Virtuell design på robotstyrt monteringsverktyg
|
|
|
- Monica Blomqvist
- för 6 år sedan
- Visningar:
Transkript
1 ISRN UTH-INGUTB-EX-M-2014/17-SE Examensarbete 15 hp Maj 2014 Virtuell design på robotstyrt monteringsverktyg Sevada Nazloomian

2 Abstract Virtual design of a robotic mounting tool Sevada Nazloomian Teknisk- naturvetenskaplig fakultet UTH-enheten Besöksadress: Ångströmlaboratoriet Lägerhyddsvägen 1 Hus 4, Plan 0 Postadress: Box Uppsala Telefon: Telefax: Hemsida: This thesis is about a robotic tool concept to be used in Uppsala University to automate a particular task. The task is to insert a threaded plastic rod through 210, respectively 260, one millimetre thin steel plates. After inserting the plastic rod, the rod needs to be tightened with a flat washer and a screw-nut. The project started by trying to understanding every step of the task, which was being performed by manual workers. After understanding all of the steps that go in to mounting a plastic rod through all those steel plates, made it possible to design a robotic tool that should work Tests were performed to see what method could be used to mount and tighten the screw-nut. A quality control model was constructed to see what properties that was most desirable in the robotic tool. Three different concepts were designed on how the robotic tool could perform the said task. By comparing the concept tools with the desirable properties, it was possible to choose one tool design and pick several components to construct the said out robotic tool in a Cad program. With the price calculation for components selected, the robotic tool would cost around 15,000 SEK if it was manufactured. The final stage of the robotic tool was then implemented in a simulation program, to see and calculate the time each motion of the mounting operation would take. It showed that when it was mounting on 210 thin steel plates it took 126 seconds and for 260 thin steel plates it took 106 seconds. This robotic tool in this thesis is a concept design on how the robotic tool could look like and how it could work. The design of the tool is not optimal, but it is a design which could perform said task by being used with an industrial robot. Handledare: Dana Salar Ämnesgranskare: Erik Hultman Examinator: Lars Degerman ISRN UTH-INGUTB-EX-M-2014/17-SE
3 Sammanfattning Detta examensarbete handlar om att konstruera ett monteringsverktyg som ska monteras på en ABB industrirobot IRB6000 S3 M91 och användas vid Uppsala Universitet för att automatisera ett arbetsmoment. Arbetsmomentet är att införa en gängad plaststång och muttra fast den genom 210 st respektive 260 st tunna statorplåtar. Arbetet började med att förstå det olika momenten som behövdes för att utföra arbetsmomentet manuellt. För att se den manuella monteringen, gjordes ett besök på tillverkningsverkstaden i Lysekil, där möjlighet gavs att se och förstå den manuella montering som utfördes. Efter besöket utfördes olika tester för att avgöra vilka metoder som fungerar för att kunna dra åt muttern mot statorplåtarna. Ett kvalitetshus användes med kundens önskemål, för att värdera fram rätt produktegenskap på monteringsverktyget. Olika konceptkonstruktioner på hur monteringsverktyget skulle kunna utföra arbetet designades och jämfördes med monteringstesterna samt kvalitetshuset för att slussa bort det svaga verktygsidéerna. Komponenter valdes ut för det utvalda verktygskoncept och en slutlig design utfördes på en Cad-konstruktion. Med prisuträkning för det komponenter som valdes, skulle robotverktyget kosta omkring kr om den tillverkades. Monteringsverktyget applicerades senare på ett robotsimuleringsprogram (Robotstudio) och simulerade hur roboten skulle kunna jobba med monteringsverktyget, för att sedan kunna kalkylera den tid som skulle behövas för att utföra hela arbetsmomentet med en industrirobot. Det visar att arbetet skulle ta ca 124 sekunder för 210 st statorplåtar, och ca 106 sekunder för 260 statorplåtar. Då arbetet är utfört är detta bara ett förslag på hur monteringsverktyget skulle kunna se ut och vilka komponenter som skulle kunna användas. Examensarbetet visar inte ett optimalt monteringsverktyg, utan ett koncept på ett verktyg som skulle kunna utföra arbetsmomentet med hjälp av en industrirobot. Nyckelord: Examensarbete, Vågkraftverk, Robotverktyg, Monteringsverktyg, Verktygsdesign, Robotprogrammering I
4 Innehållsförteckning 1 Inledning Bakgrund Vågkraft Önskemål Avgränsningar Huvudsyfte Delfrågor Konceptdesign (Del 1) Metodik Förstudie/datainsamling Olika monteringsmetoder Beställarens optimerade verktyg Verktygskoncept Utslussning av verktygskoncept Förstudie/datainsamling Montering idag Manuell stackning Liknande lösningar Övrig datainsamling Olika monteringsmetoder Beställarens optimerade verktyg Olika verktygskoncept Koncept Koncept Koncept Koncept Kvalitethus Utslussning verktygsdesign Utvärdering av Verktygskoncept Utvärdering av Verktygskoncept Utvärdering av Verktygskoncept Val av koncept Designförslag och utvärdering (Del 2) Metodik Förstudie/datainsamling II
5 3.1.2 Komponent kostnad Verktygs design Robotcell (Arbetsmoment) Komponentval av valt verktygskoncept Klämmande komponenter Utskjutningskomponent i plaststångsmagasin Spärrskaft Spärrskafthylsa (mutterhylsa) Stationär automatisk matare (mutter och planbricka) Gängad plaststångsmagasinet Matning av plaststång Stegmotor och programkort Ekonomiskanalys Virtuell design Laddning av mutterhylsa Laddning av gängad plaststång Klämning av Linjärenheter Arbetsmoment Robotcell Robotsimulering Slutsats Diskussion Förslag på framtida arbete Källförteckning III
6 1 Inledning Arbetet är utförd för att undersöka om det var möjligt att automatisera ett specifikt arbetsmoment men hjälp av ett skräddarsytt monteringsverktyg och en ABB industrirobot IRB 6000 S3 M91. Beställaren av arbetet (Uppsala Universitet) ville se om arbetsmomentet går att automatisera för att senare kunna implementera verktyget i en robotcell. Detta arbete har inte tidigare utförts av de inblandade parterna, vilket gör detta till ett spännande projekt då tidigare lösningar till problemet är okända. Rapporten består av två delar. Den första delen inkluderar förstudie och konceptgenerering och den andra delen innefattar komponentval för det slutliga monteringsverktyget och funktionen på monteringsverktyget. Arbetet är upptalat på detta sätt för att läsaren lättare ska kunna förstå hur monteringsverktyget fungerar. Det som har gjort projektet särskilt intressant är de olika verktygsidéerna som genererades under konceptframtagningen. Då det visar att det finns flera sätt att utföra samma arbetsmoment. 1.1 Bakgrund Människor har blivit mer kreativa att hitta flera och olika sätt att använda generatorer för att generera elektrisk energi. Det finns tre problem med alla typer av energikraftverk och det första är att de kostar väldigt mycket att tillverka. Det andra problemet är att tillverkningshastigheten av kraftverk oftast väldigt låga. Det tredje och sista problemet är att det kräver hög precision för att få kraftverken att vara så pass effektiva som möjligt. Dessa problem gör att de olika tillverkningsprocesserna av kraftverken tar tid och det är svårt att dem ekonomiskt lönsamma. Ett exempel på en av dessa är vågkraftverk vilket diskuteras nedan. Seabased är ett avknoppningsföretag från Uppsala Universitet vars uppdrag är att kommersialisera universitetets vågkraftsteknik. Målsättningen är att kunna kostnadseffektivisera tillverkningen av vågkraftverk för att göra det ekonomiskt lönsamt. För att nå sina mål har Seabased bestämt sig för att automatisera tillverkningsprocessen i så stor utsträckning som möjligt. För att kunna åstadkomma det vill de ha robotar som gör arbetet. På Uppsala universitet strävar man efter att hitta lösningar för att kunna automatisera delar av tillverkningen. Målet är att få fram en produktionslina som använder sig av robotar för att tillverka olika delar av generatorn, och sedan montera allt vid slutet av produktionslinan för få ett fullt fungerande vågkraftverk. 1


7 1.2 Vågkraft Ett vågkraftverk fungerar så att translatorn som man ser i figur 1.2, är i mitten av 9 stycken statorpacket som är uppbyggd av statorplåtar och lindad med kabel. Translatorn har en vajer som är monterad på en boj och bojen flyter på havsytan. När havsvågorna kommer så rör sig bojen upp och ner, vilket i sin tur rör translatorn med en vertikalpendelrörelse vilket inducerar en spänning i statorlindningen. Om man kopplar samman ett antal vågkraftverk med varandra som i figur 1.1, så kan man komma upp till en högre och jämnare uteffekt. Genom att ha vågkraftverksfarmer, med hundratals sammankopplade vågkraftverk, så kan man utvinna billig grön energi. (Lysekilsprojektet, 2013) Figur 1.1 Vågkraftverk farm hämtad från Uppsala Universitet.se Figur 1.2 Vågkraftverk hämtad från Uppsala Universitet.se Ellära Lysekil projektet 2
8 1.3 Önskemål Uppsala Universitet vill se om det är möjligt att utföra arbetsmomentet med hjälp av ett automatiskt monteringsverktyg och en industrirobot. 1.4 Avgränsningar Arbetet har avgränsningar på grund av tidsbrist, då det skapas en virtuell design av monteringsverktyget och en simulation av arbetsmomentet med en simulering program (ABB robotstudio). 1.5 Huvudsyfte Arbetets huvudsyfte är att designa ett monteringsverktyg som med hjälp av en industrirobot kan införa en gängad plaststång genom 210 st respektive 260 st tunna statorplåtar och dra fast dem mot statorplåtarna. 1.6 Delfrågor Studien har tre delfrågor: 1 Kommer monteringsverktyget kunna införa den gängade plaststången och muttra den med planbrickor eller kommer det krävas att dela upp monteringsverktyget i flera olika verktyg som var och en utför ett huvudmoment? 2 Är slutprodukten möjlig att kunna arbete självständigt och utföra det nödvändiga arbetsmomentet i en riktig statorpaketsmontering? 3 Hur skulle det slutliga monteringsverktyget jämföras med den manuella monteringen? 3
9 2 Konceptdesign (Del 1) Denna del av rapporten handlar om övergripande förståelse av monteringsproblemet och olika koncept för att kunna automatiserad arbetet. 2.1 Metodik Nedan ges ett kort beskrivning på hur arbetet har utförts för att hitta en fungerande lösning som fyller beställarens alla önskemål Förstudie/datainsamling För att kunna designa ett monteringsverktyg så utfördes en grundläggande undersökning av olika verktyg och komponenter som används inom tillverkningsindustrin. En grundläggande förståelse av tidigare robotverktyg som Uppsala Universitet har i sina robotlabb. Hur verktygen fungerar och vilka design lösningar som valdes för att kunna konstruera robotverktygen i Uppsala Universitets. Kontakt med olika leverantörsföretag av utrustningskomponenter har tagits och tester utfördes för att kunna studera vad som skulle kunna fungera Olika monteringsmetoder Olika monteringsmetoder utfördes för att montera muttern på den gängade plaststången. Det gjordes för att studera det mest effektiva sätt att dra åt muttrar Beställarens optimerade verktyg Genom att använda ett kvalitetshus kan man hitta de exakta egenskaperna beställaren vill ha i verktyget och anpassa konceptframtagningen efter de egenskaperna Verktygskoncept Med hjälp av kvalitetshuset och tidigare datainsamling så var det möjligt att kunna hitta de faktorer som är nödvändiga i den automatisera arbetsmomentet och den tidigare informationen användes för att komma fram med olika verktygskoncept Utslussning av verktygskoncept Genom att använda kundkrav och jämföra dem med verktygskonceptet var det möjligt att välja ett koncept som skulle passa beställaren på bästa sätt. 4
10 2.2 Förstudie/datainsamling Ett förarbete har utförts för att få förståelse över vad den förfogande tillverkningsindustrin erbjuder Montering idag För att få hela tillverkningsprocessen att bli automatisk har Seabased beslutat att automatisera ett arbetsmoment i taget. En del av tillverkningsprocessen är att stacka den smalare statordelen som består 210 st statorplåtar och stacka det breddare statordelen som består av 260 st statorplåtar. Statorplåtarna är placerade i en specialtillverkad statorplåtsvagga. För att statorplåtarna ska vara stabila motvarandra så införs och monteras det åtta gängade plaststänger genom den smalare statordelen respektive breda statordelen. Arbetsmomentet kräver hög noggrannhet, och därför måste arbetet utföras med höga precision. Hela arbetsmomentet består av två olika delmoment, ett där tunna statorplåtar stackas mot varandra med noggrannhet och det andra delmomentet är montering av gängad plaststänger i statorplåtarna. Hålet i statordelarna är Ø9mm och gängade plaststången är Ø8mm så åker gängade plaststången enkelt in utan att den fastnar i statorhålen. Stackningen av statorplåtar är ett tidigare arbete som har en automatiserad lösning med en verktygsprototyp monterad på en industrirobot. Montering av gängstänger behövs i robotcellen för att cellen ska kunna vara så självständig som möjligt. Automatiserade arbetsmomentet kommer att utföras av ett skräddarsytt monteringsverktyg som ska vara monterad på en ABB S3 IRB 6000 Robotsystem som går att se i figur 2.1. I figur 2.2 finns ett lastdiagram på roboten där man kan se att roboten klarar av en bas vikt på 100kg (ABB robotics, 1991). Figur 2.2 Golvmonterad IRB 6000 robotsystem Figur 2.1 Lastdiagram för IRB


11 2.2.2 Manuell stackning I figur 2.4 finns en bild av statorplåtarna som används under monteringsprocessen. De kommer till verkstaden i stora trälådor, och plockas upp manuellt av två montörer som tar tag i vardera änden av statorplåtarna och förflyttar plåtarna för hand till statorplåtsvaggan som kan ses i figur 2.3. Det som avgör hur lång tid det tar att fylla den specialtillverkade statorvaggan med 210 st respektive 260 st statorplåtar beror på hur många statorplåtar montörerna plockar åt gången. Detta kan variera mellan 5-10 st/gång. Statorplåtarna är ca 2 m i längd och 1mm i tjocklek, med en bredd på ca 15 cm och de väger ungefär 1 kg styck. Geometrin gör att de är väldigt bräckliga. Det kräver att man lyfter ett minimum av fyra stycken statorplåtar samtidigt och håller dem mot varandra för att kunna flytta plåtarna utan att de blir böjda. Figur 2.3 Special byggd för statormontering och införande av gängstänger (eget foto) Figur 2.4 Statorplåtar från leverantör i trälåda. Seabased Tillverknings verkstad (eget foto) 6
.")
12 När statorplåtarna är placerade rätt på vaggan så införs åtta stycken gängade plaststänger och de dras åt med mutter och en planbricka på vardera änden av plaststången för att garantera att statorplåtarna sitter ordentligt mot varandra (figur 2.5). Den tid som krävs för att införa åtta stycken gängade plaststänger och montera dem med muttrar vid statorplåtsmontering varierar mellan 1 3 minuter. Figur 2.5 Monterade statorplåtar med åtta gängade plaststänger, planbrickor och muttrar. 7
13 2.2.3 Liknande lösningar Det automatiserade lösningar som finns på marknaden idag är ett spärrskaft som har tillgång till skruvar och muttrar monterade längst fram på skruvskaftet med hjälp av ett lyfttrycksdriven magasin. En mutter skjuts iväg genom ett slang rör och stannar sedan längst fram på spärrskaftet. När operatören behöver montera en mutter på respektive gängskaft så placerar operatören framkanten av spärrskaften mot gängskaftet och pressar lätt för att få låsmekanismen på muttermagasinet att öppna sig och muttern monteras på gängskaftet och roterar den till önskat moment. Det går även att montera denna lösning på en automatisk axelled som gör funktionen helt automatiserad, då det inte längre behövs någon operatör som lokaliserar gängskaftet eller placerar spärrskaftet mot gängskaftet. Anledningen till att denna lösning inte kommer att implementeras på denna rapport är. För det första är det en kostnadsfråga, då ett spärrskaft med automatisk magasin har en hög kostnad. Den andra anledningen till att lösningen inte implementerades var att den inte kunde använda någon planbricka i sitt magasin. (Hand Held Systems, 2014) Övrig datainsamling Innan en lösning kunde tas fram så utfördes en förstudie för att kunna få en förståelse över tidigare robotverktyg som Uppsala Universitet har konstruerat. (Hultman, 2013) (Salar, 2011) För att monteringsverktyget ska implementeras i robotcellen så måste verktyget kunna klara av att införa den gängade plaststången genom alla statorplåtar och sedan få en planbricka samt en mutter åtdragen från båda ändarna av den gängade plaststången. Verktyget måste vara programmerbart och vara produktflexibelt. Med begreppet programmerbart menas det att monteringsverktyget ska kunna reglera hur snabbt den monterar muttern mot den gängade plaststången så att vid eventuella problem förekommer så ska monteringsverktyget kunna anpassa rotationshastigheten. Vridmomentet på muttern måste vara justerbar, då det finns risk att det kan bli konstruktionsändringar på gängade plaststång eller mutterstorlek. Produktflexibiliteten påpekar på hur det går att ändra på verktyget utan att skapa ett nytt monteringsverktyg från grunden. Statorplåtarna har ändrats ett flertal gånger och det kan finnas skäl till att ändra statorplåtarna igen. Om ändringar på statorplåtarna skulle förekomma så krävs det att de är möjligt att verktyget klarar av att hantera dessa förändringar. 8
14 2.3 Olika monteringsmetoder Olika försök har gjorts för att spänna muttrarna på den gängade plaststången för att kontrollera vilka metoder som skulle fungera med ett automatiskt monteringsverktyg. Mutter och planbricka är sedan tidigare löst monterade på gängade plaststången då plaststången är placerade inne i statorplåtarna. När muttern, planbrickan och gängstången är på plats kräver det att de dras åt i båda ändarna med 25 Nm. Figur 2.6 Mutter rotation från en sida I figur 2.6 ser man att enbart rotera från ena änden och få den roterande muttern att vara dragen med 25 Nm inte fungerar, då friktionen som är på andra muttern och planbrickan är för liten för att inte slira. Denna metod skulle enbart få roterande muttern och gängstången att glida på plats. Figur 2.7 Mutter rotation från ena sida och hålls från andra sidan I figur 2.7 ser man genom att hålla fast ena muttern och dra åt från andra sidan är en fungerande lösning, då det inte längre kommer att glida vid för hög rotationsmoment utan kommer dra den till önskad vridkraft. Då det endast krävs att kunna dra ena änden till 25 Nm så kommer den andra ha samma vridmoment. Problemet med denna lösning är att den är lite långsam och tar några sekunder. Då den stillastående muttern är hel så kräver det att den roterande muttern åker statiskt, fast hela sträckan för att komma fram till statorplåtarna. I figur 2.8 ser man att dra båda ändarna samtidigt visar sig vara den snabbaste och mest effektiva lösningen, då båda muttrarna dras med 25 Nm och får ett mer jämn vridmoment. Då muttrarna roteras in i gängstången samtidigt blir det en snabbare arbetsprocess. Figur 2.8 Mutter rotation från båda sidorna Figur 2.9 Mutter är statiska, och gängstången roteras in I figur 2.9 ser man att detta moment är en väldigt annorlunda lösning, då man håller muttrarna statiska och sedan rotera själva gängstången. Då kommer gängstången åka linjärt igenom statorplåtarna och rotera in sig själv genom den andra muttern. Problemet med denna metod är att den är en väldigt tidskrävande process, rotera in gängstången genom hela statorplåtarna, samt att när gängstången väl är på plats kommer den inte vara åtdragen med 25 Nm som krävs, utan behöver en eventuell åtdragning på varje mutter. 9
15 2.4 Beställarens optimerade verktyg Kvalitetshus bestäms utifrån vad beställaren tycker är viktigt för att skapa ett mer optimalt monteringsverktyg. För att kunna erbjuda olika koncept till monteringsverktyget behövde man veta vad beställaren tyckte var viktig på monteringsverktyget som tillexempel: Låg vikt: Att monteringsverktyget inte får överstiga vad roboten klarar av att hantera. Användarvänligt: Att det är enkelt att hantera monteringsverktyget med roboten. Tillförlitlig: Att monteringsverktyget utför det som man har tänkt att den ska göra. Hållbar: Att monteringsverktyget klarar av slitage och nötning. Anpassningsbar: Att det är möjligt att göra ändringar på monteringsverktyget för att klara av olika storlekar av gängad plaststång, mutter, m.m. Snabb: Att monteringsverktyget kan utföra arbetsmomentet på relativ kort tid. Programmerbart: Att monteringsverktyget och roboten kan jobba tillsammans, samt att montering av muttern går att justera och kontrollera. Kvalitetshuset Produktegenskaper Luft tryckanpassad Metallkonstruktion Automatisk Produktsflexibelt Slit tålig Snabbarbetsmoment Kundönskemål Låg vikt Användarvänlig Tillförlitlig Hållbar Anpassningsbar 4 5 Snabb Programmerbart 5 5 Viktighetsbetyg Figur 2.10 Kvalitets på kundönskemål, och produktegenskaper (Produktutveckling och kvalitetshus, 2014) Med hjälp av detta kvalitetshus (figur 2.10) framgår att Automatisk är den produktegenskap som är viktigast och ska ha mest fokus vid konceptgenerering. De andra två nyckelorden är Metallkonstruktion och Produktflexibelt Vid konceptgenerering av verktyg kommer dessa tre produktegenskaper vara väsentliga. Då detta projekt går ut på att framställa ett koncept så kommer produktegenskapen Metallkonstruktion att bli undanskymd och bli konstruerad i kraftig POM plast för att enklare göra ändringar över det varse verktygskonceptet. Vid ett senare tillfälle, då Uppsala Universitet känner att verktygskonceptet stämmer med deras önskemål går det att byta ut POM plasten mot ett mer robust konstruktionsmaterial som stål. 10

16 2.5 Olika verktygskoncept Olika koncept på hur verktyget skulle kunna utföra arbetsmomentet Koncept 1 För att klämma mot statorplåtarna använder koncept 1 en teleskopsarm (figur 2.11). Konceptet använder även ett magasin för de gängade plaststängerna och två inbyggt magasin för mutter och planbricka som är placerad i teleskopsarmarna. Plaststången roteras in genom statorplåtarna med hjälp av ett hjul. teleskopsarm Magasin för plaststänger Inbyggt magasin Roterande hjul Figur 2.11 Verktygskoncept 1 Man börjar med att placera planbrickan och muttern på utsidan av hålen, på båda sidorna innan man roterar in den gängade plaststången genom, första muttern, sedan genom första planbrickan, genom hela statorpaketet, genom andra planbricka och sist genom andra muttern. När man roterar den gängade plaststången med hjälp av ett hjul eller liknande så kommer den gängade plaststången att rotera in i första muttern. Med hjälp av muttern, som är fastplacerad mellan magasinet och statorpaketet så rör sig den gängade plaststången framåt i axelled, på grund av gängorna i muttern och gängorna på plaststången. När den gängade plaststången har kommit fram till andra änden så är de andra planbrickan och muttern placerad precis likadant som på andra sidan. Då alla åtta gängade plaststänger är på plats så kommer man då behöva dra åt alla muttrarna med 25 Nm för att alla statorplåtar ska vara ordentligt ihopdragna. Detta sista moment som dra åt alla muttrarna kräver ett extra verktyg för att kunna utföras. 11

17 2.5.2 Koncept 2 Koncept 2 (Figur 2.12) använder sig av samma typ av teleskopsarm som koncept 1 för att komma närmare statorpaketet. 25 o Magasin för plaststänger teleskopsarm spärrskaft Hjul Figur 2.12 Verktygskoncept 2 Den gängade plaststången är införd genom statorplåtarna med hjälp av ett hjul som rullar fram plaststången genom hela statorpaketet. När plaststången är i statorhålet så kommer teleskop del av monteringsverktyget att placera sig mellan båda ändarna av plaststången och montera alla nödvändiga delar för att sedan samtidigt kunna dra åt muttrarna. 12

18 2.5.3 Koncept 3 Magasin för plaststänger Klämmande armar spärrskaft 25 o Press komponent Figur 2.13 Verktygskoncept 3 I detta koncept använder verktyget en presskomponent som skjuter ut den gängade plaststången genom ett plaststångsmagasin och in till statorplåtshålet. I figur 2.13 ser man verktyget använda klämarmar för att röra sig mellan dem två ändarna av den gängade plaststången och kommer att kunna monterar muttrarna samtidigt. 13
19 2.6 Koncept Kvalitethus Utslussning verktygsdesign Verktygskonceptet jämförs med kvalitetshuset för att slussa bort dem dåliga verktygsidéerna. Det som återstår bör vara ett verktyg som passar beställaren bäst Utvärdering av Verktygskoncept 1 Programmerbart: 5 Anpassningsbar: 1 Användarvänlig: 1 Tillförlitlig: 1 Hållbarhet: 2 Låg vikt: 2 Snabb: 1 Alla verktyg kommer vara monterade på en ABB industrirobot S3 och kommer ha möjlighet att bli programmerade. Verktyget är inte anpassningsbart. Skulle det behövas göras någon ändring i muttern eller planbrickan skulle det bli tvungen att stora delar av verktyget. Verktyget kommer vara svår att använda. Då verktyget ska fram för att klämma sig mot statorplåtarna. Kräver det att den bakrearmen av verktyget tryckas fram, samtidigt måste den främre armen av verktyget dras mot statorplåten. Den inbyggda magasin kan böjas på grund av det tryck som teleskopsarmen kan skapa vid klämningen. Detta kommer följaktligen inte tillåta en linjär rörelse genom statorplåtarna. Muttrarna kommer bli vinklad och kommer inte ha den linjära axelriktningen som behövs för att rotera in den gängade plaststången. Hjulet som roterar plaststången har hög risk att slita ut. Verktyget är designat i POM-plast men bör bytas ut till någon annan metall då konceptverktyget är godkänt. Med ett antal motorer och komponenter så kommer verktygskonceptet har en relativ tung vikt. Men är inte för tung för roboten. Ett väldigt långsamt verktyg. Då det kräver många rotationer på den gängade plaststången för att få plaststången genom alla statorplåtarna. Summa: 13 14
20 2.6.2 Utvärdering av Verktygskoncept 2 Programmerbart: 5 Anpassningsbar: 3 Användarvänlig: 1 Tillförlitlig: 3 Hållbarhet: 2 Låg vikt: 2 Snabb: 3 Summa: 19 Alla verktyg kommer vara monterade på en ABB industrirobot S3 och kommer ha möjlighet att bli programmerade. Det är få delar som skulle behövas bytas ut om ändringar i statorplåtarna skulle förekomma. Verktyget kommer vara svår att använda. Då verktyget ska fram för att klämma sig mot statorplåtarna. Kräver det att den bakrearmen av verktyget tryckas fram, samtidigt måste den främre armen av verktyget dras mot statorplåten. Rotationen av muttern kommer utföras samtidigt som teleskopsarmens pressningsrörelse. Detta minskar risken för slitning eller att gängorna på den gängade plaststången skulle förstöras Hjulet vid magasinet kommer ofta bli sliten och kommer behöva bli regelbundet utbytt. Verktyget är designat i POM-plast men bör bytas ut till någon annan metall då konceptverktyget är godkänt. Med ett antal motorer och komponenter så kommer verktygskonceptet har en relativ tung vikt. Men är inte för tung för roboten. Det roterade hjulet vid magasinet får fram den gängade plaststången till den bestämda positionen och drar åt sedan muttrarna samtidigt 15
21 2.6.3 Utvärdering av Verktygskoncept 3 Programmerbart: 5 Anpassningsbar: 3 Användarvänlig: 5 Tillförlitlig: 4 Hållbarhet: 5 Låg vikt: 2 Snabb: 5 Alla verktyg kommer vara monterade på en ABB industrirobot S3 och kommer ha möjlighet att bli programmerade. Det är få delar som skulle behövas bytas ut om ändringar i statorplåtarna skulle förekomma. Verktyget blir lätt att använda och kräver enbart enkla in- och ut signaler för kunna komma fram till den gängade plaststången och muttrarna. Klämmotor styr båda armarna vilket minskar risken för glapp. Muttrarna blir monterad samtidigt vilket minimerar risk för slitning eller att gängorna på den gängade plaststången skulle förstöras. Verktyget är designat i POM-plast men bör bytas ut till någon annan metall då konceptverktyget är godkänt. Med ett antal motorer och komponenter så kommer verktygskonceptet har en relativ tung vikt. Men är inte för tung för roboten. Linjära ställdonen vid magasinet får fram den gängade plaststången till den bestämda positionen och drar åt sedan muttrarna samtidigt. Summa: Val av koncept Efter utvärdering av alla koncept och jämfört dem med kundönskemålen, så var det ett koncept som var tydligt bättre. Koncept 3 är det smarta valet för beställarensbehov. Den använder sig av en klämmanderörelse vilket kommer att underlättar robotprogrammeringen. Med denna klämmanderörelse har monteringsverktyget ett mycket mindre risk att låstfast muttern i den gängade plaststången. Utskjutningen av den gängade plaststången kommer utföra arbetet snabbt och har låg risk för att bli utsliten. Produktegenskapen Metallkomponenter har blivit undanskymd. Detta har gjorts för att kunna göra ändringar under framtagningsprocessen av monteringsverktyg. Materialet POMplast bör bytas ut till stål eller aluminium då verktyget är testad i ett labb och utvärderad. Alla dessa anledningar gör koncept 3 blir det lämpliga verktygskonceptet. 16
22 3 Designförslag och utvärdering (Del 2) Då konceptet på monteringsverktyget är bestämd så gäller det att komma fram till hur det virtuella monteringsverktyget ska utföra de önskade rörelserna. 3.1 Metodik Andra delen av rapporten så behövs det utföra en ny förstudie över vilka komponenter som finns på marknaden och sedan vilka som bör blir monterade på monteringsverktyget Förstudie/datainsamling En förstudie på komponenter som skulle kunna användas för monteringsverktyget Komponent kostnad Uträkning på vad alla utvalda delar kommer att kosta vid tillverkningen av monteringsverktyget Verktygs design Monteringsverktygets utseende och funktioner Robotcell (Arbetsmoment) Skapa en arbetssimulering på monteringsverktyget med hjälp av Robotstudio för att se hur industriroboten rör sig med monteringsverktyget och det cykeltid som kommer att krävas för att utföra hela arbetsmomentet. 17
23 3.2 Komponentval av valt verktygskoncept Då koncept 3 (klämmandemoment) var den som verkar vara bäst utifrån kundönskemålen, så finns det är rad olika komponenter som kan utföra de önskade klämningsmomentet. Det finns flera sätt att utföra samma rörelse, det gäller att hitta den som passar monteringsverktyget och beställaren Klämmande komponenter Produkter som går att montera på monteringsverktyget för att åstadkomma en klämmande rörelse Kolvstångslös cylinder Figur 3.1 Kolvstångslös cylinder En klovstångslös cylinder använder lufttryck och mekaniska kuggremmar för att driva en släde fram och tillbaka. Genom att använda kolvstångslös cylinder som man kan se på figur 3.1, så är det möjligt att montera en extra kuggrem och extra släde. Denna montering gör det möjligt att framställa ett klämmandemoment. Fördel: Den har en hög noggrannhet och används i arbetsmiljöer som kräver prestanda. Nackdel: Då det är en lufttrycksdriven komponent så är klämningshastigheten svårt att justera och kontrollera. Komponenten är en alldeles för avancerad produkt för de arbetet verktyget ska göra. 18

24 Linjärenhet Figur 3.2 Linjärenhet (Rollco.se, 2014) I figur 3.2 ser man en linjär enhet som använder sig av en mekaniskrörelse. Den gängade stången i mitten roterar och transporterar en släde fram och tillbaka längs en linjäraxel. Att montera en extra släde som har en motsats gängningsriktning, så kan man skapa ett klämmandemoment. Fördel: Det är en lätt och billig lösning. Systemet är enkel att underhålla. Den kommer i två olika skruvmetoder, trapetsgängad och kulskruv. Nackdel: Skulle det vara något problem med positioneringen av verktyget, och ena släden skulle fastna eller komma fram till statorplåtarna för tidigt, så skulle den andra släden också stanna, då de är drivna av samma gängade stång Två Linjära enheter Systemet använder sig av en mekanisk rörelse. En gängad stång roterar och transporterar en släde fram och tillbaka längs en linjäraxel. Genom att montera två linjära enheter motvarandra på längden, så att ena är framför den andra. Denna monterings kommer att skapa ett klämmoment som är oberoende av varandra. Fördel: Det är oberoende av varandra och ena skulle stanna så skulle den andra fortsätta oavsett fel positionering. Kommer i två olika skruvmetoder, trapetsgängad och kulskruv. Nackdel: Det blir ett lite dyrare verktyg då det krävs två mindre linjärenhet och två stegmotorer och två programmeringskort Sensor Genom att koppla en sensor till respektivestegmotor, går det att kontrollera om det skulle bli för stor vridmoment på eventuell stegmotor. Sensorn kommer då kunna sakta ner eller stoppa stegmotorn för att en operatör ska komma förbi och titta på var problemet kan vara. Vid användning av två linjära enheter kopplar man sensorn så om vridmomentet på ena linjära enhet blir för stor, så kommer den att sakta ner eller stanna. Detta tillåter den andra linjära enheten att fortsätta utan något stop i processen Val av Klämmande komponent Genom att använda två linjära enheter med sensorer på motorn, så kommer denna lösning att kunna utföra arbetsmomentet och göra det mer användarvänlig att utföra ändringar i programmeringen. Då sensorerna kommer reglera kläm hastigheten vid eventuella problem. 19
 En Lufttrycksdriven cylinder använder lufttryck för att skjuta ut en cylinder (figur 3.3).")
25 3.2.2 Utskjutningskomponent i plaststångsmagasin. Komponenten som kommer trycka ut den gängade plaststången ut ur magasinet och in genom statorhålen Cylinder Figur 3.3 Lufttrycksdriven cylinder (Airtec.se, 2014) En Lufttrycksdriven cylinder använder lufttryck för att skjuta ut en cylinder (figur 3.3). Med den utskjutna cylindern kan den röra ett objekt i linjär riktning. Att använda en lufttrycksdriven cylinder för att pressa ut alla gängade plaststänger skulle göra att införingen av de gängad plaststången till en snabb process. Då en lufttrycksdriven cylinder klarar av att skjuta ut och ta tillbaka cylindern snabbt. Fördel: Det är en snabb rörelse och skulle få fram gängstången på en enkel rörelse. Nackdel: Då gängade plaststången är ca 300mm lång och kräver att cylindern är något längre så att den kan ha en slaglängd som är längre är den gängade plaststången. För att plaststången ska kommer ut ur plaststångsmagasinet och in genom statorhålen. Ett sådana långt tryckluftcylinder kräver en unik tillverkning som kräver lång leverans tid. Om cylinderstången skulle gå sönder så kommer det tar lång tid för nya delar Linjärenhet En linjärenhet för att skjuta ut den gängade plaststången. I linjära enheten använder samma metod som i avsnitt Där en roterande trapetsgängad stång transporterar en släde med ett pressverktyg längst fram. Beroende på trapetsgängad stång roterar så kan släden åka fram och tillbaka. Fördel: Det är ett billigt alternativ då komponenterna finns i lager. Om det skulle förekomma någon slitning på någon del av linjärenheten så går det snabbt att få tag på en reservdel då det inte kräver någon lång leverans tid. Nackdel: Införingstiden av gängstången kommer att ta längre tid vid varje statorhål då den måste rotera framsläden och sedan rotera tillbaka släden igen. Kommer även kräva en separat motor samt styrkort Val av utskjutningskomponent Vid valet av utskjutningskomponent är det viktigt att komponenten kan föra in den gängade plaststången snabb och enkel metod för att hålla monteringsverktyget så simpel som möjligt. Genom att använda en lufttrycksdriven cylinder så kommer införingen vara snabbt och enkel att hantera. 20
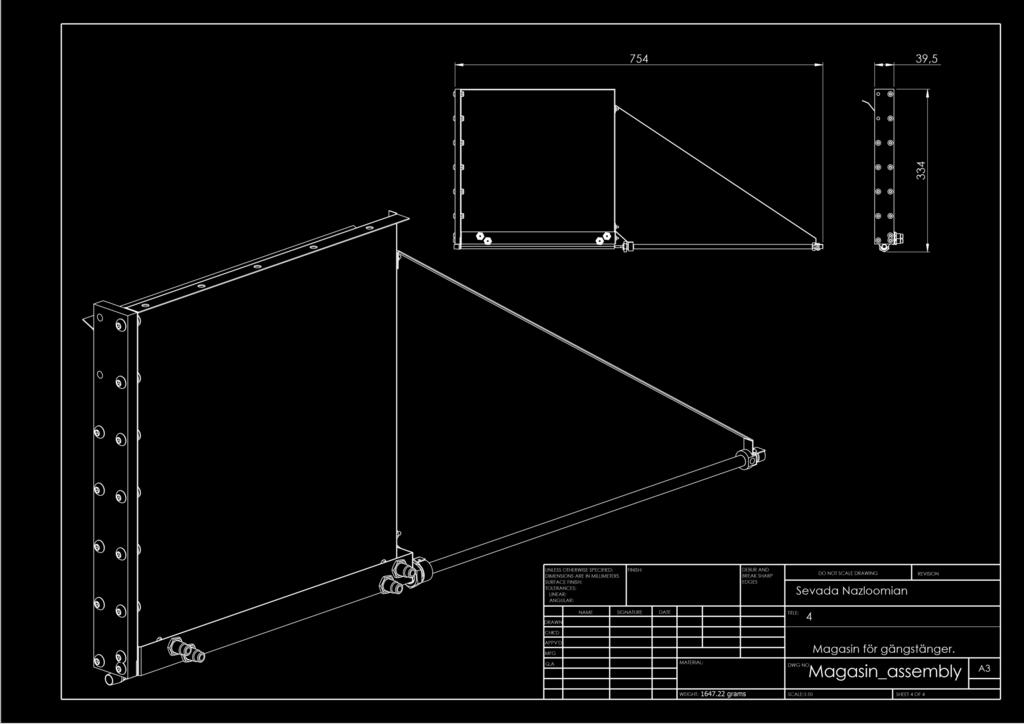
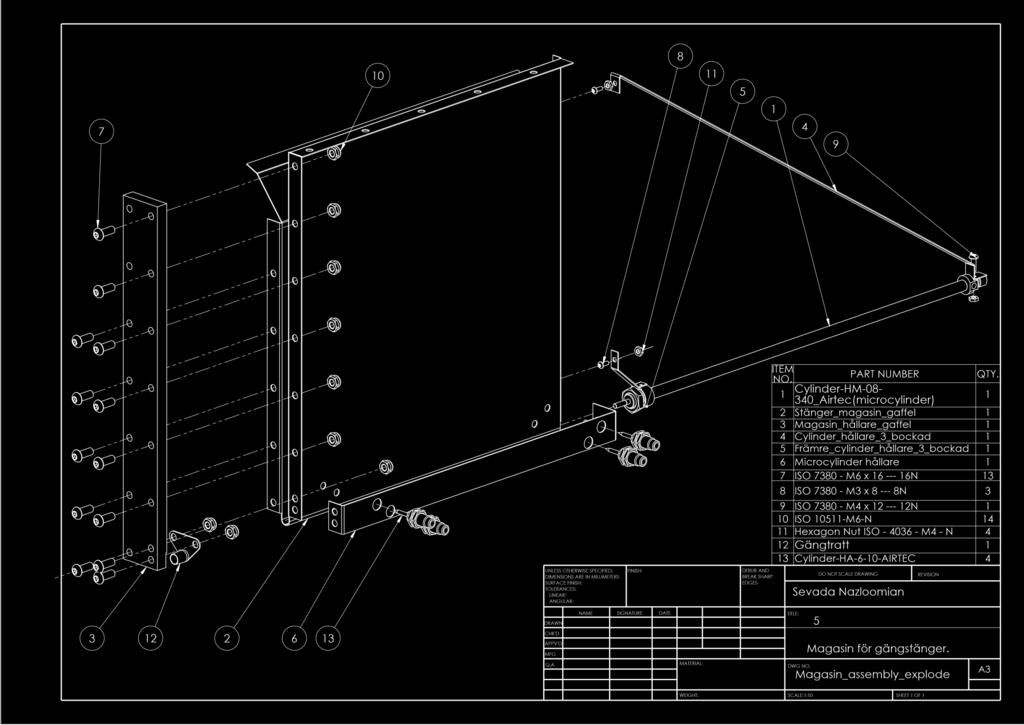
26 3.2.3 Spärrskaft Spärrskaften är komponenten som kommer rotera själva mutterhylsan och bör vara justerbar med rotationshastighet samt vridmoment. (beställaren ville använda ett specifikt spärrskaft och konstruktören har använt den som grundkomponent, även om den inte är ideal till denna verktygsdesign (Power Tools, Air Tools, Pneumatic Tools, 2014)) Spärrskaft med inbyggt magasin Tidigare i rapporten Liknande lösningar togs det upp ett spärrskaft som har ett inbyggt muttermagasin. Spärrskaftet har hög precision och går att montera på verktygskonceptet för att arbetsmomentet ska blir uppfylld. Fördel: Verktyget har ett inbyggt magasin som kommer att dra ner på monteringstiden. Nackdel: Spärrskaftet klarar inte av att ha planbrickor i det inbyggda magasinet vilket innebär att den kommer behövas något som monterar planbricka innan muttern är på plats Spärrskafthylsa (mutterhylsa) Mutterhylsan är monterad på spärrskaftet och är de komponent som plockar upp muttern respektive planbrickan. För att senare blir monterad på den gängade plaststången. Det krävs en unik design på mutterhylsan som gör den möjlig att plockad dessa två monteringsdelar. Mutterhylsan är magnetisk och att både mutter och planbrickan måste vara magnetiskt attraherade. Mutterhylsan behövs en magnetisk inre ring för att plocka upp muttern och en större magnetisk yttre ring för planbrickan Stationär automatisk matare (mutter och planbricka) En stationär komponent som sorterar och matar ut muttrar och planbrickor. Den placerar muttrarna och planbrickorna på ett sådana sätt att monteringsverktyget har möjlighet att plocka upp dem. Då det finns många företag som tillverkar liknande komponenter, så är det beställaren som avgör vilken matare som passar bäst. (Automatic Vibratory Nut Feeder AFV- N, 2014) (ASN Series, 2014) (Hand Held Systems, 2014) Gängad plaststångsmagasinet Stänger magasinet är gjord av stansat och bockat stålplåt. Denna konstruktion kommer att hålla ner vikten på monteringsverktyget och vara en billig lösning till att förvara den mängd plaststänger som behövs vid montering. Magasinet använder sig av gravitationen för att låta varje gängad plaststång ska falla ner till utpressning ytan. (StdSheet, 2014) Matning av plaststång Magasinet använder fyra mindre micro-cylindrar (Ø6, 10mm slaglängd). Micro-cylindrarna jobbar med varandra för att garantera att enbart en gängad plaststång hamnar på utpressningsytan. Cylindrarna kommer att behöva en vässad spätts för att kunna komma under dem gängade plaststängerna. Matning systemet kommer vara monterad på plaststångsmagasinet. (Airtec.se, 2014) 21
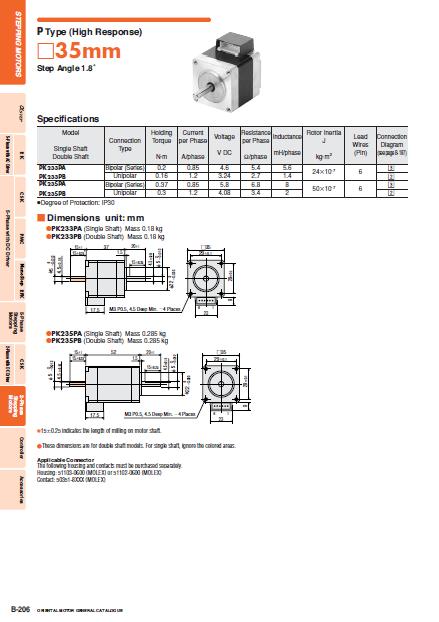
27 3.2.8 Stegmotor och programkort Stegmotor kommer vara kopplad på en linjärenheter och kommer att driva en släde fram och tillbaka. För att välja rätt stegmotor åt det bestämda arbetet, så krävs det att man gör en uträkning på olika faktorer som kommer avgöra vilken stegmotor som passar monteringsverktyget bäst. I Uträkningen i nästa avsnitt i rapporten visar tydligt vilka faktorer som är avgörande när det kommer till att välja stegmotor. Uträkningen visar att de utvalda stegmotor är PK233PA då den skulle passa monteringsverktyget bästa (Elektronik & Automation, 2014). Programkortet som ska styra stegmotorn måste kunna klara det krav som stegmotorn kräver. Programkortet måste kunna ha sen sensor som säger till att motståndet på linjära enheten har ökat. Det programkort som har valts ut klarar alla kriterier. Programkortet TMCM CAN. Då programkortet har en motståndssensor inbyggt så behövs det ingen extern motståndssensor att applicera. (Stegmotorstyrning, 2014) 22
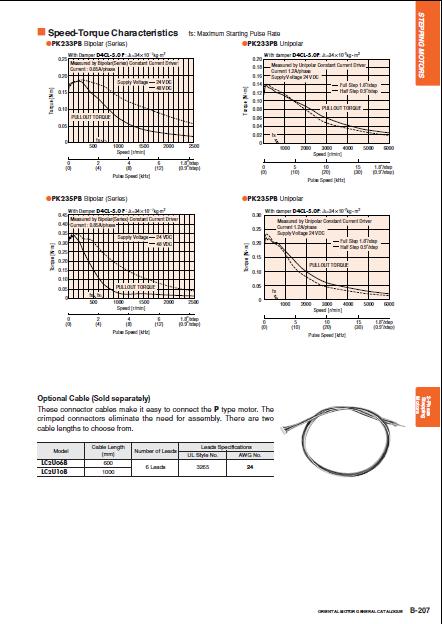
28 Uträkning av stegmotor Hur man räknar fram till rätt stegmotor som ska monteras på den valda linjära enheten. m: slädens vikt F = m a (1.1) a: acceleration M m : motorens moment M s : kulskruvskaft moment r s : kulskruvskaftradie O: kulskruvskaft omkrets s: kulskruvskaft stigning F: det totala skjutkraften v linjär : hastigheten i linjär riktning (Björk, 2007)(Nils Olof Eriksson, 1997)(Montone, 2014) M m = F r s s O (1.2) M s = M m (1.3) r s = 0.004m (1.4) s = m (1.5) Omkrets = 2π r s (1.6) v linjär (m/s) = 3 slaglängd 2 tiden Varv per minut = (1.7) v linjär 60 kulskruv stigning (1.8) Det första som måste göras är att räkna fram det kraft som behövs för att flytta släden. Detta får man fram med hjälp av ekvationen (1.1) F = 4kg 9,81m/s 2 = 39,24N 40N Det kräver 40 N för att flytta släden. I ekvation (1.2) konverterar man kraft till vridmoment. M m = 40N 0,004m 0,0025 0,0251m = 0,0159Nm 0,016Nm Då man har vridmomentet är det bra att lägga på en faktor av två, då de linjära enheterna inte är 100 % effektiva. 0,016Nm 2 = 0,032Nm. Med denna värde vet man nu de vridmoment som krävs för att flytta släden som väger 4 kg. Nästa steg är att få fram rotationshastigheten för att röra fram släden med den rörelse hastighet som verktyget kräver. För att få släden att röra sig på den tiden som verktyget behöver måste man räkna ut den linjära rörelsens hastighet med hjälp av ekvationen (1.7) v linjär (m/s) = 3 slaglängd 2 tiden = m 2 3sekunder = m/s Med den linjära rörelse hastigheten och ekvationen (1.8) går det att få fram kulskruvs maximala rotationshastighet. v linjär 60 Varv per minut = kulskruv stigning = m/s m = 1500 varv per min Med dessa värden kan vi ta fram vilken stegmotor som passa monteringsverktyget bäst. Då vridmomentet är 0,032Nm och varvtalet är 1500 varv/minut använder man stegmotorns diagram för se vilken som passar verktyget bäst. Den valda steg motorn är PK233PA. (General Catalogue, 2014) (Orentalmotor, 2014) 23
29 3.2.9 Ekonomiskanalys En beräkning på hur mycket monteringsverktyget skulle kosta. Alla priser från leverantör stämde då priserna togs fram (maj, 2014) Komponentkostnad Linjär enhet: 2st QME SR082,5 2950kr/st 5900kr Spärrskaft: 2st CP886HSpeedRatchet 1500kr/st 3000kr Stänger magasin presskomponent: Cylinder HM kr/st 463kr Stänger magasin cylinder spärr: 4st Cylinder HA kr/st 624kr Stegmotor: 2st PK233PA 834kr/st 1668kr Program kort: 2st TMCM CAN 1163kr/st 2326Kr POM plast: 0.2/m 2 (obearbetad 1 ) 1500kr/0.6m 2 500kr Bockat plåt (bearbetad och tillverkade delar 2 ) 700kr 700kr Summa: kr Kostnaden för alla komponenter till monteringsverktyget är ca kr. På grund av kommunikationsbrist med olika leverantörer har pris för kringutrustning inte varit möjligt att få tag på. Kringutrustning utrustning Automatisk verktygsväxlare Automatisk matare (mutter och planbricka) Slangar för lufttrycks drivna komponenter. 1 Obearbetad: menas med inköpt av råmaterial från leverantör. 2 Bearbetad och tillverkade delar: menas med alla bockad plåtar i monteringsverktyget. 24


 och en planbricka (figur 3.6).")

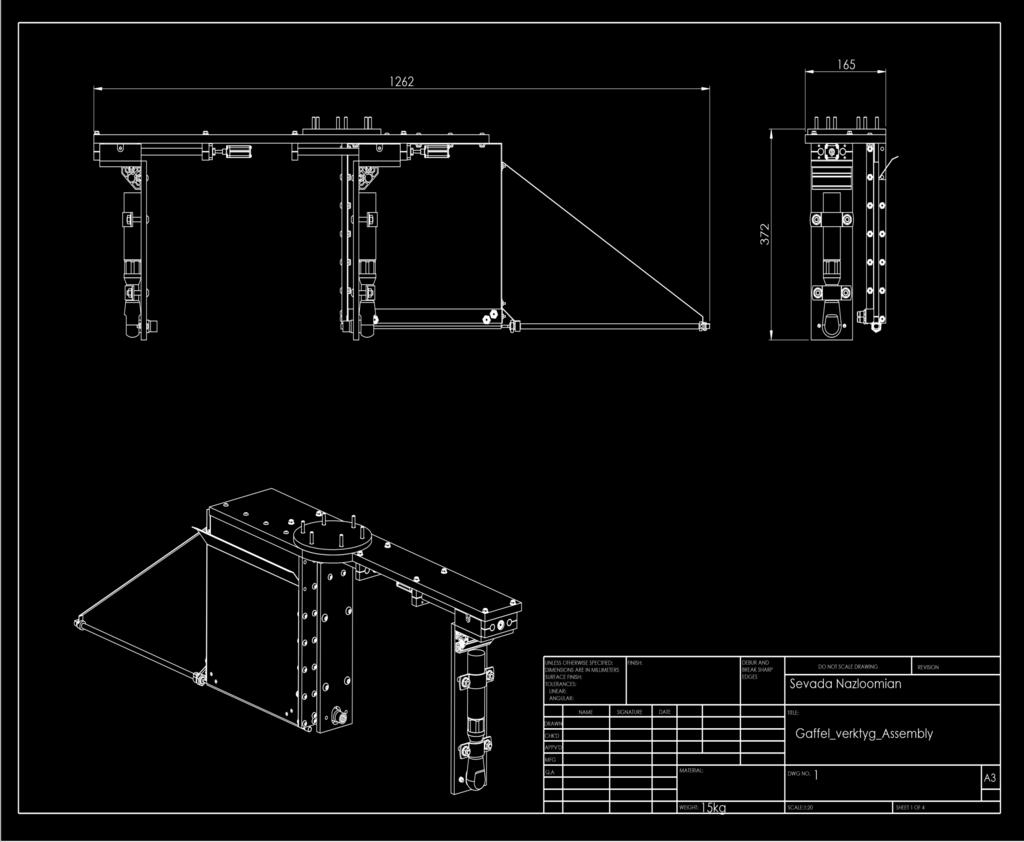
30 3.3 Virtuell design Det slutgiltiga utseende på virtuella monteringsverktyget kan man se i figur 3.4. Monteringsverktyget ska införa en gängad plaststång in genom 210 st respektive 260 st, 1 mm tunna statorplåtar, sedan montera och dra åt mutter samt planbrickor. Figur 3.4 Monteringsverktyget Laddning av mutterhylsa Monteringsprocessen börjar med att monteringsverktyget hämta en mutter (figur 3.5) och en planbricka (figur 3.6). Upphämtningen av mutter och planbricka görs med hjälp av en magnetisk mutterhylsa. Då upphämtningen av mutter och planbricka är utförd så är mutterhylsan laddad och redo att monter dessa två komponenter på en gängade plaststång (figur 3.7). Upphämtningsstationen är en extern automatiserad maskin som sorterar muttrar och planbrickor, (se Stationär automatisk matare). Figur 3.7 Laddning av mutter Figur 3.6 Laddning av planbricka Figur 3.5 Laddad mutterhylsa 25

31 3.3.2 Laddning av gängad plaststång Den gängade plaststångsmagasinet är gjord av bockad stålplåt. Det gör att magasinet har ett låg vikt och har en robust konstruktion som också är billig att tillverka. För att fylla på den gängade plaststångesmagasinet så krävs det att en operatör går in med en mängd gängade plaststänger och matar in dem i magasinet förhand. Det är fyra st lufttryckdrivna micro-cylindrar som ser till att det enbart blir är en gängad plaststång i utskjutningsytan. Figur 3.8 Microcylinder håller emot gängstänger I figur 3.8 ser man den övre och undre serien av micro-cylindrar är utskjutna. Det gör att laddningshyllan och respektive utskjutningsytan är tom. Den övre serie micro-cylindrar drar tillbaka sina cylindrar och göra det möjligt för de gängade plaststängerna att falla ner till laddningshyllan. I figur 3.9 ser man att det gängade plaststängerna är i laddningshyllan. Figur 3.9 Gängstänger faller ner till laddningshyllan. 26


32 Figur 3.10 Övre serie micro-cylindrar pressar ut sina cylindrar I figur 3.10 har det övre serie micro-cylinder vässade spetsar för att kunna komma under den gängade plaststången. Micro-cylindern pressar ut sina cylindrar för att få dem resterande plaststängerna att flyttas upp, så att det återstår enbart en gängad plaststång i laddningshyllan. I figur 3.11 ser man att laddningsserien är utfört, och den gängade plaststången är i laddningshyllan. Det undre micro-cylindern dras tillbaka och låter den återstående gångstången att falla ner till utpressningsytan. Figur 3.11 Undre micro-cylinder dras tillbaka och gängade plaststången faller ner till utskjutningsytan Monteringsverktyget positionerar sig mot ett av statorhålen och skjuter ut den gängade plaststången mer hjälp av en 340 mm långa lufttryckscylinder som går att se i figur Den gängade plaststången åker ut genom gängtratten och fortsätter fram till andra änden av statorhålet. Figur 3.12 Gängstången pressas ut av en 340 mm långa lufttryckscylindern 27

33 3.3.3 Klämning av Linjärenheter I figur 3.13 ser man hur monteringsverktyget positionerar sig mellan det två ändarna av gängstången. Spärrskaftet startas och rör respektive arm närmare stång änden. Den linjära rörelsen görs av stegmotorer kopplade till linjära enheter som tar rotationsrörelse och konverterar den till linjärt rörelse. Den linjära enheterna kommer att kunna nå båda längderna av statorplåtarna, den smala, respektive breda statorpaketen. Då spärrskaftets rotationsrörelse är kalibrerad att vrida med 25 Nm, så stannar spärrskaftet då spänningskraften försöker överstiga 25 Nm. Om det visar att muttern skulle ha fastnat gäller det för programmeringskortet som är kopplad till stegmotorn att reglera den linjära enheten. Programkortet ska veta om den linjära enheten har rört sig den nödvändiga sträckan för att spänna fast muttern mot gängade plaststången eller om muttern har fastna på den gängade plaststången innan den hade kommit fram till statorplåtarna. Skulle det visa sig att muttern har fastnat på den gängade plaststången, så kommer en felsignal att ges ut och en operatör får komma in och se över problemet. Figur 3.13 Verktygsarmarna rör sig i en klämmande rörelse och roterar mutterdragaren Stegmotorn är programmerbar med hjälp av ett programkort och en sensor. Sensorn ska reglera hur mycket motstånd det är på kulskruven. På detta sätt går det att programmera stegmotorn och sensorn så att vid för stor motstånd så skulle stegmotorn sakta ner eller stoppa rotationsrörelsen. Men denna programmering är det möjligt att minska risken för att ena armen skulle nå den gängade plaststången för tidigt eller att muttern kan skevat och bli pressas in i den gängade plaststången. 28

34 3.3.4 Arbetsmoment En beskrivning på hur monteringsverktyget arbetar tillsammans med ABB IRB 6000 S3 M91 industriroboten. Roboten börjar med att stacka klart statorplåtarna på det special designade statorvaggan och går sedan till en verktygsstation för att byta ut stackningsverktyget mot monteringsverktyget. Då roboten har plockat upp monteringsverktyget så rör sig roboten till den stationära mutter mataren för att ladda båda mutterhylsorna med en mutter var. Direkt efter muttermagasinet rör sig roboten till en automatisk matar som matar ut planbrickor och laddar båda mutterhylsorna med planbrickor. När båda mutterhylsorna är laddade med mutter och planbrickor, så rör sig roboten till den färdigstackade statorplåtarna för att påbörja monteringsprocessen av den gängade plaststången. I figur 3.14 ser man att monteringsverktygets TCP (Tool center point) är beräknad att vara vid gängtratten. Genom att placera TCP vid gängtratten så underlättar det att placera monteringsverktyget mot statorhålet. Dem gängade plaststängerna skjuts ut genom gängtratten. När monteringsverktyget är i nära avstånd från statorhålet så bör det finnas en fotosensor som läser av var statorhålet är placerad. Fotosensorn kommer kunna positionera roboten så att gängtratten är precis mot statorhålet för att påbörja utskjutningsmomentet av den gängade plaststången. Figur 3.14 Gängtratten (TCP) och potentiell position för fotosensor Utskjutningsmomentet kan påbörja efter att monteringsverktyget har utfört laddningsprocessen som går att se i avsnitt Utskjutningskomponenten på monteringsverktyget börjar att pressa ut den gängade plaststången ut genom gängtratten och in till statorplåtshålet. Den gängade plaststången blir pressad genom hela statorpaketet. Det som återstår vid arbetsmomentet är att montera mutter och planbrickor. 29
. När centreringen är utfört så startar spärrskaftet att rotera på mutterhylsan och påbörjar klämningsrörelsen så att ärmarna på monteringsverktyget närmar sig den gängade plaststången som är")

35 Då monteringsverktyget använder en fotosensor så vet robotsystemet vart statorhålet är. Och positionerar om roboten så att mutterhylsan monteringsverktyget blir centrerade mot statorhålet (figur 3.15). När centreringen är utfört så startar spärrskaftet att rotera på mutterhylsan och påbörjar klämningsrörelsen så att ärmarna på monteringsverktyget närmar sig den gängade plaststången som är placerad i statorpaketet. Figur 3.15 Mutterhylsan centrerad mot statorhålet Genom att ha justerat spärrskaftet så är monteringsverktyget enbart möjlig att vrida med 25 Nm. Då programkortet är programmerat att styr stegmotorn så ska den stanna om det blir för stor motstånd på kulskaftet. Då planbrickan är placerad mellan statorpaketet och muttern så är planbrickan fastmonterad och har ingen möjlighet att röra på sig. Efter en viss tid senare, då den linjärenheten har kommit till slutänden av sin slaglängd (figur 3.16), så stannar den kvar där i att antal sekunder för att garantera att muttern är vriden med 25 Nm. Efter ett antal sekunder så stannar rotationen av spärrskaftet och den linjära enheten drar tillbaka kläm armarna till sitt ursprungliga läge. Figur 3.16 Slutet på ärmarnas slaglängd Då verktyget har utfört en montering av det gängad plaststång mot statorpaketet, så återgår den till det tidigare steget och påbörjar arbetet vid nästa statorplåtshål. Verktyget fortsätter med denna process tills alla åtta statorplåtshål i statorpaketet är monterade med en gängad plaststång. När statorplåtspaketet är färdig monterad, så plockas den iväg och roboten byter till det tidigare stackningsverktyget och stackar en ny mängd statorplåtar som senare ska monteras med samma arbetsmoment som tidigare. 30

36 3.4 Robotcell Monteringsverktyget används i robotcellen där arbetsmomentet ska utföras. Robotens första moment är att få in statorplåtar och stacka dem på en statorvagga. Detta arbetsmoment gör med stackningsverktyget. När stackningen är klar byter roboten verktyg till monteringsverktyget och rör sig för att ladda mutterhylsan och påbörja monteringen av gängade plaststänger Robotsimulering I figur 3.17 se man en bild tagen från simuleringsprogrammet ABB RobotStudio, där simuleringen börjar med att roboten har bytt till monteringsverktyget. För att programmet ska kunna utföra arbetsmomentet så behöver den stackade statorplåtar vara placerade på vaggan (lilla låda), mutter (gul låda) och planbricka (grön låda) automater måste vara tillgängliga, samt roboten behöver ha monteringsverktyget monterad. Figur 3.17 Bilden är tagen från ABB RobotStudio Lilla låda: 260st statorplåtar, Grön låda: planbricka automat, Gul låda: mutter automat Genom att utföra en simulering på hur roboten och monteringsverktyget jobbar tillsammans för att kunna genomföra arbetsmomentet så kan man se programtiden för montering av åtta stycken gängade plaststänger. Att montera de gängade plaststängerna med mutter och planbricka tar ca 124 sekunder för det smala statorpaketet, respektive 106 sekunder för den bredda statorpaketet. Anledningen till att det tar längre tid för mindre mängd statorplåtar är på grund av att muttern måste färdas en längre strecka för att nå fram till statorpaketet. Att få en bestämd storlek på robotcellen behövs det veta tre faktorer. Först hur stor är pallen med statorplåtar. För det andra hur stor verktygsstationen kommer vara. Och till sist behöver beställaren bestämma sig över automatisk muttermatare, då det finns olika modeller och storlekar. 31
37 4 Slutsats Monteringsverktyget blev en CAD-konstruktion där designen visar dem möjligheter som finns för att tillverka en prototyp av monteringsverktyget. Då monteringsverktyget skulle vara ett förarbete till en prototyp så har konstruktören tagit hänsyn till det och använt material som beställaren har tillgängligt, som T.ex. POM plast, vilket är ett vanligt material vid beställarens verktygsframtagning. Beställaren ville se om det var möjligt att kunna utföra arbetet automatiserad, och anvisat att använda en industri robot för att utföra rörelsemomentet. Enligt arbetet har det varit möjligt att kunna utföra små tester med olika monteringsmetoder, och studerar olika komponenter som skulle passa verktyget. Huvudsyfte: Genom att skapa en virtuelldesign av en monteringsverktyget ser man att verktyget kan införa en gängad plaststång genom 210 st respektive 260 st tunna statorplåtar och sedan montera fast plaststången mot statorplåtarna med hjälp av mutter och planbricka. Delfrågor: 1 Kommer monteringsverktyget kunna införa den gängade plaststången och muttra den med planbrickor eller kommer det krävas att dela upp monteringsverktyget i flera olika verktyg som var och en utför ett huvudmoment? Monteringsverktyget kan förvara och montera den gängade plaststången, men har ingen möjlighet att ha ett internt magasin för mutter och planbricka och använder därför en externt automatisk matare för både mutter och planbricka. 2 Är slutprodukten möjlig att kunna arbete självständigt och utföra det nödvändiga arbetsmomentet i en riktig statorpaketsmontering? Det slutliga virtuella monteringsverktyget har visat att den kan utföra arbetsmomentet i ett datorsimulerat robotprogram. 3 Hur skulle det slutliga monteringsverktyget jämföras med den manuella monteringen? I ABB RobotStudio utfördas det en simulering med monteringsverktyget som var monterad på en ABB industrirobot. Simuleringen visade att med hjälp av hela robotcellen kunde monteringsverktyget utföra arbetsmomentet inom sekunder. Då manuell montering är mellan 1-3 minuter. Monteringsverktyget kommer kunna utföra monteringsarbetet i ett jämnare tempo jämfört med manuell montering. Det ska sägas att designen av verktyget inte är optimal, men snarare att det finns en möjlighet att monteringsverktyget skulle kunna fungera då den enbart är en simulering. För att kunna göra en bedömning så måste man tillverka monteringsverktyget och utföra det monteringstester och experiment som krävs och utvärdera efter dem resultaten. Det samma går att säga vid programmering av ABB industriroboten, då den visar att det kan gå att utföra det önskade rörelserna med monteringsverktyget monterad, så är själva rörelsen från industriroboten inte optimerad. 32
38 5 Diskussion Då monteringsverktyget har ett koncept som skulle kunna utföra monteringsarbetet, så behövs det några komponenter för att det ska blir mera självständigt och minska mängden felsignaler som skulle kunna uppstå. Genom att montera en sensor vid sidan av gängtratten så blir det mindre riska att gängstången blir fel positionerad när stången pressas ut. Det skulle även behövas ett stopp komponent för att eliminera någon risk att den gängade plaststången skulle flyga ut ur statorplåtarna vid monteringen av gängade plaststången. Roboten kommer att utföra ett arbete som inte är så pass tidskrävande eller ansträngande då en manuellmontör snabbt kan montera åtta stycken gängade plaststänger mot statorplåtar. Problemet med arbetet är att robotcellen inte ska stanna och vänta på att en operatör har möjlighet att gå in i robotcellen för att montera åtta gängade plaststänger. Detta monteringsverktyg kommer inte ta iväg några jobb från operatörer utan låter dem arbeta med annat så att cellen kan vara självständigt. För att vara självständigt kommer cellen att använda sig av en växlingsstation och en verktygsväxlare som är monterad på roboten, där den byter från stackningsverktyget till monteringsverktyget. 5.1 Förslag på framtida arbete För att kunna fullständigt bedöma om beställaren bör fortsätta med tanken om att automatisera montering av de gängad plaststången, så behöver beställaren investera i en prototyp av monteringsverktyg. Med den tillverkade prototypen går det senare att göra en bedömning om monteringsverktyget fungerar. Den ändring som bör göras i montertingsverktyget är att byta spärrskaftet till något som skulle passa verktyget bättre, den som är med i rapporten är efter beställarens begäran. Spärrskaftet beställaren har begärt fungerar, men är väldigt högljudd och kommer bli en distraktion om monteringsverktyget används nära människor. Inköp av automatisk muttermatare behövs också göras, antingen efter sista prototypen av monteringsverktyget har blivit godkänt, eller samtidigt som monteringsverktyget utvecklas. Då kan man kunna anpassa monteringsverktyget efter den automatiska muttermataren. Innan man godkänner det slutgiltiga monteringsverktyget och hela robotcellen så måste man utföra tester och experiment för att se om monteringsverktyget klarar av svåra förhållanden inom tillverkningen. Samt att det måste se om alla komponenterna kan utföra det arbete dem är designade för. 33
39 Källförteckning ABB robotics. (may 1991). ASEA BROWN BROVERI. ABB Produktmanual IRB 6000 S3 M91, s26. Hämtat från A. Airtec.se. (2014, Maj 01). Retrieved maj 2014, from Cylinderserie H: 7&Itemid=45 ASN Series. (2014, maj 02). Retrieved maj 2014, from Autotek Systems: autoteksystems.com/asnnut.php Automatic Vibratory Nut Feeder AFV-N. (2014, Maj). Retrieved maj 2014, from Dengensha Europe: Björk, K. (2007). Formler och tabeller för Mekanisk Konstruktion. Spånga: Karl Björks Förlag HB. Elektronik & Automation. (2014, maj). Retrieved april 2014, from Elfa Distrelec: General Catalogue. (2014, maj). Retrieved Maj 2014, from Oriental Motor: Hand Held Systems. (2014). Retrieved from Visumatic: Hand Held Systems. (2014, maj). Retrieved Maj 2014, from Visumatic: Hultman, E. (2013, December 06). A cable feeder tool for robotized cable winding. Retrieved May 28, 2014, from Sciencedirect: Lysekilsprojektet. (2013, Juli 14). Retrieved may 18, 2014, from ELEKTRICITETSLÄRA: Montone, D. (2014, may 05). how-pick-motors-linear-motion. Retrieved from Machinedesign: Nils Olof Eriksson, B. K. (1997). Verkstadshandboken. Malmö: ISBN Orentalmotor. (2014, Maj). Retrieved Maj 2014, from Elfa Distrelec: Power Tools, Air Tools, Pneumatic Tools. (2014, Maj). Retrieved April 2014, from Chicago Pneumatic: Produktutveckling och kvalitetshus. (2014). Retrieved from Mallar.biz: kvalitetshuset/ Salar, D. (2011). Robotiserad produktionsanpassad magnetmontering för vågkraftverk. Uppsala: Uppsala Universitet. StdSheet. (2014, Maj 23). Retrieved Maj 2014, from Uppsala Handelstål: 34
40 Stegmotorstyrning. (2014, maj 20). Retrieved from Elfa.se: 35
41 Figurförteckning Figur 1.1 Vågkraftverk farm hämtad från Uppsala Universitet.se... 2 Figur 1.2 Vågkraftverk hämtad från Uppsala Universitet.se Ellära Lysekil projektet... 2 Figur 2.1 Golvmonterad IRB 6000 robotsystem... 5 Figur 2.2 Lastdiagram för IRB Figur 2.3 Special byggd för statormontering och införande av gängstänger (eget foto)... 6 Figur 2.4 Statorplåtar från leverantör i trälåda. Seabased Tillverknings verkstad (eget foto)... 6 Figur 2.5 Monterade statorplåtar med åtta gängade plaststänger, planbrickor och muttrar Figur 2.6 Mutter rotation från en sida... 9 Figur 2.7 Mutter rotation från ena sida och hålls från andra sidan... 9 Figur 2.8 Mutter rotation från båda sidorna... 9 Figur 2.9 Mutter är statiska, och gängstången roteras in... 9 Figur 2.10 Kvalitets på kundönskemål, och produktegenskaper (Produktutveckling och kvalitetshus, 2014) Figur 2.11 Verktygskoncept Figur 2.12 Verktygskoncept Figur 2.13 Verktygskoncept Figur 3.1 Kolvstångslös cylinder Figur 3.2 Linjärenhet (Rollco.se, 2014) Figur 3.3 Lufttrycksdriven cylinder (Airtec.se, 2014) Figur 3.4 Monteringsverktyget Figur 3.5 Laddning av mutter Figur 3.6 Laddning av Figur 3.7 Laddad Figur 3.8 Microcylinder håller emot gängstänger Figur 3.9 Gängstänger faller ner till laddningshyllan Figur 3.10 Övre serie micro-cylindrar pressar ut sina cylindrar Figur 3.11 Gängstången pressas ut av 340 mm långa lufttryckscylindern Figur 3.12 Undre micro-cylinder dras tillbaka och gängade plaststången faller ner till utskjutningsytan Figur 3.13 Verktygsarmarna rör sig i en klämmande rörelse och roterar mutterdragaren Figur 3.14 Gängtratten (TCP) och potentiell position för fotosensor Figur 3.15 Mutterhylsan centrerad mot statorhålet Figur 3.16 Slutet på ärmarnas slaglängd Figur 3.17 Bilden är tagen från ABB RobotStudio
42 37

43 38

44 39
45 40
46 41
47 42
48 43
Automatisering av stackning
 TVE 18 001 Examensarbete 7,5 hp Mars 2018 Automatisering av stackning Rafal Al-Saour Abstract Bachelo Programme in Electrical Engineering Rafal Al-saour Teknisk- naturvetenskaplig fakultet UTH-enheten
TVE 18 001 Examensarbete 7,5 hp Mars 2018 Automatisering av stackning Rafal Al-Saour Abstract Bachelo Programme in Electrical Engineering Rafal Al-saour Teknisk- naturvetenskaplig fakultet UTH-enheten
En ny funktionellmodell som motsvarar det valda konceptet flytbojen, har skapats för att kunna dela in konceptet i moduler, se figur 1.
 Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Maskininformation vm-1200
 VM-1200 INFO AMADA MACHINE TOOLS är ett välkänt begrepp för industriaktörer världen över. Företaget leder utvecklingen av såväl sågmaskiner som sågblad och har ett av världens största sortiment av bimetall-
VM-1200 INFO AMADA MACHINE TOOLS är ett välkänt begrepp för industriaktörer världen över. Företaget leder utvecklingen av såväl sågmaskiner som sågblad och har ett av världens största sortiment av bimetall-
3 augusti (G) Programmering: Lego
 Programmering: Lego") 3 augusti (G) Programmering: Lego Idag ska vi gå igenom vad en robot är, hur programmeringsmiljön ser ut och skriva våra första program. Vi kommer gå igenom flera gröna programmeringsblock, samt det orangea
3 augusti (G) Programmering: Lego Idag ska vi gå igenom vad en robot är, hur programmeringsmiljön ser ut och skriva våra första program. Vi kommer gå igenom flera gröna programmeringsblock, samt det orangea
Koncept 1- Planteringsborr Koncept 2 - Hacka Koncept 3 - Planteringsrör Koncept 4 - Kapselplanterare
 Befintliga koncept Av de fem koncept som togs fram förra veckan har såddröret och mikroprepareringsskon sorterats bort eftersom det inte går att vidareutveckla dessa konceptet med avseende på Peter s såddrör.
Befintliga koncept Av de fem koncept som togs fram förra veckan har såddröret och mikroprepareringsskon sorterats bort eftersom det inte går att vidareutveckla dessa konceptet med avseende på Peter s såddrör.
Industriell automation
 Industriell automation Under ett och samma tak levererar vi komponenter och system inom pneumatik, linjärteknik, profilsystem, elektriska driv- och styrsystem DET ÄR BARA FANTASIN SOM BEGRÄNSAR MÖJLIGHETERNA
Industriell automation Under ett och samma tak levererar vi komponenter och system inom pneumatik, linjärteknik, profilsystem, elektriska driv- och styrsystem DET ÄR BARA FANTASIN SOM BEGRÄNSAR MÖJLIGHETERNA
VI ÖKAR ER SÄKERHET, KVALITET OCH LÖNSAMHET.
 VI ÖKAR ER SÄKERHET, KVALITET OCH LÖNSAMHET. TORQUE ELITE startade sin verksamhet 2014. Vi är ett ungt företag men personalen har lång efarenhet av arbete med moment-, lyft- och hydrauliska verktyg. Vi
VI ÖKAR ER SÄKERHET, KVALITET OCH LÖNSAMHET. TORQUE ELITE startade sin verksamhet 2014. Vi är ett ungt företag men personalen har lång efarenhet av arbete med moment-, lyft- och hydrauliska verktyg. Vi
Endast Tillverkaren måste kontrollera att verktyget fungerar minst en gång om året även om det inte använts
 Säkerhetsanvisningar Endast utbildade personer över 18 år får använda en bultpistol. Dessa personer måste väl känna till hur verktyget fungerar och exakt följa tillverkarens anvisningar och gällande säkerhetsbestämmelser.
Säkerhetsanvisningar Endast utbildade personer över 18 år får använda en bultpistol. Dessa personer måste väl känna till hur verktyget fungerar och exakt följa tillverkarens anvisningar och gällande säkerhetsbestämmelser.
BROMSIDÉER FÖR VINDKRAFTVERK
 BROMSIDÉER FÖR VINDKRAFTVERK Utvecklingen av ren energi fokuseras allt mer på vindkraftverk, vilket innebär att det blir allt viktigare att få ut största möjliga verkningsgrad av dessa. Mängden användbar
BROMSIDÉER FÖR VINDKRAFTVERK Utvecklingen av ren energi fokuseras allt mer på vindkraftverk, vilket innebär att det blir allt viktigare att få ut största möjliga verkningsgrad av dessa. Mängden användbar
Sjöfartshögskolan WINDBELT. Henrik Nilsson Thomas Helgesson. Handledare: Åke Nyström Sjöfartshögskolan
 1 Sjöfartshögskolan WINDBELT Henrik Nilsson Thomas Helgesson Examensarbete 6 hp Vårterminen 2012 Handledare: Åke Nyström Sjöfartshögskolan 2 Linnéuniversitetet Sjöbefälskolan Arbetets art: Titel: Författare:
1 Sjöfartshögskolan WINDBELT Henrik Nilsson Thomas Helgesson Examensarbete 6 hp Vårterminen 2012 Handledare: Åke Nyström Sjöfartshögskolan 2 Linnéuniversitetet Sjöbefälskolan Arbetets art: Titel: Författare:
Tillverkare av maskiner för metallbearbetning. pressar valsverk stansar. tel. +46 (0)
") Tillverkare av maskiner för metallbearbetning pressar valsverk stansar www.ewn-maskiner.se tel. +46 (0) 7679 24 006 UPH 28 Horisontell hydraulpress - Inbyggt minne med möjlighet att spara upp till fyra
Tillverkare av maskiner för metallbearbetning pressar valsverk stansar www.ewn-maskiner.se tel. +46 (0) 7679 24 006 UPH 28 Horisontell hydraulpress - Inbyggt minne med möjlighet att spara upp till fyra
4.2 Fastställ en referenslösning... 6 4.2.1 Kundvärde... 6
 Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
TOUCH TRAINER Underhåll & Troubleshooting Manual
 TOUCH TRAINER Underhåll & Troubleshooting Manual Regelbundet underhåll på din TOCA Touch Trainer förlänger livslängden på din tillgång och försäkrar dig om att varje träningspass flyter på utan problem.
TOUCH TRAINER Underhåll & Troubleshooting Manual Regelbundet underhåll på din TOCA Touch Trainer förlänger livslängden på din tillgång och försäkrar dig om att varje träningspass flyter på utan problem.
GYLT/GYLS. Manual. Sid 1(6) Smidig och enkel anslutning med M12-kontakten. Mekanisk specifikation
 Smidig och enkel anslutning med M12-kontakten. Mekanisk specifikation") Sid 1(6) GY-serien från Regal Components erbjuder givare som möter de absolut högsta kraven på marknaden, producerade av ledande givartillverkare i Japan. Årtionden av erfarenhet borgar för högsta kvalitet.
Sid 1(6) GY-serien från Regal Components erbjuder givare som möter de absolut högsta kraven på marknaden, producerade av ledande givartillverkare i Japan. Årtionden av erfarenhet borgar för högsta kvalitet.
Automatic Systems. Mekanisk enhet vändkors Standardarm TR4XX FÄLTMANUAL. Intergate AB Kilegatan 1 452 97 Strömstad Tel: 0526-605 26 Fax: 0526-605 33
 A5-B5 Automatic Systems Mekanisk enhet vändkors Standardarm TR4XX FÄLTMANUAL Intergate AB Kilegatan 1 452 97 Strömstad Tel: 0526-605 26 Fax: 0526-605 33 Intergate AB reserverar sig för produktförändringar
A5-B5 Automatic Systems Mekanisk enhet vändkors Standardarm TR4XX FÄLTMANUAL Intergate AB Kilegatan 1 452 97 Strömstad Tel: 0526-605 26 Fax: 0526-605 33 Intergate AB reserverar sig för produktförändringar
Monteringsguide Trekking / City / Hybridcykel
 Monteringsguide Touring/City/Hybridcykel I. Packa upp din cykel 4 II. Förbered framhjulet 4 III. Positionera framhjulet 5 IV. Montera framhjulet i framgaffeln 9 V. Justera styret 10 VI. Montera sadeln
Monteringsguide Touring/City/Hybridcykel I. Packa upp din cykel 4 II. Förbered framhjulet 4 III. Positionera framhjulet 5 IV. Montera framhjulet i framgaffeln 9 V. Justera styret 10 VI. Montera sadeln
Företagspresentation
 Företagspresentation Vi bryter branschens mönster varje dag Under ett och samma tak levererar vi pneumatik, industriventiler, linjärteknik och profiler En unik mix av produktprogram Öbergs - en oberoende
Företagspresentation Vi bryter branschens mönster varje dag Under ett och samma tak levererar vi pneumatik, industriventiler, linjärteknik och profiler En unik mix av produktprogram Öbergs - en oberoende
Låsmuttrar. Muttrar med låsbricka eller låskrampa Låsmuttrar med inbyggd låsanordning Låsmuttrar med låsskruv...
 Låsmuttrar Muttrar med låsbricka eller låskrampa... 1010 Låsmuttrar med inbyggd låsanordning... 1020 Låsmuttrar med låsskruv... 1022 Precisionslåsmuttrar med låstappar... 1024 Produkttabeller... 1012 Muttrar
Låsmuttrar Muttrar med låsbricka eller låskrampa... 1010 Låsmuttrar med inbyggd låsanordning... 1020 Låsmuttrar med låsskruv... 1022 Precisionslåsmuttrar med låstappar... 1024 Produkttabeller... 1012 Muttrar
ORIGINALET TELESTEPS. Originalet är testat och certifierat enligt alla relevanta normer av oberoende parter.
 ETT STEG FÖRE Stege som stege? Inte i Telesteps värld. Sedan starten 1996 har vi alltid tänkt lite annorlunda och det har tagit oss till en ledande position på marknaden. Med annorlunda menas att vi har
ETT STEG FÖRE Stege som stege? Inte i Telesteps värld. Sedan starten 1996 har vi alltid tänkt lite annorlunda och det har tagit oss till en ledande position på marknaden. Med annorlunda menas att vi har
5. Framtagning av ett vinnande koncept
 5. Framtagning av ett vinnande koncept 5.1 Funktionell modellering Tidigare i projektet lokaliserades starka och svaga delsystem.vid utvecklandet av nya lösningar bestämdes att så många starka delsystem
5. Framtagning av ett vinnande koncept 5.1 Funktionell modellering Tidigare i projektet lokaliserades starka och svaga delsystem.vid utvecklandet av nya lösningar bestämdes att så många starka delsystem
GYRO. Den perfekta lösningen för avgradning och slipning. För stål, rostfritt och metaller. Oscillerande slipteknik
 R GYRO Den perfekta lösningen för avgradning och slipning Oscillerande slipteknik För stål, rostfritt och metaller - ett starkt och effektivt maskinkoncept..! Ett karakteristiskt kännetecken för varje
R GYRO Den perfekta lösningen för avgradning och slipning Oscillerande slipteknik För stål, rostfritt och metaller - ett starkt och effektivt maskinkoncept..! Ett karakteristiskt kännetecken för varje
Automatisering av manuell montering Hjulbana
 ISRN UTH-INGUTB-EX-M-2018/19-SE Examensarbete 15 hp Juni 2018 Automatisering av manuell montering Hjulbana Daniar Mohidin Abstract Automatization of a manual assembly - Wheel Conveyor Daniar Mohidin Teknisk-
ISRN UTH-INGUTB-EX-M-2018/19-SE Examensarbete 15 hp Juni 2018 Automatisering av manuell montering Hjulbana Daniar Mohidin Abstract Automatization of a manual assembly - Wheel Conveyor Daniar Mohidin Teknisk-
Engelskt hjul ITEM. Monterings och bruksanvisning
 Engelskt hjul ITEM 74104 Monterings och bruksanvisning Spara denna manual Du kommer att behöva manualen för de säkerhetsvarningar, monteringsinstruktioner handhavande, skötselråd, lista över delarna och
Engelskt hjul ITEM 74104 Monterings och bruksanvisning Spara denna manual Du kommer att behöva manualen för de säkerhetsvarningar, monteringsinstruktioner handhavande, skötselråd, lista över delarna och
Inlämning steg 4. 4.1 Inventera kända koncept och idéer
 Inlämning steg 4 4.1 Inventera kända koncept och idéer För att kunna förenkla framtagandet av ett vinnande koncept är det viktigt att inventera redan befintliga lösningar på liknande problem. Vid inventeringen
Inlämning steg 4 4.1 Inventera kända koncept och idéer För att kunna förenkla framtagandet av ett vinnande koncept är det viktigt att inventera redan befintliga lösningar på liknande problem. Vid inventeringen
Bale Wrapper Specialists. Tanco Rundbalsinplastare
 Bale Wrapper Specialists Tanco Rundbalsinplastare Tanco Rundbalsinplastare För maskinstationer och lantbrukare runt om i världen är Tanco valet när det gäller rundbalsinplastare. Med över 20 års erfarenhet
Bale Wrapper Specialists Tanco Rundbalsinplastare Tanco Rundbalsinplastare För maskinstationer och lantbrukare runt om i världen är Tanco valet när det gäller rundbalsinplastare. Med över 20 års erfarenhet
PRODUKTER FÖR LINJÄRA OCH ROTERANDE RÖRELSER
 PRODUKTER FÖR LINJÄRA OCH ROTERANDE RÖRELSER WWW.INTERALIA.SE OM INTERALIA InterAlia är ett företag utanför Kristianstad som fokuserar på produkter för linjära och roterande rörelser. Våra huvudsakliga
PRODUKTER FÖR LINJÄRA OCH ROTERANDE RÖRELSER WWW.INTERALIA.SE OM INTERALIA InterAlia är ett företag utanför Kristianstad som fokuserar på produkter för linjära och roterande rörelser. Våra huvudsakliga
Programmering av stegmotorer ett miniprojekt i samarbete med Svensk Maskinprovning
 Programmering av stegmotorer ett miniprojekt i samarbete med Svensk Maskinprovning Daniel Leonardsson dale0010@student.umu.se Kajsa Persson kape0038@student.umu.se I samarbete med Svensk Maskinprovning,
Programmering av stegmotorer ett miniprojekt i samarbete med Svensk Maskinprovning Daniel Leonardsson dale0010@student.umu.se Kajsa Persson kape0038@student.umu.se I samarbete med Svensk Maskinprovning,
Manual NitroClean automatisk poolrobot
 Manual NitroClean automatisk poolrobot Grattis till ditt köp av den automatiska poolroboten NitroClean. NitroClean är enkel att använda och underhåller din pool utan någon ansträngning. Genom att följa
Manual NitroClean automatisk poolrobot Grattis till ditt köp av den automatiska poolroboten NitroClean. NitroClean är enkel att använda och underhåller din pool utan någon ansträngning. Genom att följa
AGS-XP-250. AGS Mätspets FÖR AGS-SB170 BESKRIVNING. dametric. AGS-XP-250_Sve.docx 2010-10-07 / JO / BL Sida 1 (6)
") AGS-XP-250 AGS Mätspets FÖR AGS-SB170 BESKRIVNING dametric AGS-XP-250_Sve.docx 2010-10-07 / JO / BL Sida 1 (6) Innehåll 1 ALLMÄNT... 2 2 SPECIFIKATION... 2 3 TÄTNINGAR... 3 4 BYTE AV MÄTSPETS... 3 5 INJUSTERING
AGS-XP-250 AGS Mätspets FÖR AGS-SB170 BESKRIVNING dametric AGS-XP-250_Sve.docx 2010-10-07 / JO / BL Sida 1 (6) Innehåll 1 ALLMÄNT... 2 2 SPECIFIKATION... 2 3 TÄTNINGAR... 3 4 BYTE AV MÄTSPETS... 3 5 INJUSTERING
GEIGER-SoftPlusWireless
 Produktdatablad GEIGER-SoftPlusWireless radiomotorn som är skonsam mot duken i kassettmarkisen Innehåll Problem och lösning...1 Utformning och särskilda egenskaper...2 Funktioner...5 Kortfattad instruktion
Produktdatablad GEIGER-SoftPlusWireless radiomotorn som är skonsam mot duken i kassettmarkisen Innehåll Problem och lösning...1 Utformning och särskilda egenskaper...2 Funktioner...5 Kortfattad instruktion
4.1 Inventering av olika koncept
 1 4.1 Inventering av olika koncept Nedan har vi listat 5 olika koncept som vi har analyserat och jämfört med varandra. Ett av konceptet är Sandviks egna och de andra fyra är tagna ur patentdatabasen esp@cenet
1 4.1 Inventering av olika koncept Nedan har vi listat 5 olika koncept som vi har analyserat och jämfört med varandra. Ett av konceptet är Sandviks egna och de andra fyra är tagna ur patentdatabasen esp@cenet
Monteringsguide Mountainbike
 Monteringsguide I. Packa upp din cykel 4 II. Montera hjulaxel med snabbkoppling 4 III. Positionera framhjulet 5 IV. Montera framhjulet i framgaffeln 8 V. Justera styret 9 VI. Montera sadeln 9 VII. Montera
Monteringsguide I. Packa upp din cykel 4 II. Montera hjulaxel med snabbkoppling 4 III. Positionera framhjulet 5 IV. Montera framhjulet i framgaffeln 8 V. Justera styret 9 VI. Montera sadeln 9 VII. Montera
Robotiserad produktionsanpassad magnetmontering för vågkraftverk
 ISRN UTH-INGUTB-EX-E-2011/04-SE Examensarbete 15 hp Mars 2011 Robotiserad produktionsanpassad magnetmontering för vågkraftverk Dana Salar Förord På Uppsala universitetet undersöks om det är möjligt och
ISRN UTH-INGUTB-EX-E-2011/04-SE Examensarbete 15 hp Mars 2011 Robotiserad produktionsanpassad magnetmontering för vågkraftverk Dana Salar Förord På Uppsala universitetet undersöks om det är möjligt och
Systemkonstruktion Z3
 Systemkonstruktion Z3 (Kurs nr: SSY 046) Tentamen 22 oktober 2010 Lösningsförslag 1 Skriv en kravspecifikation för konstruktionen! Kravspecifikationen ska innehålla information kring fordonets prestanda
Systemkonstruktion Z3 (Kurs nr: SSY 046) Tentamen 22 oktober 2010 Lösningsförslag 1 Skriv en kravspecifikation för konstruktionen! Kravspecifikationen ska innehålla information kring fordonets prestanda
Pneumatik/hydrauliksats
 Studiehandledning till Pneumatik/hydrauliksats Art.nr: 53785 Den här studiehandledningen ger grunderna i pneumatik och hydralik. Den visar på skillnaden mellan pneumatik och hydraulik, den visar hur en
Studiehandledning till Pneumatik/hydrauliksats Art.nr: 53785 Den här studiehandledningen ger grunderna i pneumatik och hydralik. Den visar på skillnaden mellan pneumatik och hydraulik, den visar hur en
7. Konstruera konceptet
 7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
Flexlock montage och programmering
 Flexlock montage och programmering 1. Börja med att montera i 3V batteri av typen CR123A! Tänk på att placera batteriet med rätt polvändning! När batteriet är på plats ger motorn ifrån sig ett ljud. 2.
Flexlock montage och programmering 1. Börja med att montera i 3V batteri av typen CR123A! Tänk på att placera batteriet med rätt polvändning! När batteriet är på plats ger motorn ifrån sig ett ljud. 2.
ANAB AB C/O ANDERS GUSTAVSSON VASTANBY ROSENLUND 2 716 93 FJUGESTA SWEDEN WWW.ANABINT.COM
 CB-580 Manual Distrubitör/återförsäljare ANAB AB C/O ANDERS GUSTAVSSON VASTANBY ROSENLUND 2 716 93 FJUGESTA SWEDEN WWW.ANABINT.COM 1. Säkerhets Instruktioner..2 2. Produkt instruktion.2 2.1 Yttre konstruktionsskiss
CB-580 Manual Distrubitör/återförsäljare ANAB AB C/O ANDERS GUSTAVSSON VASTANBY ROSENLUND 2 716 93 FJUGESTA SWEDEN WWW.ANABINT.COM 1. Säkerhets Instruktioner..2 2. Produkt instruktion.2 2.1 Yttre konstruktionsskiss
Mekanisk solros, Digitala projekt(edi021) Kristoer Nordvall, Stefan Windfeldt, Inlämmnad: 4 december 2006
 Kristoer Nordvall, Stefan Windfeldt, Inlämmnad: 4 december 2006") Mekanisk solros, Digitala projekt(edi021) Kristoer Nordvall, d03kn@student.lth.se Stefan Windfeldt, d03sw@student.lth.se Inlämmnad: 4 december 2006 Innehåll 1 Problembeskrivning 3 2 Teknisk beskrivning
Mekanisk solros, Digitala projekt(edi021) Kristoer Nordvall, d03kn@student.lth.se Stefan Windfeldt, d03sw@student.lth.se Inlämmnad: 4 december 2006 Innehåll 1 Problembeskrivning 3 2 Teknisk beskrivning
Montering motor Ta fram frikopplaren och studera dess funktion. Frikopplaren löper i kedjehusets spår och "klickas" i sitt läge.
 Montering motor Ta fram frikopplaren och studera dess funktion. Frikopplaren löper i kedjehusets spår och "klickas" i sitt läge. Dra runt kedjan för hand så att den mässingsfärgade gripanordningen flyttas
Montering motor Ta fram frikopplaren och studera dess funktion. Frikopplaren löper i kedjehusets spår och "klickas" i sitt läge. Dra runt kedjan för hand så att den mässingsfärgade gripanordningen flyttas
Wolkerova 845 CZ-768 24 Hulin Czech Republic
 TILLVERKARE: TOSHULIN, A.S. Wolkerova 845 CZ-768 24 Hulin Czech Republic Datum: 27 April 2014 II. MASKIN GRUNDDATA TOSHULIN typ SKQ 16. Denna maskin är en vertikal CNC-svarv, designad för effektiv svarvning
TILLVERKARE: TOSHULIN, A.S. Wolkerova 845 CZ-768 24 Hulin Czech Republic Datum: 27 April 2014 II. MASKIN GRUNDDATA TOSHULIN typ SKQ 16. Denna maskin är en vertikal CNC-svarv, designad för effektiv svarvning
Micro:bit och servomotorer
 Micro:bit och servomotorer Servomotorer som beskrivs här är så kallade micro servos och har beteckningarna: FS90 FS90R En servomotor har tre kablar. En brun som kopplas till GND, en röd som är för strömförsörjning
Micro:bit och servomotorer Servomotorer som beskrivs här är så kallade micro servos och har beteckningarna: FS90 FS90R En servomotor har tre kablar. En brun som kopplas till GND, en röd som är för strömförsörjning
Laboration i Maskinelement
 Laboration i Maskinelement Bilväxellådan Namn: Personnummer: Assistents signatur: Datum: Inledning I den här laborationen ska vi gå lite djupare i ämnet maskinelement och ge oss in på något som förmodligen
Laboration i Maskinelement Bilväxellådan Namn: Personnummer: Assistents signatur: Datum: Inledning I den här laborationen ska vi gå lite djupare i ämnet maskinelement och ge oss in på något som förmodligen
EdmoLift, din kompletta legoleverantör
 Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
P650 - Takscreen. Installationsguide EN
 P650 - Takscreen Installationsguide 1309-150507EN V650-Tallinn Installation manual Montera främre linhjul 12 13 Placera linan över linhjulet och skruva tillbaka täcklocket på linhjulhuset (7). Öppna linhjulshuset
P650 - Takscreen Installationsguide 1309-150507EN V650-Tallinn Installation manual Montera främre linhjul 12 13 Placera linan över linhjulet och skruva tillbaka täcklocket på linhjulhuset (7). Öppna linhjulshuset
Monteringsguide Racercykel
 Monteringsguide I. Packa upp din cykel 4 II. Förbered framhjulet 4 III. Positionera framhjulet 5 IV. Montera framhjulet i framgaffeln 8 V. Justera styret 8 VI. Montera sadeln 9 VII. Montera pedalerna 10
Monteringsguide I. Packa upp din cykel 4 II. Förbered framhjulet 4 III. Positionera framhjulet 5 IV. Montera framhjulet i framgaffeln 8 V. Justera styret 8 VI. Montera sadeln 9 VII. Montera pedalerna 10
ISODOOR INDUSTRI TAKSKJUTPORTAR. www.demex.se
 ISODOOR INDUSTRI TAKSKJUTPORTAR www.demex.se ISO-omfånget på takskjutportarna är resultatet av den mest moderna design och tillverkningsteknik som för närvarande finns tillgänglig. Dessa dörrar är robusta
ISODOOR INDUSTRI TAKSKJUTPORTAR www.demex.se ISO-omfånget på takskjutportarna är resultatet av den mest moderna design och tillverkningsteknik som för närvarande finns tillgänglig. Dessa dörrar är robusta
TTUSB. Komma-igång-manual. Innehåll i lådan: *USB-kabel *CD-skiva med programvara (fri programvara från Audacity,
 TTUSB Komma-igång-manual Innehåll i lådan: Uppifrån och mot vänster: *Slipmat (att placera ovanpå skivtallrik) *Skivpuck för 45-varvs skivor *Tonarmsvikt *Skivtallrik *USB-kabel *CD-skiva med programvara
TTUSB Komma-igång-manual Innehåll i lådan: Uppifrån och mot vänster: *Slipmat (att placera ovanpå skivtallrik) *Skivpuck för 45-varvs skivor *Tonarmsvikt *Skivtallrik *USB-kabel *CD-skiva med programvara
Ryktborstar. Frihängande ryktborste SCB 2 Frihängande ryktborste mini MSB 4 Stationär ryktborste 6
 Ryktborstar Frihängande ryktborste SCB 2 Frihängande ryktborste mini MSB 4 Stationär ryktborste 6 DeLaval frihängande ryktborste SCB Borgar för bättre kokomfort 3:42 DeLaval frihängande ryktborste SCB360
Ryktborstar Frihängande ryktborste SCB 2 Frihängande ryktborste mini MSB 4 Stationär ryktborste 6 DeLaval frihängande ryktborste SCB Borgar för bättre kokomfort 3:42 DeLaval frihängande ryktborste SCB360
Laboration 2: Konstruktion av asynkronmotor
 Laboration 2: Konstruktion av asynkronmotor Laboranter: Henrik Bergman, Henrik Bergvall Berglund, William Sjöström, Georgios Davakos Plats och datum: Uppsala 2016-11-09 Kurs: Elektromagnetism 2 Handledare:
Laboration 2: Konstruktion av asynkronmotor Laboranter: Henrik Bergman, Henrik Bergvall Berglund, William Sjöström, Georgios Davakos Plats och datum: Uppsala 2016-11-09 Kurs: Elektromagnetism 2 Handledare:
Perma 2 VÄRMEPRESSAR. Perma 1
 Perma 2 VÄRMEPRESSAR Perma 1 VÄRMEPRESS PERMA 1 Pneumatisk med en bottenplatta Perma 1 är en elektrisk och pneumatisk värmepress avsedd för påvärmning av värmetransfers på textilier. Denna pålitliga maskin
Perma 2 VÄRMEPRESSAR Perma 1 VÄRMEPRESS PERMA 1 Pneumatisk med en bottenplatta Perma 1 är en elektrisk och pneumatisk värmepress avsedd för påvärmning av värmetransfers på textilier. Denna pålitliga maskin
Gobius 1- överfyllnadsskydd för septiktankar
 Dokumentrevision 1.0, januari 2011 Gobius 1- överfyllnadsskydd för septiktankar Installationsanvisning Börja här 1. Kontrollera att alla delar finns med i förpackningen. (1 sensor, 1 panel, 1 kontrollenhet
Dokumentrevision 1.0, januari 2011 Gobius 1- överfyllnadsskydd för septiktankar Installationsanvisning Börja här 1. Kontrollera att alla delar finns med i förpackningen. (1 sensor, 1 panel, 1 kontrollenhet
STIGA PARK 107M
 STIGA PARK 107M 8211-3036-01 1. Park -1993 5. 2. Park -1993 6. 3. Park -1993 7. 4. Park -1993 8. 9. 13. 10. 14. 11. 15. A+5 A B+5 B 12. 16. SE SVENSKA SYMBOLER Följande symboler finns på maskinen för att
STIGA PARK 107M 8211-3036-01 1. Park -1993 5. 2. Park -1993 6. 3. Park -1993 7. 4. Park -1993 8. 9. 13. 10. 14. 11. 15. A+5 A B+5 B 12. 16. SE SVENSKA SYMBOLER Följande symboler finns på maskinen för att
Hydraulstyrning för Utombordsmotorer GF300AT Installationsmanual
 Hydraulstyrning för Utombordsmotorer GF300AT Installationsmanual 1 Innehållsförteckning 1. Inledning...3 2. Montering av Hydraulcylinder...3 3. Montering av rattpump...5 4. Montering av slangar...6 5.
Hydraulstyrning för Utombordsmotorer GF300AT Installationsmanual 1 Innehållsförteckning 1. Inledning...3 2. Montering av Hydraulcylinder...3 3. Montering av rattpump...5 4. Montering av slangar...6 5.
7 Konstruera konceptet
 7 Konstruera konceptet För att tydligare få en uppfattning om hur konceptet kommer se ut och fungera i verkligheten måste en systemarkitektur, detaljkonstruktion, produktionsanpassning och en kostnadsuppskattning
7 Konstruera konceptet För att tydligare få en uppfattning om hur konceptet kommer se ut och fungera i verkligheten måste en systemarkitektur, detaljkonstruktion, produktionsanpassning och en kostnadsuppskattning
Carl-Fredrik Lindberg, ABB Corporate Research. Automation Scandinavia, Trådlös kommunikation i industrin - ett PiiA-projekt
 Carl-Fredrik Lindberg, ABB Corporate Research. Automation Scandinavia, 2016-04-12 Trådlös kommunikation i industrin - ett PiiA-projekt Trådlös reglering Tidigare och nuvarande PiiA-projekt Control & Communications
Carl-Fredrik Lindberg, ABB Corporate Research. Automation Scandinavia, 2016-04-12 Trådlös kommunikation i industrin - ett PiiA-projekt Trådlös reglering Tidigare och nuvarande PiiA-projekt Control & Communications
Industrial Productive Ergonomics PRODUKTÖVERSIKT 2011:1.
 Industrial Productive Ergonomics PRODUKTÖVERSIKT 2011:1 Vi kallar detta produktiv ergonomi! Det finns många användningsområden för våra ergonomiska avlastningsarmar. Orsakerna varierar, men syftet är alltid
Industrial Productive Ergonomics PRODUKTÖVERSIKT 2011:1 Vi kallar detta produktiv ergonomi! Det finns många användningsområden för våra ergonomiska avlastningsarmar. Orsakerna varierar, men syftet är alltid
SÄKERHETSINSTRUKTIONER FÖR BALDER 210 REVOLVER
 Balder 210 Revolver (SP210) Manual Rel.1.2-sv-2004 SÄKERHETSINSTRUKTIONER FÖR BALDER 210 REVOLVER Före anslutning av maskinen till batteriet läs instruktionerna noga. Lerduvekastare kan vara farliga och
Balder 210 Revolver (SP210) Manual Rel.1.2-sv-2004 SÄKERHETSINSTRUKTIONER FÖR BALDER 210 REVOLVER Före anslutning av maskinen till batteriet läs instruktionerna noga. Lerduvekastare kan vara farliga och
VERKTYG. Skruvmejsel. Insexnycklar. Skiftnyckel
 VERKTYG Skruvmejsel Insexnycklar Skiftnyckel STEG 1 Ta bort allt förpackningsmaterial Ta bort allt förpackningsmaterial och förbered för montering Notera att längst ut på styret sitter en svart tub som
VERKTYG Skruvmejsel Insexnycklar Skiftnyckel STEG 1 Ta bort allt förpackningsmaterial Ta bort allt förpackningsmaterial och förbered för montering Notera att längst ut på styret sitter en svart tub som
Leif s fjäderkomprimator till luftgevär (ver. 2)
") Leif s fjäderkomprimator till luftgevär (ver. 2) Obs! Varning! Tänk på att vissa gevär behöver en kraft på drygt 100kg när man pressar ihop/demonterar fjädern. Man måste ha stor respekt för fjädrar som
Leif s fjäderkomprimator till luftgevär (ver. 2) Obs! Varning! Tänk på att vissa gevär behöver en kraft på drygt 100kg när man pressar ihop/demonterar fjädern. Man måste ha stor respekt för fjädrar som
Gobius 4i för vätsketankar. Installationsanvisning
 Dokumentversion 4.02, maj 2015 Gobius 4i för vätsketankar Installationsanvisning Börja här 1. Kontrollera att alla delar finns med i förpackningen. (3 sensorer, 1 panel, 1 kontrollenhet (091427), 1 batterieliminator,
Dokumentversion 4.02, maj 2015 Gobius 4i för vätsketankar Installationsanvisning Börja här 1. Kontrollera att alla delar finns med i förpackningen. (3 sensorer, 1 panel, 1 kontrollenhet (091427), 1 batterieliminator,
Att planera bort störningar
 ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
Trådlös Rök Detektor SD14
 Instruktions manual Trådlös Rök Detektor SD14 Passar till följande larm: Home Prosafe SC9100 och Homesafe SC14 Innehållsförteckning Kapitel: Sida: 1. Introduktion... 3 2. Funktion... 3 3. Säkerhets- och
Instruktions manual Trådlös Rök Detektor SD14 Passar till följande larm: Home Prosafe SC9100 och Homesafe SC14 Innehållsförteckning Kapitel: Sida: 1. Introduktion... 3 2. Funktion... 3 3. Säkerhets- och
DFA2 Design For Assembly
 DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
Löpvagnen har en fjäderbelastad låstapp för att man ska kunna öppna porten utan motor. Ett dragsnöre kommer att fästas i löpvagnens låstapp senare.
 1 Montering av motor Ta fram Löpvagnen (Svart eller blå) och studera dess funktion. Skjut in löpvagnen med den rundade sidan först in I spåret på kedjeprofilen. Skjut fram löpvagnen så att den klickar
1 Montering av motor Ta fram Löpvagnen (Svart eller blå) och studera dess funktion. Skjut in löpvagnen med den rundade sidan först in I spåret på kedjeprofilen. Skjut fram löpvagnen så att den klickar
Däcktrycksövervakningssystem (TPMS)
") Anvisningsnr Version Art. nr. 31330604 1.7 31414189, 31201481 Däcktrycksövervakningssystem (TPMS) Sida 1 / 9 Specialverktyg T9513035 TPMS VERKTYG Verktygsnummer: T9513035 Verktygsbeskrivning: TPMS VERKTYG
Anvisningsnr Version Art. nr. 31330604 1.7 31414189, 31201481 Däcktrycksövervakningssystem (TPMS) Sida 1 / 9 Specialverktyg T9513035 TPMS VERKTYG Verktygsnummer: T9513035 Verktygsbeskrivning: TPMS VERKTYG
Forma komprimerat trä
 Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
7.1.1 Modulindelning. Delsystem: Pneumatiskt system. Elmotor för rotation. Axel. Lager. Chuck. Ram. Kylsystem. Sensorer
 7 Konstruera konceptet 7.1 Systemarkitektur En utförlig systemarkitektur har satts upp för att underlätta konstruktionen av produkten. Genom att omforma delsystemen till moduler fås en bättre översikt.
7 Konstruera konceptet 7.1 Systemarkitektur En utförlig systemarkitektur har satts upp för att underlätta konstruktionen av produkten. Genom att omforma delsystemen till moduler fås en bättre översikt.
Svenska. Twin Demolition. Ett nytt koncept för demolering
 Svenska Twin Demolition Ett nytt koncept för demolering ROBOT 185 Nytänkande inom rivningsrobotar Teleskopbom ger 46 cm extra räckvidd och anpassning vid krävande applikationer Speciella polykarbonatskydd
Svenska Twin Demolition Ett nytt koncept för demolering ROBOT 185 Nytänkande inom rivningsrobotar Teleskopbom ger 46 cm extra räckvidd och anpassning vid krävande applikationer Speciella polykarbonatskydd
Flexibla elektriska linjärmoduler
 Flexibla elektriska linjärmoduler Kortfattad introduktion på Svenska Plug & Play "Redo att användas direkt ur förpackningen" Det enkla och användarvänliga alternativet till pneumatik Ger kontrollmöjligheter
Flexibla elektriska linjärmoduler Kortfattad introduktion på Svenska Plug & Play "Redo att användas direkt ur förpackningen" Det enkla och användarvänliga alternativet till pneumatik Ger kontrollmöjligheter
Specialisten på lönsam industriautomation
 Specialisten på lönsam industriautomation Projektledning, konstruktion, tillverkning och driftsättning av robotautomation, specialmaskiner och fixturer. Välkommen till Arho AB Jag är glad över att få presentera
Specialisten på lönsam industriautomation Projektledning, konstruktion, tillverkning och driftsättning av robotautomation, specialmaskiner och fixturer. Välkommen till Arho AB Jag är glad över att få presentera
ETP-EXPRESS För snabb montering och kompakt inbyggnad. ETP-EXPRESS R Rostfritt. ETP-EXPRESS C Nickelbelagd
 Översikt... ETP-EXPRESS För snabb montering och kompakt inbyggnad ETP-EXPRESS R Rostfritt Ytterst snabb montering/demontering med endast EN skruv. Radiell åtkomst av skruven, spar plats längs axeln. Ytterst
Översikt... ETP-EXPRESS För snabb montering och kompakt inbyggnad ETP-EXPRESS R Rostfritt Ytterst snabb montering/demontering med endast EN skruv. Radiell åtkomst av skruven, spar plats längs axeln. Ytterst
K-400 K-3800 K-750 K-7500
 K-400 K-3800 K-750 K-7500 GB p. 1 DE p. 3 FR p. 5 NL p. 7 IT p. 9 ES p. 11 PT p. 13 SV p. 15 DA p. 17 NO p. 19 FI p. 21 HR p. 23 PL p. 25 RO p. 27 CZ p. 29 HU p. 31 GR p. 33 RU p. 35 Figures p. 37 RIDGE
K-400 K-3800 K-750 K-7500 GB p. 1 DE p. 3 FR p. 5 NL p. 7 IT p. 9 ES p. 11 PT p. 13 SV p. 15 DA p. 17 NO p. 19 FI p. 21 HR p. 23 PL p. 25 RO p. 27 CZ p. 29 HU p. 31 GR p. 33 RU p. 35 Figures p. 37 RIDGE
Monteringsanvisning Podie T 4100 K
 Monteringsanvisning Podie T 4100 K Monteringsanvisning Förbered fundamentet 1. Montera ställfötterna. Montera tvättmaskin SV 1. Fäst gaffelbeslagen i bakkant med brickor och skruv. OBS! Placera beslagen
Monteringsanvisning Podie T 4100 K Monteringsanvisning Förbered fundamentet 1. Montera ställfötterna. Montera tvättmaskin SV 1. Fäst gaffelbeslagen i bakkant med brickor och skruv. OBS! Placera beslagen
GYGS/GYGCC-01. Manual. Sid 1(6) Orderinformation
 Orderinformation") GYGS/GYGCC-01 Sid 1(6) GYGS-givaren är med sitt lilla format mycket tacksam att montera i cylindrar som kräver litet installationsmått. De erbjuder dig slaglängder upp till 3500 mm samt spänning/strömsignal.
GYGS/GYGCC-01 Sid 1(6) GYGS-givaren är med sitt lilla format mycket tacksam att montera i cylindrar som kräver litet installationsmått. De erbjuder dig slaglängder upp till 3500 mm samt spänning/strömsignal.
Chalmers. Steg tre. Kartlägg kundens röst. Emelie Nyberg 88-02-21. Martina Thomasson 85-02-22. Mikael Carlsson 86-03-04. Robert Eriksson 89-01-04
 Chalmers Steg tre Kartlägg kundens röst Emelie Nyberg 88-02-21 Martina Thomasson 85-02-22 Mikael Carlsson 86-03-04 Robert Eriksson 89-01-04 Stefan Bröyn 89-01-11 2010-02-12 Integrerad Konstruktion och
Chalmers Steg tre Kartlägg kundens röst Emelie Nyberg 88-02-21 Martina Thomasson 85-02-22 Mikael Carlsson 86-03-04 Robert Eriksson 89-01-04 Stefan Bröyn 89-01-11 2010-02-12 Integrerad Konstruktion och
Linjära ställdon Vesta Automation. Komponenter för automation. Nordela V09.03
 Linjära ställdon Vesta Automation Komponenter för automation En kort presentation Vesta Automation s.r.l. är en italiensk tillverkare av i huvudsak pneumatiska cylindrar och ventiler. I syfte att skapa
Linjära ställdon Vesta Automation Komponenter för automation En kort presentation Vesta Automation s.r.l. är en italiensk tillverkare av i huvudsak pneumatiska cylindrar och ventiler. I syfte att skapa
Instruktions manual FWT Akterspegel Monterad Motor
 Instruktions manual FWT Akterspegel Monterad Motor Watersnake elektriska motorer Gratulerar och välkommen till en värld av tysta motorer. Du kommer inte att ångra ditt köp av en lättviktsmotor från Jarvis
Instruktions manual FWT Akterspegel Monterad Motor Watersnake elektriska motorer Gratulerar och välkommen till en värld av tysta motorer. Du kommer inte att ångra ditt köp av en lättviktsmotor från Jarvis
Klarar mer än en miljon skruvdragningar.
 BYGG Klarar mer än en miljon skruvdragningar. FEIN gipsskruvdragare med och utan sladd. ASCT 18 M: mer än 2300 skruvdragningar per batteriladdning! Nyhet för gipsdragning. FEIN ASCT 14 och 18. FEIN är
BYGG Klarar mer än en miljon skruvdragningar. FEIN gipsskruvdragare med och utan sladd. ASCT 18 M: mer än 2300 skruvdragningar per batteriladdning! Nyhet för gipsdragning. FEIN ASCT 14 och 18. FEIN är
Kort bruksanvisning FLUX
 Kort bruksanvisning FLUX Bruksanvisning art nr MB 3301KB Denna bruksanvisning ger information om montering, inställningsmöjligheter, säkerhetsföreskrifter och skötselråd av Flux bakåtvänd rollator. Genom
Kort bruksanvisning FLUX Bruksanvisning art nr MB 3301KB Denna bruksanvisning ger information om montering, inställningsmöjligheter, säkerhetsföreskrifter och skötselråd av Flux bakåtvänd rollator. Genom
STIGA PARK 92 M 107 M
 STIGA PARK 92 M 107 M 8211-3036-04 1. Park -1993 5. 2. Park -1993 6. 3. Park -1993 7. 4. Park -1993 8. 2 9. 13. 10. 14. R L 11. 15. Z L+R A+5 A B+5 B Y X W V 12. 16. 3 SE SVENSKA SYMBOLER Följande symboler
STIGA PARK 92 M 107 M 8211-3036-04 1. Park -1993 5. 2. Park -1993 6. 3. Park -1993 7. 4. Park -1993 8. 2 9. 13. 10. 14. R L 11. 15. Z L+R A+5 A B+5 B Y X W V 12. 16. 3 SE SVENSKA SYMBOLER Följande symboler
Kal. 7D46, 7D48, 7D56 (Ref. nr. SNP) Bruksanvisning 1
 Bruksanvisning 1") Kal. 7D46, 7D48, 7D56 (Ref. nr. SNP) Bruksanvisning 1 Seiko 7D46, 7D48, 7D56, Bruksanv. sv.indd 1 26-03-09 09:54:52 Du är nu ägare till en SEIKO KINETIC KAL. 7D46/D48/7D56. För bästa resultat läs instruktionerna
Kal. 7D46, 7D48, 7D56 (Ref. nr. SNP) Bruksanvisning 1 Seiko 7D46, 7D48, 7D56, Bruksanv. sv.indd 1 26-03-09 09:54:52 Du är nu ägare till en SEIKO KINETIC KAL. 7D46/D48/7D56. För bästa resultat läs instruktionerna
Metallplåtssats Kommersiell åkgräsklippare i Z Master 2000-serien
 Form No. Metallplåtssats Kommersiell åkgräsklippare i Z Master 000-serien Modellnr 5-4790 78-56 Rev A Monteringsanvisningar Obs: Låt klipparremmen sitta kvar vid monteringen av denna sats. Klipparremmen
Form No. Metallplåtssats Kommersiell åkgräsklippare i Z Master 000-serien Modellnr 5-4790 78-56 Rev A Monteringsanvisningar Obs: Låt klipparremmen sitta kvar vid monteringen av denna sats. Klipparremmen
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
STIGA COLLECTOR 30" BRUKSANVISNING
 STIGA COLLECTOR 30" BRUKSANVISNING 8211-1227-02 S SVENSKA 1. 2. 3. 4. SVENSKA S 5. 6. 7. 8. 9. 10. 11. 12. S SVENSKA 13. 14. 15. 16. 17. 18. 19. SVENSKA SE SÄKERHETSFÖRESKRIFTER 1. Låt aldrig någon använda
STIGA COLLECTOR 30" BRUKSANVISNING 8211-1227-02 S SVENSKA 1. 2. 3. 4. SVENSKA S 5. 6. 7. 8. 9. 10. 11. 12. S SVENSKA 13. 14. 15. 16. 17. 18. 19. SVENSKA SE SÄKERHETSFÖRESKRIFTER 1. Låt aldrig någon använda
Mekanik FK2002m. Kraft och rörelse I
 Mekanik FK2002m Föreläsning 4 Kraft och rörelse I 2013-09-05 Sara Strandberg SARA STRANDBERG P. 1 FÖRELÄSNING 4 Introduktion Hastighet Langt under 3x10 8 Nara : 3x10 8 Storlek 10 9 Langt over : 10 9 Klassisk
Mekanik FK2002m Föreläsning 4 Kraft och rörelse I 2013-09-05 Sara Strandberg SARA STRANDBERG P. 1 FÖRELÄSNING 4 Introduktion Hastighet Langt under 3x10 8 Nara : 3x10 8 Storlek 10 9 Langt over : 10 9 Klassisk
FlyBot. Copyright Sagitta Pedagog AB
 FlyBot FlyBot är en flyplansmodell med fyra lysdioder, en tuta och en motor som driver propellern. Här lär du dig att programmera DC-motorns fart och riktning. 41 Robotfakta LED-kort På LED-kortet sitter
FlyBot FlyBot är en flyplansmodell med fyra lysdioder, en tuta och en motor som driver propellern. Här lär du dig att programmera DC-motorns fart och riktning. 41 Robotfakta LED-kort På LED-kortet sitter
Bättre tillförlitlighet vid djupare avstickning
 Bättre tillförlitlighet vid djupare avstickning Prioriterade användarkrav...... vid djupare avstickning var något man tog hänsyn till redan tidigt under utvecklingen av det nya konceptet. Resultatet bygger
Bättre tillförlitlighet vid djupare avstickning Prioriterade användarkrav...... vid djupare avstickning var något man tog hänsyn till redan tidigt under utvecklingen av det nya konceptet. Resultatet bygger
Vår process. Konstruktion Produktion Logistik Installation. Design. Exponera, förvara, producera
 Producera Din värld är vår inspiration Vår passion är inredningar och förvaringslösningar för professionell miljö. Hyllsystem, däckställ, butiksdisplayer, shop-in-shop-lösningar för att nämna några. Hos
Producera Din värld är vår inspiration Vår passion är inredningar och förvaringslösningar för professionell miljö. Hyllsystem, däckställ, butiksdisplayer, shop-in-shop-lösningar för att nämna några. Hos
Bruksanvisning. trailerline elvinsch. Bruksanvisning Elvinsch version 3 01.2007. trailerline
 Bruksanvisning trailerline elvinsch Bruksanvisning Elvinsch version 3 01.2007 trailerline INLEDNING Tack för att du har valt en elvinsch från vårt företag. Vi ber dig att noga läsa igenom och sätta dig
Bruksanvisning trailerline elvinsch Bruksanvisning Elvinsch version 3 01.2007 trailerline INLEDNING Tack för att du har valt en elvinsch från vårt företag. Vi ber dig att noga läsa igenom och sätta dig
ASSEMBLY INSTRUCTIONS SCALE - SYSTEM
 ASSEMBLY INSTRUCTIONS 60 mm 00 mm 600 mm 000 mm R50 mm ALL COMPONENTS Metal profile 60 mm (start and end of system) Metal profile connection Wire Felt square Metal profile 00 mm Metal profile connection
ASSEMBLY INSTRUCTIONS 60 mm 00 mm 600 mm 000 mm R50 mm ALL COMPONENTS Metal profile 60 mm (start and end of system) Metal profile connection Wire Felt square Metal profile 00 mm Metal profile connection
LÄNKHJUL S3. Monteringsanvisning för: Länkhjul S3
 MONTERINGSANVISNING LÄNKHJUL S3 Art.no. 8822117 Rev.2018-01 Link to english Monteringsanvisning för: Länkhjul S3 art.nr. 2002010 Länkhjul S3 90 mm art.nr. 2002020 Länkhjul S3 120 mm art.nr. 2002030 Länkhjul
MONTERINGSANVISNING LÄNKHJUL S3 Art.no. 8822117 Rev.2018-01 Link to english Monteringsanvisning för: Länkhjul S3 art.nr. 2002010 Länkhjul S3 90 mm art.nr. 2002020 Länkhjul S3 120 mm art.nr. 2002030 Länkhjul
Enkel Flexibel Prisvärd
 Robotik som den bör vara Enkel Flexibel Prisvärd 195 INTJÄNINGSTID DAGAR GENOMSNITTLIG TEKNISKA SPECIFIKATIONER: www.universal-robots.se/se/produkter Robotiken är äntligen inom räckhåll Universal Robots
Robotik som den bör vara Enkel Flexibel Prisvärd 195 INTJÄNINGSTID DAGAR GENOMSNITTLIG TEKNISKA SPECIFIKATIONER: www.universal-robots.se/se/produkter Robotiken är äntligen inom räckhåll Universal Robots
MONTERING ANVISNINGAR
 Tillbehör Används till Publikationsnr MONTERING ANVISNINGAR SET FÖR PACKVÄSKA (Vågformad nyckel) Art. nr. 08L70-MJM-D10 VFR800F MII Utfärdandedatum Mars 2014 LISTA ÖVER DELAR (2) (3) 1 INRE LÅSCYLINDER
Tillbehör Används till Publikationsnr MONTERING ANVISNINGAR SET FÖR PACKVÄSKA (Vågformad nyckel) Art. nr. 08L70-MJM-D10 VFR800F MII Utfärdandedatum Mars 2014 LISTA ÖVER DELAR (2) (3) 1 INRE LÅSCYLINDER
TimeLox Access. Programmering, montering och underhåll. ASSA ABLOY, the global leader in door opening solutions.
 TimeLox Access Programmering, montering och underhåll ASSA ABLOY, the global leader in door opening solutions. För information om montering, se sidan 6. TimeLox Access dörrenhet levereras komplett med
TimeLox Access Programmering, montering och underhåll ASSA ABLOY, the global leader in door opening solutions. För information om montering, se sidan 6. TimeLox Access dörrenhet levereras komplett med
Novus LUFTKUDDEMASKIN
 Novus LUFTKUDDEMASKIN MANUAL Luftkuddemaskin Novus Kära kund Gratulerar och tack för att du har valt denna luftkuddemaskin från oss. Den är tillverkad enligt senaste teknologiska rön och är av mycket hög
Novus LUFTKUDDEMASKIN MANUAL Luftkuddemaskin Novus Kära kund Gratulerar och tack för att du har valt denna luftkuddemaskin från oss. Den är tillverkad enligt senaste teknologiska rön och är av mycket hög
n-abler STYRKULA Handbok Underhåll Avfallshantering Förbrukad produkt ska hanteras som elektronikavfall
 Underhåll n-abler STYRKULA n-abler styrkula har inga utbytbara eller reparerbara delar. Om reparation blir nödvändig var vänlig kontakta er leverantör. För ytterligare information eller frågor, kontakta
Underhåll n-abler STYRKULA n-abler styrkula har inga utbytbara eller reparerbara delar. Om reparation blir nödvändig var vänlig kontakta er leverantör. För ytterligare information eller frågor, kontakta
EN DEL I UTVECKLINGEN AV ERA PRODUKTER
 Formsprutar era produkter EN DEL I UTVECKLINGEN AV ERA PRODUKTER Om Företaget Weland Plastic är ett expansivt fullserviceföretag inom termoplaster, med egna resurser alltifrån idé till färdig produkt.
Formsprutar era produkter EN DEL I UTVECKLINGEN AV ERA PRODUKTER Om Företaget Weland Plastic är ett expansivt fullserviceföretag inom termoplaster, med egna resurser alltifrån idé till färdig produkt.
Zhafir Zeres Serie. 400-2,300 kn
 Zhafir Zeres Serie 400-2,300 kn Utökade funktioner som standard Zhafir ZERES Serie Zhafir har utvecklat den nya elektriska maskinserien Zeres, för att bli en flexibel formsprutningsmaskin baserad på det
Zhafir Zeres Serie 400-2,300 kn Utökade funktioner som standard Zhafir ZERES Serie Zhafir har utvecklat den nya elektriska maskinserien Zeres, för att bli en flexibel formsprutningsmaskin baserad på det
LÖPBAND TM900 BRUKSANVISNING
 LÖPBAND TM900 BRUKSANVISNING 1 Översikt 2 Säkerhetsanvisningar När du använder elektrisk utrustning bör du alltid tänka på följande: Läs alla anvisningar innan du börjar använda löpbandet. FARA! Undvik
LÖPBAND TM900 BRUKSANVISNING 1 Översikt 2 Säkerhetsanvisningar När du använder elektrisk utrustning bör du alltid tänka på följande: Läs alla anvisningar innan du börjar använda löpbandet. FARA! Undvik