ROBUSTARE SKORSTENAR OCH RÖKGASKANALER I GAP
|
|
|
- Ingeborg Pålsson
- för 7 år sedan
- Visningar:
Transkript



1 ROBUSTARE SKORSTENAR OCH RÖKGASKANALER I GAP RAPPORT 2015:173 BRÄNSLEBASERAD ELOCH VÄRMEPRODUKTION
2
3 Robustare skorstenar och rökgaskanaler i GAP Robustare skorstenar och rökgaskanaler i GAP som bättre klarar driftstörningar och bypass-körning JOHAN SAMUELSSON CAROLINE ANKERFORS ISBN ENERGIFORSK Energiforsk AB Telefon: E-post: kontakt@energiforsk.se
4
5 Förord Denna rapport är slutrapportering av projekt M Robustare GAPskorstenar/kanaler som klarar driftstörningar och bypass-körning (Energimyndighetens projektnummer P ) som faller under teknikområde Material- och kemiteknik. Projektets huvudsyfte har varit att förstå mekanismerna bakom delamineringsskador i rökgaskanaler och skorstenar. Projektet har genomförts av Swerea KIMAB med Johan Samuelsson och Caroline Ankerfors som projektledare. Projektet har följts av en referensgrupp bestående av Anders Hjörnhede (SP), Pernilla Utterström (Inspecta), Pamela Henderson (Vattenfall) Henrik Strömberg (Tekniska verken i Linköping) samt Esa Koskinen (Vattenfall). Värmeforsk har bedrivit värmeteknisk forskning inom det så kallade Basprogrammet sedan starten All forskningsverksamhet som bedrevs inom Värmeforsk ingår sedan den 1 januari 2015 i Energiforsk. Därför ges denna rapport ut som en Energiforskrapport. Programmets övergripande mål är att bidra till långsiktig utveckling av effektiva miljövänliga energisystemlösningar. Syftet är att medverka till framtagning av flexibla bränslebaserade anläggningar som kan anpassas till framtida behov och krav. Programmet är indelat i fyra teknikområden: anläggnings- och förbränningsteknik, processtyrning, material- och kemiteknik samt systemteknik. Stockholm oktober 2015 Helena Sellerholm Områdesansvarig Bränslebaserad el- och värmeproduktion, Energiforsk AB 3
6 Sammanfattning Glasfiberarmerad esterplast (GAP) är ett välbeprövat material för att hantera de korrosiva miljöer som fuktiga men även varma och torra rökgaser i en förbränningsanläggning utgör. Målet med projektet har varit att försöka förstå de mekanismer som är inblandande när kritisk delaminering uppstår i skorstenar och rökgaskanaler av GAP. Detta kan inträffa då dessa utsätts för växelvis fuktig korrosiv miljö vid låg temperatur och för heta rökgaser vid bypass-körning eller andra driftstörningar. Inom ramen för projektet har systematiska studier på laboratorienivå gjorts med avseende på inverkan av temperatur och fukthalt i laminaten samt inverkan av materialparametrar såsom harts, armering och glashalt. För att öka förståelsen om bakomliggande orsaker till skador samt identifiera problemområden skickades frågeformulär ut till 40 olika svenska kraftvärmeverk och avfallsförbränningsanläggningar. Målgrupp är först och främst personer som är inblandade i upphandling och kvalitetskontroll av GAP-utrustningar/komponenter som används i förbrännings- och värmekraftverk. En annan målgrupp är de företag som tillverkar och säljer produkter i GAP, vilka ska användas i verken. En tredje målgrupp är driftoperatörer som vill lära sig hur och varför GAP-material reagerar på ett visst sätt. Laminat med olika hartskombinationer har tillverkats och exponerats ensidigt för en simulerad skorstensmiljö med surt kondensat vid 80 C under olika tider för att sedan under två timmar utsättas för 200 C. Detta för att simulera en driftstörning med bypass-körning. Endast en av de laminattyper som tillverkades och sedan ensidigt utsattes för fukt och hög temperatur uppvisade delamineringsskador under projektets gång. De laminat som utsattes för dubbelsidig fukt och hög temperatur uppvisade alla delamineringsskador redan efter mycket kort tid vid 200 C. Detta visar att fukt är en bidragande faktor till delamineringar, dock inte den enda orsaken till att dessa skador uppstår. En bidragande orsak till svårigheten att provocera fram delamineringsskador är troligtvis att ett lindat laminat generellt har en skarpare övergång i glashalt mellan spärrskikt och styrkelaminat än de labbtillverkade laminaten. En mjukare övergång i glashalt resulterar i mindre skillnad i termisk expansion mellan skikten. DMA (dynamic mechanical analysis) visade sig vara en lämplig metod att använda tillsammans med DSC (differential scanning calorimetry) för bestämning av HDT (heat distortion temperature) och Tg (glastransitionstemperatur) för glasfiberarmerade laminat. Resultaten visar att de data som hartstillverkare hänvisar till i sina respektive produktblad generellt är mycket svåra att uppnå vid tillverkning av GAP-utrustning. Dessa data bör därför ses som teoretiska maxvärden och snarare vara till hjälp för att rangordna olika hartser inför design av processutrustning. DMA användes även för att mäta termisk längdutvidgning i laminat, och resultaten visade att det finns en distinkt skillnad i längdutvidgning mellan spärrskikt och styrkelaminat på prover tagna ur en rökgaskanal. 4
7 Summary Glass fibre reinforced polyester (FRP) is a well proven group of materials used in the corrosive environments found in the humid and warm dry flue gases in a waste incinerator plant. Compared with stainless steel FRP is a very versatile material, and from a corrosion point of view just as good as steel in the different environments that can be encountered within a condensation plant for flue gases. However, there have been a number of costly delamination damages, particularly in FRP stacks and flue gas ducts that have been unexpected and inexplicable. The goal of the project was to try to understand the mechanisms involved when critical delamination occurs in FRP chimneys and flue gas ducts when exposed to alternating wet corrosive environment at low temperature and hot gases during bypass operation. Systematic studies have been performed in the laboratory regarding the influence of temperature and moisture content of FRP laminates and material parameters such as resin, reinforcement and glass content. The target group is first and foremost persons involved in procurement and quality control of FRP equipment and components used in combustion and thermal power plants. Another target group is the companies that manufacture and supply the material used in the manufacturing of FRP components. A third target group is operating personnel who want to learn how and why FRP materials react in a certain way. To enhance the understanding of the underlying causes of these damages and to identify problem areas a questionnaire was sent to approximately 40 different Swedish power stations / waste incinerator plants. Though very few replies were received on the questionnaire, generally there appear to be more problems in the flue gas ducts than in the chimney pipes. Laminates with different resin combinations as well as different curing schemes were manufactured in the laboratory. The laminates were built with a C-glass surface veil, four layers 450g/m 2 boron-free ECR-glass CSM (chopped strand mat) and a structural laminate of eight layers with alternating woven roving and CSM. The laminates were exposed single-sided to a simulated flue gas condensate using an acidic solution containing sulphuric acid, sulphurous acid and hydrochloric acid (~ ph 1) at 80 C for different times. Each laminate was then exposed to 200 C for two hours, in an attempt to simulate a service malfunction and a bypass operation. After the high temperature exposure the laminates were again subjected to acidic condensate at 80 C. Only one of the laminate types produced displayed any delamination damages during the single-sided exposures to moisture and high temperature during the project. The failed laminate was made using the resin with the highest glass transition temperature (Tg) and heat deflection temperature (HDT), i.e. the temperature where the material begins to deform under load. A contributing factor to the difficulties in provoking delamination damages in the lab manufactured laminates could be that a normal filament wound laminates generally have higher glass content and a more distinct difference in glass content between the barrier layer and the structural laminate. Since the lab made laminates are hand laid-up they are more likely to have a smoother transition in glass content between the barrier 5
8 and structural laminate. These laminates also have a lower overall glass content than a filament wound laminate. A few laminates were also exposed to two-sided moisture and subsequent high temperature exposure. All those laminates displayed delamination damages even after a very short time at 200 C. This shows that moisture is a contributing factor to delaminations. However, it is not the only cause for these damages to occur. It was found that a laminate that contains glass fibres will gain more weight when exposed to moisture than a pure resin, which indicates that the glass fibre type and most likely also the sizing system have an effect on moisture uptake. A laminate with higher moisture content is at a greater risk of delamination during a rapid heating. Studies in the project have shown that laminates not exposed to moisture are unaffected when subjected to high temperature. DMA (Dynamic Mechanical Analysis) was found to be suitable in combination with the DSC (Differential Scanning Calorimetry) for determining the HDT (heat distortion/deflection temperature) and Tg (glass transition temperature) of the glass fibre reinforced laminates. DMA can also be used to investigate thermal expansion during heating, and samples taken from a flue gas duct at Tekniska verken in Linköping were analysed in the temperature range C. The DMA-measurements made show distinct differences between the barrier laminate and the structural laminate. The barrier laminate seem to expand slightly during heating whereas the structural laminate only displays a minor change with temperature. This could potentially cause stresses in the laminate during rapid heating, such as a bypass run. In general, the glass transition temperatures and HDT the resin manufacturers refer to in their respective data sheets are very difficult to achieve in the manufacture of FRP process equipment. One of the contributing factors to the difficulties in reaching the theoretical glass transition temperatures reported by the resin suppliers is the practical implications in using the same post-curing scheme for the finished FRP process equipment as have been used for post-curing laminates in the laboratory. For some types of resins the theoretical Tg and HDT are easier to reach. This is partly dependent on the post-curing scheme the theoretical values are based on. A laminate post-cured at a lower temperature or for a shorter period may not reach the theoretical Tg even if it is further post-cured at a higher temperature. The data presented by the resin manufacturers in the product data sheets should be seen as theoretical maximum values, and rather be used to rank different resins in the design of FRP equipment than to be used as actual Tg values for the finished product.
9 Innehåll 1 Inledning Bakgrund Beskrivning av forskningsområdet Forskningsuppgiften och dess roll inom forskningsområdet Mål och målgrupp 10 2 Glasfiberarmerad plast (GAP) Harts och additiver Glas och armeringstyp Härdning Två skikt spärrskikt och styrkelaminat 13 3 Insamlat material 15 4 Enkät Uppgifter och svarsfrekvens Resultat Slutsatser från enkäten 19 5 Experimentellt arbete Hartsens egenskaper Gelningstid Efterhärdning Termisk analys med DSC Termisk analys med DMA Inverkan av tidigare värmehistorik på härdningen Enkelsidiga exponeringar för fukt och simulerad bypass Dubbelsidig exponering för fukt och temperatur Fuktupptag Mätning av termisk längdutvidgning med DMA 43 6 Resultatanalys Tg och HDT Ensidiga exponeringar för fukt och simulerad bypass Dubbelsidig exponering för fukt och temperatur Fuktupptag Mätning av längdutvidgning med DMA 48 7 Slutsatser 50 8 Förslag till fortsatt forskningsarbete 52 9 Litteraturreferenser 53 Bilagor A Fuktexponering/simulerad bypass 55 B Dynamisk mekanisk analys av clearcast 85 7
10 1 Inledning 1.1 BAKGRUND Glasfiberarmerad plast (GAP) är ett välbeprövat material för att stå emot de korrosiva miljöer som framför allt fuktiga, men även varma och torra rökgaser på lågtemperatursidan utgör i en förbränningsanläggning. Jämfört med rostfria stål är GAP generellt sett mycket allsidigt och ur korrosionssynpunkt väl så tåligt för de miljöer som kan förekomma inom en kondenseringsanläggning för rökgaser. Till skillnad från rostfritt stål kan man även underhålla en GAP-yta. Skadat ytskikt kan nämligen avlägsnas och ersättas med nytt material, förutsatt att skadan inte är för djup. Under de 30 år som Swerea KIMAB (tidigare Korrosionsinstitutet) har varit verksam inom plastområdet har man kommit i kontakt med ett ganska stort antal skadefall, där kostsamma delamineringar i olika GAP-konstruktioner uppstått [1]. I många av dessa fall har man hittat orsaken till skadan. Men en del skadefall som drabbat skorstenar och rökgaskanaler i olika förbränningsanläggningar har dock varit mer oväntade och svårförklarliga [2][3]. Vid en skadeutredning i Idbäcksverket i Nyköping (Vattenfall) visade exempelvis såväl skorstenen som rökgaskanalerna av GAP utbredda delamineringar. Dessa hade på en del ställen gått genom det korrosionsskyddande spärrskiktet och in i det kritiska, lastbärande styrkelaminatet. Förutom driftstopp med påföljande inspektion och bedömning av skadorna, blev konsekvenserna att både skorsten och rökgaskanaler måste bytas ut. Skorstenen var vid detta tillfälle endast nio år och det var mindre än den förväntade och önskade livslängden på minst år. Denna skorsten hade i sin tur ersatt en annan skorsten (1994), som tagits ur drift efter 10 år på grund av liknande skador [4][5]. Det ska noteras att laminatuppbyggnaden i de två skorstensfallen ovan hade gjorts på olika sätt. Skorstenen som havererade 1994 var lindad. Men då man vid den utredningen konstaterat att inloppskanalen till skorstenen hade ett oskadat, handpålagt laminat valde man att ersätta den havererade skorstenen med en handpålagd variant. Detta för att, som man förmodade, bättre klara de påfrestningar som bypass-körningar innebär. Nämnda skador i Nyköping har antagits bero på att GAP-materialet exponerats tillfälligt för höga temperaturer i samband med bypass-körningar av rökgaser vid uppstart och driftstörningar, samt i kombination med att skorstenarna varit värmeisolerade för att undvika kondensering. Isoleringen har varit önskvärd i detta fall eftersom man inte haft möjlighet till kondenshantering på denna anläggning. Undersökning av laminatprover från skorstenen och rökgaskanalerna från de båda skadetillfällena visade på viss temperaturpåverkan, men erfarenheterna säger dock att temperaturpåverkan varit för låg för att kunna orsaka aktuella skador. Inte heller kunde man hitta något synbart fel i laminatet (t.ex. blåsor, sprickor) eller laminatuppbyggnaden. Ovanstående information tyder på att det även kan finns andra faktorer än tillfälligt höga temperaturer som orsakar delamineringsskador. En anläggning i Linköping har t.ex. haft återkommande problem med delamineringar i både kanal och skorsten [3], [6]. En del av delamineringarna i kanalerna kunde delvis förklaras med kvalitetsbrister 8
11 och tillfälligt höga temperaturer i samband med en läckande ångventil. Orsaken till skadorna i skorstenen var dock svårare att klarlägga, speciellt som designen på skorstenen var gjord för att klara just stora temperatursvängningar. När det gäller tillfälligt höga temperaturer i skorstenar så uppstår dessa alltså ofta i samband med uppstart av en anläggning (då rökgaserna leds en annan väg, bypassas ) eller vid driftstörningar. För att reducera risken att utsätta GAP-komponenter för dessa höga temperaturer så kan nödkylnings- eller andra styrsystem installeras. I praktiken har det dock visat sig att dessa inte är fullt ut tillförlitliga och det har även funnits situationer där dessa, av olika anledningar, satts ur funktion. Byte av skorsten och rökgaskanaler är kostsamt. I vissa fall kan kostnaderna uppgå till flera miljoner. Att använda rostfritt stål istället för GAP kan i värsta fall bli både dyrare och sämre, samtidigt som konstruktionen blir tyngre. Värtaverken i Stockholm bytte t.ex. från en skorsten i höglegerat rostfritt stål till en skorstenspipa i GAP på grund av stora korrosionsproblem i det rostfria materialet redan efter 1-2 år i drift. Även på andra håll har det pågått och pågår projekt med nybyggnation och uppgradering av olika anläggningar, där skorstenar/utrustningar/komponenter i GAP installera(t)s. Det ligger således stora ekonomiska värden i all den GAP-utrustning som installeras för rökgaser. Därför är det synnerligen viktigt att kunna säkerställa att materialet inte drabbas av delamineringsskador vid driftstörningar eller bypass-körningar, så att en livslängd i storleksordningen minst 20 år kan uppnås. 1.2 BESKRIVNING AV FORSKNINGSOMRÅDET Det finns endast ett fåtal och föga systematiskt gjorda studier om hur olika materialoch driftparametrar påverkar eventuell uppkomst av delamineringsskador i GAPmaterial. Publikationer som ger råd, anvisningar eller upplysningar om hur man skall kunna kontrollera om en anläggning ligger i riskzonen för delaminering och hur man skall utvärdera olika materialalternativ vid nyinköp lyser med sin frånvaro. I grova drag kan man dela in forskningsområdet i tre delar; 1) GAP-materialet som sådant, d.v.s. ingående komponenter 2) tillvägagångssättet för att tillverka GAPkomponenten och 3) påverkande driftparametrar (t.ex. bränslesammansättning, temperatur, relativ fuktighet inklusive variationerna i dessa). Projektförslaget var från början avsett att undersöka och förstå de faktorer som leder till kritiska delamineringsskador hos GAP, där utrustningar/komponenter utsatts för varierande korrosiv miljö (temperatur, fuktighet, förbränningsgaser). Detta skulle göras genom att utvärdera och följa upp insamlat havererat/skadat material samt utföra systematiska studier av delamineringsskador på laboratorienivå. Tanken var sedan att denna kunskap skulle utmynna i nya förslag på material och konstruktioner i GAP, som bättre klarar driftvariationerna. Dessa förslag skulle tas fram ihop med GAP-tillverkare och provas på laboratorienivå under de förhållanden som visat sig mest kritiska i de systematiska studierna, inklusive kondensering av rökgaser. Slutligen var tanken att om möjligt utföra fullskaleförsök tillsammans med GAPtillverkare och värmekraftverk, där de nya resultaten tillämpats och anpassats för senare utvärdering av långtidserfarenheter. 9
12 De inledande studierna på havererat material och försöksserien på labbnivå har dock visat på större komplexitet än vad vi från början anade. Det förefaller som om andra och fler mekanismer än de vi trodde från början kan vara involverade. Därför ändrade projektet inriktning något med tiden, med mer fokus på fuktupptag, värmeutvidgning och laminatuppbyggnad. De inledande labbexponeringarna som inte uppvisade de förväntade resultaten efter avsedd tid, fick dock fortgå under förlängd tid. 1.3 FORSKNINGSUPPGIFTEN OCH DESS ROLL INOM FORSKNINGSOMRÅDET Inom ramen för projektet har systematiska studier och mätningar på laboratorienivå gjorts i ett försök att utreda möjliga orsaker till delamineringsskador i skorstenar och rökgaskanaler i glasfiberarmerad plast. En enkät har även skickats ut till ett antal kraftvärmeverk och förbränningsanläggningar för att inventera förekomsten av skador. Insamling liksom utvärdering av havererat och skadat material har delvis gjorts under projektets gång, men görs kontinuerligt inom Swerea KIMABs ram. 1.4 MÅL OCH MÅLGRUPP Det övergripande målet med projektet har varit var att försöka förstå mekanismerna för delamineringsskador i skorsten och annan utrustning i glasfiberarmerad esterplast som utsätts för växlande driftförhållanden. Dessa förhållanden innebär i normalfallet fuktiga rökgaser vid låg temperatur, både med och utan kondensering, samt plötsliga temperaturökningar vid bypass-körningar. Tanken var även att försöka samla information om eventuell inverkan av andra konstruktionsdetaljer relaterade till processtyrningen, t.ex. isolering av pipan samt även inverkan av olika tillsatser till bränslet. Projektet var även tänkt att utveckla och testa nya materialkoncept med hänsyn till material och uppbyggnad samt att hitta nya materialkoncept som är robusta vid driftstörningar eller ändrade bränsleförhållanden. Målet var också att öka medvetenheten om vilka konsekvenser oväntade driftstörningar med hög temperatur kan ha bland driftpersonal. Det förefaller som om andra och fler mekanismer än de vi trodde från början kan vara involverade då de inledande studierna på havererat material och försök på labb visade på en långt större komplexitet än vad som från början anats. Projektet ändrade inriktning något med tiden, med mer fokus på fuktupptag, värmeutvidgning och laminatuppbyggnad. Målet med projektet har efter revidering varit att försöka förstå de mekanismer som är inblandande när delaminering uppstår i skorstenar och rökgaskanaler av GAP. Målgrupp för projektet är först och främst personer som är inblandade i upphandling och kvalitetskontroll av GAP-utrustning och komponenter som används i förbrännings- och kraftvärmeverk. En annan målgrupp är de företag som tillverkar och säljer produkter i GAP för användning i verken. En tredje målgrupp är driftoperatörer som vill lära sig hur och varför GAP-material reagerar på ett visst sätt. 10
13 2 Glasfiberarmerad plast (GAP) Glasfiberarmerad plast (GAP) är ett brett begrepp. GAP består i huvudsak av tre komponenter: plast (harts), glasfiberarmering och additiv. Genom att variera typen och mängden av dessa komponenter samt riktningen på glasfibern kan man få vitt skilda egenskaper hos det färdiga laminatet. Det generella syftet med att använda GAP är ofta att man vill ha ett lätt, korrosionsbeständigt material med en hållfasthet som är i nivå med stålets. Glasfiberarmeringen i kombination med den tvärbundna plasten (härdplasten) gör dessutom att temperaturbeständigheten är betydligt högre än för en termoplast och även högre än för en härdplast utan armering. 2.1 HARTS OCH ADDITIVER De flesta awv de glasfiberarmerade plasterna består av ett harts baserat på polyester. Om man vill ha ett mer korrosions- och temperaturbeständigt harts, för exempelvis processutrustningar, så används ofta (epoxibaserad) vinylester. I dessa hartser finns ett reaktivt lösningsmedel, styren (ca %) för att både sänka viskositet och tvärbinda hartset vid härdningen. Vid härdningen av hartset blir det en viss mängd styren som inte reagerar (reststyren) och man får med tiden en viss styrenavgång från produkten. Idag finns det dock hartser där styrenavgången är relativt låg p.g.a. diverse åtgärder. Ett sätt att numera få ned avgången av styren är att tillsätta ett vaxadditiv, som har förmåga att migrera ut till hartsets yta och där bidra till att minska styrenavgången. Detta ger även en yta som blir torr och inte klibbar. Hartset kan också tillsättas andra additiver för att få vissa speciella process- eller slutegenskaper hos produkten. Hartsens temperaturbeständighet anges ofta som HDT (heat distortion/deflection temperature), vilken är den temperatur där det härdade hartset deformeras vid en specifik last. I konstruktionsstandarder för armerad plast så anges ofta att HDT ska vara minst 20 C högre än beräkningstemperaturen [7][8]. 2.2 GLAS OCH ARMERINGSTYP När det gäller glaskvaliteten i själva armeringsmaterialet så finns det i huvudsak tre typer, E-glas, C-glas och ECR-glas. Marknaden domineras av E-glas, som står för elektriskt isolerande glas. E-glas används främst i styrkelaminat, men även i spärrskikt. C-glas är ett kemiskt beständigt glas, och har ett högt pris men har även överlägsen kemikalieresistens jämfört med de andra glastyperna. C-glas har även mycket bra resistens mot spänningskorrosion. C-glas används som ytmatta i det innersta barriärskiktet i ett spärrskikt. Den tredje typen kallas borfritt E-glas eller ECR-glas (t.ex. Advantex) och är ett mellanting mellan de två andra varianterna när det gäller kemikalibeständighet och resistens mot spänningskorrosion. För att undvika spänningskorrosion i en glasfiberarmerad konstruktion är ECR-glas generellt att föredra i spärrskikt, men kan med fördel användas även i styrkelaminatet. 11
 Figure 4 Surface veil (30-50 g/m 2 ) Armeringstypen kan t.ex.")

, Figur 3, är en matta vävd av knippen av kontinuerlig glasfiber (roving).")

14 Figur 1 CSM, matta av huggen fiber ( g/m 2 ) Figure 1 CSM, chopped strand mat ( g/m 2 ) Figur 2 Roving, kontinuerlig fiber Figure 2 Roving, continuous fibre Figur 3 Rovingväv Figure 3 Woven roving Figur 4 Ytmatta (30-50 g/m 2 ) Figure 4 Surface veil (30-50 g/m 2 ) Armeringstypen kan t.ex. bestå av huggna glastrådar (chopped fibres) som sprutas på formen vid tillverkning, en matta med huggna glastrådar, (chopped strand mat, CSM), Figur 1, kontinuerlig fiber som lindas på en form, Figur 2, eller vävd roving. Chopped strand mat är tillverkad av ca 50 mm långa upphackade trådar av kontinuerlig glasfibertråd, slumpvis fördelade till att bilda en matta sammanbunden av ett lämpligt bindemedel. Rovingväv (woven roving), Figur 3, är en matta vävd av knippen av kontinuerlig glasfiber (roving). Ytmatta, Figur 4, är en tunn glasfibermatta som läggs innerst i laminatet närmast mediet, och vars uppgift är att binda harts till ett tjockare barriärlager snarare än att bidra med någon mekanisk styrka. Vidare kan armeringen bestå av kolfiberväv av olika slag eller syntetisk fiber, t.ex. polyamid- eller aramidfiber. Vid tillverkningen av glasfiberarmering tillsätts så kallad sizing. Denna appliceras på glasfibern för att skydda den från mekaniska skador under produktionen och för att ge en bättre vätning och bindning till hartsmatrisen i ett laminat. Sizingen består vanligen av ett bindemedel och olika additiv som smörjmedel eller antistatiska medel samt medel för ph-kontroll och emulgeringsmedel. Sizingsystem baserade på polyester, polyvinylacetat och polyuretan är vanliga. Sammansättningen av kommersiella sizings är dock normalt en företagshemlighet. Vid uppbyggnaden av ett laminat läggs glasfiberarmeringen i flera skikt och riktningar, allt efter önskemål på styrka och kemikalieresistens. 12
15 2.3 HÄRDNING För att få tvärbindning av hartset, det vill säga att en värmebeständig härdplast bildas av hartset, så fordras tillsats av härdare/katalysator. Härdningen utförs många gånger vid rumstemperatur (ofta av praktiska skäl), men för att få fullständig uthärdning fordras förhöjd temperatur under en viss tid. Den fullständiga uthärdningen kan och måste ibland av praktiska skäl ske när produkten tas i drift vid förhöjd temperatur. En vanlig härdare för många limmer och plaster, liksom för polyester och vinylester, är peroxider. Dessa är kemiska föreningar som blir reaktiva (bildar radikaler) med hjälp av katalysator (initiator). Som katalysator används ofta organiska järn- eller koboltföreningar. När väl radikalerna har bildats så startar tvärbindningen (härdningen). I de fall tillverkningsprocessen kräver längre härdtid, eller då härdningen måste ske vid förhöjd temperatur, så kan det vara nödvändigt att ha en inhibitor i själva härdsystemet. En inhibitor är en förening som sänker härdhastigheten. I vissa fall går härdningen för långsamt med aktuell härdare och katalysator. Då får man tillsätta en promotor, som ofta är en aminförening. Då hartset härdar tvärbinds de ingående komponenterna, polymerkedjornas molekylvikt ökar och systemet övergår från att vara en högviskös vätska till att få materialegenskaper. En egenskap som ofta används för att karaktärisera polymera material och som även skiljer dem från metalliska material är glastransitionstemperaturen. Över denna temperatur ökar rörligheten på molekylär nivå inne i materialet och storskaliga segmentrörelser kan ske i polymerkedjorna, till skillnad från under Tg där kedjorna ligger fastlåsta i ett glasartat tillstånd. Materialet mjuknar om det värms över denna temperatur. Glastransitionstemperaturen mäts vanligtvis med differentiell svepkalorimetri, DSC (Differential Scanning Calorimetry), men kan även fås ur dynamisk-mekaniska mätningar, DMA (Dynamical Mechanical Analysis). För att mer korrekt kunna jämföra två prov av samma material är det vanligt att man gör mätningen av glastransitionstemperaturen i två steg. Först värms provet upp med en viss hastighet till önskad temperatur, och ur dessa data fås glastransitionstemperaturen, vanligen kallad Tg1. Detta Tg påverkas dock av provets termiska historia, och för att kunna jämföra två olika prov värms provet oftast upp en andra gång. Den glastransitionstemperatur som mäts under andra uppvärmningen benämns Tg2. Generellt för härdplaster kan sägas att Tg1 ger information om materialets egenskaper och hur det härdats, Tg2 ger information om vilken typ av harts som använts och visar om laminatet har någon kvarvarande förmåga att efterhärda ytterligare. Tg2 kan även ge information om huruvida härdsystemet tycks vara korrekt blandat. Ett laminat som utsatts för en hög temperatur kommer generellt att få ett högre Tg1 än ett laminat som endast befunnit sig vid lägre temperaturer, vilket gör att denna temperatur kan användas för att ge information om hur höga temperaturer ett laminat utsatts för. 2.4 TVÅ SKIKT SPÄRRSKIKT OCH STYRKELAMINAT Ett sätt att förbättra/anpassa egenskaperna hos laminatet är att lägga det i två olika skikt; ett spärrskikt (korrosionsbarriär) som möter mediet (vätskan, gasen) och ett utanför liggande styrkeskikt. Det är styrkeskiktet som svarar för hållfasthetsegenskaperna hos laminatet. 13
16 Två olika laminatskikt är nödvändigt i de fall man har att göra med GAP för processutrustningar. Vid hållfasthetsberäkningar med säkerhetsmarginaler och dylikt tar man dock endast ta hänsyn till styrkeskiktet. Bidraget från spärrskiktet, ofta ca 2,5-3,5 mm tjockt, är försumbart. Spärrskiktet bidrar dock i strikt mening även det till hållfastheten, men räknas bort då man principiellt kan tillåta att spärrskiktet blir helt nedbrutet innan det ska finnas någon risk för någon påverkan på styrkelaminatet, och därigenom strukturens hållfasthet. När det gäller motstånd mot kemisk attack och korrosion är det dock spärrskiktet som spelar en avgörande roll. I praktiken är det dock inte önskvärt att låta nedbrytningen av spärrskiktet gå så långt och vanligen repareras detta eller byts ut innan någon korrosion nått styrkelaminatet. Har korrosion eller diffusion av mediet nått styrkelaminatet påverkar detta den strukturella integriteten på utrustningen. I de fall man har två skikt är det viktigt att dessa är kompatibla med varandra, både när det gäller den kemiska samverkan och rörelser orsakade av temperatursvängningar. Om inte kemin samverkar kan vidhäftningen bli lidande och om inte flexibiliteten hos de båda skikten samverkar någorlunda kan det uppstå sprickbildning och/eller delaminering mellan skikten p.g.a. olika temperaturrörelser. Ibland tillverkar man ett tvåskiktslaminat med två olika hartser, ofta då med ett flexiblare harts i spärrskiktet, eftersom detta utsätts för större temperatursvängningar När man konstruerar med ett tvåskiktssystem har man icke vävda armeringstyper i spärrskiktet. Andelen glas är lägre än i styrkeskiktet och således är andelen harts klart högre i spärrskiktet. Glashalten i spärrskikten brukar ligga kring 30 vikt-% och i styrkelaminatet vikt-% [7]. Vid tillverkning av ett laminat så pratar man ofta om handupplagt respektive lindat laminat. Handupplagt laminat har ofta ett styrkeskikt där man alternerande lagt vävd rovingmatta och matta med huggna glastrådar. Lindat laminat innehåller däremot främst roving i styrkeskiktet. Rovingen lindas runt en form vid tillverkningen och hartset blir armerat med en stor mängd glastrådar vid tillverkningen. De två skikten kan tillverkas med eller utan mellanliggande härdning (s.k. vått-i-vått, wet-in-wet). Tillverkning av laminat utan mellanhärdning förespråkas ofta i Mellaneuropa, på grund av tesen att delamineringarna beror på en svaghet som byggs in i laminatet genom mellanhärdningen. Nackdelen med att lägga spärr- och styrkeskikt vått-i-vått är dock ofta att spärrskiktet blir tunnare, vilket innebär att den kemiska beständigheten och korrosionsmotståndet kan bli lägre. 14
17 3 Insamlat material Under projektets gång besökte Swerea KIMAB Tekniska verken i Linköping och fick rondeller uttagna ur en rökgaskanal mellan fläkt och skorsten på Gärstadverket. Rökgaskanalen är uppbyggd av ett ca 2,5 mm tjockt spärrskikt av glasfiber av typ ECR som är tålig mot spänningskorrosion, och ett styrkelaminat lindat med vanligt E-glas. Total godstjocklek på laminatet är ca 12,5 mm. Det harts som använts var enligt uppgift Derakane 470HT. Rökgaskanalen var bitvis kraftigt delaminerad och bitvis var spärrskiktet helt delaminerat från styrkelaminatet. Undersökningen omfattar mikroskopstudier av polerade tvärsnitt, och senare även mätningar av glastransitionstemperatur och termisk expansion av spärrskikt och styrkelaminat med DSC och DMA. Figur 5 Rondell 1 från rökgaskanalen Figure 5 Cut-out 1 from the flue gas duct Figur 6 Rondell 2 från rökgaskanalen Figure 6 Cut-out 2 from the flue gas duct Båda de analyserade rondellproven uppvisade delamineringsskador. På rondell 1 syntes en tydlig delaminering medan rondell 2 vid första anblicken tycktes vara hel. Mikroskopstudier av polerade tvärsnitt från de båda proven visar dock på delaminering i båda proven, dock var den klart tydligare och längre gången för rondell 1. Termisk analys av laminaten visar att glastransitionstemperaturen i laminaten är hög, kring 160 C, vilket visar att laminatet varit utsatt för höga temperaturer. 15

18 Runt delamineringsskadorna i båda proven syns en brun missfärgning vilket tyder på att laminatet kan vara något påverkat av omgivningen, av inträngande rökgas eller kondensat. Brunfärgningen tycks vara starkare i spärrskiktet än i underliggande styrkelaminat. Om fuktig rökgas kondenserar ut inne i rökgaskanalens vägg kan detta kraftigt förvärra laminatets kondition. Då styrkelaminatet i detta fall är uppbyggt av E-glas, känsligt för spänningskorrosion, kan syra som kondensera ut inne i laminatet påverka hållfastheten i detta negativt. Om spärrskiktet är helt och utan sprickor är dock denna risk relativt liten då rökgaskondensatet annars har små möjligheter att komma in genom spärrskiktet och påverka styrkelaminatet. Då kanalen inte är fylld med vätska eller trycksatt anses dock detta i nuläget inte vara av kritisk natur. I nuläget anses inte delamineringsskadorna vara av kritisk natur. Kanalen bör dock repareras eller bytas inom de kommande åren för att undvika påverkan på styrkelaminatet i rökgaskanalen med eventuell spänningskorrosion och haveri som följd. Barrier layer Delamination Structural layer Figur 7 Polerat tvärsnitt av rondell 1 från rökgaskanalen Figure 7 Polished cross-section of cut-out 1 from the flue gas duct 16

19 Barrier layer Structural laminate Figur 8 Polerat tvärsnitt av rondell 2 från rökgaskanalen Figure 8 Polished cross-section of cut-out 2 from the flue gas duct 17
20 4 Enkät Under början av 2014 skickades via mail en enkät ut till cirka 40 olika svenska kraftvärmeverk och avfallsförbränningsanläggningar för att undersöka deras eventuella materialproblem i skorstenar och rökgaskanaler av glasfiberarmerad plast. De verk/anläggningar och personer som kontaktades fanns med på en kontaktlista som KIMAB förfogar över. Totalt sett skickades enkäten ut till 75 personer fördelade på de ca 40 verken, d.v.s. på några av verken fanns fler än en kontaktperson. Tio av kontaktpersonerna visade sig inte vara aktuella, eftersom det blev mailretur på utskick till dessa personer. I inledningen av enkäten hänvisades till aktuellt Värmeforsk-projekt med målet att få fram ett robustare materialkoncept för skorstenar och rökgaskanaler som bättre klarar eventuella driftstörningar. 4.1 UPPGIFTER OCH SVARSFREKVENS Följande basuppgifter ombads verken att fylla i: Anläggningens namn och kontaktperson Typ av bränsle Antal pannor Om möjlighet finns till by-passdrift Därefter fanns ett avsnitt där det önskades specifik information om respektive skorstenspipor och rökgaskanaler: Benämning Installationsår Eventuella materialrelaterade problem (inga, blåsbildningar, delamineringar och/eller annat och i så fall vad) Tidpunkt för när materialproblemen uppstod Driftförhållanden: temperatur vid normaldrift och vid by-passkörning rökgassammansättning efter skrubbern med fokus på klor, kväve och svavel fukthalt eventuella övriga upplysningar om t.ex. använt harts, fibertyp, övrigt om driften eller om skadans uppkomst Ytterligare kommentarer Gensvaret på enkäten var tyvärr inte speciellt stort. Endast fem av de ca 40 anläggningarna svarade, även efter påminnelser. De anläggningar som svarade var Tekniska verken i Linköping, Skellefteå Kraft i Hedensbyn, Vattenfalls Idbäcksverken i Nyköping, Söderenergis Igelstaverken i Södertälje och SYSAV Industri i Malmö. 4.2 RESULTAT Från de fem anläggningar där svar erhölls visar sig följande: Två av anläggningarna har möjlighet till by-passdrift ( C; i den ena har man haft tillfälliga toppar över 180 C i skorstenspipan). I den anläggningen med 18
21 toppar över 180 C uppgavs att såväl skorstenspipa som rökgaskanaler uppvisat delamineringsproblem efter 8-10 år i drift. I skorstenspipan har dessutom blåsbildning upptäckts efter ungefär samma tid. Den anläggningen ligger vid normaldrift på en temperatur av C i skorstenspipan (hushålls- och industriavfall) och marginellt lägre i kanalerna. I den andra anläggningen, som varit i drift 20 år, har man ännu inte (2014) haft några problem i varken skorstenspipa eller rökgaskanaler. Den anläggningen har en normal drifttemperatur på ca 30 C (flis, torv och bränslekross) I en av de tre anläggningarna där man inte har möjlighet till by-passdrift har man haft problem med blåsbildning och delaminering i rökgaskanalerna, däremot ingenting att rapportera från skorstenspipan. I denna anläggning, som används för förbränning av flis, har man haft en icke fungerande nödkylning i rökgaskanalerna De två övriga anläggningarna utan by-passdrift har inte uppvisat några större problem. Den äldsta av dem (installerad 1996 för förbränning av biobränslen, torv) har en hög normal drifttemperatur ( C) och här anger man enbart normal allmänkorrosion som problem. Den andra anläggningen som förbränner hushålls- och industriavfall har i sin enkät fyllt i att man har tre olika pannor (mellan 5-10 år gamla) med intakta skorstenspipor, men där rökgaskanaler från en av pannorna har lite blåsbildning. Här ligger normal drifttemperatur på ca C. Svaren på förbränningsgasernas sammansättning (NOx, SO2, HCl, CO2, CO, NH3 etc.) varierar väldigt mycket med avseende på noggrannhet. I en del fall anges många gaser, i andra fall endast en. I några fall kvantifieras gaserna, i andra fall inte. 4.3 SLUTSATSER FRÅN ENKÄTEN Utifrån den ringa svarsfrekvensen är det svårt att dra några generella slutsatser om omfånget av problemet med delamineringar och blåsbildningar i skorstenspipor och rökgaskanaler. Det kan ju vara så att de anläggningar som inte svarat inte har några nämnvärda problem, d.v.s. de är nöjda med det GAP-material de har för sina processutrustningar. Det som kan noteras är att problem med delamineringar och blåsbildningar dock finns. Både i fall då man har möjlighet till by-passkörning eller inte. I de fall man inte har möjlighet till by-passkörning har man sett problem där nödkylning saknas, även om det inte finns bevis som tyder på att detta skulle vara orsaken till de aktuella blåsbildningarna och delamineringarna. Av det ringa underlag som enkätsvaren utgör tycks problemen i rökgaskanalerna vara fler än i själva skorstenspiporna. 19
22 5 Experimentellt arbete För att skapa en tydligare bild av delamineringsproblematiken och försöka förstå varför dessa problem uppstår utfördes ett antal experiment och exponeringar. Laminat tillverkades för att utsättas för simulerade by-pass-körningar, och även för att undersöka fuktupptag och högtemperaturpåverkan. För att få information om de rena hartsernas egenskaper mättes med avseende på Tg och HDT, men även skillnader i längdutvidgning mellan olika laminattyper undersöktes. 5.1 HARTSENS EGENSKAPER De hartser som ansågs lovande och som valdes ut testades först med avseende på gelningstid, vilket är den tid det tar från det att härdaren är tillsatt tills att blandningen börjar gela, d.v.s. att gå från en viskös vätska till att stelna och få materialegenskaper. Därefter var syftet att testa tillverkade, härdade avgjutningar (clearcasts) med olika efterhärdningscykler. Detta för att simulera vad som händer med glastransitionstemperaturen (Tg) om man medvetet efterhärdar GAP eller om man utsätter GAP för tillfälligt höga temperaturer i samband med förbränning (by-pass eller driftstörningar) Gelningstid Rektangulära limavgjutningar tillverkades av rent harts mellan två glasplattor med en tjocklek av 4 mm. Glasplattorna var täckta med släppfilm av PET (polyetylentereftalat). Proven tillverkades vid rumstemperatur och härdningsbetingelserna är listade i Tabell 1. Tabell 1 Harts och härdsystem med respektive geltider Table 1 Resins and curing systems with gel-times Resin Type Co-octoate 10% soln. Derakane Derakane 470 HT- 400 Atlac 590 Dion M700 Novolac epoxybased vinyl ester resin High temperature Novolac epoxybased vinyl ester resin Novolac epoxybased vinyl ester resin Novolac epoxybased vinyl ester resin Peroxide Other curing agents Gel-time 0,36 % 1 % K11-14 min 0,24 % 2 % K24 0,1 % DMA 18 min 0,18 % 1 % K11 - Ca 70 min 0,3 % 2 % K11 18 min Koncentrationerna för accelerator och peroxid valdes enligt tekniska databladet för respektive hartstyp. Detta för att i möjligaste mån erhålla en gelningstid i området minuter, se Tabell 1. För att förenkla beslöts innan försöken att samma typ av peroxid skulle användas för alla hartser. Således, om databladet föreslog att MEKP skulle användas, så valdes K11, en icke skummande MEKP (metyletylketonperoxid), ut för testerna. Men om databladet föreslog kumenperoxid, så skulle K24 användas. 20
23 Geltiden för hartset för varje tillverkad avgjutning bestämdes på följande sätt: 100 g harts med nytillsatt härdare blandades och hälldes i en aluminiumform. Därefter stoppades en stålstav regelbundet ned i hartsblandningen i aluminiumformen tills harts inte längre fastnade på staven. Denna tidperiod, från härdartillsats till att hartsblandningen inte längre fastnar på stålstaven, är geltiden Efterhärdning Efterhärdning av limavgjutningarna gjordes enligt rekommendationer i de tekniska databladen för respektive harts [9]-[12], se Tabell 2. Tabell 2 Föreslagen efterhärdning av de olika hartserna Table 2 Proposed post-curing of the resins Resin Proposed post-cure scheme Derakane 470 HT h at room temperature, 2 h at 120 C Derakane h at room temperature, 2 h at 155 C Atlac h at room temperature, 3 h at 100 C and 1 h at 150 C Dion h at room temperature, 24 h at 60 C and 3 h at 90 C 5.2 TERMISK ANALYS MED DSC DSC (Differential Scanning Calorimetry) är en metod som kan användas för att ta fram glastransitionstemperaturerna Tg1 och Tg2 för mer eller mindre härdade hartser. Sådana mätningar gjordes genom att en liten mängd material, 7-10 mg, vägdes in i en provkopp och värmdes från 25 till 220 C med en hastighet av 10 K/min, därefter kyldes provkammaren till 25 C med en hastighet av 80 K/min och sen värmdes igen till 220 C med en hastighet av 10 K/min. På detta sätt kunde man få fram Tg1 och Tg2 och den exoterma reaktionsenergin för den första uppvärmningscykeln. 5.3 TERMISK ANALYS MED DMA Dynamisk mekanisk analys (Dynamic Mechanical Analysis, DMA) är en metod som används för att mäta ett materials viskoelastiska egenskaper. Instrumentet mäter och sedan beräknas lagringsmodul, förlustmodul och ur detta kan bl.a. glastransitionstemperaturen, Tg, och HDT, temperaturen där det härdade hartset deformeras vid en specifik last (heat distortion/deflection temperature), tas fram. Vid DMA-mätningarna användes provkroppar av storleken ca 2 x 8 x 25 mm och dessa analyserades i en single cantilever uppställning, d.v.s. en typ av böjprovning där provet är fastspänt i båda ändar, Figur 9. Mätarmen på instrumentet rör sig sedan fram och tillbaka med en förbestämd amplitud och frekvens, och responsen från provet mäts. 21

 Table 3 Tg and HDT for resins according to data sheets from manufacturer")
24 Figur 9 DMA-instrumentet med prov fastspänt i single-cantilever -läge för mätning av lagringsmodul och Tg Figure 9 DMA instrument with sample prepared in single-cantilever mode for measurement of storage modulus and Tg Temperaturen sveptes från 20 till 220 C och uppvärmningen skedde med en hastighet av 2 C/min och frekvensen 1 Hz. Tg från DMA-mätningarna härleddes från både modul och dämpningstoppen, tan δ, vilken är kvoten mellan lagrings- och förlustmodul. Tabell 3 Tg och HDT för hartser enligt datablad från tillverkare samt från labbförsök med efterhärdade laminat (2h vid 180 C) Table 3 Tg and HDT for resins according to data sheets from manufacturer and lab experiments with postcured laminates (2h at 180 C) Resin Product specifications Measured values in the lab Tg ( C) HDT ( C) Tg 1(DSC) ( C) Tg 1(DMA) ( C) Derakane 470HT Derakane Atlac Dion Glastransitionstemperaturen från DMA-mätningarna har tagits där tangenterna för modulkurvan skär varandra. Det Tg som fås med DSC ligger ungefär där kurvorna för lagringsmodul och dämpning korsar varandra, Figur 10. Resultaten visar att det i vissa fall var svårt att nå upp till de Tg som respektive tillverkare anger i sina datablad, Tabell 3. De värden som anges i databladen är dock att betrakta som teoretiska då de mätningar som ligger till grund för rapporterade Tg har gjorts på extremt efterhärdare laminat. Dessa siffror visar på ett absolut maximum för glastransitionen för respektive harts. 22
25 9E+08 0,400 Modulus (Pa) 8E+08 7E+08 6E+08 5E+08 4E+08 3E+08 2E+08 Modulus Tan Delta 0,350 0,300 0,250 0,200 0,150 0,100 Tan d 1E+08 0,050 Tg (DMA) 0E+00 0,000 25,0 50,0 75,0 100,0 125,0 150,0 175,0 200,0 225,0 Temperature ( C) Tg (DSC) Figur 10 DMA-data från analys av Derakane , efterhärdat i 180 C i 2h Figure 10 DMA-data from the analysis of Derakane , post-cured at 180 C for 2h 5.4 INVERKAN AV TIDIGARE VÄRMEHISTORIK PÅ HÄRDNINGEN Tidigare studier hos KIMAB har visat att det kan finnas en inverkan av hur ett harts tidigare påverkats av värme på hur det kan efterhärda när det exponeras för höga temperaturer under drift. I denna tidigare undersökning har motståndet mot delaminering visat sig mindre för ett laminat baserat på Dion 9400 som efterhärdats enligt rekommendationer än ett laminat som inte efterhärdats alls. Det visade sig också att ökningen av Tg genom efterhärdning försenades i jämförelse med ökningen i temperatur i laminatet. Detta kan vara en möjlig orsak till att motståndet mot delaminering var lägre för de efterhärdade laminaten. Kontinuerlig drift av en skorsten vid 70 C kan anses vara en form av efterhärdning. Likaså hög temperatur (t.ex. 180 C) vid by-pass körning. Följande fall undersöktes: Ingen efterhärdning, motsvarande i drift Efterhärdning i drift, 1 vecka i 70 C Efterhärdning i drift, 1 vecka i 70 C följt av 120 min i 180 C Efterhärdning i drift, 120 min i 180 C Termisk analys gjordes såväl med DSC som med DMA. Resultaten finns i Tabell 4 och Tabell 5 och kan sammanfattas enligt nedan: 23
26 Något högre Tg erhålls för laminat som enbart exponerats för 180 C i 120 min, d.v.s. utan föregående period med 70 C i 1 vecka Skillnaderna i Tg enligt ovan är dock små, endast ett fåtal grader De värden på Tg som erhölls i dessa tester är i allmänhet låga i jämförelse med de som anges i de tekniska databladen För de prover som exponerats för 180 C tycks Tg-värdena erhållna från DSC och DMA vara likvärdiga, men i de fall man har prover som icke är efterhärdade finns inte motsvarande direkta samband alls. En av orsakerna till detta kan vara att uppvärmningshastigheten vid en DMA-mätning är mycket långsammare än vid motsvarande DSC-mätning, varför proven kommer att härda olika snabbt under mätningarnas gång. Skillnaderna i Tg mellan de olika hartserna är något mindre uttalade i de fall DMA använts jämfört med då DSC använts Tabell 4 Tg mätt med DSC för clearcasts av olika hartser med olika efterhärdningsschema Table 4 Tg from DSC measurements clearcasts of different resins with different post-curing schemes Tg DSC ( C) No post-cure 180 C 2h Tg Tg 1 1 Tg 2 1 week 70 C Tg 1 1week 70 C + 2h 180 C Tg 1 Derakane 470 HT Derakane Atlac Dion 9400-M Tabell 5 Tg mätt med DMA för clearcasts av olika hartser med olika efterhärdningsschema Table 5 Tg from DMA measurements for the clearcasts of different resins with different post-curing schemes Tg DMA ( C) No post-cure Tg C 2h Tg 1 1 week 70 C Tg 1 1 week 70 C + 2h 180 C Tg 1 Derakane 470 HT Derakane Atlac Dion 9400-M ENKELSIDIGA EXPONERINGAR FÖR FUKT OCH SIMULERAD BYPASS I ett försök att simulera en bypass-körning tillverkades laminat för att exponeras enkelsidigt för fukt vid en förhöjd temperatur (80 C), där laminaten vid olika tidpunkter sedan skulle tas ut ur fuktexponeringen för att ensidigt utsättas för 200 C under två timmar. Fem olika typer av laminat, samtliga med harts från Ashland, tillverkades med olika harts- och härdningskombinationer listade i Tabell 6. Härdsystemen har tagits från tillverkarens datablad för respektive harts [11] [13]. Laminaten är tillverkade i en plastram mellan två glasskivor med släppfilm för att få rätt dimensioner, ca 220 x 220 mm, se Figur 11. Samtliga laminat för ugnsexponeringen är uppbyggda med ett spärrskikt och ett styrkelaminat. Spärrskiktet består av en ytmatta och fyra mattor av huggen fiber (chopped strand mat, CSM). Efter att spärrskiktet byggts upp tilläts laminatet 24


27 mellanhärda för alla laminatkombinationer utom en. Sedan byggdes styrkelaminatet upp med fyra lager rovingväv, med en matta av huggen fiber mellan varje lager. Styrkelaminatet både började och avslutades med en matta av huggen fiber. Tabell 6 Förteckning över de laminatvarianter som tillverkades Table 6 List of the manufactured laminate variations Laminate Barrier layer Intermediate curing Structural laminate I-A, I-B Derakane Yes II-A, II-B, II-C Derakane No III-A, III-B Derakane 470HT-400 Yes IV-A, IV-B Derakane 470HT-400 Yes 470HT-400 X-A, X-B Derakane Yes Figur 11 Tillverkningsram och färdigt laminat med hål borrade för polyetenramen Figure 11 Manufacturing frame and a finished laminate with holes drilled for the polyethylene frame 25

28 Figur 12 Provram med två laminat fastskruvade. Ramen är fylld med kondensat. Figure 12 Test frame with two laminates attached. The frame is filled with condensate. Två laminat har tillverkats samtidigt av alla kombinationerna för dubbelprov och är benämnda A respektive B. Tre laminat av typ II tillverkades för att utsätta ett av dem för dubbelsidig fukt och hög temperatur. Samtliga laminat är sedan efterhärdade i ugn vid 80 C i 8 timmar. Ramar av polyeten tillverkades där laminaten skruvades fast två och två med spärrskiktet mot ramen, Figur 12. Gummipackningar av EPDM användes som tätning mellan provlaminaten och ramen. Ramarna skruvades sedan ihop med skruvar av syrafast stål och fylldes med vätska motsvarande ett skorstenskondensat. Kondensatet innehåller ca 0,025 vikt-% H2SO3, 0,15 vikt-% H2SO4 och 0,025 vikt-% HCl och har ett ph på ca 1. Ramarna med laminat har sedan exponerats i en ugn vid 80 C. Ramarna har tagits ut efter olika tider, tömts och tagits isär. I början av exponeringen togs ramarna ut en gång i veckan för att efter hand tas ur mer sällan. Exponeringstiderna var 1, 2, 3, 5, 7, 9, 11, 14, 20, 25, 29 och 34 veckor. Efter uttag från 80 C exponerades laminaten ensidigt mot 200 C under två timmar. Laminaten spändes fast ett och ett med tvingar mot en ugn som hölls vid 200 C, Figur 13. För att säkerställa att den faktiska temperaturen i ugnen stämde överrens med displayen på ugnen kontrollerades temperaturen även med ett extra termoelement. Proverna undersöktes visuellt och fotograferades före och efter ugnsexponeringarna för att kunna notera när och om materialen uppvisat några skador. 26

29 Figur 13 Laminat fäst på ugnen för den ensidiga exponeringen vid 200 C Figure 13 Laminate attached to the oven for the single-sided exposure at 200 C 27




30 Figur 14 Vitning av fibrer efter exponering för kondensat Figure 14 Whitening of glass fibres after the exposure to condensate Figur 15 Laminat IV-A och B innan ensidig exponering 200 C, 20 veckor ensidig exponering för kondensat vid 80 C Figure 15 Laminate IV-A and B prior to single sided exposure to 200 C, 20 weeks exposure to condensate at 80 C Inga större skador observerades på något av laminaten de första 20 veckorna. Bilder på laminaten efter varje upptag finns i bilaga A. En viss vitning av glasfibrerna i laminaten observerades dock för samtliga prover redan efter en vecka vid uttag från fuktexponeringen, Figur 14. Vitningseffekten uppstår då fukt tränger in i laminatet och är mycket tydlig om det finns glasfiber i laminatet. Sannolikt är att fukten ansamlas just vid glasfibrerna varför effekten då blir tydligare än i en platta av rent harts. Vid de första uttagen minskade vitningen av glasfibrerna markant efter den ensidiga ugnsexponeringen för att senare bli mer eller mindre permanent även efter exponeringen vid 200 C. 28




31 Figur 16 Laminat IV-A och B efter ensidig exponering 200 C, 20 veckor ensidig exponering för kondensat vid 80 C Figure 16 Laminate IV-A and B after single sided exposure to 200 C, 20 weeks exposure to condensate at 80 C Figur 17 Laminat IV-A och B innan ensidig exponering 200 C, 25 veckor ensidig exponering för kondensat vid 80 C Figure 17 Laminate IV-A and B prior to single sided exposure to 200 C, 25 weeks exposure to condensate at 80 C Först efter 20 veckors exponering uppvisade något av laminaten några delamineringsskador. Direkt efter provuttaget syntes vitning av fibrerna på samtliga laminat, dock inga delamineringar, Figur 15. Laminat IV-B (Derakane 470HT-400 både i spärrskikt och i styrkelaminat) uppvisade en delaminering efter den ensidiga ugnsexponeringen vid 200 C, Figur




32 Figur 18 Laminat IV-A och B efter ensidig exponering 200 C, 25 veckor ensidig exponering för kondensat vid 80 C Figure 18 Laminate IV-A and B after single sided exposure to 200 C, 25 weeks exposure to condensate at 80 C Figur 19 Laminat IV-A och B innan ensidig exponering 200 C, 29 veckor ensidig exponering för kondensat vid 80 C Figure 19 Laminate IV-A and B prior to single sided exposure to 200 C, 29 weeks exposure to condensate at 80 C Efter 29 veckors exponering för fukt vid 80 C uppvisade även laminat IV-A delamineringsskador efter att ensidigt ha utsatts för 200 C under två timmar, Figur 19 och Figur



33 Figur 20 Laminat IV-A och B efter ensidig exponering 200 C, 29 veckor ensidig exponering för kondensat vid 80 C Figure 20 Laminate IV-A and B after single sided exposure to 200 C, 29 weeks exposure to condensate at 80 C Figur 21 Laminat IV-A och B innan ensidig exponering 200 C, 34 veckor ensidig exponering för kondensat vid 80 C Figure 21 Laminate IV-A and B prior to single sided exposure to 200 C, 34 weeks exposure to condensate at 80 C Inget av de övriga laminaten uppvisade några delamineringsskador efter 20 veckors exponering. Den enda notering som gjordes är att det tycktes finnas mindre områden i laminatet där glasfibrerna syntes ha släppt något från hartset inne i spärrskiktet, Figur 23. Dessa defekter tycktes uttalade för laminat typ III än för några av de andra proven. Ingen av dessa smådefekter utmynnade dock i någon större delaminering under exponeringens gång. 31


34 Figur 22 Laminat IV-A och B efter ensidig exponering 200 C, 34 veckor ensidig exponering för kondensat vid 80 C Figure 22 Laminate IV-A and B after single sided exposure to 200 C, 34 weeks exposure to condensate at 80 C Figur 23 Små områden i laminat III-A där glasfibrerna tycks ha släppt något från hartset inne i spärrskiktet Figure 23 Small areas in laminate III-A where the glass fibres seem to have separated from the resin in the barrier layer Efter att de fått torka ca fem dagar uppvisade flera av laminaten större områden med vitnade fibrer, laminat III, IV och X. Delamineringen i laminat IV-B hade även spruckit. Laminat I och II hade inga tydliga områden med vitnade, fuktpåverkade fibrer efter exponeringen. 32




35 Figur 24 Laminat III-A efter att ha torkat fem dagar efter avslutad exponering. Figure 24 Laminate III-A five days after the exposure. Figur 25 Laminat I och II-A efter att ha torkat fem dagar efter avslutad exponering Figure 25 Laminate I and II-A five days after the exposure Efter att fuktexponeringen avslutats kapades sedan laminaten upp. Polerade tvärsnitt inspekterades sen ljusoptiskt med mikroskop. Bilderna visar att hela spärrskikten på laminaten är mer eller mindre fuktpåverkat på samtliga laminat, Figur 27-Figur



36 Figur 26 Laminat IV-B efter att ha torkat fem dagar efter avslutad exponering. Ökad vitning kring glasfibrerna syns tydligt t.v. En spricka i delamineringen observerades, t.h. Figure 26 Laminate IV-B after five days of drying after the exposure. An increased whitening of the glass fibres is obvious and a crack in the delamination was observed (right) Barrier layer Figur 27 Polerat tvärsnitt av laminat I-A Figure 27 Polished cross-section of laminate I-A 34


37 Barrier layer Figur 28 Polerat tvärsnitt av laminat II-A Figure 28 Polished cross-section of laminate II-A Barrier layer Figur 29 Polerat tvärsnitt av laminat III-A Figure 29 Polished cross-section of laminate III-A 35

38 Barrier layer Figur 30 Polerat tvärsnitt av laminat IV-A. Delamineringen ligger tydligt under ytmattan i den första CSMmattan Figure 30 Polished cross-section of laminate IV-A. The delamination is clearly seen under the surface veil and in the first CSM-layer Barrier layer Figur 31 Polerat tvärsnitt av laminat X-A Figure 31 Polished cross-section of laminate X-A DSC-analyser efter exponeringarnas slut visade att de fuktpåverkade laminaten generellt hade höga Tg1 och Tg2. Dock syntes en tydlig påverkan av fukt i flertalet av DSC-kurvorna, Figur
, Dion Impact 9400 och Dion 9400- M700 (båda från Reichhold) och byggdes")


39 Figur 32 DSC-analys av fuktexponerade spärrskikt. Figure 32 DSC-analysis of the moisture exposed barrier layers 5.6 DUBBELSIDIG EXPONERING FÖR FUKT OCH TEMPERATUR Laminat tillverkades av Derakane (Ashland), Dion Impact 9400 och Dion M700 (båda från Reichhold) och byggdes upp av en ytmatta, fyra mattor huggen fiber samt ett lager rovingväv. Härdsystemen togs från tillverkarnas datablad för respektive harts. Laminat både med och utan kantförslutning tillverkades och tilläts efterhärda vid 80 C i 8 timmar. Laminaten exponerades sedan för vatten vid 80 C i 10 dagar och utsattes sedan dubbelsidigt för 200 C i en ugn. Som referens exponerades även en provserie i luft vid 80 C och utsattes även den för 200 C. Ett laminat av typ II (Derakane , utan mellanhärdning) exponerades även det dubbelsidigt för fukt vid 80 C, dock under en längre period ca tre månader. Detta för att mätta laminatet med fukt. Figur 33 Laminaten efter exponering för vatten vid 80 C Figure 33 Laminates after exposure to water at 80 C 37


40 Efter uttag från fuktexponeringen uppvisade samtliga laminat en vitning av glasfiberarmeringen på samma vis som noterades vid de ensidiga exponeringarna, Figur 33. Figur 34 Första provserien efter exponering för 200 C Figure 34 First test series after exposure to 200 C Tre olika ugnsexponeringar vid 200 C gjordes där samtliga laminat delaminerade, dock olika mycket. Vid det första försöket med laminat utan kantförslutning delaminerade Dionlaminaten kraftigt efter fem till tio minuters exponering. Laminatet tillverkat med Derakane visade efter samma tid endast mindre, ytliga delamineringar, Figur 34. Vid ett andra försök, nu med kantförslutna laminat uppvisade dock alla kraftig delaminering efter fem till tio minuters exponering, Figur 35. Vid det sista försöket delaminerade åter ett Dionlaminat först, men även Derakanelaminatet delaminerade nu tidigt i ugnsexponeringen, Figur 36. Figur 35 Andra provserien efter exponering för 200 C Figure 35 Second test series after exposure to 200 C 38

 som utsattes dubbelsidigt för fukt vid 80 C under tre månader exponerades även det dubbelsidigt för 200")

41 Figur 36 Tredje provserien efter exponering för 200 C Figure 36 Third test series after exposure to 200 C Dionlaminaten tycktes dock delaminera något annorlunda än Derakanelaminaten, i två av de tre försöken tycktes delamineringarna i detta laminat ligga mycket ytligare än i Dionlaminaten. De laminat som endast utsatts för 80 C utan tidigare exponering för fukt påverkades inte märkbart av ugnsexponeringen vad 200 C. Inga skador eller delamineringar noterades. Det extra laminat av typ II (Derakane , utan mellanhärdning) som utsattes dubbelsidigt för fukt vid 80 C under tre månader exponerades även det dubbelsidigt för 200 C, Figur 37. De första delamineringarna uppstod efter ca 15 minuters högtemperaturexponering, Figur 38. Dessa mindre delamineringar växte endast något under de följande fem minuterna, Figur 39. Laminatet delaminerade kraftigt först efter 30 minuter vid 200 C, Figur 40. Figur 37 Laminatet innan exponering Figure 37 The laminate before exposure Figur minuter vid 200 C Figure minutes at 200 C 39


42 Figur minuter vid 200 C Figure minutes at 200 C Figur minuter vid 200 C Figure minutes at 200 C Delamineringarna växte sedan under de följande tio minuterna, Figur 41 och Figur 42. Högtemperaturexponeringen avbröts efter ca 40 minuter vid 200 C. Figur 43 visar ett tvärsnitt av en av delamineringarna. Det syns tydligt att laminatet delaminerat på olika djup, mellan de olika mattorna. Figur minuter vid 200 C Figure minutes at 200 C Figur minuter vid 200 C Figure minutes at 200 C 40
.")
43 Barrier layer Delamination Figur 43 Delamineringsskador i laminat II-C Figure 43 Delamination damages in laminate II-C 5.7 FUKTUPPTAG Laminat tillverkades även för att undersöka skillnader i fuktupptag mellan olika harts samt hur stor påverkan glasfiberarmering har på fuktupptaget, jämfört med rent harts (clearcast). Laminaten tillverkades av Derakane , Derakane 470TH-400 (båda Ashland) och Dion Impact 9400 (Reichhold). Laminaten med glasfiberarmering byggdes upp med ytmatta samt fyra mattor huggen fiber och kantförslöts med rent harts för att minska penetration av vatten längs med glasfibrerna från kanterna. Laminaten exponerades sedan för vatten vid 80 C och viktupptag mättes vid olika tider. Mätningarna visar att Derakane 470HT-400 syntes ta upp något mer fukt än Derakane för de rena hartserna. Dion 9400 Impact tog upp lika mycket fukt som Derakane 470HT-400 Mätningarna visar att ett rent harts initialt tar upp mer fukt än ett glasfiberarmerat laminat, Figur 44. Hartsmatrisen i laminaten brändes av för att bestämma glasfiberhalten, och glasvikten räknades sedan bort. Fuktupptaget kompenserat för glashalten är plottat i Figur 45. Här visar grafen att harts som innehåller glasfiber tar upp klart mer fukt än det rena hartset. Fuktupptagen för de rena hartserna ligger i storleksordningen 1,8-2 vikt-% efter 600 timmars exponering. De glasfiberinnehållande proven tar upp mellan 2 och 3 vikt-% efter motsvarande tid. Dion 9400 Impact uppvisar en mindre skillnad i fuktupptag mellan clearcast och laminat än Derakaneproverna. 41
44 Figur 44 Fuktupptag vid 80 C för clearcast och laminat Figure 44 Moisture weight gain at 80 C for clearcast and laminates Figur 45 Fuktupptag vid 80 C för clearcast och laminat där glasvikten är borträknad Figure 45 Moisture weight gain at 80 C for clearcast and laminates compensated for the glass content 42


45 5.8 MÄTNING AV TERMISK LÄNGDUTVIDGNING MED DMA Provkroppar med de ungefärliga måtten 8 x 2 x 25 mm togs ut ur rondellerna från rökgaskanalen hos Tekniska verken, Linköping. Prov sågades ut både från spärrskiktet och från styrkelaminatet i båda rondellproven, detta för att undersöka om det finns någon större skillnad i värmeutvidgning mellan ett laminat upplagt av huggna mattor jämfört med ett lindat laminat. Både glasfiberhalt och glasfibertyp skiljer sig markant mellan dessa två typer av laminat. Figur 46 DMA-instrumentet förberett för längdutvidgningsmätning Figure 46 DMA instrument prepared for measurement of thermal expansion Det absoluta värdet på värmeutvidgningskoefficienten är svår att mäta med den metod som här valts, men ger ändå en fingervisning om hur de olika laminaten förhåller sig till varandra. Kanterna på uttagna proven slipades och spändes fast i instrumentet mellan två grepp, där det ena är statiskt och det andra kan röra sig, lägga på last och registrera position, Figur 46. Temperaturen sveptes sedan mellan 25 och 225 C med en hastighet av 1 C/minut och data samlades in. Alla prov analyserades två gånger för att se om kurvan skulle påverkas av att proven varit uppvärmda till 225 C, vilket skulle kunna indikera nedbrytning och en förändring i värmeutvidgning. Proven från styrkelaminaten följde samma trend, och proven från spärrskikten såg ut att följa en annan trend. Resultaten visar på en tydlig skillnad i värmeutvidgning mellan spärrskikt och styrkelaminat. De analyserade spärrskikten expanderar under uppvärmning till skillnad från styrkelaminaten som först vid höga temperaturer tycks krympa något, Figur 47. Dock är hänsyn inte tagen till instrumentets värmeutvidgning, varför några absolutvärden inte ska läsas ur grafen. 43
46 Figur 47 Termisk längdutvidgning mätt med DMA för spärrskikt och styrkelaminat från rökgaskanalen på Gärstadverket, Tekniska verken i Linköping Figure 47 Thermal expansion measured by DMA for the structural layer and barrier laminate from the flue gas duct at Gärstadverket, Tekniska verken, Linköping Skillnaderna mellan första och andra uppvärmning är små, och den enda egentliga skillnad som går att utläsa ur Figur 47 är att en svag topp på kurvorna på proven från spärrskikten skiftar mot högre temperatur efter första uppvärmningen. Detta är sannolikt p.g.a. att en efterhärdning av provet sker under analysen vilket gör att Tg ökar. 44
47 6 Resultatanalys 6.1 TG OCH HDT Studien av Tg och HDT med DSC och DMA visar hur det Tg man mäter med DSC kan korreleras till det som kommer från DMA-mätningar. Då de två instrumenten mäter vitt skilda egenskaper i proven är det mycket rimligt att resultaten skiljer sig åt, vilket även gör det svårt att jämföra resultaten mellan de olika mätmetoderna direkt. Ett DSC-instrument mäter den energi som går åt för att hålla ett prov vid samma temperatur som ett referensprov under det att ett temperatursvep görs, vanligt är att svephastigheten är 10 C/minut. Vid fasövergångar, smälttemperaturer och liknande behöver instrumentet kompensera för den skillnad som uppstår mellan prov och referens, och det är denna skillnad som mäts. Ett DMA-instrument mäter hur den mekaniska responsen i ett material varierar under ett temperatursvep, vanlig svephastighet i det fallet är 1-2 C/minut. En oscillerande last läggs på provet och instrumentet mäter kraften som behövs för att applicera den valda lasten. Blir exempelvis provet mjukare med ökad temperatur behövs mindre kraft för att applicera lasten, detta räknas sedan om till bl.a. lagringsmodul och dämpning. Denna studie har visat att det Tg som fås ur en DSC-mätning för dessa hartser korrelerar relativt bra med skärningspunkten mellan modulkurvan och tan δ-kurvan från DMA-mätningarna. Denna punkt ligger mitt emellan det Tg som fås av skärningen mellan tangenterna på modulkurvan och tan δ-toppen, se Figur 10. Detta stämmer bra för flera av de hartser som analyserades, förutom Derakane 470HT-400 där Tg mätt med DSC ligger ca 10 C högre än skärningspunkten. För de övriga hartserna var skillnaden endast ett par grader. Studien visar även att det Tg och även HDT som tillverkarna anger i sina respektive datablad generellt skiljer sig markant från de Tg som mättes på laminaten tillverkade på labb. I verkligheten efterhärdas aldrig större GAP-strukturer vid de temperaturer man använt för att nå de teoretiska Tg-värdena. En rimlig efterhärdningstemperatur ligger snarare kring C för exempelvis ett skorstenssegment. Dock kan materialet givetvis i de flesta fall efterhärda vid drift vid höga temperaturer, men det är mindre sannolikt att man faktiskt når de riktigt höga HDT och glastransitionstemperaturerna. De analyser som gjorts här visar även på att man generellt får lägre Tg och HDT på ett laminat som utsatts för en lägre temperatur en tid. Skillnaderna i den här studien är dock relativt små, men det antas att denna effekt knappast avtar med en längre tids exponering vid en lägre temperatur där man samtidigt har fukt närvarande. Det värde som fås från interceptet av tangenterna på lagringsmodulskurvan från DMA-datat ligger ca 15 C under det Tg som en analys med DSC ger. Således ligger detta värde närmre HDT än Tg och kan användas för att approximera HDT. Som tumregel brukar anges att HDT ligger C under Tg. 6.2 ENSIDIGA EXPONERINGAR FÖR FUKT OCH SIMULERAD BYPASS Först efter 20 veckors ensidig exponering för fukt uppvisade ett av laminaten någon tydlig påverkan av exponeringen. Laminat IV-B, som är uppbyggt med Derakane 45
48 470HT-400 i både spärrskikt och styrkelaminat uppvisade en delaminering i spärrskiktet efter två timmars exponering för 200 C. Den uppkomna delamineringen i laminat IV-B ökade i storlek med tiden, och även dubbelprovet av samma harts, IV-A, delaminerade efter 29 veckor. Hartset som använts i dessa två laminat är Derakane 470HT-400, vilket är det harts som enligt databladen ska ha högst Tg och HDT, 195 C respektive 180 C. Inget av de övriga laminaten uppvisade några delamineringsskador efter 20 veckors exponering, den enda notering som gjordes är att det tycktes finnas mindre områden där glasfibrerna tycktes ha släppt från hartset inne i spärrskiktet. Dessa defekter var mer uttalade för laminat typ III än för några av de andra proven. Ingen av dessa smådefekter utmynnade dock i någon större delaminering under exponeringens gång. Efter att exponeringarna avbrutits tilläts laminaten torka på labb under ett par dagar, och flera av laminaten uppvisade efter detta en mycket tydligare vitning av glasfibrerna. Den observerade delamineringen i laminat IV-B hade även spruckit upp efter att ytskiktet torkat. Laminat I och II föreföll dock vara klart annorlunda vad gäller någon vitning av glasfibrerna både under och efter exponeringen. Dessa laminat är uppbyggda med Derakane , som i fuktupptagsstudien för de rena hartserna tar upp något mindre fukt än 470HT-400. I de labbtillverkade laminaten är övergången mellan spärrskikt och styrkelaminat mindre diskret än i ett fabrikstillverkat, lindat laminat. När ett styrkelaminat tillverkas industriellt lindas det på en trumma och får en mycket högre glashalt än när ett laminat läggs upp för hand. De laminat som jämförts i denna studie liknar sannolikt mer ett wet-in-wet-laminat där övergången mellan spärrskikt och styrkelaminat är mer glidande. Ett riktigt wet-in-wet-laminat har dock en klart högre glashalt är de laminat som här tillverkats på labb. Efter att fuktexponeringen avslutats kapades laminaten upp. Polerade tvärsnitt inspekterades sen ljusoptiskt med mikroskop. Bilderna visar att hela spärrskikten på laminaten är mer eller mindre fuktpåverkat på samtliga laminat. Detta till trots delaminerade endast en typ av laminat under den ensidiga högtemperaturexponeringen. DSC-analyser på de ensidigt fuktexponerade laminaten visar på höga Tg i spärrskikten. Fuktpåverkan syns tydligt för flertalet av laminaten som en höjning av baslinjen vid lägre temperaturer. Analysen är dock gjort på relativt torra laminat, efter att de exponerats för hög temperatur och torkat några dagar. Tydligt är dock att vattnet har en effekt på laminaten. En av de möjliga orsakerna till att delaminering av laminaten var svår att tvinga fram på laboratoriet kan vara att laminaten under varje ugnsexponering torkade ut. Rimligen innehöll laminaten mindre fukt efter två timmars exponering vid 200 C än innan. Den större delamineringen som observerades på prov IV efter 20 veckor inträffade efter en längre tids exponering i fukt, vilket kan ha bidragit till en högre fukthalt i laminatet. Det förklarar dock inte varför inget av de andra laminaten delaminerade. En möjlig anledning till problemen med att skapa delamineringar i labbexponeringarna kan vara att yttemperaturen på laminaten under ugnsexponeringarna inte blev 200 C. Luften inne i ugnen cirkulerades inte runt, och risken finns att värmen i ugnen p.g.a. 46
49 detta blev ojämn. Utsidan på laminaten nådde endast upp till ca 80 C efter två timmars exponering vilket också betyder det att det fanns en brant temperaturgradient genom laminatet. Den låga temperaturen på utsidan kan också betyda att laminatets insida inte nådde de önskade 200 C. I en skorstenspipa eller en rökgaskanal är luftflödet mycket turbulent, och värmeöverföringen till väggarna och in i laminatet blir mycket bättre än i de ugnsförsök som här gjorts. 6.3 DUBBELSIDIG EXPONERING FÖR FUKT OCH TEMPERATUR Laminat tillverkades även för att utsättas dubbelsidigt både för fukt och för hög temperatur. Detta för att snabbt undersöka om vatten har någon inverkan på delamineringsskador i laminat, eller om det enbart beror på temperaturchock. Mätningar har också visat en relativt stor skillnad i Tg, och således även i HDT, för Derakane 470 och Reichholds motsvarande harts Dion 9400, och laminat av dessa material tillverkades för att se om denna skillnad i HDT hade någon tydlig effekt på delamineringar. Laminaten exponerades för vatten vid 80 C i 10 dagar och utsattes sedan dubbelsidigt för 200 C. Som referens exponerades även en provserie i luft vid 80 C och utsattes även den för 200 C. Efter uttag från fuktexponeringen uppvisade samtliga laminat en vitning av glasfibern på samma vis som noterades vid de ensidiga exponeringarna. Tre olika ugnsexponeringar vid 200 C gjordes där samtliga laminat delaminerade, dock olika mycket. Vid det första försöket med laminat utan kantförslutning delaminerade Dionlaminaten kraftigt efter fem till tio minuters exponering. Laminatet tillverkat med Derakane visade efter samma tid endast mindre, ytliga delamineringar. Vid ett andra försök, med kantförslutna laminat uppvisade dock alla kraftig delaminering efter fem till tio minuters exponering. Vid det tredje och sista försöket delaminerade åter ett Dionlaminat först, men även Derakanelaminatet delaminerade nu tidigt under exponeringen. I försöken med de icke kantförslutna laminaten tycktes Reichholdlaminaten delaminera något annorlunda än Derakanelaminatet. Delamineringarna låg djupare medan de i Derakane låg närmre ytan. Ett laminat av typ II (Derakane , utan mellanhärdning) exponerades även det dubbelsidigt för fukt vid 80 C under tre månader, detta för att mätta laminatet med fukt. Ugnsexponeringen av laminatet gav upphov till delamineringar efter ca 25 minuter vid 200 C, för att efter 40 minuters exponering i stort sett delaminerat hela laminatet. Delamineringarna låg relativt ytligt i spärrskiktet snarare än i styrkelaminatet. Den dubbelsidiga exponeringen visar att fukt är av klar betydelse vid delaminering, trots att det var svårt att få till delaminering i de ensidiga försöken. Dessa laminat har dock också utsatts för fukt från båda sidor, vilket inte är så som de skulle ha utsatts i en verklig rökgasmiljö. Inte heller exponeringen för hög temperatur liknar verkligheten då ett skorstenslaminat endast utsätts för hög temperatur från insidan. Dock sprider sig den höga temperaturen genom laminatet med tiden under en längre by-passkörning. Vätningen av glasfibern påverkas sannolikt av vilken sizing som använts vid tillverkningen, och detta kan i sin tur även påverka mängden fukt som tas upp vid exponeringen. Vid en något sämre vätning av glasfibern skulle fukt kunna ansamlas kring glasfibern snarare än ute i hartset, vilket skulle kunna bidra till att laminatet 47
50 sprängs då det utsätts för en kraftigt förhöjd temperatur. Delamineringarna som observerades ser ut som sprängningar av fukt inne i laminaten. Hartserna i de undersökta laminaten har vitt skilda HDT och Tg och detta kan vara en bidragande faktor till att vissa laminat tycks delaminera tidigare än andra. Dock spelar sannolikt även vätningen av glasfibern in i delamineringsproblematiken. Olika hartser kan sannolikt även vara mer eller mindre kompatibla med olika sizingsystem. 6.4 FUKTUPPTAG Fuktupptagsstudien visar att alla exponerade laminat tar upp mer fukt om det finns glasfiber i dem än om de är rena hartsprover. Viktupptagsmätningarna på rena hartser visar initialt dock motsatsen, men efter att glashalten bestämts för de olika laminaten och glasvikten räknats bort från provvikterna blir det uppenbart att glasfibern har tydlig en effekt på vattenupptaget. Mätningarna visar också att Derakane 470HT-400 tycktes ta upp något mer fukt än Derakane , även om skillnaderna är små. Dion 9400 tar upp ungefär lika mycket fukt som Derakane 470HT-400 i studien. Fuktupptagen ligger i storleksordningen 1,8-2 vikt-% efter 700 timmars exponering. De glasfiberinnehållande proven tar upp mellan två och tre viktprocent efter motsvarande tid. Då glasinnehållet räknats bort tar Derakane 470HT-400 och upp lika mycket fukt. Dion 9400 tycks ta upp mindre fukt när viktupptaget kompenserats för glashalten. Fukt har en stor betydelse när det kommer till delamineringsskador. Dock är det mycket svårt för att inte säga omöjligt att undvika att ett laminat tar upp fukt vid exponering i en fuktig miljö. Denna mätning visar på att glasfibern spelar roll för ett laminats fuktupptag. Det kan dock vara flera faktorer som samverkar, vätningen av glasfibern kan exempelvis göra det mer eller mindre benäget att ta upp fukt. 6.5 MÄTNING AV LÄNGDUTVIDGNING MED DMA För mätning av skillnader i värmeutvidgning uttogs prov både från spärrskiktet och från styrkelaminatet i de både provrondellerna från rökgaskanalen från Gärstadverket, Tekniska verken, Linköping. Både glasfiberhalt och glasfibertyp skiljer sig markant mellan spärrskikt och styrkelaminat, då spärrskiktet består av ytmatta och mattor av huggen fiber och spärrskiktet till stor del består av ett lindat laminat. Glasfiberhalten i ett spärrskikt ligger vanligen i storleksordningen ca 30 vikt%, och i ett styrkelaminat ca vikt%. Värmeutvidgningskoefficienten är svår att mäta absolut med den metod och instrument som fanns att tillgå, men ger ändå en fingervisning om hur de olika laminaten förhåller sig till varandra under uppvärmning. Under mätningarna är dock hänsyn inte tagen till instrumentets värmeutvidgning, varför några absolutvärden inte går att läsa ut ur grafen. Proven värmdes från 25 C till 225 C med 1 C/minut. Alla prov analyserades två gånger för att få en fingervisning om det blir några tydliga permanenta förändringar i termisk expansion efter att prover varit uppvärmt och sannolikt kunnat efterhärda. Då uppvärmningshastigheten var så låg som 1 C/minut får ett prov mycket tid på sig att efterhärda. Detta gäller om de övriga förutsättningar för detta är de rätta, t.ex. rätt blandat harts/härdsystem. 48
51 De mätningar som gjorts under projektet visar en tydlig skillnad i uppträdande mellan spärrskikt och styrkelaminat vad gäller termisk utvidgning. Spärrskiktet expanderar mer än styrkelaminatet under uppvärmning, vilket får anses som rimligt. Både glasfiberhalt och glasfibertyp skiljer sig markant mellan dessa skikt, där spärrskiktet består av ytmatta och mattor av huggen fiber och styrkelaminatet till stor del ofta är ett lindat laminat. Det är svårt att uttala sig om hur stora dessa skillnader är i absoluta tal, men det anses rimligt att anta att detta kan bidra till att skapa spänningar inne i ett laminat under uppvärmning. Inga större skillnader noterades mellan första och andra uppvärmningen, bortsett från att en svag topp på kurvorna på proven från spärrskikten skiftar mot högre temperatur efter första uppvärmningen. Detta är sannolikt p.g.a. att en efterhärdning av provet sker under mätningen som får Tg att öka. Den svaga toppen på kurvorna från analyserna av spärrskikten är sannolikt Tg som passeras. Då glastransitionstemperaturen passerats mjuknar laminatet och den termiska utvidgning materialet gjort tillåts relaxera och kan pressa tillbaka mätproben. Hur spänningar som uppstår i laminat p.g.a. skillnader i värmeutvidgning ska kunna undvikas vid konstruktion av strukturer i glasfiber är dock svårt att uttala sig om. Spärrskikt och styrkelaminat skiljer sig alltid åt gällande armeringstyp och glashalt. 49
52 7 Slutsatser Det övergripande målet med projektet har varit var att försöka förstå mekanismerna för delamineringsskador i skorsten och annan utrustning i glasfiberarmerad esterplast som utsätts för växlande driftförhållanden. Dessa förhållanden innebär i normalfallet fuktiga rökgaser vid låg temperatur, både med och utan kondensering, samt plötsliga temperaturökningar vid bypass-körningar. Tanken var även att försöka samla information om eventuell inverkan av andra konstruktionsdetaljer relaterade till processtyrningen, t.ex. isolering av pipan samt även inverkan av olika tillsatser till bränslet. Under projektets gång har det visat sig att det varit mycket svårt att tillverka verklighetstrogna laminat på labb. Ett riktigt laminat är uppbyggt med ett spärrskikt oftast följt av ett lindat laminat, till skillnad från de labbtillverkade laminaten som är helt igenom handupplagda. Ett lindat laminat har generellt en mycket högre glashalt än ett handupplagt laminat. De labbtillverkade laminaten liknar sannolikt laminat producerade enligt wet-in-wet-metoden då man i detta fall får en mycket mjuk övergång i glashalt mellan spärrskikt och styrkelaminat. Dock har ett wet-in-wetlaminat mycket högre glashalt än något av de laminat som här tillverkats för hand på labb. Projektet var tänkt att utveckla och testa nya materialkoncept med hänsyn till material och uppbyggnad samt att hitta nya materialkoncept som är robusta vid driftstörningar eller ändrade bränsleförhållanden. Det förefaller dock som att fler mekanismer än vad som antogs innan projektets start kan vara involverade då de inledande studierna på havererat material och försök på labb visade på en långt större komplexitet än vad som anats. Projektet ändrade med tiden inriktning något, med mer fokus på fuktupptag, värmeutvidgning och laminatuppbyggnad då det visade sig mycket svårt att framtvinga delamineringsskador i den simulerade miljön. Endast en av de laminattyper som tillverkades och sedan enkelsidigt utsattes för fukt och hög temperatur uppvisade delamineringsskador under projektets gång. De laminat som utsattes för dubbelsidig fukt och hög temperatur uppvisade alla delamineringsskador redan efter mycket kort tid vid 200 C. Detta visar att fukt är en bidragande faktor till delamineringar, dock inte den enda orsaken till att dessa skador uppstår. Ett laminat tar upp mer fukt då det innehåller glasfiber än om det bara är ett rent harts, vilket tyder på att glasfibertypen och sannolikt sizingsystemet har inverkan på fuktupptag. Ett laminat som innehåller mycket fukt löper en större risk att få skador vid en snabb uppvärmning. Studier i projektet har visat att laminat som inte varit utsatta för fukt inte påverkas alls då de utsattes för hög temperatur. Dynamisk mekanisk analys (DMA) är en lämplig metod att tillsammans med DSC bestämma HDT och mjukningstemperaturer för glasfiberarmerade laminat. DMA går även att använda för att undersöka längdutvidgning vid uppvärmning. Resultat från denna metod är dock inte lika lättolkade som mätning av Tg och HDT. De mätningar som här har gjorts på värmeutvidgning visar på distinkta skillnader mellan spärrskikt och styrkelaminat, detta på prover tagna ur en rökgaskanal. Generellt är de glastransitionstemperaturer och HDT som tillverkarna hänvisar till i sina respektive datablad mycket svåra att uppnå vid tillverkning av GAP-utrustning. 50
53 Detta beror till mångt och mycket på att man industriellt inte kan efterhärda tillverkad utrustning på samma vis som databladen hänvisar till för att nå den teoretiska glastransitionstemperaturen. De data som går att utläsa ur databladen ska ses som teoretiska maxvärden, och är snarare till hjälp för att rangordna olika hartsers inför design av GAP-utrustning. För vissa hartstyper nås de teoretiska Tg och HDT lättare. Detta är givetvis delvis beroende på vilket efterhärdningsschema de teoretiska värdena är baserade på. Ett laminat som är efterhärdat vid en lägre temperatur eller under en kortare tid får ett lägre Tg. 51
54 8 Förslag till fortsatt forskningsarbete Om ensidig exponering för hög temperatur skall ha önskvärd effekt bör den varma luften cirkuleras. Detta för att undvika cold-spots på laminatens yta, d.v.s. i ett verkligt fall i en skorstenspipa eller rökgaskanal är luftflödet sannolikt mycket turbulent, och värmeöverföringen till manteln blir mycket bättre än i de ugnsförsök som här utförts. För att undersöka glasfiber och sizinginverkan på blåsbildning och delamineringsskador bör man tillverka laminat med olika glasfibertyper. Även skulle laminat med glasfiber som behandlats i hög temperatur kunna undersökas, d.v.s. att allt ev. organiskt material bränns bort från glasfiberarmeringen innan laminatet tillverkas. Intressant vore också att i en labbstudie jämföra riktiga wet-in-wet-laminat med traditionella laminat, samt varianter på dessa, exempelvis med kolfibermattor i spärrskiktet eller kolpulver som kan förändra värmeledningsförmågan. Swerea KIMAB har under 2014 köpt in ett laser-flash-instrument för att kunna mäta värmeledningsförmåga. 52
55 9 Litteraturreferenser [1] S. Römhild, Handbok - Statusbedömning av polymera material i rökgassystem, Värmeforsk, Stockholm, [2] S. Römhild, G. Bergman, and P. Eriksson, Blåsbildning i konstruktioner av glasfiberarmerad esterplast (GAP) - orsaker och motåtgärder, Värmeforsk, Stockholm, [3] G. Bergman and S. Römhild, Project report C2011:4 Investigation of the causes of localized delamination in an FRP duct for flue gases from a scrubber in a waste incineration plant - part 1, Swerea KIMAB, Stockholm, [4] S. Römhild and J. van Bussel, The sky is the limit Practical experience with FRP chimneys, in FRP Unlimited, [5] S. Römhild, P. Bergsjö, and G. Bergman, FRP chimney robustness - advantages, restrictions and areas for improvement, in CICIND, [6] G. Bergman and S. Römhild, Project report C2011:5 Investigation of the causes of localized delamination in an FRP duct for flue gases from a scrubber in a waste incineration plant - part 2, Swerea KIMAB, Stockholm, [7] Tryckkärlskommissionen, Plastkärlsnormer. Stockholm, [8] SS-EN :2008 GRP tanks and vessels for use above ground Part 3: Design and workmanship. SIS, Stockholm, [9] DSM, Product Data Sheet Atlac 590, [Online]. Available: vel10/dr_drs_ _pds_en.pdf. [Accessed: 12-Feb-2015]. [10] Reichhold, Product Bulletin DION IMPACT 9400, [Online]. Available: [Accessed: 12-Feb-2015]. [11] Ashland Performance Materials, Technical Datasheet DERAKANE MOMENTUM Epoxy Vinyl Ester Resin, [Online]. Available: MOMENTUM pdf. [Accessed: 12-Feb-2015]. [12] Ashland Performance Materials, Technical Datasheet DERAKANE 470 HT- 400 Epoxy Vinyl Ester Resin, [Online]. Available: HT-400.pdf. [Accessed: 12-Feb-2015]. [13] Ashland Performance Materials, Technical Datasheet DERAKANE Epoxy Vinyl Ester Resin, [Online]. Available: pdf. [Accessed: 12-Feb-2015]. 53
56 Bilagor A B FUKTEXPONERING/SIMULERAD BYPASS DYNAMISK MEKANISK ANALYS 54


57 A FUKTEXPONERING/SIMULERAD BYPASS A.1 1 VECKAS EXPONERING Bild saknas på detta prov innan det utsattes för 200 C I-B 1v I-B 1v 200 C Bild saknas på detta prov innan det utsattes för 200 C II-B 1v II-B 1v 200 C 55




58 III-B 1v III-B 1v 200 C IV-B 1v IV-B 1v 200 C 56




59 X-B 1v X-B 1v 200 C A.2 2 VECKORS EXPONERING I-B 2v I-B 2v 200 C 57




60 II-B 2v II-B 2v 200 C III-B 2v III-B 2v 200 C 58




61 IV-B 2v IV-B 2v 200 C X-B 2v X-B 2v 200 C 59


62 A.3 3 VECKORS EXPONERING I-B 3v I-B 3v 200 C II-B 3v II-B 3v 200 C 60




63 III-B 3v III-B 3v 200 C IV-B 3v IV-B 3v 200 C 61



64 X-B 3v X-B 3v 200 C A.4 5 VECKORS EXPONERING I-B 5v I-B 5v 200 C 62



65 II-B 5v II-B 5v 200 C III-B 5v III-B 5v 200 C 63



66 IV-B 5v IV-B 5v 200 C X-B 5v X-B 5v 200 C 64


67 A.5 7 VECKORS EXPONERING I-B 7v I-B 7v 200 C II-B 7v II-B 7v 200 C 65




68 III-B 7v III-B 7v 200 C IV-B 7v IV-B 7v 200 C 66




69 X-B 7v X-B 7v 200 C A.6 9 VECKORS EXPONERING I-B 9v I-B 9v 200 C 67



70 II-B 9v II-B 9v 200 C III-B 9v III-B 9v 200 C 68



71 IV-B 9v IV-B 9v 200 C X-B 9v X-B 9v 200 C 69

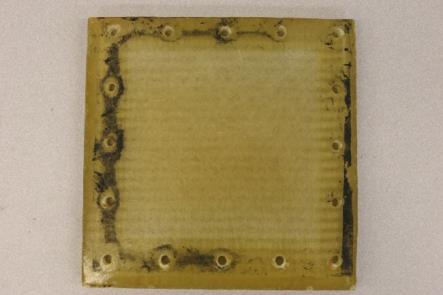
72 A.7 11 VECKORS EXPONERING I-B 11v I-B 11v 200 C II-B 11v II-B 11v 200 C 70




73 III-B 11v III-B 11v 200 C IV-B 11v IV-B 11v 200 C 71



74 X-B 11v X-B 11v 200 C A.8 14 VECKORS EXPONERING I-B 14v I-B 14v 200 C 72


75 II-B 14v II-B 14v 200 C III-B 14v III-B 14v 200 C 73




76 IV-B 14v IV-B 14v 200 C X-B 14v X-B 14v 200 C 74


77 A.9 20 VECKORS EXPONERING I-B 20v I-B 20v 200 C II-B 20v II-B 20v 200 C 75




78 III-B 20v III-B 20v 200 C IV-B 20v IV-B 20v 200 C 76


79 X-B 20v X-B 20v 200 C A VECKORS EXPONERING I-B 25v I-B 25v 200 C 77

80 II-B 25v II-B 25v 200 C III-B 25v III-B 25v 200 C 78


81 IV-B 25v IV-B 25v 200 C X-B 25v X-B 25v 200 C 79



82 A VECKORS EXPONERING I-B 29v I-B 29v 200 C II-B 29v II-B 29v 200 C 80


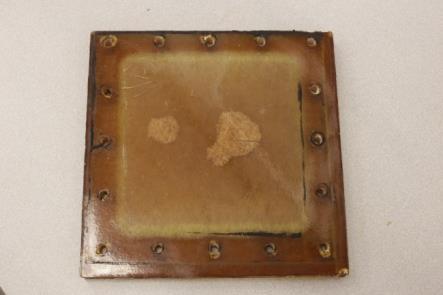


83 III-B 29v III-B 29v 200 C IV-B 29v IV-B 29v 200 C 81




84 X-B 29v X-B 29v 200 C A VECKORS EXPONERING I-B 34v I-B 34v efter 200 C 82


85 II-B 34v II-B 34v efter 200 C III-B 34v III-B 34v efter 200 C 83


86 IV-B 34v IV-B 34v efter 200 C 84
Stefanie Römhild, Swerea KIMAB
 Polymera material i Stefanie.romhild@swerea.se, 08-6741723 1 Presentationens innehåll Typiska polymera material i rökgasutrustning Exempel på erfarenheter kring användning och inspektion av polymera material
Polymera material i Stefanie.romhild@swerea.se, 08-6741723 1 Presentationens innehåll Typiska polymera material i rökgasutrustning Exempel på erfarenheter kring användning och inspektion av polymera material
Inspektion och OFP av GAP ny handbok och skadeatlas
 Inspektion och OFP av GAP ny handbok och skadeatlas Energiforsks konferens 2016 Piperska muren Caroline Ankerfors caroline.ankerfors@swerea.se Vad är GAP och var finns det? Vad är OFP? Visuell inspektion
Inspektion och OFP av GAP ny handbok och skadeatlas Energiforsks konferens 2016 Piperska muren Caroline Ankerfors caroline.ankerfors@swerea.se Vad är GAP och var finns det? Vad är OFP? Visuell inspektion
Inspektion och OFP av GAP ny handbok och skadeatlas för anläggningsägare och inspektörer
 Inspektion och OFP av GAP ny handbok och skadeatlas för anläggningsägare och inspektörer Matarvattenkonferensen 2015-11-10 Caroline Ankerfors caroline.ankerfors@swerea.se Pernilla Utterström pernilla.utterstrom@inspecta.com
Inspektion och OFP av GAP ny handbok och skadeatlas för anläggningsägare och inspektörer Matarvattenkonferensen 2015-11-10 Caroline Ankerfors caroline.ankerfors@swerea.se Pernilla Utterström pernilla.utterstrom@inspecta.com
Isolda Purchase - EDI
 Isolda Purchase - EDI Document v 1.0 1 Table of Contents Table of Contents... 2 1 Introduction... 3 1.1 What is EDI?... 4 1.2 Sending and receiving documents... 4 1.3 File format... 4 1.3.1 XML (language
Isolda Purchase - EDI Document v 1.0 1 Table of Contents Table of Contents... 2 1 Introduction... 3 1.1 What is EDI?... 4 1.2 Sending and receiving documents... 4 1.3 File format... 4 1.3.1 XML (language
Vad är glasfiber? Owens Corning Sweden AB
 Vad är glasfiber? Owens Corning Sweden AB Box 133, 311 82 Falkenberg. Tel. +46 346 858 00, fax. +46 346 837 33. www.owenscorning.se Vid de flesta av Owens Cornings fabriker tillverkas i dag Advantex glasfiber.
Vad är glasfiber? Owens Corning Sweden AB Box 133, 311 82 Falkenberg. Tel. +46 346 858 00, fax. +46 346 837 33. www.owenscorning.se Vid de flesta av Owens Cornings fabriker tillverkas i dag Advantex glasfiber.
Viktig information för transmittrar med option /A1 Gold-Plated Diaphragm
 Viktig information för transmittrar med option /A1 Gold-Plated Diaphragm Guldplätering kan aldrig helt stoppa genomträngningen av vätgas, men den får processen att gå långsammare. En tjock guldplätering
Viktig information för transmittrar med option /A1 Gold-Plated Diaphragm Guldplätering kan aldrig helt stoppa genomträngningen av vätgas, men den får processen att gå långsammare. En tjock guldplätering
Kyltekniska Föreningen
 Kyltekniska Föreningen Samling: Kl. 17.00 KTH Energiteknik, Brinellvägen 64, Stockholm Måltid: Mat serveras från kl 17.00 Program: Preliminärt program - Ordförande välkomnar (Peter Rohlin) - Fuktig luft
Kyltekniska Föreningen Samling: Kl. 17.00 KTH Energiteknik, Brinellvägen 64, Stockholm Måltid: Mat serveras från kl 17.00 Program: Preliminärt program - Ordförande välkomnar (Peter Rohlin) - Fuktig luft
Additivs inverkan på lågtemperaturkorrosion SEBRA Bränslebaserad el- och värmeproduktion Stockholm juni 2016 SP Sveriges Tekniska
 Additivs inverkan på lågtemperaturkorrosion SEBRA Bränslebaserad el- och värmeproduktion Stockholm 15-16 juni 2016 SP Sveriges Tekniska Forskningsinstitut Anders Hjörnhede Mål Genom dosering av svavel
Additivs inverkan på lågtemperaturkorrosion SEBRA Bränslebaserad el- och värmeproduktion Stockholm 15-16 juni 2016 SP Sveriges Tekniska Forskningsinstitut Anders Hjörnhede Mål Genom dosering av svavel
HANDBOK FÖR INSPEKTION AV GLASFIBERARMERAD PLAST
 HANDBOK FÖR INSPEKTION AV GLASFIBERARMERAD PLAST RAPPORT 2015:180 BRÄNSLEBASERAD EL- OCH VÄRMEPRODUKTION Handbok för inspektion av glasfiberarmerad plast JOHAN SAMUELSSON CAROLINE ANKERFORS PERNILLA UTTERSTRÖM
HANDBOK FÖR INSPEKTION AV GLASFIBERARMERAD PLAST RAPPORT 2015:180 BRÄNSLEBASERAD EL- OCH VÄRMEPRODUKTION Handbok för inspektion av glasfiberarmerad plast JOHAN SAMUELSSON CAROLINE ANKERFORS PERNILLA UTTERSTRÖM
Boiler with heatpump / Värmepumpsberedare
 Boiler with heatpump / Värmepumpsberedare QUICK START GUIDE / SNABBSTART GUIDE More information and instruction videos on our homepage www.indol.se Mer information och instruktionsvideos på vår hemsida
Boiler with heatpump / Värmepumpsberedare QUICK START GUIDE / SNABBSTART GUIDE More information and instruction videos on our homepage www.indol.se Mer information och instruktionsvideos på vår hemsida
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083
 GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
Lågtemperaturkorrosion
 Feb-2007 Lågtemperaturkorrosion Erfarenheter från Våt/Torra Rökgasreningsanläggningar efter Biobränsle och Avfallseldning Tina Edvardsson Lågtemperaturkorrosion Introduktion - Definition Lågtemperaturkorrosion
Feb-2007 Lågtemperaturkorrosion Erfarenheter från Våt/Torra Rökgasreningsanläggningar efter Biobränsle och Avfallseldning Tina Edvardsson Lågtemperaturkorrosion Introduktion - Definition Lågtemperaturkorrosion
Forma komprimerat trä
 Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Information technology Open Document Format for Office Applications (OpenDocument) v1.0 (ISO/IEC 26300:2006, IDT) SWEDISH STANDARDS INSTITUTE
 v1.0 (ISO/IEC 26300:2006, IDT) SWEDISH STANDARDS INSTITUTE") SVENSK STANDARD SS-ISO/IEC 26300:2008 Fastställd/Approved: 2008-06-17 Publicerad/Published: 2008-08-04 Utgåva/Edition: 1 Språk/Language: engelska/english ICS: 35.240.30 Information technology Open Document
SVENSK STANDARD SS-ISO/IEC 26300:2008 Fastställd/Approved: 2008-06-17 Publicerad/Published: 2008-08-04 Utgåva/Edition: 1 Språk/Language: engelska/english ICS: 35.240.30 Information technology Open Document
Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification
 Stämpel/Etikett Security stamp/lable Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification Granskad av Reviewed by Göran
Stämpel/Etikett Security stamp/lable Metodprov för kontroll av svetsmutterförband Kontrollbestämmelse Method test for inspection of joints of weld nut Inspection specification Granskad av Reviewed by Göran
www.pianoflygelservice.com
 PRESENTERAR KLIMATANLÄGGNING FÖR PIANON OCH FLYGLAR. Varför blir ett piano eller en flygel ostämd? Det kan vara många orsaker, t.ex. hårdhänt bruk, flyttning av instrument, stora skillnader i luftfuktighet
PRESENTERAR KLIMATANLÄGGNING FÖR PIANON OCH FLYGLAR. Varför blir ett piano eller en flygel ostämd? Det kan vara många orsaker, t.ex. hårdhänt bruk, flyttning av instrument, stora skillnader i luftfuktighet
BOW. Art.nr
 190412 BOW Art.nr 80000637-80000642 SE INNEHÅLL Komponenter 3 Produktfakta 3 Montering 4 Kontakt 8 EN CONTENTS Components 3 Product facts 3 Installation 4 Contact 8 KOMPONENTER COMPONENTS x 3 x 3 PRODUKTFAKTA
190412 BOW Art.nr 80000637-80000642 SE INNEHÅLL Komponenter 3 Produktfakta 3 Montering 4 Kontakt 8 EN CONTENTS Components 3 Product facts 3 Installation 4 Contact 8 KOMPONENTER COMPONENTS x 3 x 3 PRODUKTFAKTA
Tanklining. Invändig målning och beläggning i Tankar. Grundläggande. Lagringstemperatur
 Tanklining Invändig målning och beläggning i Tankar Grundläggande Lagringstankar av stål för diverse olika vätskor och andra media är ett område där man ställs in för intressanta utmaningar. Huvudfokus
Tanklining Invändig målning och beläggning i Tankar Grundläggande Lagringstankar av stål för diverse olika vätskor och andra media är ett område där man ställs in för intressanta utmaningar. Huvudfokus
CompactAIR Center Ventilation - Filtrering - Uppvärmning CompactAIR Center Ventilation - Filtration - Heating
 CompactAIR / CompactAIR CompactAIR Center Ventilation - Filtrering - Uppvärmning CompactAIR Center Ventilation - Filtration - Heating Typenschlüssel / Type Code Beteckning / Type code Compact AIR / CompactAIR
CompactAIR / CompactAIR CompactAIR Center Ventilation - Filtrering - Uppvärmning CompactAIR Center Ventilation - Filtration - Heating Typenschlüssel / Type Code Beteckning / Type code Compact AIR / CompactAIR
Tryck- och svetsseminarie 2014 Föredrag: Golden welds vad är problemet? Föredragshållare: Mikael Rehn, Inspecta Sweden AB 2014-04-24
 Tryck- och svetsseminarie 2014 Föredrag: Golden welds vad är problemet? Föredragshållare: Mikael Rehn, Inspecta Sweden AB 1 2 Vad menar vi med en golden weld? Typically pressure testing is used to ensure
Tryck- och svetsseminarie 2014 Föredrag: Golden welds vad är problemet? Föredragshållare: Mikael Rehn, Inspecta Sweden AB 1 2 Vad menar vi med en golden weld? Typically pressure testing is used to ensure
Windlass Control Panel v1.0.1
 SIDE-POWER Windlass Systems 86-08950 Windlass Control Panel v1.0.1 EN Installation manual Behåll denna manual ombord! S Installations manual SLEIPNER AB Kilegatan 1 452 33 Strömstad Sverige Tel: +46 525
SIDE-POWER Windlass Systems 86-08950 Windlass Control Panel v1.0.1 EN Installation manual Behåll denna manual ombord! S Installations manual SLEIPNER AB Kilegatan 1 452 33 Strömstad Sverige Tel: +46 525
Aborter i Sverige 2008 januari juni
 HÄLSA OCH SJUKDOMAR 2008:9 Aborter i Sverige 2008 januari juni Preliminär sammanställning SVERIGES OFFICIELLA STATISTIK Statistik Hälsa och Sjukdomar Aborter i Sverige 2008 januari juni Preliminär sammanställning
HÄLSA OCH SJUKDOMAR 2008:9 Aborter i Sverige 2008 januari juni Preliminär sammanställning SVERIGES OFFICIELLA STATISTIK Statistik Hälsa och Sjukdomar Aborter i Sverige 2008 januari juni Preliminär sammanställning
Grafisk teknik IMCDP IMCDP IMCDP. IMCDP(filter) Sasan Gooran (HT 2006) Assumptions:
 Sasan Gooran (HT 2006) Assumptions:") IMCDP Grafisk teknik The impact of the placed dot is fed back to the original image by a filter Original Image Binary Image Sasan Gooran (HT 2006) The next dot is placed where the modified image has its
IMCDP Grafisk teknik The impact of the placed dot is fed back to the original image by a filter Original Image Binary Image Sasan Gooran (HT 2006) The next dot is placed where the modified image has its
Writing with context. Att skriva med sammanhang
 Writing with context Att skriva med sammanhang What makes a piece of writing easy and interesting to read? Discuss in pairs and write down one word (in English or Swedish) to express your opinion http://korta.nu/sust(answer
Writing with context Att skriva med sammanhang What makes a piece of writing easy and interesting to read? Discuss in pairs and write down one word (in English or Swedish) to express your opinion http://korta.nu/sust(answer
Rev No. Magnetic gripper 3
 Magnetic gripper 1 Magnetic gripper 2 Magnetic gripper 3 Magnetic gripper 4 Pneumatic switchable permanent magnet. A customized gripper designed to handle large objects in/out of press break/laser cutting
Magnetic gripper 1 Magnetic gripper 2 Magnetic gripper 3 Magnetic gripper 4 Pneumatic switchable permanent magnet. A customized gripper designed to handle large objects in/out of press break/laser cutting
Komponenter Removed Serviceable
 Komponenter Removed Serviceable Presentatör Jonas Gränge, Flygteknisk Inspektör Sjö- och luftfartsavdelningen Fartygs- och luftfartygsenheten Sektionen för Underhållsorganisationer 1 145.A.50(d): När en
Komponenter Removed Serviceable Presentatör Jonas Gränge, Flygteknisk Inspektör Sjö- och luftfartsavdelningen Fartygs- och luftfartygsenheten Sektionen för Underhållsorganisationer 1 145.A.50(d): När en
Second handbook of research on mathematics teaching and learning (NCTM)
") Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
PORTSECURITY IN SÖLVESBORG
 PORTSECURITY IN SÖLVESBORG Kontaktlista i skyddsfrågor / List of contacts in security matters Skyddschef/PFSO Tord Berg Phone: +46 456 422 44. Mobile: +46 705 82 32 11 Fax: +46 456 104 37. E-mail: tord.berg@sbgport.com
PORTSECURITY IN SÖLVESBORG Kontaktlista i skyddsfrågor / List of contacts in security matters Skyddschef/PFSO Tord Berg Phone: +46 456 422 44. Mobile: +46 705 82 32 11 Fax: +46 456 104 37. E-mail: tord.berg@sbgport.com
Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen
 Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
Examensarbete Projektmodell med kunskapshantering anpassad för Svenska Mässan Koncernen Malin Carlström, Sandra Mårtensson 2010-05-21 Ämne: Informationslogistik Nivå: Kandidat Kurskod: 2IL00E Projektmodell
Styrteknik: Binära tal, talsystem och koder D3:1
 Styrteknik: Binära tal, talsystem och koder D3:1 Digitala kursmoment D1 Boolesk algebra D2 Grundläggande logiska funktioner D3 Binära tal, talsystem och koder Styrteknik :Binära tal, talsystem och koder
Styrteknik: Binära tal, talsystem och koder D3:1 Digitala kursmoment D1 Boolesk algebra D2 Grundläggande logiska funktioner D3 Binära tal, talsystem och koder Styrteknik :Binära tal, talsystem och koder
Klyvklingor / Ripping Blades.
 Klyvklingor / Ripping Blades. Sågresultatet är beroende av att klingan är avsedd för den tjocklek och det material som ska sågas, med rätt kombination av spånvinkel, skärtyp och tanddelning. Generellt
Klyvklingor / Ripping Blades. Sågresultatet är beroende av att klingan är avsedd för den tjocklek och det material som ska sågas, med rätt kombination av spånvinkel, skärtyp och tanddelning. Generellt
CHANGE WITH THE BRAIN IN MIND. Frukostseminarium 11 oktober 2018
 CHANGE WITH THE BRAIN IN MIND Frukostseminarium 11 oktober 2018 EGNA FÖRÄNDRINGAR ü Fundera på ett par förändringar du drivit eller varit del av ü De som gått bra och det som gått dåligt. Vi pratar om
CHANGE WITH THE BRAIN IN MIND Frukostseminarium 11 oktober 2018 EGNA FÖRÄNDRINGAR ü Fundera på ett par förändringar du drivit eller varit del av ü De som gått bra och det som gått dåligt. Vi pratar om
BOENDEFORMENS BETYDELSE FÖR ASYLSÖKANDES INTEGRATION Lina Sandström
 BOENDEFORMENS BETYDELSE FÖR ASYLSÖKANDES INTEGRATION Lina Sandström Frågeställningar Kan asylprocessen förstås som en integrationsprocess? Hur fungerar i sådana fall denna process? Skiljer sig asylprocessen
BOENDEFORMENS BETYDELSE FÖR ASYLSÖKANDES INTEGRATION Lina Sandström Frågeställningar Kan asylprocessen förstås som en integrationsprocess? Hur fungerar i sådana fall denna process? Skiljer sig asylprocessen
Grafisk teknik IMCDP. Sasan Gooran (HT 2006) Assumptions:
 Assumptions:") Grafisk teknik Sasan Gooran (HT 2006) Iterative Method Controlling Dot Placement (IMCDP) Assumptions: The original continuous-tone image is scaled between 0 and 1 0 and 1 represent white and black respectively
Grafisk teknik Sasan Gooran (HT 2006) Iterative Method Controlling Dot Placement (IMCDP) Assumptions: The original continuous-tone image is scaled between 0 and 1 0 and 1 represent white and black respectively
STORSEMINARIET 3. Amplitud. frekvens. frekvens uppgift 9.4 (cylindriskt rör)
") STORSEMINARIET 1 uppgift SS1.1 A 320 g block oscillates with an amplitude of 15 cm at the end of a spring, k =6Nm -1.Attimet = 0, the displacement x = 7.5 cm and the velocity is positive, v > 0. Write
STORSEMINARIET 1 uppgift SS1.1 A 320 g block oscillates with an amplitude of 15 cm at the end of a spring, k =6Nm -1.Attimet = 0, the displacement x = 7.5 cm and the velocity is positive, v > 0. Write
Kursutvärderare: IT-kansliet/Christina Waller. General opinions: 1. What is your general feeling about the course? Antal svar: 17 Medelvärde: 2.
 Kursvärdering - sammanställning Kurs: 2AD510 Objektorienterad programmering, 5p Antal reg: 75 Program: 2AD512 Objektorienterad programmering DV1, 4p Antal svar: 17 Period: Period 2 H04 Svarsfrekvens: 22%
Kursvärdering - sammanställning Kurs: 2AD510 Objektorienterad programmering, 5p Antal reg: 75 Program: 2AD512 Objektorienterad programmering DV1, 4p Antal svar: 17 Period: Period 2 H04 Svarsfrekvens: 22%
Vätebränsle. Namn: Rasmus Rynell. Klass: TE14A. Datum: 2015-03-09
 Vätebränsle Namn: Rasmus Rynell Klass: TE14A Datum: 2015-03-09 Abstract This report is about Hydrogen as the future fuel. I chose this topic because I think that it s really interesting to look in to the
Vätebränsle Namn: Rasmus Rynell Klass: TE14A Datum: 2015-03-09 Abstract This report is about Hydrogen as the future fuel. I chose this topic because I think that it s really interesting to look in to the
1. Compute the following matrix: (2 p) 2. Compute the determinant of the following matrix: (2 p)
 2. Compute the determinant of the following matrix: (2 p)") UMEÅ UNIVERSITY Department of Mathematics and Mathematical Statistics Pre-exam in mathematics Linear algebra 2012-02-07 1. Compute the following matrix: (2 p 3 1 2 3 2 2 7 ( 4 3 5 2 2. Compute the determinant
UMEÅ UNIVERSITY Department of Mathematics and Mathematical Statistics Pre-exam in mathematics Linear algebra 2012-02-07 1. Compute the following matrix: (2 p 3 1 2 3 2 2 7 ( 4 3 5 2 2. Compute the determinant
Kurskod: TAIU06 MATEMATISK STATISTIK Provkod: TENA 15 August 2016, 8:00-12:00. English Version
 Kurskod: TAIU06 MATEMATISK STATISTIK Provkod: TENA 15 August 2016, 8:00-12:00 Examiner: Xiangfeng Yang (Tel: 070 0896661). Please answer in ENGLISH if you can. a. Allowed to use: a calculator, Formelsamling
Kurskod: TAIU06 MATEMATISK STATISTIK Provkod: TENA 15 August 2016, 8:00-12:00 Examiner: Xiangfeng Yang (Tel: 070 0896661). Please answer in ENGLISH if you can. a. Allowed to use: a calculator, Formelsamling
 BÄNKVÅG / BENCH SCALE ANVÄNDARMANUAL / USER MANUAL SW-III www.liden-weighing.com Svenska OBS! Under vågen sitter en justerbar skruv (se bild). Standardinställning är den för vägning. Om ni vill rengöra
BÄNKVÅG / BENCH SCALE ANVÄNDARMANUAL / USER MANUAL SW-III www.liden-weighing.com Svenska OBS! Under vågen sitter en justerbar skruv (se bild). Standardinställning är den för vägning. Om ni vill rengöra
Isometries of the plane
 Isometries of the plane Mikael Forsberg August 23, 2011 Abstract Här följer del av ett dokument om Tesselering som jag skrivit för en annan kurs. Denna del handlar om isometrier och innehåller bevis för
Isometries of the plane Mikael Forsberg August 23, 2011 Abstract Här följer del av ett dokument om Tesselering som jag skrivit för en annan kurs. Denna del handlar om isometrier och innehåller bevis för
Module 1: Functions, Limits, Continuity
 Department of mathematics SF1625 Calculus 1 Year 2015/2016 Module 1: Functions, Limits, Continuity This module includes Chapter P and 1 from Calculus by Adams and Essex and is taught in three lectures,
Department of mathematics SF1625 Calculus 1 Year 2015/2016 Module 1: Functions, Limits, Continuity This module includes Chapter P and 1 from Calculus by Adams and Essex and is taught in three lectures,
Collaborative Product Development:
 Collaborative Product Development: a Purchasing Strategy for Small Industrialized House-building Companies Opponent: Erik Sandberg, LiU Institutionen för ekonomisk och industriell utveckling Vad är egentligen
Collaborative Product Development: a Purchasing Strategy for Small Industrialized House-building Companies Opponent: Erik Sandberg, LiU Institutionen för ekonomisk och industriell utveckling Vad är egentligen
Om oss DET PERFEKTA KOMPLEMENTET THE PERFECT COMPLETION 04 EN BINZ ÄR PRECIS SÅ BRA SOM DU FÖRVÄNTAR DIG A BINZ IS JUST AS GOOD AS YOU THINK 05
 Om oss Vi på Binz är glada att du är intresserad av vårt support-system för begravningsbilar. Sedan mer än 75 år tillverkar vi specialfordon i Lorch för de flesta olika användningsändamål, och detta enligt
Om oss Vi på Binz är glada att du är intresserad av vårt support-system för begravningsbilar. Sedan mer än 75 år tillverkar vi specialfordon i Lorch för de flesta olika användningsändamål, och detta enligt
CUSTOMER READERSHIP HARRODS MAGAZINE CUSTOMER OVERVIEW. 63% of Harrods Magazine readers are mostly interested in reading about beauty
 79% of the division trade is generated by Harrods Rewards customers 30% of our Beauty clients are millennials 42% of our trade comes from tax-free customers 73% of the department base is female Source:
79% of the division trade is generated by Harrods Rewards customers 30% of our Beauty clients are millennials 42% of our trade comes from tax-free customers 73% of the department base is female Source:
Grafisk teknik. Sasan Gooran (HT 2006)
") Grafisk teknik Sasan Gooran (HT 2006) Iterative Method Controlling Dot Placement (IMCDP) Assumptions: The original continuous-tone image is scaled between 0 and 1 0 and 1 represent white and black respectively
Grafisk teknik Sasan Gooran (HT 2006) Iterative Method Controlling Dot Placement (IMCDP) Assumptions: The original continuous-tone image is scaled between 0 and 1 0 and 1 represent white and black respectively
Hur fattar samhället beslut när forskarna är oeniga?
 Hur fattar samhället beslut när forskarna är oeniga? Martin Peterson m.peterson@tue.nl www.martinpeterson.org Oenighet om vad? 1.Hårda vetenskapliga fakta? ( X observerades vid tid t ) 1.Den vetenskapliga
Hur fattar samhället beslut när forskarna är oeniga? Martin Peterson m.peterson@tue.nl www.martinpeterson.org Oenighet om vad? 1.Hårda vetenskapliga fakta? ( X observerades vid tid t ) 1.Den vetenskapliga
Stiftelsen Allmänna Barnhuset KARLSTADS UNIVERSITET
 Stiftelsen Allmänna Barnhuset KARLSTADS UNIVERSITET National Swedish parental studies using the same methodology have been performed in 1980, 2000, 2006 and 2011 (current study). In 1980 and 2000 the studies
Stiftelsen Allmänna Barnhuset KARLSTADS UNIVERSITET National Swedish parental studies using the same methodology have been performed in 1980, 2000, 2006 and 2011 (current study). In 1980 and 2000 the studies
Korrosion Under Isolering (CUI)
") Korrosion Under Isolering (CUI) Typiskt isolerat rör Plåt beklädnad Rör Isolering Varför Används Isolering: Personligt Skydd Energi Effektivt Process Kontroll Buller Reducering Frysskydd Brandskydd CUI
Korrosion Under Isolering (CUI) Typiskt isolerat rör Plåt beklädnad Rör Isolering Varför Används Isolering: Personligt Skydd Energi Effektivt Process Kontroll Buller Reducering Frysskydd Brandskydd CUI
 BÄNKVÅG / BENCH SCALE Modell : SW-III / Model : SW-III ANVÄNDARMANUAL / USER MANUAL SW-III WWW.LIDEN-WEIGHING.SE 2014-03-26 OBS! Under vågen sitter en justerbar skruv (se bild). Standardinställning är
BÄNKVÅG / BENCH SCALE Modell : SW-III / Model : SW-III ANVÄNDARMANUAL / USER MANUAL SW-III WWW.LIDEN-WEIGHING.SE 2014-03-26 OBS! Under vågen sitter en justerbar skruv (se bild). Standardinställning är
SVENSK STANDARD SS :2010
 SVENSK STANDARD SS 8760009:2010 Fastställd/Approved: 2010-03-22 Publicerad/Published: 2010-04-27 Utgåva/Edition: 2 Språk/Language: svenska/swedish ICS: 11.140 Sjukvårdstextil Sortering av undertrikå vid
SVENSK STANDARD SS 8760009:2010 Fastställd/Approved: 2010-03-22 Publicerad/Published: 2010-04-27 Utgåva/Edition: 2 Språk/Language: svenska/swedish ICS: 11.140 Sjukvårdstextil Sortering av undertrikå vid
ARC 32. Tvättställsblandare/Basin Mixer. inr.se
 ARC 32 Tvättställsblandare/Basin Mixer inr.se SE Användning och skötsel Manualen är en del av produkten. Bevara den under hela produktens livscykel. Vi rekommenderar er att noggrant läsa igenom manualen
ARC 32 Tvättställsblandare/Basin Mixer inr.se SE Användning och skötsel Manualen är en del av produkten. Bevara den under hela produktens livscykel. Vi rekommenderar er att noggrant läsa igenom manualen
CorEr. Boden Energi AB utför prov med CoreEr i sopförbrännigspanna
 CorEr Boden Energi AB utför prov med CoreEr i sopförbrännigspanna År 2007 startade Boden Energi AB sin senaste sopförbränningspanna av typen Roster, levererad av B&W Volund. Pannan förbränner cirka 50
CorEr Boden Energi AB utför prov med CoreEr i sopförbrännigspanna År 2007 startade Boden Energi AB sin senaste sopförbränningspanna av typen Roster, levererad av B&W Volund. Pannan förbränner cirka 50
Measuring child participation in immunization registries: two national surveys, 2001
 Measuring child participation in immunization registries: two national surveys, 2001 Diana Bartlett Immunization Registry Support Branch National Immunization Program Objectives Describe the progress of
Measuring child participation in immunization registries: two national surveys, 2001 Diana Bartlett Immunization Registry Support Branch National Immunization Program Objectives Describe the progress of
Bas Material för Mönsterkort. Ursprunget till alla Mönsterkort!
 Bas Material för Mönsterkort Ursprunget till alla Mönsterkort! IPC-9691A IPC-4562A IPC-4563 IPC-4121 IPC-4101C FR4 FR4 Högt Tg FR4 BFR Fria? FR4 IL DATA från CAM IPC Standards Bas Material Standards. IPC-4101C
Bas Material för Mönsterkort Ursprunget till alla Mönsterkort! IPC-9691A IPC-4562A IPC-4563 IPC-4121 IPC-4101C FR4 FR4 Högt Tg FR4 BFR Fria? FR4 IL DATA från CAM IPC Standards Bas Material Standards. IPC-4101C
Ringanalyser Prall 2007 (uppföljning) Asfaltmetoder 2008 (På G) Ringanalys Prall 2007 Medelvärde: Alla lab = 26,0 (20 lab) 1 fabrikat = 23,0 (5 lab)
 Asfaltmetoder 2008 (På G) Ringanalys Prall 2007 Medelvärde: Alla lab = 26,0 (20 lab) 1 fabrikat = 23,0 (5 lab)") Prall 2007 (uppföljning) Asfaltmetoder 2008 (På G) Ringanalyser Ringanalys Prall 2007 Medelvärde: Alla lab= 26,0 (20 lab) 1 fabrikat = 23,0 (5 lab) 40 Prallvärde, cm³ 35 30 25 20 ±2*stdav ±stdav mdv 15
Prall 2007 (uppföljning) Asfaltmetoder 2008 (På G) Ringanalyser Ringanalys Prall 2007 Medelvärde: Alla lab= 26,0 (20 lab) 1 fabrikat = 23,0 (5 lab) 40 Prallvärde, cm³ 35 30 25 20 ±2*stdav ±stdav mdv 15
LIVSLÄNG FÖR FJÄRRVÄRMERÖR -FAS 1. Nazdaneh Yarahmadi Alberto Vega Ignacy Jakubowicz
 LIVSLÄNG FÖR FJÄRRVÄRMERÖR -FAS 1 Nazdaneh Yarahmadi Alberto Vega Ignacy Jakubowicz PROJEKTET LIVSLÄNG FÖR FJÄRRVÄRMERÖR I HELHET OCH FÖRDELNINGEN MELLAN OLIKA FASER Endast PUR cellplast Nytillverkade
LIVSLÄNG FÖR FJÄRRVÄRMERÖR -FAS 1 Nazdaneh Yarahmadi Alberto Vega Ignacy Jakubowicz PROJEKTET LIVSLÄNG FÖR FJÄRRVÄRMERÖR I HELHET OCH FÖRDELNINGEN MELLAN OLIKA FASER Endast PUR cellplast Nytillverkade
Questionnaire on Nurses Feeling for Hospital Odors
 J. Japan Association on Odor Environment Vol. -1 No. 0,**0 437 *, ** * * Questionnaire on Nurses Feeling for Hospital Odors Tomoyo ITAKURA*, **, Megumi MITSUDA*, Takuzo INAGAKI*,,/. + +-/ 13.+... + +,,
J. Japan Association on Odor Environment Vol. -1 No. 0,**0 437 *, ** * * Questionnaire on Nurses Feeling for Hospital Odors Tomoyo ITAKURA*, **, Megumi MITSUDA*, Takuzo INAGAKI*,,/. + +-/ 13.+... + +,,
Rastercell. Digital Rastrering. AM & FM Raster. Rastercell. AM & FM Raster. Sasan Gooran (VT 2007) Rastrering. Rastercell. Konventionellt, AM
 Rastrering. Rastercell. Konventionellt, AM") Rastercell Digital Rastrering Hybridraster, Rastervinkel, Rotation av digitala bilder, AM/FM rastrering Sasan Gooran (VT 2007) Önskat mått * 2* rastertätheten = inläsningsupplösning originalets mått 2
Rastercell Digital Rastrering Hybridraster, Rastervinkel, Rotation av digitala bilder, AM/FM rastrering Sasan Gooran (VT 2007) Önskat mått * 2* rastertätheten = inläsningsupplösning originalets mått 2
SkillGuide. Bruksanvisning. Svenska
 SkillGuide Bruksanvisning Svenska SkillGuide SkillGuide är en apparat utformad för att ge summativ återkoppling i realtid om hjärt- och lungräddning. www.laerdal.com Medföljande delar SkillGuide och bruksanvisning.
SkillGuide Bruksanvisning Svenska SkillGuide SkillGuide är en apparat utformad för att ge summativ återkoppling i realtid om hjärt- och lungräddning. www.laerdal.com Medföljande delar SkillGuide och bruksanvisning.
Dokumentnamn Order and safety regulations for Hässleholms Kretsloppscenter. Godkänd/ansvarig Gunilla Holmberg. Kretsloppscenter
 1(5) The speed through the entire area is 30 km/h, unless otherwise indicated. Beware of crossing vehicles! Traffic signs, guardrails and exclusions shall be observed and followed. Smoking is prohibited
1(5) The speed through the entire area is 30 km/h, unless otherwise indicated. Beware of crossing vehicles! Traffic signs, guardrails and exclusions shall be observed and followed. Smoking is prohibited
Flervariabel Analys för Civilingenjörsutbildning i datateknik
 Flervariabel Analys för Civilingenjörsutbildning i datateknik Henrik Shahgholian KTH Royal Inst. of Tech. 2 / 9 Utbildningens mål Gällande matematik: Visa grundliga kunskaper i matematik. Härmed förstås
Flervariabel Analys för Civilingenjörsutbildning i datateknik Henrik Shahgholian KTH Royal Inst. of Tech. 2 / 9 Utbildningens mål Gällande matematik: Visa grundliga kunskaper i matematik. Härmed förstås
Byggdokument Angivning av status. Construction documents Indication of status SWEDISH STANDARDS INSTITUTE
 SVENSK STANDARD Fastställd/Approved: 2008-06-23 Publicerad/Published: 2008-08-04 Utgåva/Edition: 2 Språk/Language: svenska/swedish ICS: 01.100.30; 92.100.20 Byggdokument Angivning av status Construction
SVENSK STANDARD Fastställd/Approved: 2008-06-23 Publicerad/Published: 2008-08-04 Utgåva/Edition: 2 Språk/Language: svenska/swedish ICS: 01.100.30; 92.100.20 Byggdokument Angivning av status Construction
DIGITALA PROJEKT Väderstation
 DIGITALA PROJEKT Väderstation Christian Lindquist, E03 Leonardo Bello, E03 Abstract Almost everybody has some kind of temperature measurement device in their home. The latest in this industry are more
DIGITALA PROJEKT Väderstation Christian Lindquist, E03 Leonardo Bello, E03 Abstract Almost everybody has some kind of temperature measurement device in their home. The latest in this industry are more
Methods to increase work-related activities within the curricula. S Nyberg and Pr U Edlund KTH SoTL 2017
 Methods to increase work-related activities within the curricula S Nyberg and Pr U Edlund KTH SoTL 2017 Aim of the project Increase Work-related Learning Inspire theachers Motivate students Understanding
Methods to increase work-related activities within the curricula S Nyberg and Pr U Edlund KTH SoTL 2017 Aim of the project Increase Work-related Learning Inspire theachers Motivate students Understanding
INDUKTIV SLINGDETEKTOR INDUCTIVE LOOP DETECTOR
 INDUKTIV SLINGDETEKTOR INDUCTIVE LOOP DETECTOR Slingdetektorn används som ett alternativ till mekaniska gränslägen, momentbrytare eller annat gränsläge i gödselrännor. Detektorn är kopplad till en trådslinga
INDUKTIV SLINGDETEKTOR INDUCTIVE LOOP DETECTOR Slingdetektorn används som ett alternativ till mekaniska gränslägen, momentbrytare eller annat gränsläge i gödselrännor. Detektorn är kopplad till en trådslinga
Surfaces for sports areas Determination of vertical deformation. Golvmaterial Sportbeläggningar Bestämning av vertikal deformation
 SVENSK STANDARD SS-EN 14809:2005/AC:2007 Fastställd/Approved: 2007-11-05 Publicerad/Published: 2007-12-03 Utgåva/Edition: 1 Språk/Language: engelska/english ICS: 97.220.10 Golvmaterial Sportbeläggningar
SVENSK STANDARD SS-EN 14809:2005/AC:2007 Fastställd/Approved: 2007-11-05 Publicerad/Published: 2007-12-03 Utgåva/Edition: 1 Språk/Language: engelska/english ICS: 97.220.10 Golvmaterial Sportbeläggningar
Återvinning av kompositer genom mikrovågspyrolys
 Återvinning av kompositer genom mikrovågspyrolys Mikael Skrifvars och Dan Åkesson, Högskolan i Borås Carina Petterson och Sune Andreasson, Stena Metall AB Waste Refinery projekt hösten 2009 Centrum för
Återvinning av kompositer genom mikrovågspyrolys Mikael Skrifvars och Dan Åkesson, Högskolan i Borås Carina Petterson och Sune Andreasson, Stena Metall AB Waste Refinery projekt hösten 2009 Centrum för
Hur påverkas din puls av dykning?
 Hur påverkas din puls av dykning? Vad tror du kommer att hända med din puls när du doppar ditt ansikte under vattnet? Kommer den att öka? Kommer den att minska? Utrustning: Djup bricka, kallt vatten (ca
Hur påverkas din puls av dykning? Vad tror du kommer att hända med din puls när du doppar ditt ansikte under vattnet? Kommer den att öka? Kommer den att minska? Utrustning: Djup bricka, kallt vatten (ca
Profilinformation Flygteknink 2019, Ingo Staack
 Profilinformation 2019 Flygteknik Roland Gårdhagen Ingo Staack Aeronautical Engineering Masterprofil Flygteknik Profilinformation Flygteknink 2019, Ingo Staack 1 2019-03-14 3 Från koncept till prototyp
Profilinformation 2019 Flygteknik Roland Gårdhagen Ingo Staack Aeronautical Engineering Masterprofil Flygteknik Profilinformation Flygteknink 2019, Ingo Staack 1 2019-03-14 3 Från koncept till prototyp
Alias 1.0 Rollbaserad inloggning
 Alias 1.0 Rollbaserad inloggning Alias 1.0 Rollbaserad inloggning Magnus Bergqvist Tekniskt Säljstöd Magnus.Bergqvist@msb.se 072-502 09 56 Alias 1.0 Rollbaserad inloggning Funktionen Förutsättningar Funktionen
Alias 1.0 Rollbaserad inloggning Alias 1.0 Rollbaserad inloggning Magnus Bergqvist Tekniskt Säljstöd Magnus.Bergqvist@msb.se 072-502 09 56 Alias 1.0 Rollbaserad inloggning Funktionen Förutsättningar Funktionen
GigaCom AB Säterigatan Göteborg
 *LJD'XFW DEHONDQDOV\VWHP DY*LJD&RP/7' GigaDuct kabelkanalsystem för fiberoptiskt patchkablage är speciellt konstruerat och producerat för den Europeiska marknaden. Systemet är helt slutet och därför beröringsskyddat.
*LJD'XFW DEHONDQDOV\VWHP DY*LJD&RP/7' GigaDuct kabelkanalsystem för fiberoptiskt patchkablage är speciellt konstruerat och producerat för den Europeiska marknaden. Systemet är helt slutet och därför beröringsskyddat.
Forskningstrender inom mekanisk fogning vid Centre for Joining and Structures Svets- och fogningsteknik, Elmia
 Forskningstrender inom mekanisk fogning vid Centre for Joining and Structures Svets- och fogningsteknik, Elmia Karl Fahlström Research leader, Joining Technology Ph.D. student at University West karl.fahlstrom@swerea.se
Forskningstrender inom mekanisk fogning vid Centre for Joining and Structures Svets- och fogningsteknik, Elmia Karl Fahlström Research leader, Joining Technology Ph.D. student at University West karl.fahlstrom@swerea.se
Säkerhetsfunktioner rstå varandra? Finns behov av att avvika från normal säkerhetsfunktion s vissa betingelser under uppstart, ändringar i processen
 Säkerhetsfunktioner Hur förstf rstå varandra? Finns behov av att avvika från normal säkerhetsfunktion s under vissa betingelser under uppstart, ändringar i processen eller under drift? enligt 61511 Sida
Säkerhetsfunktioner Hur förstf rstå varandra? Finns behov av att avvika från normal säkerhetsfunktion s under vissa betingelser under uppstart, ändringar i processen eller under drift? enligt 61511 Sida
Kvalitetsarbete I Landstinget i Kalmar län. 24 oktober 2007 Eva Arvidsson
 Kvalitetsarbete I Landstinget i Kalmar län 24 oktober 2007 Eva Arvidsson Bakgrund Sammanhållen primärvård 2005 Nytt ekonomiskt system Olika tradition och förutsättningar Olika pågående projekt Get the
Kvalitetsarbete I Landstinget i Kalmar län 24 oktober 2007 Eva Arvidsson Bakgrund Sammanhållen primärvård 2005 Nytt ekonomiskt system Olika tradition och förutsättningar Olika pågående projekt Get the
Användarhandbok. MHL to HDMI Adapter IM750
 Användarhandbok MHL to HDMI Adapter IM750 Innehåll Inledning...3 MHL to HDMI Adapter-översikt...3 Komma igång...4 Smart Connect...4 Uppgradera Smart Connect...4 Använda MHL to HDMI Adapter...5 Ansluta
Användarhandbok MHL to HDMI Adapter IM750 Innehåll Inledning...3 MHL to HDMI Adapter-översikt...3 Komma igång...4 Smart Connect...4 Uppgradera Smart Connect...4 Använda MHL to HDMI Adapter...5 Ansluta
EXTERNAL ASSESSMENT SAMPLE TASKS SWEDISH BREAKTHROUGH LSPSWEB/0Y09
 EXTENAL ASSESSENT SAPLE TASKS SWEDISH BEAKTHOUGH LSPSWEB/0Y09 Asset Languages External Assessment Sample Tasks Breakthrough Stage Listening and eading Swedish Contents Page Introduction 2 Listening Sample
EXTENAL ASSESSENT SAPLE TASKS SWEDISH BEAKTHOUGH LSPSWEB/0Y09 Asset Languages External Assessment Sample Tasks Breakthrough Stage Listening and eading Swedish Contents Page Introduction 2 Listening Sample
Könsfördelningen inom kataraktkirurgin. Mats Lundström
 Könsfördelningen inom kataraktkirurgin Mats Lundström Innehåll Fördelning av antal operationer utveckling Skillnader i väntetid Effekt av NIKE Skillnader i synskärpa före operation Skillnader i Catquest-9SF
Könsfördelningen inom kataraktkirurgin Mats Lundström Innehåll Fördelning av antal operationer utveckling Skillnader i väntetid Effekt av NIKE Skillnader i synskärpa före operation Skillnader i Catquest-9SF
Slangupprullare. Hose Reels
 Hose Reels 139 Assalub tillhandahåller ett brett sortiment av slangupprullare. Vi har slangupprullare för alla tänkbara behov. Vi säljer slangupprullare för luft, vatten, olja, fett, högtrycksvatten, rostskyddsmedel
Hose Reels 139 Assalub tillhandahåller ett brett sortiment av slangupprullare. Vi har slangupprullare för alla tänkbara behov. Vi säljer slangupprullare för luft, vatten, olja, fett, högtrycksvatten, rostskyddsmedel
Bridging the gap - state-of-the-art testing research, Explanea, and why you should care
 Bridging the gap - state-of-the-art testing research, Explanea, and why you should care Robert Feldt Blekinge Institute of Technology & Chalmers All animations have been excluded in this pdf version! onsdag
Bridging the gap - state-of-the-art testing research, Explanea, and why you should care Robert Feldt Blekinge Institute of Technology & Chalmers All animations have been excluded in this pdf version! onsdag
Glasfiber Pool Konstruktion
 Glasfiber Pool Konstruktion San Juan tillverkar högsta kvalitet/starkaste glasfiber pool skalet i branschen. För att förklara konstruktionen av vår produkt och vad som gör vår konstruktion annorlunda än
Glasfiber Pool Konstruktion San Juan tillverkar högsta kvalitet/starkaste glasfiber pool skalet i branschen. För att förklara konstruktionen av vår produkt och vad som gör vår konstruktion annorlunda än
Överhettarkorrosion och materialavverkning. Anders Hjörnhede Vattenfall Power Consultant AB Göteborg
 Panndagarna 2009 Jönköping, 4-5 februari 2009 Överhettarkorrosion och materialavverkning Anders Hjörnhede Vattenfall Power Consultant AB Göteborg Överhettarkorrosion och materialavverkning i pannor Exempel
Panndagarna 2009 Jönköping, 4-5 februari 2009 Överhettarkorrosion och materialavverkning Anders Hjörnhede Vattenfall Power Consultant AB Göteborg Överhettarkorrosion och materialavverkning i pannor Exempel
1. Varje bevissteg ska motiveras formellt (informella bevis ger 0 poang)
") Tentamen i Programmeringsteori Institutionen for datorteknik Uppsala universitet 1996{08{14 Larare: Parosh A. A., M. Kindahl Plats: Polacksbacken Skrivtid: 9 15 Hjalpmedel: Inga Anvisningar: 1. Varje bevissteg
Tentamen i Programmeringsteori Institutionen for datorteknik Uppsala universitet 1996{08{14 Larare: Parosh A. A., M. Kindahl Plats: Polacksbacken Skrivtid: 9 15 Hjalpmedel: Inga Anvisningar: 1. Varje bevissteg
Manhour analys EASA STI #17214
 Manhour analys EASA STI #17214 Presentatör Johan Brunnberg, Flygteknisk Inspektör & Del-M Koordinator Sjö- och luftfartsavdelningen Operatörsenheten Sektionen för teknisk operation 1 Innehåll Anmärkningen
Manhour analys EASA STI #17214 Presentatör Johan Brunnberg, Flygteknisk Inspektör & Del-M Koordinator Sjö- och luftfartsavdelningen Operatörsenheten Sektionen för teknisk operation 1 Innehåll Anmärkningen
Skadeatlas GAP. Utgiven December 2015
 Skadeatlas GAP Utgiven December 2015 Förord Denna atlas riktar sig till inspektörer av plast och kompositer i industrin eller hos inspektions- och besiktningsföretag. Grundläggande kunskap om olika plastmaterial,
Skadeatlas GAP Utgiven December 2015 Förord Denna atlas riktar sig till inspektörer av plast och kompositer i industrin eller hos inspektions- och besiktningsföretag. Grundläggande kunskap om olika plastmaterial,
State Examinations Commission
 State Examinations Commission Marking schemes published by the State Examinations Commission are not intended to be standalone documents. They are an essential resource for examiners who receive training
State Examinations Commission Marking schemes published by the State Examinations Commission are not intended to be standalone documents. They are an essential resource for examiners who receive training
This exam consists of four problems. The maximum sum of points is 20. The marks 3, 4 and 5 require a minimum
 Examiner Linus Carlsson 016-01-07 3 hours In English Exam (TEN) Probability theory and statistical inference MAA137 Aids: Collection of Formulas, Concepts and Tables Pocket calculator This exam consists
Examiner Linus Carlsson 016-01-07 3 hours In English Exam (TEN) Probability theory and statistical inference MAA137 Aids: Collection of Formulas, Concepts and Tables Pocket calculator This exam consists
Studieteknik för universitetet 2. Books in English and annat på svenska
 Studieteknik för universitetet 2 Books in English and annat på svenska Inte bara svenska till engelska Vardagsspråk till akademiskt språk Böcker på engelska. Lektioner, diskussioner och tentor på svenska.
Studieteknik för universitetet 2 Books in English and annat på svenska Inte bara svenska till engelska Vardagsspråk till akademiskt språk Böcker på engelska. Lektioner, diskussioner och tentor på svenska.
Fatigue Properties in Additive manufactured Titanium & Inconell
 Fatigue Properties in Additive manufactured Titanium & Inconell UTMIS, Jönköping, 6/2-2018 PÄR JOHANNESSON, TORSTEN SJÖGREN Research Institutes of Sweden RISE Safety and Transport Mechanics Research 2015
Fatigue Properties in Additive manufactured Titanium & Inconell UTMIS, Jönköping, 6/2-2018 PÄR JOHANNESSON, TORSTEN SJÖGREN Research Institutes of Sweden RISE Safety and Transport Mechanics Research 2015
SUZUKI GRAND VITARA 3P CITY 2011»
 00-2082 120 SUZUKI GRAND VITARA 3P CITY 2011» 661-0830 rev. 2014-04-04 DC Congratulations on purchasing an ATS towbar Alexo Towbars Sweden offer quality towbars produced as a result of direct market research.
00-2082 120 SUZUKI GRAND VITARA 3P CITY 2011» 661-0830 rev. 2014-04-04 DC Congratulations on purchasing an ATS towbar Alexo Towbars Sweden offer quality towbars produced as a result of direct market research.
Why Steam Engine again??
 Småskalig ångteknik för värmeåtervinning inom Stålindustrin med modern ångmotor 1 Why Steam Engine again?? Rankine power cycles is more fuel flexible than any other power cycles but in the small scale
Småskalig ångteknik för värmeåtervinning inom Stålindustrin med modern ångmotor 1 Why Steam Engine again?? Rankine power cycles is more fuel flexible than any other power cycles but in the small scale
Anvisning för Guide for
 Anvisning för Guide for PRISMA SENSOR 1 96243235zPC Montering i tak/installation in the ceiling Byte av kupa/change of diffuser 2 Installation Installation från gavel / Installation from the end Installationskabel
Anvisning för Guide for PRISMA SENSOR 1 96243235zPC Montering i tak/installation in the ceiling Byte av kupa/change of diffuser 2 Installation Installation från gavel / Installation from the end Installationskabel
Design Service Goal. Hantering av demonterbara delar som ingår i Fatigue Critical Baseline Structure List. Presentatör
 Design Service Goal Hantering av demonterbara delar som ingår i Fatigue Critical Baseline Structure List Presentatör Thobias Log Flygteknisk Inspektör Sjö- och luftfartsavdelningen Enheten för operatörer,
Design Service Goal Hantering av demonterbara delar som ingår i Fatigue Critical Baseline Structure List Presentatör Thobias Log Flygteknisk Inspektör Sjö- och luftfartsavdelningen Enheten för operatörer,
Item 6 - Resolution for preferential rights issue.
 Item 6 - Resolution for preferential rights issue. The board of directors in Tobii AB (publ), reg. no. 556613-9654, (the Company ) has on November 5, 2016, resolved to issue shares in the Company, subject
Item 6 - Resolution for preferential rights issue. The board of directors in Tobii AB (publ), reg. no. 556613-9654, (the Company ) has on November 5, 2016, resolved to issue shares in the Company, subject
Name: (Ifylles av student) Personnummer: (Ifylles av student)
 Personnummer: (Ifylles av student)") Polymera Material Polymeric Materials 7,5 högskolepoäng 7.5 Credits Provmoment: Ladokkod: Tentamen ges för: Tentamen 41P13P Maskiningenjör - Produktutveckling Name: (Ifylles av student) Personnummer: (Ifylles
Polymera Material Polymeric Materials 7,5 högskolepoäng 7.5 Credits Provmoment: Ladokkod: Tentamen ges för: Tentamen 41P13P Maskiningenjör - Produktutveckling Name: (Ifylles av student) Personnummer: (Ifylles
Båtbranschstatistik. Boating Industry Statistics SWEDISH MARINE INDUSTRIES FEDERATION
 Båtbranschstatistik Boating Industry Statistics 1994 2003 SWEDISH MARINE INDUSTRIES FEDERATION Segelbåtar Antal Sailboats Units Segelbåtar Värde, MSEK Sailboats Value, MSEK Motorbåtar (inombord) Antal
Båtbranschstatistik Boating Industry Statistics 1994 2003 SWEDISH MARINE INDUSTRIES FEDERATION Segelbåtar Antal Sailboats Units Segelbåtar Värde, MSEK Sailboats Value, MSEK Motorbåtar (inombord) Antal
Mönster. Ulf Cederling Växjö University Ulf.Cederling@msi.vxu.se http://www.msi.vxu.se/~ulfce. Slide 1
 Mönster Ulf Cederling Växjö University UlfCederling@msivxuse http://wwwmsivxuse/~ulfce Slide 1 Beskrivningsmall Beskrivningsmallen är inspirerad av den som användes på AG Communication Systems (AGCS) Linda
Mönster Ulf Cederling Växjö University UlfCederling@msivxuse http://wwwmsivxuse/~ulfce Slide 1 Beskrivningsmall Beskrivningsmallen är inspirerad av den som användes på AG Communication Systems (AGCS) Linda
Appendix 1. Swedish translation of the Gastrointestinal Quality of Life Index (GIQLI)
") Appendix 1. Swedish translation of the Gastrointestinal Quality of Life Index (GIQLI) Questionnaire 1. Hur ofta har du de senaste två veckorna haft buksmärtor? 2. Hur ofta har du under de senaste två veckorna
Appendix 1. Swedish translation of the Gastrointestinal Quality of Life Index (GIQLI) Questionnaire 1. Hur ofta har du de senaste två veckorna haft buksmärtor? 2. Hur ofta har du under de senaste två veckorna
INSTALLATION INSTRUCTIONS
 INSTALLATION - REEIVER INSTALLATION INSTRUTIONS RT0 RF WIRELESS ROOM THERMOSTAT AND REEIVER MOUNTING OF WALL MOUTING PLATE - Unscrew the screws under the - Pack contains... Installation - Receiver... Mounting
INSTALLATION - REEIVER INSTALLATION INSTRUTIONS RT0 RF WIRELESS ROOM THERMOSTAT AND REEIVER MOUNTING OF WALL MOUTING PLATE - Unscrew the screws under the - Pack contains... Installation - Receiver... Mounting
Energimyndighetens titel på projektet svenska Utvärdering av solelproduktion från Sveriges första MW-solcellspark
 w SAMMANFATTNING AV SLUTRAPPORT Datum 2016-01-22 Dnr 1 (5) Energimyndighetens titel på projektet svenska Utvärdering av solelproduktion från Sveriges första MW-solcellspark Energimyndighetens titel på
w SAMMANFATTNING AV SLUTRAPPORT Datum 2016-01-22 Dnr 1 (5) Energimyndighetens titel på projektet svenska Utvärdering av solelproduktion från Sveriges första MW-solcellspark Energimyndighetens titel på