Processuppföljning i sågverk
|
|
|
- Inga Lisbeth Henriksson
- för 6 år sedan
- Visningar:
Transkript
1 Processuppföljning i sågverk Delrapport - Mätnoggrannhet befintliga mätsystem i såg och råsortering för tjocklek och bredd Fredrik Persson SP Trä Anders Grönlund LTU Skellefteå
2 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 2 (24) Sammanfattning Detta arbete är utfört som en del av TräCentrum Norr projektet Processuppföljning i sågverk. I tidigare projekt har det konstaterats att sågverken många gånger kan gå ner i klingtjocklekar utan att det påverkar måttnoggrannheten, eller eventuell sågsöm, negativt. Men för att metodiskt arbeta med att minska klingtjocklekarna så bör man ha en kontinuerlig uppföljning. Ett sätt är då att använda de befintliga mätsystem som kan finnas i en såglinje eller råsortering som mäter tjocklek och/eller bredd på de sågade produkterna. Därför inkluderas mätsystem för både längs- och tvärmatning. Testerna av dessa mätsystem utfördes för att kontrollera noggrannheten under normala produktionsförhållanden och utvärdera om den är tillräckligt bra för sådan uppföljning. Eftersom testerna utförts ute på sågverk i daglig drift med deras befintliga mätsystem så kommer ett antal olika faktorer ha påverkat resultaten. Till exempel har transportörernas skick och hastighet varierat. Olika virkesdimensioner har använts, och varje mätsystem har endast testats med en virkesdimension. Inga repeterbarhetstester har gjorts. Leverantörerna har ej närvarat under testerna. Standardavvikelsen för mätnoggrannheten gällande medeltjocklek för enskilt virkesstycke låg inom intervallet 0,19 0,27 mm för alla testade mätsystem utom ett. Det var större spridningar, samt större skillnader mellan mätsystemen, för bredderna. Motsvarande intervall för medelbredd blev 0,44 1,12 mm. Nästan alla mätsystem hade väldigt lika standardavvikelse på medeltjockleken över hela populationen som de manuella mätningarna. Även om mätsystemen är olika bra på att mäta tjockleken på varje enskilt virkesstycke så presterar de flesta mätarna bra över ett större antal mätningar. Denna undersökning tyder på att de befintliga mätsystemen är bra på att mäta tjockleken, även om vissa av de testade mätsystemen främst inte används till detta. Här finns det värdefull processdata som många gånger inte används. Vid val av mätsystem, eller användande, är det viktigt att undersöka vad som är angeläget att mäta och kontrollera för det specifika sågverket. Är det måtten inom eller mellan virkesstyckena som är viktigast? Hur snabbt behöver man få en signal på att något är på väg att hända? Eller värre, gick fel. Beroende på de olika designerna, och placeringarna, så har mätsystemen olika förutsättningar och begränsningar.
3 Innehållsförteckning 1 Inledning Bakgrund Material och metoder Manuell mätning Längsmatade mätsystem Tvärmatade mätsystem Resultat och Diskussion Medelvärde och spridning Standardavvikelse och toleranser Längsmatade mätsystem Tvärmatade mätsystem Övrigt Kontaktpersoner Andra tillverkare/mätsystem Bilaga
4 1 Inledning 1.1 Bakgrund Detta arbete är en del av Delprojekt 1. Metoder och utrustning för uppföljning av mått och sågsöm i TCN-projektet Processuppföljning i sågverk. På moderna sågverk finns idag en mängd mät- och avsyningsutrustningar främst för styrning av de olika delprocesserna men det finns även utrustningar vars primära uppgift är att mäta hur bra olika delprocesser har genomförts. Till den första kategorin hör 3D-mätramar, blekesmätare i såglinjen och avsyningsutrustning vid kantverk, i råsortering, justerverk samt vidareförädling. Till den senare kategorin hör blekesmätare för kontroll av inläggningsnoggrannhet i första sågen, mätsystem för mätning av råmått efter delningssågen och system för uppföljning av driftstörningar. 1.2 Material och metoder Vid varje testtillfälle har 20 virkesstycken använts. Resultaten från mätsystemen har jämförts med manuella mätningar med skjutmått. Tillvägagångssättet och analysen skiljer sig lite mellan de olika mätsystemen. Alla manuella mätningar är utförda av en och samma person med kalibrerade skjutmått Manuell mätning Alla virkesstycken har mätts manuellt på femton mätpunkter, se figur 1. Fördelningen av dessa mätpunkter var fem mätpunkter på bredden, fem mätpunkter för tjockleken i överkant och fem mätpunkter för tjockleken i underkant. I analysen har sedan det manuella medelvärdet för mätpunkterna där mätsystemet mäter, jämförts mot mätsystemets medelvärde. Figur 1: Mätpunkternas placering för de manuella mätningarna. 10 tjockleksmått samt fem breddmått.
5 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 5 (24) Eftersom testerna utförts ute på sågverk i daglig drift med deras befintliga mätsystem och kringutrustning så kommer ett antal olika faktorer ha påverkat resultatet: Leverantörerna av de testade mätsystemen har inte justerat mätsystemen inför, eller närvarat vid, testtillfällena. Det är inte alltid den senaste versionen av mätsystemen som testats. Transportörernas skick och hastighet varierade mellan testerna. Mätsystemets placering har avgjort om testerna utförts på plank eller brädor. Dimensionerna på plankorna eller brädorna varierar mellan de olika testerna. Vissa mätsystem är inte primärt utformade för att mäta tjocklek och bredd så noggrant som möjligt. Inga repeterbarhetstest har utförts. Inga tester med olika virkesdimensioner i samma mätsystem har utförts Längsmatade mätsystem Vanligen är dessa två mätsystem placerade efter en delningssåg, de mäter tjockleken i överkant på virkesstyckena när dessa kommer ut ur sågen. Testade mätsystem: Sawco ProCon InX - SeeCon När mätnoggrannheten för tjockleken testats på de två aktuella mätsystemen har medelvärdet av de fem manuella tjockleksmätningarna i överkant jämförts mot mätsystemets medelvärde. Vid test av ProCon har även dess förmåga att mäta blockhöjden, indirekt bredd, kontrollerats. Då har medelvärdet av alla manuella breddmätningar för båda plankorna jämförts mot den av ProCon uppmätta blockhöjden Tvärmatade mätsystem Samtliga testade fyra mätsystem placeras vanligen i en råsortering. Testade mätsystem: LIMAB - TSorter FinScan BoardMaster GT Lisker ProfiGrade Sawco ProSort + Scan Förutom att de alla, på något sätt, mäter tjockleken och bredden kan vissa av dem också användas för t.ex. Dimensionssortering Kvalitetssortering Styra eventuell trimmer för att kapa bort vankant, defekter m.m. De tre översta mätsystemen i punktlistan ovan har utvärderats på samma sätt. De tre mätsystem använde sig av ett antal av parade punktlasrar för att mäta både tjocklek och bredd,
6 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 6 (24) en punktlaser uppifrån tillsammans med en underifrån. Vid de manuella mätningarna försökte vi mäta på samma position som mätsystemen. Mätnoggrannheten för bredden kontrollerades inte för Tsorter. BoardMaster GT och ProfiGrade kan även mäta med kamerorna i mätsystemen, men de resultaten sparades inte i resultatfilerna som användes för analysen. ProSort + Scan var placerad i toppändan på en brädlinje i en råsortering. Den mätte tjocklek och bredd på ungefär ¾ av brädornas längd, från toppändan och in. Vid analysen användes därför inte måtten tagna i roten.
7 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 7 (24) 2 Resultat och Diskussion Här redovisas resultaten i tabellformat uppdelat på längs- och tvärmatade mätsystem. Alla resultat redovisas i millimeter. I bilaga 1 redovisas resultaten i diagramformat. Där framgår det mer visuellt hur väl mätsystemen under våra test lyckats mäta både på individnivå samt för populationen. Förklaring till tabellerna: Diff MedelTjocklek Denna siffra säger hur mycket det i medeltal skiljer mellan den manuellt uppmätta medeltjockleken och mätsystemets uppmätta medeltjocklek. Stor medelskillnad tyder på att mätsystemet är felaktigt kalibrerat och justerat. Ett negativt värde innebär att det manuella medelvärdet är mindre än mätsystemets (manuellmätning-automatiskmätning). Std.av Diff Tjocklek Detta tal säger kanske mest om hur bra ett mätsystem presterat på individnivå under dessa tester. Om man tar standardavvikelsen på differensen mellan den manuellt uppmätta medeltjockleken och mätsystemets uppmätta medeltjocklek för varje virkesstycke får man detta tal. Detta visas i figur 2 där skillnaden mellan den manuellt uppmätta tjockleken och resultaten från Tsorter visas med pilar för de första fem plankorna. En liten skillnad mellan de olika pilarnas längd gör att detta tal blir litet. Diff Medelbredd Samma som för Diff MedelTjocklek fast för bredden. Std.av Diff Bredd Samma som för Std.av Diff Tjocklek fast för bredden. Std.av Man. MedelTjocklek Standardavvikelsen för populationen av alla manuellt uppmätta medeltjocklekar. Denna spridning beror på sågens måttvariationer plus de manuella mätfelen. Std.av System MedelTjocklek Standardavvikelsen för populationen av alla automatiskt uppmätta medeltjocklekar. Denna spridning beror på sågens måttvariationer plus mätsystemens mätfel. Std.av Man. MedelBredd Standardavvikelsen för populationen av alla manuellt uppmätta medelbredder. Denna spridning beror på sågens måttvariationer plus de manuella mätfelen. Std.av System MedelBredd Standardavvikelsen för populationen av alla automatiskt uppmätta medelbredder. Denna spridning beror på sågens måttvariationer plus mätsystemens mätfel.
8 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 8 (24) Figur 2: Skillnaden mellan den uppmätta tjockleken manuellt och Tsorter, de fem första plankorna är markerade med pilar. Konstant skillnad, dvs. ett stabilt medelfel, tyder på ett bra mätsystem. I detta fall kan dock en justering behövas för att måtten ska hamna på samma nivå som de manuella. 2.1 Medelvärde och spridning Fördelningarna för måtten i figur 2 visas i figur 3. De manuella och automatiska mätningarna har väldigt lika spridning, medan medelvärdet för de olika kurvorna är förskjutna i förhållande till varandra. 9 Mätsystem=TSorter Histogram of multiple variables Manuell Tjocklek = 20*0,2*normal(x; 39,7285; 0,4137) Mätsystem Tjocklek = 20*0,2*normal(x; 40,23; 0,3541) No of obs ,2 38,6 39,0 39,4 39,8 40,2 40,6 41,0 41,4 38,4 38,8 39,2 39,6 40,0 40,4 40,8 41,2 Manuell Tjocklek Mätsystem Tjocklek Figur 3: Medeltjocklekarnas fördelningar för både de manuella och automatiska mätningarna. Olika medelvärde, nästan samma spridning. I histogrammet ser vi att både de manuella och automatiska mätningarna har två toppar, detta beror på en tjockleksskillnad mellan höger och vänster planka i postningen.
9 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 9 (24) Det omvända, samma medelvärde men olika spridningar kan ses i figur 4 och figur 5. Just spridningen är en viktig faktor om man ska använda dessa data för processkontroll av sågresultatet. Har man stor spridning i mätresultatet, dvs. måttvariationer plus mätfel, måste man ha stora toleranser för att mätsystemet inte ska larma för ofta. Figur 4: Medelbredder för manuella och automatiska mätningar. Samma medelvärde, olika spridningar. 18 Mätsystem=ProSort Histogram of multiple variables Manuell Bredd = 20*0,5*normal(x; 102,8662; 0,1712) Mätsystem Bredd = 20*0,5*normal(x; 102,8119; 1,0671) No of obs ,5 101,0 101,5 102,0 102,5 103,0 103,5 104,0 104,5 105,0 Manuell Bredd Mätsystem Bredd Figur 5: Fördelning för medelbredderna av de manuella och automatiska mätningarna. Kurvorna visar samma medelvärde men olika spridningar. 2.2 Standardavvikelse och toleranser Många sågverk har idag toleranser på ± 0,5 mm från börvärdet (råmåttet). Resultaten för tjockleksmätningarnas standardavvikelse, s, under testerna i denna rapport låg som bäst på 0,25 mm (Std.av System MedelTjocklek), i detta inkluderas måttvariationer och mätfel. Detta innebär att vi har ±2s från medelvärdet till tillåtna toleransgränser, om medelvärdet ligger på
10 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 10 (24) börvärdet och mätutrustningen är korrekt kalibrerad. Vidare så innebär detta statistiskt att 4-5% av mätningarna kommer ligga utanför toleransgränserna, orsakat av både måttvariationer och mätfel. Sågar man exempelvis 5000 stockar på ett åtta timmars skift, från varje stock får man två plankor som mäts, så kommer ungefär en mätning i minuten vara utanför toleransgränserna. Klarar inte såglinjen och mätningarna, oavsett om de är manuella eller automatiska, att hålla sig inom angivna toleranser med tillräcklig hög procentuell andel så bör man i första hand kontrollera om mätutrustningen är korrekt kalibrerad. Sedan om börvärden och toleranser är korrekt satta utifrån sågens måttvariationer och mätutrustningens mätnoggrannhet. 2.3 Längsmatade mätsystem I tabell 1 redovisas resultaten från testerna av ProCon och SeeCon. Under andra testet av ProCon testade inte dess måttnoggrannhet för blockhöjden (bredd) pga. praktiska begränsningar. Tabell 1. Resultaten från tester av längsmatade mätsystem i såglinjer. Ett negativt värde innebär att det manuella medelvärdet är mindre än mätsystemets. System ProCon (15/9) ProCon (26/10) SeeCon Virkesdimension 44x100 50x100 19x75/100 Diff MedelTjocklek 0,42-0,09 0,33 Std.av Diff Tjocklek 0,20 0,25 0,43 Diff MedelBredd 0,12 x - Std.av Diff Bredd 0,44 x - Std.av Man. MedelTjocklek 0,54 0,27 0,26 Std.av System MedelTjocklek 0,56 0,25 0,54 Std.av Man. MedelBredd 0,07 x - Std.av System MedelBredd 0,40 x - (-) mäts ej av mätsystemet (x) testades ej Under testerna av tjockleksmätning för ProCon den 26/10 så uppstod ett mätfel på planka nummer åtta. Utan uppenbar anledning angav mätsystemet ett alldeles för tunt mått. Inkluderar man denna mätning så blir resultatet 0,04 respektive 0,63 för Diff MedelTjocklek och Std.av Diff Tjocklek. Standardavvikelsen för medeltjocklekarna från ProCon och de manuella mätningarna är väldigt lika. Dock så påverkar enskilda värden väldigt mycket då vi bara har 20 värden/virkesstycken, därför har mätsystemen i några fall fått lägre spridning än de manuella mätningarna. Resultatet för SeeCon kan ha påverkats negativt av att den mäter på sidobrädorna när dessa sågas bort från blocket, brädorna fladdrade emellanåt vilket troligen påverkat resultatet. Tjockare plank är stabilare än brädor och detta kan påverka mätresultatet.
11 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 11 (24) 2.4 Tvärmatade mätsystem Resultaten från testerna av de tvärmatade mätsystemen visas i tabell 2. Mätnoggrannheten för bredd kontrollerades inte vid testen av Tsorter. Tabell 2. Resultaten från tester av tvärmatade mätsystem i råsorteringar. Ett negativt värde innebär att det manuella medelvärdet är mindre än mätsystemets. Mätsystem BoardMaster GS ProfiGrade ProSort+Scan TSorter Virkesdimension 30x145 16x100 22x100 38x150 Diff MedelTjocklek -0,27-0,01 0,06-0,50 Std.av Diff Tjocklek 0,24 0,27 0,24 0,19 Diff MedelBredd 2,19 0,30 0,05 x Std.av Diff Bredd 0,57 0,69 1,12 x Std.av Man. MedelTjocklek 0,28 0,37 0,25 0,41 Std.av System MedelTjocklek 0,28 0,34 0,34 0,35 Std.av Man. MedelBredd 0,35 0,12 0,17 x Std.av System MedelBredd 0,67 0,68 1,07 x (x) testades ej Inga större skillnader kan ses i standardavvikelsen på tjockleksdifferenserna mellan de manuella och automatiska mätningarna, alla ligger inom intervallet 0,19 0,27. De olika tjocklekarna kan påverka resultaten. Samtliga mätsystem har ganska lika standardavvikelse på medeltjockleken jämfört med de manuella mätningarna. Störst skillnad är det för Tsorter där de manuella medelvärdena har större spridning, 0,41 mot 0,35. Detta beror på planka nummer tre som enligt de manuella mätningarna var något tunnare än de övriga. På breddmätningarna hittar man de största skillnaderna mellan de manuella mätningarna och mätsystemens resultat. Större standardavvikelser på både individnivå ( Std.av Diff Bredd ) samt populationens spridning ( Std.av System MedelBredd ).
12 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 12 (24) 3 Övrigt 3.1 Kontaktpersoner Utförare och författare: Fredrik Persson, SP Trä fredrik.persson@sp.se Projektledare: Anders Grönlund, LTU anders.gronlund@ltu.se 3.2 Andra tillverkare/mätsystem Resurserna har inte räckt till för att testa alla tillgängliga mätsystem på den Svenska marknaden, ännu mindre för alla som finns i Europa eller i övriga delar av världen. Här följer en lista med några exempel på andra tillverkare: Rema - DimCon Microtec - WaneScan Sprecher SPRETIMB ALFHA EXACT AUTOLOG Prologic +
 Bilaga 1 Längsmatade mätsystem 10 Mätsystem=ProCon (15/9) Histogram of multiple variables Manuell Tjocklek = 20*0,5*normal(x; 46,413;")
13 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 13 (24) Bilaga 1 Längsmatade mätsystem 10 Mätsystem=ProCon (15/9) Histogram of multiple variables Manuell Tjocklek = 20*0,5*normal(x; 46,413; 0,5436) Mätsystem Tjocklek = 20*0,5*normal(x; 45,99; 0,5693) No of obs ,0 44,5 45,0 45,5 46,0 46,5 47,0 47,5 48,0 Manuell Tjocklek Mätsystem Tjocklek
14 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 14 (24) 9 Mätsystem=ProCon (15/9) Histogram of multiple variables Manuell Bredd = 10*0,2*normal(x; 104,2672; 0,0694) Mätsystem Bredd = 10*0,2*normal(x; 104,39; 0,404) No of obs ,6 103,8 104,0 104,2 104,4 104,6 104,8 105,0 105,2 105,4 Manuell Bredd Mätsystem Bredd
 6 Mätsystem=ProCon2 (26/10) Histogram of multiple variables Manuell Tjocklek = 19*0,1*normal(x; 52,1957; 0,265) Mätsystem Tjocklek =")
15 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 15 (24) 6 Mätsystem=ProCon2 (26/10) Histogram of multiple variables Manuell Tjocklek = 19*0,1*normal(x; 52,1957; 0,265) Mätsystem Tjocklek = 19*0,1*normal(x; 52,2842; 0,2522) 5 4 No of obs ,7 51,9 52,1 52,3 52,5 52,7 52,9 53,1 51,8 52,0 52,2 52,4 52,6 52,8 53,0 53,2 (Planka nummer 8 borttagen, oförklarligt mätfel) Manuell Tjocklek Mätsystem Tjocklek
16 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 16 (24) 8 Mätsystem=SeeCon Histogram of multiple variables Manuell Tjocklek = 20*0,2*normal(x; 20,2277; 0,2577) Mätsystem Tjocklek = 20*0,2*normal(x; 19,895; 0,5395) No of obs ,6 19,0 19,4 19,8 20,2 20,6 21,0 21,4 18,8 19,2 19,6 20,0 20,4 20,8 21,2 Manuell Tjocklek Mätsystem Tjocklek
17 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 17 (24) Tvärmatade mätsystem 9 Mätsystem=TSorter Histogram of multiple variables Manuell Tjocklek = 20*0,2*normal(x; 39,7285; 0,4137) Mätsystem Tjocklek = 20*0,2*normal(x; 40,23; 0,3541) No of obs ,2 38,6 39,0 39,4 39,8 40,2 40,6 41,0 41,4 38,4 38,8 39,2 39,6 40,0 40,4 40,8 41,2 Manuell Tjocklek Mätsystem Tjocklek
 9 Mätsystem=BoardMaster GS Histogram of multiple variables Manuell Tjocklek = 19*0,2*normal(x; 32,561; 0,282) Mätsystem Tjocklek =")
18 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 18 (24) 9 Mätsystem=BoardMaster GS Histogram of multiple variables Manuell Tjocklek = 19*0,2*normal(x; 32,561; 0,282) Mätsystem Tjocklek = 19*0,2*normal(x; 32,7842; 0,2789) No of obs ,8 32,0 32,2 32,4 32,6 32,8 33,0 33,2 33,4 33,6 (Planka nummer 1 borttagen, annan tjocklek) Manuell Tjocklek Mätsystem Tjocklek
 12 Mätsystem=BoardMaster GS Histogram of multiple variables Manuell Bredd = 19*0,5*normal(x; 149,0232; 0,3483) Mätsystem Bredd =")
19 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 19 (24) 12 Mätsystem=BoardMaster GS Histogram of multiple variables Manuell Bredd = 19*0,5*normal(x; 149,0232; 0,3483) Mätsystem Bredd = 19*0,5*normal(x; 146,8421; 0,6882) 10 8 No of obs ,5 146,0 146,5 147,0 147,5 148,0 148,5 149,0 149,5 150,0 (Planka nummer 1 borttagen, annan tjocklek) Manuell Bredd Mätsystem Bredd
20 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 20 (24) 8 Mätsystem=ProfiGrade Histogram of multiple variables Manuell Tjocklek = 20*0,2*normal(x; 17,3222; 0,3723) Mätsystem Tjocklek = 20*0,2*normal(x; 17,335; 0,3392) No of obs ,0 16,2 16,4 16,6 16,8 17,0 17,2 17,4 17,6 17,8 18,0 18,2 18,4 18,6 Manuell Tjocklek Mätsystem Tjocklek
 10 Mätsystem=ProfiGrade Histogram of multiple variables Manuell Bredd = 20*0,2*normal(x; 105,1882; 0,1179) Mätsystem Bredd =")
21 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 21 (24) 10 Mätsystem=ProfiGrade Histogram of multiple variables Manuell Bredd = 20*0,2*normal(x; 105,1882; 0,1179) Mätsystem Bredd = 20*0,2*normal(x; 104,925; 0,677) No of obs ,4 103,8 104,2 104,6 105,0 105,4 105,8 106,2 103,6 104,0 104,4 104,8 105,2 105,6 106,0 106,4 Manuell Bredd Mätsystem Bredd
22 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 22 (24) 5 Mätsystem=ProSort Histogram of multiple variables Manuell Tjocklek = 20*0,1*normal(x; 24,4872; 0,2465) Mätsystem Tjocklek = 20*0,1*normal(x; 24,55; 0,3791) 4 No of obs ,7 23,9 24,1 24,3 24,5 24,7 24,9 25,1 25,3 23,8 24,0 24,2 24,4 24,6 24,8 25,0 25,2 Manuell Tjocklek Mätsystem Tjocklek
23 Organisation: TräCentrum Norr Dokumenttyp: Delrapport Författare: Fredrik Persson Filnamn: TCN Delrapport-Mätnoggrannhet befintliga mätutrustningar v 3.doc Utgåva: 1 Datum Status: Slutver Sida: 23 (24) 18 Mätsystem=ProSort Histogram of multiple variables Manuell Bredd = 20*0,5*normal(x; 102,8662; 0,1712) Mätsystem Bredd = 20*0,5*normal(x; 102,8119; 1,0671) No of obs ,5 101,5 102,5 103,5 104,5 101,0 102,0 103,0 104,0 105,0 Manuell Bredd Mätsystem Bredd

24 Om TräCentrum Norr TräCentrum Norr finansieras av de deltagande parterna tillsammans med medel från Europeiska Regionala Utvecklingsfonden (Mål 2), Länsstyrelsen i Norrbottens län samt Region Västerbotten. Deltagande parter i TräCentrum Norr är: Lindbäcks Bygg AB Holmen Timber, Martinsons Trä AB, SCA Forest Products AB, Norra Skogsägarna, Setra Group AB, Sågverken Mellansverige, SÅGAB, Sveaskog AB, Luleå tekniska universitet, Skellefteå kommun och Piteå kommun.
25 Effect of Planing on Warp in Scots Pine (Pinus Sylvestris) Axelsson, Ann Luleå University of Technology Division of Wood Science and Engineering Skeria 3 SE Skellefteå, Sweden Phone: Abstract If a sawn board or plank that is warped after drying is being planed, the feed rollers and the pressure elements will more or less straighten the wood during planing. However, when the pressure is released, some degree of warp will recur since the wood will spring back. With a large amount of straightening, only the thickness and width of the wood should be affected by the planing operation, leaving warp unchanged, while a small amount of straightening should have a larger impact on warp. The objective of this study was to evaluate how warp is affected by planing in an industrial planer with standard configuration. A total of 20 pine planks with the dry target dimension 50 mm x 150 mm were selected, of which half were severely warped, while the others had more moderate warp. The worst twist, crook and bow per two meters and maximum cup were measured both on the rough and the planed planks. The planer in the experiment and its settings had different impacts on the different warp types. On average, twist was reduced by 25 % and crook was reduced by about 20 %, while bow increased to some extent; on the other hand, cupping practically vanished. Key Words - Bow, Crook, Cup, Pinus Sylvestris, Planing, Scots Pine, Skip, Twist, Warp, Introduction In modern sawmills, green timber can be sawed with small tolerances. However, drying and moisture equilibration during storing and shipping generally distorts the shapes of planks and boards, with warp like cup, twist, bow and crook as a consequence. Clear rules about allowable warp in different quality grades are stated by Nordic Timber (Anon., 1994). During planing, planks are straightened to some extent due to feed rollers and pressure elements, but how much a planer can straighten a plank depends on the amount of pressure applied from rollers and other pressure elements, and also on how flexible the material is. When the pressure is released, the wood springs back and some degree of warp reoccurs. How much planing influences warp depends on the amount of warp, the planer, its settings, forces from pressure and feeding elements, and the plank s modulus of elasticity. To be able to adjust the green target sizes to give the required dimensions and shape after drying and planing, the correlations between properties of the raw material, the sawing process, drying process and planing need to be considered. The early parts of this chain of processes have been investigated by researchers here at Luleå University of Technology (Ekevad, 2006, Ekevad et al., 2010, 2011, Grönlund et al., 2009, Lundgren et al., 2011). Now the time has come to examine the role of the planer. While most of the research concerning the quality of planed wood in general is focused on the finished surface and its roughness or lack thereof (Franz, 1958, Coelho et al.,
, and surface properties (Naderi & Hernández, 1999), or occurrence of skip areas based on surface roughness (Wang 1984), this study concentrates on how the planing operation")
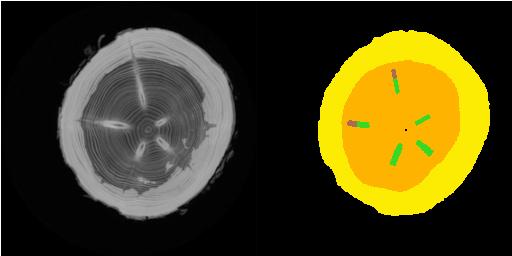
26 2007, Hernández & Fernando de Moura, 2001, Kilic et al., 2006, Malkoçoğlu, 2006), and surface properties (Naderi & Hernández, 1999), or occurrence of skip areas based on surface roughness (Wang 1984), this study concentrates on how the planing operation affects the warp of planed wood. In this study, test samples with a wide spread of properties were used. This made it possible to draw general conclusions about which properties were the key to determining the effect a planer had on plank shape. A number of planks with varying degrees of warp, lengths and modulus of elasticity were planed in an industrial planer at Martinson Sawmill in Kroksjön with standard settings. The different types of warp were recorded for the rough and planed planks, and the changes of warp were analyzed. Material and Method In this study, 20 Scots pine (Pinus Sylvestris) planks with a dry target size of 50 mm x 150 mm, a moisture content of about 7 % and varying degrees of deformations were used. For all the planks, five evenly distributed cross-sections were selected, numbered from CS1, located 10 cm from the top end, to CS5, located 10 cm from the butt end. On every cross-section, 10 positions were marked with drilled holes; three on each face and two on each edge (Figure 1). The right and left edges were defined viewed in the feeding direction. The cross-sections were scanned in an X-ray CT-scanner the day before and the day after planing. The image processing software ImageJ was used to measure both the depths of the drilled holes and the width and thickness of the cross-sections at hand. Figure 1: Locations of the selected cross-sections and an example of a CT image of a crosssection with holes. On the same day as the planing, the rough and the planed planks were scanned from top end to butt end standing on their edge in a measuring rig using laser triangulation (Grönlund et al., 2009) and a Matlab program calculating maximum cup, and maximum crook, twist and bow per two meters (Table 1). Also, the global modulus of elasticity, MOE, was measured according to standard EN408 on the day of the experiment.
27 Table 1: Plank properties and rough warp of the 20 planks Property Min Max Average Standard deviation Length (m) MOE (MPa) Cup (mm) Twist (mm/2m) Bow (mm/2m) Crook (mm/2m) To calculate cutting depths, the depths of the drilled holes were measured on the rough planks as well as on the planed planks. On the sapwood face, the holes to the right and to the left were used, and on the right edge, the upper hole was used, since those positions require less considerations of cupping. The planks were machined in an automatic 4-side planer (combined jointer and thickness planer) at Martinsons Sawmill in Kroksjön to the dimensions 45 mm x 145 mm. The planks were fed with the top end first and the sapwood side face down, resulting in jointing on the right edge and sapwood face and dimension planing on the left edge and pith face. The settings on the planer and the responding forces from the pressure rollers and pressure plate were registered (Figure 2). Pressure plate: F=0 3 kn Pressure roller: F=0 3 kn Feed roller: F=4 kn Lateral pressure roller: F=0.6 kn Side view Guiding fence Guiding ruler Vertical cutters Horizontal cutters Top view Figure 2: Schematic side and top view of the planer with measured pressure positions.
28 The experimental values were compared to one theoretical model for each type of warp (cup, twist, bow and crook) developed from simplified planks. An assumption was used that no straightening at all occurred in the planer, i.e., zero pressure from rollers and plates. The middle cross-section, CS3, was assumed to be straight and parallel to the top and bottom cutters. A visual inspection of the planks at hand led to the assumptions that twist was evenly distributed over a quarter of the length of the planks, while bow and crook were evenly distributed over the entire length. Figure 3 shows the variables for the different warp types. The models became: 0, if CupR d sf CupP =, CupR d sf if CupR > d sf (1) where: Cup P = Cup for the planed plank (mm), Cup R = Cup for the rough plank (mm), and d sf = depth of cut on the sapwood face (mm), 8 0, if Twist R d sf l Twist P =, 8 8 Twist d if Twist d R sf R > sf l l (2) where: Twist P = Twist for the planed plank (mm/2m), Twist R = Twist for the rough plank (mm/2m), and l = length of the plank (m), 2 0, if BowR ( t R d sf tt ) l BowP = 2 2 Bow ( t d t ) if Bow ( t d t ) R R sf T R > R sf T l l, (3) where: Bow P = Bow for the planed plank (mm/2m), Bowt R = Bow for the rough plank (mm/2m), t R = rough thickness (mm), and t T = target thickness (mm), Crook where: P, = Crook 0 if Crook ( w d w ) R ( w d w ) R re T 2 l if Crook Crook P = Crook for the planed plank (mm/2m), Crook R = Crook for the rough plank (mm/2m), d re = depth of cut on the right edge (mm), wr = rough width (mm), and wt = target width (mm). R R > R re ( wr d re wt ) l T 2 l, (4) 2
29 Cup: d sf Twist: d sf Bow: t T t R d sf w T w R Crook: d re Figure 3: Warp and variables for the theoretical models. As the theoretical models only consider one type of warp at a time without any considerations to linked effects between the different warp types, deviations between the experimental result and the theoretical models were expected. To judge the size of warp in both the experiment and in the theoretical models, the warp was compared to the requirements given in Nordic Timber (Anon., 1994) and Rules for Purchase of Structural Timber (Johansson et al., 1993). In order to examine the importance of length, l, modulus of elasticity, MOE, and initial deformation, linear regression analyses using the least squares method were used to develop adapted models for the deformations after planing. To single out the most important factors, initial models with the scaled and centred variables were used. The key variables were kept in final adjusted models with real values. Results and Discussion Dimensions For the rough planks, the average width was mm with a standard deviation of 1.3 mm, while the average thickness was 50.4 mm with a standard deviation of 0.8 mm. After planing, the average dimensions were reduced to mm with a standard deviation of 1.0 mm and 44.7 mm with a standard deviation of 0.4 mm. The average cutting depths on the sapwood face and the right edge for the different cross-sections are listed in Table 2. In the theoretical models, the total average cutting depths on the sapwood face and right edge were needed. As the standard deviations in CS1 and CS5 were large in
30 comparison with the others, CS1 and CS5 were omitted in calculation of total average cutting depths which were 2.3 mm for the sapwood face and 2.8 mm for the right edge. Common for the sapwood face and the right edge was that the planer had removed most material in the middle of the planks with decreasing depths of cut towards the butt and top end, although the difference between CS2, CS3 and CS4 was minor. There was a larger difference between CS1 and CS2 as well as between CS4 and CS5 for the sapwood face than for the right edge. Table 2: Average cutting depths on the sapwood face and right edge for the different cross-section Sapwood face Right edge Cutting depth (mm) Standard deviation (mm) Cutting depth (mm) Standard deviation (mm) CS CS CS CS CS Cup Very nearly all cupping was removed during planing and the average cup reduction was 2.3 mm for the experimental values while it was 2.4 mm in the theoretical model. The largest difference for an individual plank between the two cases was only 0.6 mm (Figure 4). All in all, the experimentally planed planks cup follows the theoretical model well, so the pressure roller above the bottom spindle did not flatten the cross-section during planing. 4 3 Unaltered cup Experimental values Theoretical model Cup, Planed (mm) Cup, Rough (mm) Figure 4: Comparison of cup after planing for the experimental values and the theoretical model Twist After planing, twist for the individual planks was reduced by 25 % on average in the experiment, and in general a larger rough twist was subjected to a larger reduction of twist (Figure 5).
31 According to the theoretical model, the average twist reduction would have been 36 %. For planks with a smaller twist (below approximately 10 mm/2m) the twist remained more or less unaltered. For planks with a larger twist (above approximately 13 mm/2m) the experimental values agreed well with the theoretical model Unaltered twist Experimental values Theoretical model Twist, Planed (mm/2m) Twist, Rough (mm/2m) Figure 5: Comparison of twist after planing for the experimental values and the theoretical model A linear regression analysis with scaled and centred variables gave the relationship: * 17 * 3 * * Twist P = 8.9 * * l *10 MOE * Twist R, where the star index represents scaled and centred variables. The coefficient of determination for the initial model was The formula shows that the dominant factor for twist after planing is the initial twist, while the influence of MOE was peripheral. A suitable twist formula from the experiments was: Twist P = 0.75* Twist R, with an R 2 value of Since the adjusted formula based on the experiment is independent of MOE, there could be other mechanisms than flattening at work. One possibility is that the distance between the downward forces is large enough and that the pressures are weak enough to enable the planks to wobble in the planer, and thus it only appears like the planks with a smaller twist have been flattened in the planer. Bow Bow appears in the weakest direction of the planks and should be the easiest warp to flatten. In the experiment, bow only decreased for half of the planks, while it increased for the rest and the average change was a slight increase (Figure 6). When looking at the cutting depths for the sapwood side, it looks like some bow was present during planing as there was a difference in cutting depth between the ends and the middle cross-section. According to the theoretical model, bow should be reduced by 29 % on average. For the experiment, bow after planing is spread out around the case of no alterations of bow after planing. Generally the planks with the smallest difference between the experimental and the theoretical bow after planing were the planks with a high MOE, showing that planks with a larger stiffness where less flattened during planing. The theoretical model is based on the assumption that no forces act on the planks, but there is also another way of looking at the model. One can consider the theoretical model as planing of a
32 very stiff material since the wood does not change its outer shape except for removal of material, which explains the poor correlation between the theoretical model and the experiment. As stated earlier, planks are weak in the bow direction and gravity introduces some amount of flattening without outer pressure forces. In the theoretical model, it is assumed that bow only appears in one direction, which also could be a source of error; however since bow is practically unaffected by planing, the bow direction does not matter; instead an alternative theoretical model irrespective of bow direction could be used: Bow P = Bow R, (5) which corresponds to the solid line in Figure Unaltered bow Experimental values Theoretical model Bow, Planed (mm/2m) Bow, Rough (mm/2m) Figure 6: Comparison of bow after planing for the experimental values and the theoretical model Linear regression for scaled centred variables gave: * 16 * * * Bow P = 2.5* * l 0.71* MOE * BowR, which had an R 2 value of For bow, all variables had equal importance, so the final model was chosen as: 4 Bow P = 1.0 * l 3.5*10 * MOE * Bow R, where the R 2 value for the model was According to the regression model, MOE has a negative influence for bow after planing, which indicates that a stiffer plank is harder to flatten, which results in a decreased bow. The negative influence MOE has on bow was an expected result. Crook For the majority of the planks, crook decreased during planing, and the average change was an approximate reduction of 20 %, while the theoretical model predicted an average reduction of 73 % (Figure 7). The model predicted that small crooks would be planed off; but that was not the case. In the experiment, a smaller original crook (below approximately 5 mm/2m) remains unchanged after planing, while planks with a larger original crook (above approximately 7 mm/2m) have been subjected to a larger shape modification by planing in the experiment than in the theoretical model.
33 10 8 Unaltered crook Experimental values Theoretical model Crook, Planed (mm/2m) Crook, Rough (mm/2m) Figure 7: Comparison of crook after planing for the experimental values and the theoretical model Since crook appears in the stiffest direction of the planks, it should be the hardest deformation to straighten out, and the experimental values should therefore correspond well with the theoretical model. However, there is a large difference between the experiment and the theoretical model, which probably depends on the simple assumption that the middle cross-section is straight and parallel to the top and bottom cutters. The movement of the planks through the planer is a much more complicated matter. There are two principal scenarios; crook can either be directed towards or away from the guiding fence. In one scenario, the plank should move straight through the planer since there are two contact zones between the plank and the guiding fence: one in the top end and one in the butt end. As a result, the cutting depths on the right edge of the plank would be largest in CS1 and CS5 while they would be smallest in CS3 with intermediate cutting depths on CS2 and CS3. In the other scenario, on which the theoretical model is based, there is only one contact zone between the plank and the guiding fence in the beginning of the planing operation. The lateral pressure roller guides the part of the plank located in the planer intake towards the guiding fence. At first, the top end cross-section would be aligned perpendicular to the guiding fence, and as the plank progresses further in the planer, the plank s curvature would make the top end move left until the point where the guiding ruler controls the planks motion and guides the planks towards the right. Then, the plank is steered both in the top end and in the butt end making the plank move straight in the planer until the butt end of the plank leaves the lateral pressure roller. By then, the top part of the plank is wedged between the guiding fence and the guiding ruler making the plank move straight. In this scenario, the cutting depth would be smallest in CS1 and increasing in the following cross-sections due to both a more controlled motion and the planks curvature. After the middle cross-section, the curvature of the crook would make the cutting depth decrease, but since the motion of the plank is controlled, the cutting depth of CS5 would be larger then the cutting depth of CS1. This is the case in the experiment, which shows that the crook direction was correctly assumed in the theoretical model for the planks at hand. The first model with scaled and centred variables was: * 17 * * * Crook P = 1.5* * l * MOE * Crook R, for which R 2 was For crook, the most influential factor was original crook, followed by MOE, while length had a minor influence. The final formula became: 4 Crook P = *10 * MOE * Crook R,
34 for which R 2 =0.90. Since MOE has a positive effect on crook after planing, i.e., the stiffer the material the larger the defect after planing, some mechanism other than forces flattening the planks is responsible for the seemingly straightened small crooks during planing. The real reason could be the lateral movements of the plank as earlier discussed. Approved warp Warp for rough and planed planks was compared with two different requirements with different bases. Nordic Timber (Anon., 1994) is a commercial sorting rule without concerns about the final use, while Rules for Purchase of Structural Timber (Johansson et al., 1993) is adapted to meet the demands of the building industry; this makes the former more general than the latter. When planks were rough, eight of them passed the requirements given by Nordic Timber, and after planing, the number of approved planks in the experiment had increased to ten. The theoretical models (Eqs. 1-5) were able to predict whether or not bow and cup would be approved after planing while they had one miss for twist and crook respectively. All in all, the difference between the experimental and the theoretical case was one plank, since planks can be discarded due to more than one warp type. Only one of the rough planks would pass the stricter requirements given by Rules for Purchase of Structural Timber, and in the experiment three planks were approved after planing. The theoretical models could predict if the plank s cup would be approved (Eq. 1), but had one miss for twist (Eq. 2), two misses for crook (Eq. 4) and three misses for bow (Eq. 3). If the alternative model with unaffected bow after planing was used (Eq. 5), the difference between the model and the experiment when it comes to approval would be two planks. The findings indicate that if the question is whether or not a plank would be approved after planing according to those two guidelines, an easy, theoretical model would be sufficient. They also indicate that there is no major improvement potential when it comes to meeting the requirements in adjusting the forces acting on the planks from the planer in the experiment while keeping the cutting depths. Conclusion If the planks were completely straightened during planing, all warps would have remained the same after the planing process. This is not the case, so some degree of warp remained present during planing, and since bow increased in half of the planks, the planer actually introduced more deformation. Conclusions that can be made are: an increased MOE led to a decreased bow and a increased crook, but had no effect on twist; an increased length led to an increased bow, but had no effect on twist or crook; the planer did not flatten the planks cross-sections during planing, which was shown since the experimental results for cup corresponded to the theoretical model; the only deformation that the planer did flatten during planing was bow, since bow was nearly unaffected by the operation; small amounts of twist and crook were not affected by planing while large amounts of twist and crook were reduced after planing; and simple theoretical models can be used to predict if a plank would pass the requirements stated by Nordic Timber or Rules for Purchase of Structural Timber.
35 More experimental work is planned to validate the study and develop an improved model with e.g. variations in moisture contents and planer settings. Acknowledgement The author wishes to thank the European Regional Development Fund, Objective 2, Northern part of Sweden via Tillväxtverket (the Swedish Agency for Economic and Regional Growth) and Vinnova (the Swedish Agency for Innovation Systems) for financial support. References Anon. (1994). Nordic Timber Grading Rules for Pine and Spruce Timber (In Swedish: Sorteringsregler för sågat virke av furu och gran). Stockholm, Sweden: Arbor Publishing. Coelho, C.L., Carvalho, L.M.H., Martins, J.M., Costa, C.A.V., Masson, D. & Méausoone, P. (2007). Method for Evaluating the Influence of Wood Machining Conditions on the Objective Characterixation and Subjective Perception of a Finished Surface. Wood Science and Technology, 42(3), Ekevad, M. (2006). Modelling of Dynamic and Quasistatic Events with Special Focus on Wood- Drying Distortions. Doctoral Thesis, Luleå University of Technology, Division of Wood Science and Technology. Ekevad, M., Lundgren, N. & Flodin, J. (2010). Choosing Green Sawing Dimensions for Best Value Yield of Norway Spruce: Industrial Measurements and Physical Modeling. Proceedings of the 11 th International IUFRO Wood Drying Conference: Recent Advances in the Field of Wood Drying. Skellefteå, Sweden, January Ekevad, M., Lundgren, N. & Flodin, J. (2011). Drying Shrinkage of Sawn Timber of Norway Spruce (Picea Abies): Industrial Measurements and Finite Element Simulations. Wood Material Science and Engineering, 6(1-2), European standard EN408. Timber Structures - Structural Timber and Glued Laminated Timber Determination of some Physical and Mechanical Properties. Franz, N.C. (1958). An Analysis of the Wood-Cutting Process. Ph.D. thesis, University of Michigan Press, Ann Arbor, United States of America. Grönlund, A., Flodin, J., Vikberg, T., Nyström, J. & Lundgren, N. (2009). Monitoring of Lumber Size, Shape and Mismatch in Double-Arbour Saws Development and Validation of Scanning Equipment. Nanjing, China, October Grönlund, A., Flodin, J. & Wamming, T. (2009). Adaptive Control of Green Target Sizes. Proceedings of the 19 th Wood Machining Seminar. Nanjing, China, October Hernandéz, R.E. & Fernando de Moura, L. (2002). Effects of Knife Jointing and Wear on the Planed Surface Quality of Northern Red Oak Wood. Wood and Fiber Science, 34(4), Johansson, G., Kliger, R. & Perstorper, M. (1993). Rules for Purchase of Structural Timber (In Swedish: Inköpsregler för byggnadsvirke: byggbranschens kvalitetskrav). Statens råd för byggnadsforskning, Stockholm, Sweden.
36 Kilic, M., Hiziroglu, S. & Burdurlu, E. (2006). Effect of Machining on Surface Roughness of Wood. Building and Environment, 41(8), Lundgren, N., Ekevad, M. & Flodin, J. (2011). Choosing Green Sawing Dimensions for Norway Spruce from Stochastic Simulations. Journal of Wood Science, 57(2), Malkoçoğlu, A. (2007). Machining Properties and Surface Roughness of Various Wood Species Planed in Different Conditions. Building and Environment, 42(7), Naderi, N. & Hernández, R.E. (1999). Effect of Planing on Physical and Mechanical Properties of Sugar Maple Wood. Wood and Fiber Science, 31(3), Wang, S.J. (1984). A new Approach to Calculating Target Sizes. Forest Products Journal, 34(9),
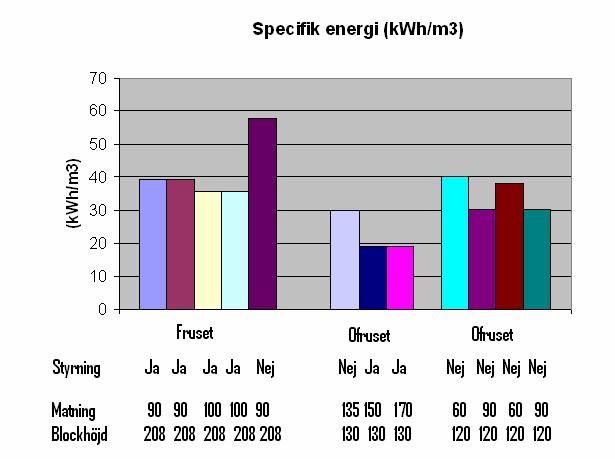
37 Provsågningsresultat Fruset/ofruset Klingtjocklek (2,2 3,2mm) Matningshastighet ( m/min) Tandantal (30 42) Med och utan sågbladsstyrningar Blockhöjd ( mm) Krokigt respektive rakt timmer
38 Måttvariation Måttvariation SD 0,3 0,25 0,2 0,15 0,1 0,05 SD 0 2 2,2 2,4 2,6 2,8 3 3,2 3,4 Klingtjocklek (mm)
39 Sågsöm Sågsöm för olika klingtjocklekar Sågsöm (mm) 3,5 3 2,5 2 1,5 1 0,5 Sågsöm medel Sågsöm max 0 2 2,2 2,4 2,6 2,8 3 3,2 3,4 Klingtjocklek (mm)
40 Matning x blockhöjd Matn x Blockhöjd 0,3 0,25 0,2 0,15 Matn x Blockhöjd 0,1 0,
41 Provsågningsresultat 3,1 0,4 0, Nej Nej 90 2,8 12 2,8 0,3 0, Nej Nej 60 2,8 12 2,4 0,4 0, Nej Nej 90 3,2 12 2,1 0,5 0, Nej Nej 60 3,2 12 1,04 0,17 0, Nej Ja 170 2,2 22 0,97 0,22 0, Nej Ja 150 2,2 22 1,08 0,27 0, Nej Nej 135 2,6 22 1,56 0,22 0,2 208 Ja Ja 100 2,4 21** 0,71 0,14 0, Ja Ja 90 2,4 21** 1,1 0,34 0, Ja Ja 100 2,4 21* 1,12 0,29 0, Ja Ja 90 2,4 21* 1,2 0,24 0, Ja Nej 85 3,2 11 1,2 0,36 0, Ja Ja 90 2,4 11 1,4 0,37 0,2 120 Ja Ja 80 2,4 11 1,7 0,41 0, Ja Ja 70 2,4 11 1,1 0,41 0,2 120 Ja Ja 60 2,4 11 SS max SS medel SD B-höjd Fruset Styrn. Matn K-tjock Sågning nr
42 Effektmätning
43 Provsågning av krokigt timmer i Munksund Fack 1: bågradie > 127m Fack 2: bågradie < 127m & bågradie > 63m Fack 3: bågradie < 63m På en stock som är 4,5 m motsvarar en bågradie på 127 respektive 63 m en båghöjd mitt på stocken som är 20 respektive 40 mm. Timmer får sedan falla ut under normal produktion. Totalt 160 stockar från fack 1, 40 stockar från fack 2 och 40 stockar från fack 3 sparas och hålls separerade.
44 DP 4 Resultat Standardavvikelse tjocklek övre och undre kant 0,40 0,35 Standardavvikelse ( mm) 0,30 0,25 0,20 0,15 0,10 Raka Mellankrokiga Krokiga 0,05 0,00 3,2 mm 90m/min 3,2 mm 60m/min 2,8 mm 90m/min 2,8 mm 60m/min Tjocklek klingstomme Matningshastighet Maxvärde sågsöm märg och splintsida Maxvärde såg söm ( mm) 3,5 3,0 2,5 2,0 1,5 1,0 0,5 0,0 3,2 mm 90m/min 3,2 mm 60m/min 2,8 mm 90m/min 2,8 mm 60m/min Tjocklek klingstomme Matningshastighet Raka Mellankrokiga Krokiga
45 Provsågning på två olika verk Plats Klingtj. SD SS Max SS Med BH Matning 1 3 0,18 1,1 0, , ,19 1,3 0, ,2 1 2,6 0,2 1,6 0, ,2 1 2,6 0,24 1,8 0, ,2 2 2,9 0,44 2,5 0, ,1 0,61 1,6 0,
46 Inverkan från pilhöjd STD vs Pilhöjd 3,0 mm STD och Sågsöm vs Pilhöjd 2,6 mm Standardavvikelse i (mm) 0,90 0,80 0,70 0,60 0,50 0,40 0,30 0,20 0,10 0, Pilhöjd i (mm) STD Plank STD Stock Linear (STD Stock) Linear (STD Plank) y = -0,0009x + 0,1737 R 2 = 0,0025 y = 0,0018x + 0,2287 R 2 = 0,0093 STD och Max sågsöm (mm) 2,00 1,50 1,00 0,50 0, Pilhöjd (mm) STD Plank Sågsöm Max Linear (STD Plank) Linear (Sågsöm Max) y = 0,0005x + 0,2025 R 2 = 0,0015 y = 0,0027x + 0,5869 R 2 = 0,0042 SD (mm) SD vs Pilhöjd 0,70 0,60 0,50 0,40 0,30 0,20 0,10 0, Pilhöjd i (mm) SD 2,9 mm SD 3,1 mm Linear (SD 2,9 mm) Linear (SD 3,1 mm) y = 0,0012x + 0,2708 R 2 = 0,0178 y = 0,0007x + 0,2377 R 2 = 0,0111 SS MAX (mm) 3,0 2,5 2,0 1,5 1,0 0,5 0,0 Sågsöm MAX vs Pilhöjd Pilhöjd i mm SS MAX 2,9 mm SS MAX 3,1 mm Linear (SS MAX 3,1 mm) Linear (SS MAX 2,9 mm) y = 0,008x + 0,6709 R 2 = 0,0509 y = 0,0083x + 0,6441 R 2 = 0,0736
47 SD som funktion av Drifttid Måttvariation 3,0 mm Måttvariation 2,6 mm STD i (mm) 0,90 0,80 0,70 0,60 0,50 0,40 0,30 0,20 0,10 0, Drifttid i min STD Plank STD Stock Linear (STD Plank) Linear (STD Stock) y = -0,0002x + 0,23 R 2 = 0,0813 y = -0,0002x + 0,285 R 2 = 0,0687 STD (mm) 1,00 0,90 0,80 0,70 0,60 0,50 0,40 0,30 0,20 0,10 0, Drifttid (Min) STD Plank STD Stock Linear (STD Plank) Linear (STD Stock) y = -1E-05x + 0,2118 R 2 = 0,0004 y = 0,0002x + 0,3183 R 2 = 0,0589 SD vs Drifttid 0,70 0,60 SD (mm) 0,50 0,40 0,30 0,20 0,10 0, Drifttid Min SD 2,9 mm SD 3,1 mm Linear (SD 3,1 mm) Linear (SD 2,9 mm) y = 3E-05x + 0,2991 R 2 = 0,0037 y = 1E-04x + 0,2398 R 2 = 0,0153
 2,5 2,0 1,5 1,0 0,5 0,0 0 200 400 600 800 1000 Drifttid (min) Linear (SS MAX 2,9")
48 Sågsöm som funktion av drifttiden Sågsöm vs Prod tid 3,0 mm Sågsöm (mm) 1,5 1,0 0,5 0, Prodtid i min Sågsöm medel Sågsöm Max Linear (Sågsöm medel) Linear (Sågsöm Max) y = 0,0001x + 0,1125 R 2 = 0,0586 y = 0,0003x + 0,3457 R 2 = 0,0302 3,0 Sågsöm vs drifttid SS MAX 2,9 mm SS Max 3,1 Sågsöm Max (mm) 2,5 2,0 1,5 1,0 0,5 0, Drifttid (min) Linear (SS MAX 2,9 mm) Linear (SS Max 3,1) y = 0,0008x + 0,6459 R 2 = 0,1619 y = 0,0018x + 0,5536 R 2 = 0,2208

49 Förslitning Eggradie µ 60,00 50,00 40,00 30,00 Över Under 20,00 10,00 0,00 Klinga 1-5 Klinga 2-6 Klinga 3-7 Klinga 4-8
50 Effektmätning Verk 1 Effekt höger undre motor motsågning MAX AVG MAX MAX Linear (MAX AVG) Linear (MAX AVG) Linear (MAX MAX) y = 0,0016x + 84,459 R 2 = 0,1824 y = 0,0017x + 62,795 R 2 = 0, :49:01 0ms 11:22:09 0ms 11:55:17 0ms 12:28:25 0ms 13:04:37 0ms 13:37:45 0ms 14:10:53 0ms 14:44:01 0ms 15:22:03 0ms 15:55:11 0ms 16:28:19 0ms 17:05:20 0ms 17:38:28 0ms 18:11:36 0ms 18:48:47 0ms 19:21:55 0ms Tid Aktiv effekt höger övre medsågning y = 0,0011x + 96,375 R 2 = 0,0607 y = 0,001x + 72,535 R 2 = 0,0995 Aktiv effekt 11:44:01 0ms 12:17:03 0ms 12:50:05 0ms 13:23:07 0ms 14:01:09 0ms 14:34:11 0ms 15:07:13 0ms 15:40:15 0ms 16:18:13 0ms 16:51:15 0ms 17:24:17 0ms 18:01:06 0ms 18:34:08 0ms 19:07:10 0ms 19:44:55 0ms 20:17:57 0ms Tid MAX AVG MAX MAX Linear (MAX AVG) Linear (MAX MAX) Effekt
51 Effektmätning Verk 2 Undre vänstra 3,1 mm motsågning Aktiv effekt kw MAX Max 3,1 mm klingor Linear (MAX Max 3,1 mm klingor) 20 0 y = 0,0014x + 101,77 R 2 = 0, Tid Över vänster 3,1 mm Medsågning Aktiv effekt kw Tid Max Max 3,1 m m Klingor Linear (Max Max 3,1 mm Klingor) y = 0,0037x + 109,75 R 2 = 0,5307
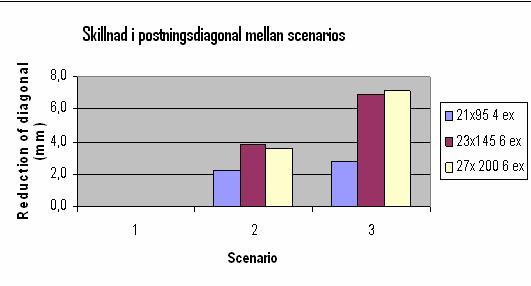
52 Simuleringsscenarios 1. Scenario 1; 4,4 mm sågspår ingen anpassning av råmått 2. Scenario 2; 3,4 mm sågspår ingen anpassning av råmått 3. Scenario 3; 3,4 mm sågspår och anpassning av råmått till läget I tvärsnittet
53 Postningar ID_NAME Scenario No Nominal Thickness DS_POST Green Target Thickness DS_POST_GS 4ex 21x95 1, 2 16/21/21/21/21/ / 23.6 / 23.6 / 23.6 / 23.6 / ex 23x145 1, 2 22/23/23/23/23/23/23/ / 26.9 / 26.9 / 26.9 / 26.9 / 26.9 / 26.9 / ex 27x200 1, 2 22/27/27/27/27/27/27/ / 32.2 / 32.2 / 32.2 / 32.2 / 32.2 / 32.2 / ex 21x /21/21/21/21/ / 23.2 / 23.6 / 23.6 / 23.2 / ex 23x /23/23/23/23/23/23/ / 25.6 / 26.2 / 26.9 / 26.9 / 26.2 / 25.6 / ex 27x /27/27/27/27/27/27/ / 30.6 / 31.3 / 32.2 / 32.2 / 31.3 / 30.6 / 23.3
54

55
56 Skillnad i sågutbyte
57 Skillnad i sågutbyte (procentenheter) 4 ex 21x 95 Scenario 2 Scenario 1 2,0 Scenario 3 Scenario 1 2,3 6 ex 23 x 145 2,8 4,3 6 ex 27 x 200 2,3 4,2
58 Ekonomisk skillnad i milj kr för ett m3 verk 4 ex 21x 95 Scenario 2 Scenario 1 16 Scenario 3 Scenario ex 23 x ex 27 x
59 Slutsatser: Mera virke mindre spån I många fall går det att gå ned i klingtjocklek Kontinuerlig uppföljning av mått och sågsöm är nödvändig för att kunna ligga nära det möjligas gräns Hårdare tandspetsmaterial kan användas Eggskärpan har förvånansvärt liten inverkan på måttspridning och sågsöm men däremot inverkan på effektförbrukning Anpassning av råmått med hänsyn till läge i postningen uppvisar en relativt stor potential Tandassymetrier har stor inverkan på sidkrafter Densitetens inverkan på krympningen mindre än förväntat Krökens inverkan på måttspridning och sågsöm mindre än förväntat
60 Funderingar - Diskussionspunkter Låga spånfyllnadsgrader Fler tänder Mindre tandhöjd Stabilare tänder Tunnare klingor!? Hårdare tandspetsar fler omslipningar Vad är nödvändigt utligg? När är en stomme slut? Vad ger egenfrekvensmätningarna? Effektmätning som en indikator? Hur skall ett automatiskt system för processuppföljning vara utformat?
61
62 Kurvsågning med cirkelsågklingor Enkelklinga Dubbla klingor Centrering av blocket Baksågning Kurvsågning Mars Mats Ekevad



63 Varierande skärdjup Tanden skär på fronten och på sidorna Kurvsågning Mars Mats Ekevad
 Tunn spåna Baksågning 90-90")
64 Framsågning, baksågning? 90-0 Primär skärning (framsågning) Tunn spåna Baksågning Tjock spåna Kurvsågning Mars Mats Ekevad
65 Rak enkelklinga i krökt sågspår Utligget på klingan begränsar kurvsågningsmöjligheten Kontakt mellan stamblad och trä måste undvikas Kurvsågning Mars Mats Ekevad
66 Exempel: enkelklinga kurvsågning 40 mm pilhöjd på 4 m stocklängd ger krökningsradie 50 m För en klinga med diameter 450 mm blir pilhöjden då 0.51 mm 40 mm 0.51 mm Dvs utligget måste vara större än 0.51 mm för att undvika kontakten Kurvsågning Mars Mats Ekevad

67 Kurvsågning med enkelklinga ger lutande sågspår dock ingen baksågning Exempel: diam 556 mm, blockhöjd 150 mm, kurvradie 50 m, önskad tjocklek 40 mm Klingans böjning kan ev. delvis påverka detta Kurvsågning Mars Mats Ekevad
68 För dubbelklingor blir det värre sågklingor matningsriktning Blockcentrum Blockets centrum ligger ej i klingcentrum utan i bästa fall mitt mellan klingornas centrum. I värsta fall ligger blockcentrum någon annanstans Allt detta begränsar kurvsågningsmöjligheten Kurvsågning Mars Mats Ekevad


69 Klingorna spårar inte i samma spår vid ingång och utgång Resultat: lutande sågspår, bredare sågspår, baksågning Ingång Nedre, första klingan: i framsågningen skärs ett lutande sågspår, i baksågningen skärs ett lite rakare sågspår som inte följer det som skurits i framsågningen Tvärtom för den övre klingan Utgång Kurvsågning Mars Mats Ekevad
70 Blockets utseende: bredare sågspår uppe och nere, tunnare bitar i ytterkurvan Blockcentrum Kurvsågning Mars Mats Ekevad
71 Principskisser för kurvsågning Normal raksågning Sågning av lutande sågspår, sidomatning (villkor u/d<sin alfa2) Baksågning, raksågning men i tidigare skuret lutande sågspår Kurvsågning Mars Mats Ekevad



72 SP Sveriges Tekniska Forskningsinstitut 2012
73 Mätutrustning för tjocklek och bredd Fredrik Persson SP Trä Om SP Online Produkt Måttkontroll Test av kommersiella bredd och tjockleksmätare

74 Teknikområden

75 SP Trä - Träteknik och träbyggande Byggande och Boende Förädling och Processer Kvalitet och Provning Material och Produkter
76 Förädling och Processer Scanning och mätteknik Processtyrning och sönderdelning Torkning Sortering Energieffektivisering Spårbarhet Bildbehandling, programmering och databaser

77 Förädling och Processer On-Line produkter Blekeskontroll, automatisk felinläggningskontroll Måttkontroll, trådlösöverföring från skjutmått till databas Kvalitet On-Line, timmersortering baserad på yttre form Kärnved och fibervinkel Mjukvara till REMALog XRay (StoppTid)



78 Måttkontroll
79 Måttkontroll Komplett system Trådlös mätning 15 pekskärm Reptålig Kan användas med handskar Integrerad datorenhet Vatten- och dammsäker (IP65) Flash-disk Enkel att fjärrstyra, skapa backuper och uppgradera Enkelt att byta ut och lägga till fler skjutmått Även andra instrument, t.ex. mätklockor till sågsömsmätning Snabb installation Obegränsat antal klienter

80 Huvudmeny
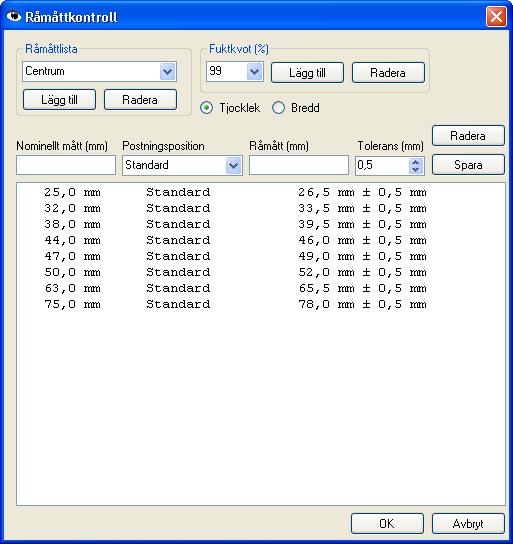
81 Råmåttlista
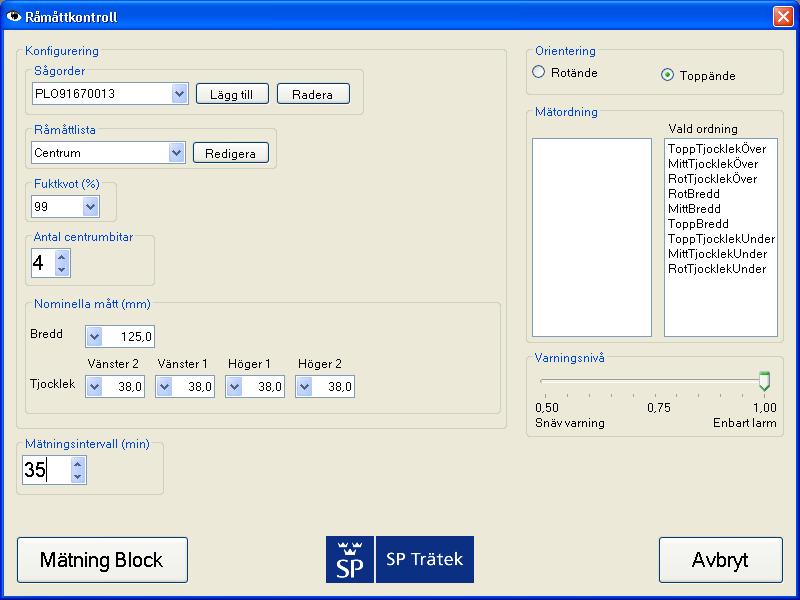
82 Inställningar
83 Mätning

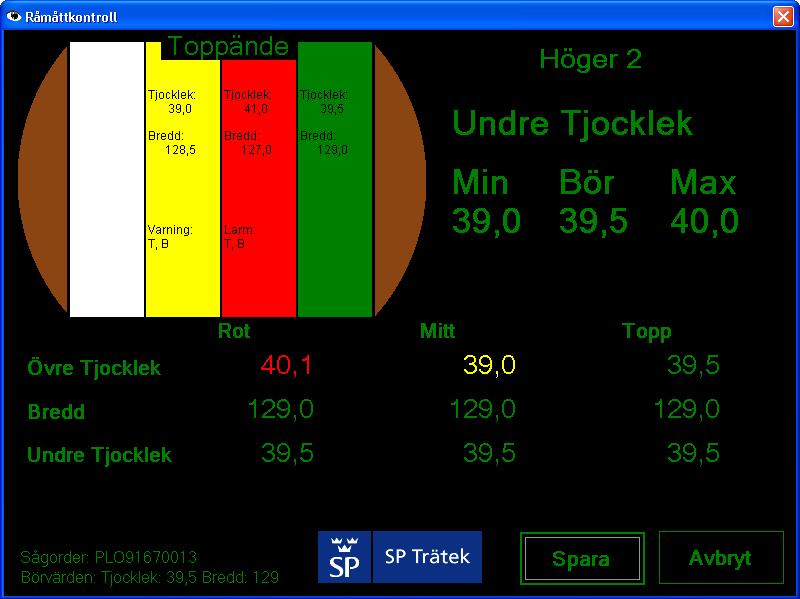
84 Efter mätning

85 Efter mätning


86 Analysverktyg Kan visa resultatet uppdelat på sågorder eller tidpunkt Ger möjlighet att analysera resultatet för varje dimension, kund, klinga, skift Enkel export till Excel
87 Sammanfattning Måttkontroll Noggrannare mätningar på kortare tid Sparar 1-1,5 min/mätning Mätning med skjutmått har ca 0,1 mm std.av (ny såg 0,2-0,5) Skapar förutsättningar för attitydförändring Snabb respons Effektivare informationsflöde Högre noggrannhet ger högre utbyte Stödjer optimering av råmåtten mot fuktkvot och postning Justerverksversion Kommentarer från användare - Bara positiva kommentarer att det går snabbare att mäta än tidigare. - Sågaren ser direkt i såghytten hur mätningen är för måttomställning och vid problem vilken klinga som går dåligt. Jonas Lundström, Setra Malå



88 Test av kommersiella tjockleks- och breddmätare
89 Test av kommersiella tjockleks- och breddmätare Såglinje Sawco ProCon InX SeeCon Råsortering FinScan BoardMaster GS Lisker ProfiGrade LIMAB TSorter Sawco ProSort + Scan
90 Bakgrund TCN Processuppföljning i sågverk (DP1) Tidigare projekt har visat att det går att gå ner i klingtjocklek med bibehållen måttnoggrannhet. Kontinuerlig uppföljning vid aktivt arbete med minskning av klingtjocklek, råmått mm. Mätnoggrannhet i normal drift?
91 Utförande Jämförande tester, skjutmått mätsystem 20 plank/brädor vid varje test
92 Utförande Utmaningar med tester i dagligdrift: Inte alltid den senaste versionen på mätsystemet Ev. kameramätningar sparades inte i resultatfilen. Transportörers skick och hastighet Inga repeterbarhetstest Virkesdimension Plank- eller brädlinje i råsort. Olika dimensioner mellan testerna En dimension per test/mätsystem Leverantörerna har ej justerat mätsystemen inför, eller närvarat under, testerna.

93 Resultat Diff MedelTjocklek Std.av Diff Tjocklek

94 Resultat Std.av Man. MedelTjocklek Std.av System MedelTjocklek Sågens måttvariationer + mätfel Olika medel Liknande spridning


95 Resultat Omvänt: Samma medel Olika spridning OBS: Bredd Överlag sämre än tjocklek
96 Resultat - Såglinje [mm] System ProCon (15/9) ProCon (26/10) SeeCon Virkesdimension 44x100 50x100 19x75/100 Diff MedelTjocklek 0,42-0,09 0,33 Std.av Diff Tjocklek 0,20 0,25 0,43 Diff MedelBredd 0,12 x - Std.av Diff Bredd 0,44 x - Std.av Man. MedelTjocklek 0,54 0,27 0,26 Std.av System MedelTjocklek 0,56 0,25 0,54 Std.av Man. MedelBredd 0,07 x - Std.av System MedelBredd 0,40 x -
97 Resultat - Råsortering [mm] Mätsystem FinScan Lisker ProSort+Scan TSorter Virkesdimension 30x145 16x100 22x100 38x150 Diff MedelTjocklek -0,27-0,01 0,06-0,50 Std.av Diff Tjocklek 0,24 0,27 0,24 0,19 Diff MedelBredd 2,19 0,30 0,05 x Std.av Diff Bredd 0,57 0,69 1,12 x Std.av Man. MedelTjocklek 0,28 0,37 0,25 0,41 Std.av System MedelTjocklek 0,28 0,34 0,34 0,35 Std.av Man. MedelBredd 0,35 0,12 0,17 x Std.av System MedelBredd 0,67 0,68 1,07 x
98 Sammanfattning Tjocklek Std.av Diff Tjocklek, 0,19 0,27 mm (utom SeeCon) De flesta hade väldigt lika standardavvikelse som de manuella mätningarnas medelvärden. Bra processdata som ofta inte används. Bredd Std.av Diff Bredd, 0,44 1,12 mm Större skillnader mellan den manuella standardavvikelsen och mätsystemens.
99 Sammanfattning Vid användning eller val av mätare Vad är viktigt att mäta/vad mäter vi? Spridning inom eller mellan virkesstycken? Hur snabbt behöver vi feedback? Annan funktion? Kvalitetssortering, styra trimmer, fackläggning. Kalibrering och skötsel
100 Frågor?

101 Resultat provsågning Juni 2012 Luleå Tekniska Universitet SP Trä
102 Stocksortering 6 grupper 3 krokighetsklasser Fack 1: 253m > bågradie > 127m Fack 2: 127m > bågradie > 84m Fack 3: 84m > bågradie > 63m 2 sågsätt Krok upp Vridet st. stockar 89 st. stockar 60 st. stockar 59 st. stockar 58 st. stockar 2


103 Märkning Färg beroende på grupp Nummer beroende på individ Krökriktning 3

104 Manuell mätning För spårbarhet och extra dokumentation 4

105 Scanning, sågning och dokumentation 5

106 Mätning på rått virke 6

107 Mätning på torrt virke 7
108 Precision i manuella mätningar Riktning på krök jämfört med sågning 90 Krok upp Y B R W G O Rätt Fel Rätt % 53,3% 76,7% 72,4% 46,7% 89,7% 93,1% Medel rätt 72,0% Liten krok 50,0% Mellan krok 83,2% Stor krok 82,8% 8






109 Exempel på krökriktning Bra Dåliga 9
110 D.v.s. vi hittar krökriktningen bra (över 80 %) på krokiga stockar Dessutom: De som är fel är bara 45 fel Raka stockar 50 % rätt Och när det blir fel kan det bli upp till 180 fel 10
111 Precision i manuella mätningar Krökens storlek jämfört med mätramsdata Pilhöjd Mätram 1 [mm] Manuell [mm] 11
112 Skillnad mellan mätram 1 och Stockradie mätramar 400 Radiie Mätram såglinje [m] Radie Mätram barkmaskin [m] 12
113 Kantkrok beroende på pilhöjd och sågsätt Kantkrok [mm/2m] 8 6 Krok upp Pilhöjd mätram [mm] 13
114 Kantkrok beroende på pilhöjd och sågsätt 5 Kantkrok 4,5 4 3,5 Kantkrok [mm/2m] 3 2,5 2 1,5 Krokupp , Medel pilhöjd [mm] 14
115 Flatböj beroende på pilhöjd och sågsätt 3 Flatböj 2,5 2 Flatböj [mm/2m] 1,5 1 Krokupp 90 0, Medel pilhöjd [mm] 15
116 Skevhet beroende på pilhöjd och sågsätt 7 Skevhet 6 5 Skevhet [mm/2m] 4 3 Krokupp Medel pilhöjd [mm] 16
117 Provsågning - Invridning 90 från krok-upp Tjocklek, Bredd, SågSöm och Fuktkvot Fredrik Persson SP Trä Ann Axelsson - LTU Juni


118 Materialet Gran 50x125 mm, 2 ex Krok-upp Vridet 90 från krok-upp 18
 Råmätning på 48 st plankor Antal")
 3 bredd 6 sågsöm (3 st/flatsida) 3 fuktkvot")
119 Metod 20 plank från varje grupp Ger 120 plankor (tot. 354 st plankor) Råmätning på 48 st plankor Antal mätningar/planka (topp-mitt-rot) 6 tjocklek (3 st/kant) 3 bredd 6 sågsöm (3 st/flatsida) 3 fuktkvot (el-stift) 19
120 Stockradie (mätram 2) för de 120 plankorna efter rotreducering Krok-upp 90 från krok-upp Antal W (rak) G (mellan) O (krokig) Y (rak) B (mellan) R (krokig) Stockradie [m] Stockradie [m] Medel Stockradie [m] efter rotreducering Krok-Upp Vridet 90 Rak W 168 Y 172 Mellan G 98 B 92 Krokig O 81 R 72 Tot. 116 Tot
121 Kurvsågningsradie för de 120 plankorna 20 Fördelning kurvågningsradie för Krok-Upp (0 = raksågning) Antal [mm] Kurvsågningsradie [m] Krok-Upp Rak Krok-Upp Mellan Krok-Upp Krokig Fördelning kurvågningsradie för invridning 90 från Krok-Upp (0 = raksågning) Antal [mm] Kurvsågningsradie [m] Vridet 90 Rak Vridet 90 Mellan Vridet 90 Krokig 21
122 Resultat Krok- Upp Krok- Upp Krok- Upp Vridet 90 Vridet 90 Vridet 90 Rak Mellan Krokig Rak Mellan Krokig W G O Y B R Krok-upp Vridet 90 Tot. Medel Tjocklek [mm] (n=48) 52,87 52,75 52,66 52,72 52,50 52,72 52,76 52,66 52,71 Std.av Tjocklek [mm] (n=48) 0,38 0,44 0,60 0,35 0,37 0,28 0,48 0,34 0,42 Medel Tjocklek [mm] 50,74 50,60 50,91 50,58 50,59 50,70 50,75 50,63 50,69 Std.av Tjocklek [mm] 0,51 0,65 0,62 0,52 0,48 0,45 0,61 0,49 0,55 Medel Bredd [mm] 128,60 128,48 128,75 128,59 128,75 128,81 128,62 128,72 128,66 Std.av Bredd [mm] 0,80 1,28 0,79 0,80 1,17 0,88 0,99 0,96 0,97 Medel MC [%] 10,98 10,92 11,04 11,44 11,14 11,62 10,97 11,40 11,19 Std.av MC [%] 0,79 0,74 0,88 0,81 1,11 0,96 0,80 0,98 0,92 Medel Tj. Krymp [mm/%] FSP 30% 0,11 0,12 0,10 0,11 0,10 0,11 0,11 0,11 0,11 Std.av Tj. Krymp [mm/%] FSP 30% 0,02 0,02 0,02 0,03 0,03 0,03 0,02 0,03 0,03 Medel Sågsöm [mm] 0,19 0,42 0,46 0,21 0,40 0,35 0,35 0,32 0,34 Std.av Sågsöm [mm] 0,30 0,65 0,46 0,31 0,45 0,44 0,50 0,41 0,46 Medel Max Sågsöm [mm] 0,68 1,26 1,09 0,68 0,95 0,89 1,00 0,84 0,92 22
123 Resultat Krok-upp 90-fel Tot. Medel Tjocklek [mm] (rått, n=48) 52,76 52,66 52,71 Std.av Tjocklek [mm] (rått, n=48) 0,48 0,34 0,42 Medel Tjocklek [mm] 50,75 50,63 50,69 Std.av Tjocklek [mm] 0,61 0,49 0,55 Medel Bredd [mm] 128,62 128,72 128,66 Std.av Bredd [mm] 0,99 0,96 0,97 Medel MC [%] 10,97 11,40 11,19 Std.av MC [%] 0,80 0,98 0,92 Medel Sågsöm [mm] 0,35 0,32 0,34 Std.av Sågsöm [mm] 0,50 0,41 0,46 Medel Max Sågsöm [mm] 1,00 0,84 0,92 23
124 Spridning Tjocklek 51,4 Tjocklek för olika krokighet och invridning, 50x125 (25%-perc., median och 75%-perc.) 51,2 51,0 Tjocklek [mm] 50,8 50,6 50,4 50,2 50,0 W Y G B O R Rak Rak Mellan Mellan Krokig Krokig Krok-Upp Vridet 90 Krok-Upp Vridet 90 Krok-Upp Vridet 90 24
125 Std.av Tjocklek mot olika radier, Krok-upp Stockradie Kurvsågningsradie 1,20 1,00 Std.av [mm] 0,80 0,60 0,40 0,20 0, Stockradie [m] Kurvsågningsradie [m] Svaga samband Vridet 90 från krok-upp Obefintlig kurvsågning Ännu svagare samband Liknande trender för max-sågsöm 25
126 Spridning Bredd 130,0 Bredd för olika krokighet och invridning, 50x125 (25%-perc., median och 75%-perc.) 129,5 Bredd [mm] 129,0 128,5 128,0 127,5 W Y G B O R Rak Rak Mellan Mellan Krokig Krokig Krok-Upp Vridet 90 Krok-Upp Vridet 90 Krok-Upp Vridet 90 26
127 Std.av Bredd mot stockradie efter rotreducering Std.av [mm] 1,60 1,40 1,20 1,00 0,80 0,60 0,40 0,20 0,00 Krok-Upp Stockradie [m] Vridet Stockradie [m] Inga större skillnader mellan rotationslägena. 27
128 Max SågSöm 2,50 Max SågSöm för olika krokighet och invridning (25%-perc., median och 75%-perc.), 50x125 2,00 Max SågSöm [mm] 1,50 1,00 0,50 0,00 Rak Rak Mellan Mellan Krokig Krokig Krok-Upp Vridet 90 Krok-Upp Vridet 90 Krok-Upp Vridet 90 28
129 Slutsatser Kantkrokigheten ökar med invridning 90 från krok-upp, svag trend med ökad kantkrok för ökande pilhöjd med denna invridning. Skevhet och flatböj påverkas obetydligt. Stockar med liten eller måttlig pilhöjd kan sågas vridet 90 från krok-upp utan att få alltför allvarlig kant-krok. Utifrån uppmätta tjocklekar, bredder och sågsömmar finns inget som tyder på att det skulle vara sämre med annan rundvridning än krok-upp. Vid rundvridning 90 från krok-upp rak-reduceras stocken, ger lägre std.av för tjockleken och minskad sågsöm främst på krokiga stockar. Utbytet bör dock ha påverkats negativt. Inga starka samband mellan mått/sågsöm och stock-/kurvsågningsradie. Liten radie ökar till viss del risken för större måttspridning och sågsöm. 29
130
131 13
132 6
133
134 α d

135 α d
136 X X
137 X =(x 1,x 2,...,x N ). S X W j W j =(x i S,x i S 1,...x i ) i {S, S +1,...,N} j {1, 2,...,(N S)}. W jy y W jy =(x W j x>y ) j {1, 2,...,(N S)}. Y 1 Y 1 (j) = (W j y ) S j {1, 2,...,(N S)}.
138 y Y 2 Y 2 (j) =W jy j {1, 2,...,(N S)}. y Y 3 Y 3 (j) =P 95 (W j ). y Y 1 Y 2 y = W j = Q2 d
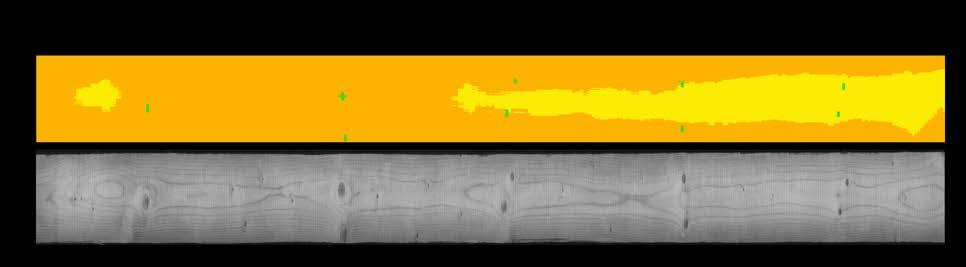
139 Sample mean laser (mm) Sample standard deviation (mm) Depth gage Laser Sample mean depth gage (mm) Board ID Ŝp Ŝs Ŝ p Ŝs
140 500 Distance from top end of Ŝs (cm) Distance from top end of Ŝp (cm) Ŝp Ŝs Ŝp Ŝs Ŝ b Ŝ b
141 5 4 Frequency Relative distance from top end Ŝp Ŝs Ŝb
142 3 Maximal saw mismatch (mm) Ŝ b DS b Tolerance limit Board ID DS b Ŝb Q2 Q2 = Y 1 Y 1 Y 1 Q2
143 Saw mismatch (mm) AM 9AM 12PM 3PM 6PM 9PM 1AM Time Share (%) AM 9AM 12PM 3PM 6PM 9PM 1AM Time Y Saw mismatch (mm) Saw mismatch (mm) AM 9AM 12PM 3PM 6PM 9PM 1AM Time Y AM 9AM 12PM 3PM 6PM 9PM 1AM Time Y 3
144 Q2 Y 1,Y 2 Y 3 Y 1 Y 2 Y 3
145 Coefficients Average top diameter Cant height Feed speed
146
147
148
149 13.5
150 Increased sawing yield by thinner saw blades and adapted green target sizes Jens Flodin and Anders Grönlund
151 Background Raw material costs are about 70% The number of pieces per log is increasing Shrinkage depends on position in the cross section of the log
152 Saw variation vs blade thickness Thickness variation 0,3 Stamdarddeviation (mm) 0,25 0,2 0,15 0,1 0,05 SD 0 2 2,2 2,4 2,6 2,8 3 3,2 3,4 Blade thickness (mm)
153 Mismatch vs blade thickness Mismatch vs blade thickness 3,5 3 Mismatch (mm) 2,5 2 1,5 1 0,5 Average Mismatch Max Mismatch 0 2 2,2 2,4 2,6 2,8 3 3,2 3,4 Blade thickness (mm)
154 Shrinkage in width Δ W = 8,7 mm Δ W = 6,4 mm Δ W = 6,1 mm Δ W = 8,9 mm Δ W = 7,7 mm Δ W = 4,6 mm Δ W = 7,7 mm Δ W = 5,7 mm Δ W = 6,0 mm
155 Shrinkage in thickness Δ T = 1,6 mm Δ T = 2,3 mm Δ T = 2,4 mm Δ T = 1,7 mm Δ T = 1,8 mm Δ T = 2,6 mm Δ T = 1,9 mm Δ T = 2,2 mm Δ T = 2,2 mm

156 Cup Cup = 1,7 mm Cup = 3,0 mm Cup = 2,9 mm Cup = 1,7 mm Cup = 2,3 mm Cup = 2,0 mm Cup = 2,2 mm Cup = 2,9 mm Cup = 2,8 mm
157 Calculation of Green Target Sizes Influencing parameters Wanted size after sawing and drying Wanted size after sawing, drying and planing Tangential shrinkage (mean and SD) Radial shrinkage (mean and SD) Saw variation (SD) Wanted final moisture content (mean and SD) Share of approved pieces




158 Outline of the Stem Bank CT Scanner Forestry Data VIRTUAL STEM 3D-description of wood properties Image Analysis Destructive Testing
159 Image processing
160 Parametric description The cross-section every cm is described by: Pith location in X and Y Outer shape with one radii for every degree Heartwood sapwood border with one radii every degree Every knot is described by 9 parameters
161 Knot description d = r (c 1 + c 2 (r) 0,25 ) Ф = c 3 + c 4 ln(r) h = (c 5 + c 6 (r) 0,5 r d = dead knot border r e = knot end r d = knot axis hit surface

162 Saw simulation

163 Comparison real and simulated
Processuppföljning i sågverk
 Processuppföljning i sågverk - Mätnoggrannhet befintliga mätsystem i såg och råsortering för tjocklek och bredd SP Trä Anders Grönlund LTU Skellefteå TCN -Mätnoggrannhet --3 () Sammanfattning Detta arbete
Processuppföljning i sågverk - Mätnoggrannhet befintliga mätsystem i såg och råsortering för tjocklek och bredd SP Trä Anders Grönlund LTU Skellefteå TCN -Mätnoggrannhet --3 () Sammanfattning Detta arbete
Viktig information för transmittrar med option /A1 Gold-Plated Diaphragm
 Viktig information för transmittrar med option /A1 Gold-Plated Diaphragm Guldplätering kan aldrig helt stoppa genomträngningen av vätgas, men den får processen att gå långsammare. En tjock guldplätering
Viktig information för transmittrar med option /A1 Gold-Plated Diaphragm Guldplätering kan aldrig helt stoppa genomträngningen av vätgas, men den får processen att gå långsammare. En tjock guldplätering
Styrteknik: Binära tal, talsystem och koder D3:1
 Styrteknik: Binära tal, talsystem och koder D3:1 Digitala kursmoment D1 Boolesk algebra D2 Grundläggande logiska funktioner D3 Binära tal, talsystem och koder Styrteknik :Binära tal, talsystem och koder
Styrteknik: Binära tal, talsystem och koder D3:1 Digitala kursmoment D1 Boolesk algebra D2 Grundläggande logiska funktioner D3 Binära tal, talsystem och koder Styrteknik :Binära tal, talsystem och koder
Module 6: Integrals and applications
 Department of Mathematics SF65 Calculus Year 5/6 Module 6: Integrals and applications Sections 6. and 6.5 and Chapter 7 in Calculus by Adams and Essex. Three lectures, two tutorials and one seminar. Important
Department of Mathematics SF65 Calculus Year 5/6 Module 6: Integrals and applications Sections 6. and 6.5 and Chapter 7 in Calculus by Adams and Essex. Three lectures, two tutorials and one seminar. Important
Stiftelsen Allmänna Barnhuset KARLSTADS UNIVERSITET
 Stiftelsen Allmänna Barnhuset KARLSTADS UNIVERSITET National Swedish parental studies using the same methodology have been performed in 1980, 2000, 2006 and 2011 (current study). In 1980 and 2000 the studies
Stiftelsen Allmänna Barnhuset KARLSTADS UNIVERSITET National Swedish parental studies using the same methodology have been performed in 1980, 2000, 2006 and 2011 (current study). In 1980 and 2000 the studies
Grafisk teknik IMCDP IMCDP IMCDP. IMCDP(filter) Sasan Gooran (HT 2006) Assumptions:
 Sasan Gooran (HT 2006) Assumptions:") IMCDP Grafisk teknik The impact of the placed dot is fed back to the original image by a filter Original Image Binary Image Sasan Gooran (HT 2006) The next dot is placed where the modified image has its
IMCDP Grafisk teknik The impact of the placed dot is fed back to the original image by a filter Original Image Binary Image Sasan Gooran (HT 2006) The next dot is placed where the modified image has its
8 < x 1 + x 2 x 3 = 1, x 1 +2x 2 + x 4 = 0, x 1 +2x 3 + x 4 = 2. x 1 2x 12 1A är inverterbar, och bestäm i så fall dess invers.
 MÄLARDALENS HÖGSKOLA Akademin för utbildning, kultur och kommunikation Avdelningen för tillämpad matematik Examinator: Erik Darpö TENTAMEN I MATEMATIK MAA150 Vektoralgebra TEN1 Datum: 9januari2015 Skrivtid:
MÄLARDALENS HÖGSKOLA Akademin för utbildning, kultur och kommunikation Avdelningen för tillämpad matematik Examinator: Erik Darpö TENTAMEN I MATEMATIK MAA150 Vektoralgebra TEN1 Datum: 9januari2015 Skrivtid:
Signatursida följer/signature page follows
 Styrelsens i Flexenclosure AB (publ) redogörelse enligt 13 kap. 6 och 14 kap. 8 aktiebolagslagen över förslaget till beslut om ökning av aktiekapitalet genom emission av aktier och emission av teckningsoptioner
Styrelsens i Flexenclosure AB (publ) redogörelse enligt 13 kap. 6 och 14 kap. 8 aktiebolagslagen över förslaget till beslut om ökning av aktiekapitalet genom emission av aktier och emission av teckningsoptioner
Klyvklingor / Ripping Blades.
 Klyvklingor / Ripping Blades. Sågresultatet är beroende av att klingan är avsedd för den tjocklek och det material som ska sågas, med rätt kombination av spånvinkel, skärtyp och tanddelning. Generellt
Klyvklingor / Ripping Blades. Sågresultatet är beroende av att klingan är avsedd för den tjocklek och det material som ska sågas, med rätt kombination av spånvinkel, skärtyp och tanddelning. Generellt
Grafisk teknik IMCDP. Sasan Gooran (HT 2006) Assumptions:
 Assumptions:") Grafisk teknik Sasan Gooran (HT 2006) Iterative Method Controlling Dot Placement (IMCDP) Assumptions: The original continuous-tone image is scaled between 0 and 1 0 and 1 represent white and black respectively
Grafisk teknik Sasan Gooran (HT 2006) Iterative Method Controlling Dot Placement (IMCDP) Assumptions: The original continuous-tone image is scaled between 0 and 1 0 and 1 represent white and black respectively
Inläggningskontroll för blockreducering/delningssåg
 Inläggningskontroll för blockreducering/delningssåg Slutrapport Simon Dahlquist, SP Trä Jens Flodin, Norra Timber Sammanfattning Kontinuerlig och automatisk mätning av felinläggning är ett effektivt sätt
Inläggningskontroll för blockreducering/delningssåg Slutrapport Simon Dahlquist, SP Trä Jens Flodin, Norra Timber Sammanfattning Kontinuerlig och automatisk mätning av felinläggning är ett effektivt sätt
Statistical Quality Control Statistisk kvalitetsstyrning. 7,5 högskolepoäng. Ladok code: 41T05A, Name: Personal number:
 Statistical Quality Control Statistisk kvalitetsstyrning 7,5 högskolepoäng Ladok code: 41T05A, The exam is given to: 41I02B IBE11, Pu2, Af2-ma Name: Personal number: Date of exam: 1 June Time: 9-13 Hjälpmedel
Statistical Quality Control Statistisk kvalitetsstyrning 7,5 högskolepoäng Ladok code: 41T05A, The exam is given to: 41I02B IBE11, Pu2, Af2-ma Name: Personal number: Date of exam: 1 June Time: 9-13 Hjälpmedel
SVENSK STANDARD SS-ISO 8734
 SIS - Standardiseringskommissionen i Sverige Handläggande organ SMS, SVERIGES MEKANSTANDARDISERING SVENSK STANDARD SS-ISO 8734 Fastställd Utgåva Sida Registering 1992-11-16 1 1 (1+8) SMS reg 27.1128 SIS
SIS - Standardiseringskommissionen i Sverige Handläggande organ SMS, SVERIGES MEKANSTANDARDISERING SVENSK STANDARD SS-ISO 8734 Fastställd Utgåva Sida Registering 1992-11-16 1 1 (1+8) SMS reg 27.1128 SIS
CHANGE WITH THE BRAIN IN MIND. Frukostseminarium 11 oktober 2018
 CHANGE WITH THE BRAIN IN MIND Frukostseminarium 11 oktober 2018 EGNA FÖRÄNDRINGAR ü Fundera på ett par förändringar du drivit eller varit del av ü De som gått bra och det som gått dåligt. Vi pratar om
CHANGE WITH THE BRAIN IN MIND Frukostseminarium 11 oktober 2018 EGNA FÖRÄNDRINGAR ü Fundera på ett par förändringar du drivit eller varit del av ü De som gått bra och det som gått dåligt. Vi pratar om
Collaborative Product Development:
 Collaborative Product Development: a Purchasing Strategy for Small Industrialized House-building Companies Opponent: Erik Sandberg, LiU Institutionen för ekonomisk och industriell utveckling Vad är egentligen
Collaborative Product Development: a Purchasing Strategy for Small Industrialized House-building Companies Opponent: Erik Sandberg, LiU Institutionen för ekonomisk och industriell utveckling Vad är egentligen
Grafisk teknik. Sasan Gooran (HT 2006)
") Grafisk teknik Sasan Gooran (HT 2006) Iterative Method Controlling Dot Placement (IMCDP) Assumptions: The original continuous-tone image is scaled between 0 and 1 0 and 1 represent white and black respectively
Grafisk teknik Sasan Gooran (HT 2006) Iterative Method Controlling Dot Placement (IMCDP) Assumptions: The original continuous-tone image is scaled between 0 and 1 0 and 1 represent white and black respectively
Resultat av den utökade första planeringsövningen inför RRC september 2005
 Resultat av den utökade första planeringsövningen inför RRC-06 23 september 2005 Resultat av utökad första planeringsövning - Tillägg av ytterligare administrativa deklarationer - Variant (av case 4) med
Resultat av den utökade första planeringsövningen inför RRC-06 23 september 2005 Resultat av utökad första planeringsövning - Tillägg av ytterligare administrativa deklarationer - Variant (av case 4) med
Adding active and blended learning to an introductory mechanics course
 Adding active and blended learning to an introductory mechanics course Ulf Gran Chalmers, Physics Background Mechanics 1 for Engineering Physics and Engineering Mathematics (SP2/3, 7.5 hp) 200+ students
Adding active and blended learning to an introductory mechanics course Ulf Gran Chalmers, Physics Background Mechanics 1 for Engineering Physics and Engineering Mathematics (SP2/3, 7.5 hp) 200+ students
12.6 Heat equation, Wave equation
 12.6 Heat equation, 12.2-3 Wave equation Eugenia Malinnikova, NTNU September 26, 2017 1 Heat equation in higher dimensions The heat equation in higher dimensions (two or three) is u t ( = c 2 2 ) u x 2
12.6 Heat equation, 12.2-3 Wave equation Eugenia Malinnikova, NTNU September 26, 2017 1 Heat equation in higher dimensions The heat equation in higher dimensions (two or three) is u t ( = c 2 2 ) u x 2
The Municipality of Ystad
 The Municipality of Ystad Coastal management in a local perspective TLC The Living Coast - Project seminar 26-28 nov Mona Ohlsson Project manager Climate and Environment The Municipality of Ystad Area:
The Municipality of Ystad Coastal management in a local perspective TLC The Living Coast - Project seminar 26-28 nov Mona Ohlsson Project manager Climate and Environment The Municipality of Ystad Area:
Preschool Kindergarten
 Preschool Kindergarten Objectives CCSS Reading: Foundational Skills RF.K.1.D: Recognize and name all upper- and lowercase letters of the alphabet. RF.K.3.A: Demonstrate basic knowledge of one-toone letter-sound
Preschool Kindergarten Objectives CCSS Reading: Foundational Skills RF.K.1.D: Recognize and name all upper- and lowercase letters of the alphabet. RF.K.3.A: Demonstrate basic knowledge of one-toone letter-sound
FORSKNINGSKOMMUNIKATION OCH PUBLICERINGS- MÖNSTER INOM UTBILDNINGSVETENSKAP
 FORSKNINGSKOMMUNIKATION OCH PUBLICERINGS- MÖNSTER INOM UTBILDNINGSVETENSKAP En studie av svensk utbildningsvetenskaplig forskning vid tre lärosäten VETENSKAPSRÅDETS RAPPORTSERIE 10:2010 Forskningskommunikation
FORSKNINGSKOMMUNIKATION OCH PUBLICERINGS- MÖNSTER INOM UTBILDNINGSVETENSKAP En studie av svensk utbildningsvetenskaplig forskning vid tre lärosäten VETENSKAPSRÅDETS RAPPORTSERIE 10:2010 Forskningskommunikation
Support Manual HoistLocatel Electronic Locks
 Support Manual HoistLocatel Electronic Locks 1. S70, Create a Terminating Card for Cards Terminating Card 2. Select the card you want to block, look among Card No. Then click on the single arrow pointing
Support Manual HoistLocatel Electronic Locks 1. S70, Create a Terminating Card for Cards Terminating Card 2. Select the card you want to block, look among Card No. Then click on the single arrow pointing
Om oss DET PERFEKTA KOMPLEMENTET THE PERFECT COMPLETION 04 EN BINZ ÄR PRECIS SÅ BRA SOM DU FÖRVÄNTAR DIG A BINZ IS JUST AS GOOD AS YOU THINK 05
 Om oss Vi på Binz är glada att du är intresserad av vårt support-system för begravningsbilar. Sedan mer än 75 år tillverkar vi specialfordon i Lorch för de flesta olika användningsändamål, och detta enligt
Om oss Vi på Binz är glada att du är intresserad av vårt support-system för begravningsbilar. Sedan mer än 75 år tillverkar vi specialfordon i Lorch för de flesta olika användningsändamål, och detta enligt
Beslut om bolaget skall gå i likvidation eller driva verksamheten vidare.
 ÅRSSTÄMMA REINHOLD POLSKA AB 7 MARS 2014 STYRELSENS FÖRSLAG TILL BESLUT I 17 Beslut om bolaget skall gå i likvidation eller driva verksamheten vidare. Styrelsen i bolaget har upprättat en kontrollbalansräkning
ÅRSSTÄMMA REINHOLD POLSKA AB 7 MARS 2014 STYRELSENS FÖRSLAG TILL BESLUT I 17 Beslut om bolaget skall gå i likvidation eller driva verksamheten vidare. Styrelsen i bolaget har upprättat en kontrollbalansräkning
Isometries of the plane
 Isometries of the plane Mikael Forsberg August 23, 2011 Abstract Här följer del av ett dokument om Tesselering som jag skrivit för en annan kurs. Denna del handlar om isometrier och innehåller bevis för
Isometries of the plane Mikael Forsberg August 23, 2011 Abstract Här följer del av ett dokument om Tesselering som jag skrivit för en annan kurs. Denna del handlar om isometrier och innehåller bevis för
Aborter i Sverige 2008 januari juni
 HÄLSA OCH SJUKDOMAR 2008:9 Aborter i Sverige 2008 januari juni Preliminär sammanställning SVERIGES OFFICIELLA STATISTIK Statistik Hälsa och Sjukdomar Aborter i Sverige 2008 januari juni Preliminär sammanställning
HÄLSA OCH SJUKDOMAR 2008:9 Aborter i Sverige 2008 januari juni Preliminär sammanställning SVERIGES OFFICIELLA STATISTIK Statistik Hälsa och Sjukdomar Aborter i Sverige 2008 januari juni Preliminär sammanställning
This exam consists of four problems. The maximum sum of points is 20. The marks 3, 4 and 5 require a minimum
 Examiner Linus Carlsson 016-01-07 3 hours In English Exam (TEN) Probability theory and statistical inference MAA137 Aids: Collection of Formulas, Concepts and Tables Pocket calculator This exam consists
Examiner Linus Carlsson 016-01-07 3 hours In English Exam (TEN) Probability theory and statistical inference MAA137 Aids: Collection of Formulas, Concepts and Tables Pocket calculator This exam consists
ASSEMBLY INSTRUCTIONS SCALE SQUARE - STANDARD
 ASSEMBLY INSTRUCTIONS ALL COMPONENTS Metal profile 0 mm Gripper Ceiling attachments Screws for ceiling attachements (not included) Wires Metal profile 60 mm Metal profile 00 mm Felt - Full Felt - Half
ASSEMBLY INSTRUCTIONS ALL COMPONENTS Metal profile 0 mm Gripper Ceiling attachments Screws for ceiling attachements (not included) Wires Metal profile 60 mm Metal profile 00 mm Felt - Full Felt - Half
A study of the performance
 A study of the performance and utilization of the Swedish railway network Anders Lindfeldt Royal Institute of Technology 2011-02-03 Introduction The load on the railway network increases steadily, and
A study of the performance and utilization of the Swedish railway network Anders Lindfeldt Royal Institute of Technology 2011-02-03 Introduction The load on the railway network increases steadily, and
Technique and expression 3: weave. 3.5 hp. Ladokcode: AX1 TE1 The exam is given to: Exchange Textile Design and Textile design 2.
 Technique and expression 3: weave 3.5 hp Ladokcode: AX1 TE1 The exam is given to: Exchange Textile Design and Textile design 2 ExamCode: February 15 th 9-13 Means of assistance: Calculator, colorpencils,
Technique and expression 3: weave 3.5 hp Ladokcode: AX1 TE1 The exam is given to: Exchange Textile Design and Textile design 2 ExamCode: February 15 th 9-13 Means of assistance: Calculator, colorpencils,
Isolda Purchase - EDI
 Isolda Purchase - EDI Document v 1.0 1 Table of Contents Table of Contents... 2 1 Introduction... 3 1.1 What is EDI?... 4 1.2 Sending and receiving documents... 4 1.3 File format... 4 1.3.1 XML (language
Isolda Purchase - EDI Document v 1.0 1 Table of Contents Table of Contents... 2 1 Introduction... 3 1.1 What is EDI?... 4 1.2 Sending and receiving documents... 4 1.3 File format... 4 1.3.1 XML (language
Rev No. Magnetic gripper 3
 Magnetic gripper 1 Magnetic gripper 2 Magnetic gripper 3 Magnetic gripper 4 Pneumatic switchable permanent magnet. A customized gripper designed to handle large objects in/out of press break/laser cutting
Magnetic gripper 1 Magnetic gripper 2 Magnetic gripper 3 Magnetic gripper 4 Pneumatic switchable permanent magnet. A customized gripper designed to handle large objects in/out of press break/laser cutting
Kristina Säfsten. Kristina Säfsten JTH
 Att välja metod några riktlinjer Kristina Säfsten TD, Universitetslektor i produktionssystem Avdelningen för industriell organisation och produktion Tekniska högskolan i Jönköping (JTH) Det finns inte
Att välja metod några riktlinjer Kristina Säfsten TD, Universitetslektor i produktionssystem Avdelningen för industriell organisation och produktion Tekniska högskolan i Jönköping (JTH) Det finns inte
EXPERT SURVEY OF THE NEWS MEDIA
 EXPERT SURVEY OF THE NEWS MEDIA THE SHORENSTEIN CENTER ON THE PRESS, POLITICS & PUBLIC POLICY JOHN F. KENNEDY SCHOOL OF GOVERNMENT, HARVARD UNIVERSITY, CAMBRIDGE, MA 0238 PIPPA_NORRIS@HARVARD.EDU. FAX:
EXPERT SURVEY OF THE NEWS MEDIA THE SHORENSTEIN CENTER ON THE PRESS, POLITICS & PUBLIC POLICY JOHN F. KENNEDY SCHOOL OF GOVERNMENT, HARVARD UNIVERSITY, CAMBRIDGE, MA 0238 PIPPA_NORRIS@HARVARD.EDU. FAX:
Mönster. Ulf Cederling Växjö University Ulf.Cederling@msi.vxu.se http://www.msi.vxu.se/~ulfce. Slide 1
 Mönster Ulf Cederling Växjö University UlfCederling@msivxuse http://wwwmsivxuse/~ulfce Slide 1 Beskrivningsmall Beskrivningsmallen är inspirerad av den som användes på AG Communication Systems (AGCS) Linda
Mönster Ulf Cederling Växjö University UlfCederling@msivxuse http://wwwmsivxuse/~ulfce Slide 1 Beskrivningsmall Beskrivningsmallen är inspirerad av den som användes på AG Communication Systems (AGCS) Linda
Measuring child participation in immunization registries: two national surveys, 2001
 Measuring child participation in immunization registries: two national surveys, 2001 Diana Bartlett Immunization Registry Support Branch National Immunization Program Objectives Describe the progress of
Measuring child participation in immunization registries: two national surveys, 2001 Diana Bartlett Immunization Registry Support Branch National Immunization Program Objectives Describe the progress of
Alla Tiders Kalmar län, Create the good society in Kalmar county Contributions from the Heritage Sector and the Time Travel method
 Alla Tiders Kalmar län, Create the good society in Kalmar county Contributions from the Heritage Sector and the Time Travel method Goal Bring back the experiences from the international work of Kalmar
Alla Tiders Kalmar län, Create the good society in Kalmar county Contributions from the Heritage Sector and the Time Travel method Goal Bring back the experiences from the international work of Kalmar
En bild säger mer än tusen ord?
 Faculteit Letteren en Wijsbegeerte Academiejaar 2009-2010 En bild säger mer än tusen ord? En studie om dialogen mellan illustrationer och text i Tiina Nunnallys engelska översättning av Pippi Långstrump
Faculteit Letteren en Wijsbegeerte Academiejaar 2009-2010 En bild säger mer än tusen ord? En studie om dialogen mellan illustrationer och text i Tiina Nunnallys engelska översättning av Pippi Långstrump
Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification
 Stämpel/Etikett Security stamp/lable Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification Granskad av Reviewed by Göran
Stämpel/Etikett Security stamp/lable Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification Granskad av Reviewed by Göran
Webbregistrering pa kurs och termin
 Webbregistrering pa kurs och termin 1. Du loggar in på www.kth.se via den personliga menyn Under fliken Kurser och under fliken Program finns på höger sida en länk till Studieöversiktssidan. På den sidan
Webbregistrering pa kurs och termin 1. Du loggar in på www.kth.se via den personliga menyn Under fliken Kurser och under fliken Program finns på höger sida en länk till Studieöversiktssidan. På den sidan
Beijer Electronics AB 2000, MA00336A, 2000-12
 Demonstration driver English Svenska Beijer Electronics AB 2000, MA00336A, 2000-12 Beijer Electronics AB reserves the right to change information in this manual without prior notice. All examples in this
Demonstration driver English Svenska Beijer Electronics AB 2000, MA00336A, 2000-12 Beijer Electronics AB reserves the right to change information in this manual without prior notice. All examples in this
SVENSK STANDARD SS-ISO :2010/Amd 1:2010
 SVENSK STANDARD SS-ISO 14839-1:2010/Amd 1:2010 Fastställd/Approved: 2010-11-08 Publicerad/Published: 2010-11-30 Utgåva/Edition: 1 Språk/Language: engelska/english ICS: 01.040.17; 17.160 Vibration och stöt
SVENSK STANDARD SS-ISO 14839-1:2010/Amd 1:2010 Fastställd/Approved: 2010-11-08 Publicerad/Published: 2010-11-30 Utgåva/Edition: 1 Språk/Language: engelska/english ICS: 01.040.17; 17.160 Vibration och stöt
Hur fattar samhället beslut när forskarna är oeniga?
 Hur fattar samhället beslut när forskarna är oeniga? Martin Peterson m.peterson@tue.nl www.martinpeterson.org Oenighet om vad? 1.Hårda vetenskapliga fakta? ( X observerades vid tid t ) 1.Den vetenskapliga
Hur fattar samhället beslut när forskarna är oeniga? Martin Peterson m.peterson@tue.nl www.martinpeterson.org Oenighet om vad? 1.Hårda vetenskapliga fakta? ( X observerades vid tid t ) 1.Den vetenskapliga
Manhour analys EASA STI #17214
 Manhour analys EASA STI #17214 Presentatör Johan Brunnberg, Flygteknisk Inspektör & Del-M Koordinator Sjö- och luftfartsavdelningen Operatörsenheten Sektionen för teknisk operation 1 Innehåll Anmärkningen
Manhour analys EASA STI #17214 Presentatör Johan Brunnberg, Flygteknisk Inspektör & Del-M Koordinator Sjö- och luftfartsavdelningen Operatörsenheten Sektionen för teknisk operation 1 Innehåll Anmärkningen
Utfärdad av Compiled by Tjst Dept. Telefon Telephone Datum Date Utg nr Edition No. Dokumentnummer Document No.
 Stämpel/Etikett Security stamp/lable PROVNINGSBESTÄMMELSE OFRSTRANDE PROVNING AV STÅLGJUTGODS TEST SPECIFICATION NON-DESTRUCTIVE TESTING OF STEEL CASTINGS Granskad av Reviewed by Göran Magnusson Tjst Dept.
Stämpel/Etikett Security stamp/lable PROVNINGSBESTÄMMELSE OFRSTRANDE PROVNING AV STÅLGJUTGODS TEST SPECIFICATION NON-DESTRUCTIVE TESTING OF STEEL CASTINGS Granskad av Reviewed by Göran Magnusson Tjst Dept.
Materialplanering och styrning på grundnivå. 7,5 högskolepoäng
 Materialplanering och styrning på grundnivå Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen TI6612 Af3-Ma, Al3, Log3,IBE3 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles
Materialplanering och styrning på grundnivå Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen TI6612 Af3-Ma, Al3, Log3,IBE3 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles
1. Compute the following matrix: (2 p) 2. Compute the determinant of the following matrix: (2 p)
 2. Compute the determinant of the following matrix: (2 p)") UMEÅ UNIVERSITY Department of Mathematics and Mathematical Statistics Pre-exam in mathematics Linear algebra 2012-02-07 1. Compute the following matrix: (2 p 3 1 2 3 2 2 7 ( 4 3 5 2 2. Compute the determinant
UMEÅ UNIVERSITY Department of Mathematics and Mathematical Statistics Pre-exam in mathematics Linear algebra 2012-02-07 1. Compute the following matrix: (2 p 3 1 2 3 2 2 7 ( 4 3 5 2 2. Compute the determinant
Heavy Transport on Existing Lines: the Assessment of Bearing Capacity of Track-bed based on Track Stiffness Measurements and Theoretical Studies
 19th Nordic Seminar on Railway Technology, 14-15 September 2016, JVTC, Luleå Heavy Transport on Existing Lines: the Assessment of Bearing Capacity of Track-bed based on Track Stiffness Measurements and
19th Nordic Seminar on Railway Technology, 14-15 September 2016, JVTC, Luleå Heavy Transport on Existing Lines: the Assessment of Bearing Capacity of Track-bed based on Track Stiffness Measurements and
Sammanfattning hydraulik
 Sammanfattning hydraulik Bernoullis ekvation Rörelsemängdsekvationen Energiekvation applikationer Rörströmning Friktionskoefficient, Moody s diagram Pumpsystem BERNOULLI S EQUATION 2 p V z H const. Quantity
Sammanfattning hydraulik Bernoullis ekvation Rörelsemängdsekvationen Energiekvation applikationer Rörströmning Friktionskoefficient, Moody s diagram Pumpsystem BERNOULLI S EQUATION 2 p V z H const. Quantity
Installation Instructions
 Installation Instructions (Cat. No. 1794-IE8 Series B) This module mounts on a 1794 terminal base unit. 1. Rotate keyswitch (1) on terminal base unit (2) clockwise to position 3 as required for this type
Installation Instructions (Cat. No. 1794-IE8 Series B) This module mounts on a 1794 terminal base unit. 1. Rotate keyswitch (1) on terminal base unit (2) clockwise to position 3 as required for this type
Rastercell. Digital Rastrering. AM & FM Raster. Rastercell. AM & FM Raster. Sasan Gooran (VT 2007) Rastrering. Rastercell. Konventionellt, AM
 Rastrering. Rastercell. Konventionellt, AM") Rastercell Digital Rastrering Hybridraster, Rastervinkel, Rotation av digitala bilder, AM/FM rastrering Sasan Gooran (VT 2007) Önskat mått * 2* rastertätheten = inläsningsupplösning originalets mått 2
Rastercell Digital Rastrering Hybridraster, Rastervinkel, Rotation av digitala bilder, AM/FM rastrering Sasan Gooran (VT 2007) Önskat mått * 2* rastertätheten = inläsningsupplösning originalets mått 2
Bilaga 5 till rapport 1 (5)
") Bilaga 5 till rapport 1 (5) EEG som stöd för diagnosen total hjärninfarkt hos barn yngre än två år en systematisk litteraturöversikt, rapport 290 (2018) Bilaga 5 Granskningsmallar Instruktion för granskning
Bilaga 5 till rapport 1 (5) EEG som stöd för diagnosen total hjärninfarkt hos barn yngre än två år en systematisk litteraturöversikt, rapport 290 (2018) Bilaga 5 Granskningsmallar Instruktion för granskning
Presentation of the Inwido Group
 Presentation of the Inwido Group Sven-Gunnar Schough, CEO February, 2007 Vision & Mission Letting in the light - the one-stop-shop for closing the building Being the preferred partner - as the number one
Presentation of the Inwido Group Sven-Gunnar Schough, CEO February, 2007 Vision & Mission Letting in the light - the one-stop-shop for closing the building Being the preferred partner - as the number one
MÄTNING AV VÄGT REDUKTIONSTAL MEASUREMENT OF THE WEIGHTED SOUND TRANSMISSION LOSS
 Beställare: Roca Industry AB Kontaktperson: Alexander Grinde MÄTIG AV VÄGT REDUKTIOSTAL MEASUREMET OF THE WEIGHTED SOUD TRASMISSIO LOSS Objekt: Glasdörr mm Mätningens utförande och omfattning: Tid för
Beställare: Roca Industry AB Kontaktperson: Alexander Grinde MÄTIG AV VÄGT REDUKTIOSTAL MEASUREMET OF THE WEIGHTED SOUD TRASMISSIO LOSS Objekt: Glasdörr mm Mätningens utförande och omfattning: Tid för
Uttagning för D21E och H21E
 Uttagning för D21E och H21E Anmälan till seniorelitklasserna vid O-Ringen i Kolmården 2019 är öppen fram till och med fredag 19 juli klockan 12.00. 80 deltagare per klass tas ut. En rangordningslista med
Uttagning för D21E och H21E Anmälan till seniorelitklasserna vid O-Ringen i Kolmården 2019 är öppen fram till och med fredag 19 juli klockan 12.00. 80 deltagare per klass tas ut. En rangordningslista med
School of Management and Economics Reg. No. EHV 2008/220/514 COURSE SYLLABUS. Fundamentals of Business Administration: Management Accounting
 School of Management and Economics Reg. No. EHV 2008/220/514 COURSE SYLLABUS Fundamentals of Business Administration: Management Accounting Course Code FE3001 Date of decision 2008-06-16 Decision-making
School of Management and Economics Reg. No. EHV 2008/220/514 COURSE SYLLABUS Fundamentals of Business Administration: Management Accounting Course Code FE3001 Date of decision 2008-06-16 Decision-making
FORTA M315. Installation. 218 mm.
 1 Installation 2 1 2 1 218 mm. 1 2 4 5 6 7 8 9 2 G, G0= Max 100 m 1.5 mm² (AWG 15) X1, MX, Y, VH, VC = Max 200 m 0.5 mm² (AWG 20) Y X1 MX VH VC G1 G0 G 0 V 24 V~ IN 0-10 0-5, 2-6 60 s OP O 1 2 4 5 6 7
1 Installation 2 1 2 1 218 mm. 1 2 4 5 6 7 8 9 2 G, G0= Max 100 m 1.5 mm² (AWG 15) X1, MX, Y, VH, VC = Max 200 m 0.5 mm² (AWG 20) Y X1 MX VH VC G1 G0 G 0 V 24 V~ IN 0-10 0-5, 2-6 60 s OP O 1 2 4 5 6 7
Measuring void content with GPR Current test with PaveScan and a comparison with traditional GPR systems. Martin Wiström, Ramboll RST
 Measuring void content with GPR Current test with PaveScan and a comparison with traditional GPR systems Martin Wiström, Ramboll RST Hålrum med GPR SBUF-projekt pågår för att utvärdera möjligheterna att
Measuring void content with GPR Current test with PaveScan and a comparison with traditional GPR systems Martin Wiström, Ramboll RST Hålrum med GPR SBUF-projekt pågår för att utvärdera möjligheterna att
Eternal Employment Financial Feasibility Study
 Eternal Employment Financial Feasibility Study 2017-08-14 Assumptions Available amount: 6 MSEK Time until first payment: 7 years Current wage: 21 600 SEK/month (corresponding to labour costs of 350 500
Eternal Employment Financial Feasibility Study 2017-08-14 Assumptions Available amount: 6 MSEK Time until first payment: 7 years Current wage: 21 600 SEK/month (corresponding to labour costs of 350 500
WindPRO version 2.7.448 feb 2010. SHADOW - Main Result. Calculation: inkl Halmstad SWT 2.3. Assumptions for shadow calculations. Shadow receptor-input
 SHADOW - Main Result Calculation: inkl Halmstad SWT 2.3 Assumptions for shadow calculations Maximum distance for influence Calculate only when more than 20 % of sun is covered by the blade Please look
SHADOW - Main Result Calculation: inkl Halmstad SWT 2.3 Assumptions for shadow calculations Maximum distance for influence Calculate only when more than 20 % of sun is covered by the blade Please look
Accomodations at Anfasteröd Gårdsvik, Ljungskile
 Accomodations at Anfasteröd Gårdsvik, Ljungskile Anfasteröd Gårdsvik is a campsite and resort, located right by the sea and at the edge of the forest, south west of Ljungskile. We offer many sorts of accommodations
Accomodations at Anfasteröd Gårdsvik, Ljungskile Anfasteröd Gårdsvik is a campsite and resort, located right by the sea and at the edge of the forest, south west of Ljungskile. We offer many sorts of accommodations
Nyttomål med det Digitala Sågverket
 RemaSawco Limab Oy köptes upp i juni 2018 90 anställda Sverige: Västerås, Nyköping, Sundsvall, Linköping, Skellefteå Norge: Kirkenaer Finland: St Michel, Helsingfors RemaSawco Omsättning: 190 MSEK Rörelsemarginal:
RemaSawco Limab Oy köptes upp i juni 2018 90 anställda Sverige: Västerås, Nyköping, Sundsvall, Linköping, Skellefteå Norge: Kirkenaer Finland: St Michel, Helsingfors RemaSawco Omsättning: 190 MSEK Rörelsemarginal:
STANDARD. UTM Ingegerd Annergren UTMS Lina Orbéus. UTMD Anders Johansson UTMS Jan Sandberg
 1(7) Distribution: Scania, Supplier Presskruvar med rundat huvud - Metrisk gänga med grov delning Innehåll Sida Orientering... 1 Ändringar från föregående utgåva... 1 1 Material och hållfasthet... 1 2
1(7) Distribution: Scania, Supplier Presskruvar med rundat huvud - Metrisk gänga med grov delning Innehåll Sida Orientering... 1 Ändringar från föregående utgåva... 1 1 Material och hållfasthet... 1 2
Second handbook of research on mathematics teaching and learning (NCTM)
") Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
LÄNKHJUL S3. Monteringsanvisning för: Länkhjul S3
 MONTERINGSANVISNING LÄNKHJUL S3 Art.no. 8822117 Rev.2018-01 Link to english Monteringsanvisning för: Länkhjul S3 art.nr. 2002010 Länkhjul S3 90 mm art.nr. 2002020 Länkhjul S3 120 mm art.nr. 2002030 Länkhjul
MONTERINGSANVISNING LÄNKHJUL S3 Art.no. 8822117 Rev.2018-01 Link to english Monteringsanvisning för: Länkhjul S3 art.nr. 2002010 Länkhjul S3 90 mm art.nr. 2002020 Länkhjul S3 120 mm art.nr. 2002030 Länkhjul
Dokumentnamn Order and safety regulations for Hässleholms Kretsloppscenter. Godkänd/ansvarig Gunilla Holmberg. Kretsloppscenter
 1(5) The speed through the entire area is 30 km/h, unless otherwise indicated. Beware of crossing vehicles! Traffic signs, guardrails and exclusions shall be observed and followed. Smoking is prohibited
1(5) The speed through the entire area is 30 km/h, unless otherwise indicated. Beware of crossing vehicles! Traffic signs, guardrails and exclusions shall be observed and followed. Smoking is prohibited
Module 1: Functions, Limits, Continuity
 Department of mathematics SF1625 Calculus 1 Year 2015/2016 Module 1: Functions, Limits, Continuity This module includes Chapter P and 1 from Calculus by Adams and Essex and is taught in three lectures,
Department of mathematics SF1625 Calculus 1 Year 2015/2016 Module 1: Functions, Limits, Continuity This module includes Chapter P and 1 from Calculus by Adams and Essex and is taught in three lectures,
Examensarbete Introduk)on - Slutsatser Anne Håkansson annehak@kth.se Studierektor Examensarbeten ICT-skolan, KTH
on - Slutsatser Anne Håkansson annehak@kth.se Studierektor Examensarbeten ICT-skolan, KTH") Examensarbete Introduk)on - Slutsatser Anne Håkansson annehak@kth.se Studierektor Examensarbeten ICT-skolan, KTH 2016 Anne Håkansson All rights reserved. Svårt Harmonisera -> Introduktion, delar: Fråga/
Examensarbete Introduk)on - Slutsatser Anne Håkansson annehak@kth.se Studierektor Examensarbeten ICT-skolan, KTH 2016 Anne Håkansson All rights reserved. Svårt Harmonisera -> Introduktion, delar: Fråga/
Discovering!!!!! Swedish ÅÄÖ. EPISODE 6 Norrlänningar and numbers 12-24. Misi.se 2011 1
 Discovering!!!!! ÅÄÖ EPISODE 6 Norrlänningar and numbers 12-24 Misi.se 2011 1 Dialogue SJs X2000* från Stockholm är försenat. Beräknad ankoms?d är nu 16:00. Försenat! Igen? Vad är klockan? Jag vet inte.
Discovering!!!!! ÅÄÖ EPISODE 6 Norrlänningar and numbers 12-24 Misi.se 2011 1 Dialogue SJs X2000* från Stockholm är försenat. Beräknad ankoms?d är nu 16:00. Försenat! Igen? Vad är klockan? Jag vet inte.
Vägytans tillstånd, historik och framtid. Johan Lang
 Vägytans tillstånd, historik och framtid Vägytans tillstånd, historik och framtid Johan Lang Vägytemätningar visar tillståndet som trafikanten möter Effekt på trafikant och fordon Vägytans tillstånd Gränsytan
Vägytans tillstånd, historik och framtid Vägytans tillstånd, historik och framtid Johan Lang Vägytemätningar visar tillståndet som trafikanten möter Effekt på trafikant och fordon Vägytans tillstånd Gränsytan
ASSEMBLY INSTRUCTIONS SCALE - SYSTEM
 ASSEMBLY INSTRUCTIONS 60 mm 00 mm 600 mm 000 mm R50 mm ALL COMPONENTS Metal profile 60 mm (start and end of system) Metal profile connection Wire Felt square Metal profile 00 mm Metal profile connection
ASSEMBLY INSTRUCTIONS 60 mm 00 mm 600 mm 000 mm R50 mm ALL COMPONENTS Metal profile 60 mm (start and end of system) Metal profile connection Wire Felt square Metal profile 00 mm Metal profile connection
Cancersmärta ett folkhälsoproblem?
 Cancersmärta ett folkhälsoproblem? Åsa Assmundson Nordiska högskolan för folkhälsovetenskap Master of Public Health MPH 2005:31 Cancersmärta ett folkhälsoproblem? Nordiska högskolan för folkhälsovetenskap
Cancersmärta ett folkhälsoproblem? Åsa Assmundson Nordiska högskolan för folkhälsovetenskap Master of Public Health MPH 2005:31 Cancersmärta ett folkhälsoproblem? Nordiska högskolan för folkhälsovetenskap
Certifikat. Detta certifikat intygar att. Moelven Årjäng Såg AB
 Certifikat Detta certifikat intygar att Moelven Årjäng Såg AB Adress: Kyrkerudsvägen 3, 672 23 Årjäng, Sverige Ingår som del i certifikatet för Moelven Skog AB har granskats av Intertek och är i överensstämmelse
Certifikat Detta certifikat intygar att Moelven Årjäng Såg AB Adress: Kyrkerudsvägen 3, 672 23 Årjäng, Sverige Ingår som del i certifikatet för Moelven Skog AB har granskats av Intertek och är i överensstämmelse
Tentamen i Matematik 2: M0030M.
 Tentamen i Matematik 2: M0030M. Datum: 203-0-5 Skrivtid: 09:00 4:00 Antal uppgifter: 2 ( 30 poäng ). Examinator: Norbert Euler Tel: 0920-492878 Tillåtna hjälpmedel: Inga Betygsgränser: 4p 9p = 3; 20p 24p
Tentamen i Matematik 2: M0030M. Datum: 203-0-5 Skrivtid: 09:00 4:00 Antal uppgifter: 2 ( 30 poäng ). Examinator: Norbert Euler Tel: 0920-492878 Tillåtna hjälpmedel: Inga Betygsgränser: 4p 9p = 3; 20p 24p
Calculate check digits according to the modulus-11 method
 2016-12-01 Beräkning av kontrollsiffra 11-modulen Calculate check digits according to the modulus-11 method Postadress: 105 19 Stockholm Besöksadress: Palmfeltsvägen 5 www.bankgirot.se Bankgironr: 160-9908
2016-12-01 Beräkning av kontrollsiffra 11-modulen Calculate check digits according to the modulus-11 method Postadress: 105 19 Stockholm Besöksadress: Palmfeltsvägen 5 www.bankgirot.se Bankgironr: 160-9908
Jämförelse mellan FCI-reglerna och de svenska reglerna för elitklass lydnad - ur ett tävlandeperspektiv
 Jämförelse mellan FCI-reglerna och de svenska reglerna för elitklass lydnad - ur ett tävlandeperspektiv Genomgången gjord av Niina Svartberg april 2009 Tävlingsupplägg (Layout of the competition) sid 5
Jämförelse mellan FCI-reglerna och de svenska reglerna för elitklass lydnad - ur ett tävlandeperspektiv Genomgången gjord av Niina Svartberg april 2009 Tävlingsupplägg (Layout of the competition) sid 5
EASA Standardiseringsrapport 2014
 EASA Standardiseringsrapport 2014 Inför EASA Standardiseringsinspektion hösten 2016 Presentatör Johan Brunnberg, Flygteknisk Inspektör & Del-M Koordinator Sjö- och luftfartsavdelningen Enheten för operatörer,
EASA Standardiseringsrapport 2014 Inför EASA Standardiseringsinspektion hösten 2016 Presentatör Johan Brunnberg, Flygteknisk Inspektör & Del-M Koordinator Sjö- och luftfartsavdelningen Enheten för operatörer,
SWETHRO. Gunilla Pihl Karlsson, Per Erik Karlsson, Sofie Hellsten & Cecilia Akselsson* IVL Svenska Miljöinstitutet *Lunds Universitet
 SWETHRO The Swedish Throughfall Monitoring Network (SWETHRO) - 25 years of monitoring air pollutant concentrations, deposition and soil water chemistry Gunilla Pihl Karlsson, Per Erik Karlsson, Sofie Hellsten
SWETHRO The Swedish Throughfall Monitoring Network (SWETHRO) - 25 years of monitoring air pollutant concentrations, deposition and soil water chemistry Gunilla Pihl Karlsson, Per Erik Karlsson, Sofie Hellsten
Social innovation - en potentiell möjliggörare
 Social innovation - en potentiell möjliggörare En studie om Piteå kommuns sociala innovationsarbete Julia Zeidlitz Sociologi, kandidat 2018 Luleå tekniska universitet Institutionen för ekonomi, teknik
Social innovation - en potentiell möjliggörare En studie om Piteå kommuns sociala innovationsarbete Julia Zeidlitz Sociologi, kandidat 2018 Luleå tekniska universitet Institutionen för ekonomi, teknik
COPENHAGEN Environmentally Committed Accountants
 THERE ARE SO MANY REASONS FOR WORKING WITH THE ENVIRONMENT! It s obviously important that all industries do what they can to contribute to environmental efforts. The MER project provides us with a unique
THERE ARE SO MANY REASONS FOR WORKING WITH THE ENVIRONMENT! It s obviously important that all industries do what they can to contribute to environmental efforts. The MER project provides us with a unique
Kurskod: TAIU06 MATEMATISK STATISTIK Provkod: TENA 31 May 2016, 8:00-12:00. English Version
 Kurskod: TAIU06 MATEMATISK STATISTIK Provkod: TENA 31 May 2016, 8:00-12:00 Examiner: Xiangfeng Yang (Tel: 070 0896661). Please answer in ENGLISH if you can. a. Allowed to use: a calculator, Formelsamling
Kurskod: TAIU06 MATEMATISK STATISTIK Provkod: TENA 31 May 2016, 8:00-12:00 Examiner: Xiangfeng Yang (Tel: 070 0896661). Please answer in ENGLISH if you can. a. Allowed to use: a calculator, Formelsamling
FÖRBERED UNDERLAG FÖR BEDÖMNING SÅ HÄR
 FÖRBERED UNDERLAG FÖR BEDÖMNING SÅ HÄR Kontrollera vilka kurser du vill söka under utbytet. Fyll i Basis for nomination for exchange studies i samråd med din lärare. För att läraren ska kunna göra en korrekt
FÖRBERED UNDERLAG FÖR BEDÖMNING SÅ HÄR Kontrollera vilka kurser du vill söka under utbytet. Fyll i Basis for nomination for exchange studies i samråd med din lärare. För att läraren ska kunna göra en korrekt
balans Serie 7 - The best working position is to be balanced - in the centre of your own gravity! balans 7,45
 balans Serie 7 - The best working position is to be balanced - in the centre of your own gravity! balans 7,45 balans dynamic seating system TM Wheelbase aluminium Hjulkryss aluminium Back support upholstered,
balans Serie 7 - The best working position is to be balanced - in the centre of your own gravity! balans 7,45 balans dynamic seating system TM Wheelbase aluminium Hjulkryss aluminium Back support upholstered,
MULTIX. Multix. / Multix.
 Multix. / Multix. MULTIX. MULTIX för högre produktivitet, tunnare snitt och säkrare drift vid lamellsågning och klyvning i hyvlar. I lamellsågar och hyvelmaskiner får sågklingorna utstå stora påfrestningar.
Multix. / Multix. MULTIX. MULTIX för högre produktivitet, tunnare snitt och säkrare drift vid lamellsågning och klyvning i hyvlar. I lamellsågar och hyvelmaskiner får sågklingorna utstå stora påfrestningar.
Gradientbaserad Optimering,
 Gradientbaserad Optimering, Produktfamiljer och Trinitas Hur att sätta upp ett optimeringsproblem? Vad är lämpliga designvariabler x? Tjockleksvariabler (sizing) Tvärsnittsarean hos stänger Längdmått hos
Gradientbaserad Optimering, Produktfamiljer och Trinitas Hur att sätta upp ett optimeringsproblem? Vad är lämpliga designvariabler x? Tjockleksvariabler (sizing) Tvärsnittsarean hos stänger Längdmått hos
Managing addresses in the City of Kokkola Underhåll av adresser i Karleby stad
 Managing addresses in the City of Kokkola Underhåll av adresser i Karleby stad Nordic Address Meeting Odense 3.-4. June 2010 Asko Pekkarinen Anna Kujala Facts about Kokkola Fakta om Karleby Population:
Managing addresses in the City of Kokkola Underhåll av adresser i Karleby stad Nordic Address Meeting Odense 3.-4. June 2010 Asko Pekkarinen Anna Kujala Facts about Kokkola Fakta om Karleby Population:
Förstudie: Värmebehandling av trä
 Förstudie: Värmebehandling av trä Slutrapport S A Ahmed, T Morén LTU Innehållsförteckning Projektplan och syfte 2 Resultat och slutsatser 2 Sammanfattning 3-1 - Projektplan och syfte Projektet har bedrivits
Förstudie: Värmebehandling av trä Slutrapport S A Ahmed, T Morén LTU Innehållsförteckning Projektplan och syfte 2 Resultat och slutsatser 2 Sammanfattning 3-1 - Projektplan och syfte Projektet har bedrivits
The Swedish system of Contract Archaeology
 The Swedish system of Contract Archaeology An analysis of current opinions Appendix 1 Poll questions Poll questions The poll questions are presented in Swedish and translated to English. The images on
The Swedish system of Contract Archaeology An analysis of current opinions Appendix 1 Poll questions Poll questions The poll questions are presented in Swedish and translated to English. The images on
http://marvel.com/games/play/31/create_your_own_superhero http://www.heromachine.com/
 Name: Year 9 w. 4-7 The leading comic book publisher, Marvel Comics, is starting a new comic, which it hopes will become as popular as its classics Spiderman, Superman and The Incredible Hulk. Your job
Name: Year 9 w. 4-7 The leading comic book publisher, Marvel Comics, is starting a new comic, which it hopes will become as popular as its classics Spiderman, Superman and The Incredible Hulk. Your job
Questionnaire for visa applicants Appendix A
 Questionnaire for visa applicants Appendix A Business Conference visit 1 Personal particulars Surname Date of birth (yr, mth, day) Given names (in full) 2 Your stay in Sweden A. Who took the initiative
Questionnaire for visa applicants Appendix A Business Conference visit 1 Personal particulars Surname Date of birth (yr, mth, day) Given names (in full) 2 Your stay in Sweden A. Who took the initiative
Thesis work at McNeil AB Evaluation/remediation of psychosocial risks and hazards.
 Evaluation/remediation of psychosocial risks and hazards. Help us to create the path forward for managing psychosocial risks in the work environment by looking into different tools/support/thesis and benchmarking
Evaluation/remediation of psychosocial risks and hazards. Help us to create the path forward for managing psychosocial risks in the work environment by looking into different tools/support/thesis and benchmarking
Klicka här för att ändra format
 på 1 på Marianne Andrén General Manager marianne.andren@sandviken.se Sandbacka Park Högbovägen 45 SE 811 32 Sandviken Telephone: +46 26 24 21 33 Mobile: +46 70 230 67 41 www.isea.se 2 From the Off e project
på 1 på Marianne Andrén General Manager marianne.andren@sandviken.se Sandbacka Park Högbovägen 45 SE 811 32 Sandviken Telephone: +46 26 24 21 33 Mobile: +46 70 230 67 41 www.isea.se 2 From the Off e project
Strategy for development of car clubs in Gothenburg. Anette Thorén 2011-03-16
 Strategy for development of car clubs in Gothenburg Anette Thorén 2011-03-16 Facts 2010 Objectives 2003: 10 000 members in five years 75 % are members through their employer 413 cars - 165 in private car
Strategy for development of car clubs in Gothenburg Anette Thorén 2011-03-16 Facts 2010 Objectives 2003: 10 000 members in five years 75 % are members through their employer 413 cars - 165 in private car
Understanding Innovation as an Approach to Increasing Customer Value in the Context of the Public Sector
 Thesis for the degree of Licentiate of Philosophy, Östersund 2014 Understanding Innovation as an Approach to Increasing Customer Value in the Context of the Public Sector Klas Palm Supervisors: Håkan Wiklund
Thesis for the degree of Licentiate of Philosophy, Östersund 2014 Understanding Innovation as an Approach to Increasing Customer Value in the Context of the Public Sector Klas Palm Supervisors: Håkan Wiklund
SWESIAQ Swedish Chapter of International Society of Indoor Air Quality and Climate
 Swedish Chapter of International Society of Indoor Air Quality and Climate Aneta Wierzbicka Swedish Chapter of International Society of Indoor Air Quality and Climate Independent and non-profit Swedish
Swedish Chapter of International Society of Indoor Air Quality and Climate Aneta Wierzbicka Swedish Chapter of International Society of Indoor Air Quality and Climate Independent and non-profit Swedish
Övning 5 ETS052 Datorkommuniktion Routing och Networking
 Övning 5 TS5 Datorkommuniktion - 4 Routing och Networking October 7, 4 Uppgift. Rita hur ett paket som skickas ut i nätet nedan från nod, med flooding, sprider sig genom nätet om hop count = 3. Solution.
Övning 5 TS5 Datorkommuniktion - 4 Routing och Networking October 7, 4 Uppgift. Rita hur ett paket som skickas ut i nätet nedan från nod, med flooding, sprider sig genom nätet om hop count = 3. Solution.