!!"# $ %&' (!)*+,*&-'. ( / (. 0. Karlstads universitet Karlstad Tfn Fax
|
|
|
- Henrik Gustafsson
- för 6 år sedan
- Visningar:
Transkript

1 !!"# $ %&' (!)*+,*&-'. ( / (. 0 Karlstads universitet Karlstad Tfn Fax Information@kau.se
2 Sammanfattning Detta examensarbete har utförts på Uddeholms AB i syfte med att undersöka de processparametrar som påverkar inneslutningsbildning under tillverkningen av ett lågkolhaltigt manganstål. Uppföljning, provtagning av stål och slagg samt utvärderingar i mikroskop har utförts på totalt fem charger. Resultatet för respektive charge har utvärderats och kopplats till teorin för att erhålla förslag till en processtyrning där inneslutningar med negativ inverkan på stålkvaliteten har reducerats. Projektet har berört en stor process där många processparametrar inverkar på inneslutningsbildningen. Dock kan tendenser ses att ju mer legeringar som sätts vid skänkugnsstationen desto mer inneslutningar erhålls före och efter vakuumbehandling. Majoriteten av de studerade inneslutningarna efter vakuumbehandlingen tenderar också att gå mot slaggens analys. Ladle glaze kan vara en orsak till att vissa inneslutningar hade en annan sammansättning jämfört med slaggen. En hög samt låg skänkålder tillsammans med hög argonspolning under vakuumbehandling tenderar att lösa in partiklar från infodring som hamnar i inneslutningarna. Två chargers avskiljning har studerats där en tendens kan ses att ju kortare avskiljningstid desto fler inneslutningar erhålls i gjutet material. I så kallat färdigt material hittades stråk där majoriteten bestod av ren aluminiumoxid. Inneslutningar av ren aluminiumoxid hittades ej innan avgjutning vilket torde tyda på att dessa bildas under avgjutningen då reoxidation av stålsmältan kan ske. Varför dessa inneslutningar av ren aluminiumoxid bildas kvarstår för vidare undersökning.
3 Abstract This thesis has been performed at Uddeholms AB with the purpose to investigate the parameters affecting the formation of inclusions during the manufacturing of a low carbon manganese-steel. A follow-up, steel and slag sampling and evaluations in microscope have been done for a total of five heats. The results for each heat have been evaluated in relation to the theory from the literature survey and suggestions for changes in the process to reduce the amount of inclusions which have a negative effect on the steel quality have been given. The project extends over a large process where many parameters affect the formation of inclusions. However, a tendency that a higher addition of alloys seems to increase the total amount of inclusions before and after the vacuum degassing is seen. The majority of the studied inclusions seem to approach the composition of the top slag after vacuum degassing. Ladle glaze may cause the inclusions which had a different composition compared to that of the slag. A high or low ladleage together with a high argon flow during vacuum degassing seems to dissolve particles from the refractory which later on get trapped inside the inclusions. The floatation for two heats has been studied where a short floatation seems to give a higher amount of inclusions in casted material. In machined material so called stringers were found. The main composition of those stringers was pure alumina. Inclusions with a composition of pure alumina were not found in the liquid steel, thus the pure alumina inclusions must be formed during the casting. The reason why those pure alumina inclusions are formed remains for further investigations.
4 Innehållsförteckning Sammanfattning... 2 Abstract Inledning Bakgrund Problemformulering Syfte Målsättning Avgränsning Teori Icke-metalliska inneslutningar i stål Klassificering av inneslutningar Processparametrars inverkan på icke-metalliska inneslutningar Genomförande Processuppföljning Provtagning i stålverket Provtagning av slutprodukt Provberedning Utvärderingar i mikroskop Resultat Processuppföljning Provtagning och analys Utvärderingar i mikroskop Diskussion Slutsatser Tackord Referenser Bilaga 1: Syrepotentialdiagrammet Bilaga 2: Inneslutningarnas sammansättning jämförd med antal samt provtagningstillfälle

![Hela 59 % av stålproduktionen utgörs av legerat stål vilket gör Sverige unikt i världen [1].](/docs-images/88/115786603/images/5-1.jpg "Tack vare stora insatser inom forskning och utveckling har Sverige tagit en världsledande position inom stålindustrin.")
5 1. Inledning Som avslutning på utbildningen till Maskiningenjör på Karlstads universitet utförs ett examensarbete på 22,5 högskolepoäng. Detta arbete har under 19 veckor utförts på Uddeholms AB i Hagfors. Stål är en av Sveriges viktigaste exportvaror. Hela 59 % av stålproduktionen utgörs av legerat stål vilket gör Sverige unikt i världen [1]. Tack vare stora insatser inom forskning och utveckling har Sverige tagit en världsledande position inom stålindustrin. Med en ökad konkurrens och högre krav på stålets kvalitet från kunder är det en viktig del hos varje stålföretag att alltid sträva efter en tillverkningsprocess som kan uppfylla de krav som ställs. Icke-metalliska inneslutningar kan ha en mycket negativ effekt på stålets kvalitet. För att kunna eliminera dessa är det därför viktigt att ha en god kunskap om deras uppkomst och egenskaper. Uddeholms AB är idag världsledande inom tillverkning av verktygsstål. Man hade under 2006 en försäljning som uppgick till MSEK och har idag cirka 900 anställda i Hagfors [2]. Större delen av Uddeholms AB:s produkter går till export och företaget har idag kunder i över 100 länder. Företagets affärsvision är att vara en komplett partner för verktygstillverkare, verktygsmakare och deras kunder. Allt i syfte för att skapa bästa totalekonomi [3]. 1.1 Bakgrund Uddeholms AB tillverkar idag ett lågkolhaltigt manganstål som används som plastformningsverktyg, figur 1 är ett exempel. Under tillverkningsprocessen, närmare bestämt maskinbearbetningen, utförs ultraljudskontroller för att säkerställa stålets kvalitet, se figur 2. Man har vid dessa kontroller upptäckt icke-metalliska inneslutningar som kan medföra kassationer. För att förbättra produkten utförs en kompetensutveckling. Figur 1. Applikation för plastformsstål Figur 2. Ultraljudskontroll av stålet 1.2 Problemformulering Under tillverkningsprocessen i stålverket bildas icke-metalliska inneslutningar vars försämring av stålkvaliteten kan medföra att material måste kasseras. 5
6 1.3 Syfte Syftet med projektet är att följa upp tillverkningsprocessen i stålverket och studera olika parametrars inverkan på bildandet av icke-metalliska inneslutningar. Provtagning och utvärderingar i mikroskop ingår i projektet. 1.4 Målsättning Målet är att med hjälp av erhållna resultat kunna ge förslag till en processtyrning där de ickemetalliska inneslutningarna med negativ inverkan har reducerats. 1.5 Avgränsning För att erhålla statistiskt trovärdiga resultat har minst fem charger följts upp. Då utvärderingar i mikroskop är mycket tidskrävande utfördes de på 2-3 prover per charge och dessa prover är tagna i senare skede av processen i stålverket. 2. Teori Icke-metalliska inneslutningar i stål är ett stort område med många forskningsinsatser. I detta kapitel kommer den mest grundläggande teorin inom detta område beskrivas. 2.1 Icke-metalliska inneslutningar i stål Icke-metalliska inneslutningar är kemiska komponenter av metaller (Fe, Mn, Cr, Si, Ca, Al) och icke-metaller (O, S). Dessa bildas under hela processen i stålverket, från ljusbågsugnen, skänkbehandling till vakuumbehandling och även under gjutningen. Storleken, fördelningen och sammansättningen av icke-metalliska inneslutningar är exempel på parametrar som har stor inverkan på stålets egenskaper [4]. Små inneslutningar < 1m som utskiljs under stelnandet försämrar i regel inte stålets materialegenskaper. Större inneslutningar > 10 m påverkar dock stålets egenskaper i hög grad. De påverkade egenskaperna hos stålet är bland annat [5]: Svetsbarhet Utmattningshållfasthet Ytfinhet / polerbarhet Skärbarhet Korrosionsegenskaper Duktilitet Icke-metalliska inneslutningar är antingen av typen oxider eller sulfider. Beroende på hur de oxidiska inneslutningarna uppstår delas de in i två grupper [6]: Endogena inneslutningar Exogena inneslutningar 6
![Endogena inneslutningar är enligt Zhang [4] produkter av desoxidation eller utfällningar vid kylning och stelning av stål.](/docs-images/88/115786603/images/7-0.jpg "Exogena inneslutningar har till skillnad från endogena sina källor utanför stålsmältan.")
7 Endogena inneslutningar är enligt Zhang [4] produkter av desoxidation eller utfällningar vid kylning och stelning av stål. Exogena inneslutningar har till skillnad från endogena sina källor utanför stålsmältan. De härrör mestadels via [4]: Reoxidation Slagginneslutningar som kommer ner i stålsmältan Fodererosion Kemiska reaktioner exempelvis ladle glaze Ladle glaze Ladle glaze är en omdiskuterad källa till inneslutningar [7]. Förloppet vid bildandet av ladle glaze kan ses i figur 3. Slagg Ladle glaze Tillsats av ny smälta Stål Tappning Figur 3. Schematisk bild över förloppet vid bildandet av ladle glaze Som ses i figur 3 bildas ladle glaze vid tappningen av den smälta som finns i skänken. När stålet sjunker ned vid tappning fastnar slaggen på skänkens infodring och ger upphov till kemiska reaktioner som genererar icke-metalliska inneslutningar som stannar i ladle glaze. Vid nästa tappning av stål i skänken kan dessa inneslutningar i ladle glaze spolas bort för att hamna i smältan. Under tillverkningsprocessen, speciellt under vakuumbehandlingen då en kraftig omrörning erhålls, kan även stålsmältan reagera med ladle glaze för att generera inneslutningar. 7
8 2.2 Klassificering av inneslutningar Tidigare nämndes att oxidiska inneslutningar kan delas upp i endogena och exogena inneslutningar. J.A. Horvath och G.M. Goodrich [8] delar upp inneslutningar i följande två grupper: Mikroinneslutningar < 20m, kan vara både endogena och exogena inneslutningar Makroinneslutningar > 20m Inneslutningar kan även klassificeras enligt deras deformationsbeteende före och efter bearbetning [4], se figur 4: A. Duktila inneslutningar följer stålets deformation, exempelvis mangansulfider B. Spröda inneslutningar bryts upp till så kallade stringers, exempelvis Al 2 O 3 -kluster C. Spröd-duktila inneslutningar består av en hård kärna omgiven med deformerbar fas, exempelvis silikater D. Hårda inneslutningar begränsad eller ingen deformation alls där tomrum kan uppstå i bearbetningsriktningen, exempelvis kalcium-aluminiumoxider Uddeholms AB använder sig av en internationell Figur 4. Inneslutningars morfologi före standard framtagen av Jernkontoret [9] för och efter bearbetning klassificering av inneslutningar, även kallad SS Inneslutningar delas där in efter deras storlek, se tabell 1. Tabell 1. Jernkontorets klassificering av inneslutningar Grupp Storlek [m] DT 2,8 5,6 DM 5,6 11,2 DH 11,2 22,4 DP > 22,4 I bearbetat material kan så kallade stråk hittas. Exempel på stråk är grupp B och C i figur 4. För klassificering av stråk använder sig Uddeholms AB av en standard framtagen av American Society for Testing and Materials [10], även kallad ASTM. Här delas stråken in efter deras längd och tjocklek, se tabell 2. Tabell 2. Klassificering av stråk enligt ASTM. Längd och bredd i m Stråk: Längd [m]: 71,3 (152,7) 152,7 (315,6) 315,6 (661,8) 661,8 (1384,7) 1384,7 -> Bredd [m]: BT 5,6 11,2 BM 11,2 22,4 BH 22,4 44,8 BP 44,8 -> 8

9 2.3 Processparametrars inverkan på icke-metalliska inneslutningar I detta kapitel kommer de olika processtegen vid Uddeholms AB:s stålverk behandlas för att försöka ge en teoretisk beskrivning av de olika processparametrarnas inverkan på inneslutningsbildning. Tillverkningen av stål är en komplex process, inte minst när det kommer till förståelsen om vilka parametrar som påverkar inneslutningsbildning. Johan Björklund ger i sin rapport [11] en bra bild över vilka parametrar som påverkar inneslutningar under skänkbehandlingen, se figur 5. Figur 5. Olika parametrars inverkan på inneslutningsbildning Syrgasfärskning Syrgasfärskning, även kallat kolfärskning, är en metod för att minska kolhalten i stålet. Detta sker vanligtvis i en konverter där olika metoder av färskning kan ske [5]. Vid Uddeholms AB utförs dock syrgasfärskningen i ljusbågsugnen då man ej har tillgång till en konverter. En lans förs ned i ljusbågsugnen strax ovanför stålsmältan och en bestämd mängd syrgas blåses in. Följande reaktioner torde bland annat ske under syrgasfärskningen i ljusbågsugnen [12]: Först oxideras kisel till kiseldioxid enligt: 0 Si + O 2 SiO 2 (1) G = ,02 * T J/mol (2) 1 + När kiselhalten sänkts tar koloxidationen vid enligt: 1 C + O2 2 CO 0 (3) G = ,63* T (4) 2 G är Gibbs fria energi av reaktionen. Desto större negativt värde på G desto större chans att reaktionen sker. De negativa värdena visar också att reaktionerna är starkt exoterma vilket innebär att det sker en kraftig värmeutveckling under syrgasfärskningen. 9


10 Det man skall ha i åtanke under syrgasfärskningen är att när oxidationen av kol avtar med minskad kolhalt kommer andra ämnen i smältan oxideras lättare. Man kan då förlora viktiga legeringar som oxideras upp till slaggen Slaggdragning I den efterkommande skänkbehandlingen dras först slaggen från ljusbågsugnen bort. Det är viktigt att så mycket slagg som möjligt tas bort då den innehåller höga halter av oxider såsom MnO, FeO och SiO 2. Skulle dessa oxider följa med ökar risken för reoxidation från slaggen och därmed bildandet av exogena inneslutningar. Ett annat problem är att desoxidationsmedel kan gå förlorad till den gamla slaggens oxider vilket i sin tur medför svårigheter att hålla syreaktiviteten nere. Det finns två sätt att avlägsna slagg [13], se figur 6. Figur 6. Olika metoder för slaggdragning Det vanligaste sättet är att mekaniskt dra slaggen med en raka samtidigt som skänken lutas. Det andra sättet är att med en vakuumsug suga upp slaggen. Uddeholms AB använder sig av det förstnämnda Desoxidation Stål som produceras i en ljusbågsugn innehåller relativt stora mängder syre, vanligtvis mellan ppm beroende på mängden legeringar och aktuell temperatur [5]. De främsta källorna till syre i stål är [6]: Syrgasfärskning Oxiderande slagg Syre från omgivande atmosfär som löser sig i smältan under tappningen Oxiderande infodring i ljusbågsugnen eller skänken Rost och vatten från det skrot som skall smältas Lösligheten för syre i stelnat stål är liten < 1 ppm. Detta medför att om syrehalten inte minskas i det smälta stålet kommer syret under stelningen att reagera med kol och legeringselement och bilda koloxid (CO) samt icke-metalliska inneslutningar. Man får då ett poröst stål med hög halt av inneslutningar vars materialegenskaper kraftigt försämras. För att minska syrehalten i stålsmältan tillsätts desoxidationsmedel som har en hög affinitet 1 till syre. Olika elements affinitet till syre vid olika temperaturer åskådliggörs av det så kallade syrepotentialdiagrammet, se bilaga 1. Vanligen används aluminium och kisel som desoxidationsmedel då de besitter en hög affinitet till syre. 1 Beteckning för dragningskraft mellan kemiska ämnen 10
11 Följande reaktioner torde då ske under desoxidationen [14]: 2Al + 3O Al O (5) G o = , 22T [J/mol] (6) Si + 2O SiO 2 (7) G o = , 73T [J/mol] (8) 4 + Dessa oxider (reaktion 5 och 7) bildas genom en fällning till solida eller flytande inneslutningar varför detta sätt att minska syrehalten kallas fällningsdesoxidation. Genom omrörning tillväxer oxiderna och stannar kvar i smältan som inneslutningar eller flyter upp till ytan på stålsmältan och blandar sig med den syntetiska toppslagg som ligger som ett skyddande lager på stålet. Uddeholms AB använder aluminiumtråd som desoxidationsmedel. Fördelen med trådmatning är att desoxidationsmedlet reagerar snabbt och blandar sig snabbt med stålsmältan. Figur 7. Schematiskt förlopp vid fällningsdesoxidation Figur 7 visar förloppet vid desoxidation. Då tillsats av desoxidationsmedel sker kärnbildas ett stort antal primära inneslutningar och det syre som finns löst i stålet sjunker snabbt till en nivå som bestäms av: Mängden desoxidationsmedel Typen av fällningsprodukt exempelvis Al O eller 2 3 SiO 2 Smältans temperatur Den totala syrehalten i stålsmältan, som enligt figur 7 benämns totalt syre, är summan av syre bundet till inneslutningar och löst syre 2 i stålsmältan. Totalt syre kan fås genom analys av stålprov och löst syre fås genom mätning med CELOX-utrustning framtagen av Heraeus Electro-Nite [15]. Då tillväxten och avskiljningen av de primära inneslutningarna kräver en viss tid sjunker inte den totala syrehalten lika snabbt som halten av löst syre. Skulle man avskilja alla primära inneslutningar kommer den totala syrehalten att sammanfalla med halten löst syre. Detta får dock ses som en omöjlighet. 2 Löst syre är även en beteckning för stålsmältans syreaktivitet 11

12 Som figur 7 visar kommer det lösta syret, som ej bundits till inneslutningar, under stelningsfasen bilda sekundärt utskiljda inneslutningar Vakuumbehandling Under processen vid tillverkning av stål tar stålsmältan upp betydande mängder väte, kväve och syre. Dessa element har låg löslighet i stelnat stål och om de inte tas bort kommer de bilda porer och kraftigt försämra stålets mekaniska egenskaper. Vid tillverkning av stål med höga kvalitetskrav utförs därför vakuumbehandling för att minska kväve-, väte- och syrehalterna. De finns tre olika metoder för vakuumbehandling [13], se figur 8: Skänkavgasning Strålavgasning Pipett -metoden Figur 8. Olika typer av vakuumbehandling Uddeholms AB använder sig av skänkavgasning där argon blåses in i botten av skänken via två spolstenar. Förutom omrörningen som uppstår vid argonblåsningen används även induktionsomrörning. Detta medför även en effektiv svavelrening då kontaktytan mellan stålbad och slagg ökas. Svavelrening Förutom god omrörning gynnas svavelreningen av en låg syreaktivitet vilket erhålls efter en god slaggdragning och efterföljande desoxidation. Under svavelreningen löses en viss del syre in till stålsmältan som kan exemplifieras enligt följande reaktion [5]: CaO + S CaS + O (9) G o = , 96T [J/mol] (10) Det inlösta syret i stålsmältan efter svavelrening kan nu reagera med exempelvis aluminium och bilda Al 2 O 3 enligt reaktion 5. 12


13 Vakuumbehandlingen för den uppföljda stålsorten utförs under 40 minuter och efterföljs av en avskiljningsperiod Avskiljning Efter vakuumbehandlingen får stålsmältan genomgå en 20 minuters lång avskiljning. Avskiljningen utförs under reducerad induktionsomrörning i syfte att avskilja så många inneslutningar som möjligt. Avskiljningen utförs utan vakuumlock vilket medför att slaggen på ytan stelnar. För att erhålla en god avskiljning är tillväxten av inneslutningarna en viktig parameter. Tillväxt av icke-metalliska inneslutningar Som beskrivet i bildas inneslutningar vid desoxidation, därefter är det i huvudsak genom kollisioner som inneslutningar tillväxer, se figur 9. Dessa kollisioner kan ske genom [5]: Stoke s kollisioner Gradientkollisioner Inneslutningarnas storlek, sammansättning och koncentration samt typen av omrörning är de faktorer som främst styr den typ av kollision som kommer att ske. Stoke s kollisioner sker på grund av densitetsskillnader hos stålsmältans inneslutningar. Ekvationer för beräkning av uppstigningshastigheten hos en inneslutning finns [5]. Det skall noteras att Stoke s ekvation ej tar hänsyn till en eventuell omrörning i skänken. Figur 9. Oxidkollision Genom att använda ekvationer för gradientkollisioner kan ett uttryck över kollisionsfrekvensen erhållas [5]. Enligt ekvationerna gynnas gradientkollisionerna av hög partikelkoncentration samt stor partikelstorlek. Till skillnad mot Stoke s kollisioner tar gradientkollisioner hänsyn till omrörning i skänken Stiggjutning Figur 10 illustrerar tillvägagångssättet vid stiggjutning: Skänken (A) med smält stål placeras över stigplanet (E) som består av: Krage (B) Gubbe (C) Kokiller (D) Det smälta stålet rinner ned i gubben och upp i kokillerna. Gjutningen utförs under skyddande atmosfär i form av argon som täcker gjutstrålen mellan skänk och krage. Dock kan en eventuell reoxidation ske om argonskyddet ej är tillfredsställande. Desto större höjd (H) mellan krage och skänk desto större är risken för inträngning av syre. Figur 10. Stiggjutning 13


14 3. Genomförande I detta kapitel kommer den nuvarande tillverkningsprocessen presenteras och hur processuppföljning, provtagning och analysering av prover utförts. 3.1 Processuppföljning De moment som främst följdes upp vid stålverket redovisas i tabell 3. Tabell 3: Processuppföljningens delmoment Moment Registreras Bedöms A. Syrgasfärskning X B. Slaggdragning X C. Legeringsoptimering X D. Desoxidation X E. Skänkålder X F. Vakuumbehandling X G. Stiggjutning X H. Eventuella avvikelser X Som nämnt i teorin har moment A, B, D, F och G inverkan på inneslutningsbildning och därmed lämpliga för uppföljning. Även infordringen i skänken kan ha inverkan på inneslutningar och därför följdes även skänkåldern upp för att se eventuella samband. Med legeringsoptimering menas den mängd legeringar som tillsätts vid skänkugnsstationen. Legeringar kan ha en viss mängd syre bundet till sig och det är därmed lämpligt att registrera antalet ton tillsatta legeringar för att se eventuell inverkan på inneslutningar. Då processen i stålverket sträcker sig över en lång tid kan mycket oförutsägbart hända. Det är lämpligt att registrera eventuella avvikelser och ta hänsyn till dessa när resultatet från de olika chargerna sammankopplas. Produktionen vid Uddeholms AB:s stålverk är skrotbaserad och beskrivs nedan. Figur 11. Skrotlastning Figur 12. Tappning till skänk vid ljusbågsugnen Figur 11 visar skrotlastningen. Skrotet lastas i 2-3 skrotkorgar beroende på skrotets volym och släpps sedan ned i en ljusbågsugn, figur 12, där det smälts av tre elektroder som bildar en ljusbåge mellan elektrod och skrot. Det sker även tillsats av slaggbildare i form av dolomet, kalk och fluss. Processen i ljusbågsugnen avslutas med temperaturtagning och provtagning av stålet som skickas till analyslaboratoriet för godkännande. Skulle kolhalten på stålprovet vara för hög utförs 14



15 syrgasfärskning. Tiden för syrgasfärskning är något operatörerna uppskattar efter kolhalten på stålprovet. Registrering av syrgasfärskning och tidtagning utfördes. Stålet från ljusbågsugnen tappas i en skänk där stålet och slaggen blandas och en viss återreduktion av legeringselement från slaggen erhålls. Detta då viktiga legeringar oxiderat till slaggen under processteget. Figur 13. Skänkugnsstation Figur 14. Slaggdragning Skänken med smält stål och slagg skickas till en skänkugnsstation, figur 13, där provtagning av stålet utförs och ljusbågsugnsslaggen dras bort i en slaggkopp, figur 14. Här bedömdes och betygssattes den kvarvarande slaggen efter slaggdragning. Analysen av det stålprov som tas ger operatörerna en översikt över hur mycket legeringar som behöver tillsättas. Mängden tillsatta legeringar registrerades. Vidare sker tillsats av aluminiumtråd för desoxidation vars mängd registrerades och tillsats av ny syntetisk toppslagg. Stålsmältan och slaggen värms sedan med tre elektroder under induktiv omrörning vilket ger en homogen smälta. Figur 15. Vakuumstation När skänkbehandlingen är utförd skickas skänken till en vakuumstation, figur 15, där ett vakuumlock sätts över skänken. Under vakuumbehandling blåses argon genom stålsmältan under induktiv omrörning för att få bort kväve, svavel, väte och syre. Mängden argon som blåses genom stålsmältan varierar och bestäms av operatörerna genom att dessa bedömer omrörningen av stålsmälta och slagg via en kamera som sitter i vakuumlocket. När vakuumbehandlingen är klar rörs stålsmältan om genom den induktiva omröraren för att avskilja eventuella inneslutningar. Denna avskiljningstid varierar och kommer att registreras. 15


16 Figur 16. Stiggjutning Efter avskiljningen och när rätt temperatur erhållits på stålsmältan skickas skänken för stiggjutning, figur 16. Storlek och antal av kokiller samt dess stigplan varierar mellan chargerna. Uppföljning gjordes så att stigjutningen för varje stigplan följdes upp och bedömdes främst efter mellanrummet mellan krage och skänk. Från det stigplan som hade sämst stiggjutning beställdes färdigt material. 3.2 Provtagning i stålverket Provtagningen utfördes vid skänkstationen och vakuumbehandlingen. Stål- och slaggprover samt CELOX togs vid de tillfällen som visas i tabell 4. Tabell 4: Tillfällen för provtagning stål och slagg samt CELOX Stålprover Slaggprover CELOX (syreaktivitet) Före slaggdragning (BD) Före slaggdragning (BD) Efter slaggdragning (AD) Efter slaggdragning (AD) Före vakuumbehandling (BV) Före vakuumbehandling (BV) Före vakuumbehandling (BV) Efter vakuumbehandling (AV) Efter vakuumbehandling (AV) Efter vakuumbehandling (AV) Slaggprover efter slaggdragning togs inte. Trots att det fortfarande finns lite ljusbågsugnsslagg kvar efter slaggdragning är det praktiskt taget omöjligt att få ett bra slaggprov. Dock torde slaggens analys knappast ändras under den korta tiden slaggdragningen utförs. Slaggprover tas manuellt av operatören genom att denne sticker ned en skopa i slaggtäcket, figur 17 är ett exempel. Figur 17. Tagning av slaggprov 16





17 CELOX togs inte före slaggdragning då utrustningen kan ta skada av den från ljusbågsugnen grötiga slaggen. Stålprover och CELOX tas automatiskt med hjälp av utrustning framtagen av Provac [16], se figur 18. En lans utrustad med stålprovshylsa och en med CELOX-hylsa sänks ner i stålsmältan. Figur 19 visar CELOX-utrustningen som användes. Figur 18. Provtagningsutrustning från Provac Figur 19. CELOX-utrustning 3.3 Provtagning av slutprodukt Provtagning av slutprodukt togs, det vill säga material som både har varm- och maskinbearbetats. Dessa prover kommer hädanefter att benämnas som färdigt material. 3.4 Provberedning Stålproverna från stålverket har formen av en lollipop, se figur 20. Hylsan som används till provtagningen är utformad så att två lollipops erhålls vid varje provtillfälle. Disken på lollipop 1 analyseras i röntgenmaskinen ARL 9800 XP från Thermo Scientific [17]. Pinnen kapas för att få C- och S-analys med utrustning framtagen av Leco [18]. Lollipop 2 slipas och poleras för vidare analys vid ljusoptiskt mikroskop (LOM) och svepelektronmikroskop (SEM). Stålproverna från färdigt material är så kallade kilsta-brickor, se figur 21. Dessa tas ut från centrum av det bearbetade götet enligt de föreskrifter som gäller på Uddeholms AB. Även dessa poleras för analys i LOM och SEM. Slaggproverna, figur 22, mals ned till ett fint pulver i en maskin. Eventuella järnoxider tas bort från slaggpulvret genom att använda en magnet. Detta görs för att järnoxiderna inte ska späda ut halterna av andra oxider som finns i pulvret. Det malda slaggpulvret blandas sedan med kemikalier och hälls i en platinadegel. Platinadegeln placeras i en högfrekvensugn, PANalytical Perl X3, där blandningen smälts och oxideras till en homogen smälta. Smältan gjuts sedan i en platinaform där den stelnar till en oxidbricka. Oxidbrickorna analyseras i röntgenmaskinen ARL 9800 XP där resultatet av de olika elementhalterna erhålls. Figur 20. Lollipop Figur 21. Kilsta-bricka Figur 22. Slaggprov 17
18 3.5 Utvärderingar i mikroskop Utvärderingar i mikroskop utförs för att räkna och klassificera inneslutningarna och stråken i stålet samt få en analys på inneslutningarnas och stråkens kemiska sammansättning. Dessa utförs både på prover tagna i stålverket och från färdigt material. De prover som analyserades visas i tabell 5. Tabell 5. Analyserade stålprover i LOM och SEM för respektive processteg Processteg LOM SEM Före vakuum - BV X X Efter vakuum - AV X X Gjutprov - GJ X X Färdigt material - FM X X Under utvärderingen i LOM upptäcktes två charger där inneslutningarna hade ökat i antal efter vakuum. Detta medförde även att så kallade gjutprover togs ut för dessa två charger. Gjutprov är samma sorts prov som tas vid BV och AV men dessa tas ut av operatörerna strax innan skänken skickas till stiggjutning efter att avskiljningen utförts Ljusoptiskt mikroskop LOM Prover från stålverket och från färdigt material analyseras i ett ljusoptiskt mikroskop från Leitz Metallux. Antalet inneslutningar per prov räknades och klassificerades enligt Jernkontorets standard samt ASTM. Det skall noteras att klassificeringen för ASTM gäller vid 100x förstorning. I detta arbete analyserades proverna från stålverket i 200x förstorning vilket också medförde att proverna från färdigt material analyserades i samma storlek för att kunna jämföra D-inneslutningarna. I denna rapport bestämdes att de stråk som hittades i 200x förstoring som inte klassades som stråk enligt ASTM räknades om till D-inneslutningar. Detta för att erhålla detaljerat resultat på stålets renhet. Resultatet från klassificeringen av inneslutningarna lades in i ett dataprogram, WinPCMic, och där erhölls bland annat: Antalet inneslutningar per mm 2 Inneslutningarnas totala areaprocent Resultatet från klassificeringen av stråk presenterades i tabellform. Provet som använts i LOM används sedan för analys i SEM Svepelektronmikroskop - SEM För att få utförliga analyser vad inneslutningarna innehåller analyserades några utvalda i svepelektronmikroskopet JSM-840 från Jeol [19]. Här användes punktanalys via programmet INCA, framtaget av Oxford Instruments [20]. Varje punkt som analyseras resulterar i ett spektrum där den procentuella halten av varje oxid presenteras. Antalet punkter som analyseras beror bland annat på inneslutningens storlek. Eventuella spineller och exogena inneslutningar inuti den aktuella inneslutningen medför även att fler punkter väljs ut för att få en mer detaljerad sammansättning. 18

19 4. Resultat I detta kapitel presenteras resultatet av uppföljningen, provtagningen och utvärderingarna i mikroskop för respektive charge. Sammanlagt har fem charger följts upp, varav en charge hade annorlunda legeringssammansättning i form av lägre manganhalt. 4.1 Processuppföljning I detta kapitel presenteras resultatet av processuppföljningen Syrgasfärskning Tre charger hade syrgasfärskning och tiden för färskningen för respektive charge presenteras i tabell 6. Tabell 6. Charger med syrgasfärskning samt tid för färskning Charge Syrgasfärskning Tid [min] CHARGE A X 3 CHARGE B CHARGE C X 4 CHARGE D CHARGE E X 2, Slaggdragning Bedömning av slaggdragning utfördes enligt en betygskala framtagen av Uddeholms AB, se figur 23. Betyg för respektive charge presenteras i tabell 7. Figur 23. Betygsskala för bedömning av slaggdragning Att bedöma mängden slagg som är kvar i skänk var ett ganska svårt moment då det ibland rök väldigt mycket ur skänken vilket skymde sikten. Strålningsvärmen från det smälta stålet var så hög att mängden slagg endast kunde studeras under en kort tid. Det blev oftast grova uppskattningar och resultatet för slaggdragningen för respektive charge ses i tabell 7. Tabell 7. Betyg på slaggdragning för respektive charge Charge Betyg CHARGE A 3,5 CHARGE B 3 CHARGE C 2 CHARGE D 3,5 CHARGE E 3 Som ses i tabell 7 har betygen för respektive slaggdragning ingen hög spridning. 19
20 4.1.3 Desoxidation Den mängd desoxidationsmedel, i form av Al-tråd, som sattes till respektive charge presenteras i tabell 8. I vissa charger skedde tillsatsen av Al-tråd i flera omgångar. Tabell 8. Mängd desoxidationsmedel tillsatt för respektive charge vid varje omgång Charge Al-tråd [kg] (1:a omgång) Al-tråd [kg] (2:a omgång) Total tillsats Al-tråd [kg] CHARGE A CHARGE B CHARGE C CHARGE D CHARGE E :a tillsatsen av Al-tråd som beskrivs i tabell 8 görs alltid innan legeringsoptimeringen. Dock hade vissa charger en sekundär legeringsoptimering då stålets rätta sammansättning ej var uppnådd. Detta kunde medföra ytterligare tillsats av Al-tråd vid den sekundära legeringsoptimeringen Legeringsoptimering En jämförelse mellan antalet ton tillsatta legeringar och det totala antalet inneslutningar före och efter vakuum kan ses i figur 24 och 25. Legeringsoptimering och antal inneslutningar före vakuum Totalt antal inneslutningar - BV Antal ton tillsatta legeringar 1,8 7 Antal inneslutningar / mm2 1,6 1,4 1,2 1 0,8 0,6 0,4 3 4,7 2 5,5 4, Antal ton tillsatta legeringar 0,2 1 0 A B C D E Charge Figur 24. Jämförelse mellan antalet ton tillsatta legeringar och antalet inneslutningar per mm 2 före vakuum 0 20
21 Legeringsoptimering och antal inneslutningar efter vakuum Totalt antal inneslutningar - AV Antal ton tillsatta legeringar 0,35 7 Antal inneslutningar / mm2 0,3 0,25 0,2 0,15 0,1 0,05 3 4,7 2 5,5 4, Antal ton tillsatta legeringar 0 A B C D E Charge Figur 25. Jämförelse mellan antalet ton tillsatta legeringar och antalet inneslutningar per mm 2 efter vakuum 0 I figur 24 och 25 kan en tendens ses att ju mer legeringar som tillsattes desto mer inneslutningar erhölls, både före och efter vakuum. Före vakuum utmärkte sig CHARGE B som uppvisade en större mängd inneslutningar än CHARGE D. Detta även om CHARGE D hade större tillsats av legeringar än CHARGE B. Efter vakuum var det främst CHARGE A som utmärkte sig då denna charge hade flest inneslutningar även om legeringstillsatsen var den näst lägsta. Att notera är de olika skalorna som användes i figur 24 och 25. Efter vakuum var inte spridningen av antalet inneslutningar lika grov som före Skänkålder Åldern på skänken betecknas här som summan av antalet gånger skänken använts minus ett. Det vill säga att CHARGE A användes för 25:e gången under denna uppföljning och så vidare. Resultatet av skänkåldrarna presenteras i tabell 9. Tabell 9. Skänkålder för respektive charge Charge Skänkålder CHARGE A 25 CHARGE B 20 CHARGE C 4 CHARGE D 12 CHARGE E 20 Som synes i tabell 9 var det en relativt stor spridning på skänkåldrarna. En helt ny skänk ses inte som en fördel då det kan finnas löst material från murningen av skänken. Uddeholms AB använder sina skänkar i snitt 25 gånger. Sedan skickas skänken för murning av ny infodring. Typen av infodring som Uddeholms AB använder i sina skänkar varierar, men gemensamt för alla är den höga MgO-halten. 21
22 4.1.5 Vakuumbehandling Under vakuumbehandlingen noterades spolningen av argon för respektive spolsten samt tiden för vakuumbehandlingen. Argonspolningen redovisas som normalliter/minut [21]. Resultatet presenteras i tabell 10. Tabell 10. Argonspolning vid vakuumbehandling för respektive charge samt tid för vakuumbehandling Charge Spolsten Argonspolning [Nl/min] Tid [min] CHARGE A CHARGE B CHARGE C CHARGE D CHARGE E Som ses i tabell 10 varierade argonspolningen mellan spolstenarna, detta på grund av tryckvariationer i spolsystemet. Tiden för vakuumbehandling var lika för samtliga charger förutom CHARGE E som hade lite drygt 10 minuter kortare Avskiljning Den tid som avskiljning utfördes för respektive charge hämtades in från det chargeprotokoll som sammanställs av operatörerna. Resultatet presenteras i tabell 11. Tabell 11. Tid för avskiljning för respektive charge Charge Tid [min] CHARGE A 31 CHARGE B 26 CHARGE C 42 CHARGE D 41 CHARGE E 20 Som ses i tabell 11 varierade tiden för avskiljningen mycket Eventuella avvikelser I detta kapitel presenteras eventuella avvikelser som uppstod under tillverkningsprocessen för respektive charge. CHARGE B Efter att desoxidationsmedel sattes vid skänkstationen kördes CHARGE B ut för att ställas på golvet. Detta på grund av att en annan charge var tvungen att gå till omvärmning vid skänkugnsstationen. Totala tiden som CHARGE B stod på golvet uppskattades till 35 minuter. CHARGE E När vakuumbehandlingen skulle påbörjas uppstod problem med monteringen av vakuumlocket. Det tog cirka 50 minuter innan vakuumbehandlingen kunde påbörjas. 22
23 4.1.8 Stiggjutning Stiggjutning kräver en mycket balanserad skänkföring då tapphålet i den så kallade gubben inte är stort relativt till tappstrålen från skänken. Resultatet av stiggjutningen för respektive charges stigplan presenteras i tabell 12. Ett försök till att uppskatta skadan på kragen gjordes och bedömdes enligt en skala på 1 5 där en högre siffra innebar en större skada samt ett innebar oskadad krage. Tabell 12. Bedömning av stiggjutning med hänsyn till avstånd mellan krage skänk samt skada på kragen. Charge Stigplan Avstånd - krage, skänk [cm] Skada på krage (1-5) CHARGE A CHARGE B CHARGE C CHARGE D CHARGE E Som ses i tabell 12 låg avståndet på en jämn nivå för samtliga chargers stigplan. Det var svårt att bedöma hur allvarlig skadan på kragen var för respektive stigplan. Det går ej att veta om skyddet argongasen gav påverkades av de olika öppningarna som kunde uppstå i kragarna. Det stigplan vars krage hade skadats mest var stigplan 3 hos CHARGE D där halva kragen var helt borta. Dock var mellanrummet vid detta stigplan litet. 23
24 4.2 Provtagning och analys I detta kapitel presenteras resultaten från provtagningen och analyserna av stål- och slaggprov Stålprover Stålprover togs och analyserades. Delar av resultatet presenteras i tabell 13. Tabell 13. Stålanalys för respektive charge med elementhalter i vikts - % Charge Provläge C Si S Al O CHARGE A BV 0,082 0,28 0,0046 0,031 0,0014 CHARGE A AV 0,088 0,29 0,0018 0,007 0,0015 CHARGE B BV 0,11 0,27 0,003 0,05 0,0045 CHARGE B AV 0,11 0,27 0,002 0,005 0,0048 CHARGE C BV 0,073 0,26 0,006 0,022 0,017 CHARGE C AV 0,087 0,29 0,0035 0,006 0,027 CHARGE D BV 0,09 0,26 0,0041 0,06 0,0035 CHARGE D AV 0,086 0,28 0,0023 0,008 0,003 CHARGE E BV 0,1 0,28 0,0031 0,06 0,028 CHARGE E AV 0,11 0,3 0,0015 0,011 0, Slaggprover Slaggprover togs och analyserades. Delar av resultatet presenteras i tabell 14. Tabell 14. Slagganalyser för respektive charge med elementhalter i vikts - % Charge Provläge S CaO MgO Al2O3 SiO2 FeO MnO CHARGE A BV 0,128 48,3 10,9 23,2 15,1 0,65 0,76 CHARGE A AV 0,28 45,8 11,2 26,8 13,8 0,25 0,43 CHARGE B BV 0,104 45,4 13,2 22,8 15,9 0,71 0,83 CHARGE B AV 0,163 42,8 13,9 26,1 14,9 0,34 0,58 CHARGE C BV 0,076 51,3 9,67 25,4 9,59 1,03 1,67 CHARGE C AV 0,27 43, ,3 15,1 0,32 0,49 CHARGE D BV 0,094 47,2 11,5 22,1 15,6 1,02 0,83 CHARGE D AV 0,2 42,5 17,1 25,5 12,1 0,47 0,47 CHARGE E BV 0,106 48,2 10,4 22,2 16,8 0,98 1,1 CHARGE E AV 0, ,5 26,7 14,2 0,66 0,54 24
25 4.2.3 CELOX CELOX-mätningar togs på samtliga charger. Resultatet av CELOX-mätningarna för respektive charge samt processteg presenteras i tabell 15. Tabell 15. CELOX-mätningar för uppföljda charger efter slaggdragning samt före och efter vakuumbehandling Charge AD BV AV Syreaktivitet Temperatur [ppm] [ o Syreaktivitet Temperatur C] [ppm] [ o Syreaktivitet C] [ppm] CHARGE A 129, , , CHARGE B 99, , , CHARGE C x x 13, , CHARGE D 196, , , CHARGE E 105, , , För charge CHARGE C kunde CELOX ej tas efter slaggdragning (AD) på grund av ett tekniskt fel. 4.3 Utvärderingar i mikroskop I detta kapitel presenteras resultatet av de utvärderingar som utfördes i LOM och SEM. Temperatur [ o C] LOM prover från stålverket Resultatet av antal inneslutningar per mm 2 för respektive klassificeringsgrupp och charge samt processteg presenteras i figur Figur 31 och 32 visar totala antalet inneslutningar per mm 2 där de chargerna med syrgasfärskning markeras. Då vissa charger hade högt antal inneslutningar valdes olika skalor i diagrammen för lättare avläsning. Inneslutningar / mm2 0,5 0,45 0,4 0,35 0,3 0,25 0,2 0,15 0,1 0,05 0 CHARGE A DT (2,8-5,6 m) DM (5,6-11,2 m) DH (11,2-22,4 m) DP (>22,4 m) BV AV GJ Processteg Figur 26. Antal inneslutningar/mm 2 för respektive processteg hos CHARGE A I figur 26 ses att antalet DT har minskat under vakuumbehandlingen. Dock har de övriga grupperna ökat. Efter avskiljningen (GJ) har dock samtliga grupper minskat i antal. 25
26 Inneslutningar / mm2 1,2 1,1 1 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 BV CHARGE B DT (2,8-5,6 m) DM (5,6-11,2 m) DH (11,2-22,4 m) DP (>22,4 m) Processteg Figur 27. Antal inneslutningar/mm 2 för respektive processteg hos CHARGE B I figur 27 ses att samtliga gruppers antal inneslutningar drastiskt har minskat under vakuumbehandlingen. AV CHARGE C DT (2,8-5,6 m) DM (5,6-11,2 m) DH (11,2-22,4 m) DP (>22,4 m) 0,5 0,45 0,4 Inneslutningar / mm2 0,35 0,3 0,25 0,2 0,15 0,1 0,05 0 BV Processteg Figur 28. Antal inneslutningar/mm 2 för respektive processteg hos CHARGE C Gällande CHARGE C, figur 28, ses samma tendens som hos CHARGE A, figur 26. Antalet DT minskar under vakuumbehandlingen samtidigt som de övriga grupperna har ökat. AV 26
27 CHARGE D DT (2,8-5,6 m) DM (5,6-11,2 m) DH (11,2-22,4 m) DP (>22,4 m) 1 0,9 0,8 Inneslutningar / mm2 0,7 0,6 0,5 0,4 0,3 0,2 0,1 0 BV Processteg Figur 29. Antal inneslutningar/mm 2 för respektive processteg hos CHARGE D Figur 29 visar att CHARGE D uppvisade samma kraftiga sänkning av samtliga gruppers antal under vakuum som CHARGE B, figur 27. AV CHARGE E 0,5 0,45 DT (2,8-5,6 m) DM (5,6-11,2 m) DH (11,2-22,4 m) DP (>22,4 m) 0,4 Inneslutningar / mm2 0,35 0,3 0,25 0,2 0,15 0,1 0,05 0 BV AV GJ Processteg Figur 30. Antal inneslutningar/mm 2 för respektive processteg hos CHARGE E CHARGE E uppvisade enligt figur 30 en minskning av antalet DT under vakuum samtidigt som övriga gruppers antal ökade. Denna tendens uppvisade även CHARGE A och CHARGE C enligt figur 26 och 28. Dock skedde det en ökning av samtliga gruppers antal under avskiljningen hos CHARGE E vilket inte skedde hos CHARGE A. 27
28 1,8 Totalt antal inneslutningar - BV Syrgasfärskad Inneslutningar / mm2 1,6 1,4 1,2 1 0,8 0,6 0,4 0,2 0 A B C D E Charge Figur 31. Totalt antal inneslutningar för respektive charge före vakuum med hänsyn till syrgasfärskning Inneslutningar / mm2 0,5 0,45 0,4 0,35 0,3 0,25 0,2 0,15 0,1 0,05 0 Totalt antal inneslutningar - AV Syrgasfärskad A B C D E Charge Figur 32. Totalt antal inneslutningar för respektive charge efter vakuum med hänsyn till syrgasfärskning I figur 31 och 32 gjordes en enkel jämförelse mellan totala antalet inneslutningar före och efter vakuum där de charger som hade syrgasfärskning markerades. Både före och efter vakuum kan ingen tendens ses att syrgasfärskning ökar antalet inneslutningar. 28






29 4.3.2 SEM prover från stålverket De inneslutningar som valdes ut för respektive charge analyserades i SEM och delades in efter deras sammansättning. Inneslutningarnas utseende varierar i den uppföljda stålsorten. Dock visar figurerna att utseendet på vissa inneslutningar påminner om varandra även om deras sammansättning varierar. Figur är från BV, figur 36 från GJ samt figur från AV. Figur 33. Al2O3-MnO inneslutning Figur 34. Al2O3-SiO2-MnO inneslutning Figur 35. CaO-MgO-Al2O3-MnO inneslutning Figur 36. SiO2-MnO inneslutning Figur 37. CaO-MgO-Al2O3-SiO2 inneslutning Figur 38. MnO-Cr2O3 inneslutning I figur kan olika punktanalyser ses för några exempelinneslutningar och betecknas som spektrum. I figur 37 vid spektrum 1 kan en möjlig exogen inneslutning eller spinell antas. Analysen för spektrum 1 redovisade en MgO-halt som grovt översteg de övriga spektrumen. 29
30 Indelningen av inneslutningarna efter deras sammansättning resulterade i totalt 12 grupper. I bilaga 2 jämförs inneslutningarnas sammansättning med antal samt provtagningstillfälle LOM prover från färdigt material Då färdigt material innehöll både enskilda inneslutningar och stråk fick två klassificeringar användas, nämligen SS samt den från ASTM. Prover från stålverket analyserades i 200x förstoring vilket också medförde att färdigt material analyserades i 200x. ASTM använder dock sin klassificering av stråk enligt 100x förstoring. Detta medförde att endast ett fåtal stråk som analyserats i 200x räknades som stråk enligt ASTM. För att kunna göra en trovärdig jämförelse på stålets renhet vid respektive processteg fick de stråk som ej räknades som stråk enligt ASTM göras om till D-inneslutningar enligt SS Resultatet av antalet inneslutningar per mm 2 för respektive klassificeringsgrupp och charge för färdigt material presenteras i figur 39. Inneslutningar per mm2 i färdigt material DT (2,8-5,6 m) DM (5,6-11,2 m) DH (11,2-22,4 m) DP (>22,4 m) 0,4 0,35 Antal inneslutningar / mm2 0,3 0,25 0,2 0,15 0,1 0,05 0 A B C D E Charge Figur 39. Antal inneslutningar per mm 2 för respektive charge för färdigt material Som ses i figur 39 är CHARGE A den charge med högst antal DT men lägst antal av övriga D-inneslutningar och får därmed ses som den renaste chargen. CHARGE E har förutom DT högst antal DM och DH men något lägre antal DP än CHARGE D. Dock får CHARGE E ses som den sämsta chargen gällande innehåll av D-inneslutningar. Det skall noteras att D-inneslutningar är relativt små jämfört med de stråk som kan bildas. Resultatet för indelning av stråken enligt ASTM för respektive charge visas i tabell
31 Tabell 16. Indelning av stråk för respektive charge enligt ASTM Stråk: Längd [m] Bredd [m]: 71,3 - (152,7) 152,7 - (315,6) 315,6 - (661,8) 661,8 - (1384,7) 1384,7 -> BT 5,6-11,2 BM 11,2-22,4 BH 22,4-44,8 BP 44,8 -> CHARGE A BT 1 BM BH BP CHARGE B BT 3 BM 1 BH BP CHARGE C BT 1 1 BM 1 BH BP CHARGE D BT 2 BM BH BP CHARGE E BT 1 BM 2 1 BH BP Enligt tabell 16 kan det tyckas vara ett lågt innehåll av stråk men det skall poängteras att detta gällde en yta på 900 mm 2. CHARGE A och CHARGE E är som synes den bästa respektive den sämsta gällande stråken. En jämförelse mellan antalet inneslutningar/mm 2 från BV till FM (färdigt material) för respektive charge kan ses i figur 40. Observera att stråken enligt ASTM inte räknas med. 31
32 Totalt antal inneslutningar BV => FM BV AV GJ FM 1,8 1,6 Antal inneslutningar / mm2 1,4 1,2 1 0,8 0,6 0,4 0,2 0 A B C D E Charge Figur 40. Totala antalet inneslutningar per mm 2 för respektive charge vid BV till FM Resultatet från figur samt tabell 16 uppvisar att CHARGE A hade det bästa resultatet då den hade en minskning av inneslutningar under varje processteg, förutom GJ till FM, samt ett lågt antal stråk. Den charge som uppvisar sämst resultat är CHARGE E. Chargen hade visserligen en minskning av inneslutningar efter vakuum men vid nästkommande processteg ökar antalet. CHARGE E hade också de största stråken. 32
 samt rena aluminiumoxidstråk, vilken också var den dominerande sammansättningen, se exempel i figur 41 42. MnS Al 2 O 3 Figur 41. MnS-Al 2 O 3 stråk Figur 42.")
33 4.3.4 SEM prover från färdigt material Analyserna i SEM visade i princip två sorters sammansättningar på stråken hos samtliga charger, nämligen en kombination av mangansulfider (MnS) och aluminiumoxid (Al 2 O 3 ) samt rena aluminiumoxidstråk, vilken också var den dominerande sammansättningen, se exempel i figur MnS Al 2 O 3 Figur 41. MnS-Al 2 O 3 stråk Figur 42. Al 2 O 3 stråk 33

34 Som nämnt i teorin, kapitel 2.2, visar figur 41 en så kallade spröd-duktil inneslutning och figur 42 en spröd inneslutning. Gemensamt får båda är deras höga innehåll av ren aluminiumoxid vilket kan orsaka stora problem efter bearbetning då aluminiumoxid är mycket svårbearbetat och kan orsaka porer och sprickor i materialet. Någon utförlig analys på D-inneslutningarnas sammansättning gjordes ej då det är stråken som står i fokus gällande färdigt material eftersom de orsakar de största problemen. Dock valdes en D-inneslutning ut för analys och kan ses i figur 43. CaO-Al 2 O 3 Kavitet MgO-Al 2 O 3 Al 2 O 3 Figur 43. D-inneslutning med varierad sammansättning Figur 43 visar enligt teorin, kapitel 2.2, en så kallade hård inneslutning och är som nämnt i teorin (kapitel 2.2) omsluten av kalcium-aluminiumoxid (CaO-Al 2 O 3 ). Att detta är en hård inneslutning visas också i figur 43 av den kavitet som bildats vid bearbetning. 34
35 5. Diskussion I detta kapitel diskuteras uppföljningen, provtagningen och utvärderingen i mikroskop för att med hjälp av teorin försöka se samband mellan studerade processparametrar och inneslutningsbildning. Diskussionen behandlar varje charge för sig själv. CHARGE A CHARGE A hade lägst syreaktivitet före vakuum (tabell 15) vilket i teorin gynnar svavelreningen (kapitel ). Denna charge hade mycket riktigt den bästa svavelreningen (tabell 13) vilket borde tyda på att syre löst sig i smältan och genererat fler inneslutningar. Antalet inneslutningar före vakuum var det näst lägsta bland alla charger men efter vakuum hade chargen högst antal (Figur 31-32). Skänkåldern hos CHARGE A var den äldsta (tabell 9) och SEM-analyserna visar att hälften av de analyserade inneslutningarna visar tendenser till att innehålla MgO-partiklar. Skänkåldern tillsammans med den höga spolningen (tabell 10) kan vara en förklaring till MgO-partiklarna. Den goda svavelreningen tillsammans med ett högt antal inlösta partiklar från infodring kan vara orsaken till att chargen hade högst antal inneslutningar efter vakuum. SEM-analyserna visade också att inneslutningarna hos CHARGE A gick mot slaggens analys under vakuumbehandlingen varav följande tre antaganden gjordes: 1. Inneslutningarna har gått upp till toppslaggen och fastnat där samtidigt som slagg kommit ned i smältan (exogena inneslutningar). 2. Inneslutningarna har modifierats i slaggen och erhållit liknande analys. 3. En kombination av 1 och 2. Gemensamt för samtliga charger var att inneslutningarnas sammansättning efter vakuumbehandlingen gick mot slaggens analys. Dock gällde detta inte alla analyserade inneslutningar. Förutom slaggens inverkan på inneslutningar finns det en annan diskuterad källa till inneslutningar (kapitel 2.1.1), nämligen ladle glaze. Det kan antas att kemiska reaktioner skett under vakuumbehandlingen som också gett upphov till inneslutningar med annan sammansättning än slaggens. Efter avskiljning visade gjutprovet för CHARGE A en minskning av antalet inneslutningar för samtliga D-inneslutningar (figur 26). SEM-analyserna på de utvalda inneslutningarna visade en stor variation på sammansättningar men en minskning av storleken för merparten. Troligen hade de större inneslutningarna efter vakuum avskiljts upp till toppslaggen. Anledningen till den varierande sammansättningen på inneslutningarna kan bero på kemiska reaktioner i stålsmältan. CHARGE B CHARGE B var den charge som hade den effektivaste vakuumbehandlingen sett efter minskningen av totala antalet inneslutningar (figur 27). Under vakuum hade chargen en kraftig minskning av Al i stålet (tabell 13) men endast en liten ökning av Al 2 O 3 i slaggen (tabell 14). Detta torde tyda på en stor ökning av Al 2 O 3 i stålet efter vakuum. Dock uppvisade resultatet från LOM (figur 27) en kraftig minskning av samtliga D-grupper efter vakuum. Resultatet från SEM visade att sammansättningen samt storleken hölls relativt lika före och efter vakuum på de utvalda inneslutningarna. 35
36 Det som skall has i åtanke att de analyserade proverna är en bråkdel av den totala smältan och ger inget statistiskt bra resultat för hela smältans renhet. Det kan möjligen vara så att det analyserade provet efter vakuum var ett prov med lågt antal inneslutningar. Ett gjutprov skulle ha varit intressant att studera för att se antalet inneslutningar efter avskiljning. CHARGE C CHARGE C hade lägst totalt antal inneslutningar före och efter vakuum (figur 31 & 32). Chargen hade längst syrgasfärskning (tabell 6) men också bäst slaggdragning (tabell 7) samt den lägsta tillsatsen av legeringar (figur 24) vilket kan ha varit orsaken till det låga antalet inneslutningar. Skänkåldern var den lägsta (tabell 9) och slagganalysen visar en ökning av MgO efter vakuum (tabell 14) vilket kan vara en tendens till att partiklar från infodring hamnat i stålsmältan för att sedan gå upp till slaggen under vakuumbehandlingen. SEM-analyserna visar också en tydlig MgO-partikel på cirka 20 m och en annan möjlig MgO-partikel i två av de analyserade inneslutningarna. Som nämnt i kapitel är en helt ny skänk ingen fördel vilket också kan antas här. Före och efter vakuum har majoriteten av inneslutningarna hos CHARGE C en sammansättning som går mot slaggen men där storleken har ökat kraftigt under vakuumbehandlingen. CHARGE C hade en låg spolning under vakuum (tabell 10) och lågt totalt antal inneslutningar efter vakuum (figur 28). Det finns en viss teori [22] om att en förändrad spolning under vakuum med en period av låg spolning ger en bättre avskiljning av inneslutningar. Som synes här kan detta vara ett samband. CHARGE D CHARGE D hade en ganska låg skänkålder (tabell 9) och visar samma tendens som CHARGE C med en ökad MgO-halt i slagg efter vakuum (tabell 14). CHARGE D uppvisar ett liknande samband med CHARGE B under vakuumbehandlingen med en kraftig minskning av samtliga D-inneslutningar. Båda chargerna hade en stor spolning och stor tillsats av legeringar (tabell 10 & figur 24). CHARGE D hade enligt SEM-analyserna stor variation på inneslutningarnas sammansättning före vakuum. Men likt CHARGE B gick inneslutningarnas sammansättning mot slaggens sammansättning samtidigt som storleken hölls relativt jämn. CHARGE E CHARGE E uppvisar samma tendens som CHARGE A och CHARGE C under vakuum. Dock sker det en ökning av inneslutningar efter avskiljningen hos CHARGE E (figur 30) till skillnad mot CHARGE A. Tiden för avskiljning visar dock att CHARGE E hade 10minuter kortare avskiljning än CHARGE A vilket kan vara ett möjligt samband (tabell 10). Resultatet i SEM visar en stor spridning i inneslutningarnas sammansättning före vakuum. Men likt CHARGE A och CHARGE C går inneslutningarnas sammansättning hos CHARGE E mot slaggen samtidigt som storleken ökar. 36
37 Färdigt material Gemensamt för stråken i samtliga charger är deras höga innehåll av ren aluminiumoxid (Al 2 O 3 ). Att se något samband mellan antalet inneslutningar efter vakuum och antalet stråk i färdigt material är svårt. Då inga inneslutningar vars sammansättning var ren aluminiumoxid kunde hittas innan avgjutning torde detta tyda på att det är under avgjutning som dessa aluminiumoxid-inneslutningar bildas som efter bearbetning resulterar i aluminiumoxid-stråk. Varför detta sker och vilka kemiska reaktioner som ligger bakom kan denna rapport ej åskådliggöra. Dock kan ett eventuellt samband ses gällande avskiljningen. CHARGE A uppvisade lägst antal stråk (tabell 16) och bäst resultat gällande antal D-inneslutningar i färdigt material (figur 40). CHARGE E uppvisade motsatsen och hade som nämnt 10 minuter kortare avskiljning än CHARGE A vilket kan vara ett samband. 6. Slutsatser Syftet med projektet var att följa upp tillverkningsprocessen i stålverket och studera olika parametrars inverkan på bildandet av inneslutningar. Då den uppföljda processen sträcker sig över en lång tid där många parametrar inverkar på inneslutningsbildning var det svårt att se klara samband för att dra några slutsatser. Denna rapport uppvisar dock följande tendenser: i. En hög tillsats av legeringar ger ett högt antal inneslutningar före och efter vakuumbehandling ii. iii. En gammal och ny skänk kombinerat med hög argonspolning under vakuumbehandling ger en högre halt av MgO-partiklar i inneslutningarna och kan därmed medföra högre antal inneslutningar En kombinerad, både hög och låg argonspolning ger ett lägre antal inneslutningar För framtida arbete visade denna rapport att följande moment bör implementeras: Undvik användning av allt för gamla och nya skänkar Försök hålla legeringstillsatsen så låg som möjligt Utförligare studie på vakuumbehandlingen för att se om teorin gällande varierande argonspolning stämmer Analys av fler prover efter avskiljning för att erhålla en optimal avskiljningstid Utförligare studie på avgjutningen då det är under detta stadium som de rena aluminiumoxid-inneslutningarna bildas 37
38 Tackord Jag vill främst tacka min handledare Karin Steneholm, processutvecklare på Uddeholms AB:s stålverk, för all hjälp och stöd jag fått under projektets gång. Jag vill tacka operatörerna i stålverket för att de haft överseende med alla mina frågor och för att de hjälpt mig med provtagningen. Jag vill tacka Andreas Norberg, processutvecklare på Uddeholms AB:s analyslaboratorium, samt personalen vid analyslaboratoriet för all hjälp med provberedning och analyser. Jag vill tacka Maria Kvarnström, materialutvecklare på Uddeholms AB:s FoU (forskning och utveckling), för all hjälp med SEM-analyserna. Ett stort tack till Per-Olof Carlsson på FoU för all hjälp med analyserna i LOM samt övrig personal på FoU för all hjälp med mitt arbete och för att svarat på alla mina frågor. Sist men inte minst vill jag tacka min handledare, Gunnel Fredriksson på Karlstads universitet, för all hjälp med rapportskrivandet. 38
39 Referenser [1] Jerkontorets stålforskningsprogram för Sverige Källa: [Framtagen: 11 april 2010] [2] Företagspresentation. Uddeholms AB. [3] [Framtagen: 11 april 2010] [4] L. Zhang & BG Thomas Inclusion In Continuous Casting of Steel. XXIV National Steelmaking Symposium, Nov pp Källa: [Framtagen: 10 februari 2010] [5] Andersson et al. Processmetallurgins grunder. Institutionen för Materialvetenskap, Stockholm [6] Dr. Dmitri Kopeliovich Non-metallic inclusion in steel. Källa: [Framtagen: 2 februari 2010] [7] Jernkontorets Forskning. Ladle Glaze A Major Source of Non-metallic Inclusions in Ladle Treatment of Tool Steel, Non-metallic Inclusion Control and Continuous Improvement of Processes based on Objective Measurement [8] J. A. Horvath and G. M. Goodrich. Microinclusion Classification in Steel Casting, AFS Transactions, 1995, p Källa: [Framtagen: 10 maj 2010] [9] Swedish Standards Institute Bedömning av icke-metalliska inneslutningar - Mikrometoder - Jernkontorets skala II för kvantitativbedömning. Svensk Standard SS [10] [Framtagen 21 maj 2010] [11] J. Björklund Thermodynamic Aspects on Inclusion Composition and Oxygen Activity during Ladle Treatment. Källa: [Framtagen: 2 februari 2010] [12] V. Brabie Free energies of formation of oxides at steelmaking temperatures. Inhämtat av Voicu Brabie, professor i materialvetenskap. [13] Uggla et al, Jernkontorets utbildningspaket del 4 - Järn- och stålframställning - Skänkmetallurgi och gjutning. Källa: [Framtagen: 2 februari 2010] [14] X. Zhang et al, 2004: Application of Thermodynamic Model for Inclusion Control in Steelmaking to Improve Machiniability of Low Carbon Free Cutting Steels, Steel Research int. 75 (2004) No. 5 pp Källa: [Framtagen: 2 februari 2010] [15] [Framtagen 15 maj 2010] 39
40 [16] [Framtagen 15 maj 2010] [17] [Framtagen 17 maj 2010] [18] [Framtagen 17 maj 2010] [19] [Framtagen 17 maj 2010] [20] [Framtagen 16 maj 2010] [21] Teknisk dokumentation. Metal Work Pneumatic. Källa: [Framtagen 21 maj 2010] [22] Privat samtal med Karin Steneholm. 24 maj
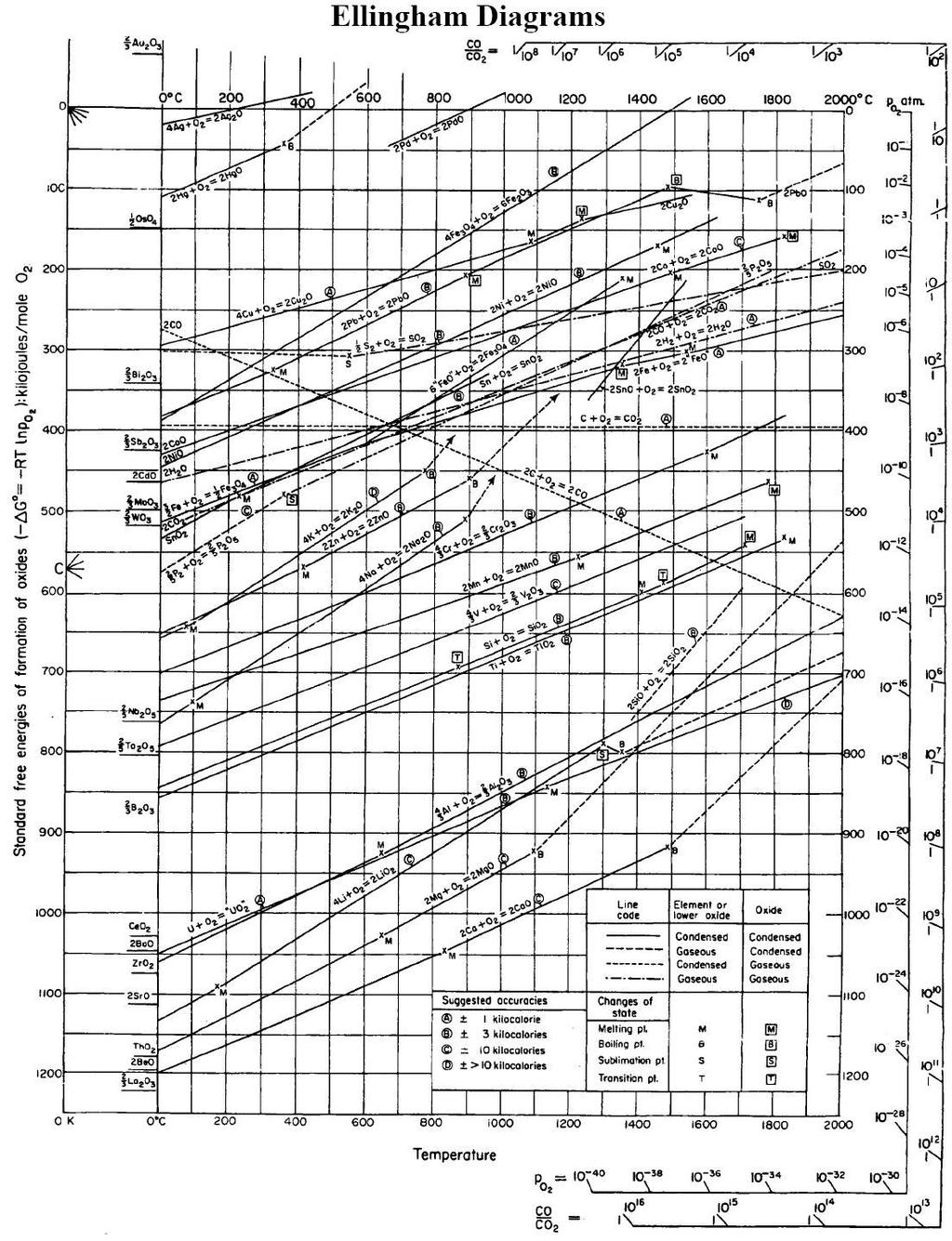
41 Bilagor Bilaga 1. Syrepotentialdiagrammet 41
Undersökning av kolhalten i ett plastformsstål under tillverkning i ljusbågsugnen
 Undersökning av kolhalten i ett plastformsstål under tillverkning i ljusbågsugnen Sandra Åsander Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
Undersökning av kolhalten i ett plastformsstål under tillverkning i ljusbågsugnen Sandra Åsander Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
Stålslagg & Slaggasfalt
 Stålslagg & Slaggasfalt Robert Eriksson Jernkontoret Stål formar en bättre framtid Om Jernkontoret Den svenska stålindustrins branschorganisation Grundades 1747 Ägs av de svenska stålföretagen Omkring
Stålslagg & Slaggasfalt Robert Eriksson Jernkontoret Stål formar en bättre framtid Om Jernkontoret Den svenska stålindustrins branschorganisation Grundades 1747 Ägs av de svenska stålföretagen Omkring
Järn- och stålframställning
 JERNKONTORETS FORSKNING Järn- och stålframställning Skänkmetallurgi och gjutning Jernkontorets utbildningspaket del 4 2000 Förord På initiativ av Jernkontorets fullmäktige togs under 1990-talet fram ett
JERNKONTORETS FORSKNING Järn- och stålframställning Skänkmetallurgi och gjutning Jernkontorets utbildningspaket del 4 2000 Förord På initiativ av Jernkontorets fullmäktige togs under 1990-talet fram ett
UTVÄRDERING AV QUALIFLASH - METODEN
 060330 UTVÄRDERING AV QUALIFLASH - METODEN Marie Lorentzon Maria Nylander Svenska Gjuteriföreningen Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@gjuteriforeningen.se http://www.gjuteriforeningen.se
060330 UTVÄRDERING AV QUALIFLASH - METODEN Marie Lorentzon Maria Nylander Svenska Gjuteriföreningen Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@gjuteriforeningen.se http://www.gjuteriforeningen.se
Prislista effektiv from rev. 5 Analyseringen följer tillgängliga ASTM-metoder
 Prislista effektiv from 2017-06-01 rev. 5 Analyseringen följer tillgängliga ASTM-metoder Svar sker enligt av er önskade element. Tillägg i efterhand av element i lista nedan ingen extra kostnad. Teckna
Prislista effektiv from 2017-06-01 rev. 5 Analyseringen följer tillgängliga ASTM-metoder Svar sker enligt av er önskade element. Tillägg i efterhand av element i lista nedan ingen extra kostnad. Teckna
Prislista effektiv from 2015-01-01 rev. 3 Analyseringen följer tillgängliga ASTM-metoder
 Prislista effektiv from 2015-01-01 rev. 3 Analyseringen följer tillgängliga ASTM-metoder Svar sker enligt av er önskade element. Tillägg i efterhand av element i lista nedan ingen extra kostnad. Teckna
Prislista effektiv from 2015-01-01 rev. 3 Analyseringen följer tillgängliga ASTM-metoder Svar sker enligt av er önskade element. Tillägg i efterhand av element i lista nedan ingen extra kostnad. Teckna
Bilaga 2. Ackrediteringens omfattning. Kemisk analys /1313
 Ackrediteringens omfattning Laboratorier Degerfors Laboratorium AB Degerfors Ackrediteringsnummer 1890 A003432-001 Kemisk analys Oorganisk kemi Aluminium, Al ASTM E1086:2014 OES Stål ASTM E1621:2013 XRF
Ackrediteringens omfattning Laboratorier Degerfors Laboratorium AB Degerfors Ackrediteringsnummer 1890 A003432-001 Kemisk analys Oorganisk kemi Aluminium, Al ASTM E1086:2014 OES Stål ASTM E1621:2013 XRF
Processtyrning i stålgjuterier
 Status Öppen Projekt nr G933S Projekt namn Processtyrning i stålgjuterier Författare Datum Ralf Lisell, Lennart Sibeck 2015-016_ 2015-11-23 Processtyrning i stålgjuterier Ökade krav på kvalitet, kostnadseffektivitet
Status Öppen Projekt nr G933S Projekt namn Processtyrning i stålgjuterier Författare Datum Ralf Lisell, Lennart Sibeck 2015-016_ 2015-11-23 Processtyrning i stålgjuterier Ökade krav på kvalitet, kostnadseffektivitet
Mätprincip Principle of measurement. Provtyp Sample type. ASTM E1621:2013 XRF Koppar/Kopparlegeringar Copper/Copper Alloys
 Ackrediteringens omfattning Scope of accreditation Degerfors Laboratorium AB Degerfors Ackrediteringsnummer 1890 A003432-001 Kemisk analys Chemical analysis Teknikområde Technique Parameter Parameter Metod
Ackrediteringens omfattning Scope of accreditation Degerfors Laboratorium AB Degerfors Ackrediteringsnummer 1890 A003432-001 Kemisk analys Chemical analysis Teknikområde Technique Parameter Parameter Metod
2 Tillverkning av metallpulver vid Höganäs anläggningar... 3 2.1 Svampverket... 4 2.2 Pulververket... 4 2.3 Distaloyverket... 5
 Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
ANALYS AV TVÅ TYPER AV NICKELPULVER
 ANALYS AV TVÅ TYPER AV NICKELPULVER SEM OCH EDS 1 ANALYS CURT EDSTRÖM, RALON JAN-ERIK NOWACKI, KTH, TILLÄMPAD TERMODYNAMIK 2013-01-17 1 EDS- Energy Dispersive X-ray Spectroscopy, http://en.wikipedia.org/wiki/energydispersive_x-ray_spectroscopy
ANALYS AV TVÅ TYPER AV NICKELPULVER SEM OCH EDS 1 ANALYS CURT EDSTRÖM, RALON JAN-ERIK NOWACKI, KTH, TILLÄMPAD TERMODYNAMIK 2013-01-17 1 EDS- Energy Dispersive X-ray Spectroscopy, http://en.wikipedia.org/wiki/energydispersive_x-ray_spectroscopy
Stål en del av vår vardag
 Stål en del av vår vardag Stål finns i det mesta vi har runtomkring oss, bilar, strykjärn, mobiler, bestick och gatlampor. Produkter som inte innehåller stål är ofta plastprodukter som tillverkats i stålformar.
Stål en del av vår vardag Stål finns i det mesta vi har runtomkring oss, bilar, strykjärn, mobiler, bestick och gatlampor. Produkter som inte innehåller stål är ofta plastprodukter som tillverkats i stålformar.
M-stål, still going strong
 20.5.2013 1 M-stål, still going strong Elmia 2012 Johan Backman, Imatra 20.5.2013 2 Tillverkningskostnader M-Stål (M=Machinability) Minskar bearbetningskostnaderna Skonsamt mot verktygen Högre skärhastigheter
20.5.2013 1 M-stål, still going strong Elmia 2012 Johan Backman, Imatra 20.5.2013 2 Tillverkningskostnader M-Stål (M=Machinability) Minskar bearbetningskostnaderna Skonsamt mot verktygen Högre skärhastigheter
Extremvärdesanalys (SEV) av högkvalitativt verktygsstål
 av högkvalitativt verktygsstål") Extremvärdesanalys (SEV) av högkvalitativt verktygsstål Uppskattning av maximal inneslutningsstorlek i pulverstål Extreme values analysis (SEV) of high-performance tool steel Prediction of maximum inclusion
Extremvärdesanalys (SEV) av högkvalitativt verktygsstål Uppskattning av maximal inneslutningsstorlek i pulverstål Extreme values analysis (SEV) of high-performance tool steel Prediction of maximum inclusion
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL
 VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
CO +( CO 2 )+ Fe 2 O 3 -> Fe 3 O 4 + CO + CO 2
+ Fe 2 O 3 -> Fe 3 O 4 + CO + CO 2") Högst upp i masugnen: Ugnen fylls på med malm- och träkolsbitar Kolmonoxiden i masugnsgasen reagerar med hematiten och det bildas magnetit och koldioxid. kvävgasen ( ) torkar och värmer malm 2 O 3 2 3
Högst upp i masugnen: Ugnen fylls på med malm- och träkolsbitar Kolmonoxiden i masugnsgasen reagerar med hematiten och det bildas magnetit och koldioxid. kvävgasen ( ) torkar och värmer malm 2 O 3 2 3
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083
 GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
tentaplugg.nu av studenter för studenter
 tentaplugg.nu av studenter för studenter Kurskod Kursnamn Datum Material Kursexaminator MH1022 Framställningsprocesser av metaller och fiberbaserade material P1 Sammanfattning Pär Jönsson Betygsgränser
tentaplugg.nu av studenter för studenter Kurskod Kursnamn Datum Material Kursexaminator MH1022 Framställningsprocesser av metaller och fiberbaserade material P1 Sammanfattning Pär Jönsson Betygsgränser
Uppföljning av processtyrning i stålgjuterier med PDA-metoden. Lennart Sibeck
 2017-013 Uppföljning av processtyrning i stålgjuterier med PDA-metoden Lennart Sibeck Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 swecast@swerea.se http://www.swereaswecast.se
2017-013 Uppföljning av processtyrning i stålgjuterier med PDA-metoden Lennart Sibeck Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 swecast@swerea.se http://www.swereaswecast.se
JÄMVIKT i LÖSNING A: Kap 12 Föreläsning 3(3)
") KEM A02 Allmän- och oorganisk kemi JÄMVIKT i LÖSNING A: Kap 12 Föreläsning 3(3) mer löslighetsprodukt! Repetition Henderson-Hasselbach ekvationen för beräkning av ph i buffert - OK att använda - viktigast
KEM A02 Allmän- och oorganisk kemi JÄMVIKT i LÖSNING A: Kap 12 Föreläsning 3(3) mer löslighetsprodukt! Repetition Henderson-Hasselbach ekvationen för beräkning av ph i buffert - OK att använda - viktigast
Syntetiska Slaggbildare för Rostfritt Stål
 EXAMENSARBETE INOM MATERIALDESIGN, AVANCERAD NIVÅ, 30 HP STOCKHOLM, SVERIGE 2017 Syntetiska Slaggbildare för Rostfritt Stål JOHAN FÖLDHAZY KTH SKOLAN FÖR INDUSTRIELL TEKNIK OCH MANAGEMENT Förord Föreliggande
EXAMENSARBETE INOM MATERIALDESIGN, AVANCERAD NIVÅ, 30 HP STOCKHOLM, SVERIGE 2017 Syntetiska Slaggbildare för Rostfritt Stål JOHAN FÖLDHAZY KTH SKOLAN FÖR INDUSTRIELL TEKNIK OCH MANAGEMENT Förord Föreliggande
JÄMVIKT i LÖSNING A: Kap 12 Föreläsning 2(2)
") KEM A02 Allmän- och oorganisk kemi JÄMVIKT i LÖSNING A: Kap 12 Föreläsning 2(2) mer löslighetsprodukt! 12.9 The common ion effect utsaltning[utfällning] genom tillsats av samma jonslag BAKGRUND Många metalljoner
KEM A02 Allmän- och oorganisk kemi JÄMVIKT i LÖSNING A: Kap 12 Föreläsning 2(2) mer löslighetsprodukt! 12.9 The common ion effect utsaltning[utfällning] genom tillsats av samma jonslag BAKGRUND Många metalljoner
Möjligheter att använda PDA inneslutningsanalys för stålgjuterier. Lennart Sibeck
 2016-010 Möjligheter att använda PDA inneslutningsanalys för stålgjuterier Lennart Sibeck Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 swecast@swerea.se http://www.swereaswecast.se
2016-010 Möjligheter att använda PDA inneslutningsanalys för stålgjuterier Lennart Sibeck Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 swecast@swerea.se http://www.swereaswecast.se
Viktigt! Glöm inte att skriva Tentamenskod på alla blad du lämnar in.
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAI16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 171027 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAI16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 171027 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
TILLSATS AV BRÄND DOLOMIT SOM SLAGGBILDARE FÖR ETT MINSKAT INFODRINGSSLITAGE
 TILLSATS AV BRÄND DOLOMIT SOM SLAGGBILDARE FÖR ETT MINSKAT INFODRINGSSLITAGE Markus Kilpinen Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
TILLSATS AV BRÄND DOLOMIT SOM SLAGGBILDARE FÖR ETT MINSKAT INFODRINGSSLITAGE Markus Kilpinen Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap. Karin Lindqvist, Swerea IVF
 Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap Karin Lindqvist, Swerea IVF Exempel 1) Vad finns under ytan? Företaget X hade sett sjunkande kvalité
Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap Karin Lindqvist, Swerea IVF Exempel 1) Vad finns under ytan? Företaget X hade sett sjunkande kvalité
Stål en del av vår vardag
 Stål en del av vår vardag Stål finns i det mesta vi har runtomkring oss, bilar, strykjärn, mobiler, bestick och gatlampor. Produkter som inte innehåller stål är ofta plastprodukter som tillverkats i stålformar.
Stål en del av vår vardag Stål finns i det mesta vi har runtomkring oss, bilar, strykjärn, mobiler, bestick och gatlampor. Produkter som inte innehåller stål är ofta plastprodukter som tillverkats i stålformar.
SVETSNING I RF & PE FÖRELÄSNING 4
 SVETSNING I RF & PE FÖRELÄSNING 4 1 SVETSMETODER Svetsning förekommer inom en mängd olika branscher. Svetsning kan utföras manuellt men i vissa fall så sker det lämpligen i en maskin. De metoder som främst
SVETSNING I RF & PE FÖRELÄSNING 4 1 SVETSMETODER Svetsning förekommer inom en mängd olika branscher. Svetsning kan utföras manuellt men i vissa fall så sker det lämpligen i en maskin. De metoder som främst
VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra KEMINS GRUNDER
 VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra ANVÄNDNINGSOMRÅDEN Bakning Läkemedel Rengöring Plast GoreTex o.s.v. i all oändlighet ÄMNENS EGENSKAPER Utseende Hårdhet
VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra ANVÄNDNINGSOMRÅDEN Bakning Läkemedel Rengöring Plast GoreTex o.s.v. i all oändlighet ÄMNENS EGENSKAPER Utseende Hårdhet
VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra KEMINS GRUNDER
 VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra ANVÄNDNINGSOMRÅDEN Bakning Läkemedel Rengöring Plast GoreTex o.s.v. i all oändlighet ÄMNENS EGENSKAPER Utseende Hårdhet
VAD ÄR KEMI? Vetenskapen om olika ämnens: Egenskaper Uppbyggnad Reaktioner med varandra ANVÄNDNINGSOMRÅDEN Bakning Läkemedel Rengöring Plast GoreTex o.s.v. i all oändlighet ÄMNENS EGENSKAPER Utseende Hårdhet
Kontrollerad gjutprocess för renare stål Controlled casting process for cleaner steel
 Kontrollerad gjutprocess för renare stål Controlled casting process for cleaner steel Fredrik Beckius Kevin Hartelius EXAMENSARBETE 2014 Maskinteknik Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan
Kontrollerad gjutprocess för renare stål Controlled casting process for cleaner steel Fredrik Beckius Kevin Hartelius EXAMENSARBETE 2014 Maskinteknik Postadress: Besöksadress: Telefon: Box 1026 Gjuterigatan
Framställning av järn
 Ämnen i jordskorpan Få rena grundämnen i naturen Ingår i kemiska föreningar I berggrunden (fasta massan i jordskorpan) finns många olika kemiska föreningar. De flesta berggrund innehåller syre Berggrunden
Ämnen i jordskorpan Få rena grundämnen i naturen Ingår i kemiska föreningar I berggrunden (fasta massan i jordskorpan) finns många olika kemiska föreningar. De flesta berggrund innehåller syre Berggrunden
PPU408 HT15. Aluminium. Lars Bark MdH/IDT 2015-12-03
 Aluminium 1 1807 1824 1886 - Engelsmannen Humphrey Davy (1778-1829) insåg att metallen måste finnas men lyckades inte framställa den. - Han gav den dock namnet Aluminum. - Den danske vetenskapsmannen H.
Aluminium 1 1807 1824 1886 - Engelsmannen Humphrey Davy (1778-1829) insåg att metallen måste finnas men lyckades inte framställa den. - Han gav den dock namnet Aluminum. - Den danske vetenskapsmannen H.
Klassificerat enligt EU-direktiv 1999/45/EC. För ytterligare information se våra Materialsäkerhetsdatablad.
 TM Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra någon garanti
TM Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra någon garanti
Materien. Vad är materia? Atomer. Grundämnen. Molekyler
 Materien Vad är materia? Allt som går att ta på och väger någonting är materia. Detta gäller även gaser som t.ex. luft. Om du sticker ut handen genom bilrutan känner du tydligt att det finns något där
Materien Vad är materia? Allt som går att ta på och väger någonting är materia. Detta gäller även gaser som t.ex. luft. Om du sticker ut handen genom bilrutan känner du tydligt att det finns något där
[Work shop. Rent Stål. Work. Shop
 Swerea Rent Stål Work Shop 2011-05-04 1 MÖTESANTECKNINGAR FÖRFATTARE: Lars Olov Nordberg DELTAGARE: Swerea Göran Fahlén Swerea IVF Mats Werke Swerea KIMAB Alexander Angré, Karin Frisk, Sven Haglund, Joakim
Swerea Rent Stål Work Shop 2011-05-04 1 MÖTESANTECKNINGAR FÖRFATTARE: Lars Olov Nordberg DELTAGARE: Swerea Göran Fahlén Swerea IVF Mats Werke Swerea KIMAB Alexander Angré, Karin Frisk, Sven Haglund, Joakim
Kopparsmälta från Hagby
 UV GAL PM 2013:02 GEOARKEOLOGISK UNDERSÖKNING Kopparsmälta från Hagby Kemisk analys av en smälta Småland, Kalmar kn, Hagby sn, Lokal 29, RAÄ 146 Lena Grandin Innehåll Sammanfattning... 5 Abstract... 5
UV GAL PM 2013:02 GEOARKEOLOGISK UNDERSÖKNING Kopparsmälta från Hagby Kemisk analys av en smälta Småland, Kalmar kn, Hagby sn, Lokal 29, RAÄ 146 Lena Grandin Innehåll Sammanfattning... 5 Abstract... 5
Ämnen runt omkring oss åk 6
 Ämnen runt omkring oss åk 6 Begrepp att kunna Atom Avdunstning Basisk Blandning Brännbarhet Egenskaper Fast form Flytande form Fotosyntes Gasform Grundämne Kemisk förening Kemisk reaktion Kondensering
Ämnen runt omkring oss åk 6 Begrepp att kunna Atom Avdunstning Basisk Blandning Brännbarhet Egenskaper Fast form Flytande form Fotosyntes Gasform Grundämne Kemisk förening Kemisk reaktion Kondensering
THG är varumräkesregistrerat i Sverige och inom EU.
 UDDEHOLM THG 2000 THG är varumräkesregistrerat i Sverige och inom EU. Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras
UDDEHOLM THG 2000 THG är varumräkesregistrerat i Sverige och inom EU. Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras
G A L Geoarkeologiskt Laboratorium GEOARKEOLOGI. En skära från en förromersk grav i Tjärby Metallografisk analys. Tjärby sn Laholms kn Halland
 GEOARKEOLOGI En skära från en förromersk grav i Tjärby Metallografisk analys Tjärby sn Laholms kn Halland G A L Geoarkeologiskt Laboratorium Analysrapport nummer 12-2006 Avdelningen för arkeologiska undersökningar
GEOARKEOLOGI En skära från en förromersk grav i Tjärby Metallografisk analys Tjärby sn Laholms kn Halland G A L Geoarkeologiskt Laboratorium Analysrapport nummer 12-2006 Avdelningen för arkeologiska undersökningar
Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 Kemi Bas 1 Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Tentamen 40S01A KBAST och KBASX 7,5 högskolepoäng Tentamensdatum: 2016-10-27 Tid: 09:00-13:00 Hjälpmedel: papper, penna, radergummi, kalkylator
Kemi Bas 1 Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Tentamen 40S01A KBAST och KBASX 7,5 högskolepoäng Tentamensdatum: 2016-10-27 Tid: 09:00-13:00 Hjälpmedel: papper, penna, radergummi, kalkylator
Ferrokromslagg är en biprodukt från tillverkning av ferrokrom och innehåller oxider av aluminium, magnesium och kisel.
 FERROKROMSLAGG - VASCORIA Ferrokrom slagg är inte klassificerad som farlig enligt CLP Regulation (1272/2008/EC) eller Dangerous Substances Directive (67/548/EEC) Slaggen är inte persistent bio accumulative
FERROKROMSLAGG - VASCORIA Ferrokrom slagg är inte klassificerad som farlig enligt CLP Regulation (1272/2008/EC) eller Dangerous Substances Directive (67/548/EEC) Slaggen är inte persistent bio accumulative
ALLOY 600 UNS N06600, , NiCr15Fe
 ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
Järnfynd från Fyllinge
 UV GAL PM 2012:03 GEOARKEOLOGISK UNDERSÖKNING Järnfynd från Fyllinge Metallografisk analys Halland, Snöstorps socken, Fyllinge 20:393, RAÄ 114 Erik Ogenhall Innehåll Sammanfattning... 5 Inledning... 7
UV GAL PM 2012:03 GEOARKEOLOGISK UNDERSÖKNING Järnfynd från Fyllinge Metallografisk analys Halland, Snöstorps socken, Fyllinge 20:393, RAÄ 114 Erik Ogenhall Innehåll Sammanfattning... 5 Inledning... 7
Varmförzinkning av höghållfasta stål - en utmaning. Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe
 Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
Gjutjärn som konstruktionsmaterial
 Gjutjärn som konstruktionsmaterial Inlämningsuppgift i kursen kpp039 Kari Haukirauma 2011-01-06 Produktutveckling 3 Handledare Rolf Lövgren Innehåll Inledning... 3 Vad är gjutjärn?... 4 Gråjärn... 6 Användningsområden
Gjutjärn som konstruktionsmaterial Inlämningsuppgift i kursen kpp039 Kari Haukirauma 2011-01-06 Produktutveckling 3 Handledare Rolf Lövgren Innehåll Inledning... 3 Vad är gjutjärn?... 4 Gråjärn... 6 Användningsområden
Rostdoktorn Dr. Sabina Ronneteg
 Rostdoktorn Dr. Sabina Ronneteg Vem är jag? Sabina Ronneteg Naturvetenskapligt program, Katedralskolan, Linköping Magisterexamen i kemi vid Linköpings Tekniska Högskola och Uppsala Universitet Doktorerade
Rostdoktorn Dr. Sabina Ronneteg Vem är jag? Sabina Ronneteg Naturvetenskapligt program, Katedralskolan, Linköping Magisterexamen i kemi vid Linköpings Tekniska Högskola och Uppsala Universitet Doktorerade
V E R T Y G S S T Å L B E H A N D L I N G S M E T O D E R POLERING AV FORMSTÅL
 V E R T Y G S S T Å L B E H A N D L I N G S M E T O D E R POLERING AV FORMSTÅL Där verktyg tillverkas Där verktyg används Innehåll Varför behöver formverktyg poleras?... 3 Bedömning av ytans kvalitet...
V E R T Y G S S T Å L B E H A N D L I N G S M E T O D E R POLERING AV FORMSTÅL Där verktyg tillverkas Där verktyg används Innehåll Varför behöver formverktyg poleras?... 3 Bedömning av ytans kvalitet...
Siliciumkarbid, Ädelkorund och Normalkorund
 Siliciumkarbid, Ädelkorund och Normalkorund c/o Cerablast GmbH & Co.KG Gerhard-Rummler-Str.2 D-74343 Sachsenheim / Tyskland Telefon: 0049 7147 220824 Fax: 0049 7147 220840 E-post: info@korutec.com http://www.korutec.com
Siliciumkarbid, Ädelkorund och Normalkorund c/o Cerablast GmbH & Co.KG Gerhard-Rummler-Str.2 D-74343 Sachsenheim / Tyskland Telefon: 0049 7147 220824 Fax: 0049 7147 220840 E-post: info@korutec.com http://www.korutec.com
Inblandning av lignin från SEKAB i pellets vid Bioenergi i Luleå AB
 Inblandning av lignin från SEKAB i pellets vid Bioenergi i Luleå AB Robert Samuelsson Mehrdad Arshadi Torbjörn Lestander Michael Finell Pelletsplattformen BTK-Rapport 2011:3 SLU Biomassateknologi och Kemi
Inblandning av lignin från SEKAB i pellets vid Bioenergi i Luleå AB Robert Samuelsson Mehrdad Arshadi Torbjörn Lestander Michael Finell Pelletsplattformen BTK-Rapport 2011:3 SLU Biomassateknologi och Kemi
Oxidationstal. Niklas Dahrén
 Oxidationstal Niklas Dahrén Innehåll Förklaring över vad oxidationstal är. Regler för att bestämma oxidationstal. Vad innebär oxidation och reduktion? Oxidation: Ett ämne (atom eller jon) får ett elektronunderskott
Oxidationstal Niklas Dahrén Innehåll Förklaring över vad oxidationstal är. Regler för att bestämma oxidationstal. Vad innebär oxidation och reduktion? Oxidation: Ett ämne (atom eller jon) får ett elektronunderskott
Slagg från Kungshögen i Hög
 UV GAL PM 2012:11 GEOARKEOLOGISK UNDERSÖKNING Slagg från Kungshögen i Hög Arkeometallurgiska analyser Gävleborgs län, Hudiksvalls kn, Högs sn, RAÄ 49:1 Erik Ogenhall Innehåll Sammanfattning... 5 Abstract...
UV GAL PM 2012:11 GEOARKEOLOGISK UNDERSÖKNING Slagg från Kungshögen i Hög Arkeometallurgiska analyser Gävleborgs län, Hudiksvalls kn, Högs sn, RAÄ 49:1 Erik Ogenhall Innehåll Sammanfattning... 5 Abstract...
Alla papper, även kladdpapper lämnas tillbaka.
 Maxpoäng 66 g 13 vg 28 varav 4 p av uppg. 18,19,20,21 mvg 40 varav 9 p av uppg. 18,19,20,21 Alla papper, även kladdpapper lämnas tillbaka. 1 (2p) En oladdad atom innehåller 121 neutroner och 80 elektroner.
Maxpoäng 66 g 13 vg 28 varav 4 p av uppg. 18,19,20,21 mvg 40 varav 9 p av uppg. 18,19,20,21 Alla papper, även kladdpapper lämnas tillbaka. 1 (2p) En oladdad atom innehåller 121 neutroner och 80 elektroner.
7.2 Zinkbadet - legeringsämnens inverkan
 7.2 Zinkbadet - legeringsämnens inverkan I det följande skall vi försöka sätta oss in i vad som händer och sker när ståldetaljer eller stålkonstruktioner sänks ned i zinkbad, som har tillsatser eller föroreningar
7.2 Zinkbadet - legeringsämnens inverkan I det följande skall vi försöka sätta oss in i vad som händer och sker när ståldetaljer eller stålkonstruktioner sänks ned i zinkbad, som har tillsatser eller föroreningar
SKOLFÖRSÖK Experiment i mesoskala tillsammans med Kyrkbacksskolan i Kopparberg
 SKOLFÖRSÖK Experiment i mesoskala tillsammans med Kyrkbacksskolan i Kopparberg Bakgrund och syfte Lakvatten med lågt och höga metallhalter är vanligt i områden där det finns gamla gruvavfallsdeponier.
SKOLFÖRSÖK Experiment i mesoskala tillsammans med Kyrkbacksskolan i Kopparberg Bakgrund och syfte Lakvatten med lågt och höga metallhalter är vanligt i områden där det finns gamla gruvavfallsdeponier.
Materia och aggregationsformer. Niklas Dahrén
 Materia och aggregationsformer Niklas Dahrén Vad är materia? Materia är egentligen allting som vi ser omkring oss! Allt som är uppbyggt av atomer kallas för materia. Materia kännetecknas av att det har
Materia och aggregationsformer Niklas Dahrén Vad är materia? Materia är egentligen allting som vi ser omkring oss! Allt som är uppbyggt av atomer kallas för materia. Materia kännetecknas av att det har
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 19:e Februari 10:15 12:00 Föreläsning M5 KPP045 Material-delen Förmiddagens agenda Utskiljningshärdning och eutektiska fasdiagram: Kapitel 11 Utskiljningshärdning
Material VT1 1,5 p Janne Färm Torsdag 19:e Februari 10:15 12:00 Föreläsning M5 KPP045 Material-delen Förmiddagens agenda Utskiljningshärdning och eutektiska fasdiagram: Kapitel 11 Utskiljningshärdning
TILLSATSMATERIAL FÖR BETONG
 TILLSATSMATERIAL FÖR BETONG Leif Fjällberg, Oktober 2017 Research Institutes of Sweden Division Samhällsbyggnad RISE CBI Betonginstitutet Betong Betong för t. ex. hus- och broar består av: Portlandcement
TILLSATSMATERIAL FÖR BETONG Leif Fjällberg, Oktober 2017 Research Institutes of Sweden Division Samhällsbyggnad RISE CBI Betonginstitutet Betong Betong för t. ex. hus- och broar består av: Portlandcement
Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049
 Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049 Många av dagens järnvägssträckningar byggdes i början av 1900-talet och de flesta av broarna som uppfördes är fortfarande
Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049 Många av dagens järnvägssträckningar byggdes i början av 1900-talet och de flesta av broarna som uppfördes är fortfarande
Malm från Madesjö. Analys av rödjord från en möjlig rostningsplats Kalmar län, Nybro kn, Madesjö sn, Persmåla 3:2, RAÄ 66:1.
 UV GAL PM 2013:01 GEOARKEOLOGISK UNDERSÖKNING Malm från Madesjö Analys av rödjord från en möjlig rostningsplats Kalmar län, Nybro kn, Madesjö sn, Persmåla 3:2, RAÄ 66:1 Erik Ogenhall Innehåll Sammanfattning...
UV GAL PM 2013:01 GEOARKEOLOGISK UNDERSÖKNING Malm från Madesjö Analys av rödjord från en möjlig rostningsplats Kalmar län, Nybro kn, Madesjö sn, Persmåla 3:2, RAÄ 66:1 Erik Ogenhall Innehåll Sammanfattning...
Dragprov, en demonstration
 Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Att välja tillsatsmaterial för svetsning i olika applikationer
 Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
INNEHÅLL 1. INLEDNING MIKROSTRUKTURELL UNDERSÖKNING PROVPREPARERING RESULTAT LOM SEM DISKUSSION...
 INNEHÅLL 1. INLEDNING...5 2. MIKROSTRUKTURELL UNDERSÖKNING...5 3. PROVPREPARERING...5 4. RESULTAT...6 4.1. LOM...6 4.2. SEM...9 5. DISKUSSION...11 4 1. Inledning Vid försök att simulera projektiler som
INNEHÅLL 1. INLEDNING...5 2. MIKROSTRUKTURELL UNDERSÖKNING...5 3. PROVPREPARERING...5 4. RESULTAT...6 4.1. LOM...6 4.2. SEM...9 5. DISKUSSION...11 4 1. Inledning Vid försök att simulera projektiler som
BÄTTRE STÅL BÄTTRE FRAMTID. Företagspresentation 2015
 BÄTTRE STÅL BÄTTRE FRAMTID Företagspresentation 2015 Möt Ovako Utvecklar högteknologiska komponentstållösningar Kunder är ledande globala tillverkare inom kullager-, tillverknings- och transport-industri
BÄTTRE STÅL BÄTTRE FRAMTID Företagspresentation 2015 Möt Ovako Utvecklar högteknologiska komponentstållösningar Kunder är ledande globala tillverkare inom kullager-, tillverknings- och transport-industri
EXAMENSARBETE. Råvarornas inverkan på ljusbågsugnsslaggens egenskaper
 EXAMENSARBETE 2009:119 CIV Råvarornas inverkan på ljusbågsugnsslaggens egenskaper Anette Rönnebro Luleå tekniska universitet Civilingenjörsprogrammet Kemiteknik Institutionen för Tillämpad kemi och geovetenskap
EXAMENSARBETE 2009:119 CIV Råvarornas inverkan på ljusbågsugnsslaggens egenskaper Anette Rönnebro Luleå tekniska universitet Civilingenjörsprogrammet Kemiteknik Institutionen för Tillämpad kemi och geovetenskap
SVENSK STANDARD SS :2016
 SVENSK STANDARD SS 111116:2016 Fastställd/Approved: 2016-12-15 Publicerad/Published: 2016-12-15 Utgåva/Edition: 3 Språk/Language: svenska/swedish ICS: 77.040.99 Jernkontorets skala II för kvantitativ bestämning
SVENSK STANDARD SS 111116:2016 Fastställd/Approved: 2016-12-15 Publicerad/Published: 2016-12-15 Utgåva/Edition: 3 Språk/Language: svenska/swedish ICS: 77.040.99 Jernkontorets skala II för kvantitativ bestämning
Brännegenskaper hos kalkstenar och alternativa material för produktion av cementklinker och bränd kalk
 Brännegenskaper hos kalkstenar och alternativa material för produktion av cementklinker och bränd kalk MinBaS dagen 2017 Matias Eriksson Nordkalk AB/Umeå Universitet Om projektet Projekttid 2015-11-01-2017-08-31
Brännegenskaper hos kalkstenar och alternativa material för produktion av cementklinker och bränd kalk MinBaS dagen 2017 Matias Eriksson Nordkalk AB/Umeå Universitet Om projektet Projekttid 2015-11-01-2017-08-31
Övningar Homogena Jämvikter
 Övningar Homogena Jämvikter 1 Tiocyanatjoner, SCN -, och järn(iii)joner, Fe 3+, reagerar med varandra enligt formeln SCN - + Fe 3+ FeSCN + färglös svagt gul röd Vid ett försök sätter man en liten mängd
Övningar Homogena Jämvikter 1 Tiocyanatjoner, SCN -, och järn(iii)joner, Fe 3+, reagerar med varandra enligt formeln SCN - + Fe 3+ FeSCN + färglös svagt gul röd Vid ett försök sätter man en liten mängd
 Uppsala universitet SKRIVNING Materialkemi (1KB210) Institutionen för kemi Ångström 2016 12 20 K3M, Q3, KandKe3 Provansvarig: Erik Lewin Tentamen 2016 12 20, kl 14.00 19.00 TILLÅTNA HJÄLPMEDEL miniräknare,
Uppsala universitet SKRIVNING Materialkemi (1KB210) Institutionen för kemi Ångström 2016 12 20 K3M, Q3, KandKe3 Provansvarig: Erik Lewin Tentamen 2016 12 20, kl 14.00 19.00 TILLÅTNA HJÄLPMEDEL miniräknare,
Så jobbar du med varmförzinkat stål
 Från projektering till montering Så jobbar du med varmförzinkat stål Annikki Hirn Nordic Galvanizers Nordic Galvanizers - branschföreningen för varmförzinkningsföretag i Norden Driver ett informationskontor
Från projektering till montering Så jobbar du med varmförzinkat stål Annikki Hirn Nordic Galvanizers Nordic Galvanizers - branschföreningen för varmförzinkningsföretag i Norden Driver ett informationskontor
Fasta förband metaller
 Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Jämviktsuppgifter. 2. Kolmonoxid och vattenånga bildar koldioxid och väte enligt följande reaktionsformel:
 Jämviktsuppgifter Litterarum radices amarae, fructus dulces 1. Vid upphettning sönderdelas etan till eten och väte. Vid en viss temperatur har följande jämvikt ställt in sig i ett slutet kärl. C 2 H 6
Jämviktsuppgifter Litterarum radices amarae, fructus dulces 1. Vid upphettning sönderdelas etan till eten och väte. Vid en viss temperatur har följande jämvikt ställt in sig i ett slutet kärl. C 2 H 6
REPETITION AV NÅGRA KEMISKA BEGREPP
 KEMI RUNT OMKRING OSS Man skulle kunna säga att kemi handlar om ämnen och hur ämnena kan förändras. Kemi finns runt omkring oss hela tiden. När din mage smälter maten är det kemi, när din pappa bakar sockerkaka
KEMI RUNT OMKRING OSS Man skulle kunna säga att kemi handlar om ämnen och hur ämnena kan förändras. Kemi finns runt omkring oss hela tiden. När din mage smälter maten är det kemi, när din pappa bakar sockerkaka
KALK OCH DOLOMIT FÖR STÅLINDUSTRIN
 KALK OCH DOLOMIT FÖR STÅLINDUSTRIN Kalk och stål i samma process SMA Mineral är en av Nordens största tillverkare av kalkprodukter. Vi har lång erfarenhet av kalk och kalkhantering. Kalk är en naturprodukt
KALK OCH DOLOMIT FÖR STÅLINDUSTRIN Kalk och stål i samma process SMA Mineral är en av Nordens största tillverkare av kalkprodukter. Vi har lång erfarenhet av kalk och kalkhantering. Kalk är en naturprodukt
Materia Sammanfattning. Materia
 Materia Sammanfattning Material = vad föremålet (materiel) är gjort av. Materia finns överallt (består av atomer). OBS! Materia Något som tar plats. Kan mäta hur mycket plats den tar eller väga. Materia
Materia Sammanfattning Material = vad föremålet (materiel) är gjort av. Materia finns överallt (består av atomer). OBS! Materia Något som tar plats. Kan mäta hur mycket plats den tar eller väga. Materia
RENING AV ALUMINIUMSMÄLTOR MED FLUSSMEDEL
 060920 RENING AV ALUMINIUMSMÄLTOR MED FLUSSMEDEL Maria Cannerborg SweCast AB Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@swecast.se http://www.swecast.se 2006, SweCast AB
060920 RENING AV ALUMINIUMSMÄLTOR MED FLUSSMEDEL Maria Cannerborg SweCast AB Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@swecast.se http://www.swecast.se 2006, SweCast AB
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 12:e Februari 10:15 12:00 Föreläsning M4 KPP045 Material-delen Förmiddagens agenda Introduktion till fasta lösningar och fasdiagram Stelning : Kapitel 9 fortsättning
Material VT1 1,5 p Janne Färm Torsdag 12:e Februari 10:15 12:00 Föreläsning M4 KPP045 Material-delen Förmiddagens agenda Introduktion till fasta lösningar och fasdiagram Stelning : Kapitel 9 fortsättning
Viktigt! Glöm inte att skriva Tentamenskod på alla blad du lämnar in.
 Materialkunskap Provmoment: Tentamen Ladokkod: 41P10M Tentamen ges för: Maskiningenjör, årskurs 2 7,5 högskolepoäng TentamensKod: Tentamensdatum: 12/1 2016 Tid: 14.00 18.00 Hjälpmedel: Materialkunskap
Materialkunskap Provmoment: Tentamen Ladokkod: 41P10M Tentamen ges för: Maskiningenjör, årskurs 2 7,5 högskolepoäng TentamensKod: Tentamensdatum: 12/1 2016 Tid: 14.00 18.00 Hjälpmedel: Materialkunskap
Analys av tandmaterial
 U P P D R A G S R A P P O R T Analys av tandmaterial Utfärdare: Miroslava Sedlakova, Maria Öhman Sektion: Materialanalys E-post: miroslava.sedlakova@swerea.se Datum: 20130604 Er referens : Lars Narhed
U P P D R A G S R A P P O R T Analys av tandmaterial Utfärdare: Miroslava Sedlakova, Maria Öhman Sektion: Materialanalys E-post: miroslava.sedlakova@swerea.se Datum: 20130604 Er referens : Lars Narhed
CRISTAL E. Framtidens svetsning är Cristalklar. Den nya generationen av rostfria MMA elektroder. www.oerlikon-welding.com 2006-222 RL00537R
 CRISTAL E Den nya generationen av rostfria MMA elektroder. Framtidens svetsning är Cristalklar. Patenterat RL00537R www.oerlikon-welding.com CRISTAL : Den nya generationen rostfria elektroder 3534-053
CRISTAL E Den nya generationen av rostfria MMA elektroder. Framtidens svetsning är Cristalklar. Patenterat RL00537R www.oerlikon-welding.com CRISTAL : Den nya generationen rostfria elektroder 3534-053
MIG/MAG Svetsning: Svetskurs. XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare.
 Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Bestämning av hastighetskonstant för reaktionen mellan väteperoxid och jodidjon
 Bestämning av hastighetskonstant för reaktionen mellan väteperoxid och jodidjon Jesper Hagberg Simon Pedersen 28 november 2011 Chalmers Tekniska Högskola Institutionen för Kemi och Bioteknik Fysikalisk
Bestämning av hastighetskonstant för reaktionen mellan väteperoxid och jodidjon Jesper Hagberg Simon Pedersen 28 november 2011 Chalmers Tekniska Högskola Institutionen för Kemi och Bioteknik Fysikalisk
Prislista. Fasta bränslen och askor
 Prislista Fasta bränslen och askor 0 I dagens energi- och miljömedvetna samhälle blir det allt viktigare att använda effektiva biobränslen i väl fungerande pannor. Likväl finns det stora miljövinster om
Prislista Fasta bränslen och askor 0 I dagens energi- och miljömedvetna samhälle blir det allt viktigare att använda effektiva biobränslen i väl fungerande pannor. Likväl finns det stora miljövinster om
BÄTTRE STÅL BÄTTRE FRAMTID. Företagspresentation 2015
 BÄTTRE STÅL BÄTTRE FRAMTID Företagspresentation 2015 Möt Ovako Utvecklar högteknologiska komponentstållösningar Kunder är ledande globala tillverkare inom kullager-, tillverknings- och transportindustri
BÄTTRE STÅL BÄTTRE FRAMTID Företagspresentation 2015 Möt Ovako Utvecklar högteknologiska komponentstållösningar Kunder är ledande globala tillverkare inom kullager-, tillverknings- och transportindustri
Vad är glasfiber? Owens Corning Sweden AB
 Vad är glasfiber? Owens Corning Sweden AB Box 133, 311 82 Falkenberg. Tel. +46 346 858 00, fax. +46 346 837 33. www.owenscorning.se Vid de flesta av Owens Cornings fabriker tillverkas i dag Advantex glasfiber.
Vad är glasfiber? Owens Corning Sweden AB Box 133, 311 82 Falkenberg. Tel. +46 346 858 00, fax. +46 346 837 33. www.owenscorning.se Vid de flesta av Owens Cornings fabriker tillverkas i dag Advantex glasfiber.
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Bestämning av fillers förstyvande inverkan på bitumen. Aggregate. Determination of filler s stiffening effect on bitumen.
 Sid 1 (5) STENMATERIAL Bestämning av fillers förstyvande inverkan på bitumen. Aggregate. Determination of filler s stiffening effect on bitumen. 1. ORIENTERING 2. SAMMANFATTNING 3. UTRUSTNING 4. PROVBEREDNING
Sid 1 (5) STENMATERIAL Bestämning av fillers förstyvande inverkan på bitumen. Aggregate. Determination of filler s stiffening effect on bitumen. 1. ORIENTERING 2. SAMMANFATTNING 3. UTRUSTNING 4. PROVBEREDNING
Vad är rostfritt stål? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Vad är rostfritt stål? Järnlegering med 10,5 % krom och 1,2 % kol, vilket krävs för att det självläkande ytskiktet (passiva skiktet) som ger korrosionshärdigheten skall kunna bildas
Cr > 10,5% C < 1,2% Vad är rostfritt stål? Järnlegering med 10,5 % krom och 1,2 % kol, vilket krävs för att det självläkande ytskiktet (passiva skiktet) som ger korrosionshärdigheten skall kunna bildas
AvantGuard Omdefinierar korrosionsskydd
 AvantGuard Omdefinierar korrosionsskydd AvantGuard Omdefinierar korrosionsskydd använder en ny kombination av zink, ihåliga glaspärlor och en upphovsrättsskyddad aktivator som aktiverar zinken och förbättrar
AvantGuard Omdefinierar korrosionsskydd AvantGuard Omdefinierar korrosionsskydd använder en ny kombination av zink, ihåliga glaspärlor och en upphovsrättsskyddad aktivator som aktiverar zinken och förbättrar
Bindemedel för stabilisering av muddermassor. Sven-Erik Johansson Cementa AB
 för stabilisering av muddermassor Sven-Erik Johansson Cementa AB Inledning Vad vill vi åstadkomma? Täthet Hållfasthet Miljöegenskaper Beständighet Grundprinciper för funktion Struktur Grundprinciper för
för stabilisering av muddermassor Sven-Erik Johansson Cementa AB Inledning Vad vill vi åstadkomma? Täthet Hållfasthet Miljöegenskaper Beständighet Grundprinciper för funktion Struktur Grundprinciper för
Järn- och stålframställning
 Järn- och stålframställning Historia Grundläggande metallurgi Jernkontorets utbildningspaket del 1 2000 Förord Jernkontorets utbildningspaket är ett läromedel i tolv delar som täcker hela produktionskedjan
Järn- och stålframställning Historia Grundläggande metallurgi Jernkontorets utbildningspaket del 1 2000 Förord Jernkontorets utbildningspaket är ett läromedel i tolv delar som täcker hela produktionskedjan
STÅLET SOM BYGGER BÄTTRE AFFÄRER
 Utvecklat av experter anpassat för verktygstillverkning Uddeholm AM Corrax STÅLET SOM BYGGER BÄTTRE AFFÄRER #1 INOM HÖG- PRESTERANDE VERKTYGSSTÅL Med forskning och utveckling i framkant, innovativa idéer
Utvecklat av experter anpassat för verktygstillverkning Uddeholm AM Corrax STÅLET SOM BYGGER BÄTTRE AFFÄRER #1 INOM HÖG- PRESTERANDE VERKTYGSSTÅL Med forskning och utveckling i framkant, innovativa idéer
Mer stål med mindre olja, el och kol
 KUNSKAPSÖVERSIKT Mer stål med mindre olja, el och kol Teknikutvecklingen inom svensk stålindustri ur ett energiperspektiv Utgivare: Jernkontoret, Avdelningen för forskning och utbildning Ingår i slutrapporteringen
KUNSKAPSÖVERSIKT Mer stål med mindre olja, el och kol Teknikutvecklingen inom svensk stålindustri ur ett energiperspektiv Utgivare: Jernkontoret, Avdelningen för forskning och utbildning Ingår i slutrapporteringen
7.4 Avvikelser vid varmförzinkning
 7.4 Avvikelser vid varmförzinkning Nedan beskrivs några av de vanligaste avvikelserna vid varmförzinkning. Vill du veta mer kan du studera Nordisk Förzinkningsförenings häfte Avvikelser vid varmförzinkning
7.4 Avvikelser vid varmförzinkning Nedan beskrivs några av de vanligaste avvikelserna vid varmförzinkning. Vill du veta mer kan du studera Nordisk Förzinkningsförenings häfte Avvikelser vid varmförzinkning
MONTERINGSANVISNING Protecta Hårdskiva Plus
 Hårda skivor för brandskydd av stålkonstruktioner Hårdskiva Plus är en skiva för användning bland annat till brandskydd av bärande stålkonstruktioner. Skivorna består av kalciumsilikat förstärkt med cellulosafibrer
Hårda skivor för brandskydd av stålkonstruktioner Hårdskiva Plus är en skiva för användning bland annat till brandskydd av bärande stålkonstruktioner. Skivorna består av kalciumsilikat förstärkt med cellulosafibrer
50 poäng. Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
INKLUSIVE ROSTFRIA - PRODUKTKONTROLLSTANDARD FÖR RÖR OCH ÄMNESRÖR
 1 1 (6) Grupp M04-K FSD 5011 - FSD 5016 ers FMV-F norm MA 11. KONTROLL- OCH LEVERANSBESTÄMMELSER FÖR STÅL, Se FSD 5067 INKLUSIVE ROSTFRIA - PRODUKTKONTROLLSTANDARD FÖR RÖR OCH ÄMNESRÖR KRAVKLASS 1 1 ALLMÄNT
1 1 (6) Grupp M04-K FSD 5011 - FSD 5016 ers FMV-F norm MA 11. KONTROLL- OCH LEVERANSBESTÄMMELSER FÖR STÅL, Se FSD 5067 INKLUSIVE ROSTFRIA - PRODUKTKONTROLLSTANDARD FÖR RÖR OCH ÄMNESRÖR KRAVKLASS 1 1 ALLMÄNT
Radioaktivt sönderfall Atomers (grundämnens) sammansättning
 sammansättning") Radioaktivitet Radioaktivt sönderfall Atomers (grundämnens) sammansättning En atom består av kärna (neutroner + protoner) med omgivande elektroner Kärnan är antingen stabil eller instabil En instabil kärna
Radioaktivitet Radioaktivt sönderfall Atomers (grundämnens) sammansättning En atom består av kärna (neutroner + protoner) med omgivande elektroner Kärnan är antingen stabil eller instabil En instabil kärna
Grunder för materialfixering med vakuum
 Grunder för materialfixering med vakuum Först och främst har vi normalt atmosfärslufttryck inuti och utanför vakuumbordet, som är ungefär 1bar. Därefter placeras ett arbetsstycke på ytan på vakuumbordet
Grunder för materialfixering med vakuum Först och främst har vi normalt atmosfärslufttryck inuti och utanför vakuumbordet, som är ungefär 1bar. Därefter placeras ett arbetsstycke på ytan på vakuumbordet
FÄRGARKEOLOGISK UNDERSÖKNING; FÄRGSPÅR FRÅN EN MEDELTIDA SMIDESDÖRR HÄRRÖRANDE FRÅN ÄLVESTAD KYRKA, LINKÖPINGS STIFT. S M I D E S D Ö R R 2
 FÄRGARKEOLOGISK UNDERSÖKNING; S M I D E S D Ö R R 2 FÄRGSPÅR FRÅN EN MEDELTIDA SMIDESDÖRR HÄRRÖRANDE FRÅN ÄLVESTAD KYRKA, LINKÖPINGS STIFT. KERSTIN KARLSDOTTER LYCKMAN FÄRGARKEOLOGEN DELRAPPORT 2011-01-30
FÄRGARKEOLOGISK UNDERSÖKNING; S M I D E S D Ö R R 2 FÄRGSPÅR FRÅN EN MEDELTIDA SMIDESDÖRR HÄRRÖRANDE FRÅN ÄLVESTAD KYRKA, LINKÖPINGS STIFT. KERSTIN KARLSDOTTER LYCKMAN FÄRGARKEOLOGEN DELRAPPORT 2011-01-30