Sfäroidisering av kolstål
|
|
|
- Lars-Erik Persson
- för 7 år sedan
- Visningar:
Transkript
1 EXAMENSARBETE 2006:318 CIV Sfäroidisering av kolstål SOLMAZ CIFTCI CIVILINGENJÖRSPROGRAMMET Materialteknik EEIGM Luleå tekniska universitet Institutionen för Tillämpad fysik, maskin- och materialteknik Avdelningen för Materialteknik 2006:318 CIV ISSN: ISRN: LTU - EX / SE
2 Förord Denna rapport är resultatet av ett examensarbete som utgör det avslutande momentet på civilingenjörsprogrammet EEIGM, internationell materialteknik vid Luleå Tekniska Universitet. Arbetet omfattar 20 poäng och har utförts i uppdrag av LuCoil Steel AB under våren 2006 och innefattar även vissa tidigare studier utförda av mig hos samma företag under hösten 2005 som en del av huvudkursen MPM041. Jag vill rikta ett stort tack till min Handledare Peter Hedström på avdelningen för materialteknik för mycket god handledning och goda råd under arbetets gång, det har varit en mycket lärorik period. Tack också professor Magnus Odén min examinator, Johny Grahn för all hjälp med svepelektronmikroskopet och alla andra på avdelningen som bistått med sin kunskap. Jag vill tacka min kontaktperson Erling Sundström och övriga på LuCoil som visat intresse för mitt arbete och även Lars Berglund på SSAB-Tunnplåt i Borlänge för all hjälp med dragprovningen. Tack! Luleå, juni 2006 Solmaz Ciftci
3 Abstract LuCoil steel AB, use spheroidization/soft annealing in order to improve formability of medium carbon steels. This heat treatment is very time consuming, where the lamellar cementite in the original structure have to break up in to smaller fragments. These small fragments will first become round and eventually they will grow together and form bigger grains. The aim of this work was to find optimal annealing-cycles for four different types of steels. To simulate the industrial annealing cycle used by LuCoil, experiments were carried out in a laboratory furnace and the mechanical properties along with the microstructure were evaluated. The influence of the annealing time was examined by choosing different soaking-times between 7 and 21 hours at the lowest soaking temperature set by LuCoil. The spheroidized structure was characterized as short elliptically shaped cementite particles rather than totally round cementite. By using this definition when analysing the microstructures the exact moment of spheroidization was obtained. The original process cycles at LuCoil for the steel types in this study is very timeconsuming and leads to microstructures which are overspheroidized, while experiments show that the spheroidization can be obtained faster with soaking times between 7-11 hours. Long soaking times during the annealing results in overspheroidization, i.e lower hardness, tensile strength and yield strength. For example the tensile strength can be enhanced 100 MPa with maintained ductility when comparing just spheroidized and overspheroidized. With this knowledge, it is possible to achieve optimal properties of each spheroidized steels. A shorter soaking time doesn t affect the ductility of the material and a lot could be gained economically by minimizing the process time to the point where it is possible to keep up to customers demands.
4 Sammanfattning Hos LuCoil Steel AB, dotterbolag till SSAB Tunnplåt AB, värmebehandlas bl.a. stål för att ge det speciella egenskaper som gynnar dess formbarhet vid efterföljande behandlingar. Denna värmebehandling av stålet som kallas för mjukglödgning eller sfäroidiseringsglödgning är en väldigt tidskrävande process, där strukturella förändringar i materialet sker och utvecklas med tiden. Syftet med detta arbete har varit att hitta optimala värmebehandlingscykler för fyra olika stålsorter där kraven på materialegenskaperna uppfylles och samtidigt undersöka hur utvecklingen av mikrostrukturen med tiden påverkar dess egenskaper. För att simulera den industriella glödgningsprocessen hos LuCoil utfördes försök i en laboratorieugn och vidare utfördes hårdhetsprov, dragprov och analyser av mikrostrukturen i svepelektronmikroskop för varje glödgat material. Glödgningstidens Inverkan på mikrostruktur och mekaniska egenskaper undersöktes genom att välja olika glödgningshålltider mellan 7 och 21 timmar vid 670 C, den lägsta hålltemperaturen som ansatts av LuCoil för glödgningarna. Under glödgningen bryts den lamellära cementiten i ursprungsstrukturen upp i mindre fragment med tiden och antar en sfärisk form som efter en lång processtid växer samman och bildar större korn, dvs. en översfäroidisering. I litteraturen karakteriseras inte materialet som sfäroidiserat när cementitpartiklarna i strukturen är helt runda utan snarare när de fortfarande är något avlånga och med hjälp av mikrostrukturbilder kunde den exakta glödgningshålltiden då denna uppbrytning uppnåtts kartläggas. Mikrostruktur analyser av stål glödgat hos LuCoil visar på att de ansatta glödgningshålltiderna leder till en översfäroidisering av materialet och simuleringsförsök i laboratorieugn visar på samma tendens för dessa hålltider. För samtliga stålsorter som analyserades i detta arbete observerades att sfärodiseringen sker väldigt tidigt i processen med en glödgningshålltid på mellan 7 och 11 timmar. En lång glödgningshålltid med översfäroidisering som följd ger en minskad hårdhet hos materialet. Dragprovsresultat visar även att brottgränsen kan bli så mycket som 100 MPa högre vid en minskning av glödgningshålltiden till den grad där sfärodiseringen just har fullbordats, samtidigt som duktiliteten är oförändrad. Med denna kunskap finns det goda möjligheter för att skräddarsy glödningscyklerna för varje material så att optimala egenskaper hos materialet fås efter kundens önskemål. En minskning av glödgningstiden med flera timmar, samtidigt som kundkraven uppfylls kan ge en stor ekonomisk fördel vid marknadsföringen av produkterna.
5 INNEHÅLLSFÖRTECKNING 1 INLEDNING Företagspresentation Bakgrund Syfte TEORETISK BAKGRUND Industriell process Kallvalsning Open Coil metoden Klockugnen Skyddsgasen Mjukglödgningsprocessen Återhämtning Rekristallisation Sfäroidisering Karakterisering av sfäroidiseringsgraden Översfäroidisering Legeringsämnenas inverkan Mekaniska Egenskaper MATERIAL Kolstål METOD Försöksuppställning Val av provugn och skyddsgas Val av glödgningstider och temperaturer Kalibrering Provberedning Hårdhetsprovning Mikroskopering Dragprovning RESULTAT Specifika glödgningscykler för varje stål Y101 CK40, Kallvalsad U200 CK45, Kallvalsad U200 CK45, Råband Q220 CK67, Kallvalsad Y300 CK67, Råband X177 CK75, Kallvalsad Dragprovning U200 CK X177 CK75, kallvalsat Q220 CK DISKUSSION SLUTSATSER REKOMMENDATIONER REFERENSER BILAGOR... 34
6 1 INLEDNING 1.1 Företagspresentation LuCoil Steel AB är dotterbolag till SSAB Tunnplåt och bildades i april 2002 utifrån dåvarande enheten Specialstål inom SSAB Tunnplåt och finns beläget i anslutning till stålverket i Luleå. Deras affärsidé är bland annat att tillverka och marknadsföra kundanpassat stål som behandlats i LuCoils unika Sendzimirverk och Open Coil glödgning vilket ger fina toleranser och en effektiv glödgning. Plåt levererat i antingen varmvalsat eller kallvalsat tillstånd och behandlas av LuCoil efter kundens önskemål och krav, och resulterar i slutprodukter som t.ex. stålhettor i skyddsskor, transportband inom livsmedels och pappersindustrin, detaljer inom bilindustrin, knivar och bandsågsblad mm. 1.2 Bakgrund Mjukglödgning är en metod som tillämpas på stål vid subkritiska temperaturer i syfte att producera en mikrostruktur bestående av utspridda cementitsfäroider i ett ferritgitter. Denna struktur ger stålet en förbättrad mjukhet och bearbetbarhet för efterföljande behandlingar men nackdelen med denna process är att den tar väldigt lång tid. Hos LuCoil Steel AB mjukglödgas valsad plåt i så kallade klockugnar enligt Open Coil metoden. Glödgningen kan ta upp till flera dygn att utföra och är väldigt beroende av ett välutformat tids -och- temperaturschema för att ge så optimala slutprodukter som möjligt. Därav detta examensarbete för att få klarhet i vad en optimalt sfäroidiserad struktur är och hur man uppnår den. 1.3 Syfte Målet är att erhålla djupare kunskap kring glödgningsprocessen i syfte att ta fram optimerade processcykler för utvalda stålsorter. Fyra delmål har satts upp för detta ändamål: 1. Skapa en experimentuppställning för att simulera den industriella glödgningsprocessen i laboratorieskala, eftersom mer kunskap kring glödgningen krävs för att utföra försök med riktiga rullar i de befintliga klockugnarna. 2. Optimera sfäroidiseringsprocessen och undersöka möjligheten till att reducera glödgningstiden på grund av misstankar om att den nuvarande glödgningstiden är för lång. Detta är inte bara intressant med avseende på att minska processkostnader men också för att klargöra om en för lång glödgning gynnar eller missgynnar stålets egenskaper. 3. Med anledning av mål 2 studera hur eventuella förändringar av glödgningstiden påverkar de mekaniska egenskaperna hos stålet. Detta är av stor vikt eftersom LuCoil Steel måste uppfylla vissa kundkrav på sina produkter, som tillräckligt hög brottgräns och duktilitet. 4. Föreslå ett kvalitetsmått som LuCoil kan använda för att lätt kunna fastställa hur långt sfäroidiseringen har gått. 1
7 2 TEORETISK BAKGRUND I detta avsnitt beskrivs den allmänna teorin kring diffusion, industriell glödgning och sfäroidiseringfenomenet. 2.1 Industriell process De stålprodukter som behandlas i detta arbete är kolstål som av LuCoil kallvalsas till önskade tjocklekar. Mjukglödgningen/sfäroidiseringsglödgning av dessa material utförs i klockugnar och pågår i drygt 2 dygn dvs. uppvärmning, oljeutdrivning, platå-hålltid och nedkylning enligt figur Glödgningstemperatur ( C) Temperatur på botten av rullen Temperatur på toppen av rullen Glödgningstid (timmar) Figur 1: Exempel på glödgningscykel som används av LuCoil Steel AB (CK40) Oljeutdrivningen utförs vid ca 350 C för att tillåta oljeemulsionen som använts vid valsningen att avdunsta från plåtytan innan man kommer upp i så pass höga temperaturer att den annars skulle bränna fast och bilda ett sotlager på plåtytan. Det är svårt i en industriell process att reglera ett jämnt temperaturflöde i ugnen och som vi ser är det en skillnad i temperatur på 40 grader på botten av rullen i jämförelse med toppen av rullen när glödgningstemperaturen har uppnåtts. Efter glödgningen kan plåten valsas ner ytterligare till önskade toleranser om det behövs och sedan trimvalsas för att få sin slutliga ytjämnhet och glans för att till sist slittas upp i önskade storlekar, figur 2. Denna slutprodukt säljs sedan vidare till kunder i Sverige och runt om i världen och används inom en rad olika användningsområden, t.ex. detaljer inom bilindustrin mm. 2
8 Hasplad plåt Ingångsglödgning Tempervalsning Glödgning Kallvalsning i Sendzmir-valsverk Tillklippning av plåt Slittning till mindre breda rullar Figur 2: Processbeskrivning Ursprungsstrukturen hos materialet som studerats har varit ferrit-cementitiskt som bildats under nedkylningsfasen i ståltillverkningens slutskede, dvs. varmvalsningen. Denna mikrostruktur kallas för perlit och består av omväxlande cementit och ferrit lameller parallellt orienterade, figur 3. Figur 3: Perlitisk mikrostruktur 3


9 2.1.1 Kallvalsning Hos LuCoil Steel finns ett valsverk av märket Sendzimir, figur 4. Detta valsverk har en väldigt fördelaktig pyramidformad konstruktion bestående av flera valsar som fördelar kraften jämnt över plåten och har förmågan att valsa väldigt hårda material. Figur 4: Sendzimirvalsverk Valsverket är reversibelt, vilket betyder att plåten kan rullas fram och tillbaka genom valsverket till önskad tjocklek har uppnåtts. När bandet har gått igenom valsen en gång från ena änden till den andre så kallas det för ett stick. Ett valsat band är väldigt hårt och behöver mjukas upp för att kunna valsas. När bandet inte går att reducera ytterligare i tjocklek utan att sprickor i materialet uppstår har det nått sin maximala reduktionsgrad och måste mellanglödgas för att reduktionen ska kunna fortsätta. Vid kallvalsning fås en plastisk deformation av materialet som uppstår på grund av den stora mängd dislokationer som bildas under kallbearbetningen av stålet vid så låga temperaturer som inte överstiger avspänningstemperaturen ( C för järn) och leder till att tvärsnittsarean av plåten reduceras. På mikroskopisk nivå kan man observera att de tidigare likformiga ferritkornen i strukturen blir utdragna, figur 5. Figur 5: Reducering av plåttjockleken genom kallvalsning [3] Detta medför att hårdheten hos materialet ökar och duktiliteten minskar. Vi kan i figur 6 se hur brottgräns, sträckgräns och förlängning förändras med reduktionsgraden [3]. 4
![Figur 6: Utvecklingen av de mekaniska egenskaper med reduktionsgraden [3] När man kallvalsar stålet så börjar också cementit lamellerna att böja sig något och efter en väldigt stor deformationsgrad](/docs-images/62/48094199/images/10-0.jpg "så lägger sig cementitlamellerna nästan parallellt mot valsriktningen.")
![Lokala regioner med fina lameller ökar även med reduktionsgraden, alltså är mikrostrukturen olika på olika platser i strukturen [9].](/docs-images/62/48094199/images/10-2.jpg "Den plastiska deformationen resulterar även i ett fenomen som kallas textur, vilket innebär en icke slumpmässig dvs. likriktad orientering av kristallerna i det polykristallina materialet [3]. 2.1.")
10 Figur 6: Utvecklingen av de mekaniska egenskaper med reduktionsgraden [3] När man kallvalsar stålet så börjar också cementit lamellerna att böja sig något och efter en väldigt stor deformationsgrad så lägger sig cementitlamellerna nästan parallellt mot valsriktningen. Lokala regioner med fina lameller ökar även med reduktionsgraden, alltså är mikrostrukturen olika på olika platser i strukturen [9]. Den plastiska deformationen resulterar även i ett fenomen som kallas textur, vilket innebär en icke slumpmässig dvs. likriktad orientering av kristallerna i det polykristallina materialet [3] Open Coil metoden Innan bandet kan glödgas måste det löshasplas, figur 7, vilket också kallas för Open Coil metoden. Detta innebär att man rullar upp plåten med två tvinnade trådar mellan varven för att skapa en luftspalt som ser till att skyddsgasen bättre ska flöda genom rullen och nå plåtens hela yta och därmed ge en bättre värmedistribution genom ugnen, uppvärmningen av bandet går således mycket fortare. Figur 7: Tvinnad ståltråd används till att haspla bandet Klockugnen Den hasplade bandrullen ställs sedan på ugnsbasen, vilket består av ett galler med en radialfläkt under som ser till att gasen som förs in via tilloppsröret cirkulerar i ugnen. Cirkulationen är speciellt viktig för att få en stabil temperaturfördelning mellan botten och toppen på bandet. Sedan ställs en skyddshuv, figur 8a, över basen där rullen står för att få en kontrollerad atmosfär i ugnen och en vattenkyld gummipackning ser till att hålla tätt. Över skyddshuven sätts sedan värmehuven, figur 8b, med en innervägg bestående av isolering av tegelsten och värmespiraler placerade på olika platser för att ge en så jämn temperaturfördelning som möjligt. Värme förs över från ugnen till skyddshuven via strålning och egenkonvektion och skyddshuven fungerar som skydd för direkt 5


11 strålning och värmepåverkan på bandet och gasen som flödar igenom bandet får en jämnare temperatur. Temperaturen mäts med termoelement placerade på olika platser i ugnen och även direkt på botten och toppen av bandet. a) b) Figur 8: Klockugnsanläggningen, a) skyddshuven, b) värmehuven. För nedkylningsprocessen byts värmehuven ut mot en kylhuv som placeras över skyddshuven. Kylhuven har ett fläktsystem på toppen som bidrar till nedkylningen och om kylningen bör ske snabbare kan huven lyftas upp en bit så att luft kommer in även underifrån. 6
12 2.2 Skyddsgasen Val av skyddsatmosfär för glödgningsprocessen spelar en viktig roll för att undvika olika reaktioner i metallens ytskikt som kan leda till oönskade egenskaper hos slutprodukten. Beroende på sammansättningen på gasen och vid vilken temperatur man glödgar kan man få följande reaktioner. Oxidation Avkolning Uppkolning Sot Inerta gaser som t.ex. argon, helium och kvävgas kan användas som skyddsgaser. Industriellt används oftast kvävgas, då det är det billigaste alternativet. För att skydda plåten mot oxidation och ytavkolning under glödgningen vill man undvika syre, vatten och koldioxid i ugnsatmosfären. Väte och krackad ammoniak används för reduktionsprocesser där vattenånga måste elimineras. Anledningen till detta är att klockugnen är väldigt svår att få helt syrefri på grund av sprickor i skyddshuven eller att tätningen inte alltid är helt isolerande. Syrehalten kan reduceras genom att pumpa ut syret eller genom att skölja ugnen med gas innan glödgningen startas Svårigheten med att använda väte eller krackad ammoniak är att få den så torr som möjligt och genom att använda en gasblandning med så låg daggpunkt som möjligt kan man reducera mängden vattenånga i gasen [6]. Sot på det glödgade materialet uppkommer då utdrivningen av valsoljan under uppvärmningen till glödgningshålltemperaturen inte är fullständig. Kolet lägger sig som lätt sot på metallytan eller så diffunderar det in i materialet. Vätgas i ugnsatmosfären hjälper även till i processen att få bort valsoljan från bandet. Detta sker genom att temperaturen hålls konstant vid ca 400 C under en viss tid, där vätet förenas med smörjmedlets kolväten och sänker deras kokpunkt och underlättar därmed för dom att avdunsta innan upplösning och minskar eller helt utesluter sotbildning. Koldioxidhalten kan reduceras genom att använda en så ren gas som möjligt och genom att avlägsna så mycket av valsoljan som möjligt innan glödgning. Valsoljan avdunstar mycket lättare i en kvävgasatmosfär med mer än 10 % vätgas än i en atmosfär med bara kvävgas eller mindre än 3 % vätgasatmosfär. Vätet minskar också temperaturskillnader i lasten och reducerar därmed uppvärmnings -och nedkylningstiden [7]. Tips för att undvika sotbildning är; att ha en väldigt hög flödeshastighet på gasen tidigt i uppvärmningen. att värma sakta upp till 50 C över den temperatur som motsvarar kokpunkten hos valsoljan. att skapa en effektiv cirkulation av gasen genom att använda en fläkt eller flera. god tätning av ugnen regelbunden inspektion och rengöring av ugnen att minska den tid som den inoljade plåten utsätts för luft, för att undvika rost som kan leda till sot i en reducerande atmosfär. 7

13 2.3 Mjukglödgningsprocessen Behandlar man den kallbearbetade metallen vid höga temperaturer där mobiliteten av atomerna ökar blir den mjukare och en ny mikrostruktur kan uppstå. Detta sker successivt via de olika etapper som beskrivs här nedan, återhämtning och rekristallisation, följt av sfäroidisering. Syftet med denna process är att minska hårdheten hos ett material och samtidigt öka dess duktilitet och formbarhet inför efterföljande formningsprocesser. Figur 9: Temperaturer för glödgning av kolstål [2] Återhämtning Vid värmning av det kallvalsade materialet till temperaturer kring 400 till 500 C försvinner de mesta av de inbyggda spänningarna genom ett fenomen som kallas återhämtning. Under denna behandling sker inga större mikrostrukturella förändringar men den rörligheten hos atomerna som uppstår reducerar mängden punktdefekter inom kornen och möjliggör det för dislokationerna att flytta till positioner i gittret med lägre energi, därav den spänningsrelaxation som sker. Emellertid är inte alla dislokationer förflyttade genom denna process [2, 3]. 8

14 2.3.2 Rekristallisation Genom att glödga stålet över en tillräckligt hög temperatur för att rekristallisation ska ske (ca 600 C), ger atommobiliteten upphov till nya spänningsfria korn som påverkar materialets mekaniska egenskaper. Den kornstorlek som erhålles beror på materialets tidigare kornstorlek, legeringsämnen och graden av kallbearbetning som den utsatts för samt av den rekristallisationstemperatur som ansatts. Deformationsgraden måste vara tillräckligt stor för att producera den erfordrade mängden defekter i kristallen för att initiera kärnbildningen. Ju större deformationen är ju fler nya korn kärnbildas och desto mindre korn fås i slutänden. Materialet är som grovkornigast för 6-15% reduktionsgrad (lågkolhaltiga stål) och avtar sedan med ökande reduktionsgrad [2, 3] Sfäroidisering Uppmjukningen av stålet under mjukglödgningsprocessen sker genom att en mikrostruktur bestående av sfärodiserad cementit i en ferritmatris träder fram. Detta innebär att ursprungsstrukturen bestående av parallellt orienterade ferrit och cementitlameller genomgår en strukturomvandling där cementiten successivt bryts upp i mindre fragment, figur 10. stål med en kolhalt under 0.9% C glödgas just under A1-linjen i järn-koldiagrammet, figur 9, till dess att kolet i perlitens cementit har diffunderat genom ferriten (t.ex. 10 timmar) och cementitlamellerna kan omvandlas till mer eller mindre runda partiklar. I det här skedet har inte svalningshastigheten någon betydelse [1]. Övereutektoida stål glödgas oftast just över A1, figur 9, i ca 2-4 timmar, där perliten omvandlas delvis till austenit med små rester av cementit kvar. Sedan återbildas cementitkornen och sfäroidiseras så småningom. Den här typen av behandling kräver en väldigt lång svalningstid [1]. Figur 10: Sfäroidiserad struktur bestående av runda cementitkorn i en matris av ferrit Sfäroidiseringen uppkommer eftersom cementiten strävar efter att minska sin ytenergi och ju mindre yta den får desto mindre blir ytenergin i förhållande till volymen. I ett stål med perlitkolonierna orienterade i olika riktningar uppkommer sfäroidiserade cementitpartiklar längs den tidigare lamellen under glödgningsprocessen, figur 11. 9
15 Detta innebär att lamellerna bryts upp i mindre fragment till att sedan bli runda och till slut växa ihop till stora partiklar genom tillväxt. Hårdheten hos stålet minskar drastiskt med uppbrytandet av cementiten och samtidigt blir materialet duktilare och lättare att forma. Figur 11: Uppbrytning av cementitlameller till runda sfäroider En perlitisk struktur är aldrig perfekt, Cementitlameller innehåller en mängd olika strukturella defekter som dislokationer, hål och sprickor och ännu fler fel kan uppstå under själva sfäroidiseringsprocessen. Det viktiga i detta sammanhang är att dessa defekter har en specifik riktning i planet, vilket har en stor inverkan på sfäroidiseringen av de cementitpartiklar som bär på dessa strukturella fel. Det finns olika teorier om hur uppbrytningen av cementitlamellen sker men den verkliga orsaken är inte helt klarlagd, därför kommer dessa teorier inte att beskrivas så detaljerat här. De behandlar bla. störningar, så kallade subgränser längs med längden på cementitlamellen som ger upphov till att skåror bildas och växer till sig så att lamellen till slut bryts upp i korta segment, Figur 12a. En annan beskrivning av fenomenet är sinusformade störningar på ytan av den cylindriskt formade lamellen, där våglängden hos dessa störningar ger upphov till en ostabilitet hos materialet när de överstiger en viss kritisk våglängd, figur 12b. En tredje teori behandlar diffusionsutbytet mellan olika lameller, figur 12c [11]. (a) (b) (c) Figur 12: a) Uppkomsten av korngränser leder till att en skåra bildas med tiden, b) instabiliteten hos en enstaka fiber, c) strukturella felaktigheter i strukturen förflyttas. [11] 10

16 2.3.4 Karakterisering av sfäroidiseringsgraden Sfärodiseringsgraden hos stål karakteriseras med förhållandet längd mot bredd på cementitpartiklarna. En sfäroidiserad struktur karakteriseras inte som helt runda cementitpartiklar utan ofta med ett förhållande mellan längd och bredd större än 1:1. En artikel som ofta citeras är S.Chattopadhyay och C.M. Sellars(1977) [4] där man noggrant har studerat hur cementitlamellerna bryts upp. Enligt denna studie bryts lamellerna upp till dess att ett förhållande 6:1-8:1 uppnås, utan att brytas upp ytterligare och drar sedan ihop sig för att forma runda partiklar. T.ex. definerar J.M. O Brien och W. F.Hosford (2002) [5] förhållandet längd mot bredd till 3:1 som sfäroidiserat för sina försök. Sfäroidiseringsgraden karakteriseras ofta som volymprocent sfäroidiserat och detta kan uppskattas genom att punkträkna antal partiklar som man anser sfäroidiserade mot de partiklar som man inte anser vara sfäroidiserade. Det existerar ett marginellt fel i dessa mätningar eftersom man får en area andel som överstiger volymandelen när man etsar. Ferritfasen löser upp sig så att cementitkornen kommer över etsplanet vid etsning och den bild som man ser av cementitkornet i mikroskopet visar en storlek hos partikeln som beror på etsdjupet, figur 13. Figur 13: Schematisk bild hur etsdjupet påverkar mätningar av partikelstorleken [4] Översfäroidisering Enligt Chattopadhyay och Sellars (1982) [10] sker tillväxten av kornen med en hastighetskontrollerande faktor bestående av en effektiv diffusions konstant av kol (D erf c ) efter det att sfäroidiseringen är fullbordad. På grund av skillnaden i volym mellan 1 mol av cementit och 3 mol av järn sker denna diffusion i de vakanser som uppkommer. Under uppbrytningen av lamellerna bidrar detta fenomen till upplösning av de mindre fragmenten samtidigt som de större växer sig ännu större. För det specifika fallet kan diffusionskonstanten av kol i Fe-C ferrit se ut på följande sätt enligt John Ågren (1982) [12] : D x C = 0.02e / T exp arctan π T (2) Under sammanväxningsprocessen av de runda cementitpartiklarna så varierar diametern av cementitpartikeln som kubikroten av tiden, samtidigt som volymandelen är oförändrad. 11
17 dr dt γ = gränsskiktsenergin V V Fe3C D Fe eff C 2 2γVFe = V 3C Fe X RT r1 D = volymandel cementit = volymandel ferrit = effektiva koldiffusions koefficienten R = gaskons tan ten C T = temperaturen eff C 1 1 r r 1 r = radien hos nyligen formade partiklar 1 r = medelstorleken hos redan existerande partiklar Följande ekvation beskriver tillväxthastigheten för den sfäroidiserade mikrostrukturen. Denna ekvation visar på att översfäroidiseringen är direkt relaterad till diffusionen av kol i ferrit och minskar med en ökande medel partikelstorlek [2]. Diffusion av kol i järn genom vakanser som nämnts här ovan är en faktor som styr accelerationen av sfäroidiseringen. En annan faktor är järndiffusion längs ferritkorngränserna där kärnbildningen fördelakteligen sker och där den översfäroidiserade cementiten föredragligen lokaliserar och växer till sig eftersom korngränsdiffusionen är snabbare än volymdiffusionen. Alltså anses både järn och koldiffusion vara drivande faktorer för sfäroidiseringen även om det är oklart vilken som är den faktor som styr mest [17] Legeringsämnenas inverkan Man måste även ta i beräkning att legeringsämnen påverkar diffusionen av kol i ferrit och därmed även glödgningsprocessen, eftersom olika legeringsämnen rör sig olika fort genom strukturen och måste hinna flytta på sig. Vissa legeringsämnen har större benägenhet än järn till att binda sig till kolet och bildar karbider. För låga halter av karbidbildande legeringsämnen i glödgade stål består karbidfasen endast av cementiten. Detta gäller för Cr < 3 %, Mn < 0,5-1,0 % och väldigt låga gränshalter för starkt karbidbildande ämnen som vanadin, titan etc.. Vid högre halter uppstår istället något som kallas för dubbelkarbider eller specialkarbider men detta förekommer inte i de stål som behandlas i detta arbete. Om starkt karbid-, nitrid- eller oxid inneslutningsbildande grundämnen som krom, molybden, volfram, vanadin, titan och aluminium är närvarande förhindrar de korntillväxten och verkar kornförfinande då de löser sig i stålet först vid väldigt höga temperaturer, antingen genom att förskjuta temperaturen för dess rekristallisation och austenitomvandling eller genom att på olika vis fördröja korntillväxten. Al och V används tex. ofta för att motverka oönskad korntillväxt. För att kornförfiningen ska ske måste dock stålet bearbetas och rekristalliseras eftersom rekristallisationen och kornförfiningen annars inte sker samtidigt vid endast värmning och svalning [3]. 12
18 2.4 Mekaniska Egenskaper Det finns många frågetecken kring hur olika parametrar påverkar mekaniska egenskaper hos sfäroidiserat stål och det mesta av forskningen kring detta verkar ha skett de senaste åren. Den sfäriska formen hos cementit ger fördelar som hög seghet, god kallformbarhet och andra bearbetningsmöjligheter men sfäroidiserad cementit i sig kan inte ge goda mekaniska egenskaper. Mikroskopiska faktorer som en homogen cementit distribution såväl som ferritkorns och cementitpartikel storleken och legeringsämnen påverkar de slutliga mekaniska egenskaperna hos materialet. Kolets inverkan på stärkningen av stål och följaktligen minskning av duktiliteten är välkänt. Medan brottgräns och sträckgräns ökar med ökad kolhalt, så minskar förlängningen när kolhalten ökar. Skillnaden mellan sträckgräns och brottgräns ökar även med ökad kolhalt vilket innebär en härdning av materialet [13]. Si och Mn är två legeringsämnen som är väldigt vanliga i stål. Vid glödgning av det kallvalsade stålet fördröjs tillväxten av cementitpartiklarna avsevärt på grund av tillsats av dessa ämnen och både styrka och duktilitet förbättras. Desto större tillsatsen av dessa två legeringsämnen är desto starkare och duktilare blir också materialet [14]. Nedkylnings hastighet efter glödgning under A1 har rimlig inverkan på sträckgräns, brottgräns och förlängningen och hårdheten hos materialet är opåverkat. Ju fortare nedkylningen sker efter glödgningen, desto finare är mikrostrukturen, vilket ger en stärkning av materialet, dvs. sträckgräns och brottgräns ökar [13]. Glödgningstemperaturen påverkar även väldigt mycket utvecklingen av de mekaniska egenskaperna. Detta sker på grund av rekristallisationsprocessen, vilket leder till en ökning av duktiliteten som förlust av styrkan hos materialet. Det man eftersträvar är att kombinera dessa två effekter i stålet för att få tillräckligt hög styrka i kombination med tillräcklig duktilitet som krävs för de olika typer av formningsprocesser som plåten kan utsättas för. När glödgningstemperaturen ökar så fås en ökad skillnad mellan sträckgräns och brottgräns som ger en liten härdning av materialet [13]. Detta kan bero på en mikrostrukturell effekt eftersom en kornförfining ger en viss härdning [19]. 13
19 3 MATERIAL 3.1 Kolstål Stål delas vanligen in efter sammansättning och användning. Sammansättningsmässigt brukar man skilja mellan olegerade stål och legerade stål. Olegerade stål som också kallas för kolstål har kol som huvudbeståndsdel vid sidan av järn, de är uppdelade i kategorier, låg, medel och högkolhaltiga stål. Högkolhaltiga stål med sin höga kolhalt på mer än 0.6 viktprocent kol är hårdast medan lågkolhaltiga kolstål har fördelen att vara mer duktila. Medelkolhaltiga stål med ca 0.2 till 0.5 viktprocent kol kan värmebehandlas för att få båda dessa egenskaper, styrka såväl som god duktilitet. Det finns fyra huvudtyper av värmebehandlingar för kolstål; normalisering, glödgning (mjukglödgning, rekristallisationsglödgning och avspänningsglödgning), härdning och anlöpning. I detta arbete behandlas endast mjukglödgningen [1]. För att optimera glödgningsprocessen har materialurvalet begränsats till fyra kolstål med olika halter av legeringsämnen och tjocklekar. Detta för att lättare dra slutsatser om hur olika parametrar påverkar glödgningscykeln. Fyra stålkvaliteter valdes: CK40,CK45,CK67 och CK75 CK40 Y mm CK45 U & 3.0mm CK67 Q Y mm CK75 X mm Kolstål C Si Mn P S N Cr Ni Cu Al 0,38-0,15-0,60-0,29-0,43 0,35 0,75 0,36 0,43-0,48 0,62-0,68 0,7-0,8 0,15-0,35 0,15-0,35 0,15-0,3 0,6-0,7 0,6-0,75 0,65-0,8 0,02 0,01 0,10 0,02 0,015 0,01 0,15-0,25 0,02 0,006 0,01 0,05-0,2 0,2 0,15 0,02 0,15 0,2 0,018 14

20 4 METOD I detta kapitel beskrivs försöksuppställningar, utrustning och experimentmetoder som använts under arbetets gång. Den utrustning som använts finns vid materiallabbet vid Luleå Tekniska universitet. 4.1 Försöksuppställning Val av provugn och skyddsgas Försöken i denna studie har avgränsats till att utföras i laboratorieskala för att bygga på kunskapen kring processen innan de framtagna glödgningscyklerna kan tillämpas på industriell nivå. Skyddsgasen spelar en essentiell roll för att undvika oxidation och avkolning av plåtytan. Skyddsgasen hos LuCoil har tagits fram genom krackning av ammoniak och har sammansättningen 92 % kvävgas (N 2 ) och 8 % vätgas (H 2 ). På grund av den höga explosionsrisken vid användandet av vätgas så valdes denna gas bort i utförandet av experimenten i detta arbete, istället användes 100 % kvävgas Val av glödgningstider och temperaturer Fokus har lagts på tidsberoendet dvs. hur fort diffusionen sker under glödgningen, då utförligare tester av även temperaturberoendet skulle uppta en allt för lång tid, temperaturberoendet kan uppskattas via diffusionslagarna som förklarats närmare i den teoretiska delen av examensarbetet. Glödgningstemperatur valdes till 670 grader vilket är den lägsta temperatur som har ansatts av LuCoil Steel för glödgning av de ovannämnda materialen. För glödgningsförsöken har en ugn av märket Nabertherm, modell N20\HR med temperatur regulator använts, den har förmågan att värma upp till 1340 C, figur 14. Figur 14: Försöksugn Ugnens innerväggar består av flera värmeelement som värmer runt den pythagoraskeramtub som går rätt igenom den. Tuben är väl försluten i ändarna med en 15
21 packningsanordning som håller tätt. En kylslinga är även monterad på tubens ändar för att skydda fästanordningen som är fastlimmad med epoxilim att lossna från tuben. Önskad atmosfär kan fås genom att föra in skyddsgasen i ena änden av tuben och låta den gå ut ur andra änden som är kopplad till ett vattenlås som ser till att ingen luft sugs tillbaka in i röret om ett eventuellt undertryck skulle uppstå. Gasflödet regleras via regulatorer på gasflaskan som ser till att flödet hålls konstant under glödgningsförsöken Kalibrering Skillnaden mellan temperaturen som visas på ugnens regulator och den verkliga temperaturen inuti tuben under gasatmosfär har fastställts via kalibreringsförsök med ett termoelement av typ S. Vid 670 C grader har vi en standardavvikelse på ca ±3 C mellan olika körningar i mitten av ugnen. Vidare har temperaturzonen i ugnen undersökts och den visar på att temperaturen sjunker linjärt med avståndet från tubens mitt. T.ex. så är temperaturen ca 1,5 C lägre på ett 3cm långt avstånd från mitten av ugnen. Kalibreringskurvorna finns att studera närmare i Bilaga 3. Provbitarna för glödgningsförsöken (förutom dragprovsstavarna) har varit ca 3cm långa och placeringen av dem i ugnen har utförts så noggrant som möjligt för att få dom så nära mitten av ugnen som möjligt, därför kan skillnader i temperaturpåverkan på plåten från en körning till en annan anses vara minimal. För dragprovstavarna kan temperaturen skilja ca. 7 C på ett avstånd av 11cm från mitten av ugnen. Glödgning av ett CK67 stål under 8 timmar visar inte på någon synlig skillnad i mikrostrukturen längs med ett 22cm långt prov som placerats så noggrant som möjligt i mitten av ugnen. I Figur 15abcd går det att se hur mikrostrukturen förändras med avståndet från ugnens mitt, fler bilder på detta finns i bilaga 3. 16




22 (a) (b) (c) (d) Figur 15: CKC7 glödgat i 670 grader under 8 timmar, (a) 1cm från mitten, (b) 4cm från mitten, (c) 7cm från mitten, (d) 10cm från mitten. 4.2 Provberedning För att mikrostrukturen ska uppträda i mikroskopet måste den först genomgå flera olika steg av förberedelser. Provberedningen utfördes enligt följande steg. tillklippning till rätt storlek fastlimning på metallkuts slipning diamantpolering etsning Tillklippningen av plåten utfördes med en roterande slipskiva under vattenskylning så att ingen större värmepåverkan i snittytan skulle ske. För de efterföljande stegen av slipning och polering krävs det att provet gjuts in i en plastkuts eller limmas fast på något som ger bra handgrepp. Efter slipning och diamantpolering i olika etapper till en spegelblank yta har proverna etsats. För värmebehandlat stål med ferrit-cementitiska stål rekommenderas det i litteraturen att använda etsmedlet picral (100ml etanol, 2-4gram pikrinsyra) men det gav ingen reaktion så istället användes 2 % nital (100ml etanol, 2ml HNO 3 ) som används för de flesta metaller och fungerar bra för legerade kolstål. Proverna etsades i ca 5 sekunder. 17
23 4.3 Hårdhetsprovning För att fastställa den optimala glödgningscykeln för varje material utfördes hårdhetsmätningar. Det pyramidformade intrycket som fås av en belastning på 30kg ger vickershårdheten (HV 30 ) efter mätning av intryckets diagonaler. Fördelen med hårdhet enligt vickers är att alla intrycken blir likformiga och kan därför alltid jämföras med en annan vickershårdhet där en annan kraft använts. I genomsnitt utfördes 5 mätningar per provbit. 4.4 Mikroskopering Svepelektron mikroskopet SEM Jeol JSM 6460 LV användes för att närmare undersöka mikrostrukturen hos materialet. 4.5 Dragprovning Dragprovning vid rumstemperatur klassas enligt standarden SS-EN För dragprovstesterna har 22cm långa dragprov klippts ut för hand hos LuCoil och sedan har en midja på 12 cm fräst ut, figur 16. Proverna har sedan glödgats och skickats till SSAB Tunnplåt i Borlänge för standardiserad dragprovning. Figur 16: Ref. to EN En extensometer med mätavståndet 80mm användes för att mäta förlängningen. 18
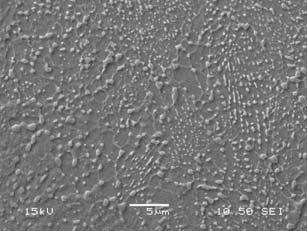
24 5 RESULTAT I detta avsnitt redovisas data för varje stålsort och endast de mest intressanta mikrostrukturbilderna i sökandet efter de mest optimala värmebehandlingscyklerna. 5.1 Specifika glödgningscykler för varje stål Här nedan beskrivs glödgningscyklerna för varje stål för sig där den gröna streckade kurvan inte är resultatet av några mätningar utan en uppskattning av hur kurvan kan se ut om fler mätningar utförts Y101 CK40, Kallvalsad Detta stål, CK40, är ett kallvalsat material som glödgas av LuCoil Steel i 17 timmar med kravet att hålla ett temperaturintervall på 670 till 720 C i botten och toppen av rullen. I figur17 ser vi att hårdheten i ursprungsmaterialet uppmätts till ca 300 HV och att materialet uppnår sin optimala mjukhet efter en glödgningshålltid på ungefär 7-8 timmar där full sfäroidisering kan antas ha uppnåtts. Detta kan även verifieras via mikrostrukturbilderna i figur 18 där vi klart och tydligt kan se att mikrostrukturen består av sfäroidiserad cementit i ett ferritgitter. En ytterligare liten (5-7 HV) tillmjukning av materialet uppnås efter en väldigt lång glödgningstid, på ca 15 timmar och uppåt. 320 CK40,Varmvalsad,1,5mm HV Hålltid under glödgning (timmar) Figur 17: Resultat av uppmätta hårdhetsvärden för CK40 stål (Y101) plottat mot glödgningshålltider vid 670 C. 19


25 (a) Figur 18: SEM bilder av CK40 stål a) efter 8 timmars glödgningshålltid, b) efter 9 timmars glödgningshålltid. (b) U200 CK45, Kallvalsad CK 45 stålet har något lägre reduktionsgrad och högre kolhalt i jämförelse med CK40 stålet. Den högre kolhalten ger ett högre ursprungshårdhetsvärde som uppmättes till ca. 315HV. I figur 19 visas kurvan av de uppmätta värdena på samma sätt som i figur 17, dock ser vi en avvikelse av mätvärdena kring timmars glödgning. Materialet uppskattas vara sfäroidiserat efter ca 10 timmars hålltid och i figur 20 ser vi hur mikrostrukturen ser ut vid 9 timmar. 320 CK45,Kallvalsad,2.4mm 300 HV Hålltid under glödgning (timmar) Figur 19: Resultat av uppmätta hårhetsvärden för CK45 stål (U200) med tjockleken 2.40 mm plottat mot glödgningshålltider vid 670 C. 20

26 Figur 20: CK45 stål (2.4mm) efter 9 timmars hålltid U200 CK45, Råband Hårdheten i ursprungsmaterialet uppmättes till ca 265 HV, figur 21, vilket är 50 HV lägre än för samma material i påvalsat skick, figur 19. Detta material har fortfarande ej fullständigt uppbrutna lameller kvar i strukturen vid 9 timmar, men dom är tillräckligt korta för att anta att strukturen är sfäroidiserad, figur 22. Efter 15 timmar och uppåt blir materialet ytterliggare lite mjukare men denna skillnad på ca 5 HV är marginell CK45,Varmvalsad,3.0mm HV Hålltid under glödgning (timmar) Figur 21: Resultat av uppmätta hårdhetsvärden för CK45 stål (U200) med tjockleken 3.0 mm plottat mot glödgningshålltider vid 670 C. 21

27 Figur 22: CK45 stål (3.0mm) efter 9 timmars hålltid Q220 CK67, Kallvalsad CK67 har en ursprunglig hårdhet på ca 430 HV, dvs. betydligt högre än de föregående stålen. Figur 23 visar kurvan av de uppmätta värdena, hårdheten stabiliseras vid ca 7-8 timmar och sjunker ytterligare ca 20 HV efter en 15 timmars hålltid och uppåt. I figur 24abcd kan vi närmare studera mikrostrukturen för materialet och dessa visar på att efter 7 timmars glödgning är de flesta lameller uppbrutna men fortfarande finns väldigt långa lameller i strukturen, därför kan inte materialet anses vara sfäroidiserat ännu. Vid 8 timmar ser man en tydlig skillnad, de flesta lameller har brutits upp till att bli helt runda samtidigt som flera cementitkorn fortfarande är lite ovala och strukturen kan anses vara sfäroidiserad. Efter 9 timmar ser vi att all cementit blivit rund och vi har mycket större korn. När väl uppbrytningen av lamellerna har börjat tycks sfäroidiseringen ske väldigt snabbt, detta gäller för samtliga stål. 450 CK67,Kallvalsad,1.64mm 400 HV Hålltid under glödgning (timmar) Figur 23: Resultat av uppmätta hårhetsvärden för CK67 stål (Q220) med tjockleken 1.64 mm plottat mot glödgningshålltider vid 670 C. 22

 efter 7 timmars")

. 23")
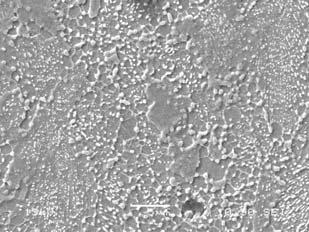
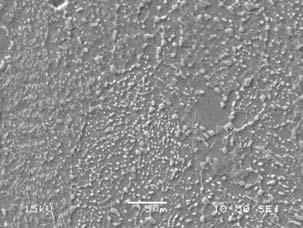
28 (a) (b) (c) Figur 24: CK 67 stål (1.64mm) a) oglödgat, b) efter 7 timmars hålltid, c) efter 8 timmars hålltid, d) efter 9 timmars hålltid (d). 23

29 5.1.5 Y300 CK67, Råband Hårdheten i ursprungsmaterialet uppmättes till ca 285 HV, figur25, vilket är 45 HV lägre än för samma material i påvalsat skick, figur23. Efter 11 timmars glödgningshålltid består mikrostrukturen, figur26, av korta och rätt så tjocka lameller som ligger väldigt tätt intill varandra. Sfäroidiseringen kan anses vara fullbordad, dvs. efter ca timmars glödgningshålltid. 290 CK67,Varmvalsad,3.0mm HV Hålltid under glödgning (timmar) Figur 25: Resultat av uppmätta hårhetsvärden för CK67 stål (Y300) med tjockleken 3.00 mm plottat mot glödgningshålltider vid 670 C. Figur 26: CK67 stål (3.00mm) efter 11 timmars hålltid 24

30 5.1.6 X177 CK75, Kallvalsad CK75 stålet har högst kolhalt av alla stålen men även den största reduktionsgraden av dom alla. Ursprungshårdheten uppmättes till ca 350 HV, figur27, och även här observeras avvikande hårdhetsvärden vid samma tidpunkt som hos de övriga proven. I figur28 kan vi se att materialet till större delen sfäroidiserats med ett fåtal lite ovalare cementitkorn, ur detta kan vi således dra slutsatsen om att materialet fullt sfäroidiseras efter ca 8-9 timmars glödgningshålltid. 350 CK75,Kallvalsad,0.83mm HV Hålltid vid glödgning (timmar) Figur 27: Resultat av uppmätta hårhetsvärden för CK75 stål (X177) med tjockleken 0.83 mm plottat mot glödgningshålltider vid 670 C. Figur 28: CK75 stål (0.83mm) efter 8 timmars hålltid 25
31 5.2 Dragprovning Dragprovning har utförts för utvalda prov, som glödgats efter de uppskattade glödgningshålltider som fastställts i föregående kapitel för varje material. Bland annat har sträckgräns, brottgräns och förlängning lästs ut, all dragprovsdata finns att hämta i bilaga U200 CK45 I föregående kapitel uppskattades glödgningshålltiden till 9-10 timmar för det 2.40 mm tjocka kallvalsade bandet medan för det 3.00 mm tjocka råbandet uppskattades till timmar. Tre prover glödgades för var och en av dessa glödgningshålltider och resultatet ur dragprovningen är följande; 2.4mm, kallvalsat glödgat i 9 timmar : Brottgräns R m = 669 N/mm 2 Förlängning A80= 18 % Övre sträckgräns R eh = 543 N/mm 2 Undre sträckgräns R el = 523 N/mm 2 2.4mm, kallvalsat glödgat i 10 timmar: R m = 656 N/mm 2 A80= 17 % R eh = 524 N/mm 2 R el = 497 N/mm 2 3.0mm, råband glödgat i 10 timmar: R m = 664 N/mm 2 A80= 22 % R eh = 407 N/mm 2 R el = 391 N/mm 2 3.0mm, råband glödgat i 11 timmar: R m = 660 N/mm 2 A80= 22 % R eh = 424 N/mm 2 R el = 404 N/mm X177 CK75, kallvalsat För det här materialet uppskattades glödgningstiden till 8-9 timmar och dragprovningen gav följande resultat. Glödgat i 8 timmar R m = 610 N/mm 2 A80= 24 % R eh = 564 N/mm 2 R el = 539 N/mm 2 Glödgat i 9 timmar R m = 607 N/mm 2 A80= 24 % R eh = 563 N/mm 2 R= 540 N/mm 2 26
32 5.2.3 Q220 CK67 För detta påvalsade material valdes en hel serie av glödgningstider för att se hur värdena utvecklas med tiden. Sträckgräns, brottgräns och hårdheten plottat mot tiden kan utläsas i figur 29. Alla värdena sjunker med tiden och stabiliseras som beskrivet tidigare när en viss uppmjukning av materialet och sfäroidisering har uppnåtts sjunker något ytterligare efter fortsatt glödgning. Efter stabiliseringen är sträckgräns och brottgräns som störst när sfäroidiseringen har skett, vid ca 6-8 timmar och avtar sedan. Skillnaden mellan sträckgräns och brottgräns minskar också med tiden till dess att de antar ungefär samma värde. 413 Hårdhet / Brottgräns /Sträckgräns HV Hårdhet Brottgräns Sträckgräns Rm /Reh(MPa) Hålltid (timmar) Figur 29: Mekaniska egenskaper för CK67 (Q220) 1.64mm Samtidigt som sträckgräns och brottgräns sjunker med glödgningstiden så är duktiliteten oförändrad. Hålltid i timmar Förlängning [%] ± ± ± ± ± ±1.1 27
33 6 DISKUSSION Mikrostrukturella studier som utförts på kolstål som glödgats hos LuCoil visade på strukturer som är översfäroidiserade. Glödgningssimuleringar som utfördes vid 670 C som är den lägre kritiska punkten som ansatts för LuCoils glödgningar visar på att optimala egenskaper hos de stål som studerats i detta arbete kan uppnås väldigt tidigt i processen, glödgningshålltider på 7-11 timmar för de utvalda materialen är tillräckligt för sfäroidiseringen ska ha skett. Tex. för CK40 stålet har glödgningshålltiden fastställts till ca 8 timmar vilket stämmer bra överens med försök i litteraturen på ett liknande stål där en likvärdig uppmjukning uppnåddes efter ungefär samma tid [5]. Utvecklingen av hårdheten under de värmebehandlingscykler som utförts följer utvecklingen av strukturen, vilket är förväntat [15]. Glödgning av de studerade stålsorterna visar som förväntat att hårdheten sjunker drastiskt med glödgningstiden, stabiliseras efter att ha nått en viss hårdhet och sjunker något ytterligare efter en lång glödgningstid. Samtidigt som hårdheten sjunker drastiskt så höjs även duktiliteten hos stålet. Det finns dock avvikelser i hårdhetskurvorna för vissa stål vilket försvårade utredningen av glödgningscyklerna. För de stål med hårdhetsvärden som avviker från den ideella kurvan visar sig de avvikande hårdhetsvärdena uppkomma vid samma glödgningstider för de olika stålen och eftersom dom har glödgats samtidigt i ugnen under dessa hålltider så kan avvikelserna kopplas dit. Varför detta har skett just vid dessa glödgningsförsök är svårt att veta men trotts detta kan försöksuppställningen ändå anses vara tillförlitlig då detta problem tycks återkomma just för dessa enskilda fall. Det är förväntat att glödgningen går snabbare ju större reduktionsgraden är och det är också vad som observeras i glödgningsförsöken och i litteraturen [17] [18]. Glödgningsförsöken visar tydligt att glödgningen går snabbare för de kallvalsade stålet än för samma stål varmvalsat (CK45 2.4/3.0mm och CK /3.0mm). Den slutliga hårdheten som uppnås är dock i stort sätt den samma, se Bilaga 4 för ytterligare detaljer. Detta fenomen beror på att man vid kallvalsningen bygger in spänningar i materialet och mängden dislokationer och vakanser ökar, vakansdiffusion är en stor drivande diffusionsfaktor. Diffusion av kol i genom vakanser är en faktor som styr accelerationen av sfäroidiseringen. En annan faktor är diffusion längs ferritkorngränserna där kärnbildningen fördelakteligen sker och där sfäroidiserade cementiten lokaliserar och växer till sig, eftersom diffusionen är snabbare i just korngränserna [17], detta kan klart och tydligt observeras i de mikrostrukturbilder som tagits på stål som glödgats en längre tid och där översfäroidisering har uppnåtts, Figur 24d. En tydlig observation är att glödgningstiden även ökar med kolhalten. En jämförelse av stålen CK67, Figur 24c, och CK40,Figur 18a, med ungefär samma mängd legeringsämnen utöver kol och samma tjocklek, glödgade med en hålltid på 8 timmar visar tydligt att sfäroidiseringen gått snabbare för stålet med lägre kolhalt som fått väldigt runda cementitkorn i jämförelse med det med högre kolhalt som fortfarande har en stor mängd cementitkorn som är lite avlånga. 28
34 En annan observation är att sfäroidiseringsgraden inte är densamma genom hela strukturen. Sfäroidiseringen kan gå fortare i en cementitlamell än i den bredvid, vilket kan bero på att olika lameller innehåller olika mängd defekter i strukturen [15]. Storleken och avståndet mellan sfäroiderna beror både på temperaturen och mängden inbyggda spänningar i materialet [17]. I litteraturen karakteriseras inte en sfäroidiserad struktur med helt runda partiklar utan snarare som lite avlånga med ett visst förhållande mellan längd och bredd. En sådan struktur påträffas när optimal uppmjukning har uppnåtts, dvs. där hårdhetskurvan precis avtar, dock måste det understrykas att hårdheten sjunker något ytterligare när översfäroidiseringen tar vid. Resultaten från den mekaniska provningen visar också att brottgräns och sträckgräns och förlängning minskar med glödgningstiden och stabiliseras sedan när en viss uppmjukning har uppnåtts och sfäroidiseringen har skett. När sfäroidiseringen fortgår ytterligare så minskar sedan dessa värden något ytterligare förutom förlängningen som är oförändrad, skillnaden mellan brottgräns och sträckgräns minskar också. Att förlängningen är oförändrad betyder alltså att duktiliteten hos materialet förblir oförändrat och formbarheten kan anses vara densamma. Minskningen av hållfastheten vid längre glödgningstider beror på tillväxten av ferrit och cementitkornen som sker under sfäroidiseringen efter det att ett visst avståndet mellan cementitpartiklarna har uppnåtts [19]. Detta kan också förklara minskningen i skillnad mellan sträckgräns och brottgräns eftersom det motsatta fallet ger en viss härdning vid kornförfining vilket ger en större skillnad mellan sträckgräns och brottgräns, som förklarat i avsnitt
35 7 SLUTSATSER Den experimentuppställning som tagits fram är en tillförlitlig metod för att simulera glödgningsförloppet hos LuCoil Steel AB. Laboratorieugnen kan hålla en tät atmosfär såväl som en kontrollerad temperaturcykel. En minskning av processtiden till den grad där sfäroidiseringen precis har uppnåtts ger en högre hårdhet, brottgräns och sträckgräns med bibehållen duktilitet och genom att anpassa glödgningstiden så att de mekaniska egenskaper som fås uppfyller de kundkrav som ställs på varje stål kan varje processcykel skräddarsys för ändamålet. Hållfastheten är högre precis när sfäroidiseringen har uppnåtts på grund av små cementit- och ferritkorn. Även en efterföljande behandling som härdning gynnas av små cementitpartiklar eftersom upplösningsbehandlingen är snabbare då omvandlingen till austenit sker. Hårdheten är ett bra kvalitetsmått för att fastställa när sfäroidiseringen är uppnådd, då den följer utvecklingen av sfäroidiseringen. 30
36 8 REKOMMENDATIONER De försöks som utförts visar alla på samma tendens, dvs. att glödgningstiden kan kortas ner avsevärt mycket men man måste ha i åtanke att dessa försök är utförda i en ideell miljö där temperaturen kan hållas jämn och konstant genom hela glödgningsförloppet. Fältförsök bör därför utföras i befintliga klockugnar för att få en skräddarsydd glödgningscykel som är anpassad efter dom förhållanden som råder. Minimeras temperaturskillnaderna i klockugnen kan glödgningstiden sänkas ytterligare eftersom försöken i detta arbete utförts vid 670 C vilket är den lägre kritiska punkten som LuCoil har ansatt. En temperatur just under A1 genom hela plåten kan sänka glödgningstiden ytterligare. Tillämpningen av ekvation (2) där glödgningshålltiden ansatts till 20 timmar, visar på att om temperaturen för glödgningen ökas från 670 C till 710 C så kan hålltiden kortas ner med 43.6%, se Bilaga 1. 31
37 9 REFERENSER [1] Karlebo-Serien, material lära, ISBN X [2] K-E Thelning. Steel and its heat treatment, second edition, ISBN: [3] Sandvikens Handbok, Järnets och stålets metallografi, volym 1 and 2 [4] S.Chattopadhyay and C.M Sellars, Metallography Vol 10(1977), [5] James M. O Brien och William F. Hosford, Spheroidization Cycles for Medium Carbon Steels, Metallurgical and Materials Transactions, Apr 2002; 33A, 4 [6] Heat treatment of metals. Lektures delivered at the institution of metallurgists refresher course [7] Principal annealing atmospheres for steel rod and wire. Mirca stefan stanescu. Wire journal international, Jun [8] Phase transformations in metals and alloys, 2 nd edition, D.A Porter and K.E Easterling ISBN [9] Wantang FU, T.Furuhara and T.Maki, Effect of Mn and Si Addition on Microstructure and Tensile Properties of Cold-rolled and annealed Pearlite in Eutectoid Fe-C Alloys. ISIJ International, vol. 44(2004), No.1, [10] Chattopadhyay and C.M Sellars, Pearlite Spheroidization during hot deformation, Acta metallurgica, vol 30, 1982, [11] Yong Lai Tian and R. Wayne Kraft, Mechanisms of Pearlite Spheroidization, Metallurgical Transactions A, vol18a, Aug 1987, [12] J Ågren, Acta metall. Vol 30, (1982), pp [13] C. Capdevila, C. Garcia-Mateo, F.G Caballero, C. García de Andés, Neutral network analyses of the influence of processing on strength and ductility of automotive carbon sheet steel, Computional materials science, 2006, [14] Wantang FU, T.Furuhara och T.Maki, Effect of Mn and Si Addition on Microstructure and Tensile Properties of Cold-rolled and annealed Pearlite in Eutectoid Fe-C Alloys, ISIJ International, vol. 44(2004), No.1, pp [15] Ö. E Atasoy and S. Özbilen, Pearlite spheroidization, journal of materials science 24, 1989, [16] L.Storojeva, D.Ponge, R.Kaspar, D.Raabe, Acta metall. Vol 52(2004), [17] Michael J. Harrigan and Oleg D. Sherby, Kinetics of Spheroidization of a Eutectoid Composion Steel as Influenced by Concurrent straining, Material Science and Engineering, Nov
38 [18] D. Hernadez-Silva, R.D Morales and J. G Cabanas-moreno, The Spheoroidization of Cementite in a Medium Carbon Steel by Means of Subcritical and Intercritical Annealing, ISIJ International, Vol. 32 (1992), No. 12, [19] M.C Zhao, T. Hanamura, H. Qiu, K. Nagai, Ke Yang, Grain growth and Hall- Petch relation in dual-sized ferrite/cementite steel with nano-sized cementite particles in a heterogeneous and dense distribution, Scripta Materialia 54, 2006,
39 BILAGOR Bilaga 1 Diffusionsberäkningar Diffusionen karakteriseras med en diffusionskonst som är en väldigt temperaturberoende faktor som generellt beskrivs med följande formel; Q D = D0 exp (1) RT Där: D 0 = Diffusionskonstant Q = Aktiveringsenergi (cal/mol) T = Absoluta temperaturen (K) R = Allmänna gas konstanten (1.987 cal/mol, K),(8.314 J/mol,K) För C i α-ferrit: D 0 = 6.2*10-7 m 2 /s och Q d = 80 KJ/mol D= (6.2*10-7 )*exp[-80000/(8.31*(t-273)] T= 100 D= 3.83* * * * * * *10-11 Ekvation (1) ger således upphov till följande kurva här nedan som visar på att det mesta av diffusionen sker först efter 600 grader. Diffusion 3,5x ,0x ,5x10-11 Diffusionskonstanten D 2,0x ,5x ,0x ,0x ,0-5,0x Temperatur C 34
40 Tillämpningen av ekvation (2), (avsnitt 2,4,5) resulterar i kurvan här nedan då en glödgningshålltid ansatts till 20 timmar. Detta visar på att om hålltiden för glödgningen ökas från 670 C till 710 C så kan den kortas ner med 43.6%. Grader [ C] 1,25865E ,16637E ,08152E ,00357E ,31952E ,66121E ,0555E ,49748E ,98264E ,50687E ,0665E ,65824E Minskning av glödgningshålltid [%] Temperatur [ C] 35
41 Bilaga 2 Glödgningshålltid Rp02 Reh Rel FL Rm Rp/Rm A5d A80 CK mm CK45 2.4mm CK45 3.0mm CK
42 Bilaga 3 Kalibreringskurvor temp. i tuben kalibrering 1 kalibrering 2 kalibrering temp. regulator värmefördelning i tuben 707 temp i tuben vid 700grader antal cm från mitten 37








43 Provstav av CK67med längden 22cm glödgat vid 670 C i 8 timmar Mitt i provstaven i mitten av ugnen 6cm från mitten 1cm från mitten 6,9cm från mitten 2cm från mitten 7,9cm från mitten 3,1cm från mitten 9cm från mitten 4,1cm från mitten 10,5cm från mitten 5cm från mitten 38
VÄRMEBEHANDLAD STÅNG FRÅN OVAKO
 VÄRMEBEHANDLAD STÅNG FRÅN OVAKO VARFÖR VÄRMEBEHANDLING? GÖRA HÅRT (HÄRDA) GÖRA MJUKT (GLÖDGA) GÖRA SEGT (SEGHÄRDA, NORMALISERA) FÖRBÄTTRA SKÄRBARHETEN (ETAPPGLÖDGA) TA BORT SPÄNNINGAR (AVSPÄNNINGSGLÖDGNING)
VÄRMEBEHANDLAD STÅNG FRÅN OVAKO VARFÖR VÄRMEBEHANDLING? GÖRA HÅRT (HÄRDA) GÖRA MJUKT (GLÖDGA) GÖRA SEGT (SEGHÄRDA, NORMALISERA) FÖRBÄTTRA SKÄRBARHETEN (ETAPPGLÖDGA) TA BORT SPÄNNINGAR (AVSPÄNNINGSGLÖDGNING)
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 19:e Februari 10:15 12:00 Föreläsning M5 KPP045 Material-delen Förmiddagens agenda Utskiljningshärdning och eutektiska fasdiagram: Kapitel 11 Utskiljningshärdning
Material VT1 1,5 p Janne Färm Torsdag 19:e Februari 10:15 12:00 Föreläsning M5 KPP045 Material-delen Förmiddagens agenda Utskiljningshärdning och eutektiska fasdiagram: Kapitel 11 Utskiljningshärdning
Härdningsmekanismer OBS: Läs igenom handledningen för laborationen.
 Härdningsmekanismer OBS: Läs igenom handledningen för laborationen. Postadress Box 118 Besöksadress Ole Römers väg 1 växel 046-222 00 00 Telefax 046-222 46 20 Internet http://www.materal.lth.se ALLMÄNT
Härdningsmekanismer OBS: Läs igenom handledningen för laborationen. Postadress Box 118 Besöksadress Ole Römers väg 1 växel 046-222 00 00 Telefax 046-222 46 20 Internet http://www.materal.lth.se ALLMÄNT
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 5:e Februari 10:15 12:00 Föreläsning M3 KPP045 Material-delen Förmiddagens agenda Brottmekanik och utmattning : Kapitel 7 Laboration: Härdning och hårdhetsmätning
Material VT1 1,5 p Janne Färm Torsdag 5:e Februari 10:15 12:00 Föreläsning M3 KPP045 Material-delen Förmiddagens agenda Brottmekanik och utmattning : Kapitel 7 Laboration: Härdning och hårdhetsmätning
Process struktur egenskaper laboration 2, TMKM 11
 Process struktur egenskaper laboration 2, TMKM 11 namn personnr. datum godkänd IEI Konstruktionsmaterial HT 2012 Inledning Vissa materialegenskaper, som t.ex. hårdhet, beror på hur lätt dislokationer kan
Process struktur egenskaper laboration 2, TMKM 11 namn personnr. datum godkänd IEI Konstruktionsmaterial HT 2012 Inledning Vissa materialegenskaper, som t.ex. hårdhet, beror på hur lätt dislokationer kan
ALLOY 600 UNS N06600, , NiCr15Fe
 ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
Dragprov, en demonstration
 Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Varmförzinkning av höghållfasta stål - en utmaning. Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe
 Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
Lokal värmebehandling Rekristallisation- och mjukglödgning med hjälp av laser
 Delrapport 4 Lokal värmebehandling Rekristallisation- och mjukglödgning med hjälp av laser Jozefa Zajac, IM 2001-02-09 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers
Delrapport 4 Lokal värmebehandling Rekristallisation- och mjukglödgning med hjälp av laser Jozefa Zajac, IM 2001-02-09 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers
Viktigt! Glöm inte att skriva Tentamenskod på alla blad du lämnar in.
 Materialkunskap Provmoment: Tentamen Ladokkod: 41P10M Tentamen ges för: Maskiningenjör, årskurs 2 7,5 högskolepoäng TentamensKod: Tentamensdatum: 12/1 2016 Tid: 14.00 18.00 Hjälpmedel: Materialkunskap
Materialkunskap Provmoment: Tentamen Ladokkod: 41P10M Tentamen ges för: Maskiningenjör, årskurs 2 7,5 högskolepoäng TentamensKod: Tentamensdatum: 12/1 2016 Tid: 14.00 18.00 Hjälpmedel: Materialkunskap
Materiallaboration. Materialprovning
 Materiallaboration Materialprovning Introduktion till laboration i Materialteknik Schema för labben Provning Provningsmoment i laborationen Dragprovning Slagprovning Hårdhetsprovning 2 Schema för labben
Materiallaboration Materialprovning Introduktion till laboration i Materialteknik Schema för labben Provning Provningsmoment i laborationen Dragprovning Slagprovning Hårdhetsprovning 2 Schema för labben
50 poäng. Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Delrapport 16 Materialrapport
 Delrapport 16 Materialrapport Håkan Thoors, IM 2002-08-27 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola -Institutionen för byggnadsmekanik Ferruform
Delrapport 16 Materialrapport Håkan Thoors, IM 2002-08-27 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola -Institutionen för byggnadsmekanik Ferruform
Högskoleingenjör, Materialteknik 2019
 Puckelglödning En alternativ mjukglödgningsprocess Robert Spector Högskoleingenjör, Materialteknik 2019 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik Förord Följande rapport
Puckelglödning En alternativ mjukglödgningsprocess Robert Spector Högskoleingenjör, Materialteknik 2019 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik Förord Följande rapport
Rostfritt stål SS-stål Stainless steel SS steel 23 01
 SVENSK STANDARD SS 14 23 01 Fastställd 2002-11-15 Utgåva 9 Rostfritt stål SS-stål 23 01 Stainless steel SS steel 23 01 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 23 01 Fastställd 2002-11-15 Utgåva 9 Rostfritt stål SS-stål 23 01 Stainless steel SS steel 23 01 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
7,5 högskolepoäng. Metalliska Konstruktionsmaterial. Tentamen ges för: Namn: (Ifylles av student) Personnummer: (Ifylles av student)
 Personnummer: (Ifylles av student)") Metalliska Konstruktionsmaterial Provmoment: Ladokkod: Tentamen ges för: Tentamen TM031B Pu11 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 121219 Tid:
Metalliska Konstruktionsmaterial Provmoment: Ladokkod: Tentamen ges för: Tentamen TM031B Pu11 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 121219 Tid:
Material föreläsning 4. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Allmänna anvisningar: <Hjälptext: Frivilligt fält. Skriv här ytterligare information som studenterna behöver>
 Materialkunskap Provmoment: Ladokkod: Tentamen ges för: Tentamen 41M09B KMASK13h 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 150113 Tid: 14.00-18.00
Materialkunskap Provmoment: Ladokkod: Tentamen ges för: Tentamen 41M09B KMASK13h 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 150113 Tid: 14.00-18.00
Järnfynd från Fyllinge
 UV GAL PM 2012:03 GEOARKEOLOGISK UNDERSÖKNING Järnfynd från Fyllinge Metallografisk analys Halland, Snöstorps socken, Fyllinge 20:393, RAÄ 114 Erik Ogenhall Innehåll Sammanfattning... 5 Inledning... 7
UV GAL PM 2012:03 GEOARKEOLOGISK UNDERSÖKNING Järnfynd från Fyllinge Metallografisk analys Halland, Snöstorps socken, Fyllinge 20:393, RAÄ 114 Erik Ogenhall Innehåll Sammanfattning... 5 Inledning... 7
SVENSK STANDARD SS
 SVENSK STANDARD Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1998-03-18 1 1 (5) SIS FASTSTÄLLER OCH UTGER SVENSK STANDARD SAMT SÄLJER NATIONELLA, EUROPEISKA OCH INTERNATIONELLA
SVENSK STANDARD Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1998-03-18 1 1 (5) SIS FASTSTÄLLER OCH UTGER SVENSK STANDARD SAMT SÄLJER NATIONELLA, EUROPEISKA OCH INTERNATIONELLA
RULLPOLERING S.C.A.M.I.
 S.C.A.M.I. Katalog 2011 2 Rullpolering är en plastisk bearbetning. Genom rullens tryck omfördelas material plastiskt och därmed uppnås en god ytjämnhet. Bearbetningen reducerar dessutom porer och repor
S.C.A.M.I. Katalog 2011 2 Rullpolering är en plastisk bearbetning. Genom rullens tryck omfördelas material plastiskt och därmed uppnås en god ytjämnhet. Bearbetningen reducerar dessutom porer och repor
Viktigt! Glöm inte att skriva Tentamenskod på alla blad du lämnar in.
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAI16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 171027 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAI16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 171027 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083
 GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
4 Hållfasthet. 4 Hållfasthet. 4.1 Stålskruv Utdrag ur ISO 898-1:1999.
 4 Hållfasthet 4.1 Stålskruv Utdrag ur ISO 898-1:1999. 4.1.1 Omfattning och tillämpning Denna del av ISO 898-1:1999 anger mekaniska egenskaper för skruvar och pinnskruvar av kolstål och legerat stål i omgivningstemperaturer
4 Hållfasthet 4.1 Stålskruv Utdrag ur ISO 898-1:1999. 4.1.1 Omfattning och tillämpning Denna del av ISO 898-1:1999 anger mekaniska egenskaper för skruvar och pinnskruvar av kolstål och legerat stål i omgivningstemperaturer
TENTAMEN Material. Moment: Tentamen (TEN1), 3,5 högskolepoäng, betyg 3, 4 eller 5. Skriv din kod, kurskoden och kursnamn på varje inlämnat blad!
, 3,5 högskolepoäng, betyg 3, 4 eller 5. Skriv din kod, kurskoden och kursnamn på varje inlämnat blad!") TENTAMEN Material Kurskod: PPU105 Moment: Tentamen (TEN1), 3,5 högskolepoäng, betyg 3, 4 eller 5 Datum: 2015-01-14 14:10-18:30 Hjälpmedel: Skriv och ritmateriel, räknedosa. Läs detta innan du börjar med
TENTAMEN Material Kurskod: PPU105 Moment: Tentamen (TEN1), 3,5 högskolepoäng, betyg 3, 4 eller 5 Datum: 2015-01-14 14:10-18:30 Hjälpmedel: Skriv och ritmateriel, räknedosa. Läs detta innan du börjar med
Kursinformation. Materiallära för Maskinteknik, 4H1063, 4p. Repetion: Kärnbildning och tillväxt. Repetion: Eutektoida fasdiagrammet för stål
 Materiallära för Maskinteknik, 4H163, 4p Kursinformation Labkurs. Labgrupp 5 är företrädesvis för teknologer på inriktningen IPI (I3). Även teknologer från M2M kan välja denna grupp men då blir det schemakrockar
Materiallära för Maskinteknik, 4H163, 4p Kursinformation Labkurs. Labgrupp 5 är företrädesvis för teknologer på inriktningen IPI (I3). Även teknologer från M2M kan välja denna grupp men då blir det schemakrockar
SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING
 SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING Om du upplevt att stål med ojämn kvalitet stör din produktion rekommenderar vi ett byte till SSAB Boron. SSAB BORON STÅLET SOM GÖR DIN PRODUKTION ENKLARE OCH MER
SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING Om du upplevt att stål med ojämn kvalitet stör din produktion rekommenderar vi ett byte till SSAB Boron. SSAB BORON STÅLET SOM GÖR DIN PRODUKTION ENKLARE OCH MER
Konstruktionsmaterial, 4H1068, 4p. Kursinformation. De vanligaste korrosionstyperna. Föreläsning 14: Kärnbildning, tillväxt och omvandling
 Konstruktionsmaterial, 4H168, 4p Kursinformation Labkursen är klar och rapporterad, se Mina sidor Grattis till 1.5p avklarad kurs. Ej gk labtest?: kontakta Matilda Tehler, matildat@mse.kth.se. Ej gjort
Konstruktionsmaterial, 4H168, 4p Kursinformation Labkursen är klar och rapporterad, se Mina sidor Grattis till 1.5p avklarad kurs. Ej gk labtest?: kontakta Matilda Tehler, matildat@mse.kth.se. Ej gjort
Material föreläsning 8. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 8 HT2 7,5 p halvfart Janne Carlsson Tisdag 13:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Mikrostrukturen i material, fasdiagram ch 19.1-4 GLU 2 Paus Processning av
Material föreläsning 8 HT2 7,5 p halvfart Janne Carlsson Tisdag 13:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Mikrostrukturen i material, fasdiagram ch 19.1-4 GLU 2 Paus Processning av
Rostfritt stål SS-stål Stainless steel SS steel 23 77
 SVENSK STANDARD SS 14 23 77 Fastställd 2002-11-15 Utgåva 4 Rostfritt stål SS-stål 23 77 Stainless steel SS steel 23 77 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 23 77 Fastställd 2002-11-15 Utgåva 4 Rostfritt stål SS-stål 23 77 Stainless steel SS steel 23 77 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
G A L Geoarkeologiskt Laboratorium GEOARKEOLOGI. En skära från en förromersk grav i Tjärby Metallografisk analys. Tjärby sn Laholms kn Halland
 GEOARKEOLOGI En skära från en förromersk grav i Tjärby Metallografisk analys Tjärby sn Laholms kn Halland G A L Geoarkeologiskt Laboratorium Analysrapport nummer 12-2006 Avdelningen för arkeologiska undersökningar
GEOARKEOLOGI En skära från en förromersk grav i Tjärby Metallografisk analys Tjärby sn Laholms kn Halland G A L Geoarkeologiskt Laboratorium Analysrapport nummer 12-2006 Avdelningen för arkeologiska undersökningar
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 601 UNS N606601, NiCr23Fe, 2.4851 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 601 (UNS benämning N06601) är en nickel-krom legering avsedd att användas
ALLOY 601 UNS N606601, NiCr23Fe, 2.4851 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 601 (UNS benämning N06601) är en nickel-krom legering avsedd att användas
Metaller och legeringar
 Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL
 VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
Gjutjärn som konstruktionsmaterial
 Gjutjärn som konstruktionsmaterial Inlämningsuppgift i kursen kpp039 Kari Haukirauma 2011-01-06 Produktutveckling 3 Handledare Rolf Lövgren Innehåll Inledning... 3 Vad är gjutjärn?... 4 Gråjärn... 6 Användningsområden
Gjutjärn som konstruktionsmaterial Inlämningsuppgift i kursen kpp039 Kari Haukirauma 2011-01-06 Produktutveckling 3 Handledare Rolf Lövgren Innehåll Inledning... 3 Vad är gjutjärn?... 4 Gråjärn... 6 Användningsområden
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 12:e Februari 10:15 12:00 Föreläsning M4 KPP045 Material-delen Förmiddagens agenda Introduktion till fasta lösningar och fasdiagram Stelning : Kapitel 9 fortsättning
Material VT1 1,5 p Janne Färm Torsdag 12:e Februari 10:15 12:00 Föreläsning M4 KPP045 Material-delen Förmiddagens agenda Introduktion till fasta lösningar och fasdiagram Stelning : Kapitel 9 fortsättning
INNEHÅLL 1. INLEDNING MIKROSTRUKTURELL UNDERSÖKNING PROVPREPARERING RESULTAT LOM SEM DISKUSSION...
 INNEHÅLL 1. INLEDNING...5 2. MIKROSTRUKTURELL UNDERSÖKNING...5 3. PROVPREPARERING...5 4. RESULTAT...6 4.1. LOM...6 4.2. SEM...9 5. DISKUSSION...11 4 1. Inledning Vid försök att simulera projektiler som
INNEHÅLL 1. INLEDNING...5 2. MIKROSTRUKTURELL UNDERSÖKNING...5 3. PROVPREPARERING...5 4. RESULTAT...6 4.1. LOM...6 4.2. SEM...9 5. DISKUSSION...11 4 1. Inledning Vid försök att simulera projektiler som
Teknisk data för stålsorter
 Teknisk data för stålsorter Allmänt konstruktionsstål, kemisk sammansättning... 20 Allmänt konstruktionsstål, mekaniska egenskaper... 22 Tryckkärlsstål, uppdelning efter formvara... 24 Tryckkärlsstål,
Teknisk data för stålsorter Allmänt konstruktionsstål, kemisk sammansättning... 20 Allmänt konstruktionsstål, mekaniska egenskaper... 22 Tryckkärlsstål, uppdelning efter formvara... 24 Tryckkärlsstål,
Termisk åldring av rostfritt gjutstål
 Termisk åldring av rostfritt gjutstål Interaktionen mellan mikrostruktur och mekaniska egenskaper Martin Bjurman (Studsvik/KTH) Pål Efsing (KTH) Introduktion Stora tryckbärande komponenter är av tillverkningstekniska
Termisk åldring av rostfritt gjutstål Interaktionen mellan mikrostruktur och mekaniska egenskaper Martin Bjurman (Studsvik/KTH) Pål Efsing (KTH) Introduktion Stora tryckbärande komponenter är av tillverkningstekniska
Defektreduktion vid svetsning av ho gha llfasta sta l
 Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Delrapport 10 Kantbockning
 Delrapport 10 Kantbockning Lars-Olof Ingemarsson, IVF Industriforskning och utveckling AB 2002-09-10 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola
Delrapport 10 Kantbockning Lars-Olof Ingemarsson, IVF Industriforskning och utveckling AB 2002-09-10 ACCRA Teknik AB AK-Konsult Amada/Promecam AB AvestaPolarit AB Bendiro AB Chalmers Tekniska Högskola
HÅLPROFILER & SVETSAD TUB
 Teknisk information HÅLPROFILER & SVETSA TUB LAGERSTANAR HÅLPROFILER KKR TEKNISKA ATA EN 10219, S355J2H KEMISK SAMMANSÄTTNING/CHARGEANALYS C Si 1) Mn S355J2H 0,22 0,55 1,60 0,035 0,035 0,02 0,45 1) Normalt
Teknisk information HÅLPROFILER & SVETSA TUB LAGERSTANAR HÅLPROFILER KKR TEKNISKA ATA EN 10219, S355J2H KEMISK SAMMANSÄTTNING/CHARGEANALYS C Si 1) Mn S355J2H 0,22 0,55 1,60 0,035 0,035 0,02 0,45 1) Normalt
Vad är rostfritt stål? Fe Cr > 10,5% C < 1,2%
 Cr > 10,5% C < 1,2% Vad är rostfritt stål? Järnlegering med 10,5 % krom och 1,2 % kol, vilket krävs för att det självläkande ytskiktet (passiva skiktet) som ger korrosionshärdigheten skall kunna bildas
Cr > 10,5% C < 1,2% Vad är rostfritt stål? Järnlegering med 10,5 % krom och 1,2 % kol, vilket krävs för att det självläkande ytskiktet (passiva skiktet) som ger korrosionshärdigheten skall kunna bildas
Rostfritt stål SS-stål Stainless steel SS steel 25 84
 SVENSK STANDARD SS 14 25 84 Fastställd 2002-11-15 Utgåva 3 Rostfritt stål SS-stål 25 84 Stainless steel SS steel 25 84 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 25 84 Fastställd 2002-11-15 Utgåva 3 Rostfritt stål SS-stål 25 84 Stainless steel SS steel 25 84 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
Mottagningskontroll av vändkransskruvar, art. nr med tillhörande muttrar, art. nr tillverkade i Kina.
 TEKNISK RAPPORT 1(7) Responsible Date Document No. Rev. letter TGB / Bertil Mårtensson 2003-09-02 M083 Project, Customer Review by Ref. doc., Rev. letter Classification Raimo Loiske TG / UE - PDA title
TEKNISK RAPPORT 1(7) Responsible Date Document No. Rev. letter TGB / Bertil Mårtensson 2003-09-02 M083 Project, Customer Review by Ref. doc., Rev. letter Classification Raimo Loiske TG / UE - PDA title
EXAMENSARBETE. Mikrostrukturundersökning av varmvalsat stål
 EXAMENSARBETE 2010:096 CIV Mikrostrukturundersökning av varmvalsat stål Anna Carlsson Dahlberg Luleå tekniska universitet Civilingenjörsprogrammet Materialteknik (EEIGM) Institutionen för Tillämpad fysik,
EXAMENSARBETE 2010:096 CIV Mikrostrukturundersökning av varmvalsat stål Anna Carlsson Dahlberg Luleå tekniska universitet Civilingenjörsprogrammet Materialteknik (EEIGM) Institutionen för Tillämpad fysik,
Att beakta vid konstruktion i aluminium. Kap 19
 Att beakta vid konstruktion i aluminium. Kap 19 1 Låg vikt (densitet = 2 700 kg/m3 ) - Låg vikt har betydelse främst när egentyngden är dominerande samt vid transport och montering. Låg elasticitetsmodul
Att beakta vid konstruktion i aluminium. Kap 19 1 Låg vikt (densitet = 2 700 kg/m3 ) - Låg vikt har betydelse främst när egentyngden är dominerande samt vid transport och montering. Låg elasticitetsmodul
MOMENTO HAR VÄRMEBEHANDLAT GODS SEDAN 1989
 MOMENTO HAR VÄRMEBEHANDLAT GODS SEDAN 1989 2 ISO/IEC 17 021 ISO/IEC 17 021 MOMENTOS VÄRMEBEHANDLING ÄR NYCKELN TILL FRAMGÅNG. Momento Värmebehandling startades 1989 som en intern avdelning för vår egen
MOMENTO HAR VÄRMEBEHANDLAT GODS SEDAN 1989 2 ISO/IEC 17 021 ISO/IEC 17 021 MOMENTOS VÄRMEBEHANDLING ÄR NYCKELN TILL FRAMGÅNG. Momento Värmebehandling startades 1989 som en intern avdelning för vår egen
Sfäroidisering av stång och trådmaterial
 Sfäroidisering av stång och trådmaterial En studie av värmebehandlingen hos Ovako Malin Persson Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
Sfäroidisering av stång och trådmaterial En studie av värmebehandlingen hos Ovako Malin Persson Högskoleingenjör, Materialteknik 2018 Luleå tekniska universitet Institutionen för teknikvetenskap och matematik
Klassificerat enligt EU-direktiv 1999/45/EC. För ytterligare information se våra Materialsäkerhetsdatablad.
 UDDEHOLM UHB 11 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra
UDDEHOLM UHB 11 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra
Valsningsteknik för extremt höghållfasta tunna stål
 EXAMENSARBETE 2005:081 CIV Valsningsteknik för extremt höghållfasta tunna stål ERIK NORDMARK CIVILINGENJÖRSPROGRAMMET Luleå tekniska universitet Institutionen för Tillämpad fysik Maskin- och materialteknik
EXAMENSARBETE 2005:081 CIV Valsningsteknik för extremt höghållfasta tunna stål ERIK NORDMARK CIVILINGENJÖRSPROGRAMMET Luleå tekniska universitet Institutionen för Tillämpad fysik Maskin- och materialteknik
Att svetsa i höghållfast stål lätt men inte simpelt. Eva-Lena Bergquist ESAB AB
 Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Observera att uppgifterna inte är ordnade efter svårighetsgrad!
 TENTAMEN I FYSIK FÖR V1, 14 DECEMBER 2010 Skrivtid: 14.00-19.00 Hjälpmedel: Formelblad och räknare. Börja varje ny uppgift på nytt blad. Lösningarna ska vara väl motiverade och försedda med svar. Kladdblad
TENTAMEN I FYSIK FÖR V1, 14 DECEMBER 2010 Skrivtid: 14.00-19.00 Hjälpmedel: Formelblad och räknare. Börja varje ny uppgift på nytt blad. Lösningarna ska vara väl motiverade och försedda med svar. Kladdblad
Järn- och stålframställning
 Järn- och stålframställning Olegerade och låglegerade stål Jernkontorets utbildningspaket del 11 Photo: Sandvik" 2000 1996 Förord Jernkontorets utbildningspaket är ett läromedel i tolv delar som täcker
Järn- och stålframställning Olegerade och låglegerade stål Jernkontorets utbildningspaket del 11 Photo: Sandvik" 2000 1996 Förord Jernkontorets utbildningspaket är ett läromedel i tolv delar som täcker
EXAMENSARBETE. Strukturundersökning på mjukglödgad Orvar 2M utan etappglödning. Timmy Samuelsson 2015
 EXAMENSARBETE Strukturundersökning på mjukglödgad Orvar 2M utan etappglödning Timmy Samuelsson 2015 Högskoleexamen Bergsskoletekniker metall- och verkstadsindustri Luleå tekniska universitet Institutionen
EXAMENSARBETE Strukturundersökning på mjukglödgad Orvar 2M utan etappglödning Timmy Samuelsson 2015 Högskoleexamen Bergsskoletekniker metall- och verkstadsindustri Luleå tekniska universitet Institutionen
Rostfritt stål SS-stål Stainless steel SS steel 25 62
 SVENSK STANDARD SS 14 25 62 Fastställd 2002-11-15 Utgåva 6 Rostfritt stål SS-stål 25 62 Stainless steel SS steel 25 62 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 25 62 Fastställd 2002-11-15 Utgåva 6 Rostfritt stål SS-stål 25 62 Stainless steel SS steel 25 62 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
Material föreläsning 4. HT2 7,5 p halvfart Janne Färm
 Material föreläsning 4 HT2 7,5 p halvfart Janne Färm Tisdag 1:a December 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Färm Tisdag 1:a December 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Produkterna i vårt specialstålssortiment lagerhålls i ett helautomatiskt höglager, vilket ger snabb och effektiv lagerhantering.
 Produkterna i vårt specialstålssortiment lagerhålls i ett helautomatiskt höglager, vilket ger snabb och effektiv lagerhantering. VARA PRODUKTER KEMISK SAMMANSÄTTNING OCH MEKANISKA VÄRDEN Detta kapitel
Produkterna i vårt specialstålssortiment lagerhålls i ett helautomatiskt höglager, vilket ger snabb och effektiv lagerhantering. VARA PRODUKTER KEMISK SAMMANSÄTTNING OCH MEKANISKA VÄRDEN Detta kapitel
Lokal värmebehandling av UHS med induktion
 Delrapport 12 Lokal värmebehandling av UHS med induktion Hans Kristoffersen, IVF Industriforskning och utveckling AB Eva Hasselström, IVF Industriforskning och utveckling AB Lars-Olof Ingemarsson IVF Industriforskning
Delrapport 12 Lokal värmebehandling av UHS med induktion Hans Kristoffersen, IVF Industriforskning och utveckling AB Eva Hasselström, IVF Industriforskning och utveckling AB Lars-Olof Ingemarsson IVF Industriforskning
Belastningsanalys, 5 poäng Tvärkontraktion Temp. inverkan Statiskt obestämd belastning
 Tvärkontraktion När en kropp belastas med en axiell last i en riktning förändras längden inte bara i den lastens riktning Det sker en samtidig kontraktion (sammandragning) i riktningar tvärs dragriktningen.
Tvärkontraktion När en kropp belastas med en axiell last i en riktning förändras längden inte bara i den lastens riktning Det sker en samtidig kontraktion (sammandragning) i riktningar tvärs dragriktningen.
Rostfritt stål, korrosion & Eurocode
 Rostfritt stål, korrosion & Eurocode Hasse Groth Avesta Research Center 2015-11-11 Innehåll 1. Vad är rostfritt stål och olika typer och korrosionsegenskaper 2. Skillnad: Rostfritt kolstål (Varför finns
Rostfritt stål, korrosion & Eurocode Hasse Groth Avesta Research Center 2015-11-11 Innehåll 1. Vad är rostfritt stål och olika typer och korrosionsegenskaper 2. Skillnad: Rostfritt kolstål (Varför finns
Nitrerstål SS-stål 29 40
 SIS-Standardiseringskommissionen i Sverige SVENSK STANDARD SS 14 29 40 Standarden utarbetad av Första giltighetsdag Utgåva Sida MNC, METALLNORMCENTRALEN 1986-06-25 7 1 (9) SIS FASTSTÄLLER OCH UTGER SVENSK
SIS-Standardiseringskommissionen i Sverige SVENSK STANDARD SS 14 29 40 Standarden utarbetad av Första giltighetsdag Utgåva Sida MNC, METALLNORMCENTRALEN 1986-06-25 7 1 (9) SIS FASTSTÄLLER OCH UTGER SVENSK
Konisk Kugg. Material och Verktyg. www.geartechnologycentre.se 1
 Konisk Kugg Material och Verktyg www.geartechnologycentre.se 1 Temperatur Arbetsmaterialet Smitt stålämne Vad är stål? Järn legerat med kol ( 2 %) Låglegerat stål, Järnhalt >95 % (legeringsämnen: kol,
Konisk Kugg Material och Verktyg www.geartechnologycentre.se 1 Temperatur Arbetsmaterialet Smitt stålämne Vad är stål? Järn legerat med kol ( 2 %) Låglegerat stål, Järnhalt >95 % (legeringsämnen: kol,
 Uppsala universitet SKRIVNING Materialkemi (1KB210) Institutionen för kemi Ångström 2016 12 20 K3M, Q3, KandKe3 Provansvarig: Erik Lewin Tentamen 2016 12 20, kl 14.00 19.00 TILLÅTNA HJÄLPMEDEL miniräknare,
Uppsala universitet SKRIVNING Materialkemi (1KB210) Institutionen för kemi Ångström 2016 12 20 K3M, Q3, KandKe3 Provansvarig: Erik Lewin Tentamen 2016 12 20, kl 14.00 19.00 TILLÅTNA HJÄLPMEDEL miniräknare,
SmeBox stål och applikationer. Anneli Anhelm
 SmeBox stål och applikationer Anneli Anhelm Att köpa en stålbit Kemisk sammansättning Mekaniska egenskaper Slagseghet Hårdhet Härdbarhet Svetsbarhet Lämplighet för galvanisering Dimension Längd Rakhet
SmeBox stål och applikationer Anneli Anhelm Att köpa en stålbit Kemisk sammansättning Mekaniska egenskaper Slagseghet Hårdhet Härdbarhet Svetsbarhet Lämplighet för galvanisering Dimension Längd Rakhet
FERMO Seghärdat kallarbetsstål
 F AKTA OM VERKTYGSSTÅL FERMO Seghärdat kallarbetsstål Där verktyg tillverkas Där verktyg används Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information
F AKTA OM VERKTYGSSTÅL FERMO Seghärdat kallarbetsstål Där verktyg tillverkas Där verktyg används Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information
Sammanfattning. Pulververket. Sida 1 av 7. I Pulververket tillverkas huvudsakligen svampbaserade och atomiserade baspulver.
 Sammanfattning Pulververket I Pulververket tillverkas huvudsakligen svampbaserade och atomiserade baspulver. Kapaciteten i Pulververket är idag cirka 350 000 ton per år och avses öka till cirka 550 000
Sammanfattning Pulververket I Pulververket tillverkas huvudsakligen svampbaserade och atomiserade baspulver. Kapaciteten i Pulververket är idag cirka 350 000 ton per år och avses öka till cirka 550 000
Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 2014-03-19
 Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 1 Först lite information om hur en batchkokare fungerar Vid satsvis kokning (batchkokning) fylls kokaren med flis, vitlut och svartlut. Kokvätskan
Skogsindustridagarna 2014 Utmattningsskador hos batchkokare? 1 Först lite information om hur en batchkokare fungerar Vid satsvis kokning (batchkokning) fylls kokaren med flis, vitlut och svartlut. Kokvätskan
Bygga fartyg i moderna rostfria stål, ett nytt koncept
 Bygga fartyg i moderna rostfria stål, ett nytt koncept Svetslärarmötet 2017 2017-01-12 Per Bengtsson, AGA Gas AB WELDONOVA - Starkare -Lättare -Underhållsfritt Kombination av ny konstruktion (patenterad)
Bygga fartyg i moderna rostfria stål, ett nytt koncept Svetslärarmötet 2017 2017-01-12 Per Bengtsson, AGA Gas AB WELDONOVA - Starkare -Lättare -Underhållsfritt Kombination av ny konstruktion (patenterad)
Rör enligt DIN 1626 Svetsat stålrör Ny förstandard EN 10217-1/3. Rör. Bröderna Edstrand. Rör
 Indelningsgrunder för rör... 218 enligt DIN 1626... 219 Varmvalsade sömlösa stålrör enligt DIN 1629... 220 Varmvalsade sömlösa stålrör enligt DIN 1630... 222 Varmvalsade sömlösa stålrör enligt DIN 17121...
Indelningsgrunder för rör... 218 enligt DIN 1626... 219 Varmvalsade sömlösa stålrör enligt DIN 1629... 220 Varmvalsade sömlösa stålrör enligt DIN 1630... 222 Varmvalsade sömlösa stålrör enligt DIN 17121...
Pappersindustri REFERENSER. GL&V Sweden, Cellwood Machyneri Sweden, Voith papper Tyskland, Voith papper Norge, IBS Österrike, Corbelini Italien
 1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 29:a Januari 10:15 12:00 Föreläsning M2 KPP045 Material-delen Förmiddagens agenda Materials mekaniska egenskaper del 1: Kapitel 6 Paus Provning Materials mekaniska
Material VT1 1,5 p Janne Färm Torsdag 29:a Januari 10:15 12:00 Föreläsning M2 KPP045 Material-delen Förmiddagens agenda Materials mekaniska egenskaper del 1: Kapitel 6 Paus Provning Materials mekaniska
Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap. Karin Lindqvist, Swerea IVF
 Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap Karin Lindqvist, Swerea IVF Exempel 1) Vad finns under ytan? Företaget X hade sett sjunkande kvalité
Utvärderingar för processkännedom och utveckling några exempel på hur analyser/provning ger nyttig kunskap Karin Lindqvist, Swerea IVF Exempel 1) Vad finns under ytan? Företaget X hade sett sjunkande kvalité
LättUHS Rapport 5. Trycksvarvning av ultrahöghållfasta stål. Boel Wadman, Swerea IVF
 LättUHS Rapport 5 Trycksvarvning av ultrahöghållfasta stål Boel Wadman, Swerea IVF Sida 1 (9) Trycksvarvning av UHS-material Summary Tests have been made to form components in high strength steel using
LättUHS Rapport 5 Trycksvarvning av ultrahöghållfasta stål Boel Wadman, Swerea IVF Sida 1 (9) Trycksvarvning av UHS-material Summary Tests have been made to form components in high strength steel using
Hållfasthetslära Lektion 2. Hookes lag Materialdata - Dragprov
 Hållfasthetslära Lektion 2 Hookes lag Materialdata - Dragprov Dagens lektion Mål med dagens lektion Sammanfattning av förra lektionen Vad har vi lärt oss hittills? Hookes lag Hur förhåller sig normalspänning
Hållfasthetslära Lektion 2 Hookes lag Materialdata - Dragprov Dagens lektion Mål med dagens lektion Sammanfattning av förra lektionen Vad har vi lärt oss hittills? Hookes lag Hur förhåller sig normalspänning
SSAB tillverkar högkvalitetsstål för många tillämpningar
 SSAB tillverkar högkvalitetsstål för många tillämpningar Höghållfast stål globalt Slitstål Hardox Branschbenchmark Den bredaste portföljen (0,7 160 mm) Konstruktionsstål - Strenx Möjligt att nå nya höjder
SSAB tillverkar högkvalitetsstål för många tillämpningar Höghållfast stål globalt Slitstål Hardox Branschbenchmark Den bredaste portföljen (0,7 160 mm) Konstruktionsstål - Strenx Möjligt att nå nya höjder
Kursinformation. Materiallära för Maskinteknik, 4H1063, 4p. Repetion: Härdningsmekanismer. Repetion: Korngränshärdning (minskning av kornstorlek)
") Materiallära för Maskinteknik, 4H1063, 4p Kursinformation Labkurs. Labgrupp 3 och 5 har bytt tid för Lab3, från kl 08-11, till kl 16-19, Tor 16/11 (schemat på hemsidan gäller). Labpek 06, dvs laborationsanvisningar
Materiallära för Maskinteknik, 4H1063, 4p Kursinformation Labkurs. Labgrupp 3 och 5 har bytt tid för Lab3, från kl 08-11, till kl 16-19, Tor 16/11 (schemat på hemsidan gäller). Labpek 06, dvs laborationsanvisningar
GROVPLÅT FÖR TUFFA KRAV DILLIDUR & DILLIMAX
 GROVPLÅT FÖR TUFFA KRAV DILLIDUR & DILLIMAX Dillinger Hütte GTS har en produktion på över 2 miljoner ton grovplåt och är därmed ett av världens största grovplåtsverk. Verket producerar ett extremt brett
GROVPLÅT FÖR TUFFA KRAV DILLIDUR & DILLIMAX Dillinger Hütte GTS har en produktion på över 2 miljoner ton grovplåt och är därmed ett av världens största grovplåtsverk. Verket producerar ett extremt brett
THG är varumräkesregistrerat i Sverige och inom EU.
 UDDEHOLM THG 2000 THG är varumräkesregistrerat i Sverige och inom EU. Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras
UDDEHOLM THG 2000 THG är varumräkesregistrerat i Sverige och inom EU. Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras
SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER
 SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER Om andra stål ger dig problem, testa SSAB Domex. Det är optimerat för att öka din produktivitet och slutproduktens prestanda. SSAB DOMEX UTFORMAT FÖR
SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER Om andra stål ger dig problem, testa SSAB Domex. Det är optimerat för att öka din produktivitet och slutproduktens prestanda. SSAB DOMEX UTFORMAT FÖR
Processimulering av presshärdning - Värmeöverföring och friktion i glidande kontakter - PROCSIM3
 Processimulering av presshärdning - Värmeöverföring och friktion i glidande kontakter - PROCSIM3 Greger Bergman och Mats Oldenburg 2013-01-31 Hållbar produktionsteknik Innehåll 1. Sammanfattning... 3 2.
Processimulering av presshärdning - Värmeöverföring och friktion i glidande kontakter - PROCSIM3 Greger Bergman och Mats Oldenburg 2013-01-31 Hållbar produktionsteknik Innehåll 1. Sammanfattning... 3 2.
Karaktärisering av stålplåt
 Karaktärisering av stålplåt Metallografi och kemisk analys HUVUDOMRÅDE: Materialteknik FÖRFATTARE: Rebecca Nilsson, Rickard Petersson HANDLEDARE: Dimitrios Siafakas JÖNKÖPING 2017 Juni Postadress: Besöksadress:
Karaktärisering av stålplåt Metallografi och kemisk analys HUVUDOMRÅDE: Materialteknik FÖRFATTARE: Rebecca Nilsson, Rickard Petersson HANDLEDARE: Dimitrios Siafakas JÖNKÖPING 2017 Juni Postadress: Besöksadress:
Värmebehandling 2013 Anders Ullgren
 Värmebehandling 2013 Anders Ullgren 2 Vad är värmebehandling? Vad är värmebehandling? Värmebehandling är en process där man med en kontrollerad värmning och kylning vill uppnå en förväntad struktur och
Värmebehandling 2013 Anders Ullgren 2 Vad är värmebehandling? Vad är värmebehandling? Värmebehandling är en process där man med en kontrollerad värmning och kylning vill uppnå en förväntad struktur och
2 Tillverkning av metallpulver vid Höganäs anläggningar... 3 2.1 Svampverket... 4 2.2 Pulververket... 4 2.3 Distaloyverket... 5
 Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Kursinformation. Materiallära för Maskinteknik, 4H1063, 4p. Repetion: Interstitiell diffusion. Repetion: Diffusionsmekanismer
 Materiallära för Maskinteknik, 4H163, 4p 7 5 pearlite 1 ustenite (stable) earlite TE (727 C) Kursinformation Labkurs. Labgrupp 5 är företrädesvis för teknologer på inriktningen II (I3). Även teknologer
Materiallära för Maskinteknik, 4H163, 4p 7 5 pearlite 1 ustenite (stable) earlite TE (727 C) Kursinformation Labkurs. Labgrupp 5 är företrädesvis för teknologer på inriktningen II (I3). Även teknologer
Kontaktperson Datum Beteckning Sida Mathias Johansson 2014-11-24 4P06815-04 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.
 Energiteknik 010-516 56 61 mathias.johansson.et@sp.") Kontaktperson Mathias Johansson 2014-11-24 4P06815-04 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Skånska Byggvaror AB Box 22238 250 24 HELSINGBORG Mätning av energiförbrukning hos utespa
Kontaktperson Mathias Johansson 2014-11-24 4P06815-04 1 (4) Energiteknik 010-516 56 61 mathias.johansson.et@sp.se Skånska Byggvaror AB Box 22238 250 24 HELSINGBORG Mätning av energiförbrukning hos utespa
Skyddande ytskikt för varmformade komponenter (Protective Metal Coating)
") Skyddande ytskikt för varmformade komponenter (Protective Metal Coating) Lisa Levander 2015-01-30 Hållbar produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte... 6 4. Genomförande...
Skyddande ytskikt för varmformade komponenter (Protective Metal Coating) Lisa Levander 2015-01-30 Hållbar produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte... 6 4. Genomförande...
Ämnen runt omkring oss åk 6
 Ämnen runt omkring oss åk 6 Begrepp att kunna Atom Avdunstning Basisk Blandning Brännbarhet Egenskaper Fast form Flytande form Fotosyntes Gasform Grundämne Kemisk förening Kemisk reaktion Kondensering
Ämnen runt omkring oss åk 6 Begrepp att kunna Atom Avdunstning Basisk Blandning Brännbarhet Egenskaper Fast form Flytande form Fotosyntes Gasform Grundämne Kemisk förening Kemisk reaktion Kondensering
Klassificerat enligt EU-direktiv 1999/45/EC. För ytterligare information se våra Materialsäkerhetsdatablad.
 TM Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra någon garanti
TM Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän information om våra produkter och deras användningsområden. De får således inte anses utgöra någon garanti
Stålrör. Precisionsrör Form 220 och 370
 Stålrör Precisionsrör Form 220 och 370 Ruukkis Form precisionsrör är framtagna för tillämpningar som kräver utomordentlig formbarhet, svetsbarhet, hållfasthet, måttprecision, mångsidiga ytbeläggningsmöjligheter
Stålrör Precisionsrör Form 220 och 370 Ruukkis Form precisionsrör är framtagna för tillämpningar som kräver utomordentlig formbarhet, svetsbarhet, hållfasthet, måttprecision, mångsidiga ytbeläggningsmöjligheter
( ) = B 0 samt att B z ( ) måste vara begränsad. Detta ger
 = B 0 samt att B z ( ) måste vara begränsad. Detta ger") Lösningsförslag till deltentamen i IM601 Fasta tillståndets fysik Londons ekvation Måndagen den augusti, 011 Teoridel 1. a) Från Amperes lag och det givna postulatet får vi att: B = m 0 j fi B = m 0 j
Lösningsförslag till deltentamen i IM601 Fasta tillståndets fysik Londons ekvation Måndagen den augusti, 011 Teoridel 1. a) Från Amperes lag och det givna postulatet får vi att: B = m 0 j fi B = m 0 j
Materia Sammanfattning. Materia
 Materia Sammanfattning Material = vad föremålet (materiel) är gjort av. Materia finns överallt (består av atomer). OBS! Materia Något som tar plats. Kan mäta hur mycket plats den tar eller väga. Materia
Materia Sammanfattning Material = vad föremålet (materiel) är gjort av. Materia finns överallt (består av atomer). OBS! Materia Något som tar plats. Kan mäta hur mycket plats den tar eller väga. Materia
Livens inverkan på styvheten
 Livens inverkan på styvheten Sidan 1 av 9 Golv förstärkta med liv är tänkta att användas så att belastningen ligger i samma riktning som liven. Då ger liven en avsevärd förstyvning jämfört med en sandwich
Livens inverkan på styvheten Sidan 1 av 9 Golv förstärkta med liv är tänkta att användas så att belastningen ligger i samma riktning som liven. Då ger liven en avsevärd förstyvning jämfört med en sandwich
Industriel Ultra FTX Installation
 23Dec11 www.flobymetallprodukter.se P: 1 Industriel Ultra FTX Installation Floby Metallprodukter tillverkar specialdesignade föremål av metall. Företaget befinner sig i Sverige, 140 km norr om Göteborg.
23Dec11 www.flobymetallprodukter.se P: 1 Industriel Ultra FTX Installation Floby Metallprodukter tillverkar specialdesignade föremål av metall. Företaget befinner sig i Sverige, 140 km norr om Göteborg.
Svetsmaterial för JOKE Fill svetstråd
 Svetsmaterial för JOKE Fill svetstråd TIG svetsning multispot2 Lasersvetsning NORMEK Försäljnings AB 08-18 82 10 FAX 08-18 80 87 1 Hur många meter ryms på en rulle? Svetstråd för JOKE Fill lasersvetsning
Svetsmaterial för JOKE Fill svetstråd TIG svetsning multispot2 Lasersvetsning NORMEK Försäljnings AB 08-18 82 10 FAX 08-18 80 87 1 Hur många meter ryms på en rulle? Svetstråd för JOKE Fill lasersvetsning
Alternativa råmaterial
 071211 Alternativa råmaterial Nils-Eric Andersson SweCast AB Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@swecast.se http://www.swecast.se 2007, SweCast AB SweCast AB INNEHÅLLSFÖRTECKNING
071211 Alternativa råmaterial Nils-Eric Andersson SweCast AB Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 info@swecast.se http://www.swecast.se 2007, SweCast AB SweCast AB INNEHÅLLSFÖRTECKNING
Fasta förband metaller
 Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 625 UNS N06625, NiCr22Mo9Nb, 2.4856 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 625 (UNS beteckning N06625) är en nickel-krom-molybden-legering
ALLOY 625 UNS N06625, NiCr22Mo9Nb, 2.4856 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 625 (UNS beteckning N06625) är en nickel-krom-molybden-legering
Användarmanual Materialnyckeln beta
 Innehållsförteckning 1. Vad innehåller Materialnyckeln... 3 2. Så här använder du Materialnyckeln...3 2.1 Startsidan... 4 2.2 Träfflista... 5 2.3 Detaljvy av ett material... 6 2.4 Standardsida... 7 3.
Innehållsförteckning 1. Vad innehåller Materialnyckeln... 3 2. Så här använder du Materialnyckeln...3 2.1 Startsidan... 4 2.2 Träfflista... 5 2.3 Detaljvy av ett material... 6 2.4 Standardsida... 7 3.