M 7.1 Tillverkningskostnader och kostnadsreduktion. M 7.2 Tillverkningsvänlig konstruktion
|
|
|
- Sara Jakobsson
- för 10 år sedan
- Visningar:
Transkript
1 Internationell svetskonstruktör M 7.1 Tillverkningskostnader och kostnadsreduktion M 7.2 Tillverkningsvänlig konstruktion Nils Stenbacka, Professor nils.stenbacka@branneriet.se Nov 2012 Nils Stenbacka 1

2 Kursboken Läs gärna kapitel 1, 4 7 och 11 före kursen. Inledning och översikt. Produktivitet och effektivitet. Trender. Varför gör man ekonomiska beräkningar? Nyckeltal för några svetsmetoder. Kostnadsbestämmande faktorer vid svetsning Beräkning av svetskostnader. Känslighetsberäkning. Investeringsberäkningar ett par enkla modeller. Rationaliseringspotential och förändring. Praktiska exempel (fallstudier). Tillgängliga verktyg på marknaden. Sakregister, referenser, webbadresser och aktuella svetsstandarder Nov 2012 Nils Stenbacka 2
.")
3 M 7.1 Fabrication costs and cost reduction Objective: The students will understand the average cost levels of various fabrication processes and how they affect the total cost of a product Scope: Joint preparation costs Filler material cost Welding speed and machine costs Fixed and marginal costs Semi finished components Expected result at comprehensive and standard levels: Compute example on the influence of weld throat thickness on weld cost. Illustrate typical division of welding costs for different types of welding operations. Review typical production process and their relationship between cost and productivity. Comparison of costs levels for manual welding, mechanized welding and robot welding. Review of case studies in fabrication cost reduction. Nov 2012 Nils Stenbacka 3

4 INLEDNING Nov 2012 Nils Stenbacka 4

5 Västerbron i Stockholm (1935) Exempel på en nitad konstruktion. Nov 2012 Nils Stenbacka 5

6 Svetsning En definition Åstadkommande av (en fast) förbindning mellan ett arbetsstyckes delar med eller utan tillsatsmaterial - eller mellan arbetsstycke och tillsatsmaterial, genom energitillförsel i form av lokal uppvärmning till minst grundmaterialets smälttemperatur, genom plastisk lokal flytning eller genom atomär diffusion. Hänvisning görs till kursboken. Nov 2012 Nils Stenbacka 6

7 Nitförband / Svetsförband Nitning Svetsning Weman Nov 2012 Nils Stenbacka 7

8 Definitioner Smältsvetsning, lokal värmning till smältning (sammansmältning), med eller utan tillsatsmaterial och utan tryck. Trycksvetsning, med eller utan uppvärmning (lokal smältning kan dock ske), där tryck används för att utföra svetsen. Svets (ej svetsfog) eller svetsförband, genom svetsning åstadkommen förbindning. Fog eller svetsfog, ett för svetsningen ofta särskilt utformat ställe mellan arbetsstyckets olika delar, och som hålls på ett visst inbördes avstånd när svetsningen börjar. Påsvetsning, påförande av tillsatsmaterial på en yta genom svetsning. Nov 2012 Nils Stenbacka 8

9 Fogtyper Nov 2012 Nils Stenbacka 9 SVK

10 Svetsfogar & förband SVK Nov 2012 Nils Stenbacka 10

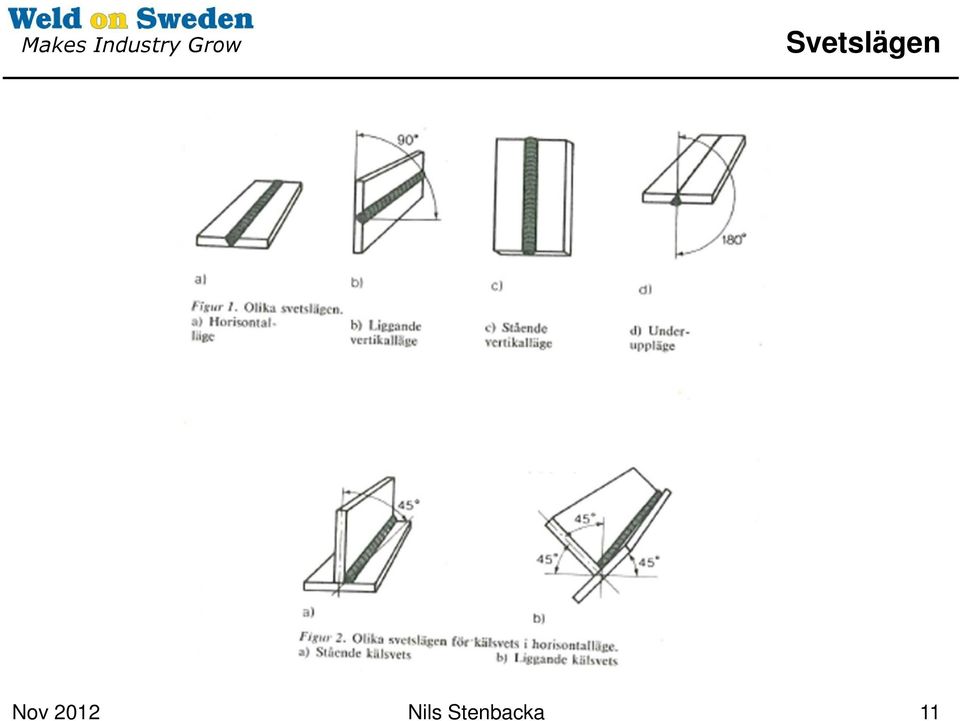
11 Svetslägen Nov 2012 Nils Stenbacka 11
12 Svetsade konstruktioner - fördelar Hög hållfasthet (R el 1100 MPa) Vätske & gastät Låg vikt (20% lägre än en nitad konstruktion) Enkel design Enkel att producera Mekanisering & robotisering möjlig Inga tjockleksbegränsningar Nov 2012 Nils Stenbacka Bromma / AGA 12

13 Svetsade konstruktioner - begränsningar Metallurgisk inverkan Risker pga svetsdefekter Oförstörande provning har sina begränsningar Svetsegenspänningar och deformationer Haveriet i Oxelösund, 2006 Nov 2012 Nils Stenbacka 13 SHK 2007

14 Byggraset i Kista 25 mm i flänsarna, 7 mm i livet Nov 2012 Nils Stenbacka 14

15 Svetsade konstruktioner - tillverkning Material och materialval, beräkning, design Svetsprocedurer lämplighet för svetsning Produktionsvolym, produktivitet, ekonomi Kvalitetskontroll och oförstörande provning (OFP) Arbetsmiljö Utrustningar Kompetens etc Konstruktion Produktion Se sid i kursboken Kontroll Återkoppling Utveckling FoU Nov 2012 Nils Stenbacka 15

16 Svetsbarhet definition "Svetsbarhet är den egenskap hos ett metalliskt material som, vid användning av en given svetsmetod för ett givet ändamål, gör att en kontinuerlig metalliskt förbindning kan åstadkommas medelst ett lämpligt förfarande, varvid svetsen skall uppfylla de krav som ställs på svetsens lokala egenskaper och på dessas inflytande i den konstruktion, i vilken den ingår." SVK Nov 2012 Nils Stenbacka 16

17 Svetsbara material Stål olegerade, låglegerade Stål höglegerade, t ex rostfritt Gjutjärn Aluminium and aluminium legeringar Koppar and Koppar legeringar Nickel and Nickel-legeringar Titan osv Nov 2012 Nils Stenbacka 17

18 Svetsproduktion, exempel SVK / AGA - Linde Nov 2012 Nils Stenbacka 18

19 Svetstekniska begrepp Svetsgods Övehettad zon Normaliserad zon Strukturändrings zon Opåverkat grundmaterial HAZ = Heat Affected Zone Belagd elektrod T-förband MAG SVK / AGA - Linde Nov 2012 Nils Stenbacka 19

20 Smältsvetsning - utveckling Electron beam, 1954 Stohr Laser welding, ca 1964 Maiman MIG-welding 1948, Airco MAG-welding (CO 2 ) 1946, Gibson TIG-welding 1941, Meredith Gas shielded arc, 1930 Hobart, Devers Submerged arc, 1930 Kennedy Demonstration 1902 Dalén & Gylling Metallic arc 1888, Slavianoff Coated electrode 1904, Kjellberg Swedish patent: 27152, June 29, 1907 Oxy-Acetylene1901 Picard, Fouche Oxy-Hydrogen 1898, Wiss Carbon arc 1881, Bernardos Nikolay Nikolayevich Gas welding Le Chatelier 1895 Welding of lead 1840, de Richemond Nov 2012 Nils Stenbacka 20

21 Trycksvetsning - utveckling Friction Stir welding, 1991 Diffusion welding, Friction welding, 1956 Explosion welding, 1954 HF induction welding, ca 1950 Ultrasonic welding, ca 1945 Seam welding, Flash welding, Spot welding, Projection welding, Resistance welding, 1885 Thomson Thermite welding, 1897 Goldschmidt Tubai-Kan, ca 4000 BC (Blacksmith). Egypt goldsmith 1475 BC. Nov 2012 Nils Stenbacka 21
22 Svetsning utveckling 100 Amp och 65 år, samma strömstyrka M G Nov 2012 Nils Stenbacka ESAB 22
23 SVETSMETODER Nov 2012 Nils Stenbacka 23
24 Svetsmetoder - översikt SVK Nov 2012 Nils Stenbacka 24
25 Några begrepp Intermittensfaktor [%] (I max under 10 min period), svetsströmkällor. Nedsmältningstal [kg/h], D Insvetstal [kg/h] (kg färdigt svetsgods per tidsenhet), I Nyttotal [%], anger hur mycket av tillsatsmaterialet som bildar nyttigt svetsgods, N Bågtidsfaktor (svetstid/totaltid), B f Nov 2012 Nils Stenbacka 25
26 Effekttäthet [J/s*m2] för olika processer P max, W/m EB & Laser Grong Plasma 10 8 TIG & MMA Gas * r 0, m Weman Rykalin r 0 ekvivalent radie Nov 2012 Nils Stenbacka 26
27 Kapitalkostnad och svetshastighet Behov av ekonomisk analys Elektronstråle & Laser Friction Stir Kapitalkostnad SEK Motståndssvetsning Bågsvetsning Storlek på investering Ox-Acetylene 10 4 Svetshastighet m/min 0,05 5 0,5 50 Mendez & Eager, Nov 2012 Nils Stenbacka 27
28 Några vanliga svetsmetoder Svetsning med belagd elektrod (15%) Pulverbågsvetsning (10%) Gasmetallbågsvetsning (75%) Punktsvetsning Nov 2012 Nils Stenbacka SVK 28
29 Marknadsutveckling Estimated Weld Metal Deposited % Western Europe tonnes tonnes Western Europe USA Japa % USA Japan tonnes 90% 34,000 90% 90% % 80% 80% 100% % 70% 70% 60% 50% % 50% % 50% % 40% 40% 30% 30% 30% 20% 10% 245, % 10% % 10% % % % Updated MMA MIG/MAG FCW SAW Nov 2012 Nils Stenbacka 29 ESAB
30 Manuell metallbågsvetsning (MMA) Höljets funktion bl a skydda smältan, stabilisera ljusbågen Många olika typer av elektroder (sura, rutila och basiska) Låg investeringskostnad Kan användas i alla svetslägen Långsam metod Bred HAZ Lättillgängligt, och omfattande sortiment av elektroder Mindre stränga krav på grundmaterialets renhet och fogberedning Utmärkt för reparationsoch montagesvetsning Slaggning Man kan svetsa många olika grundmaterial Från t = ca 2 mm och uppåt SVK Nov 2012 Nils Stenbacka 30
31 Belagd elektrod, MMA ESAB Se sid i kursboken 31


32 Gassvetsning (Oxy-Acetylene) Temperatur i lågan ca C Enkel & billig utrustning Reparations- och montagearbeten Kolande Neutral Oxiderande Långsam metod Hög sträckenergi - Bred HAZ Rör, tunnplåt (0,5 6 mm) Sprickkänsliga material Gjutjärn, icke järn metaller Hård- och påsvetsning Nov 2012 Nils Stenbacka SVK / AGA - Linde 32
33 Gassvetsning AGA Nov 2012 Nils Stenbacka 33
34 Gasmetallbågsvetsning (MIG/MAG) MIG = Metal Inert Gas MAG = Metal Active Gas GMAW = Gas Metal Arc Welding Högre investeringskostnad Alla svetslägen Snabb metod Mindre HAZ Mindre formförändringar Trådelektroder och rörelektroder Inerta och oxiderande skyddsgaser Inga avbrott för elektrodbyten Ren och torr fog Mindre fogvolym än MMA Lågt behov av slaggning Många olika typer av grundmaterial Automatisering och robotsvetsning. Kortbågsvetsning (0,8 3,0 mm) Spraybågsvetsning (från 4 mm) Nov 2012 Nils Stenbacka SVK 34
35 Gasmetallbågsvetsning, MIG/MAG Se sid i kursboken 35
36 MIG/MAG utrustningar MIG / MAG MMA Halvautomatisk MAG-svetsning ESAB Nov 2012 Nils Stenbacka 36
37 Robot welding gantry system Nov 2012 Nils Stenbacka 37 ESAB
38 Parameterbox RAPID PROCESSING Roterande spraybåge Spraybåge Bågspänning 10 mm Blandbåge Modererad spraybåge Kortbåge Forcerad kortbåge AGA AB Trådmatning AGA Nov 2012 Nils Stenbacka 38
39 TIG-svetsning Högre investeringskostnad Hög kvalitetsmetod Alla svetslägen Långsam Med eller utan tillsatsmaterial Ren och torr fog Ingen slaggning Många olika typer av grundmaterial och även svåra material (t ex Ni, Ti) Manuellt eller mekaniserat TIG = Tungsten Inert Gas Inerta gaser / inerta gasblandningar Wolframelektrod Tändning Lift Arc eller HF 0,5 6 mm SVK Nov 2012 Nils Stenbacka 39
40 TIG-svetsning Se sid i kursboken 40
41 Pulverbågsvetsning Hög investeringskostnad Snabb Höga strömstyrkor Djup inträngningen Mindre behov av fogberedning Hög bågtidsfaktor Företrädesvis horisontellt Ren och torr fog Slaggning Många olika typer av grundmaterial Mekaniserat Ingen svetsrök / strålning Från 2 mm & uppåt SVK Nov 2012 Nils Stenbacka 41
42 Pulverbågsvetsning Nov 2012 Nils Stenbacka ESAB 42
43 Pulverbågsvetsning, SAW Se sid i kursboken 43
44 Lasersvetsning CO 2 laser 5 12 kw Nd:YAG laser 4 kw Värmeledningssvetsning - Nyckelhålssvetsning SVK Nov 2012 Nils Stenbacka 44
45 Laser performance data Factor Diode CO 2 YAG Diode pumped Fiber System efficiency, % >20 Wavelength, µm 0,8 10,6 1,06 1,08 Adsorption steel, % Adsorption aluminum, % Max power, kw Nov 2012 Nils Stenbacka 45
46 Laser, exempel pacemaker wheels Trumpf Nov 2012 Nils Stenbacka 46
47 Lasersvetsning Lasersvetsning utförs i huvudsak som stum- eller överlappsfog. Metoden kräver noggrannare beredning av fogen än vid konventionell svetsning, dvs i princip accepteras bara små spaltöppningar. Tillsatsmaterial måste användas vid större spaltöppning för att uppnå fyllning av fogen. Många olika grundmaterial Även Titan, Inconel kan svetsas. Aluminium t= 0,1-5 mm. SVK Nov 2012 Nils Stenbacka 47
48 Laser-svetsning, tailor blanks Olika plåttjocklekar/stål, mm Weld & Press. Började redan på 80-talet Olika materialkombinationer. Trumpf Nov 2012 Nils Stenbacka 48
49 MAG Laser Hybrid svetsning AGA Nov 2012 Nils Stenbacka 49
50 Hybrid laser MAG svetsning LASER Djup inträngning Hög svetshastighet Liten temperaturpåverkan MIG/MAG Låg investerinskostand Tolererar spalter Segt svetsgods Svetsgods med hög R el HYBRID PROCESSEN Gynnsamma strukturer I svetsgodset Hög svetshastighet, kan producera kälsvetsar Lägre energiförbrukning Mindre svetsdeformationer Kan acceptera större spalter AGA Nov 2012 Nils Stenbacka 50
51 Punktsvetsning Stavformade, vattenkylda elektroder, trycker samman plåtarna under svetsningen. När ett visst tryck har uppnåtts, sluts strömmen. Efter en viss tid har en lämplig svetstemperatur uppnåtts i materialet mellan elektroderna och strömmen bryts. När svetsen fått svalna avlastas elektrodtrycket och svetsen är färdig. Mycket vanlig metod. Tunnplåt. En eller flera punkter. Överlappsförband. Punktsvetsning används för svetsning av allmänna konstruktionsstål med överlappsfog på upp till 3+3 mm. Vissa kopparlegeringar, aluminium, nickel och zinkplåt kan även svetsas. Metoden används i stor omfattning inom tunnplåtsindustrin (ex. bilindustrin). Q = R * t * I2 [Ws] SVK Nov 2012 Nils Stenbacka 51
52 Pressvetsning Svetsningen sker vid uppskjutande partier (vårtor) i den ena eller båda delarna av arbetsstyckenas fogytor. Vårtorna kan vara uppressade i längsgående, alternativt cirkelformade förhöjningar eller som punkter. Fördelen med pressvetsning är att man kan utföra flera svetsmoment samtidigt dvs. metoden är en lämplig massfabrikationsprocess. Användes för fastsvetsning av beslag, muttrar och för tillverkning av armeringsnät, galler och kabelstegar. SVK Nov 2012 Nils Stenbacka 52
53 Friktionssvetsning Friktionssvets 1. Broms 2. Arbetsstycke (rör) 3. Vulst 4. Svets 5. Fixtur Ingen fullständig uppsmältning av fogytorna. Delar som skall sammanfogas roteras, gnids mot varandra under högt tryck. När rätt svetstemperatur uppnåtts, stoppas rotationen, samtidigt som trycket bibehålls eller ev. ökas tills sammansvetsningen är färdig. Under svetsningen bildas en vulst av material som pressas ut från fogytorna. På detta vis avlägsnas ytföroreningar så att svetsen blir homogen. Metoden användes där åtminstone ena arbetsstycket är rotationssymmetriskt. Vanliga tillämpningar är svetsning av stång mot stång, rör mot rör och rör/stång mot fläns eller ändplatta. SVK Nov 2012 Nils Stenbacka 53
54 SVETSKOSTNADER Nov 2012 Nils Stenbacka 54
55 Vad är kostnadseffektiv svetsning? Billigt tillsatsmaterial Snabb svetsning Lite efterbearbetning Små svetsdeformationer Hög genomloppshastighet Liten andel icke värdeskapande tid Liten andel stödjande tid Stabilitet i processen Inga flaskhalsar Value stream mapping Värdeflödesanalys. Ericson, VCE Nov 2012 Nils Stenbacka 55
56 Processen bestämmer produktiviteten Order/Inköp Lager, omarbetning, köer... Planering/Konstruktion Kundanpassning Tillverkning Värdeskapande tid Totalt värdeskapande tid: 18%. Icke-värdeskapande tid + stödjande tid: 82%. Se sid 52 i kursboken ABB T50 Nov 2012 Nils Stenbacka 56
57 Tillverkning av järnvägsvagnar Se även sid i kursboken Nov 2012 Nils Stenbacka 57 Kruse
58 Svetsekonomiska beräkningar Kan motiveras om man vill investera i en ny utrustning (t ex eliminera en flaskhals), sänka tillverkningskostnaderna, göra en övergång från halv-automatisk till robotiserad svetsning, kontrollera en offert eller ge en offert, räkna på en ny- eller om-konstruktion, optimera en viss process, förstå vilka processparametrar som har störst betydelse för ekonomin. Nov 2012 Nils Stenbacka 58
59 Total kostnad Eskilda kostnader Alla kostnader som kan knytas till ett visst objekt t ex Grundmaterial Lön Tillsatsmaterial Gemensamma kostnader Alla kostnader som är gemensamma för flera objekt t ex Administration Hyror Värme Nov 2012 Nils Stenbacka 59
60 Totala kostnader Fasta kostnader Kostnader som inte beror på tillverkningsvolymen. t ex Avskrivningar Löner Försäkringar Rörliga kostnader Alla kostnader som är gemensamma för flera objekt t ex Material Tillsatsmaterial Underhåll Nov 2012 Nils Stenbacka 60
61 Tider i en svetsoperation Bågtidsfaktor = Bågtid (svetstid) / Cykeltid Programmering Skärning / Fogberedning Fixturer / Lägestställare Plåt / Tråd / Gas Uppdragstid Se sid i kursboken Ställtid Bågtid Bågbitid Hanteringstid Fördelningstid Kontroll Reparationer Kassaktioner Montering Cykeltid 61 Karlebo Svetshandbok
62 Indata i en svetskostnadsberäkning m sv Svetsgodsvikt (kg, kg/m) TL Operatörskostnad (kr/h) I Insvetstal (kg/h) [= nyttotal * nedsmältningstal] B f Bågtidsfaktor (%) [svetstid / cykeltid] MTK Maskintimkostnad (kr/h) P e Elektrodpris (kr/kg) N Nyttotal (%) [insvetsad svetsgodsvikt / tillsatsmaterialvikt] F Gasflöde (l/min) P g Gaspris (kr/m 3 ) Elkostnad och underhållskostnad kan ev försummas (de är ofta < 5 % av totala svetskostnaden) 62
63 Formlerna för kr/m eller kr/objekt ange formeln för den totala svetskostnaden samt härled den sk kontrollerande faktorn Se sid i kursboken 63
64 The simple weld cost formula k = m w ( TL + MTK ) /( I B f ) k I MTK m w deposited weld metal [kg] TL operator cost with over-head [ /h] MTK hourly machine cost (capital) [ /h] I deposition rate [kg/h] B f arc time factor, % (equipment utilization factor) MTK, I Disregarding costs for filler material (wire and gas), electricity and maintenance (often < 10% of total). Nov 2012 Nils Stenbacka 64
65 Influence of I and MTK dk / di = m ( TL+ MTK)/( I 2 w B f ) dk / dmtk = mw /( I B f ) Nov 2012 Nils Stenbacka 65
66 Totala svetskostnaden Nov 2012 Nils Stenbacka 66
67 Nedsmältningstal Pulverbägsvetsning Gasmetallbägsvetsning TIG-svetsning Normalutbyteselektroder Högutbyteselektroder OBS skillnaden mellan nedsmältningstal och insvetstal. Gassvetsning kg/h Nedsmätningstal för olika svetsprocesser. Aichele & Spreitz Nov 2012 Nils Stenbacka 67
68 Insvetstal och Bågtidsfaktor Bågtidsfaktor (%) Nyttotal (%) MMA belagd elektrod MIG/MAG trådelektrod MIG/MAG rörelektrod Man Mek Man Mek FCW 95 MCW Pulverbågsvetsning FCW Fluxfylld. MCW Metallpulverfylld. Insvetstal = Nyttotal (%) x Nedsmältningstal (kg/h) Beror bl a på typ av tillsatsmaterial, skyddsgas osv 68 ESAB
69 Svetskostnadsberäkningsprogram DEMO Se även sid i kursboken Nov 2012 Nils Stenbacka 69
70 Svetskostnadsberäkningsprogram SLV Halle Nov 2012 Nils Stenbacka 70

71 SSAB WeldCalc Nov 2012 Nils Stenbacka 71
72 En reflektion låt oss nu diskutera vad den föregrående bilden antyder. Dags för en större övningsuppgift. Nov 2012 Nils Stenbacka 72
73 Exempel på en svetskostnadskalkyl Halvautomatisk manuell MAG Nov 2012 Nils Stenbacka 73
74 Känslighetsanalys Förändring i svetskostnad Svetsgodsarea Lön (+ soc.) Tråd + Gas Förändring i kostnadsslag Insvetstal Nyttotal Halvautomatisk MAG svetsning. 74
75 Exempel, kostnadskalkyler hur påverkas kalkylen vid robotsvetsning? manuell svetsning, mekaniserad svetsning och robot svetsning? Nov 2012 Nils Stenbacka 75
76 Svetsmetod och maskintimkostnad 1. MMA normalutbyteselektrod 2. MMA högutbyteselektrod 3. MAG halvautomatisk 4. MAG mekaniserat 5. MAG tandem Small investments High investments Se även sid i kursboken 76
77 Behov av analys Komplexitet & Behov av analys Elektronstråle & Laserprocesser Robotisering & Hybridprocesser Mekanisering Mera avancerade maskiner Enkla utrustningar Storleken på investeringen Bilden illustrerar komplexiteten vid val av metod ur teknisk och ekonomisk synvinkel. Behovet av analys växer ju högre upp på trappan man kommer. Nov 2012 Nils Stenbacka 77
78 Flexibilitet och Produktivitet Semi-automatisk manuell svetsning Flexibilitet mekaniserad robotsvetsning automatiserad robotsvetsning Mekaniserad/automatiserad svetsning i specialanläggningar Produktivitet Nov 2012 Nils Stenbacka 78
79 Maskinkostnad Nils Stenbacka nov 2012 Beräkning av maskinkostnad 1 Maskinkostnad inkl styrsystem etc kr 2 Kostnader för installation, utbildning, förstudie etc Reservdelar Summa kostnader för en driftklar installation kr 4 Avskrivningstid 6år 5 Kalkylränta 8% Annuitetsfaktor 1,216 Kalkylmässig avskrivning per år kr 8 Underhållskostnad i % av nr 1 per år 2% 9 Årlig rumshyra 20000kr Fasta maskinkostnad per år kr 10 Utnyttjandegrad (bågtidsfaktor) 0,8 11 Antal arbetstimmar per år 1 skift 1 810h 12 Antal skift 3 Drifttimmar per år 4 344h Fast maskinkostnad per år 210kr/h 13 Effektförbrukning 40kW 14 Elpris 0,7kr/kWh Elkostnad 28kr/h 15 Verktygskostnad (kontaktrör, dysor etc) 15" 16 Driftrelaterat underhåll av robot 5" 17 Driftrelaterat underhåll av anläggningen 5" Rörlig maskinkostnad 53kr/h Total maskinkostnad per timme 263kr/h Nov 2012 Nils Stenbacka 79
80 Ännu en reflektion låt oss nu diskutera vad den föregrående bilden antyder. Dags för en större övningsuppgift till. Nov 2012 Nils Stenbacka 80
81 Investeringsanalyser Investeringsbeslut Investeringsanalys Rationalisering Höja kapaciteten Ersätta sliten utrustning Öka kvaliteten Minska spridningen i kvaliteten Grundinvestering (år noll) Intäkter Renovering Restvärde 81
82 Annuitetsmetoden NuV(0) = B/(1 + r) n, nuvärde år noll B, betalning år n 1/(1 + r) n, diskonteringsfaktor (diskonto = ränta, räntefot) f = r / [1 (1 + r) -n ], annuitetsfaktor (annuitet = årsbelopp) För beräkning av årliga lika stora avbetalningar under ett visst antal år för att betala av lånet. Se sid 112 i kursboken 82
83 Banklån vi räknar på ett banklån med Annuitetsmetoden Vi lånar kr på 10 år. Räntan är 4%. Hur mycket ska vi betala per månad, räntekostnad + amortering, för att vi ska vara skuldfria efter 10 år? Nov 2012 Nils Stenbacka 83
84 Internräntemetoden IRR - en metod för investeringskalkylering. Man beräknar den räntesats, internräntan, som investeringen avkastar. Genom att genomföra den beräknade internräntan med kalkylräntan, dvs det uppsatta avkastningskravet, kan man bedöma investeringens lönsamhet. I(0) = Σb i /(1 + r i ) n + V(n)/(1 + r i ) n I(0) grundinvestering b i avkastning år i V(n) slutvärde år n r i internräntan Σ summeras från 0 till n 84
85 Laser-hybrid station, cash flow model 85
86 Laser-hybrid station, känslighet Hur påverkas lönsamheten (IRR = 25%) vid; 10 % dyrare investering 10 % dyrare implementering 3 mån försening (från 6 till 9 mån) 10% högre driftkostnader 10% lägre pris per enhet 10% kortare cykeltid Från 2 till 3 skift IRR 20% IRR 25% IRR 18% IRR 20% IRR 15% IRR 37% IRR 51% 86
87 Skärmetoder Nov 2012 Nils Stenbacka 87 SSAB
88 Skärmetoder Nov 2012 Nils Stenbacka Engblom 88
89 Tips för att sänka kostnaderna Se sid 100 i kursboken Om arbetskostnaden dominerar arbeta med att sänka bågtiden (svetstiden). Om kapitalkostnaden dominerar arbeta med att reducera cykeltiden. Nov 2012 Nils Stenbacka 89
Svetsekonomi för hållbar svetsproduktion
 Svetsekonomi för hållbar svetsproduktion Axel F. Enström-föreläsning Svetskommissionens Fogningsdagar, Västerås 25 april 2013 Nils Stenbacka April 2013 Nils Stenbacka 1 MS Zaroster, 1878 Världens första
Svetsekonomi för hållbar svetsproduktion Axel F. Enström-föreläsning Svetskommissionens Fogningsdagar, Västerås 25 april 2013 Nils Stenbacka April 2013 Nils Stenbacka 1 MS Zaroster, 1878 Världens första
SVETSNING I RF & PE FÖRELÄSNING 4
 SVETSNING I RF & PE FÖRELÄSNING 4 1 SVETSMETODER Svetsning förekommer inom en mängd olika branscher. Svetsning kan utföras manuellt men i vissa fall så sker det lämpligen i en maskin. De metoder som främst
SVETSNING I RF & PE FÖRELÄSNING 4 1 SVETSMETODER Svetsning förekommer inom en mängd olika branscher. Svetsning kan utföras manuellt men i vissa fall så sker det lämpligen i en maskin. De metoder som främst
MISON skyddsgaser. Utsätter du dig för skadligt ozon?
 MISON skyddsgaser Utsätter du dig för skadligt ozon? 2 MISON skyddsgaser Undvik skadligt ozon använd alltid MISON skyddsgaser när du svetsar. Vid svetsning bildas skadlig ozon. Även i väl ventilerade lokaler
MISON skyddsgaser Utsätter du dig för skadligt ozon? 2 MISON skyddsgaser Undvik skadligt ozon använd alltid MISON skyddsgaser när du svetsar. Vid svetsning bildas skadlig ozon. Även i väl ventilerade lokaler
Finns det ökad risk för bindfel med gasmetallbågsvetsning?
 Finns det ökad risk för bindfel med gasmetallbågsvetsning? Del 1 av 2. Svetsområdet är ett område som både ger en känsla av nyfikenhet och nyckfullhet blandad med en stor skopa respekt utifrån att det
Finns det ökad risk för bindfel med gasmetallbågsvetsning? Del 1 av 2. Svetsområdet är ett område som både ger en känsla av nyfikenhet och nyckfullhet blandad med en stor skopa respekt utifrån att det
ESAB TRAINING & EDUCATION. MIG/MAGsvetsning
 ESAB TRAINING & EDUCATION MIG/MAGsvetsning Innehåll Inledning... 3 Sammanfattning... 4 Princip... 5 Svetsparametrar...5-6 Vad händer i ljusbågen?... 7 Kortbåge... 7 Blandbåge... 7 Spraybåge... 7 Kortpulsning...
ESAB TRAINING & EDUCATION MIG/MAGsvetsning Innehåll Inledning... 3 Sammanfattning... 4 Princip... 5 Svetsparametrar...5-6 Vad händer i ljusbågen?... 7 Kortbåge... 7 Blandbåge... 7 Spraybåge... 7 Kortpulsning...
Fasta förband metaller
 Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur?
 Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur? Lite historia Försök till Mig-svetsning i USA på 20-talet. Maskinell matning av en metalltråd till en ljusbåge som brann i ädelgasatmosfär.
Metallpulverfylld eller fluxfylld rörelektrod Var, När, Hur? Lite historia Försök till Mig-svetsning i USA på 20-talet. Maskinell matning av en metalltråd till en ljusbåge som brann i ädelgasatmosfär.
IWS. Bli Internationell Svetsspecialist
 Bli Internationell Svetsspecialist IWS Nu kan du läsa till svetsspecialist i Stockholm. Med gedigen erfarenhet och kunnande från Svenska Elektrod och AGA i ryggen kommer du som IWS att stå väl rustad inför
Bli Internationell Svetsspecialist IWS Nu kan du läsa till svetsspecialist i Stockholm. Med gedigen erfarenhet och kunnande från Svenska Elektrod och AGA i ryggen kommer du som IWS att stå väl rustad inför
Defektreduktion vid svetsning av ho gha llfasta sta l
 Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Termisk verkningsgrad vid TIG-svetsning
 Termisk verkningsgrad vid TIG-svetsning Negativ elektrod. Med exempel på några anomalier Svetskommissionens Forskningsseminarium 8 juni 2015 Nils Stenbacka www.stenbacka-consulting.se / nils@stenbacka-consulting.se
Termisk verkningsgrad vid TIG-svetsning Negativ elektrod. Med exempel på några anomalier Svetskommissionens Forskningsseminarium 8 juni 2015 Nils Stenbacka www.stenbacka-consulting.se / nils@stenbacka-consulting.se
Foto: Stian Elton. Skyddsgaser för svetsning
 Foto: Stian Elton Skyddsgaser för svetsning Skyddsgasens uppgift Skyddsgasens huvuduppgift är att skydda smältbadet mot den omgivande luften. Under de höga temperaturer som uppstår i en svetsljusbåge kan
Foto: Stian Elton Skyddsgaser för svetsning Skyddsgasens uppgift Skyddsgasens huvuduppgift är att skydda smältbadet mot den omgivande luften. Under de höga temperaturer som uppstår i en svetsljusbåge kan
IWS-UTBILDNING HT 2015 International Welding Specialist
 IWS-UTBILDNING HT 2015 International Welding Specialist ARRANGÖR INTRÄDESKRAV OMFATTNING INNEHÅLL voestalpine Böhler Welding Nordic AB i Avesta Svetskommissionen, som av IIW har utsetts till Auktoriserat
IWS-UTBILDNING HT 2015 International Welding Specialist ARRANGÖR INTRÄDESKRAV OMFATTNING INNEHÅLL voestalpine Böhler Welding Nordic AB i Avesta Svetskommissionen, som av IIW har utsetts till Auktoriserat
Svetsdjup (mm) Fokuserad. laserstråle. Focuserad. Metallånga. laserstråle. Nyckelhål. Smältbad. Nyckelhål. Svetsdjup. Smält metall.
 Fokuserad. laserstråle. Focuserad. Metallånga. laserstråle. Nyckelhål. Smältbad. Nyckelhål. Svetsdjup. Smält metall.") 4.4 Lasersvetsning 4.4.1 Principer Svetsning med högeffektlaser blir en allt vanligare svetsmetod framför allt inom bilindustrin och bland dess underleverantörer där ett flertal applikationer förekommer.
4.4 Lasersvetsning 4.4.1 Principer Svetsning med högeffektlaser blir en allt vanligare svetsmetod framför allt inom bilindustrin och bland dess underleverantörer där ett flertal applikationer förekommer.
Makes Industry Grow. IIWs rekommendationer för utmattnings-dimensionering av svetsade konstruktioner, SK7
 Kurskatalog 2011 Utformning av svetsade plåtkonstruktioner Måndag - onsdag den 17-19 jan 2011 kl. 8-17 (18 på tis) Kurs i Svetsteknik Måndag - onsdag den 31 jan 2 feb 2011 kl. 9-17 Design for Purpose of
Kurskatalog 2011 Utformning av svetsade plåtkonstruktioner Måndag - onsdag den 17-19 jan 2011 kl. 8-17 (18 på tis) Kurs i Svetsteknik Måndag - onsdag den 31 jan 2 feb 2011 kl. 9-17 Design for Purpose of
!Vet du att... IWS. Kursstart 4 september Bli Internationell Svetsspecialist
 Kursstart 4 september 2017!Vet du att... ISO 3834 kräver motsvarande IWS som en lägsta utbildningsnivå för ansvarig för tillsyn vid svetsning. Kopplingen mellan ISO 3834 och EN 1090 avgör att IWS är nivån
Kursstart 4 september 2017!Vet du att... ISO 3834 kräver motsvarande IWS som en lägsta utbildningsnivå för ansvarig för tillsyn vid svetsning. Kopplingen mellan ISO 3834 och EN 1090 avgör att IWS är nivån
Effektiv flamvärmning vid svetsning och skärning av moderna stål
 Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Undersökning av svetsegenskaper för svetsning med rörtråd kontra homogen
 Undersökning av svetsegenskaper för svetsning med rörtråd kontra homogen tråd An examination of weld properties for welding with tube electrode vs. homogenous electrode Patrik Eriksson Fakulteten för Teknik
Undersökning av svetsegenskaper för svetsning med rörtråd kontra homogen tråd An examination of weld properties for welding with tube electrode vs. homogenous electrode Patrik Eriksson Fakulteten för Teknik
MiniGuide. För gasbågssvetsning av rostfria stål.
 MiniGuide. För gasbågssvetsning av rostfria stål. 2 Innehåll. 3 Rostfria stål 4 Hållfasthet och korrosionsmotstånd hos olika typer av rostfritt stål 4 Svetsning av rostfria stål - praktiska råd 6 Grundfakta
MiniGuide. För gasbågssvetsning av rostfria stål. 2 Innehåll. 3 Rostfria stål 4 Hållfasthet och korrosionsmotstånd hos olika typer av rostfritt stål 4 Svetsning av rostfria stål - praktiska råd 6 Grundfakta
Svetsning med elektrod började med ett ryskt patent 1880. I Sverige började det som en metod för att reparera ångpannor
 Svetshistorik Svetsning med elektrod började med ett ryskt patent 1880. I Sverige började det som en metod för att reparera ångpannor I USA fann man att om virade papper runt elektroden Oskar Kjellberg
Svetshistorik Svetsning med elektrod började med ett ryskt patent 1880. I Sverige började det som en metod för att reparera ångpannor I USA fann man att om virade papper runt elektroden Oskar Kjellberg
INDUSTRIRÖR SVETS VVS
 INDUSTRIRÖR SVETS VVS Ämnet industrirör svets VVS behandlar sammanfogning med olika svetsmetoder och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för hantverkskunnande, yrkesidentitet
INDUSTRIRÖR SVETS VVS Ämnet industrirör svets VVS behandlar sammanfogning med olika svetsmetoder och är till sin karaktär både praktiskt och teoretiskt. I ämnet läggs grunderna för hantverkskunnande, yrkesidentitet
Handbok om skyddsgas. Handbok om skyddsgas.
 Handbok om skyddsgas Handbok om skyddsgas. 2 Innehåll Innehåll. 4 Skyddsgasens syfte 7 Skyddsgasprogrammet MISON 9 Arbetsmiljön 14 Skyddsgasens effekt på produktivitet 21 Skyddsgaser och kvalitet 26 Skyddsgaser
Handbok om skyddsgas Handbok om skyddsgas. 2 Innehåll Innehåll. 4 Skyddsgasens syfte 7 Skyddsgasprogrammet MISON 9 Arbetsmiljön 14 Skyddsgasens effekt på produktivitet 21 Skyddsgaser och kvalitet 26 Skyddsgaser
Svetsning exponerade, exponering och exponeringsbedömning. Håkan Tinnerberg Yrkeshygieniker
 Svetsning exponerade, exponering och exponeringsbedömning Håkan Tinnerberg Yrkeshygieniker Innehåll Exponerade grupper Svetsmetoder Exponering Partiklar Metaller Gaser Sekundär exponering Exponeringsbedömning
Svetsning exponerade, exponering och exponeringsbedömning Håkan Tinnerberg Yrkeshygieniker Innehåll Exponerade grupper Svetsmetoder Exponering Partiklar Metaller Gaser Sekundär exponering Exponeringsbedömning
Lämplig vid utbyteskalkyler och jämförelse mellan projekt av olika ekonomiska livslängder. Olämplig vid inbetalningsöverskott som varierar över åren.
 Fråga 1 Förklara nedanstående: a. Kalkylränta b. Förklara skillnaden mellan realränta och nominell ränta. c. Vad menas internräntan och vad innebär internräntemetoden? Vi kan för att avgöra om ett projekt
Fråga 1 Förklara nedanstående: a. Kalkylränta b. Förklara skillnaden mellan realränta och nominell ränta. c. Vad menas internräntan och vad innebär internräntemetoden? Vi kan för att avgöra om ett projekt
Investeringsbedömning. Avdelningen för byggnadsekonomi
 Investeringsbedömning Investeringar i ett samhällsperspektiv Investeringar TILLVÄXT Dagens välfärd beror på resultatet av tidigare investeringar, morgondagens välfärd beror på dagens investeringar Varför
Investeringsbedömning Investeringar i ett samhällsperspektiv Investeringar TILLVÄXT Dagens välfärd beror på resultatet av tidigare investeringar, morgondagens välfärd beror på dagens investeringar Varför
Bygga fartyg i moderna rostfria stål, ett nytt koncept
 Bygga fartyg i moderna rostfria stål, ett nytt koncept Svetslärarmötet 2017 2017-01-12 Per Bengtsson, AGA Gas AB WELDONOVA - Starkare -Lättare -Underhållsfritt Kombination av ny konstruktion (patenterad)
Bygga fartyg i moderna rostfria stål, ett nytt koncept Svetslärarmötet 2017 2017-01-12 Per Bengtsson, AGA Gas AB WELDONOVA - Starkare -Lättare -Underhållsfritt Kombination av ny konstruktion (patenterad)
PM i Punktsvetsning. Produktutveckling 3 KPP039 HT09. Lärare: Rolf Lövgren
 PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
Avesta svetstråd solid tråd för alla metoder
 Avesta svetstråd solid tråd för alla metoder Optimalt resultat med alla metoder Svetsning med solid svetstråd omfattar flera metoder och lämpar sig för de flesta användningsområden. Svetsning sker oftast
Avesta svetstråd solid tråd för alla metoder Optimalt resultat med alla metoder Svetsning med solid svetstråd omfattar flera metoder och lämpar sig för de flesta användningsområden. Svetsning sker oftast
Friction Stir Welding. Ökad hållfasthet Ökad täthet Ökad repeterbarhet Minskad värmedeformation
 Friction Stir Welding Ökad hållfasthet Ökad täthet Ökad repeterbarhet Minskad värmedeformation Upp till 14,5 meter långa paneler. Fogens struktur FSW är en etablerad teknik. Den skapades av The Welding
Friction Stir Welding Ökad hållfasthet Ökad täthet Ökad repeterbarhet Minskad värmedeformation Upp till 14,5 meter långa paneler. Fogens struktur FSW är en etablerad teknik. Den skapades av The Welding
Svetsning Nya standarder och svetsbeteckningar
 Svetsning Nya standarder och svetsbeteckningar, Svetskommissionen Stålbyggnadsdagen 23 oktober 2014 Kvalitetsarbete är ett pussel Genomgång WPS Validering av Avvikelser & korrigerande åtgärder krav svetsutrustning
Svetsning Nya standarder och svetsbeteckningar, Svetskommissionen Stålbyggnadsdagen 23 oktober 2014 Kvalitetsarbete är ett pussel Genomgång WPS Validering av Avvikelser & korrigerande åtgärder krav svetsutrustning
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING
 WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING "WiseRoot+ är otroligt användarvänlig och presterar som utlovat. Processen gör det möjligt att hantera en rad olika passningsavvikelser, exempelvis kantförskjutning
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING "WiseRoot+ är otroligt användarvänlig och presterar som utlovat. Processen gör det möjligt att hantera en rad olika passningsavvikelser, exempelvis kantförskjutning
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING
 WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING 31.12.2018 WiseRoot+ PRODUKTIV OCH HÖGKVALITATIV MIG- SVETSPROCESS WiseRoot+ är en optimerad kortbågssvetsningsprocess för rotsträngssvetsning utan rotstöd. Processen
WiseRoot+ HÖGEFFEKTIV ROTSTRÄNGSSVETSNING 31.12.2018 WiseRoot+ PRODUKTIV OCH HÖGKVALITATIV MIG- SVETSPROCESS WiseRoot+ är en optimerad kortbågssvetsningsprocess för rotsträngssvetsning utan rotstöd. Processen
MIG/MAG Svetsning: Svetskurs. XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare.
 Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Svetskurs XP har ett antal olika svetsar och metalbearbetningsverktyg till förfogan. Bl.a. TIG, MIG och plasmaskärare. MIG/MAG Svetsning: Metal Inert/Active Gas är en bågsvetsmetod som lämpar sig till
Denna standard är avsedd att tillämpas både för att ange och för att tolka svets- och lödbeteckningar på ritning.
 2 1 (25) Grupp A21 M04-A RITNINGSREGLER SVETS- OCH LÖDBETECKNINGAR ORIENTERING För att beteckna svetsförband på ritning gäller för försvarsmateriel i första hand svensk standard SS 2772, Ritningsregler
2 1 (25) Grupp A21 M04-A RITNINGSREGLER SVETS- OCH LÖDBETECKNINGAR ORIENTERING För att beteckna svetsförband på ritning gäller för försvarsmateriel i första hand svensk standard SS 2772, Ritningsregler
FÖRDELAKTIGHETSJÄMFÖRELSER MELLAN INVESTERINGAR. Tero Tyni Sakkunnig (kommunalekonomi) 25.5.2007
 25.5.2007") FÖRDELAKTIGHETSJÄMFÖRELSER MELLAN INVESTERINGAR Tero Tyni Sakkunnig (kommunalekonomi) 25.5.2007 Vilka uppgifter behövs om investeringen? Investeringskostnaderna Den ekonomiska livslängden Underhållskostnaderna
FÖRDELAKTIGHETSJÄMFÖRELSER MELLAN INVESTERINGAR Tero Tyni Sakkunnig (kommunalekonomi) 25.5.2007 Vilka uppgifter behövs om investeringen? Investeringskostnaderna Den ekonomiska livslängden Underhållskostnaderna
Möjligheter och begränsningar hos höghållfasta stål
 Möjligheter och begränsningar hos höghållfasta stål Användning av höghållfasta stål har möjliggjort nya typer av konstruktionslösningar. Kunskap om deras möjligheter och begränsningar kan därmed bidra
Möjligheter och begränsningar hos höghållfasta stål Användning av höghållfasta stål har möjliggjort nya typer av konstruktionslösningar. Kunskap om deras möjligheter och begränsningar kan därmed bidra
Svetsgas. Skyddsgaser för svetsning
 Svetsgas Skyddsgaser för svetsning Skyddsgasens uppgift - skydda smältbadet mot den omgivande luften Skyddsgasens huvuduppgift är att skydda smältbadet mot den omgivande luften. Under de höga temperaturer
Svetsgas Skyddsgaser för svetsning Skyddsgasens uppgift - skydda smältbadet mot den omgivande luften Skyddsgasens huvuduppgift är att skydda smältbadet mot den omgivande luften. Under de höga temperaturer
» Industriell ekonomi FÖ5 Investeringskalkylering. Linköping 2012-11-08 Magnus Moberg
 » Industriell ekonomi FÖ5 Investeringskalkylering Linköping 2012-11-08 Magnus Moberg FÖ4 Investeringskalkylering» Välkommen, syfte och tidsplan» Repetition» Frågor? » Definition Vad är en investering?
» Industriell ekonomi FÖ5 Investeringskalkylering Linköping 2012-11-08 Magnus Moberg FÖ4 Investeringskalkylering» Välkommen, syfte och tidsplan» Repetition» Frågor? » Definition Vad är en investering?
Förutsägelse av produktionskostnaden för svetsade konstruktioner
 Examensarbete Industriell Ekonomi ISRN: BTH-AMT-EX--2015/CIIE-01--SE Förutsägelse av produktionskostnaden för svetsade konstruktioner Emmanuel Perez Sota Kushtrim Qollakaj Institutionen för Maskinteknik
Examensarbete Industriell Ekonomi ISRN: BTH-AMT-EX--2015/CIIE-01--SE Förutsägelse av produktionskostnaden för svetsade konstruktioner Emmanuel Perez Sota Kushtrim Qollakaj Institutionen för Maskinteknik
MiniGuide. Aluminiumsvetsning.
 MiniGuide. Aluminiumsvetsning. 2 Innehåll. 3 Aluminium 4 Aluminiumlegeringar 5 Svetsning av aluminium Deformationer 6 Rengöring före svetsning Tillsatsmaterial 7 Skyddsgaser MISON skyddsgaser 8 Skyddsgaser
MiniGuide. Aluminiumsvetsning. 2 Innehåll. 3 Aluminium 4 Aluminiumlegeringar 5 Svetsning av aluminium Deformationer 6 Rengöring före svetsning Tillsatsmaterial 7 Skyddsgaser MISON skyddsgaser 8 Skyddsgaser
Introduktion KAROSSERITEKNIK. för fordonsprogrammet i Gymnasieskolan. Författare: R Andersson & E Jessen
 Introduktion KAROSSERITEKNIK för fordonsprogrammet i Gymnasieskolan Författare: R Andersson & E Jessen Förord Vi som skrivit denna bok jobbar som lärare på fordon och transportlinjen på gymnasiet. Anledningen
Introduktion KAROSSERITEKNIK för fordonsprogrammet i Gymnasieskolan Författare: R Andersson & E Jessen Förord Vi som skrivit denna bok jobbar som lärare på fordon och transportlinjen på gymnasiet. Anledningen
Investeringsbedömning
 Investeringsbedömning KAPITEL 9 9.1 Investering De beslut som fattas med produktkalkyler som grund har oftast kortsiktiga effekter och rör problem med en given kapacitet. Beslut som avser kapacitetsförändringar
Investeringsbedömning KAPITEL 9 9.1 Investering De beslut som fattas med produktkalkyler som grund har oftast kortsiktiga effekter och rör problem med en given kapacitet. Beslut som avser kapacitetsförändringar
Svetsning i Sverige. Lars Johansson, Svetskommissionen, Fogningsdagarna, 16-17 april 2015, Sundsvall 1
 Svetsning i Sverige Lars Johansson, Svetskommissionen, Fogningsdagarna, 16-17 april 2015, Sundsvall 1 Totala arbetskraftskostnaden för anställda i tillverkningsindustrin 2013 (SEK/timme) 450 400 350 300
Svetsning i Sverige Lars Johansson, Svetskommissionen, Fogningsdagarna, 16-17 april 2015, Sundsvall 1 Totala arbetskraftskostnaden för anställda i tillverkningsindustrin 2013 (SEK/timme) 450 400 350 300
» Industriell ekonomi FÖ7 Investeringskalkylering
 » Industriell ekonomi FÖ7 Investeringskalkylering Norrköping 2013-01-29 Magnus Moberg Magnus Moberg 1 FÖ7 Investeringskalkylering» Välkommen, syfte och tidsplan» Repetition» Frågor? Magnus Moberg 2 » Definition
» Industriell ekonomi FÖ7 Investeringskalkylering Norrköping 2013-01-29 Magnus Moberg Magnus Moberg 1 FÖ7 Investeringskalkylering» Välkommen, syfte och tidsplan» Repetition» Frågor? Magnus Moberg 2 » Definition
ALWAYS IN THE FRONTLINE
 ALWAYS IN THE FRONTLINE ROTAGE AB Rotage AB grundades 1979 och är beläget i Kvänum. Företagets ambition är att vara en attraktiv detalj- och komponentleverantör av plåtprodukter med inriktning på laserskärning
ALWAYS IN THE FRONTLINE ROTAGE AB Rotage AB grundades 1979 och är beläget i Kvänum. Företagets ambition är att vara en attraktiv detalj- och komponentleverantör av plåtprodukter med inriktning på laserskärning
Investeringskalkylering
 Välkommen till Industriell Ekonomi gk Investeringskalkylering Kapitel 20: Investeringskalkylering 1 Håkan Kullvén Hakan.kullven@indek.kth.se Investeringar Klassificering Materiella investeringar Fastigheter
Välkommen till Industriell Ekonomi gk Investeringskalkylering Kapitel 20: Investeringskalkylering 1 Håkan Kullvén Hakan.kullven@indek.kth.se Investeringar Klassificering Materiella investeringar Fastigheter
Att välja tillsatsmaterial för svetsning i olika applikationer
 Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
Att välja tillsatsmaterial för svetsning i olika applikationer Se innehållet i detta dokument endast som en hjälp i hur man angriper problemet att välja tillsatsmaterial. Innehåll Övergripande om hur vi
Handbok. Gysmi 250 TRi Art. nr
 Handbok Gysmi 250 TRi Art. nr 9517288 Vi tackar för att du valt den här produkten. Vi uppmanar dig att läsa instruktionen noggrant, så att du får största möjliga nytta av din nya apparat. Beskrivning Gysmi
Handbok Gysmi 250 TRi Art. nr 9517288 Vi tackar för att du valt den här produkten. Vi uppmanar dig att läsa instruktionen noggrant, så att du får största möjliga nytta av din nya apparat. Beskrivning Gysmi
ESAB TRAINING & EDUCATION. MMA-svetsning
 ESAB TRAINING & EDUCATION MMA-svetsning Innehåll Svetsningens historia... 3 Belagda elektroder... 5 Organiska elektroder... 6 Sura elektroder... 6 Rutila elektroder... 7 Basiska elektroder... 7 Svetsning
ESAB TRAINING & EDUCATION MMA-svetsning Innehåll Svetsningens historia... 3 Belagda elektroder... 5 Organiska elektroder... 6 Sura elektroder... 6 Rutila elektroder... 7 Basiska elektroder... 7 Svetsning
SVETSNING AV HARDOX. Svetsning av Hardox
 SVETSNING AV HARDOX Svetsning av Hardox 1 FÖR ENKLARE SVETSNING 103_sv_Welding Hardox 20 pages.indd 2 2017-06-14 13:53 Svetsning av Hardox slitplåt Hardox slitplåt kombinerar unik prestanda med exceptionell
SVETSNING AV HARDOX Svetsning av Hardox 1 FÖR ENKLARE SVETSNING 103_sv_Welding Hardox 20 pages.indd 2 2017-06-14 13:53 Svetsning av Hardox slitplåt Hardox slitplåt kombinerar unik prestanda med exceptionell
NYA INFALLSVINKLAR PÅ FOGUTFORMNING FÖR UTMATTNING. Erik Åstrand, PhD Student, IWE Manufacturing Engineering VCE, Braås
 NYA INFALLSVINKLAR PÅ FOGUTFORMNING FÖR UTMATTNING Erik Åstrand, PhD Student, IWE Manufacturing Engineering VCE, Braås Bakgrund Kritiskt krav Mindre kritiskt krav Olika lastfall Olika krav Olika svetsprocedurer
NYA INFALLSVINKLAR PÅ FOGUTFORMNING FÖR UTMATTNING Erik Åstrand, PhD Student, IWE Manufacturing Engineering VCE, Braås Bakgrund Kritiskt krav Mindre kritiskt krav Olika lastfall Olika krav Olika svetsprocedurer
PI SERIE PI TIG- OCH MMA- SVETSNING - PÅ DET ENKLA SÄTTET
 PI TIG OCH MMA SVETSNING PÅ DET ENKLA SÄTTET ÖKAD AUTOMATIK OCH GOD DESIGN MMA i en Vfog AVANCERAD TIG OCH MMA SVETSNING PÅ DET ENKLA SÄTTET Svetsmaskinerna i Migatronic Piserien är användarvänliga och
PI TIG OCH MMA SVETSNING PÅ DET ENKLA SÄTTET ÖKAD AUTOMATIK OCH GOD DESIGN MMA i en Vfog AVANCERAD TIG OCH MMA SVETSNING PÅ DET ENKLA SÄTTET Svetsmaskinerna i Migatronic Piserien är användarvänliga och
System för validering av svetsare
 System för validering av svetsare INNEHÅLL Valideringssystemets uppbyggnad... 4 Valideringsresultatets användning... 5 Praktiska prov... 6 Exempel på tidsåtgång för validering... 13 Teoretiska prov...
System för validering av svetsare INNEHÅLL Valideringssystemets uppbyggnad... 4 Valideringsresultatets användning... 5 Praktiska prov... 6 Exempel på tidsåtgång för validering... 13 Teoretiska prov...
RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning
 RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning Hög produktivitet i alla svetslägen! Svetsning med rörelektroder, FCW, är en flexibel svetsmetod som ger ett högt insvetstal. Den kan
RÖRELEKTRODER AVESTA FCW-2D OCH FCW-3D maximal och flexibel svetsning Hög produktivitet i alla svetslägen! Svetsning med rörelektroder, FCW, är en flexibel svetsmetod som ger ett högt insvetstal. Den kan
Svetslärarmötet Sture Jonsson IGM Nordic AB
 HSTORY GROUP FGURES PRODUCTS APPLCATONS Svetslärarmötet 2016 01 14 Sture Jonsson GM Nordic AB 2016-01-08 www..at 1 HSTORY GROUP FGURES PRODUCTS APPLCATONS GLOBAL WELDNG TECHNOLOGES AG www..at 2 HSTORY
HSTORY GROUP FGURES PRODUCTS APPLCATONS Svetslärarmötet 2016 01 14 Sture Jonsson GM Nordic AB 2016-01-08 www..at 1 HSTORY GROUP FGURES PRODUCTS APPLCATONS GLOBAL WELDNG TECHNOLOGES AG www..at 2 HSTORY
WELDERS FAVOURITE SINCE ELGACORE MATRIX Premium metallpulverfylld rörelektrod för den professionelle svetsaren
 WELDERS FAVOURITE SINCE 1938 ELGACORE MATRIX Premium metallpulverfylld rörelektrod för den professionelle svetsaren ELGACORE MATRIX PREMIUM METALLPULVER- FYLLD RÖRELEKTROD Elgacore Matrix är en metallpulverfylld
WELDERS FAVOURITE SINCE 1938 ELGACORE MATRIX Premium metallpulverfylld rörelektrod för den professionelle svetsaren ELGACORE MATRIX PREMIUM METALLPULVER- FYLLD RÖRELEKTROD Elgacore Matrix är en metallpulverfylld
Ersättning av skruvförband till VE15
 2012-03-30 Ersättning av skruvförband till VE15 Jenny Haraldsson Christian Karlsson EXAMENSARBETE Maskiningenjör med inriktning mot produktutveckling med design Institutionen för ingenjörsvetenskap EXAMENSARBETE
2012-03-30 Ersättning av skruvförband till VE15 Jenny Haraldsson Christian Karlsson EXAMENSARBETE Maskiningenjör med inriktning mot produktutveckling med design Institutionen för ingenjörsvetenskap EXAMENSARBETE
Ekonomisk analys av biogasanläggningar. Lars-Erik Jansson Energi- och Affärsutveckling
 Ekonomisk analys av biogasanläggningar Ekonomisk analys av biogasanläggningar Begränsa antalet variabler Avskrivning 15 år och 10 år Ränta 5% på hela investeringen Elpris försäljning inkl. certifikat 0,50
Ekonomisk analys av biogasanläggningar Ekonomisk analys av biogasanläggningar Begränsa antalet variabler Avskrivning 15 år och 10 år Ränta 5% på hela investeringen Elpris försäljning inkl. certifikat 0,50
Övningsuppgifter, sid 1 [25] investeringskalkylering - facit, nivå E
![Övningsuppgifter, sid 1 [25] investeringskalkylering - facit, nivå E](/thumbs/93/111436791.jpg "Övningsuppgifter, sid 1 [25] investeringskalkylering - facit, nivå E") Övningsuppgifter, sid 1 [25] go green & keep on screen tänk smart bli jordklok För att spara på vår miljö har vi valt att hålla våra facit on screen. Klicka på länkarna här nedan för att ta dig till rätt
Övningsuppgifter, sid 1 [25] go green & keep on screen tänk smart bli jordklok För att spara på vår miljö har vi valt att hålla våra facit on screen. Klicka på länkarna här nedan för att ta dig till rätt
Handbok. Gysmi 165 Art. nr 9517287
 Handbok Gysmi 165 Art. nr 9517287 Vi tackar för att du valt den här produkten. Vi uppmanar dig att läsa instruktionen noggrant, så att du får största möjliga nytta av din nya apparat. Beskrivning Gysmi
Handbok Gysmi 165 Art. nr 9517287 Vi tackar för att du valt den här produkten. Vi uppmanar dig att läsa instruktionen noggrant, så att du får största möjliga nytta av din nya apparat. Beskrivning Gysmi
DuplexWeld Prediktering av mikrostruktur och egenskaper i svetsar av duplexa rostfria stål
 DuplexWeld Prediktering av mikrostruktur och egenskaper i svetsar av duplexa rostfria stål Joakim Wahlsten Forskningsledare, joakim.wahlsten@swerea.se Bakgrund Austenit-ferritiska / Duplexa rostfria stål
DuplexWeld Prediktering av mikrostruktur och egenskaper i svetsar av duplexa rostfria stål Joakim Wahlsten Forskningsledare, joakim.wahlsten@swerea.se Bakgrund Austenit-ferritiska / Duplexa rostfria stål
Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor
 Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor Realiserat av: Utfört Ingrid Bjonge &, Robotdalen Maj-Nov 2017 SAMMANFATTNING I denna föreslagna lösning elimineras
Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor Realiserat av: Utfört Ingrid Bjonge &, Robotdalen Maj-Nov 2017 SAMMANFATTNING I denna föreslagna lösning elimineras
Riktlinjer för svetsning. Innehåll
 Riktlinjer för svetsning Innehåll 1. Tillämpningsområde...2 2. Allmänna principer...2 3. Områden där svetsning är tillåten...2 4. Svetsförberedelse och svetsrengöring...3 5. Svetsningsmetoder...3 6. Svetstråd
Riktlinjer för svetsning Innehåll 1. Tillämpningsområde...2 2. Allmänna principer...2 3. Områden där svetsning är tillåten...2 4. Svetsförberedelse och svetsrengöring...3 5. Svetsningsmetoder...3 6. Svetstråd
ESAB TRAINING & EDUCATION. MIG/MAGsvetsning
 ESAB TRAINING & EDUCATION MIG/MAGsvetsning Innehåll Inledning... 3 Sammanfattning... 4 Princip... 5 Svetsparametrar...5-6 Vad händer i ljusbågen?... 7 Kortbåge... 7 Blandbåge... 7 Spraybåge... 7 Kortpulsning...
ESAB TRAINING & EDUCATION MIG/MAGsvetsning Innehåll Inledning... 3 Sammanfattning... 4 Princip... 5 Svetsparametrar...5-6 Vad händer i ljusbågen?... 7 Kortbåge... 7 Blandbåge... 7 Spraybåge... 7 Kortpulsning...
Investeringskalkyl. Investeringar. Investeringar. Kap 20 Investeringskalkylering. Klassificering Materiella investeringar
 Investeringskalkyl Kap 20 Investeringskalkylering ME1002 IndustriellEkonomiGK 2011 Period 4 Thorolf Hedborg 1 Investeringar Klassificering Materiella investeringar Finansiella investeringar Immateriella
Investeringskalkyl Kap 20 Investeringskalkylering ME1002 IndustriellEkonomiGK 2011 Period 4 Thorolf Hedborg 1 Investeringar Klassificering Materiella investeringar Finansiella investeringar Immateriella
Svetsreparationer vad gäller?
 Svetsreparationer vad gäller? Björn Rundcrantz, B.Sc., IWE, Svetsansvarig Tomislav Buzancic, B.Sc., IWE, Svetsingenjör AREVA NP Uddcomb Tryck & Svets 2013, Göteborg 2013-04-18 Svetsreparationer vad gäller?
Svetsreparationer vad gäller? Björn Rundcrantz, B.Sc., IWE, Svetsansvarig Tomislav Buzancic, B.Sc., IWE, Svetsingenjör AREVA NP Uddcomb Tryck & Svets 2013, Göteborg 2013-04-18 Svetsreparationer vad gäller?
KTH Royal Institute of Technology
 KTH Royal Institute of Technology Nya förbättringsmetoder för ökad livslängd och bättre prestanda Thomas Holmstrand Avdelningen för Lättkonstruktioner Forskargrupp Design och tillverkning av svetsade konstruktioner
KTH Royal Institute of Technology Nya förbättringsmetoder för ökad livslängd och bättre prestanda Thomas Holmstrand Avdelningen för Lättkonstruktioner Forskargrupp Design och tillverkning av svetsade konstruktioner
Vad är en investering?
 TPYT16 Industriell Ekonomi Lektion 6 Investeringskalkylering Martin Kylinger Institutionen för Ekonomisk och Industriell utveckling Avdelningen för produktionsekonomi Investeringskalkylering Vad är en
TPYT16 Industriell Ekonomi Lektion 6 Investeringskalkylering Martin Kylinger Institutionen för Ekonomisk och Industriell utveckling Avdelningen för produktionsekonomi Investeringskalkylering Vad är en
Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016. Patrik Pettersson Weldingcoordinator IWE, IWSD-C
 Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016 Patrik Pettersson Weldingcoordinator IWE, IWSD-C Agenda Min bakgrund Vad är Imtech VS-teknik AB? Vad bör svetsaren
Därför vill vi ha välutbildade svetsare!! Imtech:s perspektiv Svetslärarmötet 14:e jan -2016 Patrik Pettersson Weldingcoordinator IWE, IWSD-C Agenda Min bakgrund Vad är Imtech VS-teknik AB? Vad bör svetsaren
ALbee TM. Den moderna gasflaskan som förenklar ditt arbete. Hitta din närmaste återförsäljare eller beställ din ALbee online på albee.
 ALbee TM Den moderna gasflaskan som förenklar ditt arbete Hitta din närmaste återförsäljare eller beställ din ALbee online på albee.se Inga hyror Inbyggd regulator Lätt att hantera Konstant innehållsvisning
ALbee TM Den moderna gasflaskan som förenklar ditt arbete Hitta din närmaste återförsäljare eller beställ din ALbee online på albee.se Inga hyror Inbyggd regulator Lätt att hantera Konstant innehållsvisning
BRUKSANVISNING BUSTER 150X Svetsinverter
 BRUKSANVISNING BUSTER 150X Svetsinverter 1534 1.0 INNEHÅLLSFÖRTECKNING SÄKERHET... 2 Säkerhetsanvisningar och symboler... 2-3 Instruktioner för installation och handhavande... 3 Svetsa med belagda elektroder...
BRUKSANVISNING BUSTER 150X Svetsinverter 1534 1.0 INNEHÅLLSFÖRTECKNING SÄKERHET... 2 Säkerhetsanvisningar och symboler... 2-3 Instruktioner för installation och handhavande... 3 Svetsa med belagda elektroder...
Teknik och trender inom tysk smältsvetsning
 Svetsning är alltjämt en intressant och växande marknad och svetsning är och förblir ett av kärnelementen i modern och hållbar produktion. Kraven på produktions- och svetsningsteknik idag och i framtiden
Svetsning är alltjämt en intressant och växande marknad och svetsning är och förblir ett av kärnelementen i modern och hållbar produktion. Kraven på produktions- och svetsningsteknik idag och i framtiden
Att svetsa i höghållfast stål lätt men inte simpelt. Eva-Lena Bergquist ESAB AB
 Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Jag är den ledande heldragna rörtråden
 Jag är den ledande heldragna rörtråden Framtagen av ledande tillsatsmaterialutvecklare voestalpine Böhler Welding www.voestalpine.com/welding Utnyttja fördelarna med heldragen rörtråd Starka europeiska
Jag är den ledande heldragna rörtråden Framtagen av ledande tillsatsmaterialutvecklare voestalpine Böhler Welding www.voestalpine.com/welding Utnyttja fördelarna med heldragen rörtråd Starka europeiska
Minarc Evo-familjen Kvalitetssvetsning, vart jobbet än tar dig
 Kvalitetssvetsning, vart jobbet än tar dig Minarc Evo 150 Suverän svetsprestanda Kan användas med alla elektrodtyper PFC-teknik för högsta energieffektivitet Designad för användning med långa nätkablar
Kvalitetssvetsning, vart jobbet än tar dig Minarc Evo 150 Suverän svetsprestanda Kan användas med alla elektrodtyper PFC-teknik för högsta energieffektivitet Designad för användning med långa nätkablar
svenska Inverter strömkällor för svetsning och plasmaskärning
 svenska Inverter strömkällor för svetsning och plasmaskärning www.selcoweld.com www.selcoweld.com Selco har tillverkat inverters i 30 år Selco har utformat, utvecklat och producerat inverters för svetsning
svenska Inverter strömkällor för svetsning och plasmaskärning www.selcoweld.com www.selcoweld.com Selco har tillverkat inverters i 30 år Selco har utformat, utvecklat och producerat inverters för svetsning
Handbok för reparationsoch underhållssvetsning
 Handbok för reparationsoch underhållssvetsning XA00086810 Esabs tillsatsmaterial för reparationsoch underhållssvetsning Applikationsexempel och rekommenderade val 1 Innehåll Sida Förord 3 Förkortningar
Handbok för reparationsoch underhållssvetsning XA00086810 Esabs tillsatsmaterial för reparationsoch underhållssvetsning Applikationsexempel och rekommenderade val 1 Innehåll Sida Förord 3 Förkortningar
DISKONTERING AV KASSAFLÖDEN DISPOSITION
 DISKONTERING AV KASSAFLÖDEN Fredrik Wahlström U.S.B.E. - Handelshögskolan vid Umeå universitet Avdelningen för redovisning och finansiering 901 87 Umeå Fredrik.Wahlstrom@fek.umu.se 090-786 53 84 DISPOSITION
DISKONTERING AV KASSAFLÖDEN Fredrik Wahlström U.S.B.E. - Handelshögskolan vid Umeå universitet Avdelningen för redovisning och finansiering 901 87 Umeå Fredrik.Wahlstrom@fek.umu.se 090-786 53 84 DISPOSITION
Installation, svetsning och underhåll
 Installation, svetsning och underhåll Givetvis måste noggrann slaggborttagning utföras där detta förekommer. Förvärm om möjligt till 200 C, men ej över 20 C, innan svetsningen påbörjas, och håll temperaturen
Installation, svetsning och underhåll Givetvis måste noggrann slaggborttagning utföras där detta förekommer. Förvärm om möjligt till 200 C, men ej över 20 C, innan svetsningen påbörjas, och håll temperaturen
Övningsuppgifter, sid 1 [16] investeringskalkylering - facit, nivå A
![Övningsuppgifter, sid 1 [16] investeringskalkylering - facit, nivå A](/thumbs/53/30943341.jpg "Övningsuppgifter, sid 1 [16] investeringskalkylering - facit, nivå A") Övningsuppgifter, sid 1 [16] go green & keep on screen tänk smart bli jordklok För att spara på vår miljö har vi valt att hålla våra facit on screen. Klicka på länkarna här nedan för att ta dig till rätt
Övningsuppgifter, sid 1 [16] go green & keep on screen tänk smart bli jordklok För att spara på vår miljö har vi valt att hålla våra facit on screen. Klicka på länkarna här nedan för att ta dig till rätt
TILLSATSMATERIAL (ett urval ur vårt sortiment)
") TILLSATSMATERIAL (ett urval ur vårt sortiment) www.oerlikon.se www.alw.dk www.oerlikon.no Innehållsförteckning Olegerade rutila elektroder Overcord 1 Fincord 1 Ferromatic 160 1 Ferromatic 180 1 Ferromatic
TILLSATSMATERIAL (ett urval ur vårt sortiment) www.oerlikon.se www.alw.dk www.oerlikon.no Innehållsförteckning Olegerade rutila elektroder Overcord 1 Fincord 1 Ferromatic 160 1 Ferromatic 180 1 Ferromatic
Hilco kommer från Holland
 Hilco koer från Holland Hilco startade sin verksamhet 191. De har därför en lång och gedigen erfarenhet från svetsbranschen, som koer kunderna tillgodo genom att de under åren byggt upp den kunskap som
Hilco koer från Holland Hilco startade sin verksamhet 191. De har därför en lång och gedigen erfarenhet från svetsbranschen, som koer kunderna tillgodo genom att de under åren byggt upp den kunskap som
Migatronic Pi TIG-svetsmaskiner, från bärbara till heavy duty
 PI 200 250 350 500 Migatronic Pi TIG-svetsmaskiner, från bärbara till heavy duty MMA i en V-fog Avancerad TIG- och MMA-svetsning på det enkla sättet Svetsmaskinerna i Migatronic Pi-serien är användarvänliga
PI 200 250 350 500 Migatronic Pi TIG-svetsmaskiner, från bärbara till heavy duty MMA i en V-fog Avancerad TIG- och MMA-svetsning på det enkla sättet Svetsmaskinerna i Migatronic Pi-serien är användarvänliga
BLANDSVETSFÖRBAND OCH HUR MAN SVETSAR DEM
 Anledningen till att man vill svetsa ihop två olika legeringar eller metalliska material kan vara att olika delar av konstruktionen har olika krav på exempelvis korrosionsmotstånd, kryphållfasthet och/eller
Anledningen till att man vill svetsa ihop två olika legeringar eller metalliska material kan vara att olika delar av konstruktionen har olika krav på exempelvis korrosionsmotstånd, kryphållfasthet och/eller
FE/MMT/PMT/WS MIG/MAG svetspistoler sortiment
 Högkvalitativa material och effektiv design Svetspistolalternativ Den bästa kombinationen av vikt och balans gör att skickliga svetsare utan besvär kan demonstrera sitt kunnande i svets efter svets. Välj
Högkvalitativa material och effektiv design Svetspistolalternativ Den bästa kombinationen av vikt och balans gör att skickliga svetsare utan besvär kan demonstrera sitt kunnande i svets efter svets. Välj
Allmän information standardsvetsprocedurer
 Har du ett behov av svetsprocedurer för din produktion och inte svetsar tryckkärl eller produkter med andra krav så kan våra svetsprocedurer vara ett bra komplement till att svets upp egna. Användningsområde
Har du ett behov av svetsprocedurer för din produktion och inte svetsar tryckkärl eller produkter med andra krav så kan våra svetsprocedurer vara ett bra komplement till att svets upp egna. Användningsområde
Svetskommissionen - svetsning av stålbyggnad. Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric
 Svetskommissionen - svetsning av stålbyggnad Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric Innehåll Inledning Svetskompetens för stålbyggnad och
Svetskommissionen - svetsning av stålbyggnad Mathias Lundin, Svetskommissionen Peter Fransson, Svetskommissionen Johan Ingemansson, Lincoln Electric Innehåll Inledning Svetskompetens för stålbyggnad och
Fe2, investeringskalkylering, tentamen 1
 sid 1 [10] Namn: Klass: Var noga med att disponera tiden, 180 minuter går fort. fe2 kalkylering Omdöme E 1. Mimmi, 17 år, har erhållit ett arv, 100 000 $, från en bortglömd kusin i USA. Med arvet finns
sid 1 [10] Namn: Klass: Var noga med att disponera tiden, 180 minuter går fort. fe2 kalkylering Omdöme E 1. Mimmi, 17 år, har erhållit ett arv, 100 000 $, från en bortglömd kusin i USA. Med arvet finns
XVATOR. EIK Långbommar EIK Rivningsbommar. EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer)
") EIK LONG REACH & EIK HIGH REACH: VÅR FILOSOFI OCH HUR GÖR VI? EIK Långbommar EIK Rivningsbommar XVATOR EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer) EIK är nu också kvalificierad
EIK LONG REACH & EIK HIGH REACH: VÅR FILOSOFI OCH HUR GÖR VI? EIK Långbommar EIK Rivningsbommar XVATOR EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer) EIK är nu också kvalificierad
Nyheter inom svetsområdet. Per-Åke Pettersson Certification, Inspecta Sweden AB 2014-10-27
 Nyheter inom svetsområdet Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Lite om innehållet Marknadstrender Svetsning En speciell process Nyheter på standardområdet Svetsarprövning Smältsvetsning
Nyheter inom svetsområdet Per-Åke Pettersson Certification, Inspecta Sweden AB 1 Lite om innehållet Marknadstrender Svetsning En speciell process Nyheter på standardområdet Svetsarprövning Smältsvetsning
Emmanouel Parasiris INVESTERINGSBEDÖMNING
 Emmanouel Parasiris INVESTERINGSBEDÖMNING INVESTERINGSBEDÖMNING VAD MENAS MED INVESTERINGSBEDÖMNING? VILKA METODER? DEFINITION : Hur man ska gå tillväga för att bedöma lönsamheten av ett investeringsbeslut
Emmanouel Parasiris INVESTERINGSBEDÖMNING INVESTERINGSBEDÖMNING VAD MENAS MED INVESTERINGSBEDÖMNING? VILKA METODER? DEFINITION : Hur man ska gå tillväga för att bedöma lönsamheten av ett investeringsbeslut
Utvärdering av laserhybridsvetsning vid applicering på lyftarm
 EXAMENSARBETE 2005:258 CIV Utvärdering av laserhybridsvetsning vid applicering på lyftarm STINA KARNLIND CIVILINGENJÖRSPROGRAMMET Maskinteknik Luleå tekniska universitet Institutionen för Tillämpad fysik
EXAMENSARBETE 2005:258 CIV Utvärdering av laserhybridsvetsning vid applicering på lyftarm STINA KARNLIND CIVILINGENJÖRSPROGRAMMET Maskinteknik Luleå tekniska universitet Institutionen för Tillämpad fysik
SVETSA DIG RIK MED OPTIMATOR
 SVETSA DIG RIK MED OPTIMATOR Bevisat resultat Testet visar att Volvo sparar minst 43% gas genom installation av Optimator. För att kontrollera hur mycket gas man kan spara med Optimator gjordes följande
SVETSA DIG RIK MED OPTIMATOR Bevisat resultat Testet visar att Volvo sparar minst 43% gas genom installation av Optimator. För att kontrollera hur mycket gas man kan spara med Optimator gjordes följande
ALbee TM. Den moderna gasflaskan som förenklar ditt arbete. Hitta din närmaste återförsäljare eller beställ din ALbee online
 ALbee TM Den moderna gasflaskan som förenklar ditt arbete Hitta din närmaste återförsäljare eller beställ din ALbee online www.albee.se ALbee TM Weld ArgonMix med 18% CO 2 Universell skyddsgas för: MAG-svetsning
ALbee TM Den moderna gasflaskan som förenklar ditt arbete Hitta din närmaste återförsäljare eller beställ din ALbee online www.albee.se ALbee TM Weld ArgonMix med 18% CO 2 Universell skyddsgas för: MAG-svetsning
Uppgift 5.1. Uppgift 5.2 (max 5 poäng) Namn...
 Namn...") 1 Uppgift 5.1 D skönt AB tillverkar avstressningsprylar till överstressade direktörer m fl. Man tänker nu utvidga verksamheten och ska investera antingen i maskinen Karin eller i maskinen Marie. Karin
1 Uppgift 5.1 D skönt AB tillverkar avstressningsprylar till överstressade direktörer m fl. Man tänker nu utvidga verksamheten och ska investera antingen i maskinen Karin eller i maskinen Marie. Karin
Regula EWR PRO Den självreglerande gasspararen!
 Regula EWR PRO Den självreglerande gasspararen! Regula EWR ( Electronic Welding Regulator ) anpassar automatiskt gasflödet efter den svetsström som används. Vid högre svetsström ger EWR mer gasflöde och
Regula EWR PRO Den självreglerande gasspararen! Regula EWR ( Electronic Welding Regulator ) anpassar automatiskt gasflödet efter den svetsström som används. Vid högre svetsström ger EWR mer gasflöde och
KEMPPI K3 SVETSUTRUSTNING. MagTrac F 61 FÖRBÄTTRAD SVETSPRODUKTIVITET OCH ERGONOMI
 KEMPPI K3 SVETSUTRUSTNING MagTrac F 61 FÖRBÄTTRAD SVETSPRODUKTIVITET OCH ERGONOMI 30.01.2019 MagTrac F 61 MAGNETISK TRAKTORENHET FÖR LÄTT MIG/MAG- SVETSMEKANISERING Lätt mekanisering är det mest effektiva
KEMPPI K3 SVETSUTRUSTNING MagTrac F 61 FÖRBÄTTRAD SVETSPRODUKTIVITET OCH ERGONOMI 30.01.2019 MagTrac F 61 MAGNETISK TRAKTORENHET FÖR LÄTT MIG/MAG- SVETSMEKANISERING Lätt mekanisering är det mest effektiva
Svetsning i Sverige. Lars Johansson, Svetskommissionen, Svetslärarmötet januari
 Svetsning i Sverige Lars Johansson, Svetskommissionen, Svetslärarmötet 14-15 januari 2016 1 Totala arbetskraftskostnaden för anställda i tillverkningsindustrin 2014 (SEK/timme) 500 436 443 400 300 200
Svetsning i Sverige Lars Johansson, Svetskommissionen, Svetslärarmötet 14-15 januari 2016 1 Totala arbetskraftskostnaden för anställda i tillverkningsindustrin 2014 (SEK/timme) 500 436 443 400 300 200
Teknikfronten för lasersvetsning
 Teknikfronten för lasersvetsning av A. F. H. Kaplan, K. Nilsson Luleå tekniska universitet alekap@sirius.luth.se Lasersvetsning är en högklassig teknik, dock med hög investeringskostnad och en metod med
Teknikfronten för lasersvetsning av A. F. H. Kaplan, K. Nilsson Luleå tekniska universitet alekap@sirius.luth.se Lasersvetsning är en högklassig teknik, dock med hög investeringskostnad och en metod med
KEMPPI K5 SVETSUTRUSTNING. FastMig M Synergic FÖR ROBUST OCH EXTRA KRAFTFULL SVETSNING
 KEMPPI K5 SVETSUTRUSTNING FastMig M Synergic FÖR ROBUST OCH EXTRA KRAFTFULL SVETSNING 5.12.2018 FastMig M Synergic INDUSTRIELL MIG/MAG- OCH ELEKTRODSVETSNING (MMA) MED TOPPRESTANDA Industriell multiprocessvetsning
KEMPPI K5 SVETSUTRUSTNING FastMig M Synergic FÖR ROBUST OCH EXTRA KRAFTFULL SVETSNING 5.12.2018 FastMig M Synergic INDUSTRIELL MIG/MAG- OCH ELEKTRODSVETSNING (MMA) MED TOPPRESTANDA Industriell multiprocessvetsning
SVENSK STANDARD SS-EN 758
 Provläsningsexemplar / Preview SVENSK STANDARD SS-EN 758 Handläggande organ Fastställd Utgåva Sida MATERIAL- OCH MEKANSTANDARDISERINGEN, MMS 1997-06-13 1 1 (1+7+7) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT
Provläsningsexemplar / Preview SVENSK STANDARD SS-EN 758 Handläggande organ Fastställd Utgåva Sida MATERIAL- OCH MEKANSTANDARDISERINGEN, MMS 1997-06-13 1 1 (1+7+7) INNEHÅLLET I SVENSK STANDARD ÄR UPPHOVSRÄTTSLIGT