Rullformning av höghållfasta stål
|
|
|
- Inga Emilia Jonasson
- för 9 år sedan
- Visningar:
Transkript
1 Delrapport 2 Rullformning av höghållfasta stål Lars Ingvarsson, Ortic AB ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola -Institutionen för byggnadsmekanik Ferruform AB Kanthal AB IM Institutet för Metallforskning AB IVF Industriforskning och utveckling AB ORTIC AB PRESS & PLÅTINDUSTRI AB Scandinavian CAD AB SSAB Tunnplåt AB Volvo Personvagnar AB VINNOVA

2 IVF - Formning av plåt 10 februari 2000 R U L L F O R M N I NG av höghållfasta stål Tekn. Dr Lars Ingvarsson, ORTIC AB, Borlänge SAMMANFATTNING Vid rullformning sträcks och vrids plåten under själva formningen. Med höghållfast material är det lättare att behärska dessa formningsspänningar och undvika resttöjningar i slutlig profil. En förenklad beräkningsmodell för detta används av de tyska datorsystemen COPRA och UBECO. Vad som däremot inte beaktas är uppkomsten av egenspänningar och dess effekter på den formade profilen. Dessa spänningar är relaterade till materialets hållfasthet och därmed accentueras markant deras betydelse. Det av ORTIC eget utvecklade datorsystemet ORTIC både beräknar och ger korrigeringsmöjligheter för de fenomen dessa spänningar ger upphov till. Beräkning av formningsspänningar ingår också i systemet, som hos de tyska datorsystemen. Speciell uppmärksamhet måste ägnas de förstorade återfjädringarna med åtföljande överbockningsbehov. Detta ställer stora krav på materialproducenterna, hållfasthetsvärdenas statistiska spridning måste hållas inom rimliga gränser. Viktigt är också att kartlägga ett höghållfast materials minsta bockningsradie eftersom de aktuella materialen har en begränsad töjbarhet. INNEHÅLL En genomgång av deformationer och formningsspänningar leder fram till lämpliga mått hos en rullformningsmaskin baserad på aktuell profil. Minsta bockningsradier mm kartläggs i ett projekt med namnet VAMP 15. Därefter beskrivs uppkomsten av egenspänningar och hur de kan påverkas av vald bockmetod. Slutligen redovisas de krav industrin har idag med typiskt produktionskoncept. Rullformningens tekniska möjligheter visas med exempel från svensk industri. Postadress: Telefon : E-post: Org. nr.: ORTIC AB info@ortic.se Tunavägen 290 Telefax: Homepage: VAT nr.: Borlänge SE

3 INTRODUKTION Vid första anblicken ser rullformning enkel ut. Metodens grundprincip är en successiv profilvikning. Plåtmaterialet får passera genom en serie valspar med successivt förändrad plåtspalt. Detta framgår av exemplet i Figur 1. Ingen valsning dvs förtunning av materialet äger rum. Fig. 1. Formning av hattprofil i sex steg. Fortfarande finns tekniken mest utbredd bland specialiserade företag som skaffat sig mångårig och dyrbar erfarenhet genom att studera en mångfald problem och finna deras lösningar. Efter många år är idag tekniken högt utvecklad så att komplicerade profiler kan rullformas, även då höghållfast material används. I slutet av detta dokument ges exempel på detta. Inledningsvis redovisas bakomliggande teorier. På högskolor och universitet ägnar man sig åt FEM-simuleringar av relativt enkla U-profiler. Bl.a. har Koch og Kullman /1/ i Danmark ägnat sig åt detta. Enklare beräkningsmetoder utnyttjar begreppen resttöjning och deformationslängd. I Finland har Larkiola,Eriksson,Häkkinen och Korhonen/2/ skrivit en uppsats om detta. På marknaden i Tyskland finns två CAD-system för konstruktion av rullformningsverktyg, nämligen COPRA och UBECO, vilka båda nyttjar denna enklare beräkningsfilosofi. Däremot beaktar inte dessa uppkomsten av egenspänningar och deras effekter hos de rullformade profilerna. Inom företaget ORTIC, leverantör av rullformningsmaskiner, används ett egenutvecklat datorsystem för simulering av rullformningsprocessen, med namnet ORTIC. Utvecklingen av detta påbörjades år 1980 och har därefter ständigt vidareutvecklats. Kännetecknande är att en finit differensmetod används för att spara datorkraft. 2

4 Beräkning av egenspänningar är en väsentlig beståndsdel i systemet, därav namnet Optimized Rollforming Technology Imperfections Calculated. En kortfattad resumé av egenspänningsteorin presenterades vid en konferens i Borlänge år 1990 /3/. Förutom den teoretiska delen är 25-årig erfarenhet från det engelska företaget Rollsec inbyggd i ORTICsystemets automatiskt genererade förslag på formningssteg. Teori och praktik är således förenade i ett genuint CAE-system ( Computer Aided Engineering ). DEFORMATIONER och FORMNINGSSPÄNNINGAR Det som är svårast att beräkna är vad som händer mellan formningsparen. En illustrativ presentation av hur plåten rullar in i ett formningspar är redovisad i Figur 2 (Ditges / 4 / ). Fig 2. Inrullning av plåt i ett formningspar. ( Ditges / 4 / ) Formning av en vinkel innebär en kombinerad sträcknings- och vridningsoperation vilket framgår av Figur 3. Materialet på kanterna tvingas gå en längre väg än det i mitten. I Tyskland har Tölke /5/ detaljstuderat detta. Fig 3. Sträck- och vridoperation av plåt vid rullformning (Tölke /5/) 3
.")
5 Skall man erhålla en bra produkt bör man kontrollera att formningsspänningarna i de blivande plandelarna begränsas så att elastiskt tillstånd bibehålls. Då erhålls planhet och rakhet i profilkanterna. Spänningsnivåerna bör inte överskrida sträckgränsen, vilket framgår av Figur 4, som visar att högre spänningar ger resttöjningar och därmed påverkan på den rullformade profilens slutliga kvalitet. Detta kriterium är den viktigaste parametern vid valet av antalet formningssteg. Fig. 4. Ett materials spännings- töjningskurva och resttöjningar efter överskridande av sträckgränsen (/ 1/). Kontentan blir att höghållfast material är fördelaktigt att använda vid rullformning. Lämpliga MASKINMÅTT Det som inte får glömmas bort är att återfjädringarna ökar med ökad materialhållfasthet. Det innebär att profilen mellan formningsparen spänner isär mer och förstärker inrullningsproblematiken. Mångårig erfarenhet visar att de beräkningsprinciper som används är kopplade till att använd maskin har en passande storlek i relation till den producerade profilen. Är en maskin för liten blir valsdiametrarna för små och inrullningsproblematiken lokalt förstärkt. Motsatsen är då maskinen är för stor, då profilen blir labil i sin form mellan formningsparen och hinner spänna isär (återfjädra) för kraftigt. I Formningshandboken / 6/ redovisas lämpliga måttrelationer för maskiner. Dessa framgår av Figur 5. För att underlätta inrullningsproblematiken rekommenderas att de horisontella axelavstånden vid höghållfasta material maximeras till dubbla vertikala axelavstånden, vilket också gäller vid förkapat material. 4

6 Fig 5. Tumregler för maskiner ( Formningshandboken /6/ ) Det är givetvis även viktigt med korrekt utformade rullformningsverktyg. Rullarna måste förses med ordentliga inledarflanker. Exempel på detta visas i Figur 6. Bra utformning krävs dessutom vid rullformning av förkapat material. Profilens utseende i föregående par måste beaktas vid utformningen av inledarflanken. Fig. 6. Exempel på verktygsutformning 5

7 Projekt VAMP 15 Formning av ultrahöghållfasta stål Formning av ultrahöghållfasta stål är ett Nutek-finansierat projekt där IVF är huvudman. Rullformning ingår där som ett delprojekt. Viktigt att studera är de minsta radier som kan formas utan att materialen spricker. Möjligheter till efterbearbetning med hjälp av värmebehandlingar studeras också. I januari och februari år 2000 genomförs en provserie där detta kartläggs. Inverkan av större eller mindre antal formningspar ingår som en parameter. Erfarenheterna från industrin är att det går att rullforma radier som inte håller vid vanliga bockprov. Se kapitlet Höghållfasta exempel från Bendiro AB nedan. Därutöver mäts återfjädringar både hos slutlig profil och dess inverkan på inrullningen i de olika formningsparen. En elementär V-profil används i denna provserie. Genom att mäta V-profilernas krokighet erhålls en parameter för att bedöma egenspänningarna i det formade hörnpartiet hos V-profilerna. För mer information hänvisas till Elisabeth Sagström och Boel Wadman på IVF i Göteborg. BOCKMETOD EGENSPÄNNINGAR Med hänsyn till ovan diskuterade formningsspänningar är det gynnsamt med höghållfasta material. Däremot är alla egenspänningar proportionella mot sträckgränsen. De åtföljande fenomenen är därför mer accentuerade för höghållfasta material. På en konferens i Borlänge (/3/ ) redovisades de viktigaste sambanden vilka här rekapituleras. Vid bockning av plåt är töjningsfördelningen sådan att neutrala lagret (N.L.) är närmare innerradien än plåtmitt ( Figur 7 ). Fig. 7. Töjningsfördelning vid bockning /3/. 6

8 Detta ger upphov till längsgående spänningar i själva bocken med en fördelning enligt Figur 8. På yttersidan erhålls dragspänningar och på insidan tryckspänningar i längdriktningen. Storleksordningen är ca % av sträckgränsen! De är således av mycket stor betydelse vid förståelse av rullformningsfenomen. I radiell riktning uppkommer ett tryckspänningstillstånd. I bockningsriktningen blir spänningsfördelningen växlande mellan tryck och drag. Fig 8. Fördelning av egenspänningar i en bockad plåts hörnparti.( /7/). För att förstå fenomenet kan man böja ett radergummi enligt Figur 9. I en kontinuerlig plåt måste en sammantryckning ske innanför neutrala lagret, och en utdragning ske ovanför. Gränsvillkoret i den fria kanten byts från att spänningen är noll till att sidorna måste vara plana, dvs töjningen är konstant över tjockleken. Fig 9. Deformationer hos ett böjt radergummi. 7

9 En summering av de längsgående spänningarna resulterar i en egendragkraft. I Figur 10 visas den längsgående sammandragningskraften i ett bockat hörn som funktion av neutrala lagrets (N.L.) läge. Detta påverkar också storleken på återfjädringen ( Figur 11). Fig 10. Egendragkraften som funktion av N.L.(/7/) Fig 11. Återfjädring som funktion av N.L.(/8/) Dessa samband ger upphov till dilemmat ( enligt Figur 12), att det önskade neutrala lagrets läge i mitten med små dragkrafter åtföljs av stora återfjädringar. Stora egendragkrafter ger bland annat upphov till VRIDNING av osymmetriska profiler ( Figur 13 ) och oplanheter hos breda tunna profilsegment ( Figur 14 ). Dessa krafter förklarar varför en U-profil eller V- profil alltid böjer neråt mellan formningsparen. Fig 12 Dilemmat, stora återfjädringar eller stora egendragkrafter. 8
 Dessa samband ger upphov till dilemmat ( enligt Figur 12), att det önskade neutrala lagrets läge i mitten med små dragkrafter åtföljs av stora återfjädringar.")
10 Fig 13. Vridning av osymmetrisk profil Fig 14. Buckling av plana tvärsnittsdelar Det är viktigt att veta att valet av bockningsmetod bestämmer neutrala lagrets läge. Gamla rullformningsverktyg har ofta KONSTANT RADIE enligt Figur 15 som princip. Då sträcks materialet och neutrala lagrets läge är ca 10 % av tjockleken ovanför inre bockradien. Branschpraxis idag är däremot att båglängden i ett bockat hörn hålls konstant. Principen KONSTANT BÅGE visas i Figur 16. För att få raka profiler med plana tvärsnittsdelar kan STORRADIEMETODEN användas. Då utgår man från en båglängd som är för stor och som successivt minskar enligt Figur 17. Bockens kvalitet blir jämförbar med en bock framställd i en kantpress eller vikmaskin. Fig 15 KONSTANT RADIE. Fig 16 KONSTANT BÅGE Fig 17. STORRADIEMETODEN Storradiemetoden ger raka fina profiler men kräver mycket snäva toleranser hos ingående material, speciellt sträckgräns och brottgräns. Orsaken till detta är den förstärkta återfjädringsproblematiken. Detta är nog ett av de största problemen vid rullformning av ultrahöghållfasta material. 9

11 INDUSTRINS KRAV För att få ekonomi i både produktionsprocessen och tillverkad produkt så går utvecklingen mot principen BAND IN FÄRDIG PRODUKT UT. Profilerna i sig blir bara mer och mer komplicerade, då man eftersträvar att en profil innehåller både styrka och andra funktioner för montage och dylikt. Exempel på komplicerade profiler framgår av Figur 18. Tillkommande operationer visas i Figur 19. Fig 18. Komplicerade profiler (/6/) Fig 19. Tillkommande operationer (/6/) 10

 Ett typiskt exempel på en produkt som tillverkas i en modern rullformningsanläggning är hyllstolpen till HI-280. Denna produceras av Constructor Sverige AB i Säffle.")
12 Detta resulterar i att en modern anläggning för rullformning ofta utformas enligt Figur 20. Fig 20. Modern rullformningsanläggning. (/6/) Ett typiskt exempel på en produkt som tillverkas i en modern rullformningsanläggning är hyllstolpen till HI-280. Denna produceras av Constructor Sverige AB i Säffle. Det intressanta med detta företag är att man tidigt integrerade stuknitning i sina rullformade profiler. Aktuell profil framgår av Figur

13 Fig 21. Rullformad profil med utkragningar, stansningar och stuknitningar. För denna profil var kapningsmetoden avgörande i beslutet att helt klippa av bandet före rullformningen. Detta ställde extra krav på utformningen av formningsföljden. Använd lösning redovisas i Figur 22. Det som kännetecknar komplicerade profiler är att vridningsoch sträckningsoperationerna måste beräknas för styva delstrukturer och inte fria bandkanter som är fallet för elementära U- och V-profiler. Ofta måste praktiska hänsyn, åtkomst mm, beaktas vid utformning av en formningsföljd. För den aktuella profilen har detta varit en viktig problemställning. Fig 22. Formningsföljd för hyllstolpe. Vid förkapning klipps färdiga ämnen av redan efter stansningsoperationen. Dessa får sedan rulla fritt på en rullbana fram till profileringen. Detta visas i Figur 23. Den successiva profiltillväxten visas i Figurerna Stuknitning sker direkt efter formningen med en flygande nitmaskin som gör fyra nitar åt gången, se Figur



14 Fig 23. Färdigstansat ämne på rullbana före formning. Fig 24. Profil efter station 6 Fig 25. Profil efter station 13 Fig 26. Profil efter station 26 Fig 27. Profil efter station 32 13

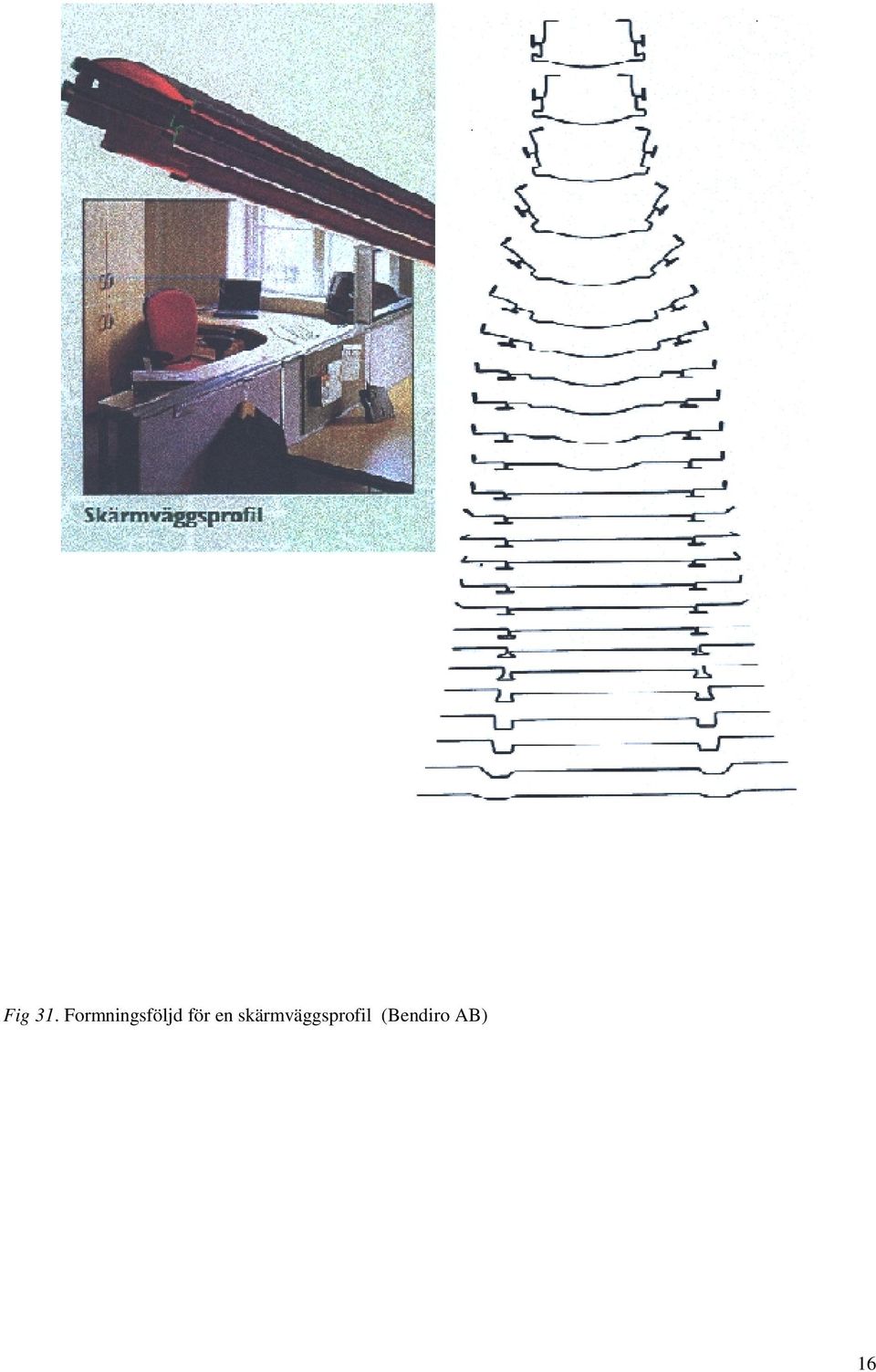
15 Fig 28. Flygande nitmaskin Höghållfasta exempel från BENDIRO AB BENDIRO är som profilleverantör specialist på rullformning av bockbara material, från mjuk koppar till ultrahöghållfast stål. Företaget är resultatet av en sammanslagning av två av Sveriges större rullformningsföretag, Dickson Profile i Mariestad och Industriprofiler i Falkenberg. BENDIRO har tillsammans ett mångårigt kunnande inom material- och produktionsteknik rörande rullformning. BENDIRO utvecklar och tillverkar profiler, tillsammans med sina kunder, för en rad användningsområden. Fordon, Bygg och Möbel är alla områden där höghållfasta material har utnyttjats för att finna lättare, starkare och mer kostnadseffektiva konstruktioner enligt principen BAND IN FÄRDIG PRODUKT UT. Bolaget har sedan länge satsat på rullformning av hög- och ultrahöghållfasta material. Exempel på applikationer där dessa material används kan ses i Figur 29 där en säkerhetsbalk till Saab 9-3 visas. I Figur 31 visas en skärmväggsprofil där det höghållfasta materialet använts för större bärkraft. Liknande exempel från byggbranschen med byggreglar visas i Figur 30. Utveckling och konstruktion sker i eget hus, vilket innebär att BENDIRO konstruerar rullformningsverktygen själva. Förutom ORTIC-systemet arbetar man idag med hjälp av det tyska UBECO-systemet. Med verktyg från ORTIC genomförs VAMP 15 provningarna i Falkenberg hos BENDIRO. Enligt företagsledningen på Bendiro överensstämmer de praktiska erfarenheterna för höghållfasta stål med de teoretiska resonemangen i detta dokument. Dessutom sägs att det svåraste med ultrahöghållfasta stål är att hitta en materialleverantör som kan hålla materialegenskapernas spridning inom rimliga gränser! 14

16 Fig 29. Säkerhetsbalk ( Bendiro AB) Fig 30. Väggregel ( Bendiro AB) 15

17 Fig 31. Formningsföljd för en skärmväggsprofil (Bendiro AB) 16
18 REFERENSER /1/ Koch, L,T & Kullman, H SIMULERING AF PROFILVALSNING Nordisk Industrifond, Rapport P (Tekniska Högskolan, Esbo, Finland, Rapport 7/93 TKK-MAK-MML) /2/ Larkiola,J & Eriksson,L & Häkkinen,E & Korhonen, A PROFILVALSNING KONTROLL AV PROCESSPARAMETRAR GENOM TÖJNINGSBERÄKNINGAR Nordisk Industrifond, Rapport P (Tekniska Högskolan, Esbo, Finland, Rapport 7/93 TKK-MAK-MML) /3/ Ingvarsson, L RESIDUAL STRESS PHENOMENA DUE TO COLD-BENDING OF STEEL 16 th Biennial Congress 1990, Sheet Metals in Forming Processes, Open Sessions, June 11-13, Borlänge, Sweden /4/ Ditges, G BEITRAG ZUR BESTIMMUNG VON EINFORMGEOMETRIE UND UMFORMENERGIE BEI DER ROHRPROFILIERUNG Dr.-Ing. Dissertation, Technische Hochschule, Aachen /5/ Tölke, K-D UNERWÜNSCHTE VERFORMUNGEN UND PROFLKRÜMMUNGEN BEIM WALZPROFILIEREN Dr.- Ing. Dissertation, 1970, von der Fakultät für Maschinenwesen der Technischen Universität Hannover. /6/ FORMNINGSHANDBOKEN SSAB Tunnplåt AB, Borlänge, 1997 /7/ Ingvarsson, L COLD-FORMING RESIDUAL STRESSES. EFFECT ON BUCKLING Research and Developments in Cold-Formed Steel Design and Construction, Proc. Of the Third International Specialty Conference on Cold-Formed Steel Structures, pp vol I. St.Louis, Missouri, USA, Nov , 1975 /8/ Ingvarsson, L COLD-FORMING RESIDUAL STRESSES AND BOX COLUMNS BUILT UP BY TWO CHANNEL SECTIONS WELDED TOGETHER Meddelande nr 121, Byggnadsstatik, KTH, Stockholm,

Förenklad teori för R U L L F O R M N I NG av elementär V - PROFIL, jämförelse mellan normalt och höghållfast stål
 VAMP 15 - RULLFORMNING 23 april 2001 Förenklad teori för R U L L F O R M N I NG av elementär V - PROFIL, jämförelse mellan normalt och höghållfast stål Tekn. Dr Lars Ingvarsson, ORTIC AB, Borlänge ( även
VAMP 15 - RULLFORMNING 23 april 2001 Förenklad teori för R U L L F O R M N I NG av elementär V - PROFIL, jämförelse mellan normalt och höghållfast stål Tekn. Dr Lars Ingvarsson, ORTIC AB, Borlänge ( även
Delrapport 10 Kantbockning
 Delrapport 10 Kantbockning Lars-Olof Ingemarsson, IVF Industriforskning och utveckling AB 2002-09-10 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola
Delrapport 10 Kantbockning Lars-Olof Ingemarsson, IVF Industriforskning och utveckling AB 2002-09-10 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola
Delrapport 16 Materialrapport
 Delrapport 16 Materialrapport Håkan Thoors, IM 2002-08-27 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola -Institutionen för byggnadsmekanik Ferruform
Delrapport 16 Materialrapport Håkan Thoors, IM 2002-08-27 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola -Institutionen för byggnadsmekanik Ferruform
Delrapport 8. Rullformning
 Delrapport 8 Rullformning Boel Wadman, IVF Industriforskning och utveckling AB Lars-Olof Ingemarsson, IVF Industriforskning och utveckling AB Lars Ingvarsson, ORTIC AB 2002-08-21 ACCRA Teknik AB AK-Konsult
Delrapport 8 Rullformning Boel Wadman, IVF Industriforskning och utveckling AB Lars-Olof Ingemarsson, IVF Industriforskning och utveckling AB Lars Ingvarsson, ORTIC AB 2002-08-21 ACCRA Teknik AB AK-Konsult
Lokal värmebehandling av UHS med induktion
 Delrapport 12 Lokal värmebehandling av UHS med induktion Hans Kristoffersen, IVF Industriforskning och utveckling AB Eva Hasselström, IVF Industriforskning och utveckling AB Lars-Olof Ingemarsson IVF Industriforskning
Delrapport 12 Lokal värmebehandling av UHS med induktion Hans Kristoffersen, IVF Industriforskning och utveckling AB Eva Hasselström, IVF Industriforskning och utveckling AB Lars-Olof Ingemarsson IVF Industriforskning
Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049
 Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049 Många av dagens järnvägssträckningar byggdes i början av 1900-talet och de flesta av broarna som uppfördes är fortfarande
Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049 Många av dagens järnvägssträckningar byggdes i början av 1900-talet och de flesta av broarna som uppfördes är fortfarande
Kundanpassade rullformade profiler
 Kundanpassade rullformade profiler Under snart femtio år har vi gjort profiler till vår profil ROBUST RULLPROFILER tillverkar rullformade profiler för industrin. Det har vi gjort i snart femtio år. Utan
Kundanpassade rullformade profiler Under snart femtio år har vi gjort profiler till vår profil ROBUST RULLPROFILER tillverkar rullformade profiler för industrin. Det har vi gjort i snart femtio år. Utan
Material föreläsning 4. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Konstruktioner av kallformad stål- och aluminiumplåt
 Konstruktioner av kallformad stål- och aluminiumplåt Torsten Höglund, KTH, Juni 2007. EN 1993-1-3 och EN 1999-1-4 behandlar konstruktioner av kallformad stål- och aluminiumplåt och härrör ursprungligen
Konstruktioner av kallformad stål- och aluminiumplåt Torsten Höglund, KTH, Juni 2007. EN 1993-1-3 och EN 1999-1-4 behandlar konstruktioner av kallformad stål- och aluminiumplåt och härrör ursprungligen
LättUHS Rapport 18. Utbildningsmaterial. Lättviktprodukter i ultrahöghållfasta stål
 LättUHS Rapport 18 Utbildningsmaterial Lättviktprodukter i ultrahöghållfasta stål Sida 2 (13) Sammanfattning Denna rapport är en sammanställning över framtaget utbildningsmaterial i projektet Lättviktprodukter
LättUHS Rapport 18 Utbildningsmaterial Lättviktprodukter i ultrahöghållfasta stål Sida 2 (13) Sammanfattning Denna rapport är en sammanställning över framtaget utbildningsmaterial i projektet Lättviktprodukter
Defektreduktion vid svetsning av ho gha llfasta sta l
 Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Hållfasthetslära Lektion 2. Hookes lag Materialdata - Dragprov
 Hållfasthetslära Lektion 2 Hookes lag Materialdata - Dragprov Dagens lektion Mål med dagens lektion Sammanfattning av förra lektionen Vad har vi lärt oss hittills? Hookes lag Hur förhåller sig normalspänning
Hållfasthetslära Lektion 2 Hookes lag Materialdata - Dragprov Dagens lektion Mål med dagens lektion Sammanfattning av förra lektionen Vad har vi lärt oss hittills? Hookes lag Hur förhåller sig normalspänning
PROFILE TECHNOLOGY IN USE
 PROFILE TECHNOLOGY IN USE UTVECKLING Så ska vi göra svensk industri konkurrenskraftig resurseffektivitet Det går att förena säkerhet, ekonomi, miljö och kvalitet NÄRHET Det är i det dagliga arbetet som
PROFILE TECHNOLOGY IN USE UTVECKLING Så ska vi göra svensk industri konkurrenskraftig resurseffektivitet Det går att förena säkerhet, ekonomi, miljö och kvalitet NÄRHET Det är i det dagliga arbetet som
Innovativ rullformning. Bättre produkt högre marginaler. Snyggare, starkare
 Innovativ rullformning God totalekonomi, minskad miljöbelastning, formskön design och lean production Bättre produkt högre marginaler Prismaflex AB, Staffanstorp Snyggare, starkare, Anderstorp generellt
Innovativ rullformning God totalekonomi, minskad miljöbelastning, formskön design och lean production Bättre produkt högre marginaler Prismaflex AB, Staffanstorp Snyggare, starkare, Anderstorp generellt
Eurokod 3 del 1-2 Brandteknisk dimensionering av stålkonstruktioner
 Eurokod 3 del 1-2 Brandteknisk dimensionering av stålkonstruktioner Peter Karlström, Konkret Rådgivande Ingenjörer i Stockholm AB Allmänt EN 1993-1-2 (Eurokod 3 del 1-2) är en av totalt 20 delar som handlar
Eurokod 3 del 1-2 Brandteknisk dimensionering av stålkonstruktioner Peter Karlström, Konkret Rådgivande Ingenjörer i Stockholm AB Allmänt EN 1993-1-2 (Eurokod 3 del 1-2) är en av totalt 20 delar som handlar
Att beakta vid konstruktion i aluminium. Kap 19
 Att beakta vid konstruktion i aluminium. Kap 19 1 Låg vikt (densitet = 2 700 kg/m3 ) - Låg vikt har betydelse främst när egentyngden är dominerande samt vid transport och montering. Låg elasticitetsmodul
Att beakta vid konstruktion i aluminium. Kap 19 1 Låg vikt (densitet = 2 700 kg/m3 ) - Låg vikt har betydelse främst när egentyngden är dominerande samt vid transport och montering. Låg elasticitetsmodul
PPU408 HT15. Beräkningar stål. Lars Bark MdH/IDT
 Beräkningar stål 1 Balk skall optimeras map vikt (dvs göras så lätt som möjligt) En i aluminium, en i höghållfast stål Mått: - Längd 180 mm - Tvärsnittets yttermått Höjd: 18 mm Bredd: 12 mm Lastfall: -
Beräkningar stål 1 Balk skall optimeras map vikt (dvs göras så lätt som möjligt) En i aluminium, en i höghållfast stål Mått: - Längd 180 mm - Tvärsnittets yttermått Höjd: 18 mm Bredd: 12 mm Lastfall: -
Möjligheter och begränsningar hos höghållfasta stål
 Möjligheter och begränsningar hos höghållfasta stål Användning av höghållfasta stål har möjliggjort nya typer av konstruktionslösningar. Kunskap om deras möjligheter och begränsningar kan därmed bidra
Möjligheter och begränsningar hos höghållfasta stål Användning av höghållfasta stål har möjliggjort nya typer av konstruktionslösningar. Kunskap om deras möjligheter och begränsningar kan därmed bidra
Belastningsanalys, 5 poäng Balkteori Deformationer och spänningar
 Spänningar orsakade av deformationer i balkar En från början helt rak balk antar en bågform under böjande belastning. Vi studerar bilderna nedan: För deformationerna gäller att horisontella linjer blir
Spänningar orsakade av deformationer i balkar En från början helt rak balk antar en bågform under böjande belastning. Vi studerar bilderna nedan: För deformationerna gäller att horisontella linjer blir
Dragprov, en demonstration
 Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Skivbuckling. Fritt upplagd skiva på fyra kanter. Före buckling. Vid buckling. Lund University / Roberto Crocetti/
 Skivbuckling Före buckling Fritt upplagd skiva på fyra kanter Vid buckling Axiellt belastad sträva (bredd = b, tjocklek = t) P cr E a I 1 (1 ) Axiellt belastad sträva (bredd = b, tjocklek = t) 1 E I P
Skivbuckling Före buckling Fritt upplagd skiva på fyra kanter Vid buckling Axiellt belastad sträva (bredd = b, tjocklek = t) P cr E a I 1 (1 ) Axiellt belastad sträva (bredd = b, tjocklek = t) 1 E I P
w w w. d a t a m. s e
 Hall D Monter D04:30 2013 Elmia Subcontractor 12-15 november w w w. d a t a m. s e +++ Division Software Använd den här formningsblomman COPRA RF: Fem funktioner och moduler varför COPRA RF är effektivare
Hall D Monter D04:30 2013 Elmia Subcontractor 12-15 november w w w. d a t a m. s e +++ Division Software Använd den här formningsblomman COPRA RF: Fem funktioner och moduler varför COPRA RF är effektivare
SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING
 SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING Om du upplevt att stål med ojämn kvalitet stör din produktion rekommenderar vi ett byte till SSAB Boron. SSAB BORON STÅLET SOM GÖR DIN PRODUKTION ENKLARE OCH MER
SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING Om du upplevt att stål med ojämn kvalitet stör din produktion rekommenderar vi ett byte till SSAB Boron. SSAB BORON STÅLET SOM GÖR DIN PRODUKTION ENKLARE OCH MER
Beteende hos samverkansbjälklag med stål och betong utsatta för brand. Enkel dimensioneringsmetod
 Beteende hos med stål och betong utsatta brand Enkel dimensioneringsmetod Syftet med dimensioneringsmetoden 2 3 Presentationens innehåll Mekaniskt beteende hos armerade Modell betongbjälklaget Brottmoder
Beteende hos med stål och betong utsatta brand Enkel dimensioneringsmetod Syftet med dimensioneringsmetoden 2 3 Presentationens innehåll Mekaniskt beteende hos armerade Modell betongbjälklaget Brottmoder
Material föreläsning 4. HT2 7,5 p halvfart Janne Färm
 Material föreläsning 4 HT2 7,5 p halvfart Janne Färm Tisdag 1:a December 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Färm Tisdag 1:a December 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Sammanfattningsrapport VAMP 15 - Formning av ultrahöghållfasta stål
 Delrapport 17 Sammanfattningsrapport VAMP 15 - Formning av ultrahöghållfasta stål Boel Wadman, IVF Industriforskning och utveckling AB 2002-08-27 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit
Delrapport 17 Sammanfattningsrapport VAMP 15 - Formning av ultrahöghållfasta stål Boel Wadman, IVF Industriforskning och utveckling AB 2002-08-27 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit
Material, form och kraft, F4
 Material, form och kraft, F4 Repetition Kedjekurvor, trycklinjer Material Linjärt elastiskt material Isotropi, ortotropi Mikro/makro, cellstrukturer xempel på materialegenskaper Repetition, kedjekurvan
Material, form och kraft, F4 Repetition Kedjekurvor, trycklinjer Material Linjärt elastiskt material Isotropi, ortotropi Mikro/makro, cellstrukturer xempel på materialegenskaper Repetition, kedjekurvan
LättUHS Rapport 5. Trycksvarvning av ultrahöghållfasta stål. Boel Wadman, Swerea IVF
 LättUHS Rapport 5 Trycksvarvning av ultrahöghållfasta stål Boel Wadman, Swerea IVF Sida 1 (9) Trycksvarvning av UHS-material Summary Tests have been made to form components in high strength steel using
LättUHS Rapport 5 Trycksvarvning av ultrahöghållfasta stål Boel Wadman, Swerea IVF Sida 1 (9) Trycksvarvning av UHS-material Summary Tests have been made to form components in high strength steel using
Analys av lyftarm för Sublift. Stefan Erlandsson Stefan Clementz
 Analys av lyftarm för Sublift Stefan Erlandsson Stefan Clementz Examensarbete på grundnivå i hållfasthetslära KTH Hållfasthetslära Handledare: Mårten Olsson Juni 2010 Sammanfattning Syftet med rapporten
Analys av lyftarm för Sublift Stefan Erlandsson Stefan Clementz Examensarbete på grundnivå i hållfasthetslära KTH Hållfasthetslära Handledare: Mårten Olsson Juni 2010 Sammanfattning Syftet med rapporten
Skillnaden mellan olika sätt att understödja en kaross. (Utvärdering av olika koncept för chassin till en kompositcontainer för godstransport på väg.
 Projektnummer Kund Rapportnummer D4.089.00 Lätta karossmoduler TR08-007 Datum Referens Revision 2008-10-27 Registrerad Utfärdad av Granskad av Godkänd av Klassificering Rolf Lundström Open Skillnaden mellan
Projektnummer Kund Rapportnummer D4.089.00 Lätta karossmoduler TR08-007 Datum Referens Revision 2008-10-27 Registrerad Utfärdad av Granskad av Godkänd av Klassificering Rolf Lundström Open Skillnaden mellan
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Tillverkare av maskiner för metallbearbetning. pressar valsverk stansar. tel. +46 (0)
") Tillverkare av maskiner för metallbearbetning pressar valsverk stansar www.ewn-maskiner.se tel. +46 (0) 7679 24 006 UPH 28 Horisontell hydraulpress - Inbyggt minne med möjlighet att spara upp till fyra
Tillverkare av maskiner för metallbearbetning pressar valsverk stansar www.ewn-maskiner.se tel. +46 (0) 7679 24 006 UPH 28 Horisontell hydraulpress - Inbyggt minne med möjlighet att spara upp till fyra
Krafter och rörelser. Definitioner. Vridvek påbyggnad PGRT
 Definitioner Definitioner Det är viktigt att infästningen av påbyggnaden görs på rätt sätt eftersom en felaktig infästning kan orsaka skador på påbyggnad, infästning och chassiram. Vridvek påbyggnad En
Definitioner Definitioner Det är viktigt att infästningen av påbyggnaden görs på rätt sätt eftersom en felaktig infästning kan orsaka skador på påbyggnad, infästning och chassiram. Vridvek påbyggnad En
Plannja Lättbalk Teknisk information
 BSAB 96 HSB Maj 2000 Plannja Lättbalk Teknisk information INNEHÅLLSFÖRTECKNING 1. TVÄRSNITTSDATA.. 2 2. ALLMÄNT.. 3 2.1. Z-balkars verkningssätt.. 3 2.2. C-balkars verkningssätt.. 4 3. DIMENSIONERING AV
BSAB 96 HSB Maj 2000 Plannja Lättbalk Teknisk information INNEHÅLLSFÖRTECKNING 1. TVÄRSNITTSDATA.. 2 2. ALLMÄNT.. 3 2.1. Z-balkars verkningssätt.. 3 2.2. C-balkars verkningssätt.. 4 3. DIMENSIONERING AV
I över 50 år har vi trotsat tyngdlagen
 I över 50 år har vi trotsat tyngdlagen )a Komplett leverantör Simson Power Tools tillverkar och säljer hydrauliska kraftverktyg med hög kvalitet, god säkerhet, flexibilitet och hög prestanda. I kombination
I över 50 år har vi trotsat tyngdlagen )a Komplett leverantör Simson Power Tools tillverkar och säljer hydrauliska kraftverktyg med hög kvalitet, god säkerhet, flexibilitet och hög prestanda. I kombination
SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER
 SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER Om andra stål ger dig problem, testa SSAB Domex. Det är optimerat för att öka din produktivitet och slutproduktens prestanda. SSAB DOMEX UTFORMAT FÖR
SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER Om andra stål ger dig problem, testa SSAB Domex. Det är optimerat för att öka din produktivitet och slutproduktens prestanda. SSAB DOMEX UTFORMAT FÖR
Uppföljning projekt 2009-09-27
 Projektnummer 87811 Ankomstdatum Uppföljning projekt 2009-09-27 Redovisningstidpunkt: Projektets benämning Utveckling av nya serveringssystem Projektansvarig Per Carlsson Organisationsnummer Telefon arbete
Projektnummer 87811 Ankomstdatum Uppföljning projekt 2009-09-27 Redovisningstidpunkt: Projektets benämning Utveckling av nya serveringssystem Projektansvarig Per Carlsson Organisationsnummer Telefon arbete
Spänning och töjning (kap 4) Stång
 Stång") Föreläsning 3 Spänning och töjning Spänning och töjning (kap 4) Stång Fackverk Strukturmekanik FM60 Materialmekanik SMA10 Avdelningen för Bggnadskonstruktion TH Campus Helsingborg Balk Ram Spänning (kraftmått)
Föreläsning 3 Spänning och töjning Spänning och töjning (kap 4) Stång Fackverk Strukturmekanik FM60 Materialmekanik SMA10 Avdelningen för Bggnadskonstruktion TH Campus Helsingborg Balk Ram Spänning (kraftmått)
PÅLKOMMISSIONEN Commission on Pile Research. Systempålar
 PÅLKOMMISSIONEN Commission on Pile Research Supplement nr 1 till rapport 81 Systempålar Stödpålar av höghållfasta, korrosionsskyddade stålrör, slagna med lätta höghastighetshejare Anvisningar för beräkning
PÅLKOMMISSIONEN Commission on Pile Research Supplement nr 1 till rapport 81 Systempålar Stödpålar av höghållfasta, korrosionsskyddade stålrör, slagna med lätta höghastighetshejare Anvisningar för beräkning
KRÄV MER AV DITT SLITSTARKA STÅL
 KRÄV MER AV DITT SLITSTARKA STÅL SLITSTARKT STÅL FÖR KRÄVANDE PRODUKTER Slitstarkt Raex-stål är utformat för att klara även de mest krävande förhållanden, där stålkonstruktioner utsätts för nötning och
KRÄV MER AV DITT SLITSTARKA STÅL SLITSTARKT STÅL FÖR KRÄVANDE PRODUKTER Slitstarkt Raex-stål är utformat för att klara även de mest krävande förhållanden, där stålkonstruktioner utsätts för nötning och
VSMA01 - Mekanik ERIK SERRANO
 VSMA01 - Mekanik ERIK SERRANO Innehåll Material Spänning, töjning, styvhet Dragning, tryck, skjuvning, böjning Stång, balk styvhet och bärförmåga Knäckning Exempel: Spänning i en stång x F A Töjning Normaltöjning
VSMA01 - Mekanik ERIK SERRANO Innehåll Material Spänning, töjning, styvhet Dragning, tryck, skjuvning, böjning Stång, balk styvhet och bärförmåga Knäckning Exempel: Spänning i en stång x F A Töjning Normaltöjning
Pivatic introducerar det NYA elektriska Stanscentret för Coils.
 Pivatic introducerar det NYA elektriska Stanscentret för Coils. Stansmaskin för tillverkning dir ekt från coils, förbrukar mindre energi, kräver mindre underhåll och är miljövänligare. Pivatic s stanscenter,
Pivatic introducerar det NYA elektriska Stanscentret för Coils. Stansmaskin för tillverkning dir ekt från coils, förbrukar mindre energi, kräver mindre underhåll och är miljövänligare. Pivatic s stanscenter,
LättUHS Rapport 16. Teknik- och kunskapsplattformen LättUHS en plattform för lättviktsprodukter i ultrahöghållfast stål
 LättUHS Rapport 16 Teknik- och kunskapsplattformen LättUHS en plattform för lättviktsprodukter i ultrahöghållfast stål Daniel Wiklund, Swerea IVF daniel.wiklund@swerea.se Sammanfattning Denna rapport beskriver
LättUHS Rapport 16 Teknik- och kunskapsplattformen LättUHS en plattform för lättviktsprodukter i ultrahöghållfast stål Daniel Wiklund, Swerea IVF daniel.wiklund@swerea.se Sammanfattning Denna rapport beskriver
Angående skjuvbuckling
 Sidan 1 av 6 Angående skjuvbuckling Man kan misstänka att liven i en sandwich med invändiga balkar kan haverera genom skjuvbuckling. Att skjuvbuckling kan uppstå kan man förklara med att en skjuvlast kan
Sidan 1 av 6 Angående skjuvbuckling Man kan misstänka att liven i en sandwich med invändiga balkar kan haverera genom skjuvbuckling. Att skjuvbuckling kan uppstå kan man förklara med att en skjuvlast kan
En företagspresentation
 www.kortsystem.se En företagspresentation Kortsystem Lager, produktion, butik & industri Det började med en entreprenör, en bra idé och timing. I början av 80-talet var Bengt Knutsson på väg till logistikmässan
www.kortsystem.se En företagspresentation Kortsystem Lager, produktion, butik & industri Det började med en entreprenör, en bra idé och timing. I början av 80-talet var Bengt Knutsson på väg till logistikmässan
Ölands Vattenskärning AB. Vår leverans - din säkerhet
 Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
nya generationens skopa
 More care. Built in. VOLVO KOMPAKTA GRÄVMASKINER nya generationens skopa Öka effektiviteten på platsen, gräv upp vinsten Den nya generationens Volvo-skopor hjälper dig att få ut bästa möjliga gräv- och
More care. Built in. VOLVO KOMPAKTA GRÄVMASKINER nya generationens skopa Öka effektiviteten på platsen, gräv upp vinsten Den nya generationens Volvo-skopor hjälper dig att få ut bästa möjliga gräv- och
PPU408 HT15. Beräkningar stål. Lars Bark MdH/IDT
 Beräkningar stål 1 Balk skall optimeras map vikt (dvs göras så lätt som möjligt) En i aluminium, en i höghållfast stål Mått: - Längd 180 mm - Tvärsnittets yttermått Höjd: 18 mm Bredd: 12 mm Lastfall: -
Beräkningar stål 1 Balk skall optimeras map vikt (dvs göras så lätt som möjligt) En i aluminium, en i höghållfast stål Mått: - Längd 180 mm - Tvärsnittets yttermått Höjd: 18 mm Bredd: 12 mm Lastfall: -
DokumentID 1492827 Författare. Version 1.0
 Öppen Rapport DokumentID 1492827 Författare Version 1.0 Fredrik Bultmark Kvalitetssäkrad av Börje Torstenfelt (SG) Claes Johansson (SG) Roger Ingvarsson (SG) Godkänd av Peter Arkeholt Status Godkänt Reg
Öppen Rapport DokumentID 1492827 Författare Version 1.0 Fredrik Bultmark Kvalitetssäkrad av Börje Torstenfelt (SG) Claes Johansson (SG) Roger Ingvarsson (SG) Godkänd av Peter Arkeholt Status Godkänt Reg
Material, form och kraft, F11
 Material, form och kraft, F11 Repetition Dimensionering Hållfasthet, Deformation/Styvhet Effektivspänning (tex von Mises) Spröda/Sega (kan omfördela spänning) Stabilitet instabilitet Pelarknäckning Vippning
Material, form och kraft, F11 Repetition Dimensionering Hållfasthet, Deformation/Styvhet Effektivspänning (tex von Mises) Spröda/Sega (kan omfördela spänning) Stabilitet instabilitet Pelarknäckning Vippning
Material, form och kraft, F9
 Material, form och kraft, F9 Repetition Skivor, membran, plattor, skal Dimensionering Hållfasthet Styvhet/Deformationer Skivor Skiva: Strukturelement som är tunt i förhållande till utsträckningen i planet
Material, form och kraft, F9 Repetition Skivor, membran, plattor, skal Dimensionering Hållfasthet Styvhet/Deformationer Skivor Skiva: Strukturelement som är tunt i förhållande till utsträckningen i planet
Livens inverkan på styvheten
 Livens inverkan på styvheten Sidan 1 av 9 Golv förstärkta med liv är tänkta att användas så att belastningen ligger i samma riktning som liven. Då ger liven en avsevärd förstyvning jämfört med en sandwich
Livens inverkan på styvheten Sidan 1 av 9 Golv förstärkta med liv är tänkta att användas så att belastningen ligger i samma riktning som liven. Då ger liven en avsevärd förstyvning jämfört med en sandwich
Dragpressning av tunnplåt. Prof. François Rondé-Oustau
 Dragpressning av tunnplåt Prof. François Rondé-Oustau Bildelar Dragpressning: användningsområde? Karosser Chassidelar Motordetaljer, m.m. ett svenskt exempel! Bilkaross framskärm: (kallvalsad stålplåt)
Dragpressning av tunnplåt Prof. François Rondé-Oustau Bildelar Dragpressning: användningsområde? Karosser Chassidelar Motordetaljer, m.m. ett svenskt exempel! Bilkaross framskärm: (kallvalsad stålplåt)
Formning av tunnplåt Verktygsframtagning och Projekt Simuform
 Inbjudan till konferens Formning av tunnplåt Verktygsframtagning och Projekt Simuform 14-15 mars 2007 IVF, Mölndal 08.30 Kaffe och registrering Onsdagen den 14 mars 2007 Dag 1 Verktygsframtagning 09.00
Inbjudan till konferens Formning av tunnplåt Verktygsframtagning och Projekt Simuform 14-15 mars 2007 IVF, Mölndal 08.30 Kaffe och registrering Onsdagen den 14 mars 2007 Dag 1 Verktygsframtagning 09.00
BÄRANDE KONSTRUKTIONER MED EPS BERÄKNINGSPRINCIPER. Anpassad till Eurokod
 BÄRANDE KONSTRUKTIONER MED EPS BERÄKNINGSPRINCIPER Anpassad till Eurokod 2 (12) BÄRANDE KONSTRUKTIONER MED EPS Dimensioneringsprocessen Dimensioneringsprocessen för bärande konstruktioner kan delas upp
BÄRANDE KONSTRUKTIONER MED EPS BERÄKNINGSPRINCIPER Anpassad till Eurokod 2 (12) BÄRANDE KONSTRUKTIONER MED EPS Dimensioneringsprocessen Dimensioneringsprocessen för bärande konstruktioner kan delas upp
Avancerade metoder för planering och uppföljning av betongkonstruktioner
 Avancerade metoder 1(7) Avancerade metoder för planering och uppföljning av betongkonstruktioner Slutrapportering av SBUF-projekt nr 11015 med rubricerad titel. Sammanfattning Aktuellt forskningsprojekt
Avancerade metoder 1(7) Avancerade metoder för planering och uppföljning av betongkonstruktioner Slutrapportering av SBUF-projekt nr 11015 med rubricerad titel. Sammanfattning Aktuellt forskningsprojekt
GuardLite BY SAFETY SOLUTIONS JONSEREDS. Tomorrow s fall protection today.
 GuardLite TM BY SAFETY SOLUTIONS JONSEREDS Tomorrow s fall protection today. Just good isn t enough. Fallskyddsindustrins innovatörer har bestämt sig det går att göra fallskyddsutrustning bättre, säkrare
GuardLite TM BY SAFETY SOLUTIONS JONSEREDS Tomorrow s fall protection today. Just good isn t enough. Fallskyddsindustrins innovatörer har bestämt sig det går att göra fallskyddsutrustning bättre, säkrare
Material, form och kraft, F5
 Material, form och kraft, F5 Repetition Material, isotropi, ortotropi Strukturelement Stång, fackverk Balk, ramverk Upplag och kopplingar Linjärt elastiskt isotropt material Normalspänning Skjuvspänning
Material, form och kraft, F5 Repetition Material, isotropi, ortotropi Strukturelement Stång, fackverk Balk, ramverk Upplag och kopplingar Linjärt elastiskt isotropt material Normalspänning Skjuvspänning
Att svetsa i höghållfast stål lätt men inte simpelt. Eva-Lena Bergquist ESAB AB
 Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
KONSTRUKTION. Ämnets syfte. Kurser i ämnet
 KONSTRUKTION Ämnet konstruktion behandlar konstruktionsprocesser från idé till färdig produkt, där syftet är att utforma och dimensionera produkter med sikte på ändamålsenlig formgivning, funktion och
KONSTRUKTION Ämnet konstruktion behandlar konstruktionsprocesser från idé till färdig produkt, där syftet är att utforma och dimensionera produkter med sikte på ändamålsenlig formgivning, funktion och
Hållfasthetslära. VT2 7,5 p halvfart Janne Färm
 Hållfasthetslära VT2 7,5 p halvfart Janne Färm Torsdag 31:a Mars 13:15 17:00 Föreläsning 2 PPU203 Hållfasthetslära Eftermiddagens agenda Tips inför INL1.1 Repetition Rast Föreläsning: Normaltöjning Deformation
Hållfasthetslära VT2 7,5 p halvfart Janne Färm Torsdag 31:a Mars 13:15 17:00 Föreläsning 2 PPU203 Hållfasthetslära Eftermiddagens agenda Tips inför INL1.1 Repetition Rast Föreläsning: Normaltöjning Deformation
Pappersindustri REFERENSER. GL&V Sweden, Cellwood Machyneri Sweden, Voith papper Tyskland, Voith papper Norge, IBS Österrike, Corbelini Italien
 1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
KONSTRUKTION. Ämnets syfte
 KONSTRUKTION Ämnet konstruktion behandlar konstruktionsprocesser från idé till färdig produkt, där syftet är att utforma och dimensionera produkter med sikte på ändamålsenlig formgivning, funktion och
KONSTRUKTION Ämnet konstruktion behandlar konstruktionsprocesser från idé till färdig produkt, där syftet är att utforma och dimensionera produkter med sikte på ändamålsenlig formgivning, funktion och
KALLFORMADE STÅLPROFILER
 Kallformade stålprofiler ger lättare och mer flexibla konstruktioner. Med kallformade profiler kan man på ett enkelt sätt optimera förhållandet mellan böjmotstånd och metervikt, och på så sätt få ner totalvikten
Kallformade stålprofiler ger lättare och mer flexibla konstruktioner. Med kallformade profiler kan man på ett enkelt sätt optimera förhållandet mellan böjmotstånd och metervikt, och på så sätt få ner totalvikten
KTH Royal Institute of Technology
 KTH Royal Institute of Technology Nya förbättringsmetoder för ökad livslängd och bättre prestanda Thomas Holmstrand Avdelningen för Lättkonstruktioner Forskargrupp Design och tillverkning av svetsade konstruktioner
KTH Royal Institute of Technology Nya förbättringsmetoder för ökad livslängd och bättre prestanda Thomas Holmstrand Avdelningen för Lättkonstruktioner Forskargrupp Design och tillverkning av svetsade konstruktioner
Högeffektiv magnetisk pulsteknik för stansning av plåt
 Högeffektiv magnetisk pulsteknik för stansning av plåt Författare: Roger Andersson Datum: 2013-03-20 Delprogram FFI Hållbar Produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte...
Högeffektiv magnetisk pulsteknik för stansning av plåt Författare: Roger Andersson Datum: 2013-03-20 Delprogram FFI Hållbar Produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte...
PM i Punktsvetsning. Produktutveckling 3 KPP039 HT09. Lärare: Rolf Lövgren
 PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
Oförstörande mättekniker hos Swerea MEFOS. Jan Niemi Jan.niemi@swerea.se
 Oförstörande mättekniker hos Swerea MEFOS Jan Niemi Jan.niemi@swerea.se Swerea-koncernen Fakta Icke vinstutdelande 550 anställda 650 Mkr i årsomsättning 600 medlemsföretag 3000 företagskunder Swerea MEFOS
Oförstörande mättekniker hos Swerea MEFOS Jan Niemi Jan.niemi@swerea.se Swerea-koncernen Fakta Icke vinstutdelande 550 anställda 650 Mkr i årsomsättning 600 medlemsföretag 3000 företagskunder Swerea MEFOS
GLH FÖRTAGNINGSSYSTEM FÖR BETONGKONSTRUKTIONER
 GLH FÖRTAGNINGSSYSTEM FÖR BETONGKONSTRUKTIONER Tillverkning och försäljning: GLH Byggdetaljer AB Stenhuggaregatan 21, 913 35 HOLMSUND Telefon 090-402 48, Telefax 090-14 92 00 PROJEKTERINGSHANDLING INNEHÅLLSFÖRTECKNING
GLH FÖRTAGNINGSSYSTEM FÖR BETONGKONSTRUKTIONER Tillverkning och försäljning: GLH Byggdetaljer AB Stenhuggaregatan 21, 913 35 HOLMSUND Telefon 090-402 48, Telefax 090-14 92 00 PROJEKTERINGSHANDLING INNEHÅLLSFÖRTECKNING
Hållfasthetslära. VT2 7,5 p halvfart Janne Carlsson
 Hållfasthetslära VT2 7,5 p halvfart Janne Carlsson Torsdag 30:e Mars 13:15 17:00 Föreläsning 2 PPU203 Hållfasthetslära Eftermiddagens agenda Tips inför INL1.1 Fortsättning från föreläsning 1 Rast Föreläsning
Hållfasthetslära VT2 7,5 p halvfart Janne Carlsson Torsdag 30:e Mars 13:15 17:00 Föreläsning 2 PPU203 Hållfasthetslära Eftermiddagens agenda Tips inför INL1.1 Fortsättning från föreläsning 1 Rast Föreläsning
Skapar konkurrenskraft.
 Skapar konkurrenskraft. Hela vägen från prototyp till serietillverkning På Brickpack är vi specialiserade på stansning och skärning. Från precisionsstansning med små toleranser till detaljer med större
Skapar konkurrenskraft. Hela vägen från prototyp till serietillverkning På Brickpack är vi specialiserade på stansning och skärning. Från precisionsstansning med små toleranser till detaljer med större
RAEX ANY TIME, ANY WEAR
 RAEX ANY TIME, ANY WEAR RAEX TÄCKER DINA SLITAGEBEHOV Raex nötningsbeständiga stål är utformat för stålkonstruktioner som utsätts för hårt slitage. Raex-stålets slittåliga egenskaper kan förlänga livslängden
RAEX ANY TIME, ANY WEAR RAEX TÄCKER DINA SLITAGEBEHOV Raex nötningsbeständiga stål är utformat för stålkonstruktioner som utsätts för hårt slitage. Raex-stålets slittåliga egenskaper kan förlänga livslängden
Tentamen i. Konstruktionsteknik. 26 maj 2009 kl
 Bygg och Miljöteknolo gi Avdelningen för Konstruktionsteknik Tentamen i Konstruktionsteknik 26 maj 2009 kl. 8.00 13.00 Tillåtna hjälpmedel: Tabell & Formelsamlingar Räknedosa OBS! I vissa uppgifter kan
Bygg och Miljöteknolo gi Avdelningen för Konstruktionsteknik Tentamen i Konstruktionsteknik 26 maj 2009 kl. 8.00 13.00 Tillåtna hjälpmedel: Tabell & Formelsamlingar Räknedosa OBS! I vissa uppgifter kan
Möjligheter med samverkanskonstruktioner. Stålbyggnadsdagen Jan Stenmark
 Möjligheter med samverkanskonstruktioner Stålbyggnadsdagen 2016 2016-10-26 Jan Stenmark Samverkanskonstruktioner Ofrivillig samverkan Uppstår utan avsikt eller till följd av sekundära effekter Samverkan
Möjligheter med samverkanskonstruktioner Stålbyggnadsdagen 2016 2016-10-26 Jan Stenmark Samverkanskonstruktioner Ofrivillig samverkan Uppstår utan avsikt eller till följd av sekundära effekter Samverkan
DFA2 Design For Assembly
 DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
P R O B L E M
 Tekniska Högskolan i Linköping, IEI /Tore Dahlberg TENTAMEN i Hållfasthetslära - Dimensioneringmetoder, TMHL09, 2008-08-14 kl 8-12 P R O B L E M med L Ö S N I N G A R Del 1 - (Teoridel utan hjälpmedel)
Tekniska Högskolan i Linköping, IEI /Tore Dahlberg TENTAMEN i Hållfasthetslära - Dimensioneringmetoder, TMHL09, 2008-08-14 kl 8-12 P R O B L E M med L Ö S N I N G A R Del 1 - (Teoridel utan hjälpmedel)
DIVERSE. - Gängenhet - Hasberg tolkstål - Bandlyftare - Bandstyrning. Utg.:
 DIVERSE - Gängenhet - Hasberg tolkstål - Bandlyftare - Bandstyrning 9 INNEHÅLLSFÖRTECKNING 9 9:1 9:2 9:3 9:4 9:5 9:6 9:7 9:8 Lösningar för verktygsgängning Automatiserade gängningssystem Automatiserade
DIVERSE - Gängenhet - Hasberg tolkstål - Bandlyftare - Bandstyrning 9 INNEHÅLLSFÖRTECKNING 9 9:1 9:2 9:3 9:4 9:5 9:6 9:7 9:8 Lösningar för verktygsgängning Automatiserade gängningssystem Automatiserade
TOOLS Momentum Kursprogram 2009. Utbildningar inom: Rullningslager Transmissioner Tätningar Pneumatik Service av fläktar Kundanpassad utbildning
 TOOLS Momentum Kursprogram 2009 Utbildningar inom: Rullningslager Transmissioner Tätningar Pneumatik Service av fläktar Kundanpassad utbildning Introduktion Välkommen till TOOLS Momentums utbildningar!
TOOLS Momentum Kursprogram 2009 Utbildningar inom: Rullningslager Transmissioner Tätningar Pneumatik Service av fläktar Kundanpassad utbildning Introduktion Välkommen till TOOLS Momentums utbildningar!
COIL, Nya ögon på Stål
 COIL KONCEPT Coil Sandwichelementet När man besöker Nordbygg 2012 i Älvsjömässan möts man av en vacker, enkel, dynamisk paviljong Paviljongen förmedlar en bild om stålets karaktär, konstruktion och funktion
COIL KONCEPT Coil Sandwichelementet När man besöker Nordbygg 2012 i Älvsjömässan möts man av en vacker, enkel, dynamisk paviljong Paviljongen förmedlar en bild om stålets karaktär, konstruktion och funktion
Outokumpu PSC Nordic
 Outokumpu PSC Nordic Nordens ledande plate service center Totallösningar för verkstadsindustrin Vattenskärning pågår. Valsning av rostfri plåt hos Outokumpu Stainless Hot Rolled Plate. Bockade profiler.
Outokumpu PSC Nordic Nordens ledande plate service center Totallösningar för verkstadsindustrin Vattenskärning pågår. Valsning av rostfri plåt hos Outokumpu Stainless Hot Rolled Plate. Bockade profiler.
Skyddande ytskikt för varmformade komponenter (Protective Metal Coating)
") Skyddande ytskikt för varmformade komponenter (Protective Metal Coating) Lisa Levander 2015-01-30 Hållbar produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte... 6 4. Genomförande...
Skyddande ytskikt för varmformade komponenter (Protective Metal Coating) Lisa Levander 2015-01-30 Hållbar produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte... 6 4. Genomförande...
Eurokoder för kranbanor och maskiner Bernt Johansson, LTU
 Eurokoder för kranbanor och maskiner Bernt Johansson, LTU Bakgrund Kranbanor och maskiner är vanligen förekommande i industribyggnader. Det gemensamma för dessa är att de ger upphov till dynamiska laster,
Eurokoder för kranbanor och maskiner Bernt Johansson, LTU Bakgrund Kranbanor och maskiner är vanligen förekommande i industribyggnader. Det gemensamma för dessa är att de ger upphov till dynamiska laster,
Lokal värmebehandling Rekristallisation- och mjukglödgning med hjälp av laser
 Delrapport 4 Lokal värmebehandling Rekristallisation- och mjukglödgning med hjälp av laser Jozefa Zajac, IM 2001-02-09 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers
Delrapport 4 Lokal värmebehandling Rekristallisation- och mjukglödgning med hjälp av laser Jozefa Zajac, IM 2001-02-09 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers
OM FÖRETAGET. RÄCKE Inomhus räcke Utomhus räcke
 INNEHÅLL OM FÖRETAGET OM FÖRETAGET TRAPPA Trappa med en metall vang Edgaras Jonas Lukas Nojus Zigmas Hängande trappa Trätrappa Jazmina Karina Emilija Zoe Spiraltrappa Galaxy Georg Glastrappa Metall trappa
INNEHÅLL OM FÖRETAGET OM FÖRETAGET TRAPPA Trappa med en metall vang Edgaras Jonas Lukas Nojus Zigmas Hängande trappa Trätrappa Jazmina Karina Emilija Zoe Spiraltrappa Galaxy Georg Glastrappa Metall trappa
Säkerhetslager beräknat från antal dagars täcktid
 Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 13 Säkerhetslager beräknat från antal dagars täcktid All materialstyrning är förknippad med osäkerheter av olika slag. Det kan gälla osäkerheter
Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 13 Säkerhetslager beräknat från antal dagars täcktid All materialstyrning är förknippad med osäkerheter av olika slag. Det kan gälla osäkerheter
CAD. Ämnets syfte. Kurser i ämnet
 CAD Ämnet cad (computer aided design) behandlar hur man använder olika programvaror för att konstruera och designa verkliga och virtuella objekt. I ämnet är geometri grunden för att, via skiss och ritteknik,
CAD Ämnet cad (computer aided design) behandlar hur man använder olika programvaror för att konstruera och designa verkliga och virtuella objekt. I ämnet är geometri grunden för att, via skiss och ritteknik,
PRODUKTUTVECKLING 3. CAD & 3D-ritning. Erik Almers 2011-01-10
 PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
Komplett leverantör. I över 50 år har vi trotsat tyngdlagen. Pionjärer inom kraftverktyg
 )a I över 50 år har vi trotsat tyngdlagen Komplett leverantör Simson Power Tools tillverkar och säljer hydrauliska kraftverktyg med hög kvalitet, god säkerhet, flexibilitet och hög prestanda. I kombination
)a I över 50 år har vi trotsat tyngdlagen Komplett leverantör Simson Power Tools tillverkar och säljer hydrauliska kraftverktyg med hög kvalitet, god säkerhet, flexibilitet och hög prestanda. I kombination
Tekniska Högskolan i Linköping, IKP Tore Dahlberg TENTAMEN i Hållfasthetslära; grk, TMMI17, kl DEL 1 - (Teoridel utan hjälpmedel)
") Tekniska Högskolan i Linköping, IK DEL 1 - (Teoridel utan hjälpmedel) U G I F T E R med L Ö S N I N G A R 1. Ange Hookes lag i en dimension (inklusive temperaturterm), förklara de ingående storheterna,
Tekniska Högskolan i Linköping, IK DEL 1 - (Teoridel utan hjälpmedel) U G I F T E R med L Ö S N I N G A R 1. Ange Hookes lag i en dimension (inklusive temperaturterm), förklara de ingående storheterna,
SKOLFS. beslutade den maj 2015.
 Föreskrifter om ändring i Skolverkets föreskrifter (SKOLFS 2010:244) om ämnesplan för ämnet cad i gymnasieskolan och inom kommunal vuxenutbildning på gymnasial nivå; beslutade den maj 2015. Med stöd av
Föreskrifter om ändring i Skolverkets föreskrifter (SKOLFS 2010:244) om ämnesplan för ämnet cad i gymnasieskolan och inom kommunal vuxenutbildning på gymnasial nivå; beslutade den maj 2015. Med stöd av
Vision: Triple Steelix skall med stålet som bas verka för ökad tillväxt och attraktionskraft i Bergslagen.
 Vår verksamhet 2007 Vision: Triple Steelix skall med stålet som bas verka för ökad tillväxt och attraktionskraft i Bergslagen. Underlättar för innovationer och nytänkande Det är i mötet mellan olika kompetenser
Vår verksamhet 2007 Vision: Triple Steelix skall med stålet som bas verka för ökad tillväxt och attraktionskraft i Bergslagen. Underlättar för innovationer och nytänkande Det är i mötet mellan olika kompetenser
Skjuvning och skjuvspänning τ
 2014-12-02 Skjuvning och skjuvspänning τ Innehållsförteckning: Skjuvspänning Jämförelsespänning Limförband Nitförband Lödförband Svetsförband Skjuvning vid tillverkning Bilagor: Kälsvets, beräkning av
2014-12-02 Skjuvning och skjuvspänning τ Innehållsförteckning: Skjuvspänning Jämförelsespänning Limförband Nitförband Lödförband Svetsförband Skjuvning vid tillverkning Bilagor: Kälsvets, beräkning av
OBS I Finland användes namnet Gilsonite för Uintaite
 NVF/Finska avdelningen Utskott 33 - asfaltbeläggningar FÖRBUNDSUTSKOTTSMÖTET 17. JUNI 22 PÅ NÅDENDAL SPA Jari Pihlajamäki Den eviga asfaltbeläggningen mot utmattningen? - erfarenheter från testsektioner
NVF/Finska avdelningen Utskott 33 - asfaltbeläggningar FÖRBUNDSUTSKOTTSMÖTET 17. JUNI 22 PÅ NÅDENDAL SPA Jari Pihlajamäki Den eviga asfaltbeläggningen mot utmattningen? - erfarenheter från testsektioner
Experimentella metoder, FK3001. Datorövning: Finn ett samband
 Experimentella metoder, FK3001 Datorövning: Finn ett samband 1 Inledning Den här övningen går ut på att belysa hur man kan utnyttja dimensionsanalys tillsammans med mätningar för att bestämma fysikaliska
Experimentella metoder, FK3001 Datorövning: Finn ett samband 1 Inledning Den här övningen går ut på att belysa hur man kan utnyttja dimensionsanalys tillsammans med mätningar för att bestämma fysikaliska
Med kompetens driver vi mättekniken framåt för bättre lönsamhet åt våra kunder
 Mätmaskiner nyli.se Nyli Metrology AB Vi har sedan starten 1970 varit kända för att leverera produkter och tjänster med mycket god kvalité, våra passbitar i hårdmetall är ett exempel. Vårt huvudkontor
Mätmaskiner nyli.se Nyli Metrology AB Vi har sedan starten 1970 varit kända för att leverera produkter och tjänster med mycket god kvalité, våra passbitar i hårdmetall är ett exempel. Vårt huvudkontor
Konstruktionsuppgifter för kursen Strukturmekanik grunder för V3. Jim Brouzoulis Tillämpad Mekanik Chalmers
 Konstruktionsuppgifter för kursen Strukturmekanik grunder för V3 Jim Brouzoulis Tillämpad Mekanik Chalmers 1 Förord Denna skrift innehåller de konstruktionsuppgifter som avses lösas i kursen Strukturmekanik
Konstruktionsuppgifter för kursen Strukturmekanik grunder för V3 Jim Brouzoulis Tillämpad Mekanik Chalmers 1 Förord Denna skrift innehåller de konstruktionsuppgifter som avses lösas i kursen Strukturmekanik
Q-System materialhantering
 Q-System materialhantering Vägen till framtiden går genom intern materialhantering och logistik En totalleverantör som har kunskap om din produktionsprocess och dina problemställningar och därför kan diskutera
Q-System materialhantering Vägen till framtiden går genom intern materialhantering och logistik En totalleverantör som har kunskap om din produktionsprocess och dina problemställningar och därför kan diskutera
Structural Engineering. Sandwichelement av stål ett robust alternativ till ortotropa brodäck (mm)
") Sandwichelement av stål ett robust alternativ till ortotropa brodäck (mm) Sandwichelement av stål ett robust alternativ till ortotropa brodäck (mm) Problem med konventionella ortotropa brodäck Varför sandwich
Sandwichelement av stål ett robust alternativ till ortotropa brodäck (mm) Sandwichelement av stål ett robust alternativ till ortotropa brodäck (mm) Problem med konventionella ortotropa brodäck Varför sandwich
Snabbrullport Albany RR200. ASSA ABLOY Entrance Systems
 Snabbrullport Albany RR200 ASSA ABLOY Entrance Systems Snabbrullport Albany RR200 Albany RR200 snabbrullport med innovativa styrskenor för universell användning inomhus. PVC-väv med dragkedjesystem Självsmörjande
Snabbrullport Albany RR200 ASSA ABLOY Entrance Systems Snabbrullport Albany RR200 Albany RR200 snabbrullport med innovativa styrskenor för universell användning inomhus. PVC-väv med dragkedjesystem Självsmörjande
ALWAYS IN THE FRONTLINE
 ALWAYS IN THE FRONTLINE ROTAGE AB Rotage AB grundades 1979 och är beläget i Kvänum. Företagets ambition är att vara en attraktiv detalj- och komponentleverantör av plåtprodukter med inriktning på laserskärning
ALWAYS IN THE FRONTLINE ROTAGE AB Rotage AB grundades 1979 och är beläget i Kvänum. Företagets ambition är att vara en attraktiv detalj- och komponentleverantör av plåtprodukter med inriktning på laserskärning