Tekniska förutsättningar för spånsmide av mässingskomponenter
|
|
|
- Daniel Magnusson
- för 8 år sedan
- Visningar:
Transkript
1 CODEN:LUTMDN/(TMMV-5277)/1-93/2016 Tekniska förutsättningar för spånsmide av mässingskomponenter Lisa Ivarsson Jakob Johansson DIVISION OF PRODUCTION AND MATERIALS ENGINEERING FACULTY OF ENGINEERING, LUND UNIVERSITY AVDELNINGEN FÖR INDUSTRIELL PRODUKTION LUNDS TEKNISKA HÖGSKOLA, LUNDS UNIVERSITET LUND
2 Handledare: Fredrik Schultheiss, Teknologie Doktor Bitr. handledare: Daniel Johansson, Doktorand Industrihandledare: Kent Nilsson, Produktionschef MMA Thern Nilsson, Verktygsansvarig MMA Examinator: Jan-Eric Ståhl, Professor Författare: Lisa Ivarsson och Jakob Johansson Lund, Sverige 2016 Avdelningen för Industriell Produktion Lunds Tekniska högskola Lunds universitet Box Lund Sverige Division of Production and Materials Engineering LTH, School of Engineering Lund University Box 118 SE Lund Sweden Tryckt i Sverige Media-Tryck Biblioteksdirektionen Lunds universitet Lund 2016 i
3 Sammanfattning Vid all skärande bearbetning bildas spånor som en biprodukt. Mängden spånor varierar beroende på hur arbetsstycket och slutprodukten ser ut. I vissa fall är det % av utgångsmaterialet som omvandlas till spån under förädlingen. Skärspånen måste återvinnas på något sätt och det vanligaste sättet att återvinna materialet är att skicka tillbaka restprodukten till leverantören som smälter ner det och gjuter om det till nytt råmaterial. Genom detta förfarande kan material skickas fram och tillbaka mellan råvaruleverantören och det producerande företaget. AB Markaryds Metallarmatur, MMA, tillverkar komponenter till värmesystem i mässing. Mässing är en legering, i huvudsak bestående av koppar och zink men kan även innehålla andra legeringsämnen såsom bly, kisel och tenn. Legeringen passar bra för produkter i värmesystem eftersom den har bra korrosionsmotstånd och är lättbearbetad genom varmpressning och skärande bearbetning. Blyet i legeringen gör mässingen mer lättbearbetad genom att sänka dess hållfasthet men bly är en skadlig tungmetall och det är sannolikt att legeringar med hög blyhalt kommer att fasas ut på sikt. Komponenter i blyfria legeringar är idag dyrare än legeringar med högre blyhalt, därför söker företag som arbetar med produktion av mässingsdetaljer nya sätt att reducera tillverkningskostnaden. I examensarbetet har möjligheten att återvinna skärspån från tre olika mässingslegeringar, CW614N, CW510L och CW724R, genom varmsmidningsoperationer undersökts, genom att kompaktera spånen till grönkroppar och sedan smida dem till olika geometrier. Spånen smids till samma form som en av MMAs högvolymprodukter och en provstav för att kunna utvärdera det smidda materialets mekaniska egenskaper. Olika processparametrar har undersökts för att se hur de påverkar den smidda produktens hållfasthet. Undersökningarna visar att spånornas storlek inte har någon avgörande betydelse för slutresultatet och att regioner med hög deformationsgrad har en mer homogen materialstruktur. Hållfastheten i materialet är mycket lägre än i utgångsmaterialet eftersom spånorna inte binds ihop tillräckligt bra under smidningen. De smidda detaljerna har tillräckligt bra hållfasthet för att klara av att bearbetas på samma sätt som detaljer smidda från stångmaterial och funktionstest har utförts. Funktionstestet visade att 62.5 % av detaljerna smidda i den blyade legeringen CW614N klarade testet och att ingen av de testade detaljerna i den lågblyade legeringen CW510L blev godkända. En analys av legeringssammansättningen före och efter smidning visade att sammansättningen är opåverkad av smidningsprocessen. Det återstår en del utvecklingsarbete för att få fram en fungerande metod redo att implementeras i industrin men resultaten som presenteras i rapporten visar på att det är möjligt att smida skärspån till material som går att använda på samma sätt som stångmaterialet används idag. Det finns stora vinster att göra på att vidareutveckla metoden, både miljömässiga och ekonomiska. Nyckelord: Mässing, Återvinning, Varmsmidning, Hållbar Produktion ii
4 Abstract In all machining operations chips are produced as a byproduct. The amount of chips will vary depending on how the workpiece and the finished product are designed, it is not uncommon for % of the workpiece material to be converted into chips during processing. Chips must be recycled in some way and the most common way to recycle the material is to send back the waste product to the supplier for re-melting and found it to new raw material. By this method, materials can be sent back and forth between the material supplier and their customers. AB Markaryds Metallarmatur, MMA, produces components for heating systems in brass. Brass is an alloy mainly consisting of copper and zinc, but may also contain other elements such as lead, silicon and tin. The alloy is suitable for products in heating systems because it has good corrosion resistance and excellent processability by hot forming and machining. The lead in the alloy makes the brass more easily processed by lowering its strength, but lead is a harmful heavy metal and it is likely that alloys with high lead content will be phased out over time. Components manufactured in lead-free alloys is currently more expensive than alloys containing lead, therefore companies engaged in the production of brass parts are looking for new ways to reduce their manufacturing cost. In this thesis, the applicability to recover chips from three different brass alloys, CW614N, CW510L och CW724R, through hot forging operations will be examined. By compacting the chips into green compacts and then forge them to different geometries. The chips are forged to the shape of a high volume product of MMAs and a test rod for evaluation of the forged mechanical properties. Different process parameters are examined to see how they affect the strength of the forged product. The investigations show that the size of the chips have no significant impact on the outcome, and areas with a high degree of deformation have a more homogenous material structure. The strength of the material is much lower than in the raw material, since the chips do not bind together well enough during forging. The forged details have enough strength to be able to be processed in the same manner as details forged from rod material and a functional test was carried out. The functional test showed that 62.5% of the details of the leaded alloy CW614N passed the test and none of the tested details of the low-leaded alloy CW510L passed. An analysis of the alloy composition before and after forging showed that the composition does not change in that material is heated. There remains some development to produce a workable method ready to be implemented in the industry, but the results presented in the thesis shows that it is possible to forge metal chips to materials that can be used in the same way as the rod material used today. There are big profits to be made on further development of the method, both environmental and economic. Keywords: Brass, Recycling, Hot Forging, Sustainable Production iii
5 Förord Först och främst skulle vi vilja tacka vår handledare Fredrik Schultheiss och biträdande handledare Daniel Johansson samt examinator Jan-Eric Ståhl, för att ni alltid har varit tillgängliga för frågor och rådgivning under projektets gång. Utan AB Markaryds Metallarmatur hade projektet aldrig gått att genomföra, därmed vill vi rikta ett stort tack till alla på företaget och ett speciellt tack till Thern Nilsson och Kent Nilsson. Under projektet har vi suttit i institutionens lokaler och fått väldigt mycket hjälp och uppmuntran från all personal för att driva arbetet framåt. Speciellt tack vill vi rikta till Volodymyr Bushlya som har hjälpt oss med EDX-analyser och allmän rådgivning kring provberedning samt till Oleksandr Gutnichenko som har hjälpt oss med att testa grafit som smörjmedel och varit rådgivande vid försöken med varmkompaktering. Tack skall även riktas till Carl Larsson, som visserligen har tjatat om att få stå med, för hjälp med fotografering av varmkompakterade kutsar och vissa lättare sekreteratjänster. Sist men inte minst vill vi rikta ett tack till Nordic Brass Gusum och Johan Tegnér för gott sammarbete kring dragprov och Staffan Gunnarsson på Uddeholm AB, som bidragit med verktygsmaterial till utvecklat kompakteringsverktyg. Examensarbetet har genomförts inom ramen för två forskningsprojekt som bedrivs av Avdelningen för Industriell Produktion vid LTH; Lead-Free Brass finansierat av Mistra Innovation och Tillverkning av komponenter i blyfria material finansierat av Vinnova via SIO: Produktion2030. Författarna vill tacka finansiärerna för att de har möjliggjort detta arbete. Stort tack! Lisa Ivarsson och Jakob Johansson Lund, juni 2016 iv
6 Innehållsförteckning 1 Inledning Bakgrund Syfte Avgränsningar Produktion på AB Markaryds Metallarmatur Beskrivning av detalj Operationssteg Teori Litteraturstudie Pulvermetallurgi och pulversmide Energiupplöst röntgenspektroskopianalys Material Mässing CW614N CW724R CW510L Metod Producering av spånor Kompaktering Provstavar Kutsar Smidning Materialtester Dragprov Analys av dragprov Densitetsmätning Mikrostruktur Kemisk sammansättning Trycktest Resultat v
7 5.1 Krossning av spånor Varmkompaktering Enstegssmidning Tvåstegssmidning EDX-analys Tvåstegssmidning av detaljer i CW510L Spånstorlek Densitet Dragprov Mikrostruktur Smörjmedel Olja Grafitpartiklar Tvåstegssmidd detalj med grafitpartiklar Trycktest Analys Diskussion Slutsats Rekommendationer Källförteckning Bilaga A Resultat av jämförande dragprov av provämnen i mässing Dragprov CW602N CuZn40Mn Slutsats Bilaga B - Dragprov CW614N CW724R Bilaga C - Provstavsgeometri Bilaga D Instruktioner för montering och trycktest Bilaga E Översikt av mikrostruktur vi
8 1 Inledning Det här inledande avsnittet syftar till att ge en överblick över projektet och de forskningsprojekt där detta projekt ingår. 1.1 Bakgrund Två stora forskningsprojekt pågår i skrivande stund beträffande möjligheten att avskaffa användningen av bly i koppar- och mässingslegeringar; Lead-Free Brass finansierat av Mistra Innovation och Tillverkning av komponenter i blyfria material finansierat av Vinnova via SIO: Produktion2030. Som en del i avskaffandet av bly i kopparlegeringar är det viktigt att materialflödet av blyfria legeringar avskiljs från mer konventionella, blylegerade, alternativ för att minska kontamineringen av de blyfria materialen. I alla typer av skärande bearbetning avverkas material i form av spånor som ofta samlas upp och skickas iväg från fabriken för omsmältning och beredning till nytt material eller formämnen. Materialutnyttjandet för detaljer som tillverkas genom skärande bearbetning är ofta mycket lågt, en stor del av utgångsmaterialet omvandlas till spånor, i vissa fall %. Hanteringen av spånor och bearbetningsrester kostar pengar för företaget och priset man får för spånorna är osäkert och lägre än inköpspriset för materialet, differensen kan variera mellan 7-15 kr/kg. Mässing är en legering, i huvudsak bestående av koppar och zink. Legeringen är relativt mjuk och mekaniskt lättbearbetad, speciellt när några procent bly ingår i legeringssamansättningen. Den primära effekten av bly i mässing har länge ansetts vara att smörja skärprocessen, men nya undersökningar visar att blyets primära effekt är att materialets hållfasthet minskar med ökad blyhalt, vilket också innebär att skärkrafterna minskar vid bearbetning. [1] Bly är en tungmetall som konstaterats vara miljö- och hälsofarlig varför EU har valt att fasa ut användning av bly inom regionen. I dagsläget finns det ett undantag som gör det lagligt att använda kopparlegeringar innehållande bly upp till 4 wt. % bly, men av hållbarhetsskäl förväntas den tillåtna blyhalten sänkas framöver. Avsaknaden av bly gör att mässingen blir mer svårbearbetad med ökade tillverkningskostnader som följd. [2] I detta sammanhang bör det påtalas att om den ökade hållfastheten kan utnyttjas finns det också utöver miljöfördelarna fördelar med att använda ett blyfritt alternativ, såsom att tillverka mer tunnväggiga produkter med bibehållen hållfasthet. 1
9 1.2 Syfte Avdelningen för Industriell Produktion vid Lunds universitet och AB Markaryds Metallarmatur avser, som en del av nämnda forskningsprojekt, undersöka möjligheterna att utföra kompaktering och smidning av skärspån till nytt råmaterial samt de tekniska förutsättningarna för spånsmide. Detta förväntas leda till både en lägre tillverkningskostnad samt en mer långsiktigt hållbar produktion. I projektet har möjligheterna att använda spånorna som ett metallpulver undersökts, som genom en kompaktering till kuts och varmsmidningsoperation blir ett nära solitt material med samma, eller mycket lik, legeringssammansättning och mekaniska egenskaper som utgångsmaterialet. Processen är tänkt att kunna utföras i fabriken där spånorna produceras och den smidda detaljen skall kunna ersätta stångämnen inköpta från råvaruleverantörer. Den undersökta metoden kallas i projektet för spånsmide. Det som ska undersökas i projektet är: Hur skall spånsmide utformas för att få bästa slutresultat avseende det kompakterade materialets egenskaper? Hur påverkar olika processparametrar slutresultatet, särskilt avseende mekaniska egenskaper? Är processen möjlig att applicera på olika mässingslegeringar och resultera i samma resultat? Idag finns det metoder för att smida pulvermaterial till färdiga detaljer eller utgångsämnen, därav idén att det torde vara möjligt att smida ihop metallspånor till ett nytt utgångsämne trots mässingens höga andel av zink. Genom att utforma smidesoperationen som en hetisostatisk process torde det vara möjligt att realisera spånsmide utan föregående sintring. 1.3 Avgränsningar Tanken med detta projekt är att undersöka om det finns möjligheter att applicera spånsmide på olika material och olika detaljer i industrin. Fokus i studien har varit att undersöka om spånsmide av tre olika mässinglegeringar är möjligt och under vilka betingelser detta kan ske. Det finns ett otal mässingslegeringar så av praktiska skäl har undersökningen begränsats till de tre legeringarna CW614N, CW724R och CW510L, enligt EN numeriska beteckningssystem. Metoden är tänkt att kunna användas vid tillverkning av olika komponenter i varierande storlekar och applikationer men för att begränsa testrymden kommer endast en detalj och en form av provstav att tillverkas och undersökas vidare. 1.4 Produktion på AB Markaryds Metallarmatur Målsättningen med projektet är att slutligen implementera dessa nya metoder i en fullskalig produktionslina. Den produkt som projektet främst fokuserar på är en 2
10 rördetalj tillverkad hos AB Markaryds Metallarmatur, i fortsättningen kallat MMA, en av företagets högvolymprodukter. Vid skärande bearbetning på MMA används ren olja som skärvätska Beskrivning av detalj En av företagets högvolymprodukter heter P och illustreras i Figur 1.1. Vid smidning utgår man från en cylinder med dimensionerna Ø20 43 mm och den slutliga smidda produktens vikt är 97.5 g. Efter smidning bearbetas komponenten vidare och väger till slut 50 g, vilket ger ett materialutnyttjande runt 49 %. Denna komponent ingår i olika typer av rörsystem för varmvatten. Figur 1.1: Detalj P Operationssteg De tillverkningsoperationen som denna detalj genomgår från råmaterial till slutlig produkt beskrivs schematiskt till vänster i Figur 1.2. I dagsläget transporteras alla spånor tillbaka till leverantören som återvinner dessa genom att smälta ner spånorna och producera nytt råmaterial. Detta är en kostsam process som inte heller är speciellt bra för miljön eftersom det medför en hel del transporter med lastbil mellan MMA i Markaryd och deras materialleverantörer, som bland annat finns i norra Italien, och även en hel del energi åtgår vid nedsmältning av spånen. [3] En framtidsvision i projektet är att implementera kompaktering och smidning av spån i nuvarande produktion genom att ta tillvara på majoriteten av de spånor som bildas efter bearbetning. Dessa spånor genomgår en krossningsprocess för att bli ett mindre pulver som sedan kan kompakteras, varmsmidas och återinföras i produktionen. Förhoppningen är de spånsmidda detaljerna har samma, eller liknande, egenskaper som de detaljer som tillverkas från råmaterial. Till höger i Figur 1.2 visas hur processflödet i fabriken skulle kunna se ut vid implementering av spånsmide i produktionen på MMA. I idealfallet skall inget material gå till återvinning genom omsmältning utan allt spillmaterial från produktionen ska kunna användas till spånsmide och efter 3

11 smidesprocessen ska materialet gå att använda på samma sätt som råmaterialet används idag. Detta kan vara svårt att uppnå av många anledningar, till exempel kommer en del material att bilda smidesskägg som måste pulveriseras på något sätt för att kunna återanvändas med metoden. Figur 1.2: T.v. visas en schematisk bild över nuvarande processteg vid tillverkning av varmsmidda produkter på MMA och t.h. visas hur processflödet skulle kunna se ut vid implementering av spånsmide. 4
12 2 Teori Detta kapitel behandlar den teori som ligger till bakgrund för de experiment som genomförts under projektets gång. 2.1 Litteraturstudie Liknande projekt som detta har genomförts i Japan på 1970-talet av Nakagawa et al. [4], där tanken är att applicera pulversmide av mässingsspån med hög hållfasthet (62.5 % Cu, 2.6 % Al, 3.1 % Mn, 0.3 % Fe, 0.2 % Ni, 0.8% Si, resterande Zn) till fordonsdetaljer. Författarna motiverar forskningen med att tillverkningskostnaden kan reduceras till 74 % av ordinarie tillverkningskostnad på grund av att materialkostnaden blir mycket lägre. För att kort sammanfatta författarnas tillvägagångsätt för att tillverka ett pulver som sedan går att smida behöver spånen som producerats genom skärande bearbetning krossas och sedan siktas. De spånor som är större än 300 µm går vidare till ytterligare en krossning tills alla spånor är mindre än 300 µm. Därefter avspänningsglödgas spånorna vid 550 C i en reducerande atmosfär innan de klassas som pulver och går vidare till nästa steg i smidesprocessen. Pulvret blandas med 0.1 wt.% zinkstearat som används som smörjmedel i kompakteringen och sedan kompakteras pulvret till en cylinder med diameter 22 mm och höjd 22 mm i en förform med ett tryck på minst 6 ton/mm 2 (598 MPa) innan den kompakterade cylindern varmextruderas till önskad form. Extrudering valdes för att säkerställa så stort materialflöde som möjligt och även för att det bedömdes vara en metod som skulle kunna användas vid tillverkning av komponenter i det valda produktionssystemet. Krosstestning av extruderade ringformade prover med olika tvärsnittsareor, och därmed olika deformationsgrader, visade att prover med 85 % reducerad area jämfört med den kompakterade cylindern innehade jämförbar styrka med råmaterialet. Efter experimentella tester tillverkas en tryckbricka som används i transmissionssystemet på en bil. Brickans utformning måste justeras något för att pulversmidesmetoden ska fungera. Genom att pulverisera spånor och sedan smida detaljer produceras dessa till en lägre kostnad och har liknande materialegenskaper som de ursprungliga detaljerna. [4] Ytterligare liknande projekt har utförts av Manukyan et al. [5]. Författarna vill hitta ett sätt att öka materialutnyttjandet vid fabriken Avtogenmash i Kirovakan, idag Vanadzor i norra Armenien, där det produceras över 1000 ton mässingsspån varje år vilket sägs motsvara ett materialutnyttjande på ungefär 51 %. För att öka materialutnyttjandet undersöker författarna möjligheterna att använda pulvermetallurgi av mässing. I alla försök har legeringen LS59-1 (59 % Cu, 1 % Pb och resterande mängd Zn) använts. För att undersöka med vilket tryck spånorna skall kompakteras testas tryck mellan 200 och 1000 MPa och resultaten av testerna visar att kompakteringstryck över MPa inte nämnvärt ökar densiteten i det kompakterade provet, se Figur 2.1, där den relativa densiteten hos de olika 5
13 proverna som härstammar från tre olika skärprocesser har plottats mot kompakteringstrycket. Figur 2.1: Relativ densitet för tre olika prover vid olika kompakteringstryck. Resultaten som har plottats i kurva 1 är spån från torrbearbetning, kurva 2 visar avspänningsglödgade spån (650 C i 1 h) och kurva 3 spånor som har ungefär 2 % olja kvar från bearbetningen. [5] Vidare provades två olika metoder. Spånorna i den första metoden pressas två gånger med mellanliggande sintring i en vätgasatmosfär, först 400 C i två timmar och sedan 800 C i två timmar, för att sedan värmas upp ytterligare en gång till 800 C för smidning till sin slutgiltiga form. I den andra metoden sintras inte spånorna utan kompakteras två gånger, varav en gång i varmt tillstånd, innan smidning. Ingen av tillvägagångssätten gav icke-porösa material. Prover som producerats med den första metoden gav 3-4 % porositet och prover som producerats med den andra metoden innehöll 2-3 % porositet. Vid skärande bearbetning, speciellt gängning, av proverna blev den bearbetade ytan inte av önskad kvalitet. För att få full densitet i materialet gjordes en varmextrudering av de smidda proverna med olika deformationsgrader. Tester visar att med deformationsgraden 4 fås icke-poröst material och ökas deformationsgraden ytterligare till grad 6 har de extruderade proverna, i stort sett, samma mekaniska egenskaper som utgångsmaterialet. Vidare konstateras att spånens storlek och form inte hade någon inverkan på slutresultatet. Författarna skriver också att processen är på väg att introduceras på fabriken i Kirovakan vid tiden artikeln skrevs (1983). [5] En mer traditionell pulvermetallurgisk tillverkningsprocess med kompaktering till grönkropp och efterföljande sintring har föreslagits och undersökts av Philip och Basheerkutty [6]. Författarna konstaterar att det inte är okomplicerat att sintra material som innehåller zink, eftersom zink har en benägenhet att försvinna ur legeringen vid höga temperaturer antingen som vätska eller ånga. De påstår även att komponenter tillverkade från pulver ger ofta bättre tribologiska och vibrationsdämpande egenskaper utan att minska dess seghet och hållfasthet. [6] Ett annat projekt i Japan handlar om att undersöka hur olika legeringsämnen påverkar materialets skärbarhet. Istället för att tillsätta bly som legeringsämne har grafit tillsatts genom pulvermetallurgi. En koppar-zink legering med 1.0 wt.% grafit visade samma skärbarhet som konventionell mässing på grund av grafitpartiklarnas smörjande effekt. [7] 6
14 2.2 Pulvermetallurgi och pulversmide Pulvermetallurgi kan kort beskrivas som en process där ett metalliskt pulver har kompakteras och sedan genom en sintringsprocess diffunderat ihop till ett homogent material. Det metalliska pulvret kan skapas genom många olika processer såsom atomisering i vatten eller luft, elektrolytisk disposition eller genom en malningsprocess som främst används för spröda material [8]. Restprodukter från skärande bearbetning är ofta sköra eftersom de är maximalt deformationshärdade och bryts därför lätt upp i minder partiklar vid mekaniska belastningar. Används dessa restprodukter som utgångsmaterial vid pulvertillverkning kan detta resultera i stora och oregelbundna dimensioner. Dessa partiklar kan rengöras med kemiska metoder för att eliminera föroreningar såsom skärvätska och ytoxider, och malas ytterligare för att minska partikelstorleken innan pulvret kompakteras. Vid pulversmide utgår man ofta från en sintrad grönkropp där grönkroppen sedan pressas mellan två formar till slutliga dimensioner. Jämfört med konventionella smidesoperationer innebär pulversmide lägre verktygskostnader, färre processteg och mindre överblivet material efter processen. Den slutliga detaljen efter pulversmide har nästintill samma densitet och materialegenskaper som en detalj som tillverkats utifrån råmaterial. Vid dessa typer av operationer är det viktigt att använda smörjmedel för att förhindra sprickor i material samt minimera risken för spänningar i verktygen som kan leda till verktygshaveri och oväntade kostnader. Vid pulversmide är det viktigt att se till att grönkroppen fyller ut hela smidesformen när materialet har nått full densitet; om detta inte är uppfyllt fås inte de deformationer i materialet som krävs samt att detaljen inte får önskad geometri. [8] 2.3 Energiupplöst röntgenspektroskopianalys Ett energiupplöst röntgenspektroskop, även kallat EDX, är ett spektroskop som utnyttjar den höga processhastigheten som möjliggörs av moderna halvledare, i detta fallet halvledare av kisel. Dessa halvledare kan upptäcka element med högre atomnummer än litium (Li) i det periodiska systemet. Elektronisk bearbetning av pulserna översätter sedan röntgenstrålarnas energi till en signal i en viss kanal till en datorsignal. Dessa signaler omvandlas till ett spektrum, och även profiler över sammansättningen såsom bilder eller kartor om så önskas. EDX-spektroskopen utvecklades under den senare delen av 1950-talet och är ett instrument som innefattar många av de mest avancerade funktionerna i halvledarteknik. Spektroskopet är kompakt, stabilt, robust, enkelt att använda, och det är möjligt att snabbt och enkelt tolka resultatet. De tre huvuddelarna i ett EDX-spektroskop är detektorn, elektroniken som behandlar informationen, samt datorn. Enkelt kan man sammanfatta bearbetningen av informationen till att detektorn alstrar en laddningspuls som är proportionell mot 7
15 röntgenstråleenergin. Först omvandlas denna puls till en spänning, där spänningen sedan förstärks ytterligare och sedan elektroniskt identifieras som ett resultat från en röntgen av en specifik energi. En digitaliserad signal lagras i den kanal adresserad till den specifika energi, i datorns bildskärm. Anledningen till att det kallas energiupplöst röntgenspektroskopi, eller det engelska namnet X-Ray Energy Dispersive Spectroscopy, är att spektrumet generas parallellt med hela skalan av röntgenenergin vilket ökar processens hastighet drastiskt. Alltså, spektroskopet både detekterar röntgenstrålar och separerar (eng. disperse) dem i ett spektrum enligt deras specifika energi samtidigt. [9] Forskningen utförd av Philip och Basheerkutty [6] visar att legeringar som innehåller zink är svåra att hantera vid höga temperaturer på grund av ökad risk för avzinkning. Genom att mäta legeringssammansättningen med EDX före och efter smidning av materialet är det möjligt att se hur mycket zink som eventuellt har försvunnit ur legeringen efter smidesprocessen. 8

16 3 Material Inledningsvis presenteras detta avsnitt med allmän teori om mässing och avslutas med tre avsnitt om de olika mässingslegeringar som använts i detta projekt. Dessa tre avsnitt är indelade i två olika delar. Först presenteras teori kring materialets sammansättning, fasstruktur och skärbarhet. Till sist i dessa avsnitt presenteras de resultat som producerats under projekts gång parallellt med undersökningarna kring spånsmide. I dessa tre avsnitt kommer det att presenteras experimentellt framtagna värden på mekaniska egenskaper för olika mässingslegeringar. Dessa värden visade sig inte stämma överens med tidigare undersökningar och därför gjordes jämförande prover i samarbete med Nordic Brass Gusum i två olika legeringar. För mer detaljer kring den jämförande provningen se Bilaga A Resultat av jämförande dragprov av provämnen i mässing. Studien syftar till att jämföra spånsmide med den nuvarande tillverkningsprocessen och därför undersöks även referensmaterialen för att möjliggöra en fullgod analys. Referensmaterialet är alltså det stångmaterial som levererats från råvaruleverantören, smitts till en detalj och sedan bearbetats på samma sätt som de spånsmidda detaljerna gjorts, se Figur Mässing Figur 3.1: Nuvarande smidningsprocess för detaljerna. Mässing är en legeringsgrupp vars legeringssammansättning främst är bestående av koppar och zink. Ursprungligen framställde man mässing genom att smälta koppar med zinkspat tillsammans med kol och materialet användes i tidigt skede som prydnads- och bruksföremål på grund av sin guldgula färg samt att materialet var lättbearbetat. Mässing används framförallt för sin goda kall- och varmformbarhet, hållfasthet och korrosionsbeständighet. Vid tillsättning av bland annat tenn, bly och aluminium ökar legeringens hållfasthet och korrosionshärdighet. [10] I Figur 3.2 visas fasdiagrammet för koppar-zinksystemet. Fasen med lägst zinkinnehåll kallas α och i material med mindre än ungefär 35 wt.% Zn uppträder mässing som ett enfasmaterial. α-fasen är mjuk, duktil och har en FCC-struktur till 9
17 skillnad från β-fasen som är betydligt hårdare och sprödare. Dessa enfasmaterial är mycket lätta att plastiskt bearbeta i kallt tillstånd. [11] När zinkhalten överstiger ungefär 35 wt.% börjar β-fasen skiljas ut och bilda egna korn. β-fasen har BCC-struktur och mässing med både α- och β-fas är starkare än enfasmaterialen och omformas oftast genom varmbearbetning. Mässing med zinkhalt över 50 wt.% kallas för vit mässing och är i regel för spröd för att användas i produktionstillämpningar. Material som används för varmformning och skärande bearbetning är ofta flerfasiga material med α- och β-fas och utskilda korn av ren bly. [12] Bly har full löslighet i mässing när legeringen är i smält tillstånd men vid stelning sänks blyets löslighet i koppar-zink systemet och korn av ren bly fälls ut mellan de kopparzink faser som bildas. I så kallade friskärande mässingslegeringar innehållande bly sprids blykornen ut jämnt i materialet där blyet bidrar till ökad skärbarhet i materialet. [13] Figur 3.2: Fasdiagram koppar (Cu) - zink (Zn) [14] Som nämnt i avsnitt 1.1 Bakgrund är grundämnet bly (Pb) klassat som ett giftigt ämne för människor och andra organismer. Bly kan orsaka skador på nervsystemet även vid väldigt låga doser. Blyförgiftning uppvisar diffusa symtom såsom trötthet och dålig aptit. Foster och små barn är speciellt känsliga för exponering, och vid blyförgiftning påvisar de reducerad skelettväxt. Även andra symptom, såsom blodbrist, nedsatt hörsel och njurpåverkan kan vara tecken på blyförgiftning. Bly kan även skada nervsystem på djur som kommer i kontakt med ämnet. 10
18 Idag sprids bly från industrier och avfall. Bly är förekommande i många slags elektriska produkter som exempelvis glödlampor och bilbatterier. Idag har blyhalten i livsmedel minskat avsevärt men människan fortsätts att exponeras för ämnet via tillexempel vattenledningar av mässing och målarfärg, tillexempel rostskyddsfärg. [15] Fördelarna med att minska blyhalten i mässingslegeringar är alltså många. Det finns inga generella rekommendationer kring hur blyhaltiga mässingslegeringar skall klassificeras men den klassifikation som efterföljs i detta projekt är följande: < 0.05% Pb - Blyfri mässing < 0.20% Pb - Lågblyad mässing > 0.20% Pb - Blyad mässing 3.2 CW614N En av de mässingslegeringar som undersöks har beteckningen CW614N och innehåller, enligt produktdatablad från materialleverantören Wieland, 57.5 wt.% koppar, 3.3 wt.% bly och resterande andel zink [16]. Legeringen är mycket vanligt förekommande i varmformningstillämpningar och vid förädling genom skärande bearbetning. Det är också en av de legeringar som används mest på MMA, även om företaget söker efter andra material med lägre blyhalt att ersätta det med. Vid mätning av den kemiska sammansättningen hos materialet fastställdes den kemiska beteckningen till CuZn 39 Pb 3 och uppmättes till 59.5 wt.% koppar, 38.3 wt.% zink och 2.4 wt.% bly enligt Figur 3.3, vilket även stämmer väl överens med produktdatabladet [16]. Figur 3.3: EDX-analys av kemisk sammansättning hos mässingslegeringen CW614N. 11

19 Figur 3.4: Mikrostruktur CW614N. I Figur 3.4 observeras tre olika faser, α, β och de små områdena med bly kring korngränserna. I mässingslegeringen CW614N finns ungefär 70 % α- och 30 % β- fas, vilket gör materialet lämpligt för skärande bearbetning och varmformning. I och med att bly har låg lösningsbarhet i mässing uppträder det som segregerade korn i korngränserna, se Figur 3.5 där de nästan vita, små prickarna är ansamlingar av bly. Ansamlingarna av bly gör att legeringen blir lättare att bearbeta och materialet uppvisar väldigt bra skärbarhet eftersom blyet dels sänker materialets hållfasthet men också för att det fungerar som en spånbrytare i materialet. [17] 12


20 Figur 3.5: EDX-analys som visar blyansamlingar i korngränserna i CW614N. 13
21 Nedan presenteras de undersökningar som gjorts på provstavar smidda från stångmaterial och som utgör referensmaterial i kommande undersökningar. Resultatet från dragproven presenteras i Figur 3.6 samt ytterligare data som är experimentellt framtagna från genomförda dragprov och densitetsmätningar presenteras i Tabell σ T [MPa] CW614N Stång 1, v=5 mm/min CW614N Stång 3, v=1 mm/min CW614N Stång 4, v=1 mm/min 0 0,0% 5,0% 10,0% 15,0% 20,0% εε T Figur 3.6: Dragprov för CW614N Referensmaterial. Tabell 3.1: Densitet samt materialdata för CW614N från dragprov, som visas i Figur 3.6. CW614N Referensmaterial Densitet [g/cm 3 ] 8.42 Brottspänning [MPa] Brottöjning 14.4% E-Modul [GPa] R p0,2% [MPa]

22 3.3 CW724R CW724R är ett material med låg blyhalt men tyvärr är inte halterna så pass låga att materialet kan benämnas som blyfritt, i enlighet med den klassificering som tidigare presenterats, utan klassas därför som en lågblyad mässingslegering. Den maximala blyhalten i legeringen är 0.09 wt.% [18]. I denna studie har denna legering lägst blyinnehåll. Mässinglegeringen innehåller även en del kisel vilket visas i Figur 3.7 och materialets kemiska beteckning har genom experiment fastställts till CuZn 17 Si 3. I och med att CW724R har en låg procenthalt zink innehåller materialstrukturen nästan 60 % α-fas och resterande 40 % är en kiselrik, spröd och abrasiv γ-fas, se Figur 3.8, som i sin tur bidrar till materialets hårdhet och höga brottspänning [17]. Vid skärande bearbetning i materialet blir skärkrafterna högre än krafterna för motsvarande skär i CW614N på grund av den relativt höga andelen abrasiv γ-fas, framförallt ökar dynamiken i skärprocessen och bidrar till kortare verktygslivslängder [2]. I dagsläget finns även denna mässingslegering i sortimentet på MMA, och nedan presenteras de resultat som tagits fram med stångprofil som referensmaterial. I Figur 3.9 presenteras resultaten från dragproven av CW724R och i Tabell 3.2 visas ytterligare materialegenskaperna för materialet utifrån genomförda dragprov och densitetsmätningar. Figur 3.7: EDX-analys över den kemiska sammansättningen i CW724R. 15

23 Figur 3.8: Mikrostruktur CW724R σσ T [MPa] CW724R Stång 1 CW724R Stång ,0% 5,0% 10,0% 15,0% 20,0% εε T Figur 3.9: Dragprov för CW724R Referensmaterial. 16
![Tabell 3.2: Densitet och materialdata från dragprov för CW724R, som visas i Figur 3.9. 3.4 CW510L CW724R Referensmaterial Densitet [g/cm 3 ] 8.19 Brottspänning [MPa] 583 Brottöjning 12.](/docs-images/56/38903995/images/24-0.jpg "2 % E-Modul [GPa] 107 R p0,2% [MPa] 279 Denna variant av mässingslegering innehåller maximalt 0.2 wt.% bly [19] och klassas därför som lågblyad mässingslegering i detta projekt.")
24 Tabell 3.2: Densitet och materialdata från dragprov för CW724R, som visas i Figur CW510L CW724R Referensmaterial Densitet [g/cm 3 ] 8.19 Brottspänning [MPa] 583 Brottöjning 12.2 % E-Modul [GPa] 107 R p0,2% [MPa] 279 Denna variant av mässingslegering innehåller maximalt 0.2 wt.% bly [19] och klassas därför som lågblyad mässingslegering i detta projekt. Materialets legeringssammansättning har mätts upp till CuZn 43. Utöver koppar och zink visar mätningar att det även finns 0.27 % tenn och 0.23 % bly, vilket stämmer bra överens med produktdatabladet från leverantören ALMAG [19], och analysen av legeringsinnehållet visas i Figur Precis som för CW614N ligger blyet i ansamlingar i korngränserna och är inte inlöst i någon fas. Andelen α-fas är lägre i CW510L jämfört med CW614N på grund av den högre zinkhalten. Fördelningen mellan α- och β-fas är ungefär jämn i materialet och mikrostrukturen visas i Figur Figur 3.10: EDX-analys över den kemiska sammansättningen i CW510L. 17
![Figur 3.11: Mikrostruktur CW510L. Materialet är mycket lämpligt för varmformning men har något sämre skärbarhet än CW614N på grund av den sämre spånbrytningen det lägre blyinnehållet ger [19].](/docs-images/56/38903995/images/25-0.jpg "Duktiliteten är betydligt högre än i CW614N vilket sannolikt beror på det lägre blyinnehållet.")
25 Figur 3.11: Mikrostruktur CW510L. Materialet är mycket lämpligt för varmformning men har något sämre skärbarhet än CW614N på grund av den sämre spånbrytningen det lägre blyinnehållet ger [19]. Duktiliteten är betydligt högre än i CW614N vilket sannolikt beror på det lägre blyinnehållet. Blyansamlingarna i materialet fungerar som en brottanvisning och gör att det inte kan förlängas utan brott på samma sätt som det skulle kunna om bly inte ingick i legeringssammansättningen. I dagsläget är denna mässingslegering högintressant för MMA på grund av dess låga blyinnehåll jämfört med CW614N samt en relativt låg materialkostnad vid jämförelse med CW724R [3]. Resultaten av dragproven och densitetsmätningar visas i Figur 3.12 och mer ingående data i Tabell
26 σσ T [MPa] CW510L Stång 2 CW510L Stång 3 CW510L Stång ,0% 5,0% 10,0% 15,0% 20,0% 25,0% 30,0% εε T Figur 3.12: Dragprov för CW510L Referensmaterial. Tabell 3.3: Densitet samt materialdata för CW510L från dragprov, som visas i Figur CW510L Referensmaterial Densitet [g/cm 3 ] 8.37 Brottspänning [MPa] 535 Brottöjning 22.9 % E-Modul [GPa] 161 R p0,2% [MPa]
27 20
28 4 Metod I detta avsnitt kommer all metodik som resultaten baseras på redovisas, som exempelvis mikrostrukturundersökningar och andra materialtester. 4.1 Producering av spånor Detta projekt omfattar inte en analys om hur de olika materialens skärkrafter och spånformning eller liknande påverkas vid olika val av skärdata. Vid tillverkning av spånor har det därför inte hänsyn tagits till optimala skärdata för specifika material, utan godtyckliga parametrar har tillämpats. Spånorna av CW614N och CW724R som använts i försöken härstammar från utslitningstester som gjorts i andra projekt vid LTH där konstant skärdata har använts och spånen av CW510L har skurits med låga värden på matning och skärdjup för att få så små spånor som möjligt. Att ha små spånorna är en fördel vid krossning och kompaktering. En parameter som dock tagits hänsyn till vid framtagning av spånorna är skärvätska, och i detta fall har ingen skärvätska används utan spånorna är torrbearbetade. Detta ger större kontroll på smörjmedlets inverkan vid kompaktering och smidning. Vid producering av spånor finns även ett behov av att krossa dessa till mindre dimensioner och på så sätt efterlikna ett metallpulver till all högre grad. Utan krossning av spånorna hade det inte varit möjligt att få en tillräcklig mängd spån i kompakteringverktyget eftersom stora spånor, eller spånorna formade som spiraler, har en lägre packningsfaktor än små spånor. Krossning genomfördes i en trumma, med stålkulor eller med stänger av samma material som spånorna som skall krossas, tills dess att spånornas storlek varierade mellan 0,2 mm till 1 mm. En del spånor är mindre eller större än ovannämnda dimensioner men anses vara så få att det ej bör ge någon konsekvens för slutresultatet. Enligt de litteraturstudier som gjorts ansågs dessa spånstorlekar vara rimliga. 4.2 Kompaktering Eftersom MMA använder sig av varmsmidning i dagens produktion behöver spånorna kompakteras till grönkroppar innan de sedan smids till slutlig form. Kompakteringen av skärspånen har skett i en hydraulpress av modellen Enerpac med varierande belastningar, maximalt 80 ton, eftersom grönkropparnas area påverkar resultatet av kompakteringen. De olika materialens mekaniska egenskaper påverkar också hur väl grönkroppar är kompakterade och är ytterligare en orsak till att belastningen kan variera. På grund av att ingen skärvätska tillförts vid producering av spånorna finns ett behov av att tillsätta någon form av smörjmedel vid kompaktering. Detta stöds även av genomförd litteraturstudie. Om spånorna kompakteras torra finns det stor risk att friktionen mellan pressverktyget och spånorna blir för stor vilket troligtvis 21

29 ger upphov till verktygshaveri eller att kompakteringen inte blir tillräckligt bra på grund av stora friktionsförluster mellan grönkropp och verktyg eller mellan spånorna. Två olika smörjmedel, olja och grafitpartiklar, har undersökts och resultaten publiceras i avsnitt 5.6 Smörjmedel. Hade spånorna producerats på samma sätt som på MMA skulle det redan finns en viss mängd olja blandat med spånen ifrån skärprocessen, därför har olja använts som smörjmedel i alla experiment där inte annat anges. Användningen av grafitpartiklar som smörjmedel skulle sannolikt höja kostnaden för metoden men enligt Imai et al. [7] har mässing legerad med grafit mycket bra skärbarhet, vilket skulle vara en fördel speciellt vid återvinning av lågoch blyfria mässingslegeringar. Grafit fungerar även bra som smörjmedel vid både höga och låga temperaturer. För att kunna använda grafit gjordes en emulsion av grafitpartiklar med storlekar kring 20 nm och aceton. Emulsionen sprutades på spånorna och sedan fick acetonet dunsta bort i en lågtrycksugn vid ungefär 80 C tills all aceton var borta. När spånorna var belagda kompakterades de på samma sätt som tidigare beskrivits. Utöver kompaktering i kallt tillstånd har även effekten av att kompaktera spånor i varmt tillstånd undersökts. För att testa detta användes ett mindre, cylindriskt kompakteringsverktyg med diametern 15 mm och en konstant mängd spånor i försöken. Genom att använda samma mängd spån i de olika försöken är det möjligt att jämföra hur kompakta proverna är genom att mäta höjden efter kompaktering. Försöken utfördes vid temperaturer mellan C. Vid all varmkompaktering har samma tryck använts Provstavar Utifrån provstavens slutliga geometri för dragprov, se Bilaga C - Provstavsgeometri, tillverkades ett pressverktyg för att kompaktera grönkroppar, se Figur 4.1. Figur 4.1: Pressverktyget för provstavar i överblick (t.v.) samt genomsnitt (t.h.) Kutsar Eftersom syftet med detta projekt är att kompaktera spånor som sedan varmsmids till ett utgångsämne för vidare bearbetning till en färdig produkt, behövdes även ett pressverktyg för att tillverka cylindriska kutsar, se Figur

30 4.3 Smidning Figur 4.2: Pressverktyg för cylindriska kutsar. All smidning har gjorts på MMA där det finns lämplig utrustning att tillgå eftersom de detaljer som smitts ingår i sortimentet i vanliga fall. I samråd med maskinoperatörerna och Thern Nilsson [20] tillämpades olika smidestemperaturer beroende på mässingslegering. Konventionell mässing CW614N smiddes vid 750 C, och både den nästintill blyfria CW724R och den lågblyade mässingslegeringen CW510L smiddes vid 700 C. Uppvärmning av materialet innan smidning har gjorts med antingen en gasollåga eller i en ugn. Gasollågan användes i den första smidesomgången men temperaturkontrollen med det förfarandet ansågs senare vara bristfällig, och istället användes en ugn nästkommande smidesomgångar. Ugnen gav en jämnare temperatur i grönkroppen och ansågs därför vara bättre lämpad för uppvärmning. Överflödigt material som bildar skägg vid smidningen klipps bort efter smidesprocessen och därefter fås en detalj som är redo för nästa processteg. 4.4 Materialtester Under projektets gång har materialtester genomförts för att verifiera hur pass likt det material som baserats på spånor förhåller sig till det material som är producerat från råmaterial Dragprov De dragprov som utfördes genomfördes i en maskin av märket Instron. Provstavens geometri var given från start, se Bilaga C - Provstavsgeometri, och utifrån denna geometri bestämdes längden på extensometern och töjningshastigheten. Dragproven har gjorts så lika ISO-standarden för testning av metalliska material i rumstemperatur [21] som möjligt. Det är inte möjligt att styra maskinen med avseende på provets töjningshastighet utan den går bara att styra på draghastighet. 23
31 För de tester där hastigheten inte anges har hastigheten v = 1 mm/min, vilket ger töjningshastighet närmst den föreskriven i standarden, εε = 0,00025 ss 1 [21], använts samt har en extensometer med längden 12,5 mm använts i alla tester. Enligt standarden [21] ska en extensometer med större mätlängd, 40 mm, användas. Alla tester har genomförts i rumstemperatur Analys av dragprov Genom analys av dragproven går det att beräkna materialets hållfasthet. Med hjälp av extensometer vid experimentet kan man undersöka ett materials töjningsegenskaper. Töjningen beräknas sedan som ett förhållande mellan provets förlängning och materialprovets ursprungslängd. En annan parametrar av intresse vid dragprov är materialets brottspänning, som beräknas som den maximala spänningen som registreras under ett dragprovsförsök. Ett material med högre hållfasthet har alltså högre brottöjning och -spänning. [22] I dragprovet sträcks provstaven och då minskar dess tvärsnittsarea. Spänningen i provstaven beräknas som kraften dividerat med arean, enligt ekvation (4.1), och töjningen i provet enligt ekvation (4.2). För att ta hänsyn till den förändrade arean kan sann töjning och spänning räknas ut enligt ekvationerna (4.3) och (4.4). För sannspänning σ T ska den momentana tvärsnittsarean användas men detta är svårt att mäta med tillgänglig utrustning. Den senare delen av ekvationen (4.3) gäller tills en midja bildas i provet. [11] σσ = FF AA (4.1) εε = Δll ll 0 (4.2) σσ TT = FF AA ii = σσ(1 + εε) (4.3) εε TT = ln ll ii = ln (1 + εε) (4.4) ll 0 För att analysera och jämföra data från dessa dragprov togs linjära trendlinjer fram för varje dragprov genom att använda funktioner i Microsoft Excel. Proverna som behandlar de varierande spånstorlekarna applicerades med ett filter med glidande medelvärde för att få ett jämnare resultat. Genom att även studera förklaringsgraden R 2 fås ett värde på hur bra den linjära trendlinjen passar till grafen. Dessa trendlinjer illustreras i samma figur som data från dragprov för att göra det så överskådligt för läsaren som möjligt, se Bilaga B - Dragprov. Även de R 2 -värden som tagits fram för varje dragprov visas i denna bilaga. Förklaringsgraden, även kallat R 2 -värde eller determinationskoefficient, är ett statistiskt mått på hur stor andelen av variansen är av det förväntade resultatet. 24
32 Koefficienten beräknas som kvadraten på korrelationskoefficienten R mellan provet och den förutspådda data och presenteras som ett värde mellan 0 och 1, eller 0 till 100%. Ju högre värde, desto bättre passform. [23] De dragprov som utförts på spånsmidda provstavar och brottet varit inom extensometerns mätområde visar en kurva som avviker från de andra. Därför har endast den linjära delen av kurvan tagits med för att beräkna den linjära trendlinjen. Vid jämförelse av hur olika processer påverkar materialet finns en möjlighet att jämföra de linjära trendlinjerna. Genom att ta ett medelvärde för de ingående trendlinjernas lutning och skärningspunkt erhålls en genomsnittlig linjär trendlinje Densitetsmätning Ytterligare en viktig materialegenskap som är värd att jämföra är de olika detaljernas densitet, och hur pass de kompakterade detaljernas densitet förhåller sig ursprungsmaterialet. Arkimedes princip är en bra metod att använda vid densitetsmätning. För att erhålla så noggranna mätningar som möjligt skall det vatten som används vara rumstempererat (20 C) eftersom vattnets densitet vid den temperaturen är känd, ρρ dddddddddddd = g/cm 3. Efter att ha vägt materialprovet före experimentet, mm dddddddddddd.tttttttt, samt när provet är nedsänkt i vatten, mm dddddddddddd.vvvvvvvvvvvv, erhålls en masskillnad och genom ekvation (4.5) är det möjligt att beräkna materialprovets densitet. ρρ dddddddddddd = mm dddddddddddd.tttttttt mm dddddddddddd.vvvvvvvvvvvv ρρ vvvvvvvvvvvv (4.5) Mikrostruktur För att kunna studera mikrostrukturen hos en detalj förberedde man ett materialprov, som kortfattat kan sägas ha sågats, ingjutits i en härdplast och polerats. Dessa materialprov har sedan etsats med en blandning av salpetersyra och vatten. Etsning är en metod som används för att framhäva korngränserna och materialstrukturen, vilket bidrar till att ljusmikroskopet har möjlighet att urskilja de olika delarna och skapa ett fotografi av materialet. Genom att analysera hur mikrostrukturen i materialet ser ut är det möjligt att göra en bedömning om hur mycket spånstruktur som finns kvar efter varmsmidning, hur mycket porer som finns eller hur deformationerna har varit vid smidesprocessen. Det finns även en möjlighet att studera de olika faserna i materialet och därmed analysera huruvida materialet nått upp till den förväntade strukturen eller inte Kemisk sammansättning Vid smidning värms grönkroppen till strax under materialets smälttemperatur. Eftersom det vid dessa höga temperaturer finns en risk att den kemiska materialsammansättningen förändras och därav inte uppfyller de materialegenskaper som de detaljer som produceras från stångmaterial innehar har 25

33 beräkningar av den kemiska sammansättningen genomförts. Exempelvis kan mängden av ett ämne i legeringen förändras eller ingå i kemiska reaktioner med andra material, såsom att zink oxideras och bildar zinkoxid i korngränserna eller att ämnen urskiljs från legeringen i form av ånga eller vätska. I avsnitt 2.1 Litteraturstudie presenteras en studie av Philip och Basherkutty [6] som förklarar att legeringar innehållande zink kan vara komplicerade sintra på grund av zinks benägenhet att lämna legeringen vid höga temperaturer. Med hjälp av en EDX-analys kan den kemiska sammansättningen i materialet fastställas, samt även den kemiska sammansättning vid olika partier av materialprovet såsom vid korngränser och runt porer. Materialproverna har förberetts på samma sätt som de materialprov som beskrivs i avsnitt Mikrostruktur, förutom processen med etsning. EDX-analys behandlar materialprovet i vakuum för att undvika felavläsningar från atmosfären kring provet. Etsning skapar nivåskillnader mellan kornen i proverna som inte är nödvändiga för EDX-analysen Trycktest Komponenterna som tillverkas skall anslutas till ett rörsystem som i sin tur ingår i ett uppvärmningssystem. Därför är det viktigt att komponenterna är helt täta, inte innehåller några genomgående porer och därför inte läcker vatten eller luft vid tryck. Enligt standardförfarandet på MMA har detaljerna i detta projekt testats med vattentryck på bar i ungefär 10 sekunder. Om ej läckage uppstår under tidsintervallet anses detaljen vara godkänd. Instruktioner för montering och trycktest av sammanställningen där den smidda detaljen ingår är bifogade i Bilaga D Instruktioner för montering och trycktest. För att kunna testa de smidda detaljerna byggdes en testrigg där den spånsmidda detaljen monteras ihop på liknande sätt som i monteringsinstruktionen och testriggen visas i Figur 4.3. Figur 4.3: Testrigg för trycktest. 26
34 5 Resultat I detta avsnitt kommer alla resultat från undersökningarna att presenteras, det vill säga kompakteringsprocessens, smidesprocessens, spånstorlekarnas, samt smörjmedlets inverkan på materialegenskaperna. I avsnitt 5.1 Krossning av spånor presenteras resultatet för den krossning av spånorna som behövde göras för att minska partikelstorleken innan kompaktering. I avsnitt 5.2 Varmkompaktering presenteras resultatet av ett experiment med att kompaktera tempererade spånor. Utöver detta experiment har alla andra detaljer kompakterats med rumstemperade spånor och verktyg. Kompakteringen av spån i CW724R fungerade sämre än för de andra materialen och det gick inte att kompaktera kutsar av tillräcklig storlek för att smida till en detalj, därför har endast provstavar smitts i det materialet. Huruvida spånornas storlek påverkar detaljernas egenskaper och smörjmedel vid kompaktering behandlas i två separata avsnitt, 5.5 Spånstorlek och 5.6 Smörjmedel. 5.1 Krossning av spånor Långa spiralformade spånor är inte alls möjliga att kompaktera i de verktyg som finns idag och därmed krossades spånorna till mindre dimensioner. Efter krossning av spånorna samt siktning för att fördela de olika spånstorlek erhölls följande fördelningar för de tre olika mässingslegeringarna, se Tabell 5.1, Tabell 5.2 och Tabell 5.3. Tabell 5.1: Fördelning av olika spånstorlekar för CW614N. Spånstorlek Fördelning mm 19.6 % mm 54.6 % mm 25.5 % > 1 mm 0.09 % Tabell 5.2: Fördelning av olika spånstorlekar för CW724R. Spånstorlek Fördelning 0.2-0,3 mm 1.2 % mm 17.3 % mm 71.5 % > 1 mm 10 % 27

35 Tabell 5.3: Fördelning av olika spånstorlekar för CW510L. 5.2 Varmkompaktering Spånstorlek Fördelning mm 0.13 % mm 6.6 % mm 90.3 % > 1 mm 2.9 % Experiment har genomförts huruvida kompakteringen av spånorna förändras om de är upphettade vid kompaktering. I Figur 5.1 visas fotografier av de varmpressade kutsarna och i Figur 5.2 presenteras höjdförändringen vid olika temperaturer för kutsarna med blandade spånor av CW614N belagda med grafit. Alla kutsar har samma vikt (6 gram) och diameter, därför blir kompakteringsgraden endast beroende av kutsens höjd. Figur 5.1: Fotografi av de varmpressade kutsarna. a) 200 C, b) 300 C, c) 400 C och d) 500 C. 28
![6 5,5 Kutshöjd [mm] 5 4,5 4 3,5 3 200 300 400 500 Temperatur [ C] Figur 5.2: Höjden för den pressade kutsen vid olika temperaturer hos spånorna. 5.3 Enstegssmidning Den enstegssmidda detaljen är smidd direkt från en kompakterad cylinder, eller grönkropp, se Figur 5.](/docs-images/56/38903995/images/36-0.jpg "3. De kompakterade grönkropparna har kompakteras genom kallpressning med en belastning kring 800 MPa. Resultaten som redovisas av Nakagawa et al. [4] och av Manukyan et al.")
36 6 5,5 Kutshöjd [mm] 5 4,5 4 3, Temperatur [ C] Figur 5.2: Höjden för den pressade kutsen vid olika temperaturer hos spånorna. 5.3 Enstegssmidning Den enstegssmidda detaljen är smidd direkt från en kompakterad cylinder, eller grönkropp, se Figur 5.3. De kompakterade grönkropparna har kompakteras genom kallpressning med en belastning kring 800 MPa. Resultaten som redovisas av Nakagawa et al. [4] och av Manukyan et al. [5] visar att högre kompakteringstryck än så inte bidrar till högre kompakteringsgrad. På grund av den smidda detaljens geometri är det inte möjligt att genomföra ett standardiserat dragprov på detaljen. Därför har endast densitetsmätning och undersökning av detaljens mikrostruktur genomförts på dessa detaljer. Mikrostrukturen har studerats på olika avstånd från kanten av detaljen och visas i Figur 5.4 och Figur 5.5. Bilaga E Översikt av mikrostruktur visar en översikt för hur dessa bilder är tagna och hur de förhåller sig till varandra. De enstegssmidda detaljerna innehar en genomsnittlig densitet på 8.4 g/cm 3 vilket motsvarar 99.8 % av densiteten hos detaljerna som är smidda från utgångsmaterialet. Figur 5.3: Processteg för enstegssmidd detalj. 29

37 Figur 5.4: Mikrostruktur för enstegssmidd detalj av CW614N Blandade spånor med olja, 1 mm från kanten. Figur 5.5: Mikrostruktur för enstegssmidd detalj av CW614N Blandade spånor med olja, 3 mm från kanten. 30

38 5.4 Tvåstegssmidning Processen vid tvåstegssmidning involverar ett mellansteg där den kompakterade cylinder smids till en mindre cylinder som sedan smids till slutgiltig form, se Figur 5.6. Fördelen med denna process är att den smidda cylindern har bättre hanterbarhet jämfört med den kompakterade cylindern vilket underlättar varmsmidningen av detaljer. Figur 5.6: Processteg för tvåstegssmidd detalj. Även för dessa detaljer har densiteten beräknats och mikrostrukturen undersökts. Densitet har uppmätts till 8.39 g/cm 3 vilket motsvarar 99.6 % av densiteten för referensmaterialet. För att ta reda på hur materialstrukturen ser ut i den smidda detaljen har den snittats och provberetts för att kunna undersöka detta. Ett intressant resultat är den tydliga spånstrukturen längst ut i materialet. Detta fenomen bevisas även vid studie av mikrostrukturen i ljusmikroskop som ses i Figur 5.8 och Figur 5.9. Översikt över hur dessa mikrostrukturer har fotograferats visas i Bilaga E Översikt av mikrostruktur. Ju längre in i materialet man studerar mikrostrukturen, desto mindre spånstruktur förekommer. Figur 5.7 visar ett fotografi på de bearbetade gängorna hos en tvåstegssmidd detalj. Vid bearbetningen av gängorna avverkas väldigt lite material eftersom smidesformen som använts är optimerad för minimalt materialspill och detta leder till att det finns väldigt mycket kvarvarande spånstruktur i gängorna. Detta stämmer väl överens med resultaten som presenteras av Manukyan et al. [5] i avsnitt 2.1 Litteraturstudie där bearbetning av gängor identifieras som ett problemområde. Figur 5.7: Fotografi av bearbetade gängor på tvåstegssmidd detalj i CW614N. 31

39 Figur 5.8: Mikrostruktur av tvåstegssmidd detalj av CW614N 1,5 mm från kanten. Figur 5.9: Mikrostruktur av tvåstegssmidd detalj av CW614N 3 mm från kanten. 32
40 5.4.1 EDX-analys Mer utförliga tester kring detaljernas kemiska sammansättning har utförts eftersom Philip och Basherkutty [6] nämnde att uppvärmning av zinkinnehållande material till höga temperaturer kan innebära förändringar i den kemiska sammansättningen då det finns risk att zink oxideras eller försvinner ut ur materialet. Tre olika varianter av EDX-analyser har genomförts för en tvåstegssmidd detalj i CW614N i mitten av detaljen, markerat i Figur 5.10, innan den är bearbetad till en färdig detalj. Första analysen som genomfördes var en uppmätning av den kemiska sammansättningen över en area och andra analysen var en uppmätning av den kemiska sammansättningen över en linje, en linjeanalys. Den tredje analysen visar hur olika grundämnen är distribuerade över en area. Figur 5.10: Röd markering av region där EDX-analys görs på den smidda detaljen. I den första analysen mättes legeringssammanssättningen över en area och det gjordes tre mätningar med metoden för varje detalj, en av dem ses i Figur 5.11 och Figur 5.12, och den genomsnittliga sammansättningen i den tvåstegssmidda detaljen beräknades till 58.9 % Cu, 39.5 % Zn och 1.6 % Pb. Den sistnämnda bilden visar även en stapel med kol. Om kol inkluderas i mätningarna av den kemiska sammansättningen blir resultatet 57.3 % Cu, 37.7 % Zn, 3.5 % C samt 1.6 % Pb. 33

41 Figur 5.11: Översikt över den area där kemiska sammansättningen mätt för en tvåstegssmidd detalj i CW614N. Figur 5.12: Kemisk sammansättning för den area som visas i Figur

42 Den andra analysen som genomfördes var två stycken linjeanalyser, på engelska kallat Line Scan Analysis, som uppmäter den kemiska sammansättningen längs en linje istället för en area som tidigare analys baserades på. I Figur 5.13 visas en översikt för analys av den kemiska sammansättningen för linje 4 och linje 5. Figur 5.14 och Figur 5.15 presenterar resultaten av de två linjeanalyserna. Linje 4 sträcker sig över en spångräns och är därför väldigt intressant att analysera. Linje 5 är placerad där det skulle kunna ha varit en spångräns, men där materialet har diffunderat samman vid smidningen och bildat ett homogent material, vilket även bevisas i dess linjeanalys, då ämnesnivåerna bibehåller sig relativt konstant längs med linjen. Figur 5.13: Översikt över linjernas placering vid EDX-analys av den kemiska sammansättningen. 35

43 Figur 5.14: Analys av linje 4, över en spångräns. Från toppen beskriver linjerna mängden av Cu, Zn, C, O och Pb. Figur 5.15: Analys av linje 5. Från toppen beskriver linjerna mängden av Cu, Zn, O och C. Den tredje analysen som genomfördes kallas på engelska för Map Data Analysis, och analyserar över en area och visar hur grundämnena är fördelade över den aktuella arean. Samma area som ses i Figur 5.11 analyserades och resultatet av Map Data visas i Figur Denna analys visar att koppar och zink är jämnt 36

44 fördelat i materialet, medan syreatomerna är fokuserade kring spångränserna samt att bly finns i ansamlingar i materialet. Figur 5.16: Analys av de ingående ämnenas fördelning över en area på en tvåstegssmidd detalj av CW614N Tvåstegssmidning av detaljer i CW510L Kompletterande experiment med tvåstegssmidning av detaljer i den lågblyade mässingslegeringen CW510L har genomförts för att utvärdera hur väl processen fungerar för olika mässingslegeringar. Vidare resultat av trycktest av detaljer smidda med spån från CW510L visas i avsnitt 5.7 Trycktest. Även mikrostrukturen för dessa detaljer har undersökts huruvida spånsturkturen och mikrostrukturen förändras desto längre in i materialet man studerar. I Figur 5.17 och Figur 5.18 visas mikrostrukturen, samt i Bilaga E Översikt av mikrostruktur visas en översikt för hur dessa strukturer är fotograferade. 37

45 Figur 5.17: Mikrostruktur av tvåstegssmidd detalj i CW510L, 1 mm från kanten. Figur 5.18: Mikrostruktur av tvåstegssmidd detalj i CW510L, 3 mm från kanten. 38
46 5.5 Spånstorlek En av frågorna som inledningsvis av projektet ställdes var; hur påverkar den storlek som spånorna har vid kompaktering materialegenskaperna hos den slutgiltiga detaljen, i detta fall en smidd provstav. Även vid dessa undersökningar har spånorna kallpressats till kompakterade detaljer som sedan gått vidare till varmsmide. De mässingslegeringar som undersökts i detta experiment har varit CW614N och CW724R Densitet En intressant aspekt att analysera är huruvida spånornas storlek ger konsekvenser på den slutliga provstavens densitet och visas i Tabell 5.4 för CW614N samt i Tabell 5.5 för CW724R. För de detaljer som tillverkats med blandade spånstorlekar presenteras storleksfördelningen i avsnitt 5.1 Krossning av spånor. Tabell 5.4: Densitet för olika spånstorlekar för CW614N. Spånstorlek Densitet (g/cm 3 ) Densitet rel. referensmaterial mm % mm % mm % Blandat % Tabell 5.5: Densitet för olika spånstorlekar för CW724R. Spånstorlek Densitet (g/cm 3 ) Densitet rel. referensmaterial mm % mm % Blandat % Dragprov Utöver att densiteten kan påverkas av varierande spånstorlekar kan även materialets brottspänning och brottöjning påverkas. Nedan presenteras genomsnittliga linjära trendlinjer för den data och diagram för de dragprov som genomförts i denna undersökning. I Bilaga B - Dragprov presenteras den data som Figur 5.19 och Figur 5.20 baseras på. 39
47 σσ [MPa] CW614N Blandat 0,2-1 mm CW614N 0,5-1 mm CW614N 0,3-0,5 mm CW614N 0,2-0,3 mm 0 0,00% 0,05% 0,10% 0,15% 0,20% 0,25% 0,30% εε Figur 5.19: Genomsnittliga linjära trendlinjer för de olika spånstorlekarna i CW614N σσ [MPa] CW724R Blandat 0,2-1 mm CW724R 0,5-1 mm CW724R 0,3-0,5 mm 0 0,00% 0,05% 0,10% 0,15% 0,20% 0,25% 0,30% εε Figur 5.20: Genomsnittliga linjära trendlinjer för de olika spånstorlekarna i CW724R. 40
48 Genom att studera ovan nämnda figurer kan man beräkna detaljernas brottöjning, brottspänning samt elasticitetsmodulen (E-modulen) och de genomsnittliga värdena presenteras i Tabell 5.6 och Tabell 5.7. Tabell 5.6: Brottspänning, brottöjning och E-modul hos detaljerna med olika spånstorlek av CW614N. Brottspänning [MPa] Brottöjning E-Modul [GPa] Blandade spånor, mm % 94 Spånor mm % 87 Spånor mm 100, % 118 Spånor mm % 93 Tabell 5.7. Brottspänning, brottöjning och E-modul för detaljerna med olika spånstorlekar av CW724R. Brottspänning [MPa] Brottöjning E-Modul [GPa] Blandade spånor, mm % 110 Spånor mm % 84 Spånor 0.3-0,5 mm % Mikrostruktur En annan faktor som påverkas av spånornas dimensioner är detaljens mikrostruktur. Detta har undersökts och mikrostrukturen för provstavar smidda med olika spånstorlekar finns redovisade i Figur 5.21 för CW614N och i Figur 5.22 för CW724R. 41
 Blandade spånor. Figur 5.22: Mikrostruktur för de olika spånstorlekarna i CW724R för a) 0.3-0.5 mm, b) 0.")
49 Figur 5.21: Mikrostruktur för de olika spånstorlekarna i CW614N för a) mm, b) mm, c) mm och d) Blandade spånor. Figur 5.22: Mikrostruktur för de olika spånstorlekarna i CW724R för a) mm, b) mm och c) Blandade spånor. 42
50 5.6 Smörjmedel Under pressningen finns ett behov att tillsätta ett slags smörjmedel till spånorna för att undvika verktygshaveri och minska väggfriktionen i kompakteringen och friktionen mellan spånorna. Vid bearbetning har materialet bearbetats torrt och om detta material pressas utan smörjmedel finns risk för upphov till stora spänningar vilket kan orsaka haveri av pressverktygen. Två olika smörjmedel, olja och grafitpartiklar, har undersökts hur de påverkar materialegenskaperna hos CW614N, som är kallpressade till kompakterade grönkroppar. En studie gjord av Imai et al. [7] visar att blyfri mässing legerad med grafit har lika bra skärbarhet som mässing med 3 wt. % bly och därför gjordes tester för att se om det var möjligt att införa grafit genom att belägga spånen med ett tunt lager av grafitpartiklar innan kompaktering Olja Den olja som tillsattes vid kompaktering är en skärolja för bearbetning av mässingslegeringar och sedan kompakterades stavar och kutsar för att smidas till olika detaljer. Oljan tillsattes innan spånorna kompakterades och blandades väl för att fördelas jämnt bland spånorna. Under kompakteringen trycktes överflödig olja bort och det är därför svårt att uppskatta hur mycket olja som fanns kvar efter kompakteringen. Efter smidningen genomgick dessa detaljer tester för densitet, se Tabell 5.8, hållfasthet, se Tabell 5.9 och Figur 5.23, och mikrostruktur, se Figur Tabell 5.8: Densitet för CW614N Blandade spånor med olja. Densitet [g/cm 3 ] Densitet rel. utgångsmaterial Provstav Olja % Detalj Olja % Tabell 5.9: Brottspänning, brottöjning och elasticitetsmodul för CW614N Blandade spånor med olja. Brottspänning [MPa] Brottöjning E-Modul [GPa] Olja %
![120 100 80 σσ [MPa] 60 40 20 614N. Olja 1 614N. Olja 2 Linjär Trendlinje Olja 1 Linjär Trendlinje Olja 2 0-0,02% 0,00% 0,02% 0,04% 0,06% 0,08% 0,10% 0,12% εε Figur 5.](/docs-images/56/38903995/images/51-0.jpg "23: Diagram över dragprov samt linjära trendlinjer för CW614N Blandade spånor med olja. Figur 5.")
51 σσ [MPa] N. Olja 1 614N. Olja 2 Linjär Trendlinje Olja 1 Linjär Trendlinje Olja 2 0-0,02% 0,00% 0,02% 0,04% 0,06% 0,08% 0,10% 0,12% εε Figur 5.23: Diagram över dragprov samt linjära trendlinjer för CW614N Blandade spånor med olja. Figur 5.24: Fotografi av mikrostruktur av provstav med CW614N Blandade spånor med olja. 44
52 5.6.2 Grafitpartiklar Ett annat smörjmedel som undersöktes var grafitpartiklar. Även dessa detaljer undersöktes för att analysera dess materialegenskaper på samma sätt som detaljerna smidda med olja och densiteten presenteras i Tabell 5.10, hållfastheten för provstavarna presenteras i Tabell 5.11 och Figur 5.25 samt mikrostrukturen i Figur Tabell 5.10: Densitet för CW614N Blandade spånor med grafitpartiklar. Densitet [g/cm3] Densitet rel. Utgångsmaterial Provstav Grafit % Detalj Grafit % Tabell 5.11: Brottspänning, brottöjning och E-modul för CW614N Blandade spånor med grafitpartiklar. Brottspänning [MPa] Brottöjning E-Modul [GPa] Grafit % σσ [MPa] N. Grafit 1 614N. Grafit 2 614N. Grafit 3 Linjär Trendlinje Grafit 1 Linjär Trendlinje Grafit 2 Linjär Trendlinje Grafit 3 0-0,03% 0,18% 0,38% 0,58% 0,78% εε Figur 5.25: Diagram över dragprov samt linjära trendlinjer för CW614N Blandade spånor med grafitpartiklar. 45

53 Figur 5.26: Fotografi av mikrostruktur av provstav med CW614N Blandade spånor med grafit. En intressant jämförelse att göra är att studera skillnaden mellan de dragprovsresultat som presenteras i Figur 5.23 och i Figur 5.25 genom att beräkna ett medel av de linjära trendlinjerna för de använda smörjmedlen. Dessa genomsnittliga trendlinjer för de olika smörjmedlen presenteras i Figur
54 100,00 90,00 80,00 70,00 60,00 σσ [MPa] 50,00 40,00 30,00 20,00 Medel Linjär Trendlinje Olja Medel Linjär Trendlinje Grafit 10,00 0,00 0,00% 0,02% 0,04% 0,06% 0,08% 0,10% εε Figur 5.27: Genomsnittliga linjära trendlinjer för olika smörjmedel för CW614N Blandade spånor Tvåstegssmidd detalj med grafitpartiklar Även detaljer med grafitpartiklar som smörjmedel har tvåstegssmitts och därefter genomgått en analys av den kemiska sammansättningen med hjälp av EDXspektroskopi. Precis som i avsnitt 5.4.1EDX-analys har proverna analyserats i tre omgångar, för att mäta sammansättningen över en area, över tre linjer samt fördelningen av olika grundämnen över en area. I Figur 5.28 visas en översikt över den area på detaljen som analyserats vidare i EDX-analysen. Figur 5.29 visar en av de kemiska sammansättningarna som uppmättes och den genomsnittliga sammansättningen beräknas till % Cu, % Zn och 1.30 % Pb. Orsaken till den låga nivån av bly är att blyet är format i ansamlingar i materialstrukturen och i den analyserade arean fanns det inte speciellt många blyansamlingar, vilket kan bero på naturliga variationer i materialet. Även i detta fall visar analysen att en viss mängd kol även finns i materialet och om kol inkluderas i mätningen uppkommer den kemiska sammansättningen till % Cu, % Zn, 3.20 % C och 1.25 % Pb. Ytterligare en genomförd analys är en så kallad linjeanalys och de tre linjerna som analyserades visas i Figur Resultatet för analyserna av linjerna visas i Figur 5.31, Figur 5.32 samt Figur I alla tre linjer är nivåerna av koppar och zink jämna och där en spångräns finns, i linje 1, minskar nivåerna kraftigt. 47
55 Den sista analysen som genomfördes på denna detalj är en Map Data Analysis där man kan undersöka hur de olika ingående grundämnena är fördelade i materialet. Den analyserade arean visas i Figur 5.30 och resultaten över fördelningen av koppar, zink, bly och syre visas i Figur Figur 5.28: Översikt över tvåstegssmidd detalj av CW614N med grafit partiklar. 48

56 Figur 5.29: Kemisk sammansättning över area som visas i Figur Figur 5.30: Översikt över linjeanalys för tvåstegssmidd detalj av CW614N med grafitpartiklar. 49

57 Figur 5.31: Analys av linje 1, över en spångräns. Från toppen beskriver linjerna mängden av Cu, Zn, Pb, O och C. Figur 5.32 Analys av linje 2. Från toppen beskriver linjerna mängden av Cu, Zn, C och O. 50

58 Figur 5.33: Analys av linje 3. Från toppen beskriver linjerna mängden av Cu, Zn, C och O. Figur 5.34: Map Data Analysis från EDX-spektroskopi på ytan som även visas i Figur

59 5.7 Trycktest Målet med projektet är att de spånsmidda detaljerna skall klara samma krav som ställs på detaljerna tillverkade från stångmaterial och därmed kunna minska företagets behov av att köpa in råmaterial. Eftersom de spånsmidda detaljer skall klara av samma krav går de igenom samma processteg efter smidning som de nuvarande detaljerna genomgår, nämligen bearbetning och det trycktest som beskrivits i avsnitt Trycktest. Resultaten av de genomförda trycktesten redovisas i Tabell Tabell 5.12: Resultat av trycktest. Antal testade Antal godkända Andel godkända CW614N % CW510L De detaljer som inte klarade testet gick sönder på samma sätt; de sprack när detaljerna spändes ihop med det föreskrivna vridmomentet vid montering i testriggen. Sprickan som uppstod när detaljen gick sönder har undersökts i mikroskop och kan ses i Figur 5.35 och Figur Figur 5.35: Brott i tvåstegssmidd detalj med spån av CW510L. 52

60 Figur 5.36: Brott i tvåstegssmidd detalj med spån av CW614N. 53
61 54
62 6 Analys Vid en initial jämförelse av resultaten gällande spånstorlekarnas inverkan på materialegenskaperna görs insikten att spånstorleken inte har någon direkt inverkan på materialegenskaperna. I detta projekt har experiment genomförts med olika spånstorlekar och dessa visar att varken densitet, hållfasthet eller mikrostruktur påverkas nämnvärt av spånstorlekarna. Densiteten för provstavarna smidda med olika spånstorlekar varierar mellan % för CW614N och % för CW724R men visar ingen signifikant trend åt något håll för de olika spånstorlekarna. Skillnaden mellan de olika provstavarna av samma material kan härröra till mätnoggrannhet och innefattas därmed inom den statiska felmarginalen. Vid granskning av mikrostrukturen för de olika detaljerna med provstavsgeometri, syns inte någon markant skillnad mellan dem, se Figur 5.21 och Figur Alla strukturer påvisar tydliga gränser mellan spånorna och mängden spångränser är helt beroende på var i materialet man studerar mikrostrukturen. Mellan spånorna sker en skjuvning vid kompaktering och smidningen och för att få ett homogent material vid dessa processer krävs diffusion mellan spånorna. Eftersom det är så beroende på var någonstans på provet mikrostrukturen studeras är det ytterst svårt att dra någon generell slutsats, än att det är ungefär samma diffusionsgrad för alla provstavar oavsett spånstorlek. En annan materialparameter som studerats är hållfastheten genom att utföra dragprov. De genomsnittliga trendlinjerna från försöken visar ingen signifikant skillnad mellan de olika spånstorlekarna. Värt att nämna vid denna jämförelse är att alla prover har väldigt mycket spånstruktur, som kan ses i mikrostrukturen, vilket innebär dålig diffusion mellan spånorna och därmed inga bra hållfasthetsegenskaper i materialet. I CW614N fås högsta brottspänningen i det prov med blandad spånstruktur, MPa, medan CW724R har högst brottspänning i det prov med spånstorlekar mellan mm, MPa. Brottöjning är inte direkt användbart i en analys eftersom den töjning som uppmätts är väldigt liten innan brott och proverna uppvisar inget plastiskt beteende. Elasticitetsmodulen följer inte det mönster brottspänningen påvisar, och högst elasticitetsmodul har prov med spånstorlekar mellan mm i CW614N och samma dimensioner även för CW724R, med elasticitetsmodulen GPa respektive GPa. Det är alltså inte möjligt att dra en generell slutsats över vilken av spånstorlekarnas som ger bäst hållfasthet i materialet. Värt att notera ifrån dragproven är att provstavar smidda med CW724R har högre brottspänning än de i CW614N trots att de har lägre densitet och diffusionen mellan spånorna är sämre, vilket syns i bilderna på mikrostrukturen i Figur 5.21 och Figur Samma slutsatser görs oavsett mässingslegering, att varken CW614N eller CW724R uppvisar skillnader i materialegenskaper eller mikrostrukturen beroende på spånstorleken vid kompaktering. 55
63 För att öka diffusionsgraden ytterligare fördes resonemang kring om varmkompaktering var en möjlig process. Befintlig utrustning gjorde det dock endast möjligt att pressa små grönkroppar med diameter 15 mm, men utifrån undersökning av fyra olika kompakteringstemperaturer visas ändå tydliga resultat på att höjden av grönkroppen minskar desto högre temperaturen är. Vid en okulär besiktning av de varmkompakterade proverna syns det tydligt att ju högre temperatur materialet haft vid kompakteringen desto bättre kompakteringsgrad i grönkroppen som liknar mer och mer en smidd detalj, men har troligtvis långt ifrån samma egenskaper som en smidd detalj uppvisar. En annan faktor som möjligtvis kan påverka materialegenskaperna vid kompaktering är smörjmedel. Två olika smörjmedel har undersökts inom ramen för projektet, olja och grafitpartiklar. Vid densitetsmätningar beräknades densiteten till ett lägre värde för de detaljer som innehöll grafitpartiklar jämfört med de detaljer som innehöll olja. En anledning till detta kan vara att grafitpartiklarna har en benägenhet att stanna kvar i legeringen vid smidning medan oljan istället har en benägenhet att brinna upp och avdunsta vid uppvärmning. De detaljer som innehåller grafitpartiklar har även sämre mekaniska egenskaper, såsom brottspänning och elasticitetsmodul, jämfört med detaljer med olja. Även de linjära trendlinjerna från dragproven i Figur 5.27 visar på att hållfastheten i detaljer som innehåller grafitpartiklar är något lägre jämfört med de detaljer som innehåller olja. I och med misstanken att grafitpartiklarna stannar kvar i materialet vid uppvärmning innan smidesprocessen gjordes analyser med hjälp av EDXspektroskopi. Om mätningarna av den kemiska sammansättningen inkluderar kol i beräkningarna innehåller materialet med grafitpartiklar ungefär 3 % kol. Detta kan bero på två saker, antingen att det är smörjmedlet, grafitpartiklarna, som motsvarar denna mängd eller att det är kol som härstammar från poleringsmedel eller andra föroreningar på provet. Vid samma mätning för detaljerna som har olja som smörjmedel innehar även de ungefär 3 % kol och vid uteslutning av kol har de båda materialen snarlik kemisk sammansättning. Det är alltså mer troligt att den uppmätta mängden kol är på grund av olika föroreningar snarare än smörjmedlet som används vid kompaktering. Att detaljerna med olika smörjmedel har liknande kemisk sammansättning visas även i de två Map Data Analysis som genomförts och ej påvisar några specifika skillnader mellan fördelningen av de olika ämnena. I en Map Data Analysis kan man självklart även analysera fördelningen av kol, men eftersom det är inte är någon skillnad mellan kolmängden hos detaljerna är det inte av intresse att jämföra. De EDX-analyser som genomförts har alltså gjorts på tvåstegssmidda detaljer, men även skillnaderna mellan enstegssmidda detaljer och tvåstegssmidda detaljer är intressanta att jämföra. De densitetsmätningar som gjorts uppvisar endast marginella skillnader, 8.40 g/cm 3 hos den enstegssmidda detaljen gentemot 8.39 g/cm 3 hos den tvåstegssmidda detaljen. Dessa skillnader kan ligga inom felmarginalen för den använda mätmetoden. Däremot är mikrostrukturen en intressant jämförelse mellan de olika metoderna. 56
64 Mikrostrukturen har studerats vid samma region på alla detaljer, tvåstegssmidd CW510L samt både enstegssmidd och tvåstegssmidd CW614N, och på olika avstånd från kanten för att få en uppfattning om hur spånstrukturen uppträder längre in i materialet samt längst ut på detaljen. En generell trend som ses är att ju större avståndet är från kanten av provet desto mer homogen mikrostruktur med mindre mängd spångränser uppträder. Det ideala fallet vore att hela detaljens mikrostruktur är fri från spångränser, men tyvärr har detta varit omöjligt att uppnå i utförda experiment. Vid jämförelse mellan mikrostrukturen av den tvåstegssmidda detaljen i legeringen CW614N kontra liknande detalj fast för legeringen CW510L, verkar den sistnämnda uppvisa bättre diffusion mellan spånorna och en mer homogen materialstruktur. Detta kan bero på att CW510L innehar högre andel β-fas i mikrostrukturen än CW614N vilket medför en legering som är väl lämpad för varmformning. För att återgå till EDX-analysen, beräkningar gjordes inte bara på den kemiska sammansättningen utan även hur de olika grundämnena var fördelade över olika regioner eller linjer. I linjeanalysen som görs på en tvåstegssmidd detalj av CW614N där en potentiell spångräns skulle kunna finnas är det tydligt att spånorna diffunderat ihop och bildat en homogen materialstruktur eftersom halterna av koppar och zink är relativt konstanta utmed den analyserade linjen. En linje placerades över en spångräns vilket visar att halterna av zink och koppar drastiskt sjunker där gränsen är belägen medan halterna av syre, bly och kol ökar. Mängden kol är troligtvis, som redan diskuterats, en direkt konsekvens av föroreningar som ansamlats sig vid spångränserna. Att en del av materialet uppvisar en homogen materialstruktur är positivt och visar på viss sannolikhet att spånsmide kan komma att fungera och bli implementerat i industrin i framtiden. Eftersom mikrostrukturen i materialet visar tendenser till diffusion mellan en del av spånorna fördes diskussionen om hur dessa detaljer skulle bete sig vid bearbetning. Som kan ses i Figur 5.7 är gängorna mestadels bestående av spånor som ej diffunderat ihop. Detta överensstämmer också med slutsatsen om att ju längre in i materialet man studerar desto mindre spånstruktur finner man. Ytterligare en förutsättning för att de spånsmidda detaljer kan komma att appliceras i en kommersiell produkt i framtiden är att de skall genomgå och bli godkända på ett trycktest. Detta trycktest har konstruerats på snarlika sätt som MMA idag trycktestar sina detaljer % av detaljerna i CW614N blev godkända och inga av detaljerna i CW510L. Trycktesten visar tydligt att detaljer smidda med CW614N har högre hållfasthet än de smidda med CW510L. Det har inte varit möjligt att smida en detalj i CW510L som har klarat trycktestet i projektet. Brotten uppstår när detaljerna spänns ihop och trycket mot tätningsytan ökar. Det uppstår då en dragspänning i detaljen som är större än dess brottgräns och därför spricker den. Sprickan som uppstår ser ut att följa spånstrukturen, se Figur 5.35 och Figur 5.36, som fanns innan smidningen 57
65 vilket indikerar att bindningen mellan spånen inte är tillräckligt bra. Denna tes styrks även av de genomförda dragproven som visar att materialet inte klarar av någon plastisk deformation innan brott uppstår. 58
66 7 Diskussion Den metod som studerats och utvärderats i detta projekt är en enkel och okomplicerad metod. En nackdel med begränsningen som det innebär att vilja ha en enkel metod är att undersökningar som borde genomföras kanske prioriteras bort av olika anledningar. I avsnitt 2.1 Litteraturstudie nämns två artiklar som båda behandlar spånsmide i mässing och resultaten i dessa studier visar att det är möjligt att framställa material med relativt bra mekaniska egenskaper baserat på skärspån [4] [5]. Dessa resultat har inte varit möjliga att återskapa i den här studien, just på grund av önskan om en enkel och okomplicerad process. Fördelen med att använda enkla processer är att det, i så fall, skulle förenkla implementeringen hos företag som inte är specialiserade på mer avancerad metallurgisk processteknik utan har helt andra specialiseringsområden. Den studerade metoden består av ett kompakteringssteg som genomförs i rumstemperatur, ett eller två smidessteg, och slutligen bearbetning av detaljen. Bearbetning av detaljen har inte studerats speciellt ingående eftersom detta processteg är någonting som även detaljerna från råmaterial går igenom och därför bör egenskaperna mellan spånsmidda och råmaterialssmidda detaljer vara snarlika innan detta steg. De spånsmidda detaljer har alltså bearbetats för att verifiera deras egenskaper, men själva processen vid bearbetningen har inte studerats. Det första steget i den studerade processen är krossning av spånor som sedan kompakteras. Beroende på vilka skärdata och material som använts resulterar det i olika spånor, antingen korta avklippta eller långa spiralformade spånor. För att underlätta kompakteringen krossades spånorna till mindre dimensioner mellan mm. Krossning var inte nödvändigt vid användning av spånor av CW614N, som är ett extremt kortspånande material. Visserligen är det en tidskrävande process men det underlättar kompakteringen oerhört mycket. Vid själva kompakteringen har man haft relativt god kontroll på trycket som appliceras och själva händelseförloppet. En del brister på kompakteringsverktyg har dock varit funnits vilket dels försämrar effektiviteten vid själva processen men även krävt att en del tid har lagts på att förbättra verktygen, och även producera nya vid haveri, och på så sätt förbättra kompakteringen av grönkropparna. Eftersom kallkompaktering resulterade i sköra grönkroppar som inte hade god hanterbarhet väcktes frågan om varmkompaktering är en möjlig lösning på det problemet. Tyvärr fanns inte utrustning tillgänglig som möjliggjorde varmkompaktering av grönkroppar i de kompakteringsverktygen som har använts för provstavar och detaljer, utan mindre detaljer studeras i detta experiment. Resultaten visar att höjden på kutsarna blir mindre och mindre ju högre temperatur som appliceras. Att applicera varmkompaktering istället för kallkompaktering innebär mer komplicerade processteg, men om materialegenskaperna kan förbättras avsevärt är det en möjlig lösning för att resultera i en fungerande metod av spånsmide. En möjlighet att undersöka om materialegenskaperna för den 59
67 varmkompakterade grönkroppen är bättre än för den kallkompakterade detaljen är att genomföra ett slaghetsprov. Detta lämnas dock till framtida undersökningar. Nästa steg i processen är smidningen och två stycken metoder är alltså utvärderade här, smidning i ett eller två steg. Uppvärmning av grönkropparna var inte optimal under första smidesomgången då en gasollåga användes. Detta innebar bristfällig kontroll på temperaturen i grönkropparna och om de var genomvarma eller inte. Under andra och tredje smidesomgången användes istället en ugn vilket underlättade temperaturregleringen avsevärt. När det gäller smidestemperatur har datablad för varje mässingslegering, [16] [18] [19], studerats och givit ett temperaturintervall där legeringen är användbar för varmformning. Den slutliga smidestemperatur, inom detta intervall, har dessa bestämts i samråd med operatörerna på MMA. Eftersom MMA har stor erfarenhet av smidning av mässing har författarna haft full tillit till operatörerna angående smidestemperaturen för materialet. En parameter som är värd att undersöka vid fortsatt utvecklingsarbete är smidestemperaturens inverkan på slutresultatet. Ett resultat som uppmärksammats i studien är att mikrostrukturen längre in i materialet är mer jämn jämfört med längst ut i kanterna. Detta kan bero på flera anledningar, men en anledning kan vara temperaturen hos smidesverktygen vid smidning. Om dessa inte haft önskad temperatur vid smidningen kan grönkropparna ha blivit svalare vid kontakt med verktyget och därmed minskat möjligheten till diffusion ute i kanterna på grund av begränsning i rörelse hos materialet. Även om detta kan vara en anledning till mikrostrukturen är det antagligen inte den faktor som påverkar resultatet mest. Införandet av tvåstegssmide gav förhoppningar att diffusionen i materialstrukturen skulle öka ytterligare, eftersom diffusion är en starkt tids- och temperaturberoende process. Till viss del har detta kunnat observeras, men tyvärr inte i nivå med förhoppningarna. Att utvärdera om de mekaniska egenskaperna blir bättre vid införande av tvåstegssmide eller inte har inte kunnat göras eftersom smidesverktygens dimensioner för provstavar i detta fall varit begränsade och endast enstegssmidda provstavar kunnat producerats. De resultat som dragprovsundersökningar visade utvärderades och jämfördes med studien som gjorts på Nordic Brass Gusum och påvisar intressanta skillnader. I Bilaga A Resultat av jämförande dragprov av provämnen i mässing visas att resultaten som erhållits från dragprov i studien inte är helt tillförlitliga. Detta bedöms att inte spela någon avgörande roll vid analysen eftersom alla dragprov som presenteras i denna studie är genomförda på samma sätt och därmed jämförbara med varandra. De mekaniska egenskaperna i de spånsmidda provstavarna är inte jämförbara med stångmaterialets egenskaper eftersom bindningarna mellan spånorna inte är så pass starka att de klarar av att hålla ihop materialet vid större belastningar. Alla brottytor som har studerats visar att brott uppstår mellan spånen och följaktligen är det bindningen mellan spånen som avgör materialets hållfasthet och 60
68 i mindre utsträckning utgångsmaterialets mekaniska egenskaper. Dragproven utförda på provstavar smidda med spånor från CW724R har bättre hållfasthet än de smidda med CW614N men brotten uppträder på samma sätt. Detta betyder att bindningen mellan spånen i CW724R är bättre än i CW614N men studeras mikrostrukturen i CW724R syns spånen mycket tydligare. Resultaten motsäger varandra och det är inte klarlagt vad den högre hållfastheten i CW724R beror på. Förutom dragprov har en mängd undersökningar och tester genomförts under studiens gång. Inledningsvis undersöktes påverkan av spånornas storlek. Att spånorna var i behov av att vara korta och tunna var redan känt eftersom de annars inte hade kunnat kompaktares till en bra grönkropp om de var långa och spiralformade. Med bakgrund av studien publicerad av Nakagawa et al. [4] undersöktes spånor med dimensioner mellan 0.2 och 1 mm i denna studie. En trend som gärna hade uppdagas är att diffusionsgraden verkar vara något högre ju mindre spånstorlekar som använts, eftersom det kan vara en motivering till att använda så pass små spånor som Nakagawa använder sig av i sin forskning. Detta har inte varit möjligt att bekräfta i denna studie. Eftersom resultaten visar på att materialegenskaperna inte är beroende av spånstorlek behöver inte spånorna krossas till ännu mindre dimensioner och därefter siktas för att skilja ut spånor av en viss dimension, vilket är en fördel när processen är tänkt att vara utformat på ett så enkelt och okomplicerat sätt som möjligt. En nackdel är att kontrollen över vissa processparametrar minskar, en del spånor större än 1 mm kan finnas med vid kompakteringen. Spånorna krossas i dagsläget i en trumma under en viss tid, som bestämts för att ge en viss storleksfördelning av spånor med dimensioner mellan 0.2 och 1 mm, och även spånor större än 1 mm. Alla spånor som krossas undersöks därmed inte och vissa mässingsspån större än 1 mm kan förekomma även efter krossning. Därför är det möjligt att storleksfördelningarna av de krossade spånorna varierar något mellan de olika krossningsomgångarna. Positiva resultat erhölls från densitetsmätningarna på de olika detaljer då de uppmätte nästintill 100 % densitet relativt till stångmaterialet. Densitet är ett mått på porositeten, och i och med denna höga siffra finns inte mycket porer i det smidda materialet. Dock har densiteten ingen direkt korrelation med bindningar mellan spånorna och diffusionen i materialet vilket gör att fler experiment behöver genomföras för att undersöka detta. Många av experimenten har resulterat i att undersöka materialets mikrostruktur och se hur olika processer och processparametrar påverkar strukturen. Mikrostrukturen hos det spånsmidda materialet är en väsentlig del i detta projekt eftersom materialegenskaperna påverkas i stor del av hur mikrostrukturen i materialet ser ut. Alla fotografier på mikrostrukturer som presenteras i denna rapport påvisar viss mängd spånstruktur. En del av spånorna har diffunderar ihop medan många spånor fortfarande är närvarande med tydliga spångränser. Att viss diffusion har ägt rum är positivt eftersom det påvisar att den testade metoden till viss del fungerar och 61
69 levererar en detalj med nästintill samma egenskaper som stångsmidd detalj. En negativ aspekt av detta är just det faktum att det spånsmidda materialet uppvisar tydliga spångränser, vilket innebär att materialegenskaperna inte alls är i nivå med stångmaterialets egenskaper då bindningarna mellan spånorna inte är så starka. För att bekräfta att materialet har diffunderat ihop i vissa regioner och även för att undersöka materialets kemiska sammansättning efter smidning genomfördes en EDX-analys. Denna analys visar mycket positiva resultat. Det område där en spångräns bör existera och materialet istället är homogent är nivåerna av koppar och zink konstanta. Att materialet genomgår en tvåstegssmidning har ingen direkt påverkar på den kemiska sammansättning. Halterna av zink skulle kunna variera vilket var oroväckande med tanke på den forskning som Philip och Basherkutty [6] genomförts. Analysen visar att tvåstegssmide alltså inte är några problem gällande den kemiska sammansättningen i materialet. Nackdelen med EDX-analys är att det är svårt att få en helhetsbild av hela detaljen eftersom bara en liten region studeras. De positiva resultaten som erhölls är förhoppningsvis konsekventa runt om i materialet och inte bara i den region som studeras i den här analysen. Spånstrukturen är väldigt tydlig, även för det mänskliga ögat, när detaljerna är bearbetade med gängor. I dagsläget uppstår läckage vid de bearbetade gängorna eftersom de spricker vid momentåtdragning av muttrarna. Gängornas kvalitét är tillräckligt bra eftersom muttrarna går att montera för hand utan problem och själva gängan dras inte sönder vid åtdragning, men materialets egenskaper i denna region är inte på den nivå som krävs för att klara av den dragspänning som uppkommer i tätningsytorna vid åtdragning av muttrarna för testriggen. För att minimera mängden spånstruktur i den färdiga produkten skulle det vara möjligt att förändra geometrin på smidesverktyget och på sätt erhålla större detaljer. Om större detaljer smids finns en chans att det dåliga materialet med mycket spånstruktur bearbetas bort och kvar återstår en detalj med bra materialegenskaper. När den avverkande volymen ökar blir materialet förhoppningsvis mer homogent och kommer troligtvis innebära bättre materialegenskaper jämfört med ett material som innehåller många spångränser. Visserligen ökar volymen avverkat material, som resulterar i mer spånor efter bearbetning. Om processen som utvärderas med spånsmide är möjlig i framtiden kan dessa spånor recirkuleras direkt och kompakteras till detaljer återigen och då bör inte den ökade avverkade materialvolymen ha så stor betydelse som vid användning av råmaterial. Under projektets gång har en så enkel metod som möjligt utvärderats och viss förbättringspotential har visat sig finnas, tillexempel att varmkompaktera grönkroppar istället för att kompaktera dem i rumstemperatur som görs i dagsläget. Om det är möjligt att öka diffusionsgraden genom varmkompaktering skulle det vara ett extra processteg att tillägga i metoden att producera spånsmidda detaljer. Att öka processteg är alltid en fråga om tillverkningskostnad och effektivitet, men fördelarna att kunna spånsmida detaljer istället för att återvinna och sedan köpa 62
70 råmaterial bör, enligt författarna, värderas högre än den faktiska kostnaden av tillverkningen. Om spånsmide implementeras behövs troligtvis inte lika mycket råmaterial köpas in vilket dessutom borde reducera kostnader för materialhantering och lagring av spån. Om det är möjligt för spånorna att recirkuleras flera gånger, alltså smidas, bearbetas, smidas, bearbetas och så vidare, skulle diskussionen om ytterligare processteg eller materialutnyttjande vara mindre viktig eftersom processen troligtvis ändå skulle vara väldigt effektiv ur ett tillverkningskostnadsperspektiv. Målsättningen var att experiment som utvärderar recirkulering skulle undersökas närmare men tyvärr fick detta prioriterats bort på grund av tidsbrist. EDX-analyser visar att den kemiska sammansättningen för koppar, zink och bly är densamma i materialet när det upphettas och smitts i två steg jämfört med referensmaterial, men hur ser det ut vid bearbetning till spånor, kompaktering och sedan tvåstegssmide ytterligare en gång? Har den kemiska sammansättningen förändrats någonting då eller håller den sig på en relativt konstant nivå? Det återstår en del utvecklingsarbete för att få fram en fungerade metod redo att implementeras i industrin men resultaten som visas i denna rapport visar att det är möjligt att smida skärspån till material som går att använda på samma sätt som stångmaterialet används idag. Det finns stora vinster att göra på att vidareutveckla metoden, både ekonomiska men också miljömässiga vinster. 63
71 64
72 8 Slutsats Den metod som undersöks i detta projekt har varit utformad så enkel och okomplicerad som möjligt för att på ett smidigt sätt kunna implementeras i industrin. Genom att utvärdera de spånsmidda detaljer gällande spånstorlek, smörjmedel och smidesprocessen har olika slutsatser kunnat dras i hur väl processen fungerar i nuläget för spånsmidda detaljer och dess egenskaper såsom densitet, mikrostruktur, kemisk sammansättning, och funktion. De materialtester som gjorts visar att spånstorleken inte påverkar materialegenskaperna utan en blandning mellan mm stora spånor har använts i alla experiment. Majoriteten av spånorna i denna blandning för CW614N har haft dimensioner mellan 0.3 och 0.5 mm, medan de andra två legeringarna har haft majoriteten av spåndimensioner mellan 0.5 och 1 mm. Två olika smidesprocesser har utvärderats, enstegs- eller tvåstegssmidning. Detaljer som smitts i två steg verkar ha en mer homogen mikrostruktur då färre spångränser syns i mikrostrukturen, jämfört med enstegssmidda detaljer. Varmkompaktering är en möjlighet för att eventuellt öka diffusionsgraden ytterligare men behöver ytterligare forskning för att kunna säga något med säkerhet. Mikrostrukturen visar mindre spånstruktur ju längre in från kanten av den smidda detaljen mikrostrukturen studeras. Genom att förändra smidesverktyget skulle större detaljer kunna produceras vilket innebär att mer material kan avverkas och därmed minimera mängden spångränser som existerar i den färdiga detaljen. Tvåstegssmidning förändrar inte den kemiska sammansättningen i material på ett signifikant sätt. Dock kan ytterligare ett smidessteg komma att öka tillverkningskostnaderna men troligtvis ökas materialegenskaperna ytterligare. Den undersökta metoden visar lovande resultat, i och med att en del av spånorna har diffunderat ihop och bildat ett homogent material samt att en del av detaljerna blir godkända i trycktestet. Ytterligare forskning och utvecklingsarbete av metoden återstår men författarna är förhoppningsfulla att spånsmide kan komma att implementerats i industrin i framtiden. 65
73 66
74 9 Rekommendationer Författarna rekommenderar MMA och Avdelningen för Industriell Produktion att fortsätta utveckla metoden i samarbete med varandra. Projektet har en god potential och kommande forskning och utveckling bör inriktas mot att förbättra materialegenskaperna i spånsmidda komponenter så att dessa närmar sig de stångsmidda detaljernas egenskaper. Varmkompaktering, förändring av smidesverktygens geometri samt noggrannare processkontroll är parametrar som skulle vara ytterst intressant att undersöka vidare. Om implementering av metoden är möjlig på sikt, är effekten av recirkulering av spånorna väldigt intressant att undersöka då det kanske är möjligt att återanvända spånorna från de bearbetade spånsmidda detaljerna ytterligare en eller flera gånger. 67
75 68
76 Källförteckning [1] J.-E. Ståhl, Professor, Avdelningen för Industriell Produktion, Lunds Universitet. [Intervju]. [2] F. Schultheiss, D. Johansson, M. Linde, P. Tam, V. Bushlya, J. Zhou, L. Nyborg och J.-E. Ståhl, Machinability of CuZn21Si3P Brass, Accepted for publication in Materials Science and Technology, [3] K. Nilsson, Produktionschef, AB Markaryds Metallarmatur. [Intervju]. [4] T. Nakagawa, T. Tanaka och T. Amano, Powder forging of high-strength brass and its application to automobile parts, Elsevier Scientific Publishing Company, Amsterdam, [5] N. V. Manukyan, L. E. Khachatryan, G. L. Petrosyan, É. A. Bodzhikyan, K. L. Petrosyan, A. V. Gevorkyan och S. G. Agbalyan, Production technology and properties of extruded materials from brass swarf, Poroshkovaya Mettallurgiya, nr 6, pp , [6] P. Philip och Y. Basherkutty, Reclamation of metal cutting brass chips using powder metallurgy, The Institute of Metals, [7] H. Imai, Y. Kosaka, A. Kojima, S. Li, K. Kondoh, J. Umeda och H. Atsumi, Characteristics and machinability of lead-free P/M Cu60-Zn40 brass alloys dispersed with graphite, Elsevier B.V, [8] R. M. German, Powder Metallurgy & Particulate Materials Processing, Princeton, New Jersey: Metal Powders Industries Federation, [9] D. B. Williams och B. B. Carter, Transmission Electron Microscopy Part 4: Spectrometry, Andra red., Springer, [10] B. Tunander och R. Sundberg, Mässing, [Online]. Available: [Använd 27 Januari 2016]. [11] W. D. Callister och D. G. Renthwisch, Fundamentals of Materials Sience and Engineering, John Wiley & Sons, Inc, [12] A. I. Toulfatzis, G. A. Pantazopoulos och A. S. Paipetis, Fracture Behavior and Characterization of Lead-Free Brass Alloys for Machining Applications, [13] E. Trent och P. Wright, Metal Cutting, Fourth red., Butterworth-Heinemann, 69
77 2000, p [14] E. C. Institute, Copper as electrical conductive material with above-standard performance properties, [Online]. Available: [Använd ]. [15] Naturvårdsverket, Fakta om bly, 25 maj [Online]. Available: [Använd 27 januari 2016]. [16] Wieland-Werke AG, Wieland-Z32/Z33, [Online]. Available: er_z/z32_z33.pdf. [Använd 27 Januari 2016]. [17] C. Nobel, F. Klocke, D. Lung och S. Wolf, Machinability Enhancement of Lead-Free Brass Alloys, Elsevier BV, [18] Wieland-Werke AG, Wieland-SW1, [Online]. Available: er_z/sw1.pdf. [Använd 27 Januai 2016]. [19] Almag, Data sheet: LFB CW510L, [Online]. Available: [Använd 27 Januari 2016]. [20] T. Nilsson, Coach och verktygsmakare. [Intervju]. 1 Mars [21] ISO, ISO Metallic Materials - Tensile testing, [22] C. Ljung, N. Saabye Ottosen och M. Ristinmaa, Introduktion till hållfasthetlära, Uppsala: Studentlitteratur, [23] F. B. Enders, Encyclopaedia Britannica, [Online]. Available: [Använd 12 april 2016]. [24] E. Trent och P. Wright, Metal Cutting, Butterworth, Heinemann,
78 Bilaga A Resultat av jämförande dragprov av provämnen i mässing Jakob Johansson, Industriell produktion, LTH, Lunds universitet, Lund april 2016 Sammanfattning Draghållfastheten i mässingsmaterialen CW602N och ett material med legeringssammansättningen CuZn40Mn har mätts upp genom dragprov. Utifrån dragproven har E-modul, sträckgräns (R p 0,2 % ), brottgräns och brottöjning beräknats. Motsvarande dragprov har gjorts av Nordic Brass Gusum och resultaten har jämförts utan att några tydliga slutsatser har kunnat dras. Dragprov Tanken med dragproverna är att prover i samma material och med samma geometri ska utföras på LTH i Lund och av Nordic Brass Gusum och resultaten skall jämföras för att se om de skiljer sig åt och om så är fallet försöka ta reda på vad det, i så fall, kan bero på. CW602N Dragprov har gjorts på tre provstavar i mässingsmaterialet CW602N med cirkulärt tvärsnitt. Diametern på provstavarna var 9.1 mm förutom på en sträcka på ungefär 12 mm på mitten av provstaven där diametern var 9 mm. Avsmalningen antags vara gjord för att säkerställa att provstaven går av på mitten i försöken. Diametern på hållytorna var för stor för att passa i den tillgängliga dragprovsmaskinen så de svarvades ner till 13 mm. Vid svarvningen blev centreringen av arbetsstycket inte perfekt så ett visst kast uppstod mellan hållytorna och resten av provet. Detta kan ha haft viss inverkan på provresultaten. Vid dragprovning har töjningshastigheten inverkan på resultaten, så för att kunna göra bästa möjliga jämförelse bör dragproven göras med samma töjningshastighet. Dragproverna som beskrivs i rapporten är tänkta att jämföras med prover gjorda i en annan testrigg. Töjningshastigheten i den riggen som proverna skall jämföras med var inte specificerad vid testtillfället mer än riktlinjen att provet brukade brista efter minuter. Den första provstaven drogs med hastigheten 20 mm/min, vilket visade sig vara för snabbt så den andra provstaven drogs med 2 mm/min. Tyvärr blev det tredje provet misslyckat så det finns inga data för det försöket. 71

79 I dragprovsstandarden 1 ISO anges att töjningshastigheten i det plasticerade området över den parallella längden ska vara ee LL ee = ss 1 med toleransen ± 20 %. Provmaskinen som användes går inte att styra på töjningshastighet, utan bara på draghastighet. Sambandet mellan draghastighet och töjningshastighet anges i Ekvation 2, där v c är draghastighet och L c är den parallella längden på provbiten. Eftersom det fanns en avsmalning på provstavarna är det inte helt klart vad som bör räknas som den parallella längden, i rapporten används sträckan 80 mm som parallell längd vilket innebär att draghastigheten skall vara 1.2 mm/min. Denna hastighet går inte att ställa in i testriggen så därför användes draghastigheten 2 mm/min i det andra försöket. Denna hastighet är antagligen närmst den hastighet som kommer att användas i det jämförande testet. vv cc = LL cc ee LL cc Ekvation 1 Töjningen mättes med en 12.5 mm extensometer med mätområdet ± 5 mm, se Figur 1. Figur 1: Dragprov med extensometer med 12.5 mm i mätlängd. I det första försöket förlängdes provet utanför mätområdet. Det gick inte att mäta förlängningen vid brott så vid det andra försöket användes även en 50 mm extensometer med ett större mätområde, mm, se Figur 2. 1 Metallic materials - Tensile testing -Part 1: Method of test at room temperature. 72

80 Figur 2: Dragprov med extensometer med 12.5 och 50 mm i mätlängd. Testriggen samlar in data över dragkraften och förlängningen av extensometrarna varje sekund. Dessa värden används, tillsammans med provstavens geometri för att räkna ut spänning, σ, och töjning, ε. För att ta hänsyn till den minskande tvärsnittsarean vid förlängning av provstaven beräknas den sanna spänningen och töjningen genom Ekvation 2-3. σσ tt = σσ(1 + εε) Ekvation 2 εε tt = ln(1 + εε) Ekvation 3 Resultatet av de två analyserade proverna kan ses i Tabell 1 och Figur 3. Tabell 1 Resultat av genomförda dragprov i materialet CW602N i Lund. CW602N, Lund Brottspänning [MPa] Brottöjning (%) E-Modul [GPa] Rp0.2 % [MPa] Prov Prov Medelvärde Materialen visade inte någon tydlig sträckgräns så därför har R p0.2% beräknats. Urvalet i testserien blev väldigt litet, brottöjningen gick endast att ett mäta på ett av proven och i och med att den sanna spänningen är beroende av töjningen bör mätosäkerheten i den senare delen av prov 1 vara stor. Mätningarna i det elastiska 73
81 området bör ha blivit något bättre eftersom töjningarna där är relativt små så båda mätningarna kan räknas in där och spridningen av mätvärdena för E-modul och R p0.2% är liten. Tabell 2: Resultat av genomförda dragprov i materialet CW602N i Gusum. CW602N, Gusum Brottspänning [MPa] Brottöjning (%) Rp [MPa] Hårdhet [HB] Prov Prov Prov Medelvärde 355, ,7 103,7 Resultaten av dragproverna skiljer sig väsentligt åt, speciellt för värdet på brottspänning. Dragprov i bland annat CW602N med geometri enligt Figur har gjorts inom ramen för ett examensarbete vid LTH av Erik Lundström 2013 hos Industriellt Utvecklingscentrum i Olofström 2. Resultaten finns av de dragproven finns redovisade i Tabell 3 och värdena för brottspänningen ligger mellan värdena framtagna i Lund och Gusum så det är svårt att se vilket av värdena som ligger närmast sanningen. Tabell 3: Resultat av dragprov gjorda på IUC. Brottspänning [MPa] Brottöjning (%) Rp0.2 % [MPa] CW602N 452,6 26,5 187,3 2 E. Lundström, Användning av blyfri mässing vid tillverkning av armaturkomponenter
82 Figur 3: Sann spänning/töjningsdiagram för proverna i CW602N. CuZn40Mn2 Dragprov har även gjorts i ett annat mässingsmaterial. Materialet finns inte listat i ENs numeriska beteckningssystem men har den kemiska sammansättningen CuZn40Mn2. Dragproven utfördes på samma sätt som beskrivits för CW602N men endast en extensometer med mätlängden ± 5 mm och draghastigheten 2 mm/min har använts. Provstavarna i försöken har geometrin som visas i Figur 4. Provstavarna är varmsmidda till önskad form och efter avskäggning har klippkanten rundats av med radien 1 mm. Tre dragprov genomfördes. 75
83 Mätdatan för dragproven behandlades på samma sätt som för CW602N och resultaten visas i Tabell 4-5 och spänning/töjningsdiagramet för proverna kan ses i Figur 5. Det förekommer viss spridning i mätdatan, speciellt i det plastiska området och det är i nuläget inte klarlagt vad det kan bero på. Resultaten av försöken i CuZn40Mn2 skiljer sig också markant åt på ungefär samma sätt som CW602N och det finns inga andra testdata att tillgå för analysen. Tabell 4: Resultat av genomförda dragprov i materialet CuZN40Mn2 i Lund. CuZn40Mn2, Lund Figur 4: Provstavens geometri Brottspänning [MPa] Brottöjning (%) E-Modul [GPa] Rp0.2 % [MPa] Prov Prov Prov Medelvärde ,
84 Tabell 5: Resultat av genomförda dragprov i materialet CuZN40Mn2 i Gusum. CuZn40Mn2, Gusum Brottspänning [MPa] Brottöjning (%) Rp [MPa] Hårdhet [HB] Prov , Prov , Prov , Medelvärde 422,3 42,1 258,7 116,3 Slutsats Figur 5: Sann spänning/töjningsdiagram för proverna i CuZn40Mn2 Från testserierna går det inte att entydigt uttala sig om materialens hållfasthetsegenskaper ifrån utförda tester. De uppmätta värdena skiljer sig markant åt. Materialdatan från IUC behandlas i rapporten som referensvärden, eftersom de är utförda av personal med stor erfarenhet av dragprov och uppmätta med modern utrustning. Vid jämförelse med testresultat från IUC går det inte heller att se vilken testmetod som ger mest korrekt resultat. När töjningarna mättes med den stora extensometern med 50 mm mätområde stämde värdet väl överens med värdena från ICU, men endast ett prov genomfördes med den mätutrustningen så det är svårt att dra slutsatser från provet. 77
85 78
86 Bilaga B - Dragprov I denna bilaga presenteras de dragprov som metodbeskrivs i avsnitt Dragprov, samt där resultaten presenteras i avsnitt Dragprov, som genomsnittliga linjära trendlinjer. Även de resultat som presenteras i avsnitt 5.6 Smörjmedel, är bifogade i denna bilaga. CW614N σσ [MPa] CW614N B1 CW614N B2 CW614N B3 Linjär Trendlinje B1 Linjär Trendlinje B2 Linjär Trendlinje B ,03% 0,08% 0,18% 0,28% εε Figur 1: Diagram över dragprov samt linjära trendlinjer för CW614N Blandade spånor. Tabell 1: Data för trendlinjer och dess R 2 -värde för CW614N Blandade spånor. Trendlinje R 2 -värde CW614N B1 y =64651x + 8,8588 0,9666 CW614N B2 y =44956x + 13,767 0,9637 CW614N B3 y =76727x + 18,751 0,952 79
87 σσ [MPa] CW614N 0,5 1 CW614N 0,5 2 CW614N 0,5 3 Linjär Trendlinje 0,5 1 Linjär Trendlinje 0,5 2 Linjär Trendlinje 0, ,03% 0,03% 0,08% 0,13% 0,18% 0,23% εε Figur 2: Diagram över dragprov samt linjära trendlinjer för CW614N 0,5-1 mm spånor. Tabell 2: Data för trendlinjer och dess R 2 -värde för CW614N 0,5-1 mm spånor. Trendlinje R 2 -värde CW614N 0,5 1 y=46510x + 15,183 0,9853 CW614N 0,5 2 y=56233x + 17,121 0,9843 CW614N 0,5 3 y=55622x + 10,925 0,
88 140 σσ [MPa] CW614N 0,3 1 CW614N 0,3 2 CW614N 0,3 3 Värmd 2h 350C Linjär Trendlinje 0,3 1 Linjär Trendlinje 0,3 2 Linjär Trendlinje 0, ,03% 0,18% 0,38% 0,58% εε Figur 3: Diagram över dragprov samt linjära trendlinjer för CW614N 0,3-0,5 mm spånor. Tabell 3: Data för trendlinjer och dess R 2 -värde för CW614N 0,3-0,5 mm spånor. Trendlinje R 2 -värde CW614N 0,3 1 y =60739x + 16,402 0,9228 CW614N 0,3 2 y =75469x + 10,711 0,9831 CW614N 0,3 3 Värmd 2h 350C y =75468x + 15,067 0,
89 σσ [MPa] CW614N 0,2 1 CW614N 0,2 2 CW614N 0,2 3 Linjär Trendlinje 0,2 1 Linjär Trendlinje 0,2 2 Linjär Trendlinje 0, ,03% 0,08% 0,18% εε 0,28% 0,38% Figur 4: Diagram över dragprov samt linjära trendlinjer för CW614N 0,2-0,3 mm spånor. Tabell 4: Data för trendlinjer och dess R 2 -värde för CW614N 0,2-0,3 mm spånor. Trendlinje R 2 -värde CW614N 0,2 1 y=45255x + 15,184 0,9634 CW614N 0,2 2 y=69091x + 5,7842 0,9852 CW614N 0,2 3 y=74898x + 16,771 0,
90 CW724R σσ [MPa] CW724R B1 CW724R B2 CW724R B3 Linjär Trendlinje B1 Linjär Trendlinje B2 Linjär Trendlinje B ,03% 0,03% 0,08% 0,13% 0,18% 0,23% εε Figur 5: Diagram över dragprov samt linjära trendlinjer för CW724R Blandade spånor. Tabell 5: Data för trendlinjer och dess R 2 -värde för CW724R Blandade spånor. Trendlinje R 2 -värde CW724R B1 y=127194x + 17,736 0,9718 CW724R B2 y = 76532x + 6,0939 0,9778 CW724R B3 y = 63438x + 9,2047 0,
91 σσ [MPa] ,03% 0,08% 0,18% 0,28% 0,38% εε CW724R 0,5 1 CW724R 0,5 2 * Linjär Trendlinje 0,5 1 Linjär Trendlinje 0,5 2 Figur 6: Diagram över dragprov samt linjära trendlinjer för CW724R 0,5-1 mm spånor. Tabell 6: Data för trendlinjer och dess R 2 -värde för CW724R 0,5-1 mm spånor. Trendlinje R 2 -värde CW724R 0,5 1 y = 89947x + 9,1503 0,993 CW724R 0,5 2 y = 63018x + 4,7934 0,996 84
92 σσ [MPa] ,03% 0,08% 0,18% 0,28% εε 0,38% 0,48% CW724R 0,3 2 Värmd 2h 350C * CW724R 0,3 3 Linjär Trendlinje 0,3 2 Linjär Trendlinje 0,3 3 Figur 7: Diagram över dragprov samt linjära trendlinjer för CW724R 0,3-0,5 mm spånor. Tabell 7: Data för trendlinjer och dess R 2 -värde för CW724R 0,3-0,5 mm spånor. Trendlinje R 2 -värde CW724R 0,3 2 y = 74596x + 21,92 0,9642 CW724R 0,3 3 y = 63730x + 28,566 0,
93 Bilaga C - Provstavsgeometri 86
94 87

95 Bilaga D Instruktioner för montering och trycktest 88
96 89
97 Bilaga E Översikt av mikrostruktur 90

98 91
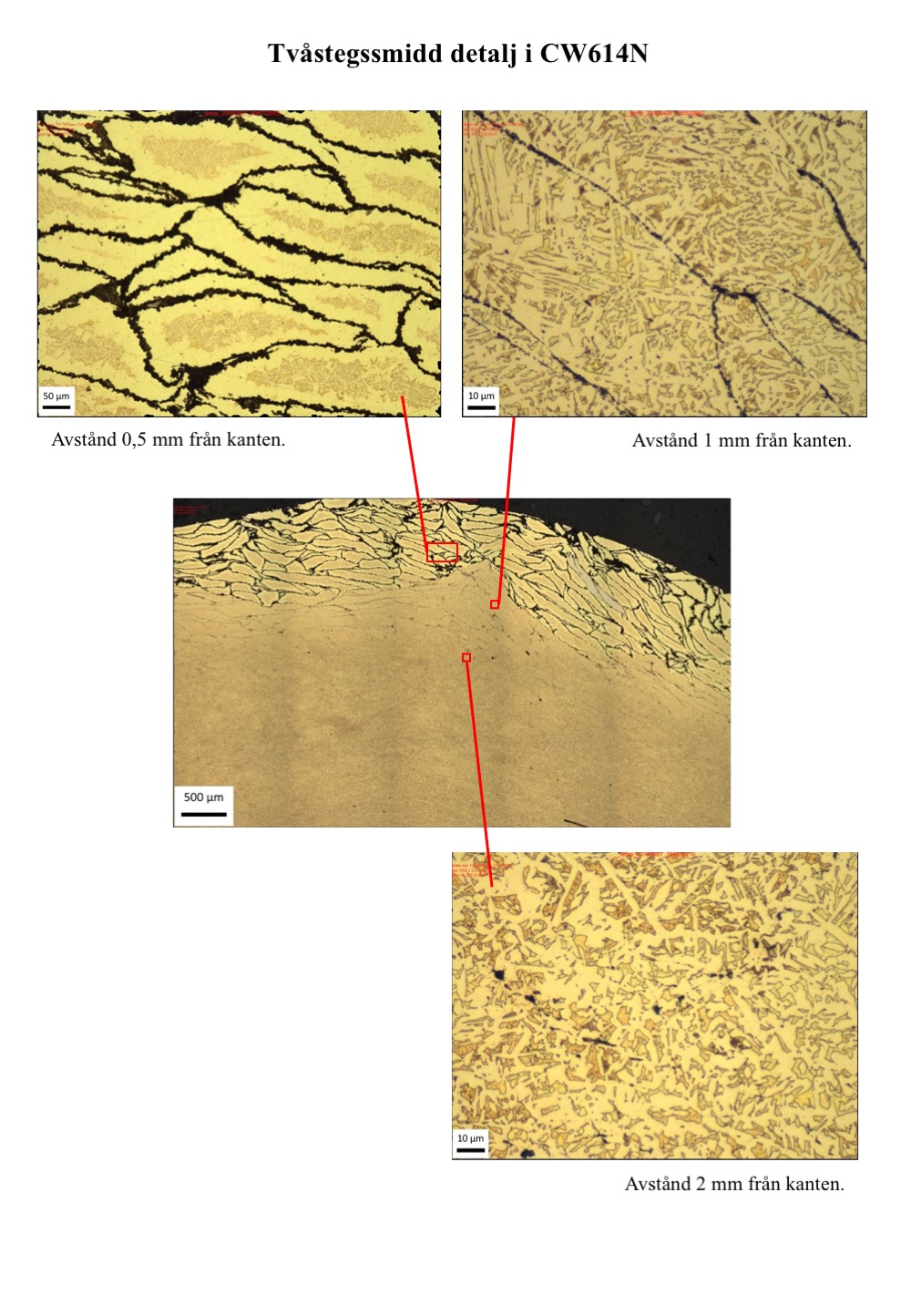
99 92
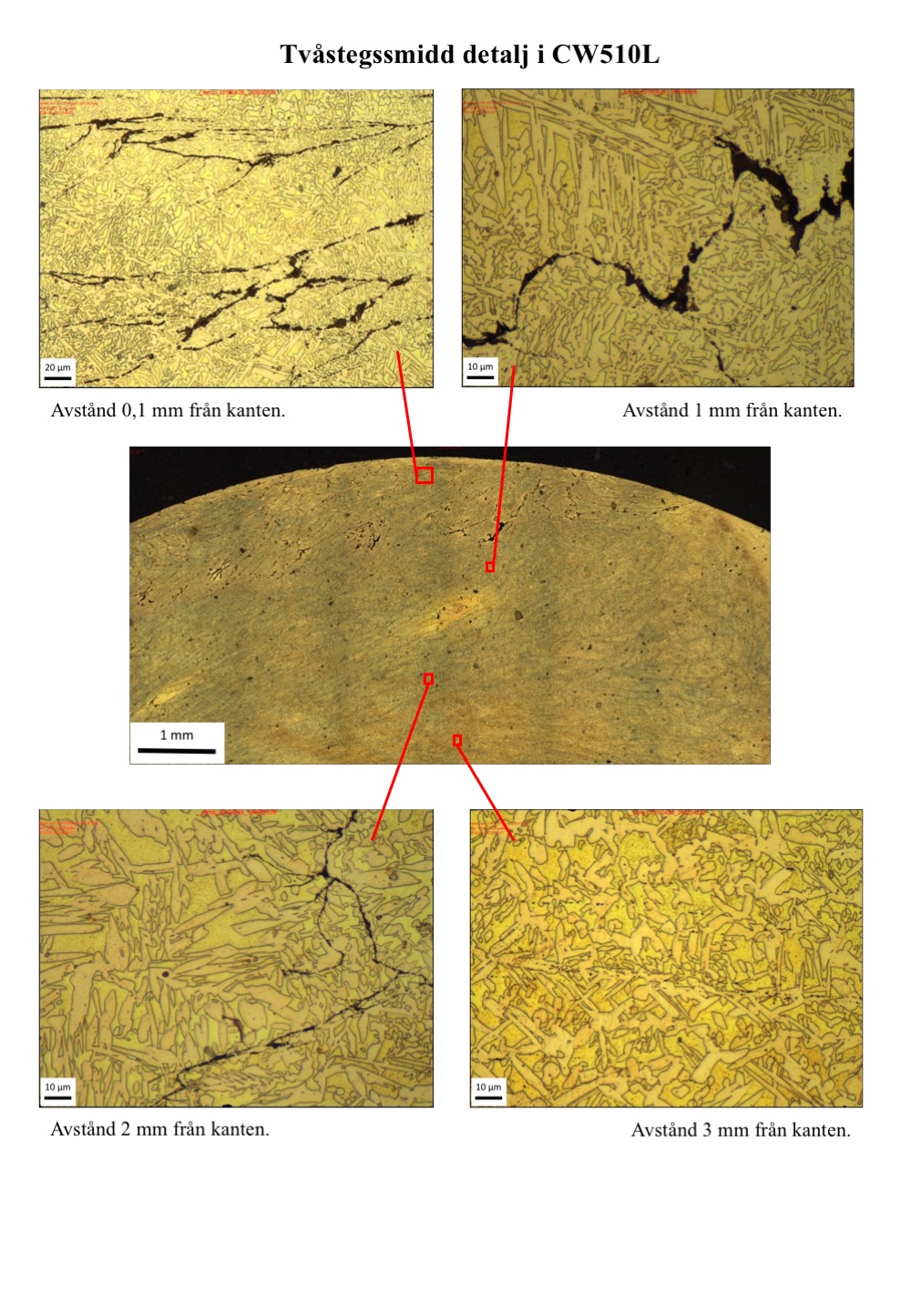
100 93
Dragprov, en demonstration
 Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
2 Tillverkning av metallpulver vid Höganäs anläggningar... 3 2.1 Svampverket... 4 2.2 Pulververket... 4 2.3 Distaloyverket... 5
 Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083
 GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
Lathund fo r rapportskrivning: LATEX-mall. F orfattare Institutionen f or teknikvetenskap och matematik
 Lathund fo r rapportskrivning: LATEX-mall F orfattare forfattare@student.ltu.se Institutionen f or teknikvetenskap och matematik 31 maj 2017 1 Sammanfattning Sammanfattningen är fristående från rapporten
Lathund fo r rapportskrivning: LATEX-mall F orfattare forfattare@student.ltu.se Institutionen f or teknikvetenskap och matematik 31 maj 2017 1 Sammanfattning Sammanfattningen är fristående från rapporten
Belastningsanalys, 5 poäng Tvärkontraktion Temp. inverkan Statiskt obestämd belastning
 Tvärkontraktion När en kropp belastas med en axiell last i en riktning förändras längden inte bara i den lastens riktning Det sker en samtidig kontraktion (sammandragning) i riktningar tvärs dragriktningen.
Tvärkontraktion När en kropp belastas med en axiell last i en riktning förändras längden inte bara i den lastens riktning Det sker en samtidig kontraktion (sammandragning) i riktningar tvärs dragriktningen.
Kopparsmälta från Hagby
 UV GAL PM 2013:02 GEOARKEOLOGISK UNDERSÖKNING Kopparsmälta från Hagby Kemisk analys av en smälta Småland, Kalmar kn, Hagby sn, Lokal 29, RAÄ 146 Lena Grandin Innehåll Sammanfattning... 5 Abstract... 5
UV GAL PM 2013:02 GEOARKEOLOGISK UNDERSÖKNING Kopparsmälta från Hagby Kemisk analys av en smälta Småland, Kalmar kn, Hagby sn, Lokal 29, RAÄ 146 Lena Grandin Innehåll Sammanfattning... 5 Abstract... 5
Fatigue Properties in Additive manufactured Titanium & Inconell
 Fatigue Properties in Additive manufactured Titanium & Inconell UTMIS, Jönköping, 6/2-2018 PÄR JOHANNESSON, TORSTEN SJÖGREN Research Institutes of Sweden RISE Safety and Transport Mechanics Research 2015
Fatigue Properties in Additive manufactured Titanium & Inconell UTMIS, Jönköping, 6/2-2018 PÄR JOHANNESSON, TORSTEN SJÖGREN Research Institutes of Sweden RISE Safety and Transport Mechanics Research 2015
Härdningsmekanismer OBS: Läs igenom handledningen för laborationen.
 Härdningsmekanismer OBS: Läs igenom handledningen för laborationen. Postadress Box 118 Besöksadress Ole Römers väg 1 växel 046-222 00 00 Telefax 046-222 46 20 Internet http://www.materal.lth.se ALLMÄNT
Härdningsmekanismer OBS: Läs igenom handledningen för laborationen. Postadress Box 118 Besöksadress Ole Römers väg 1 växel 046-222 00 00 Telefax 046-222 46 20 Internet http://www.materal.lth.se ALLMÄNT
Forma komprimerat trä
 Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic
 PM Strängpressning Individuell inlämningsuppgift Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic 1 Innehåll Inledning och Bakgrund... 3 Vad innebär Strängpressning?... 4 Hur går
PM Strängpressning Individuell inlämningsuppgift Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic 1 Innehåll Inledning och Bakgrund... 3 Vad innebär Strängpressning?... 4 Hur går
Europanorm Sverige ISO Danmark Finland Norge Tyskland Storbritannien
 Jämförelse mellan tidigare svensk och utländsk standard Europanorm Sverige ISO Danmark Finland Norge Tyskland Storbritannien SS DS SFS NS DIN BS Kemiska symboler CW502L CuZn15 5112 CuZn15 5112 2916 16108
Jämförelse mellan tidigare svensk och utländsk standard Europanorm Sverige ISO Danmark Finland Norge Tyskland Storbritannien SS DS SFS NS DIN BS Kemiska symboler CW502L CuZn15 5112 CuZn15 5112 2916 16108
Plastisk bearbetning. Prof. François Rondé-Oustau Göran Karlsson
 Plastisk bearbetning Prof. François Rondé-Oustau Göran Karlsson Vad är plastisk bearbetning? Materialet sträcks över elasticitetsgränsen. Formad detalj har i stort sett samma volym som utgångsämnet. Skiljer
Plastisk bearbetning Prof. François Rondé-Oustau Göran Karlsson Vad är plastisk bearbetning? Materialet sträcks över elasticitetsgränsen. Formad detalj har i stort sett samma volym som utgångsämnet. Skiljer
ANALYS AV TVÅ TYPER AV NICKELPULVER
 ANALYS AV TVÅ TYPER AV NICKELPULVER SEM OCH EDS 1 ANALYS CURT EDSTRÖM, RALON JAN-ERIK NOWACKI, KTH, TILLÄMPAD TERMODYNAMIK 2013-01-17 1 EDS- Energy Dispersive X-ray Spectroscopy, http://en.wikipedia.org/wiki/energydispersive_x-ray_spectroscopy
ANALYS AV TVÅ TYPER AV NICKELPULVER SEM OCH EDS 1 ANALYS CURT EDSTRÖM, RALON JAN-ERIK NOWACKI, KTH, TILLÄMPAD TERMODYNAMIK 2013-01-17 1 EDS- Energy Dispersive X-ray Spectroscopy, http://en.wikipedia.org/wiki/energydispersive_x-ray_spectroscopy
FASDIAGRAM OBS: Läs igenom handledningen före laborationen.
 FASDIAGRAM OBS: Läs igenom handledningen före laborationen. Avdelningen för materialteknik, LTH Postadress Box 118 Besöksadress Ole Römers väg 1 http://www.material.lth.se SYFTE Syftet med den här laborationen
FASDIAGRAM OBS: Läs igenom handledningen före laborationen. Avdelningen för materialteknik, LTH Postadress Box 118 Besöksadress Ole Römers väg 1 http://www.material.lth.se SYFTE Syftet med den här laborationen
Användning av blyfri mässing vid tillverkning av armaturkomponenter
 CODEN:LUTMDN/(TMMV-5262)/1-52/2013 Användning av blyfri mässing vid tillverkning av armaturkomponenter Erik Lundström Lund 2013-10-23 INSTITUTIONEN FÖR MASKINTEKNOLOGI AVDELNINGEN FÖR INDUSTRIELL PRODUKTION
CODEN:LUTMDN/(TMMV-5262)/1-52/2013 Användning av blyfri mässing vid tillverkning av armaturkomponenter Erik Lundström Lund 2013-10-23 INSTITUTIONEN FÖR MASKINTEKNOLOGI AVDELNINGEN FÖR INDUSTRIELL PRODUKTION
KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER
 KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER Tomas Walander 1 1 Materialmekanik, Högskolan i Skövde, Box 408, 541 28 Skövde, e-post: tomas.walander@his.se Bild 1 END NOTCH
KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER Tomas Walander 1 1 Materialmekanik, Högskolan i Skövde, Box 408, 541 28 Skövde, e-post: tomas.walander@his.se Bild 1 END NOTCH
Introduktion till CES
 Introduktion till CES TMKM14 Konstruktionsmaterial, IEI Linköpings universitet HT 2014 Inledning Den här labben består av två uppgifter. Den första är avsedd att fungera som en introduktion till CES och
Introduktion till CES TMKM14 Konstruktionsmaterial, IEI Linköpings universitet HT 2014 Inledning Den här labben består av två uppgifter. Den första är avsedd att fungera som en introduktion till CES och
Additiv tillverkning på Siemens Industrial Turbomachinery AB
 FOP:s Vårkonferens i Göteborg, april 2015 Additiv tillverkning på Siemens Industrial Turbomachinery AB Answers for energy. Additiv tillverkning på Siemens Industrial Turbomachinery AB Our goal is to ensure
FOP:s Vårkonferens i Göteborg, april 2015 Additiv tillverkning på Siemens Industrial Turbomachinery AB Answers for energy. Additiv tillverkning på Siemens Industrial Turbomachinery AB Our goal is to ensure
Vätebränsle. Namn: Rasmus Rynell. Klass: TE14A. Datum: 2015-03-09
 Vätebränsle Namn: Rasmus Rynell Klass: TE14A Datum: 2015-03-09 Abstract This report is about Hydrogen as the future fuel. I chose this topic because I think that it s really interesting to look in to the
Vätebränsle Namn: Rasmus Rynell Klass: TE14A Datum: 2015-03-09 Abstract This report is about Hydrogen as the future fuel. I chose this topic because I think that it s really interesting to look in to the
Utveckling av Laser- och Ultraljudsbaserade metoder för förbättrad processövervakning. Tania Irebo tania.irebo@swerea.se
 Utveckling av Laser- och Ultraljudsbaserade metoder för förbättrad processövervakning Tania Irebo tania.irebo@swerea.se Innehåll Vad vi gör på APMO (Analytisk Processövervakning) - våra tekniker : LUS,
Utveckling av Laser- och Ultraljudsbaserade metoder för förbättrad processövervakning Tania Irebo tania.irebo@swerea.se Innehåll Vad vi gör på APMO (Analytisk Processövervakning) - våra tekniker : LUS,
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Design och Miljö Cleantech Maj 2010
 Design och miljön Hur kan design bidra till en bättre miljö? Elisabeth Ramel-Wåhrberg 01 INSIGHTS 02 STRATEGIES 03 CONCEPTS 04 ACTION 05 FEEDBACK 2010-05-11 We Vi designar are world lösningar leading
Design och miljön Hur kan design bidra till en bättre miljö? Elisabeth Ramel-Wåhrberg 01 INSIGHTS 02 STRATEGIES 03 CONCEPTS 04 ACTION 05 FEEDBACK 2010-05-11 We Vi designar are world lösningar leading
Att planera bort störningar
 ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
RULLPOLERING S.C.A.M.I.
 S.C.A.M.I. Katalog 2011 2 Rullpolering är en plastisk bearbetning. Genom rullens tryck omfördelas material plastiskt och därmed uppnås en god ytjämnhet. Bearbetningen reducerar dessutom porer och repor
S.C.A.M.I. Katalog 2011 2 Rullpolering är en plastisk bearbetning. Genom rullens tryck omfördelas material plastiskt och därmed uppnås en god ytjämnhet. Bearbetningen reducerar dessutom porer och repor
Material föreläsning 4. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Skärande bearbetning med Castrol-produkter ger dig: Skärande bearbetning
 Skärande bearbetning Skärande bearbetning I de flesta skäroperationer krävs en skärvätska som kyler skärstället, transporterar bort spånor, minskar verktygsslitaget, ökar produktiviteten och säkerställer
Skärande bearbetning Skärande bearbetning I de flesta skäroperationer krävs en skärvätska som kyler skärstället, transporterar bort spånor, minskar verktygsslitaget, ökar produktiviteten och säkerställer
Skärteknisk provning Lågblyhaltig mässing KINNANDER, ANDERS SVENNINGSSON, INGE (KONSULT) CEDERGREN, STEFAN SUNDKVIST, ROBIN. Utgåva 1.
 CEDERGREN, STEFAN SUNDKVIST, ROBIN. Utgåva 1.") Utgåva 1. 2012-11-09 Skärteknisk provning Lågblyhaltig mässing KINNANDER, ANDERS SVENNINGSSON, INGE (KONSULT) CEDERGREN, STEFAN SUNDKVIST, ROBIN Institutionen för material och tillverkningsteknik CHALMERS
Utgåva 1. 2012-11-09 Skärteknisk provning Lågblyhaltig mässing KINNANDER, ANDERS SVENNINGSSON, INGE (KONSULT) CEDERGREN, STEFAN SUNDKVIST, ROBIN Institutionen för material och tillverkningsteknik CHALMERS
Metaller och legeringar
 Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Varmförzinkning av höghållfasta stål - en utmaning. Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe
 Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
Viktigt! Glöm inte att skriva Tentamenskod på alla blad du lämnar in.
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAI16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 171027 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAI16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 171027 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer
 Results of FFI HP projects at a workshop for machining of transmission parts 1 Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer Sven Hjelm Mats Bagge Global Industrial
Results of FFI HP projects at a workshop for machining of transmission parts 1 Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer Sven Hjelm Mats Bagge Global Industrial
ALLOY 600 UNS N06600, , NiCr15Fe
 ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
Basis for Environmental Product Declaration Smart Development Sweden
 Nr C 420 Juni 2019 Basis for Environmental Product Declaration Smart Development Sweden - Slutrapport av delprojekt inom GrönBostad Stockholm Jacob Lindberg, Diego Peñaloza Författare: Jacob Lindberg och
Nr C 420 Juni 2019 Basis for Environmental Product Declaration Smart Development Sweden - Slutrapport av delprojekt inom GrönBostad Stockholm Jacob Lindberg, Diego Peñaloza Författare: Jacob Lindberg och
Självkörande bilar. Alvin Karlsson TE14A 9/3-2015
 Självkörande bilar Alvin Karlsson TE14A 9/3-2015 Abstract This report is about driverless cars and if they would make the traffic safer in the future. Google is currently working on their driverless car
Självkörande bilar Alvin Karlsson TE14A 9/3-2015 Abstract This report is about driverless cars and if they would make the traffic safer in the future. Google is currently working on their driverless car
Grönsaksundersökning
 1(12) Miljöförvaltningen Grönsaksundersökning Blyhalt i sallat och grönkål i Landskrona 2017 Emilie Feuk Miljöinspektör Rapport 2018:1 Januari 2018 2(12) SAMMANFATTNING Den högsta blyhalten i sallat 2017
1(12) Miljöförvaltningen Grönsaksundersökning Blyhalt i sallat och grönkål i Landskrona 2017 Emilie Feuk Miljöinspektör Rapport 2018:1 Januari 2018 2(12) SAMMANFATTNING Den högsta blyhalten i sallat 2017
Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen
 Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 400 UNS N04400, NiCu30Fe, 2.4360 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 400 (UNS benämning N04400) är en nickel-koppar legering med hög mekanisk
ALLOY 400 UNS N04400, NiCu30Fe, 2.4360 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 400 (UNS benämning N04400) är en nickel-koppar legering med hög mekanisk
Boiler with heatpump / Värmepumpsberedare
 Boiler with heatpump / Värmepumpsberedare QUICK START GUIDE / SNABBSTART GUIDE More information and instruction videos on our homepage www.indol.se Mer information och instruktionsvideos på vår hemsida
Boiler with heatpump / Värmepumpsberedare QUICK START GUIDE / SNABBSTART GUIDE More information and instruction videos on our homepage www.indol.se Mer information och instruktionsvideos på vår hemsida
AVZINKNING EN VATTENSKADERISK
 AVZINKNING EN VATTENSKADERISK Aino Pelto-Huikko Nordisk vandskade seminar 29.8.201 MÄSSINGKOMPONENTERS AVZINKNING OCH VATTENSKADOR Avzinkning av mässing Hur vattenkvalitet påverkar på avzinkning Case study:
AVZINKNING EN VATTENSKADERISK Aino Pelto-Huikko Nordisk vandskade seminar 29.8.201 MÄSSINGKOMPONENTERS AVZINKNING OCH VATTENSKADOR Avzinkning av mässing Hur vattenkvalitet påverkar på avzinkning Case study:
Miniräknare + Formelblad (vidhäftat i tesen) 50 p
 50 p") Tillverkningsmetoder Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen A137TG TGIAF15h TGIEO16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2017-03-17 Tid: 09:00 14:00 Hjälpmedel: Miniräknare
Tillverkningsmetoder Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen A137TG TGIAF15h TGIEO16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2017-03-17 Tid: 09:00 14:00 Hjälpmedel: Miniräknare
50 poäng. Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
PPU408 HT15. Aluminium. Lars Bark MdH/IDT 2015-12-03
 Aluminium 1 1807 1824 1886 - Engelsmannen Humphrey Davy (1778-1829) insåg att metallen måste finnas men lyckades inte framställa den. - Han gav den dock namnet Aluminum. - Den danske vetenskapsmannen H.
Aluminium 1 1807 1824 1886 - Engelsmannen Humphrey Davy (1778-1829) insåg att metallen måste finnas men lyckades inte framställa den. - Han gav den dock namnet Aluminum. - Den danske vetenskapsmannen H.
CorEr. Boden Energi AB utför prov med CoreEr i sopförbrännigspanna
 CorEr Boden Energi AB utför prov med CoreEr i sopförbrännigspanna År 2007 startade Boden Energi AB sin senaste sopförbränningspanna av typen Roster, levererad av B&W Volund. Pannan förbränner cirka 50
CorEr Boden Energi AB utför prov med CoreEr i sopförbrännigspanna År 2007 startade Boden Energi AB sin senaste sopförbränningspanna av typen Roster, levererad av B&W Volund. Pannan förbränner cirka 50
SANERING AV OSKARSHAMNS HAMNBASSÄNG
 Sanering av hamnbassängen i Oskarshamn SANERING AV OSKARSHAMNS HAMNBASSÄNG Beräkning av frigörelse av metaller och dioxiner i inre hamnen vid fartygsrörelser Rapport nr Oskarshamns hamn 2010:7 Oskarshamns
Sanering av hamnbassängen i Oskarshamn SANERING AV OSKARSHAMNS HAMNBASSÄNG Beräkning av frigörelse av metaller och dioxiner i inre hamnen vid fartygsrörelser Rapport nr Oskarshamns hamn 2010:7 Oskarshamns
POLYMERER OBS: Läs igenom handledningen före laborationen.
 POLYMERER OBS: Läs igenom handledningen före laborationen. Avdelningen för materialteknik, LTH Postadress Box 118 Besöksadress Ole Römers väg 1 http://www.material.lth.se Målet med laborationen är förstå
POLYMERER OBS: Läs igenom handledningen före laborationen. Avdelningen för materialteknik, LTH Postadress Box 118 Besöksadress Ole Römers väg 1 http://www.material.lth.se Målet med laborationen är förstå
Material föreläsning 8. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 8 HT2 7,5 p halvfart Janne Carlsson Tisdag 13:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Mikrostrukturen i material, fasdiagram ch 19.1-4 GLU 2 Paus Processning av
Material föreläsning 8 HT2 7,5 p halvfart Janne Carlsson Tisdag 13:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Mikrostrukturen i material, fasdiagram ch 19.1-4 GLU 2 Paus Processning av
Rostfritt stål SS-stål Stainless steel SS steel 25 84
 SVENSK STANDARD SS 14 25 84 Fastställd 2002-11-15 Utgåva 3 Rostfritt stål SS-stål 25 84 Stainless steel SS steel 25 84 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
SVENSK STANDARD SS 14 25 84 Fastställd 2002-11-15 Utgåva 3 Rostfritt stål SS-stål 25 84 Stainless steel SS steel 25 84 ICS 77.080.20 Språk: svenska Tryckt i december 2002 Copyright SIS. Reproduction in
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 12:e Februari 10:15 12:00 Föreläsning M4 KPP045 Material-delen Förmiddagens agenda Introduktion till fasta lösningar och fasdiagram Stelning : Kapitel 9 fortsättning
Material VT1 1,5 p Janne Färm Torsdag 12:e Februari 10:15 12:00 Föreläsning M4 KPP045 Material-delen Förmiddagens agenda Introduktion till fasta lösningar och fasdiagram Stelning : Kapitel 9 fortsättning
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 625 UNS N06625, NiCr22Mo9Nb, 2.4856 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 625 (UNS beteckning N06625) är en nickel-krom-molybden-legering
ALLOY 625 UNS N06625, NiCr22Mo9Nb, 2.4856 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 625 (UNS beteckning N06625) är en nickel-krom-molybden-legering
Belastningsanalys, 5 poäng Töjning Materialegenskaper - Hookes lag
 Töjning - Strain Töjning har med en kropps deformation att göra. Genom ett materials elasticitet ändras dess dimensioner när det belastas En lång kropp förlängs mer än en kort kropp om tvärsnitt och belastning
Töjning - Strain Töjning har med en kropps deformation att göra. Genom ett materials elasticitet ändras dess dimensioner när det belastas En lång kropp förlängs mer än en kort kropp om tvärsnitt och belastning
Teknikprogrammet Klass TE14A, Norrköping. Jacob Almrot. Självstyrda bilar. Datum: 2015-03-09
 Teknikprogrammet Klass TE14A, Norrköping. Jacob Almrot Självstyrda bilar Datum: 2015-03-09 Abstract This report is about when you could buy a self-driving car and what they would look like. I also mention
Teknikprogrammet Klass TE14A, Norrköping. Jacob Almrot Självstyrda bilar Datum: 2015-03-09 Abstract This report is about when you could buy a self-driving car and what they would look like. I also mention
Grönsaksundersökning Blyhalt i sallat och grönkål i Landskrona 2015
 1(11) Miljöförvaltningen Grönsaksundersökning Blyhalt i sallat och grönkål i Landskrona 2015 Emilie Feuk Miljöinspektör Rapport 2016:5 Februari 2016 2(11) Sammanfattning av årets grönsaksundersökning 2015
1(11) Miljöförvaltningen Grönsaksundersökning Blyhalt i sallat och grönkål i Landskrona 2015 Emilie Feuk Miljöinspektör Rapport 2016:5 Februari 2016 2(11) Sammanfattning av årets grönsaksundersökning 2015
Grundämnesföroreningar
 Grundämnesföroreningar Läkemedelsverkets erfarenheter av ICH Q3D Sven-Erik Hillver Disposition Erfarenheter av hur ansökningarna ser ut Vad förväntar sig utredaren Vad pågår inom ICH idag ICH Q3D kvalitet
Grundämnesföroreningar Läkemedelsverkets erfarenheter av ICH Q3D Sven-Erik Hillver Disposition Erfarenheter av hur ansökningarna ser ut Vad förväntar sig utredaren Vad pågår inom ICH idag ICH Q3D kvalitet
Sammanfattning. Sida 1 av 7
 Sammanfattning Forskning och utveckling, Global Development, är en del av Höganäs AB, moderbolaget, och dess verksamhet bedrivs i separata laboratorie- och experimenthallar. Verksamheten utgörs huvudsakligen
Sammanfattning Forskning och utveckling, Global Development, är en del av Höganäs AB, moderbolaget, och dess verksamhet bedrivs i separata laboratorie- och experimenthallar. Verksamheten utgörs huvudsakligen
Termisk åldring av rostfritt gjutstål
 Termisk åldring av rostfritt gjutstål Interaktionen mellan mikrostruktur och mekaniska egenskaper Martin Bjurman (Studsvik/KTH) Pål Efsing (KTH) Introduktion Stora tryckbärande komponenter är av tillverkningstekniska
Termisk åldring av rostfritt gjutstål Interaktionen mellan mikrostruktur och mekaniska egenskaper Martin Bjurman (Studsvik/KTH) Pål Efsing (KTH) Introduktion Stora tryckbärande komponenter är av tillverkningstekniska
Ett hållbart boende A sustainable living. Mikael Hassel. Handledare/ Supervisor. Examiner. Katarina Lundeberg/Fredric Benesch
 Ett hållbart boende A sustainable living Mikael Hassel Handledare/ Supervisor Examinator/ Examiner atarina Lundeberg/redric Benesch Jes us Azpeitia Examensarbete inom arkitektur, grundnivå 15 hp Degree
Ett hållbart boende A sustainable living Mikael Hassel Handledare/ Supervisor Examinator/ Examiner atarina Lundeberg/redric Benesch Jes us Azpeitia Examensarbete inom arkitektur, grundnivå 15 hp Degree
Betongprovning Hårdnad betong Elasticitetsmodul vid tryckprovning. Concrete testing Hardened concrete Modulus of elasticity in compression
 SVENSK STANDARD Fastställd 2005-02-18 Utgåva 2 Betongprovning Hårdnad betong Elasticitetsmodul vid tryckprovning Concrete testing Hardened concrete Modulus of elasticity in compression ICS 91.100.30 Språk:
SVENSK STANDARD Fastställd 2005-02-18 Utgåva 2 Betongprovning Hårdnad betong Elasticitetsmodul vid tryckprovning Concrete testing Hardened concrete Modulus of elasticity in compression ICS 91.100.30 Språk:
Sara Skärhem Martin Jansson Dalarna Science Park
 Sara Skärhem Martin Jansson Dalarna Science Park Sara Skärhem Martin Jansson Vad är innovation? På Wikipedia hittar man: En innovation är en ny idé, till exempel i form av en produkt, lösning, affärsidé,
Sara Skärhem Martin Jansson Dalarna Science Park Sara Skärhem Martin Jansson Vad är innovation? På Wikipedia hittar man: En innovation är en ny idé, till exempel i form av en produkt, lösning, affärsidé,
Materialens påverkan på dricksvatten. Olivier Rod olivier.rod@swerea.se
 Materialens påverkan på dricksvatten Olivier Rod olivier.rod@swerea.se Swerea KIMAB experter inom metalliska material, korrosion och korrosionsskydd Forskningsinstitut Forskningsinstitut Del av Swerea
Materialens påverkan på dricksvatten Olivier Rod olivier.rod@swerea.se Swerea KIMAB experter inom metalliska material, korrosion och korrosionsskydd Forskningsinstitut Forskningsinstitut Del av Swerea
M-stål, still going strong
 20.5.2013 1 M-stål, still going strong Elmia 2012 Johan Backman, Imatra 20.5.2013 2 Tillverkningskostnader M-Stål (M=Machinability) Minskar bearbetningskostnaderna Skonsamt mot verktygen Högre skärhastigheter
20.5.2013 1 M-stål, still going strong Elmia 2012 Johan Backman, Imatra 20.5.2013 2 Tillverkningskostnader M-Stål (M=Machinability) Minskar bearbetningskostnaderna Skonsamt mot verktygen Högre skärhastigheter
3-D Skrivare. Individuellt arbete, produktutveckling 3. 1,5 högskolepoäng, avancerad nivå. Produkt- och processutveckling
 Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
CHANGE WITH THE BRAIN IN MIND. Frukostseminarium 11 oktober 2018
 CHANGE WITH THE BRAIN IN MIND Frukostseminarium 11 oktober 2018 EGNA FÖRÄNDRINGAR ü Fundera på ett par förändringar du drivit eller varit del av ü De som gått bra och det som gått dåligt. Vi pratar om
CHANGE WITH THE BRAIN IN MIND Frukostseminarium 11 oktober 2018 EGNA FÖRÄNDRINGAR ü Fundera på ett par förändringar du drivit eller varit del av ü De som gått bra och det som gått dåligt. Vi pratar om
Att svetsa i höghållfast stål lätt men inte simpelt. Eva-Lena Bergquist ESAB AB
 Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Att svetsa i höghållfast stål lätt men inte simpelt Eva-Lena Bergquist ESAB AB Höghållfasta stål - applikationer Att höja ett ståls hållfasthet Legering Att höja ett ståls hållfasthet Legering Verktygsstål
Sanering av Oskarshamns hamn. Oskarshamn harbour - The environmental problem. As Cd Cu Pb Zn. dioxins Hifab AB 1
 Oskarshamn harbour - The environmental problem As Cd Cu Pb Zn.and dioxins 2011-06-17 Hifab AB 1 Concentration of dioxins in sediments (ng TEQ/kg TS)
Oskarshamn harbour - The environmental problem As Cd Cu Pb Zn.and dioxins 2011-06-17 Hifab AB 1 Concentration of dioxins in sediments (ng TEQ/kg TS)
Modellering av en Tankprocess
 UPPSALA UNIVERSITET SYSTEMTEKNIK EKL och PSA 2002, AR 2004, BC2009 Modellering av dynamiska system Modellering av en Tankprocess Sammanfattning En tankprocess modelleras utifrån kända fysikaliska relationer.
UPPSALA UNIVERSITET SYSTEMTEKNIK EKL och PSA 2002, AR 2004, BC2009 Modellering av dynamiska system Modellering av en Tankprocess Sammanfattning En tankprocess modelleras utifrån kända fysikaliska relationer.
SVENSK STANDARD SS-ISO 8734
 SIS - Standardiseringskommissionen i Sverige Handläggande organ SMS, SVERIGES MEKANSTANDARDISERING SVENSK STANDARD SS-ISO 8734 Fastställd Utgåva Sida Registering 1992-11-16 1 1 (1+8) SMS reg 27.1128 SIS
SIS - Standardiseringskommissionen i Sverige Handläggande organ SMS, SVERIGES MEKANSTANDARDISERING SVENSK STANDARD SS-ISO 8734 Fastställd Utgåva Sida Registering 1992-11-16 1 1 (1+8) SMS reg 27.1128 SIS
Den Disruptiva Utmaningen. Christian Sandström, Tekn Dr. Chalmers och Ratio. Disruptive, Computer Sweden 16 oktober 2014
 Den Disruptiva Utmaningen Christian Sandström, Tekn Dr. Chalmers och Ratio Disruptive, Computer Sweden 16 oktober 2014 Disruptiveinnovation.se ChrisSandstrom www.disruptiveinnovation.se Christian.sandstrom@ratio.se
Den Disruptiva Utmaningen Christian Sandström, Tekn Dr. Chalmers och Ratio Disruptive, Computer Sweden 16 oktober 2014 Disruptiveinnovation.se ChrisSandstrom www.disruptiveinnovation.se Christian.sandstrom@ratio.se
Svar till SSM på begäran om komplettering rörande tillverkningsaspekter för ingående delar i kapseln
 Strålsäkerhetsmyndigheten Att: Ansi Gerhardsson 171 16 Stockholm DokumentID 1371851 Ärende Handläggare Jan Eckerlid Er referens SSM2011-2426-60 Kvalitetssäkrad av Saida Engström Olle Olsson Godkänd av
Strålsäkerhetsmyndigheten Att: Ansi Gerhardsson 171 16 Stockholm DokumentID 1371851 Ärende Handläggare Jan Eckerlid Er referens SSM2011-2426-60 Kvalitetssäkrad av Saida Engström Olle Olsson Godkänd av
MÄSSINGSSPECIALISTEN. med Nordens bredaste utbud och komplett service under ett tak
 MÄSSINGSSPECIALISTEN med Nordens bredaste utbud och komplett service under ett tak Brett utbud av glänsande metall med komplett service Nordic Brass Gusum tillverkar halvfabrikat i mässing för VVS- och
MÄSSINGSSPECIALISTEN med Nordens bredaste utbud och komplett service under ett tak Brett utbud av glänsande metall med komplett service Nordic Brass Gusum tillverkar halvfabrikat i mässing för VVS- och
Forskningen vid Polymera material och kompositer, Material och tillverkningsteknik, Chalmers. Antal Boldizar
 Forskningen vid Polymera material och kompositer, Material och tillverkningsteknik, Chalmers Antal Boldizar Forskargruppens verksamhet Avser allmänt sambandet Materialkomposition Tillverkning Struktur
Forskningen vid Polymera material och kompositer, Material och tillverkningsteknik, Chalmers Antal Boldizar Forskargruppens verksamhet Avser allmänt sambandet Materialkomposition Tillverkning Struktur
7,5 högskolepoäng. Metalliska Konstruktionsmaterial. Tentamen ges för: Namn: (Ifylles av student) Personnummer: (Ifylles av student)
 Personnummer: (Ifylles av student)") Metalliska Konstruktionsmaterial Provmoment: Ladokkod: Tentamen ges för: Tentamen TM031B Pu11 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 121219 Tid:
Metalliska Konstruktionsmaterial Provmoment: Ladokkod: Tentamen ges för: Tentamen TM031B Pu11 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 121219 Tid:
Processimulering av presshärdning - Värmeöverföring och friktion i glidande kontakter - PROCSIM3
 Processimulering av presshärdning - Värmeöverföring och friktion i glidande kontakter - PROCSIM3 Greger Bergman och Mats Oldenburg 2013-01-31 Hållbar produktionsteknik Innehåll 1. Sammanfattning... 3 2.
Processimulering av presshärdning - Värmeöverföring och friktion i glidande kontakter - PROCSIM3 Greger Bergman och Mats Oldenburg 2013-01-31 Hållbar produktionsteknik Innehåll 1. Sammanfattning... 3 2.
Här kan du checka in. Check in here with a good conscience
 Här kan du checka in med rent samvete Check in here with a good conscience MÅNGA FRÅGAR SIG hur man kan göra en miljöinsats. Det är egentligen väldigt enkelt. Du som har checkat in på det här hotellet
Här kan du checka in med rent samvete Check in here with a good conscience MÅNGA FRÅGAR SIG hur man kan göra en miljöinsats. Det är egentligen väldigt enkelt. Du som har checkat in på det här hotellet
Kvalitetsarbete I Landstinget i Kalmar län. 24 oktober 2007 Eva Arvidsson
 Kvalitetsarbete I Landstinget i Kalmar län 24 oktober 2007 Eva Arvidsson Bakgrund Sammanhållen primärvård 2005 Nytt ekonomiskt system Olika tradition och förutsättningar Olika pågående projekt Get the
Kvalitetsarbete I Landstinget i Kalmar län 24 oktober 2007 Eva Arvidsson Bakgrund Sammanhållen primärvård 2005 Nytt ekonomiskt system Olika tradition och förutsättningar Olika pågående projekt Get the
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 5:e Februari 10:15 12:00 Föreläsning M3 KPP045 Material-delen Förmiddagens agenda Brottmekanik och utmattning : Kapitel 7 Laboration: Härdning och hårdhetsmätning
Material VT1 1,5 p Janne Färm Torsdag 5:e Februari 10:15 12:00 Föreläsning M3 KPP045 Material-delen Förmiddagens agenda Brottmekanik och utmattning : Kapitel 7 Laboration: Härdning och hårdhetsmätning
Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification
 Stämpel/Etikett Security stamp/lable Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification Granskad av Reviewed by Göran
Stämpel/Etikett Security stamp/lable Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification Granskad av Reviewed by Göran
ämnen omkring oss bildspel ny.notebook October 06, 2014 Ämnen omkring oss
 Ämnen omkring oss 1 Mål Eleverna ska kunna > Kunna förklara vad en atom och molekyl är. > Vet a vad ett grundämne är och ge exempel > Veta vad en kemisk förening är och ge exempel > Veta att ämnen har
Ämnen omkring oss 1 Mål Eleverna ska kunna > Kunna förklara vad en atom och molekyl är. > Vet a vad ett grundämne är och ge exempel > Veta vad en kemisk förening är och ge exempel > Veta att ämnen har
Solowheel. Namn: Jesper Edqvist. Klass: TE14A. Datum: 2015-03-09
 Solowheel Namn: Jesper Edqvist Klass: TE14A Datum: 2015-03-09 Abstract We got an assignment that we should do an essay about something we wanted to dig deeper into. In my case I dug deeper into what a
Solowheel Namn: Jesper Edqvist Klass: TE14A Datum: 2015-03-09 Abstract We got an assignment that we should do an essay about something we wanted to dig deeper into. In my case I dug deeper into what a
mpas (Brookfield LVT sp3, 12 rpm vid +25 o C).
.") Produkt information Casco Products HÄRDARE 2545 2545 är en all-round härdare som kan användas för alla typer av applikationer. 2545 kan antingen användas som härdare i ett två-komponent limsystem eller
Produkt information Casco Products HÄRDARE 2545 2545 är en all-round härdare som kan användas för alla typer av applikationer. 2545 kan antingen användas som härdare i ett två-komponent limsystem eller
Materiallaboration. Materialprovning
 Materiallaboration Materialprovning Introduktion till laboration i Materialteknik Schema för labben Provning Provningsmoment i laborationen Dragprovning Slagprovning Hårdhetsprovning 2 Schema för labben
Materiallaboration Materialprovning Introduktion till laboration i Materialteknik Schema för labben Provning Provningsmoment i laborationen Dragprovning Slagprovning Hårdhetsprovning 2 Schema för labben
Pappersindustri REFERENSER. GL&V Sweden, Cellwood Machyneri Sweden, Voith papper Tyskland, Voith papper Norge, IBS Österrike, Corbelini Italien
 1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
Fig. 2: Inkoppling av lindningarna / Winding wiring diagram
 Inkopplingsanvisning / Installation notes Fabrikat Stögra 2-fas stegmotor SM 56 2-phase steppingmotor SM 56 Fig. 1: SM 56..L.. Stegmotor med enkelledare Stepping motor with leads Fig. 2: Inkoppling av
Inkopplingsanvisning / Installation notes Fabrikat Stögra 2-fas stegmotor SM 56 2-phase steppingmotor SM 56 Fig. 1: SM 56..L.. Stegmotor med enkelledare Stepping motor with leads Fig. 2: Inkoppling av
TEKNISK BESKRIVNING UCO (Ultra Clean Oil) MODUL FÖR OLJERENING
 MODUL FÖR OLJERENING") TEKNISK BESKRIVNING UCO (Ultra Clean Oil) MODUL FÖR OLJERENING 2007-08-20 Introduktion Nedsmutsning av smörjolja Smörjoljor används i många applikationer i industrin. Gemensamt för dessa processer är att
TEKNISK BESKRIVNING UCO (Ultra Clean Oil) MODUL FÖR OLJERENING 2007-08-20 Introduktion Nedsmutsning av smörjolja Smörjoljor används i många applikationer i industrin. Gemensamt för dessa processer är att
Tillverkarperspektivet
 Tillverkarperspektivet Mårten Sohlman, Svensk Armaturindustri marten.sohlman@tebab.com 1 Tillverkarperspektivet Minns detta: 1. Kunden bestämmer 2. Aktiv produktutveckling Aktivt miljö- och hälsoarbete
Tillverkarperspektivet Mårten Sohlman, Svensk Armaturindustri marten.sohlman@tebab.com 1 Tillverkarperspektivet Minns detta: 1. Kunden bestämmer 2. Aktiv produktutveckling Aktivt miljö- och hälsoarbete
Monteringsanvisning för presskopplingar
 Monteringsanvisning för presskopplingar För installation av Altech Presskopplingar, M-profil, i tappvatten-, värme eller gassystem. Presskopplingarna finns i följande material och ytbehandling, samtliga
Monteringsanvisning för presskopplingar För installation av Altech Presskopplingar, M-profil, i tappvatten-, värme eller gassystem. Presskopplingarna finns i följande material och ytbehandling, samtliga
Uppgiften Materiel Brunn nummer Metall eller metallkombination
 Hemlaboration 5 B (Härnösand) Korrosions och korrosionsskydd Teori En galvanisk cell består av två elektroder (anod och katod), en förbindelse mellan dessa och en elektrolyt.. Galvanisk korrosion kan liknas
Hemlaboration 5 B (Härnösand) Korrosions och korrosionsskydd Teori En galvanisk cell består av två elektroder (anod och katod), en förbindelse mellan dessa och en elektrolyt.. Galvanisk korrosion kan liknas
Methods to increase work-related activities within the curricula. S Nyberg and Pr U Edlund KTH SoTL 2017
 Methods to increase work-related activities within the curricula S Nyberg and Pr U Edlund KTH SoTL 2017 Aim of the project Increase Work-related Learning Inspire theachers Motivate students Understanding
Methods to increase work-related activities within the curricula S Nyberg and Pr U Edlund KTH SoTL 2017 Aim of the project Increase Work-related Learning Inspire theachers Motivate students Understanding
INSTALLATION INSTRUCTIONS
 INSTALLATION - REEIVER INSTALLATION INSTRUTIONS RT0 RF WIRELESS ROOM THERMOSTAT AND REEIVER MOUNTING OF WALL MOUTING PLATE - Unscrew the screws under the - Pack contains... Installation - Receiver... Mounting
INSTALLATION - REEIVER INSTALLATION INSTRUTIONS RT0 RF WIRELESS ROOM THERMOSTAT AND REEIVER MOUNTING OF WALL MOUTING PLATE - Unscrew the screws under the - Pack contains... Installation - Receiver... Mounting
Ämnen runt omkring oss åk 6
 Ämnen runt omkring oss åk 6 Begrepp att kunna Atom Avdunstning Basisk Blandning Brännbarhet Egenskaper Fast form Flytande form Fotosyntes Gasform Grundämne Kemisk förening Kemisk reaktion Kondensering
Ämnen runt omkring oss åk 6 Begrepp att kunna Atom Avdunstning Basisk Blandning Brännbarhet Egenskaper Fast form Flytande form Fotosyntes Gasform Grundämne Kemisk förening Kemisk reaktion Kondensering
Tillverkning hårdmetall skär
 Tillverkning hårdmetall skär Din produktivitetspartner GPS-04008 SWE Ämnestillverkning, Pressning Hårdmetallskär består främst av wolframkarbid och kobolt. Tillsammans med andra blandkarbider och pressmedel
Tillverkning hårdmetall skär Din produktivitetspartner GPS-04008 SWE Ämnestillverkning, Pressning Hårdmetallskär består främst av wolframkarbid och kobolt. Tillsammans med andra blandkarbider och pressmedel
Module 6: Integrals and applications
 Department of Mathematics SF65 Calculus Year 5/6 Module 6: Integrals and applications Sections 6. and 6.5 and Chapter 7 in Calculus by Adams and Essex. Three lectures, two tutorials and one seminar. Important
Department of Mathematics SF65 Calculus Year 5/6 Module 6: Integrals and applications Sections 6. and 6.5 and Chapter 7 in Calculus by Adams and Essex. Three lectures, two tutorials and one seminar. Important
Fördjupningslista 3 Farligt avfall och avfall
 Fördjupningslista 3 Farligt avfall och avfall Det som bör kontrolleras är att klassificeringen är riktig och i enlighet med Förordningen om farligt avfall, SFS 1996:971. Eftersom avfallsprodukter till
Fördjupningslista 3 Farligt avfall och avfall Det som bör kontrolleras är att klassificeringen är riktig och i enlighet med Förordningen om farligt avfall, SFS 1996:971. Eftersom avfallsprodukter till
Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049
 Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049 Många av dagens järnvägssträckningar byggdes i början av 1900-talet och de flesta av broarna som uppfördes är fortfarande
Kvarvarande utmattningskapacitet hos nitade metallbroar sammanfattning SBUF-projekt 12049 Många av dagens järnvägssträckningar byggdes i början av 1900-talet och de flesta av broarna som uppfördes är fortfarande
Sammanfattning. Figur 1 Planerad tillverkning av komponenter inklusive tillverkning av elektriska artiklar.
 Sammanfattning Höganäs ser närmast att tillverkning av induktorer och komponenter till elektriska motorer inom områdena kraftdistribution och elektriska drivsystem etableras. Tillverkning i liten skala
Sammanfattning Höganäs ser närmast att tillverkning av induktorer och komponenter till elektriska motorer inom områdena kraftdistribution och elektriska drivsystem etableras. Tillverkning i liten skala
Rapport till Västerhaninge Båtsällskap
 Rapport till Västerhaninge Båtsällskap Efter styrelsebeslut i Västerhaninge båtsällskap ombads Happy Boat att mäta halter av koppar, zink och tenn på de kvarvarande ca 30 omätta båtskroven av föreningens
Rapport till Västerhaninge Båtsällskap Efter styrelsebeslut i Västerhaninge båtsällskap ombads Happy Boat att mäta halter av koppar, zink och tenn på de kvarvarande ca 30 omätta båtskroven av föreningens
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 601 UNS N606601, NiCr23Fe, 2.4851 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 601 (UNS benämning N06601) är en nickel-krom legering avsedd att användas
ALLOY 601 UNS N606601, NiCr23Fe, 2.4851 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 601 (UNS benämning N06601) är en nickel-krom legering avsedd att användas
7.2 Zinkbadet - legeringsämnens inverkan
 7.2 Zinkbadet - legeringsämnens inverkan I det följande skall vi försöka sätta oss in i vad som händer och sker när ståldetaljer eller stålkonstruktioner sänks ned i zinkbad, som har tillsatser eller föroreningar
7.2 Zinkbadet - legeringsämnens inverkan I det följande skall vi försöka sätta oss in i vad som händer och sker när ståldetaljer eller stålkonstruktioner sänks ned i zinkbad, som har tillsatser eller föroreningar
Momento Silverline. To further protect the environment Momento introduces a new coating for our impact sockets - Momento Silverline
 Momento Silverline To further protect the environment Momento introduces a new coating for our impact sockets - Momento Silverline Momento Silverline is a unique impact socket coating with no heavy metals
Momento Silverline To further protect the environment Momento introduces a new coating for our impact sockets - Momento Silverline Momento Silverline is a unique impact socket coating with no heavy metals
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL
 VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
KOMMISSIONENS FÖRORDNING (EU)
") 12.6.2012 Europeiska unionens officiella tidning L 151/9 KOMMISSIONENS FÖRORDNING (EU) nr 493/2012 av den 11 juni 2012 om fastställande enligt Europaparlamentets och rådets direktiv 2006/66/EG av närmare
12.6.2012 Europeiska unionens officiella tidning L 151/9 KOMMISSIONENS FÖRORDNING (EU) nr 493/2012 av den 11 juni 2012 om fastställande enligt Europaparlamentets och rådets direktiv 2006/66/EG av närmare