 2006-222 RL00537R
 CRISTAL E Den nya generationen av rostfria MMA elektroder. Framtidens svetsning är Cristalklar. Patenterat RL00537R www.oerlikon-welding.com CRISTAL : Den nya generationen rostfria elektroder 3534-053
CRISTAL E Den nya generationen av rostfria MMA elektroder. Framtidens svetsning är Cristalklar. Patenterat RL00537R www.oerlikon-welding.com CRISTAL : Den nya generationen rostfria elektroder 3534-053
TILLSATS AV BRÄND DOLOMIT SOM SLAGGBILDARE FÖR ETT MINSKAT INFODRINGSSLITAGE
 TILLSATS AV BRÄND DOLOMIT SOM SLAGGBILDARE FÖR ETT MINSKAT INFODRINGSSLITAGE Markus Kilpinen Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
TILLSATS AV BRÄND DOLOMIT SOM SLAGGBILDARE FÖR ETT MINSKAT INFODRINGSSLITAGE Markus Kilpinen Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
Rostdoktorn Dr. Sabina Ronneteg
 Rostdoktorn Dr. Sabina Ronneteg Vem är jag? Sabina Ronneteg Naturvetenskapligt program, Katedralskolan, Linköping Magisterexamen i kemi vid Linköpings Tekniska Högskola och Uppsala Universitet Doktorerade
Rostdoktorn Dr. Sabina Ronneteg Vem är jag? Sabina Ronneteg Naturvetenskapligt program, Katedralskolan, Linköping Magisterexamen i kemi vid Linköpings Tekniska Högskola och Uppsala Universitet Doktorerade
UTVÄRDERING AV QUALIFLASH - METODEN
 060330 UTVÄRDERING AV QUALIFLASH - METODEN Marie Lorentzon Maria Nylander Svenska Gjuteriföreningen Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@gjuteriforeningen.se http://www.gjuteriforeningen.se
060330 UTVÄRDERING AV QUALIFLASH - METODEN Marie Lorentzon Maria Nylander Svenska Gjuteriföreningen Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@gjuteriforeningen.se http://www.gjuteriforeningen.se
Siliciumkarbid, Ädelkorund och Normalkorund
 Siliciumkarbid, Ädelkorund och Normalkorund c/o Cerablast GmbH & Co.KG Gerhard-Rummler-Str.2 D-74343 Sachsenheim / Tyskland Telefon: 0049 7147 220824 Fax: 0049 7147 220840 E-post: info@korutec.com http://www.korutec.com
Siliciumkarbid, Ädelkorund och Normalkorund c/o Cerablast GmbH & Co.KG Gerhard-Rummler-Str.2 D-74343 Sachsenheim / Tyskland Telefon: 0049 7147 220824 Fax: 0049 7147 220840 E-post: info@korutec.com http://www.korutec.com
TENTAMEN Material. Moment: Tentamen (TEN1), 3,5 högskolepoäng, betyg 3, 4 eller 5. Skriv din kod, kurskoden och kursnamn på varje inlämnat blad!
, 3,5 högskolepoäng, betyg 3, 4 eller 5. Skriv din kod, kurskoden och kursnamn på varje inlämnat blad!") TENTAMEN Material Kurskod: PPU105 Moment: Tentamen (TEN1), 3,5 högskolepoäng, betyg 3, 4 eller 5 Datum: 2015-01-14 14:10-18:30 Hjälpmedel: Skriv och ritmateriel, räknedosa. Läs detta innan du börjar med
TENTAMEN Material Kurskod: PPU105 Moment: Tentamen (TEN1), 3,5 högskolepoäng, betyg 3, 4 eller 5 Datum: 2015-01-14 14:10-18:30 Hjälpmedel: Skriv och ritmateriel, räknedosa. Läs detta innan du börjar med
Viktigt! Glöm inte att skriva Tentamenskod på alla blad du lämnar in.
 Materialkunskap Provmoment: Tentamen Ladokkod: 41P10M Tentamen ges för: Maskiningenjör, årskurs 2 7,5 högskolepoäng TentamensKod: Tentamensdatum: 12/1 2016 Tid: 14.00 18.00 Hjälpmedel: Materialkunskap
Materialkunskap Provmoment: Tentamen Ladokkod: 41P10M Tentamen ges för: Maskiningenjör, årskurs 2 7,5 högskolepoäng TentamensKod: Tentamensdatum: 12/1 2016 Tid: 14.00 18.00 Hjälpmedel: Materialkunskap
Teknisk data för stålsorter
 Teknisk data för stålsorter Allmänt konstruktionsstål, kemisk sammansättning... 20 Allmänt konstruktionsstål, mekaniska egenskaper... 22 Tryckkärlsstål, uppdelning efter formvara... 24 Tryckkärlsstål,
Teknisk data för stålsorter Allmänt konstruktionsstål, kemisk sammansättning... 20 Allmänt konstruktionsstål, mekaniska egenskaper... 22 Tryckkärlsstål, uppdelning efter formvara... 24 Tryckkärlsstål,
ämnen omkring oss bildspel ny.notebook October 06, 2014 Ämnen omkring oss
 Ämnen omkring oss 1 Mål Eleverna ska kunna > Kunna förklara vad en atom och molekyl är. > Vet a vad ett grundämne är och ge exempel > Veta vad en kemisk förening är och ge exempel > Veta att ämnen har
Ämnen omkring oss 1 Mål Eleverna ska kunna > Kunna förklara vad en atom och molekyl är. > Vet a vad ett grundämne är och ge exempel > Veta vad en kemisk förening är och ge exempel > Veta att ämnen har
Varmförzinkning av höghållfasta stål - en utmaning. Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe
 Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra KEMINS GRUNDER
 VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra ANVÄNDNINGSOMRÅDEN Bakning Läkemedel Rengöring Plast GoreTex o.s.v. i all oändlighet ÄMNENS EGENSKAPER Utseende Hårdhet
VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra ANVÄNDNINGSOMRÅDEN Bakning Läkemedel Rengöring Plast GoreTex o.s.v. i all oändlighet ÄMNENS EGENSKAPER Utseende Hårdhet
VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra KEMINS GRUNDER
 VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra ANVÄNDNINGSOMRÅDEN Bakning Läkemedel Rengöring Plast GoreTex o.s.v. i all oändlighet ÄMNENS EGENSKAPER Utseende Hårdhet
VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra ANVÄNDNINGSOMRÅDEN Bakning Läkemedel Rengöring Plast GoreTex o.s.v. i all oändlighet ÄMNENS EGENSKAPER Utseende Hårdhet
Princip och teori. Patentet SE 537140 c2 uppfinnare Henry Bark, Flen
 Den 7 Maj 2015 var jag inbjuden till Svenska Gjuteriföreningens konferens i Jönköping för att mottaga ett av 2015 års stipendier i stiftelsen Sille'ns innovationsfond inom området gjuteriteknik. Min ansökan
Den 7 Maj 2015 var jag inbjuden till Svenska Gjuteriföreningens konferens i Jönköping för att mottaga ett av 2015 års stipendier i stiftelsen Sille'ns innovationsfond inom området gjuteriteknik. Min ansökan
Införa begreppen ström, strömtäthet och resistans Ohms lag Tillämpningar på enkla kretsar Energi och effekt i kretsar
 Kapitel: 25 Ström, motstånd och emf (Nu lämnar vi elektrostatiken) Visa under vilka villkor det kan finnas E-fält i ledare Införa begreppet emf (electromotoric force) Beskriva laddningars rörelse i ledare
Kapitel: 25 Ström, motstånd och emf (Nu lämnar vi elektrostatiken) Visa under vilka villkor det kan finnas E-fält i ledare Införa begreppet emf (electromotoric force) Beskriva laddningars rörelse i ledare
Prislista. Fasta bränslen och askor
 Prislista Fasta bränslen och askor 0 I dagens energi- och miljömedvetna samhälle blir det allt viktigare att använda effektiva biobränslen i väl fungerande pannor. Likväl finns det stora miljövinster om
Prislista Fasta bränslen och askor 0 I dagens energi- och miljömedvetna samhälle blir det allt viktigare att använda effektiva biobränslen i väl fungerande pannor. Likväl finns det stora miljövinster om
Att välja tillsatsmaterial för svetsning i olika applikationer
 Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007
 Mätspjäll BVAV/d/-3 Varmförzinkad stålplåt Branschstandard enligt BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Varunamn BVAV/d/-3 Varmförzinkad
Mätspjäll BVAV/d/-3 Varmförzinkad stålplåt Branschstandard enligt BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Varunamn BVAV/d/-3 Varmförzinkad
Järn- och stålframställning
 JERNKONTORETS FORSKNING Järn- och stålframställning Skrotbaserad processmetallurgi Jernkontorets utbildningspaket del 3 2000 Förord På initiativ av Jernkontorets fullmäktige togs under 1990-talet fram
JERNKONTORETS FORSKNING Järn- och stålframställning Skrotbaserad processmetallurgi Jernkontorets utbildningspaket del 3 2000 Förord På initiativ av Jernkontorets fullmäktige togs under 1990-talet fram
Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic
 PM Strängpressning Individuell inlämningsuppgift Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic 1 Innehåll Inledning och Bakgrund... 3 Vad innebär Strängpressning?... 4 Hur går
PM Strängpressning Individuell inlämningsuppgift Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic 1 Innehåll Inledning och Bakgrund... 3 Vad innebär Strängpressning?... 4 Hur går
PPU408 HT15. Aluminium. Lars Bark MdH/IDT 2015-12-03
 Aluminium 1 1807 1824 1886 - Engelsmannen Humphrey Davy (1778-1829) insåg att metallen måste finnas men lyckades inte framställa den. - Han gav den dock namnet Aluminum. - Den danske vetenskapsmannen H.
Aluminium 1 1807 1824 1886 - Engelsmannen Humphrey Davy (1778-1829) insåg att metallen måste finnas men lyckades inte framställa den. - Han gav den dock namnet Aluminum. - Den danske vetenskapsmannen H.
Malm från Madesjö. Analys av rödjord från en möjlig rostningsplats Kalmar län, Nybro kn, Madesjö sn, Persmåla 3:2, RAÄ 66:1.
 UV GAL PM 2013:01 GEOARKEOLOGISK UNDERSÖKNING Malm från Madesjö Analys av rödjord från en möjlig rostningsplats Kalmar län, Nybro kn, Madesjö sn, Persmåla 3:2, RAÄ 66:1 Erik Ogenhall Innehåll Sammanfattning...
UV GAL PM 2013:01 GEOARKEOLOGISK UNDERSÖKNING Malm från Madesjö Analys av rödjord från en möjlig rostningsplats Kalmar län, Nybro kn, Madesjö sn, Persmåla 3:2, RAÄ 66:1 Erik Ogenhall Innehåll Sammanfattning...
Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap. Karin Lindqvist, Swerea IVF
 Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap Karin Lindqvist, Swerea IVF Exempel 1) Vad finns under ytan? Företaget X hade sett sjunkande kvalité
Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap Karin Lindqvist, Swerea IVF Exempel 1) Vad finns under ytan? Företaget X hade sett sjunkande kvalité
Användning av LB-ugnsslagg från stålverket i Smedjebacken Bakgrund och förutsättningar
 1 (7) Miljö- och byggkontoret April 2005 Bo Jernberg PM Användning av LB-ugnsslagg från stålverket i Smedjebacken Bakgrund och förutsättningar I Stålverket i Smedjebacken, Fundia Special Bar AB, tillverkas
1 (7) Miljö- och byggkontoret April 2005 Bo Jernberg PM Användning av LB-ugnsslagg från stålverket i Smedjebacken Bakgrund och förutsättningar I Stålverket i Smedjebacken, Fundia Special Bar AB, tillverkas
MIG/MAG Svetsning: Svetskurs. XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare.
 Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
7.2 Zinkbadet - legeringsämnens inverkan
 7.2 Zinkbadet - legeringsämnens inverkan I det följande skall vi försöka sätta oss in i vad som händer och sker när ståldetaljer eller stålkonstruktioner sänks ned i zinkbad, som har tillsatser eller föroreningar
7.2 Zinkbadet - legeringsämnens inverkan I det följande skall vi försöka sätta oss in i vad som händer och sker när ståldetaljer eller stålkonstruktioner sänks ned i zinkbad, som har tillsatser eller föroreningar
Rostfritt stål SS-stål Stainless steel SS steel 25 84
 SVENSK STANDARD SS 14 25 84 Fastställd 2002-11-15 Utgåva 3 Rostfritt stål SS-stål 25 84 Stainless steel SS steel 25 84 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 25 84 Fastställd 2002-11-15 Utgåva 3 Rostfritt stål SS-stål 25 84 Stainless steel SS steel 25 84 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
Föreläsnng 1 2005-11-02 Sal alfa. 08.15 12.00
 LE1460 Föreläsnng 1 2005-11-02 Sal alfa. 08.15 12.00 pprop. Föreslagen kurslitteratur Elkretsanalys av Gunnar Petersson KTH Det finns en många böcker inom detta område. Dorf, Svoboda ntr to Electric Circuits
LE1460 Föreläsnng 1 2005-11-02 Sal alfa. 08.15 12.00 pprop. Föreslagen kurslitteratur Elkretsanalys av Gunnar Petersson KTH Det finns en många böcker inom detta område. Dorf, Svoboda ntr to Electric Circuits
Klassificerat enligt EU-direktiv 1999/45/EC. För ytterligare information se våra Materialsäkerhetsdatablad.
 TM Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra någon garanti
TM Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra någon garanti
KAPITEL 81 ANDRA OÄDLA METALLER; KERMETER; VAROR AV DESSA MATERIAL
 KAPITEL ANDRA OÄDLA METALLER; KERMETER; VAROR AV DESSA MATERIAL Anmärkning till undernummer. Definitionerna av uttrycken stång, profiler, tråd, plåt, band och folier i anmärkning till kapitel 74 gäller
KAPITEL ANDRA OÄDLA METALLER; KERMETER; VAROR AV DESSA MATERIAL Anmärkning till undernummer. Definitionerna av uttrycken stång, profiler, tråd, plåt, band och folier i anmärkning till kapitel 74 gäller
KALK OCH DOLOMIT FÖR STÅLINDUSTRIN
 KALK OCH DOLOMIT FÖR STÅLINDUSTRIN Kalk och stål i samma process SMA Mineral är en av Nordens största tillverkare av kalkprodukter. Vi har lång erfarenhet av kalk och kalkhantering. Kalk är en naturprodukt
KALK OCH DOLOMIT FÖR STÅLINDUSTRIN Kalk och stål i samma process SMA Mineral är en av Nordens största tillverkare av kalkprodukter. Vi har lång erfarenhet av kalk och kalkhantering. Kalk är en naturprodukt
Materien. Vad är materia? Atomer. Grundämnen. Molekyler
 Materien Vad är materia? Allt som går att ta på och väger någonting är materia. Detta gäller även gaser som t.ex. luft. Om du sticker ut handen genom bilrutan känner du tydligt att det finns något där
Materien Vad är materia? Allt som går att ta på och väger någonting är materia. Detta gäller även gaser som t.ex. luft. Om du sticker ut handen genom bilrutan känner du tydligt att det finns något där
STÅLET SOM BYGGER BÄTTRE AFFÄRER
 Utvecklat av experter anpassat för verktygstillverkning Uddeholm AM Corrax STÅLET SOM BYGGER BÄTTRE AFFÄRER #1 INOM HÖG- PRESTERANDE VERKTYGSSTÅL Med forskning och utveckling i framkant, innovativa idéer
Utvecklat av experter anpassat för verktygstillverkning Uddeholm AM Corrax STÅLET SOM BYGGER BÄTTRE AFFÄRER #1 INOM HÖG- PRESTERANDE VERKTYGSSTÅL Med forskning och utveckling i framkant, innovativa idéer
 Uppsala universitet SKRIVNING Materialkemi (1KB210) Institutionen för kemi Ångström 2016 12 20 K3M, Q3, KandKe3 Provansvarig: Erik Lewin Tentamen 2016 12 20, kl 14.00 19.00 TILLÅTNA HJÄLPMEDEL miniräknare,
Uppsala universitet SKRIVNING Materialkemi (1KB210) Institutionen för kemi Ångström 2016 12 20 K3M, Q3, KandKe3 Provansvarig: Erik Lewin Tentamen 2016 12 20, kl 14.00 19.00 TILLÅTNA HJÄLPMEDEL miniräknare,
4 Hållfasthet. 4 Hållfasthet. 4.1 Stålskruv Utdrag ur ISO 898-1:1999.
 4 Hållfasthet 4.1 Stålskruv Utdrag ur ISO 898-1:1999. 4.1.1 Omfattning och tillämpning Denna del av ISO 898-1:1999 anger mekaniska egenskaper för skruvar och pinnskruvar av kolstål och legerat stål i omgivningstemperaturer
4 Hållfasthet 4.1 Stålskruv Utdrag ur ISO 898-1:1999. 4.1.1 Omfattning och tillämpning Denna del av ISO 898-1:1999 anger mekaniska egenskaper för skruvar och pinnskruvar av kolstål och legerat stål i omgivningstemperaturer
Fasta förband metaller
 Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
ANALYS AV TVÅ TYPER AV NICKELPULVER
 ANALYS AV TVÅ TYPER AV NICKELPULVER SEM OCH EDS 1 ANALYS CURT EDSTRÖM, RALON JAN-ERIK NOWACKI, KTH, TILLÄMPAD TERMODYNAMIK 2013-01-17 1 EDS- Energy Dispersive X-ray Spectroscopy, http://en.wikipedia.org/wiki/energydispersive_x-ray_spectroscopy
ANALYS AV TVÅ TYPER AV NICKELPULVER SEM OCH EDS 1 ANALYS CURT EDSTRÖM, RALON JAN-ERIK NOWACKI, KTH, TILLÄMPAD TERMODYNAMIK 2013-01-17 1 EDS- Energy Dispersive X-ray Spectroscopy, http://en.wikipedia.org/wiki/energydispersive_x-ray_spectroscopy
Prov i kemi kurs A. Atomens byggnad och periodiska systemet 2(7) Namn:... Hjälpmedel: räknedosa + tabellsamling
 Namn:... Hjälpmedel: räknedosa + tabellsamling") Prov i kemi kurs A Namn:... Hjälpmedel: räknedosa + tabellsamling Lösningar och svar skall ges på särskilt inskrivningspapper för de uppgifter som är skrivna med kursiv stil. I övriga fall ges svaret och
Prov i kemi kurs A Namn:... Hjälpmedel: räknedosa + tabellsamling Lösningar och svar skall ges på särskilt inskrivningspapper för de uppgifter som är skrivna med kursiv stil. I övriga fall ges svaret och
Analys av tandmaterial
 U P P D R A G S R A P P O R T Analys av tandmaterial Utfärdare: David Malmström Sektion: Materialanalys och processövervakning E-post: David.Malmstrom@swerea.se Datum: 2015-01-23 Er referens : Lars Narhed
U P P D R A G S R A P P O R T Analys av tandmaterial Utfärdare: David Malmström Sektion: Materialanalys och processövervakning E-post: David.Malmstrom@swerea.se Datum: 2015-01-23 Er referens : Lars Narhed
Kapitel 3. Stökiometri
 Kapitel 3 Stökiometri Kapitel 3 Innehåll 3.1 Räkna genom att väga 3.2 Atommassor 3.3 Molbegreppet 3.4 Molmassa 3.5 Problemlösning 3.6 Kemiska föreningar 3.7 Kemiska formler 3.8 Kemiska reaktionslikheter
Kapitel 3 Stökiometri Kapitel 3 Innehåll 3.1 Räkna genom att väga 3.2 Atommassor 3.3 Molbegreppet 3.4 Molmassa 3.5 Problemlösning 3.6 Kemiska föreningar 3.7 Kemiska formler 3.8 Kemiska reaktionslikheter
Vad är glasfiber? Owens Corning Sweden AB
 Vad är glasfiber? Owens Corning Sweden AB Box 133, 311 82 Falkenberg. Tel. +46 346 858 00, fax. +46 346 837 33. www.owenscorning.se Vid de flesta av Owens Cornings fabriker tillverkas i dag Advantex glasfiber.
Vad är glasfiber? Owens Corning Sweden AB Box 133, 311 82 Falkenberg. Tel. +46 346 858 00, fax. +46 346 837 33. www.owenscorning.se Vid de flesta av Owens Cornings fabriker tillverkas i dag Advantex glasfiber.
Materia Sammanfattning. Materia
 Materia Sammanfattning Material = vad föremålet (materiel) är gjort av. Materia finns överallt (består av atomer). OBS! Materia Något som tar plats. Kan mäta hur mycket plats den tar eller väga. Materia
Materia Sammanfattning Material = vad föremålet (materiel) är gjort av. Materia finns överallt (består av atomer). OBS! Materia Något som tar plats. Kan mäta hur mycket plats den tar eller väga. Materia
Alternativa råmaterial
 071211 Alternativa råmaterial Nils-Eric Andersson SweCast AB Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@swecast.se http://www.swecast.se 2007, SweCast AB SweCast AB INNEHÅLLSFÖRTECKNING
071211 Alternativa råmaterial Nils-Eric Andersson SweCast AB Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@swecast.se http://www.swecast.se 2007, SweCast AB SweCast AB INNEHÅLLSFÖRTECKNING
Optimering av spånmalning vid SCA BioNorr AB i Härnösand
 Optimering av spånmalning vid SCA BioNorr AB i Härnösand Michael Finell, Torbjörn Lestander, Robert Samuelsson och Mehrdad Arshadi Pelletsplattformen BTK-Rapport 2010:1 SLU Biomassateknologi & Kemi, Umeå
Optimering av spånmalning vid SCA BioNorr AB i Härnösand Michael Finell, Torbjörn Lestander, Robert Samuelsson och Mehrdad Arshadi Pelletsplattformen BTK-Rapport 2010:1 SLU Biomassateknologi & Kemi, Umeå
Att beakta vid konstruktion i aluminium. Kap 19
 Att beakta vid konstruktion i aluminium. Kap 19 1 Låg vikt (densitet = 2 700 kg/m3 ) - Låg vikt har betydelse främst när egentyngden är dominerande samt vid transport och montering. Låg elasticitetsmodul
Att beakta vid konstruktion i aluminium. Kap 19 1 Låg vikt (densitet = 2 700 kg/m3 ) - Låg vikt har betydelse främst när egentyngden är dominerande samt vid transport och montering. Låg elasticitetsmodul
Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a:
 Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a: SMS-MEER smidesutrustningar (tidigare Eumuco- Hasenclever SMS-Elotherm induktionsvärmning Capilla tillsatsmaterial för reparations-
Levererar maskiner och förnödenheter till stålverk och smedjor, bl.a: SMS-MEER smidesutrustningar (tidigare Eumuco- Hasenclever SMS-Elotherm induktionsvärmning Capilla tillsatsmaterial för reparations-
PM i Punktsvetsning. Produktutveckling 3 KPP039 HT09. Lärare: Rolf Lövgren
 PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
50 poäng. Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Keramiska plattor. Keramiska egenskaper
 1 Keramiska plattor Keramiska egenskaper Hög mekanisk hållfasthet även vid höga temperaturer. Utmärkt kemisk beständighet (hög resistens mot påverkan av syror, saltlösningar, baser osv.). Mycket hög hårdhet
1 Keramiska plattor Keramiska egenskaper Hög mekanisk hållfasthet även vid höga temperaturer. Utmärkt kemisk beständighet (hög resistens mot påverkan av syror, saltlösningar, baser osv.). Mycket hög hårdhet
Rostfritt stål SS-stål Stainless steel SS steel 23 77
 SVENSK STANDARD SS 14 23 77 Fastställd 2002-11-15 Utgåva 4 Rostfritt stål SS-stål 23 77 Stainless steel SS steel 23 77 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 23 77 Fastställd 2002-11-15 Utgåva 4 Rostfritt stål SS-stål 23 77 Stainless steel SS steel 23 77 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
KEMIOLYMPIADEN 2015, OMGÅNG 2, ANVISNINGAR TILL LÄRAREN
 KEMIOLYMPIADEN 205, OMGÅNG 2, ANVISNINGAR TILL LÄRAREN Denna fil innehåller rättningsmall och fullständiga lösningar till uppgift 2-4. Filen (och eventuell utskrift) ska förvaras under sekretess till dagen
KEMIOLYMPIADEN 205, OMGÅNG 2, ANVISNINGAR TILL LÄRAREN Denna fil innehåller rättningsmall och fullständiga lösningar till uppgift 2-4. Filen (och eventuell utskrift) ska förvaras under sekretess till dagen
Kapitel 3. Stökiometri. Kan utföras om den genomsnittliga massan för partiklarna är känd. Man utgår sedan från att dessa är identiska.
 Kapitel 3 Stökiometri Kapitel 3 Innehåll 3.1 Räkna genom att väga 3.2 Atommassor 3.3 Molbegreppet 3.4 3.5 Problemlösning 3.6 Kemiska föreningar 3.7 Kemiska formler 3.8 Kemiska reaktionslikheter 3.9 3.10
Kapitel 3 Stökiometri Kapitel 3 Innehåll 3.1 Räkna genom att väga 3.2 Atommassor 3.3 Molbegreppet 3.4 3.5 Problemlösning 3.6 Kemiska föreningar 3.7 Kemiska formler 3.8 Kemiska reaktionslikheter 3.9 3.10
Bindemedel för stabilisering av muddermassor. Sven-Erik Johansson Cementa AB
 för stabilisering av muddermassor Sven-Erik Johansson Cementa AB Inledning Vad vill vi åstadkomma? Täthet Hållfasthet Miljöegenskaper Beständighet Grundprinciper för funktion Struktur Grundprinciper för
för stabilisering av muddermassor Sven-Erik Johansson Cementa AB Inledning Vad vill vi åstadkomma? Täthet Hållfasthet Miljöegenskaper Beständighet Grundprinciper för funktion Struktur Grundprinciper för
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL
 VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
PM F08 110 Metaller i vattenmossa
 Version: _ 1(11) PM F08 110 Metaller i vattenmossa Upprättad av: Hanna Larsson, Medins Biologi AB Granskad av: Alf Engdahl, Medins Biologi AB Version: _ 2(11) Innehållsförteckning 1 Sammanfattning... 3
Version: _ 1(11) PM F08 110 Metaller i vattenmossa Upprättad av: Hanna Larsson, Medins Biologi AB Granskad av: Alf Engdahl, Medins Biologi AB Version: _ 2(11) Innehållsförteckning 1 Sammanfattning... 3
UDDEHOLMS ERFARENHETER AV IED MED TILLHÖRANDE BAT-SLUTSATSER
 MILJÖBALKSDAGARNA 2017 UDDEHOLMS ERFARENHETER AV IED MED TILLHÖRANDE BAT-SLUTSATSER MILJÖCHEF CECILIA JOHNSSON UDDEHOLMS AB UDDEHOLMS AB Stålindustri i Hagfors #1 Verktygsstål Voestalpine, Österrike 850
MILJÖBALKSDAGARNA 2017 UDDEHOLMS ERFARENHETER AV IED MED TILLHÖRANDE BAT-SLUTSATSER MILJÖCHEF CECILIA JOHNSSON UDDEHOLMS AB UDDEHOLMS AB Stålindustri i Hagfors #1 Verktygsstål Voestalpine, Österrike 850
RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning
 RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning Hög produktivitet i alla svetslägen! Svetsning med rörelektroder, FCW, är en flexibel svetsmetod som ger ett högt insvetstal. Den kan
RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning Hög produktivitet i alla svetslägen! Svetsning med rörelektroder, FCW, är en flexibel svetsmetod som ger ett högt insvetstal. Den kan
Backspjäll-BRBO Aluzink. BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007
 Backspjäll-BRBO Aluzink Branschstandard enligt BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Dokument-ID BRBO-Aluzink Varunamn Backspjäll Ny deklaration
Backspjäll-BRBO Aluzink Branschstandard enligt BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Dokument-ID BRBO-Aluzink Varunamn Backspjäll Ny deklaration
Bestämning av fluoridhalt i tandkräm
 Bestämning av fluoridhalt i tandkräm Laborationsrapport Ida Henriksson, Simon Pedersen, Carl-Johan Pålsson 2012-10-15 Analytisk Kemi, KAM010, HT 2012 Handledare Carina Olsson Institutionen för Kemi och
Bestämning av fluoridhalt i tandkräm Laborationsrapport Ida Henriksson, Simon Pedersen, Carl-Johan Pålsson 2012-10-15 Analytisk Kemi, KAM010, HT 2012 Handledare Carina Olsson Institutionen för Kemi och
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007
 PLATS FÖR LEVERANTÖRENS LOGOTYP BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Dokument-ID Varunamn Fernco Artikel-nr/ID-begrepp Varugrupp Flexibla
PLATS FÖR LEVERANTÖRENS LOGOTYP BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Dokument-ID Varunamn Fernco Artikel-nr/ID-begrepp Varugrupp Flexibla
Material föreläsning 4. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Delrapport 16 Materialrapport
 Delrapport 16 Materialrapport Håkan Thoors, IM 2002-08-27 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola -Institutionen för byggnadsmekanik Ferruform
Delrapport 16 Materialrapport Håkan Thoors, IM 2002-08-27 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola -Institutionen för byggnadsmekanik Ferruform
Galvaniska element. Niklas Dahrén
 Galvaniska element Niklas Dahrén Galvaniska element/celler ü Olika anordningar som skapar elektrisk energi utifrån kemiska reaktioner (redoxreaktioner) kallas för galvaniska element (eller galvaniska celler).
Galvaniska element Niklas Dahrén Galvaniska element/celler ü Olika anordningar som skapar elektrisk energi utifrån kemiska reaktioner (redoxreaktioner) kallas för galvaniska element (eller galvaniska celler).
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007
 BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Varunamn LLENTAB Stomstål Ny deklaration Ändrad deklaration Upprättad/ändrad den 2013-01-10 2 Leverantörsuppgifter
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Varunamn LLENTAB Stomstål Ny deklaration Ändrad deklaration Upprättad/ändrad den 2013-01-10 2 Leverantörsuppgifter
Defektreduktion vid svetsning av ho gha llfasta sta l
 Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Stål och Aluminium - En jämförelse av materialegenskaper, LCI och återvinning
 D 812 Stål och Aluminium - En jämförelse av materialegenskaper, LCI och återvinning Examensarbete av Ulrica Lindunger, Eric Stark, Kungliga Tekniska Högskolan Keywords: stål, aluminium, materialegenskaper,
D 812 Stål och Aluminium - En jämförelse av materialegenskaper, LCI och återvinning Examensarbete av Ulrica Lindunger, Eric Stark, Kungliga Tekniska Högskolan Keywords: stål, aluminium, materialegenskaper,
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007
 BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Varunamn LLENTAB Högprofilplåt Ny deklaration Ändrad deklaration Upprättad/ändrad den 2013-01-10
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Varunamn LLENTAB Högprofilplåt Ny deklaration Ändrad deklaration Upprättad/ändrad den 2013-01-10
Brand/Brandgasspjäll-BSKC60K Rostfritt syrafast. BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007
 Brand/Brandgasspjäll-BSKC60K Rostfritt syrafast Branschstandard enligt BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Dokument-ID BSKC60K-Rostfritt
Brand/Brandgasspjäll-BSKC60K Rostfritt syrafast Branschstandard enligt BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Dokument-ID BSKC60K-Rostfritt
med internationell närvaro
 JACQUET med internationell närvaro världsledande användare av rostfri kvartoplåt 43 medarbetare 3 enheter i 20 länder / 21 produktionsenheter 7,500 kunder i 60 länder omsättning 23 M5 7 20 7500 60 23 3
JACQUET med internationell närvaro världsledande användare av rostfri kvartoplåt 43 medarbetare 3 enheter i 20 länder / 21 produktionsenheter 7,500 kunder i 60 länder omsättning 23 M5 7 20 7500 60 23 3
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007
 BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Varunamn Balk och hålprofiler Ny deklaration Ändrad deklaration Upprättad/ändrad den 2017-12-20 Artikel-nr/ID-begrepp
BYGGVARUDEKLARATION BVD 3 enligt Kretsloppsrådets riktlinjer maj 2007 1 Grunddata Produktidentifikation Varunamn Balk och hålprofiler Ny deklaration Ändrad deklaration Upprättad/ändrad den 2017-12-20 Artikel-nr/ID-begrepp