Additivt tillverkade aluminiumkomponenter
|
|
|
- Lars-Erik Gunnarsson
- för 6 år sedan
- Visningar:
Transkript
1 UPTEC Q Examensarbete 30 hp September 2018 Additivt tillverkade aluminiumkomponenter Hållfasthetsegenskaper och materialkarakterisering Sofia Mattsson

2 Abstract Additive Manufactured Aluminum Components - Mechanical Properties and Material Characterization Sofia Mattsson Teknisk- naturvetenskaplig fakultet UTH-enheten Besöksadress: Ångströmlaboratoriet Lägerhyddsvägen 1 Hus 4, Plan 0 Postadress: Box Uppsala Telefon: Telefax: Hemsida: Additive manufacturing, AM, is a general term for several different methods that are defined by adding material instead of subtracting it as the traditional manufacturing methods do. Being able to produce complex and high-strength metal components through AM has become an important research and development area in recent years. This thanks to the short lead-time and increased level of complexity. AM of metal components is still a relatively new manufacturing method and there are some uncertainties regarding the process. This thesis considers the mechanical properties and material characterization of additive manufactured aluminum components from the powder AlSi10Mg. These components exhibit layer structure with a very fine unique microstructure. Due to the layer structure, test rods in two different directions were manufactured; vertical and horizontal, and analyzed in case of any anisotropy occurrence. To investigate the mechanical properties and material characterization of the two different AM test rods, fatigue properties, hardness and microstructure were analyzed and compared to traditional manufactured test rods of aluminum alloy Al 6082-T6. This study has not been able to demonstrate that AM aluminum components would behave significantly differently (e.g. with respect to the correlation between fatigue resistance and tensile strength) than traditionally manufactured components when exposed to fatigue stresses. Keywords: Additive Manufacturing, Mechanical Properties, Material Characterization, Fatigue, Microstructure, Aluminum Components Handledare: Siamak Kianzad Ämnesgranskare: Urban Wiklund Examinator: Åsa Kassman Rudolphi ISSN: , UPTEC Q18 026
3 Additivt tillverkade aluminiumkomponenter Hållfasthetsegenskaper och materialkarakterisering Sofia Mattsson Additiv tillverkning och Saab Surveillance AB Additiv tillverkning, AM, är ett samlingsnamn för olika tillverkningstekniker som definieras utav att de adderar material till en slutlig produkt istället för att subtrahera materialet som i traditionella tillverkningstekniker. Att kunna producera komplexa och höghållfasta metallkomponenter genom AM har under de senaste åren kommit att bli ett viktigt forskning- och utvecklingsområde. Detta tack vare den unika mikrostrukturen som uppnås genom AM och den relativt snabba ledtiden i kombination med möjlighet till ökad komplex design. Teknikerna inom AM bygger upp komponenter genom en lager-pålageruppbyggnad vilket leder till att komponenterna erhåller skiktstruktur och detta kan resultera i risken att de mekaniska egenskaperna varierar i olika riktningar hos komponenten. Saab Surveillance AB är ett affärsområde inom företaget Saab och är en stor leverantörer av luftburna, landbaserade och marina radarsystem, elektroniska krigssäkerhetssystem samt övervakningssystem. Deras produkter är framtagna för att erhålla hög miljötålighet i stränga förhållanden samt påfrestande strukturella belastningar. Saab jobbar ständigt med att förbättra och utveckla sina produkter bland annat genom att testa nya tillverkningstekniker för att möta framtidens komplexa lösningar och viktkrav utan att försämra produkternas hållfasthetsegenskaper. Tillverkningsteknikerna inom AM tillåter en ökad komplex design i jämförelse med Saabs traditionella bearbetningsprocesser och skulle även korta ner ledtiderna från design till slutlig produkt. AM är fortfarande en relativt ny tillverkningsprocess inom industrin och det är därför viktigt för företag som Saab att inte bara analysera den ökande komplexa designen utan även hur processen och dess val av processparametrar påverkar hållfasthetsegenskaper i den slutliga produkten. Syfte Denna rapport tar upp hur AM aluminiumkomponenter med sammansättningen AlSi10Mg förhåller sig till traditionellt bearbetade aluminiumkomponenter tillverkade i Al 6082-T6 vid utförande av vibrationsprov, hårdhetsmätningar, dragprov och en materialteknisk analys. Därför tillverkades ett antal provstavar genom AM samt genom traditionell bearbetning. Syftet med arbetet är att ur ett materialanalytiskt perspektiv undersöka hållfastheten hos AM metallkomponenter. För att granska dessa hållfasthetsegenskaper undersöktes komponenternas utmattningsmotstånd, hårdhet och mikrostruktur. Skiktstrukturen hos AM komponenterna är vinkelräta mot byggriktningen och det var av intresse att även analysera olika byggriktningar hos AM-komponenterna då denna skiktstruktur kan resultera i olika hållfasthetsegenskaper i olika riktningar. AM-provstavarna var tillverkade i två olika riktningar, vertikal och horisontell, vilket beskriver riktningen hos skikten som bygger upp komponenten. 1
4 Analys Att utsätta en komponent för ett vibrationsprov är en effektiv metod för att analysera komponentens beteende vid cyklisk belastning och skapandet av eventuella sprickinitieringar och utmattningsbrott. Ett vibrationsprov utfördes dels för att testa utmattningshållfasthet hos AM-provstavar, där de traditionellt bearbetade provstavar användes som referenser, och dels för att bilda utmattningsbrott för vidare analys. I detta vibrationsprov svarade samtliga provstavar på liknande sätt. Utifrån detta bör AM-provstavarna inte bete sig väsentligt annorlunda eller falla ut på grund utav andra parametrar än de traditionellt bearbetade provstavarna i andra utmattningstester. Hållfasthetsegenskaperna hos en slutlig produkt hänger starkt ihop med komponentens mikrostruktur som i sin tur påverkas vid valet av tillverkningsmetod. Mikrostrukturen och brottytorna hos de olika provstavarna analyserades genom ett metallurgiskt mikroskop, ett stereomikroskop samt ett svepelektronmikroskop, SEM. Båda tillverkningsprocesserna uppvisar förväntade mikrostruktur, där AM-materialets mikrostruktur skiljer sig helt från det traditionellt bearbetade materialets mikrostruktur. Mikrostrukturen hos AM-materialet består av s.k. smältpooler, värmepåverkade områden, med en mycket finkornig struktur, medan det traditionellt bearbetade materialet har betydligt större korn. Det observerades betydligt fler porer i mikrostrukturerna hos AM-provstavarnas, dock är det svårt att säga om eller hur mycket denna koncentration reducerar hållfasthetsegenskaperna. Hårdhet och brottspänning analyserades genom hårdhetsmätningar i en Vickersskala samt traditionella dragprov. Mätningarna visar på liknande resultat hos de två olika AM-provstavarna vilket tyder på att de mekaniska egenskaperna hos dessa bör vara lika. Mätningarna visade också att båda AM-provstavarna är en aning svagare än de traditionellt bearbetade provstavarna som har högre en hårdhet och brottspänning. Slutsats Denna undersökning har inte visat någon antydan till anisotropa egenskaper hos AM-provstavarna men för att säkerställa repeterbarheten hos AM-produkter i metall skulle det krävas en ny kvalificering hos Saab innan det går att ersätta Al 6082-T6 med dessa. Det har inte heller kunnat påvisa att AM-komponenter skulle bete sig väsentligt annorlunda än traditionellt bearbetade komponenter när de utsätts för utmattningspåfrestningar. Examensarbete 30 hp på civilingenjörsprogrammet Teknisk fysik med materialvetenskap Uppsala universitet, September
5 Förord Detta examensarbete är utfört på Civilingenjörsprogrammet i Teknisk Fysik med Materialvetenskap på Uppsala Universitet. Arbetet är genomfört på Saab Surveillance AB i Järfälla av Sofia Mattsson, examensarbetet är på 30 högskolepoäng. Ett stort tack till samtliga personer som varit delaktiga och engagerade i detta examensarbete. Särskilt stort tack till min handledare Siamak Kianzad, utvecklingsingenjör på Saab Surveillance AB, som hjälpt mig otroligt mycket med både planering, upplägg och diskussionsfrågor. Conny Svensson och Josefin Sjöberg, materialtekniker på Saab, för all kunskap och stöd i materialanalysdelarna. Även ett stort stack till Karin Fröderberg, sektionschef strukturanalys på Saab, för att jag fick denna möjlighet. 3
6 Innehållsförteckning 1 Introduktion Syfte Precisering av frågeställningen Begränsningar Miljö och Hållbarhet Bakgrund Teoretisk referensram Litteraturstudie Additiv tillverkning, AM AM för metallkomponenter Aluminiumlegeringar och AM Osäkerhetskvantifieringstekniker Vibration och utmattning Material AM av vertikala och horisontella provstavar Traditionellt bearbetade provstavar Metod Vibrationsprov Mikrostrukturanalys Hårdhetsmätning och dragprov Resultat Vibrationsprov Mikrostrukturanalys Hårdhetsprofil och dragprovsresultat Diskussion Vibrationstestet Mikrostrukturanalysdelarna Slutsats Framtida arbeten Referenser Appendix A Appendix B Appendix C Appendix D Appendix E
7 Appendix F Appendix G Appendix H Appendix I
8 Förkortningar AM Additive Manufacturing (Additiv tillverkning) PBF Powder Bed Fusion, är en additiv tillverkningsprocess där termisk energi selektivt sammanfogar områden av en pulverbädd. (ASTM International, 2013) DED Direct Energy Deposition är en additiv tillverkningsprocess där fokuserad termisk energi sammanfogar material genom smältning samtidigt som materialet deponeras. (ASTM International, 2013) DMLS Direct Metal Laser Sintering, en AM metod under kategorin PBF. SLM Selective Laser Melting, en AM metod under kategorin PBF. EBM Electron Beam Melting, en AM metod som använder elektronstråle för att sammanfoga materialet. ISO International Organization for Standardization ASTM Tidigare kallat American Society for Testing and Materials CAD Computer Aided Design (Datastöd design) PSD Power Spectral Density 6
9 1 Introduktion Additiv tillverkning, AM, är ett samlingsnamn för fler olika tillverkningstekniker som alla använder sig av samma typ av metod nämligen att man adderar material till en slutlig produkt istället för att subtrahera som i de traditionella tillverkningsmetoderna. [1] De traditionella metoderna syftar till tillverkning av en komponent där materialet kontrollerat bearbetas bort till önskad design, detta sker exempelvis genom svarvning eller fräsning. [2] Att kunna producera komplexa och höghållfasta metallkomponenter genom AM har under de senaste åren kommit att bli ett viktigt forskning- och utvecklingsområde. Detta tack vare den unika mikrostrukturen som uppnås genom AM och den relativt snabba ledtiden i kombination med möjlighet till ökad komplex design. Att kunna tillverka höghållfasta metallkomponenter genom AM är fördelaktigt då det leder till snabb produktion av högkomplexa produkter med lägre vikt och mindre materialanvändning. [1] För Saab Surveillance AB skulle AM betyda en möjlighet till ökad komplex geometri hos komponenterna som i sin tur resulterar i lägre vikt men utan att hållfastheten reduceras. Ytterligare en stor fördel med denna tillverkningsmetod är just den snabba ledtiden som sänker produktionskostnader och ger möjligheten att snabbt kunna producera komponenter när behovet uppstår. En metallegering som används flitigt inom Saabs flygmiljö är aluminiumlegeringen Al T6, se Appendix A. Legeringen är lättbearbetad, har god korrosionsbeständighet och hög hållfasthet i förhållande till sin låga vikt samtidigt som den är relativt billig. Komponenter i Al 6082-T6 framställs vanligtvis genom valsning och bestämd värmebehandling. [3] Tillverkning av dessa komponenter genom AM skulle korta ner ledtider och öka möjligheten till mer komplexa detaljer. [4] Målet är att i kombination med de korta ledtiderna och ökande komplexa designen kunna tillverka AMkomponenter med likvärdiga eller förbättrade egenskaper jämfört med de bearbetade Al 6082-T6 komponenterna. Huvudfokus i denna rapport ligger på hur AM metallkomponenter förhåller sig till traditionellt bearbetade metallkomponenter vid jämförelse av deras hållfasthetsegenskaper genom utförande av vibrationsprov, hårdhetsmätningar, dragprov och materialteknisk analys. Då AM bygger upp komponenten genom en lager-på-lager teknik skapas skiktstruktur och dessa skikt kommer vara vinkelrätta mot byggriktningen. Det är därför av intresse att även analysera olika byggriktningar hos AM-komponenterna då denna skiktstruktur kan resultera i anisotropa hållfasthetsegenskaper. [1] AM-provstavarna i denna rapport är tillverkade från ett metallpulver med den kemiska sammansättningen AlSi10Mg, se Appendix B, följt av en värmebehandling för att efterlikna den populära Al 6082-T6. AM-tekniken som har tillverkat provstavarna ligger inom kategorin Powder Bed Fusion (PBF) och heter Direct Metal Laser Sintering (DMLS), se kapitel Syfte Syftet med arbetet är att ur ett materialanalytiskt perspektiv undersöka hållfastheten hos AM metallkomponenter. Detta för att kunna jämföra hur de förhåller sig till de nuvarande traditionellt bearbetade komponenterna tillverkade i Al 6082-T6. AM-komponenterna upptar skiktstruktur och det är av intresse att ha med olika byggriktningar i denna analys eftersom skikten troligen bidrar till anisotropa hållfasthetsegenskaper. AM-provstavarna är tillverkade i två olika riktningar, vertikal och horisontell, vilket beskriver staplingsriktningen hos skikten som bygger upp komponenten. För att granska dessa hållfasthetsegenskaper undersöktes komponenternas utmattningslängd, hårdhet och mikrostruktur. 7
10 1.2 Precisering av frågeställningen Frågor som diskuteras i slutet av denna rapport: - Kan AM-komponenter i aluminium uppnå liknade eller till och med bättre hållfasthetsegenskaper som de aktuella aluminiumkomponenterna när de utsätts för slumpmässig vibration i ett vibrationsprov? - Uppkommer anisotropa egenskaper hos AM-komponenterna på grunda av uppbyggnad i skiktstruktur? - Inom brottmekaniken, ger AM:s unika mikrostruktur en annan typ av brottyta än de traditionellt bearbetade? - Hur mycket påverkar processparametrarna mikrostrukturen hos komponenten, såsom porositet, oxidlager och skiktens vidhäftning? 1.3 Begränsningar För att kunna öka statistiken och få ett säkrare resultat och slutsats planerades ett högt antal provstavar men det blev avgränsat på grund av tidsbegränsning och ekonomiska skäl. AM-komponenternas mikrostruktur och mekaniska egenskaper är starkt kopplat till val av processparametrar aktuella i vald AM metod [8], i detta arbete är processparametrar förbestämda av leverantör. Detta leder till ett väldigt specifikt resultat som inte har tagit hänsyn till olika processparameters påverkan av mikrostruktur och följande mekaniska egenskaper utan visar de olika provstavarnas beteende för just dessa förvalda parametrar. Mycket forskning inom AM-området innefattar materialet titan detta på grund av att metallen är dyr och svårbearbetad i jämförelse med aluminium. Aluminium är en billig och lättbearbetad metall så det skulle krävas komponenter med önskvärt hög komplex design samt ingen annan bättre tillverkningsprocess för att AM ska vara ekonomiskt fördelaktigt. [1] De ekonomiska aspekterna har inte diskuteras eller undersökts vidare. Rapporten är skriven av student inom programmet teknisk fysik med materialvetenskap och riktar sig till personer med liknade utbildning och kunskap samt folk med erfarenhet inom materialanalys och har ett intresse för additiv tillverkning. Rapportens syfte är att öka företagets kunskap kring AM metallkomponenters mikrostruktur och kopplingen mellan strukturen och komponentens slutliga hållfasthetsegenskaper. 1.4 Miljö och Hållbarhet Miljöaspekterna har ofta en viktig och avgörande roll vid valet av tillverkningsprocess. Att kunna värna om miljön har alltid varit viktigt och har på senaste tid hamnat högt upp i prioriteringslistan hos de flesta verksamheter. Tack vare tillgången till en ökad komplex design i AM processen sparar tillverkningsindustrin på materialkostnader och det överflödiga pulvret kan sedan siktas och torkas för att undvika oxidation och återanvändas vilket i sin tur minskar på materialavfallet. Dessa två faktorer leder till en mer hållbar tillverkningsindustri och skulle på så sätt kunna minska belastningen på miljön. AM är också en relativt snabb tillverkningsprocess vilket gör att komponenterna kan tillverkas direkt när de behövs utan längre väntetid. Detta gör det fördelaktigt vid tillverkning av reservdelar då dessa snabbt kan tillverkas när behovet uppkommer och trasiga komponenter kan snabbt repareras istället för att kasseras. [9] 8
11 Att tillverka en komponent genom AM behöver inte alltid vara fördelaktigt om man ser till energiförbrukningen just under tillverkning. En del maskiner inom denna processtyp behöver uppvärmning av byggplattan samt kräver laser- och elektronkällan mycket energi vid körning. På lång sikt och efter mer forskning för utveckling av AM processerna skulle energiförbrukningen kunna minskas då smartare lösningar kan uppkomma. Men att montera fler AM-produkter i ett system skulle också kunna leda till minskad energiförbrukning hos hela aktiva systemet under dess livscykel då den komplexa designen leder till en minskning av materialvikt och mindre energi går åt för att förflytta produkten. [9] 1.5 Bakgrund Arbetet utfördes vid Saab AB på en av de mekaniska avdelningarna inom affärsområde Surveillance i Järfälla Saab AB Saab serves the global market with world-leading products, services and solutions within military defence and civil security. Saab has operations and employees on all continents around the world. Through innovative, collaborative and pragmatic thinking, Saab develops, adopts and improves new technology to meet customers changing needs. [5] Saab Surveillance AB är ett affärsområde inom Saab och är en stor leverantörer av luftburna, landbaserade och marina radarsystem, elektroniska krigssäkerhetssystem samt övervakningssystem. [5] Dessa system ska fungera i mycket stränga miljöer och bör vara kompakta samt enkla att driva, detta ställer höga krav på både design- och materialval. Saabs produkter är därför framtagna för att erhålla hög miljötålighet i stränga förhållanden samt påfrestande strukturella belastningar samtidigt som de är enkla att montera. Saab jobbar ständigt med att förbättra och utveckla sina produkter bland annat genom att testa nya tillverkningstekniker för att möta framtidens komplexa lösningar och viktkrav utan att försämra produkternas hållfasthetsegenskaper. AM processen tillåter en ökad komplex design i jämförelse med Saabs traditionella bearbetningsprocesser och skulle även korta ner ledtiderna från design till slutlig produkt. AM är fortfarande en relativt ny tillverkningsprocess inom industrin och det är därför viktigt för företagen att inte bara analysera den ökande komplexa designen utan även hur processen och dess val av processparametrar påverkar hållfasthetsegenskaper i den slutliga produkten Repeatability of Additive Manufactured Parts År 2017 utfördes ett kandidatarbete hos Saab Surveillance AB som undersökte repeterbarheten hos AM aluminiumkomponenter. AM-komponenterna tillverkades i två olika riktningar, vertikalt och horisontellt, och dessa undersöktes tillsammans med Saabs traditionellt bearbetade aluminiumkomponenter som referens. I arbetet utfördes ett vibrationstest där de traditionellt bearbetade komponenterna visade på högst repeterbarhet följt av de horisontella AMkomponenterna och slutligen de vertikala AM komponenterna. De vertikala AMkomponenterna visade på låg repeterbarhet men hade högst styrka i helhet. Ytterligare studier rekommenderades för att säkerställa att AM-komponenter kan tillverkas med hög repeterbarhet och samtidigt behålla strukturell integritet. [6] 9
12 1.5.3 Additiv tillverkning AM är en vanlig tillverkningsmetod vid framtagning av prototyper då det snabbt och relativt billigt går att skapa en fysisk modell för att visualisera idéer. Med framsteg inom denna teknologi är det nu även möjligt att producera komponenter med relativt hög densitet och kvalité vilket leder till att AM börjar etablera sig som tillverkningsmetod, speciellt för komponenter tillverkade av polymermaterial. Då komponentens slutgiltiga egenskaper starkt varierar vid valet av flera olika processparametrar hos AM metoderna krävs ytterligare forskning för att kunna optimera alla dessa parametrar. [1] AM är ett samlingsnamn för olika tillverkningsmetoder som alla definieras utav att de adderar material till slutlig produkt istället för att subtrahera som i de traditionella tillverkningsprocesserna. Adderingen av material sker via en lager-på-lager teknik där produkten fysiskt skapas av ett antal volymselement av jämna lager. Med framsteg i teknologin kan nu alla materialklasser som polymerer, metaller, keramer och kompositer användas i AM. [1] I detta arbete ligger intresset på komponenter tillverkade av aluminiumlegeringar därav presenteras bara två dominerande AM-tekniker som används för metallegeringar i denna rapport. De två teknikerna är Power Bed Fusion (PBF) och Direct Energy Deposition (DED), dessa två tekniker består sedan ytterligare av olika tekniker beroende på maskintyp. I PBF-processen sprider maskinen ut ett tunt metallpulver över en hel byggplatta för att sedan selektivt skanna av pulvret med en laser- eller elektronstråle. Detta sammanfogar partiklarna som sedan stelnar till en solid kropp. I DED processen används antingen metallpulver eller en metalltråd som smälts samtidigt som den deponeras till byggplattan. [7] Den teknik som är aktuell i detta arbete är Direct Metal Laser Sintering, DMLS, kan också gå under namnet Selective Laser Melting (SLM), vilket är en vanlig teknik inom PBF vid användning av aluminiumpulver. Rapporten kommer därför vara inriktad på denna teknik och i kapitel 2.3 ges en djupare förklaring till DMLS samt en kort introduktion till tekniken Electron Beam Melting (EBM) för att presentera eventuella skillnader i användningen av olika energikällorna. 10
13 2 Teoretisk referensram 2.1 Litteraturstudie En litteraturstudie utfördes i början av arbetet för att ta del av tidigare forskning och utveckling inom de olika AM processerna och skapa en förståelse över den gemensamma grundtekniken inom AM. Tidig forskning inom AM hanterar materialet polymerer och processens enkla framtagning av prototyper. Hos dessa prototyper är hållfastheten inte av intresse utan endast skapandet av en fysisk modell för att snabbt kunna visualisera en idé och design. Denna tidiga forskning gav bra information och förståelse för grunderna inom AM. Det aktuella materialet i arbetet var aluminium därav fokuserades litteraturstudien tidigt på AM processer som hanterar metall och inriktades snabbt till forskning och framsteg inom tekniken PBF, den vanligaste tekniken för AM av aluminium komponenter. Att producera metallkomponenter genom AM är fortfarande relativt nytt och detta område utvecklas ständigt med ny teknologi och forskning för att optimera dess processparametrar. De många fördelar som kan uppnås med AM intresserar många forskare och företag vilket bidrar till en mängd av publicerade vetenskapliga artiklar och böcker inom området. Vid sökandet av vetenskapliga artiklar och e-böcker till litteraturstudien användes databaser som bland annat biblioteket på Uppsala Universitet och Google. Några av sökorden i dessa databaser var additive manufacturing, additive manufacturing metals, additive manufacturing aluminium, powder bed fusion. 2.2 Additiv tillverkning, AM AM-teknikerna har under de senaste 20 åren gått från att endast kunna tillverka prototyper och andra porösa strukturer till att under de senaste åren börjat etablera sig bland övriga tillverkningsprocesser för kompletta delar av flera olika material. [1] AM är ett gemensamt begrepp för flera tillverkningsmetoder som alla definieras utav att de sekventiellt tillsätter material genom en lager-pålageruppbyggnad. [21] Det är tack vare AM:s lager-på-lager teknik som komponenter med komplexa geometrier, interna funktioner och inre kanaler kan tillverkas, se figur 8. Detta ökar varje komponents funktionalitet och leder till slutprodukter bestående av färre och mindre komponenter, vilket i sin tur bidrar till ett mer kostnadseffektivt system med lägre vikt och mindre mängd råmaterial. En annan stor fördel hos AM är att processerna kan användas när som helst i en komponents livscykel, allt från prototypframställning, tillverkning av slutlig produkt eller till reparation av redan befintlig produkt. [12] 11

14 Figur 1. AM metallkomponent med interna kanaler. [16] Ur ett miljöperspektiv har AM en stor fördel när det kommer till avfallshanteringen då mycket lite eller ingenting alls går som avfall tack vare möjligheten till återvinning. Det överflödiga pulvret kan torkas och återanvändas vilket leder till en reducering i både utsläpp och energiförbrukning då mindre mängd råmaterial behöver produceras. [17] 2.3 AM för metallkomponenter Tidigare forskning har visat att metallegeringar tillverkade genom AM kan producera komponenter med hög densitet och med mekaniska egenskaper liknande de av traditionellt tillverkade komponenter av samma legeringsmaterial. [12] Valet av processmetod inom AM bestäms utifrån vilket material som är aktuellt då olika material har olika principer för sammanfogning eller vidhäftning. Komponentens grundläggande mekaniska egenskaper bestäms utav vilken typ av material den är tillverkad av, vilken princip för sammanfogning som användes (smältning, sintring), aktuellt råmaterial (pulver, vätska, filament) och tillslut utav vilken metod inom AM maskinen använt. [19] De flesta metoderna inom AM för metallkomponenter har en liknande processuppbyggnad där AMmaskinen tillverkar komponenten lager för lager genom att värma materialet lokalt med en laser eller elektronstråle i en byggkammare med inert gas. När den lokala smältan stelnar sammanfogas varje smältspår med det redan stelnade lagret under. Vid ny deposition av ett tunt lager sänks byggplattan och maskinen värmer på nytt materialet i det nya lagret. Den höga temperaturgradienten som uppkommer i processen skapar höga koncentrationer av termiska restspänningar vilket kan, beroende på materialets egenskaper och processparametrar, inducera deformationer, sprickor och hålrum i komponenten. [1] För att reducera koncentrationen av termiska restspänningarna genomgår komponenten vanligtvis någon form av värmebehandling innan den avlägsnas från byggplattan, värmebehandlingar kallas för avspänningsglödgning och ser olika ut beroende på material. AM producerar komponenter med en ytfinhet på ca 6-10 µm, Ra-värde, vilket är relativt grovt och kan komma att påverka komponentens hållfasthetsegenskaper. Ytfinheten kan reduceras genom någon form av mikroblästring exempelvis med glas- eller sandpartiklar. [1] 12

15 Komplexa geometrier kan under AM-processerna skapa obalans i uppbyggnad och resultera i ojämna stelningsförlopp, det är därför vanligt att använda s.k. stödstrukturer, se figur 9. Dessa stödstrukturer är gitter-liknande strukturer som under AM processen jämnar ut stelningsförloppen genom värmeavledning och fungerar som stöd till horisontellt orienterade och överhängande delar. [1] Dock kan dessa stödstrukturer vara svåra att avlägsna och material som fastnar i interna kanaler kan bli omöjliga att avlägsna. [12] Figur 2. Exempel på användning av stödstruktur för överhängande del hos komponent.[20] Dominerande AM-processer för metallkomponenter De dominerande AM-processerna för metallkomponenter ligger under kategorierna PBF och DED, se figur 10. I båda fallen byggs komponenten på en byggplatta som succesivt sänks under processen, som beskrevs i tidigare stycke. I PBF-processerna sprider maskinerna ut ett tunt metallpulver över en byggplatta för att sedan selektivt skannas utav en laser- eller elektronstråle, en s.k. smältpool genereras då i pulverbädden och den rör sig längs med det värmepåverkade området. Smältan stelnar återigen och resulterar i sammankopplade svetslinjer likt dem från traditionella svetsprocesser. [19] I DED-processerna används antingen metallpulver eller metalltrådar som smälts samtidigt som den deponeras till enbart de områdena på komponenten där adderingen ska ske. Att använda en metalltråd som grundsubstans tillåter en högre produktionshastighet då det genererar en större smältpool än smältpoolerna genererade från metallpulvret i DED-processen. [7] 13
16 Figur 3. Överblick av de olika processtegen hos PBF och DED.[21] Inom PBF-processerna är DMLS och SLM de dominerande metoderna vid framställning av metallkomponenter, se tabell 3. De två metodernas värmekälla består av en laser som selektivt smälter och sammanfogar finkorniga metallpartiklar i varje tunt finfördelat pulverlager till dess att flera sammanfogade lager bildar en slutlig komponent, se figur 11. Komponenter uppbyggda med dessa metoder kan ha mycket fina komplexa funktioner så som små detaljerade interna kanaler. En annan metod inom PBF är EBM där värmekällan istället består av en elektronstråle. Denna metod har en högre tillverkningshastighet än de övriga metoderna inom PBF som använder laser. Metallkomponenter tillverkade genom EBM får, i jämförelse med DMLS och SLM, en grövre ytstruktur och sämre möjligheter till fina detaljer i komplexa funktioner. EBM kan vara fördelaktig vid framställning av medicinska implantat där en grov yta är att föredra. [12] Tabell 1. Processerna i kategorin PBF är enligt standarden ISO/ASTM [12] 14
![Figur 4. En schematisk överblick av DMLS-processen. [22] 2.3.](/docs-images/93/112993160/images/17-0.jpg "2 Mikrostruktur och mekaniska egenskaper Det korta stelningsförloppet i AM-processerna skapar metastabila mikrostrukturer med icke-jämvikts föreningar och metallkomponenter tillverkade genom AM")
17 Figur 4. En schematisk överblick av DMLS-processen. [22] Mikrostruktur och mekaniska egenskaper Det korta stelningsförloppet i AM-processerna skapar metastabila mikrostrukturer med icke-jämvikts föreningar och metallkomponenter tillverkade genom AM uppvisar därför en unik finkornig mikrostruktur med kornstorlekar i nanometerskala. Denna finkorniga mikrostruktur är starkt beroende av AM-maskinens processparametrar så som energidensiteten hos värmekällan, tjocklekarna hos varje lager, uppvärmning av byggplattan och föroreningar i byggkammaren. AM-komponentens geometri kan också påverka mikrostrukturen och den kan se olika ut på olika ställen i komponenten, speciellt mellan bulk och yta. [1] Byggriktningen kommer alltid vara densamma och resulterar i att varje nytt lager byggs på ett redan stelnat underlag. Detta leder till att värmeledningen kommer vara som störst i byggriktningen och risken för en viss grad av anisotropi kan uppkomma i både mikrostruktur och mekaniska egenskaper. [1] Sträck-och brottgränsen hos dessa AM-komponenter är därför ofta lite lägre i drag längs med byggriktningen då bindningen mellan lager är svagare än mellan partiklar i varje lager. [12] Utmattningsskador är en av de vanligaste orsakerna till att komponenter går sönder eller skadas. Hållfasthetsegenskaperna hos en slutlig produkt hänger starkt ihop med komponentens mikrostruktur, ytfinhet och mängd defekter som i sin tur påverkas vid valet av tillverkningsmetod. En optimal tillverkningsmetod minskar risken för uppkomsten av defekter och restspänningar i strukturen. Att optimera processparametrar kan minska bildandet av porer och mikrosprickor samt eventuella oxidskikt som kan bildas mellan varje byggt lager hos starkt reaktiva metaller. [12] Lageruppbyggnaden och den höga temperaturgradienten inom AM bidrar till relativt grova ytor samt höga spänningskoncentrationer som i sin tur bidrar till låg utmattningshållfasthet. Olika ytbehandlingar och värmebehandlingar kan öka hållfastheten men osäkerheten i koncentrationer av porer och vidhäftning mellan lager gör det mycket svårt att kunna beräkna utmattningshållfastheten hos AMkomponenter. [1] 15
18 2.3.3 Pulvrets egenskaper i DMLS-processen För att minska anisotropin och öka vidhäftningen mellan varje lager hos en komponent krävs bra flödes- och tätpackningsegenskaper hos pulvret i DMLS-processen. Detta för att få en homogen spridning av pulverpartiklarna och kunna tillverka lager med hög densitet. Det är därför önskvärt med ett metallpulver bestående av jämnstora sfäriska partiklar. Dessa partiklar framställs enklast genom gasatomisering med en inert gas, kväve eller argon, för att minska risken för oxidbildning eller bildningen av annan förorening. [1] Ju finare partiklar i pulvret desto större blir ytarean som absorberar energin från laserstrålen vilket leder till ökad smälthastighet. Dock kan för små partiklar lätt agglomerera till större oregelbundna partiklar/kluster. [17] Det är utifrån de optiska egenskaperna hos det aktuella metallpulvret (ex. absorption, reflektion och transmittans) som nödvändig energidensitet hos värmekällan fastställs. [1] Processteg och processparametrar i DMLS Att tillverka komponenter genom att successivt addera material kommer leda till att materialegenskaperna hos den färdiga komponenten starkt beror på valet av maskin och maskinens valda processparametrar (energi densitet, skanningshastighet, lagertjocklek m.m.). Då komponenten byggs upp genom addering av flera lager i bestämd byggriktning kan materialegenskaperna vara riktningsberoende och komponenterna uppvisar då anisotropa mekaniska egenskaper. Detta leder även till att det inte bara är valet av maskin och processparametrar som är viktigt utan även placeringen och orienteringen av komponenten i byggkammaren. Stödstrukturer, komponentens geometri och position i byggkammaren är några viktiga punkter att tänka på då dessa kan komma att påverka värmeöverföringen. Effekterna av detta kan leda till olika mikrostrukturer hos den färdiga komponenten där vissa områden kan få en mer porös struktur där hållfastheten reduceras. [15] I DMLS-maskinerna finns processparametrar såsom energidensiteten hos värmekällan, skanningshastighet, pulverdispersion och inert gasatmosfär i byggkammaren. Dessa parametrar har stor inverkan på komponentens slutgiltiga mekaniska egenskaper och forskning pågår för att optimera dessa. Det är viktigt att ha god kontroll över processparametrarna under smältning av metallpulvret för att undvika hålrum mellan partiklarna som kan uppstå om sammanfogningen av pulverpartiklarna blir ojämn. [1] Dålig kontroll över lagertjockleken kan leda till en förvrängd komponent eller till ett avbrott i processtillverkningen. Ett tjockt lager leder till dålig vidhäftning då smältdjupet från energikällan inte är tillräckligt högt. [12] För god vidhäftning mellan byggda lager krävs ett tillräckligt tunt pulverlager för att energikällan ska kunna sammanfoga partiklar i pulvret med underliggande redan stelnade partiklar. Detta ökar även densiteten hos den tillverkade komponenten, men ett allt för tunt pulverlager sänker tillverkningshastigheten och ökar då kostnaden för processen. [17] Det förekommer flera olika skanningsstrategier inom DMLS. Dessa är antingen enkelriktade där laserstrålen bara går åt ett håll, se figur 12A, tvåriktade där laserstrålen rör sig i ett s.k. sicksack mönster, se figur 12B, eller kombinationer av dessa två med en viss rotationsvinkel mellan varje nytt lager, se figur 13. [23] Att välja en skanningsstrategi som roterar i en viss vinkel leder inte bara till en reducering av porer utan också till bättre överlappning/vidhäftning där god vidhäftning i sin tur leder till mer isotropiska egenskaper hos den färdiga komponenten. [17] Ett annat skanningsmönster är att korta ner vektorlängden genom att dela upp ytan i s.k. små öar och rotera skanningsriktningen mellan varje lager för att öka vidhäftningen och ytterligare reducera mängden porer, se figur 12D-E. Detta har även visat sig reducera koncentrationen av termiska restspänningar. [23][12] 16
 enkelriktat mönster; B) tvåriktat mönster; C) kombination av A och B; D) och E) skanningsmönster med öar. [23] Figur 6.Tvåriktat skanningsmönster med bestämd rotation mellan varje nytt lager.")
19 Figur 5. Olika skanningsstrategier hos DMLS där SD är skanningsriktning, BD är byggriktning och TD är tvärriktning. A) enkelriktat mönster; B) tvåriktat mönster; C) kombination av A och B; D) och E) skanningsmönster med öar. [23] Figur 6.Tvåriktat skanningsmönster med bestämd rotation mellan varje nytt lager. [17] Vanligtvis skannas konturerna hos komponenten med annan energidensitet och hastighet än bulkmaterialet för att förbättra ytfinheten. Vid skanning av pulverbädden kommer diametern hos den smälta zonen att blir större än diametern hos lasern. Det är viktigt att kompensera för dessa dimensionsfel genom att bland annat förskjuta laserstrålen med halva bredden från konturskanningen till bulkskanningen, detta för att kunna säkerställa att konturen av komponenten motsvarar exakt till original CAD-filen. [12] Parametrarna i DMLS-processen kommer ha en stor påverkan på kvalitén hos den färdiga komponenten, där skanningshastigheten har den största påverkan på komponentens ytfinhet. Den grova ytan är ofta inte att föredra då det ökar risken för sprickinitiering och det är därför ofta nödvändigt att efterbehandla ytan, vanligtvis genom mikroblästring. Denna mekaniska ytbehandling använder mikrosmå kulor av exempelvis sand, glas eller stål för att deformera ytan hos komponenten. Kalldeformationen reducerar restspänningar genom att skapa lokala kompressionsspänningar samtidigt som den slipar och jämnar ut ytan. Kompressionsspänningarna är lokaliserade nära ytan och kommer reducera eventuella pålagda dragspänningar under drift vilket fördröjer uppkomsten av sprickinitieringar. [12] 17
20 2.4 Aluminiumlegeringar och AM Att genom AM tillverka komponenter i olika aluminiumlegeringar har än så länge varit ovanligt då dessa till skillnad från titanlegeringar är enkla att tillverka traditionellt och har relativt låga materialkostnader. Det är framför allt den korta ledtiden och ökningen av den komplexa designen som gör AM intressant för aluminiumlegeringar. [1] I de fall AM används för aluminiumlegeringar är DMLS den vanligaste tekniken. DMLS är en aning mer komplicerad för aluminium än för stål- och titanlegeringar, detta på grund av ett svårhanterligt aluminiumpulver. Pulvret är mycket lätt och har dåliga flödesegenskaper vilket ökar risken för porositet. Andra begränsningar hos aluminiumlegeringar är att många är svåra att svetsa och gruppen av höghållfasta aluminiumlegeringar innehåller ofta legeringsämnen med hög flyktighet så som zink och kan leda till turbulenta smältpooler och ökad porositet. I DMLS-processen kommer aluminiumpulver att ha en hög reflektants i laserns våglängder och den låga viskositeten hos smält aluminium leder till begränsningar i storlek hos smältpoolerna. [1] De smälta pulverpartiklarna bildar gärna oxidlager vid närvaro av låga halter syre i pulvret eller i processkammaren. Processen utförs därför i en inert gasatmosfär, kväve eller argon, för att reducera risken för dessa oxidbildningar eller andra föroreningar. Trots detta kan atmosfären i byggkammaren eller pulverkammaren innehålla små mängder av resterande syre och det räcker med syrehalter på endast % för att oxider ska bildas. Oxidföroreningar orsakar komplikationer i processen såsom dålig vidhäftning mellan lager, ökad porositet, ökad risk för sprickbildning, dålig dimensionell noggrannhet, sämre ytfinhet samt förlust av legeringsämnen. Det är därför viktigt att energin från lasern är tillräckligt hög så den bryter igenom oxidlagret som bildats, dock kan små fragment av oxidmaterial fastna kvar i det byggda lagret och påverka strukturen. [23] Däremot har aluminium fördel i sin höga termiska konduktivitet som reducerar koncentrationen av termiska spänningar och bidrar till ett minskat behov av stödstrukturer samtidigt som den tillåter högre processhastigheter. [1] Den dominerande aluminiumlegeringen är AlSi10Mg, det är en gjutlegering som i DMLS processen får bra svetsbarhet och härdbarhet samtidigt som den behåller aluminiumets höga termiska konduktivitet och starka motstånd mot korrosion. De bra svetsegenskaperna kommer från den nästan eutektiska sammansättningen av Al och Si. Den låga halten av Mg framkallar härdning av legeringen då den bildar Mg 2Si utfällningar efter värmebehandling av komponenten. [23] Storleken på partiklar i AlSi10Mg-pulvret ligger mellan 1 till 35 µm med en medelstorlek på 23 µm, större sammanfogade klungor på 40 µm eller större kan finnas. [12] Mikrostruktur och mekaniska egenskaper För att reducera koncentrationen av termiska restspänningar och förhindra deformation genomgår även aluminiumkomponenter en form av avspänningsglödgning innan de plockas av från byggplattan. Denna process kan se olika ut men utförs vanligtvis i ca 2 h på 300 C för att sedan kylas ner i ugn eller i stilla luft. Denna värmebehandling gör dock komponenterna mer duktila då hårdhet, sträck- och brottgränser reduceras en aning. Efter värmebehandling har komponenterna en teoretisk hårdhet på ca 105 HV. [12] Mikrostrukturen hos dessa aluminiumkomponenter har ett unikt utseende med en mycket finkornig struktur, se figur 14. Smältpoolerna karakteriseras utav en fin cellulär-dendritisk struktur av sammansatta avlånga korn med kornstorlek runt några hundra nanometer eller mindre. Variationen i storlek kommer troligen från olika termiska värmeflöden under varje skannat laserspår. [12] 18

![[24] Efter avspänningsglödgningen har Si börjat diffundera till större partiklar och utfällningar av mycket små Mg 2Si-partiklar börjar då bildas.](/docs-images/93/112993160/images/21-1.jpg "[1] Under denna värmepåverkan sker även utskiljning av finfördelade Si-partiklar i den kolumnära α-al-fasen, se figur 15b, och detta tyder på att strukturen innan glödgningen har en övermättnad av Si")
21 De sammansatta kornen kan i vissa fall beskrivas som kolumner där varje korn består utav en α-al(fcc)- fas och kolumnerna omges av en eutektisk mikrostruktur av α-al(fcc)/si. Det är i den eutektiska mikrostrukturen som de mycket fina Si-partiklarna finns, se figur 15a. [24] Efter avspänningsglödgningen har Si börjat diffundera till större partiklar och utfällningar av mycket små Mg 2Si-partiklar börjar då bildas. [1] Under denna värmepåverkan sker även utskiljning av finfördelade Si-partiklar i den kolumnära α-al-fasen, se figur 15b, och detta tyder på att strukturen innan glödgningen har en övermättnad av Si i den primära α-al-fasen. Vid ytterligare värmebehandlingar blir smältpoolerna inte längre synliga. [24] Figur 7. Mikrostruktur hos AlSi10Mg efter etsning. a) smältpooler i snitt vinkelrätt mot byggriktning; b) smältpoolsdjup i snitt parallellt med byggriktningen; c) uppkomst av porer; d) cellulär-dendritisk struktur vid högre upplösning. [12] [17]. Figur 8. Mikrostruktur av AlSi10Mg komponent tillverkad genom DMLS; a) innan avspänningsglödgning; b) efter avspänningsglödgning. [24] 19
22 Undersökningar av brottytor från dragprovstester har visat på duktila brott hos AlSi10Mg komponenter vilket kan resultera från tillväxten och sammanfogning av mikrohålrum. Dessa brottytor är täckta av mycket små gropar vilket visar på strukturens förmåga att fördela brottenergin över hela brottytan. Sträckgränsen och brottgränsen kan vara svåra att förutse helt då dessa starkt beror på processparametrar men dess värden har visat sig ligga högre än de gjutlegeringar som tillverkas traditionellt från aluminium. [17] Vid analys av brottytor efter olika värmebehandlingar har det observeras att dimensionerna hos de små groparna är större än groparna hos motsvarande brottytor efter avspänningsglödgning. Viss forskning hävdar att DMLS av AlSi10Mg-komponenter där byggplattan värms upp till 300 C under hela byggprocessen för att sedan utföra en T6 värmebehandling ökar motståndet för utmattning hos den färdiga komponenten. Ökningen sker utav en homogenisering av mikrostrukturen under denna processtillverkning där defektinnehållet reduceras. [12] Framtiden erbjuder utveckling Forskning pågår ständigt för att optimera processparametrar i DMLS och säkerställa produkter av hög kvalité. Framtiden erbjuder också möjligheten att utveckla aluminiumpulvret till en aluminiummatriskomposit (AMC) för att öka de mekaniska egenskaperna och bredda användningsområdet till mer höghållfasta komponenter inom industrier. [12] 20
23 2.5 Osäkerhetskvantifieringstekniker AM-processerna består av ett flertal olika processparametrar vilket leder till att osäkerhetsfaktorerna blir många och det kan uppkomma en stor variation i egenskaper hos den tillverkade komponenten. Osäkerhetsfaktorer inom AM resulterar i utmaningar i att kunna repetera tillverkningen av en högkvalitetsprodukt. Osäkerhetskvantifieringstekniker applicerade på AM-processer är fortfarande relativt nytt och är till största delen baserade på experiment. Dessa tekniker syftar till att kunna kvantifiera osäkerheten i materialegenskaper hos AM-komponenten genom att undersöka olika osäkerhetsvariabler inom varje steg i processtillverkningen. Utförande av detta kan komma att skapa en tydligare förutsägelse av komponentens slutliga mekaniska egenskaper och ge möjlighet att lösa de utmaningar som finns. [18] Utförandet av kvantifieringen börjar med att identifiera osäkerhetskällor i processen. Källorna kan sedan klassificeras in i två olika kategorier, slumpmässig osäkerhet och förutsägbar osäkerhet. Den slumpmässiga osäkerheten grundar sig i naturlig variation som är oreducerbar, detta kan vara osäkerheter i pulverpartiklarnas storlek, fluktuationer i skanningshastighet, variation i mekaniska egenskaper (elasticitet, friktionskoefficient, absorptionskoefficient m.m.) hos partiklarna, packningen av partiklarna i pulverbädden och mätfel. Den förutsägbara osäkerheten hanterar istället bristande kunskap för indata, processparametrar, approximationer och antaganden i modelleringsprocessen. Denna kategori kan i sin tur delas upp i ytterligare två grupper, dataosäkerhet och modellosäkerhet. Till dataosäkerheten hör begränsad mängd data samt osäkra mätningar medan modellosäkerheten är de antaganden och förenklingar som gjorts i olika modeller samt valet av metod som ska representera problemet. [18] De datasimuleringar som krävs vid en osäkerhetskvantifiering är beräkningsmässigt väldigt dyra och kräver flera körningar vilket i sin tur kostar tid. Det är också mycket svårt att koppla olika simuleringsmodeller då kvantifieringen ska täcka flera längdskalor, från mikronivå till makronivå. Utmaningar i denna typ av kvantifiering ligger bland annat i begränsade resurser i databeräkningar, ett stort antal slumpmässiga variabler, och i att hitta ett effektivt sätt att samla ihop användbar information utan att slösa material, tid eller kostnad. [18] 21
24 2.6 Vibration och utmattning När ett system utsätts för cykler där lasten varierar med tiden finns risken för sprickinitiering som till slut leder till utmattningsbrott vilket påverkar en komponents livslängd. [14] Hos AMkomponenter finns stor risk för uppkomst av höga lokala koncentrationer av termiska restspänningar som i sin tur ökar risken för mikrosprickor och spricktillväxt. [15] Utmattning För ett givet material ökar risken för utmattningsskador hos en komponent vid lägre densitet, alltså ökning av porositeten, som bidrar till ökad risk för sprickinitiering och spricktillväxt. En ökning av koncentrationen av en komponents inre mikrospänningar kommer också bidra till ökad risk för sprickinitiering, detta kan uppkomma vid t.ex. höga termiska cykler vid användning eller processtillverkning. Även ytfinheten kan bidra till ökad risk för utmattning då en grövre yta ger fler spänningskoncentrationer. [25] Motståndet för utmattning hos en komponent avgörs inte bara vid valet av material utan även designen av komponenten kommer vara en bidragande faktor. En komplex detalj leder till ökade områden av hög spänningskoncentration vilket i sin tur leder till ökad risk för sprickinitiering när systemet utsätts för spänningsvariationer. [26] Detta kan vara något att ha i baktanke vid AM tillverkning då denna process tillåter mer komplexa detaljer. Även olika ytbehandlings- och bearbetningsprocesser av komponentens yta kommer kunna öka motståndet för utmattning. Mikroblästring är en sådan användbar och vanlig ytbehandlingsprocess som inte bara förbättrar ytfinheten hos de grova AM tillverkade komponenterna utan också ökar en komponents motstånd för utmattning, detta på grund av kall plastisk deformation som minskar restspänningar och skapar lokala kompressionsspänningar på och nära substratets yta. Den plastiska deformationen minskar risken för sprickinitiering och tillväxt på och nära ytan. [12] Utmattningshållfasthet hos ett material presenteras ofta i ett lämpligt cykel- och spänningsdiagram, den s.k. S-N Wöhler kurva för materialet. S-N kurvan är materialspecifik och visar utmattningsspänningen i förhållande till livslängd i antal cykler, denna kurva kan sedan justeras beroende på bland annat belastningsfall och reduktionsfaktorer som efterbehandlingsprocesser, lokala spänningskoncentrationer. [25] Den totala skadan som komponenten utsatts för vid utmattning kan beräknas av den enkla modellen Palmgren-Miner rule, denna säger att den summerade summan av alla partiella skador från olika spänningscykler kan användas för att bestämma den totala skadan hos komponenten. [27] Slumpmässig vibration Att kunna analysera och bedöma risken för utmattning hos en komponent när den utsätts för periodisk vibration är relativt enkelt då vibrationen är mycket förutsägbar oberoende av tidpunkt. Vid slumpmässig vibration blir det genast mycket svårare att bestämma en komponents utmattningshållfasthet då vibrationen istället är mycket oförutsägbar och det är inget jämnt mönster hos spänningsamplituderna. Vibrationer från exempelvis fordon eller industriell utrustning är vanligtvis slumpmässig och det blir därför väldigt viktigt inom just flygmiljön att kunna analysera denna typ av vibration. [28] Slumpmässig vibration beskriver en varierande vågformsrörelse som innehåller flera frekvenser samtidigt och dessa med olika amplituder. För att beskriva detta enkelt används ett Power Spectral Density (PSD) som plottar intensiteten av vibrationssignalen vs. frekvensen, enheten för PSD är G 2 /Hz eller (m/s^2)^2/hz. [28] 22

25 3 Material Tre olika typer av provstavar tillverkades där två av dessa var tillverkade genom AM. AMprovstavarna var sedan uppdelade i två olika orienteringsriktningar i förhållande till byggriktningen, vertikal och horisontell riktning. I tabell 1 presenteras de olika provstavarna och det totala antalet som beställdes. Designen av provstaven utgick från tidigare arbete, se kapitel 1.5.2, men med geometriska justeringar. Detta på grund av valet att bearbeta hela provstavsytan för att reducera den grova ytan hos AM provstavarna som innan bearbetning hade ett Ra-värde på 6-15 µm. Att bearbeta bort 1 mm av materialet bör därför ha reducerat grovheten och skapat en ytfinhet lika som de traditionella provstavarna som bearbetas på samma sätt, se figur 1. AM provstavarna har en sammansättning med högre Si-halt vilket kan orsaka den visuella skillnaden mellan dessa och de traditionella provstavarna, se figur 2. Även extra material till gängans sexkantiga överdel tillfördes för att underlätta arbetet med skiftnyckel vid montering inför utförandet av vibrationsprovet. Figur 9. CAD-designen över provstavarna, a) design för provstavarna tillverkade i AM och b) slutdesignen för samtliga provstavar efter bearbetning, måtten är i mm. Tabell 2. Lista över provstavstyper och dess antal. Provstavstyp Traditionellt bearbetade AM vertikal riktning AM horisontell riktning Antal 9st 12st 12st 23

26 De tre olika provstavarna bearbetades på samma sätt hos Alumbra AB i Järfälla som även bearbetade fram en notch på samtliga provstavar, se figur 2. För att kunna identifiera de olika provstavarna efter bearbetningen markerades samtliga provstavar enligt tabell 2, där de rödmarkerade är de provstavar som valdes till referenser i mikrostrukturanalysen i en s.k. för-analys. Figur 10. De tre olika provstavarna efter bearbetning hos Alumbra. Från vänster till höger horisontell, vertikal och traditionellt bearbetad provstav. Tabell 3. Lista över märkningen av de olika provstavarna där de rödmarkerade är referenserna. Vertikala AM provstavar, V Horisontella AM provstavar, H Traditionellt bearbetade provstavar, B V1 H11 B21 V2 H12 B22 V3 H13 B23 V4 H14 B24 V5 H15 B25 V6 H16 B26 V7 H17 B27 V8 H18 B32 V9 H19 B33 V10 H20 V28 H30 V29 H31 24

27 3.1 AM av vertikala och horisontella provstavar Totalt 24 st. provstavar tillverkades genom en AM process hos Lasertech LSH AB i Karlskoga. Av dessa provstavar var 12 st. tillverkade i vertikal riktning och 12 st. tillverkade i horisontell riktning enligt figur 3. En viss problematik kunde uppstå vid tillverkning av de vertikala provstavarna då deras cylindriska masstyngd gjorde dem instabila om de tillverkades med denna del uppåt. Förskjutningen av masscentrum samt förhållandet mellan höjd och tvärsnittarea gör att provsstaven lätt kollapsar vid låg yttre kraftpåverkan, som en lätt stöt från munstycket som fördelar ut pulvret vid varje nytt lager. När ett smalt område övergår till ett brett i AM är det viktigt att designa en så pass mjuk övergång som möjligt det vill säga undvika skarpa hörn, detta för att minska behovet av s.k. stödmaterial, se kapitel 2.3. Figur 11. Illustrerar provstavarnas olika orienteringar vid tillverkning. Den vänstra provstaven har tillverkats vertikalt och det inringade området visar på den mjuka övergången medan den högra har tillverkats horisontellt, i denna bild är byggriktningen uppåt. Provstavarna tillverkades med en standard DMLS maskin kallad EOS M 290 och under denna processtillverkning hade byggplattan en värme på 40 C. De färdiga provstavarna värmebehandlades sedan innan de togs bort från byggplattan. Värmebehandlingen utfördes i 90 minuter vid 270 C för att minska termiska restspänningar i provstavarna. För mer information angående materialinformation och EOS M 290 samt tillverkningsparametrarna se Appendix C. Pulvret som användes var AlSi10Mg, för kemisk sammansättning se Appendix B, som efter smält tillstånd efterliknar makroegenskaperna hos legeringen AL 6082-T6. Varje pulverlager skannades med en fiberlaser i 10 mm breda s.k. stripes, se figur 4. Mellan varje nytt lager ändrades skanningsriktningen med 67 grader vilket är ett standard värde för EOS maskinen, denna vridning utförs för att reducera mängden porer och öka vidhäftningen mellan lagren, se kapitel


28 Figur 12. Illustration över laserorienteringen, s.k. stripes, vid ett skannat lager hos AM provstavarna. [11] AM-provstavarna har i obearbetat tillstånd en relativt grov yta som uppkommer på grund av skiktstruktur, hur grov den blir beror på AM-maskinens processparametrar. Denna grovhet kommer leda till en högre koncentration av restspänningar och kan komma att påverka provstavarnas hållfasthetsegenskaper. Dessa ojämnheter i ytan reduceras genom mikroblästring med mikroskopiska glaspartiklar vilket ger en mild nötning av det yttre skiktet. [12][13] Hos Alumbra AB i Järfälla bearbetades AM-provstavarna genom svarvning och fräsning till önskad slutlig design, se figur 5 och figur 6. I figur 5 är provstaven längst till vänster markerad på grund av avvikelser från designmåtten och valdes därför till referens i mikrostrukturanalysen där designen inte påverkar resultatet. Figur 13. De färdiga horisontella provstavarna. 26


29 Figur 14. De färdiga vertikala provstavarna Traditionellt bearbetade provstavar Totalt nio stycken traditionellt bearbetade provstavar tillverkades hos Alumbra AB genom svarvning och fräsning från valsat och värmebehandlat Al 6082-T6. Provstaven längst fram till vänster i figur 7 är markerad på grund av avvikelser från designmåtten och valdes därför som referens i mikrostrukturanalysen där designen inte påverkar resultatet. Figur 15. De färdiga traditionellt bearbetade provstavarna. 27

30 4 Metod 4.1 Vibrationsprov Att utsätta en komponent för ett vibrationsprov är en effektiv metod för att analysera komponentens beteende vid cyklisk belastning och skapandet av eventuella sprickinitieringar och utmattningsbrott. Provet är utfört med slumpmässig vibration, se kapitel 2.6.2, för att kunna simulera den verkliga miljön där de AM tillverkade provstavarna är av intresse att implementeras i framtiden. Vibrationsprovet, som är en del av den praktiska delen av arbetet, kommer utöver materialkaraktärisering av brottyta och mikrostruktur även kunna ge information angående repeterbarheten hos de olika provstavarna. Upplägget utav provet kan beskrivas kortfattat med en beräknad provtid på två timmar och 30 minuter för att utsättas för högcykelutmattning, antal cykler beräknades till ca Styrkan hos vibrationssignalen sattes till ett värde på -10 db som hölls konstant under hela provtiden förutom för kollaps av en traditionell provstav då styrkan höjdes till -5 db, för ett mer detaljerat upplägg se appendix D. Provet utfördes på ett antal vertikalt respektive horisontellt byggda AM-provstavar och traditionellt bearbetade provstavar. De sistnämnda provstavarana är beaktade som referensprovstavar och har i tidigare vibrationsprov visat på en hög repeterbarhet och är därför färre i antal. Provstavarna skruvades fast i en s.k. vibrationsplatta, se figur 16, placeringen av de olika provstavarna på plattan är godtycklig på grund av potentiella lokala variationer av vibrationsnivåer. Vibrationsplattans design är anpassad till den vibrator som är aktuell för provet samt provstavarnas montering till plattan. Avståndet mellan dessa infästningspunkter på vibrationsplattan placerades så att provstavarna hade tillräckligt med vibrationsutrymme under provets gång. Figur 16. a) CAD-design av vibrationsplattan; b) provstavarna monterade till vibrationsplattan. Vibrationsplattan monterades till en vibrator som vibrerade i en specifik riktning men med varierande frekvens inom intervallet Hz och med varierande amplitud, s.k. slumpmässig vibration. Tre accelerometrar kopplades till tre olika provstavar samt en accelerometer till vibrationsplattan för att kunna mäta responsen hos provstavarna i förhållande till vibrationsplattan. Tiden för varje provstavs eventuella kollaps noterades och tabulerades i ett kalkylblad. I detta provutförande bedömdes kollaps när provstavarna gått till brott och var helt av. 28
31 Det tidigare kandidatarbetet, se kapitel 1.5.2, utförde vibrationsprovet med en sänkning av de beräknade vibrationssignalerna på - 9 db. Denna sänkning på grund av att provstavarna svängde kraftigare i testkörningen än vad som var beräknat. Med sänkningen höll provstavarna i ca 30 minuter innan första kollapsen och den totala provtiden hamnade under en timme då samtliga provstavar kollapsat. Det är i Saabs framtagning av PSD-kurvan över vibrationsnivåerna för provstavarna som denna decibelskala kommer in. Decibelvärdet är en skalfaktor för ljudtrycket från vibratorn, en sänkning av decibelvärdet ger en sänkning av styrkan hos vibrationssignalerna (amplituderna) och en sänkning av detta visar att effektdensiteten PSD sänks, vilket innebär ökad provtid och enligt Wöhlerkurvan då till en ökning av antalet cykler. Vid kvalificering av en ny metallkomponent hos Saab utförs ett vibrationsprov där en bestämd vibrationsnivå ska motsvarar generellt två timmar i provtid. För att efterlikna den provtid som ställs för en skarpt kvalificerande komponent samt för att undersöka provstavarnas beteende under en längre provtid med fler cykler sänktes vibrationsnivån från -9 db till -10 db för att då få en ökning i provtid. Beräkningsmetoden i detta vibrationsprov utfördes på samma sätt men med en ny längre beräknad provtid på två timmar och 30 minuter. Beräkningarna för vibrationsnivåerna utfördes av beräkningsingenjörer på strukturanalyssektionen på SAAB AB, med hjälp av tidigare framtagna S-N kurvor för slumpmässig vibration hos Al-legeringen i de bearbetade provstavarna och tidigare beräkningar av egenfrekvens och decibelvärden. Varje komponent i ett mekaniskt system kommer vid vibration att ha en egenfrekvens, denna egenfrekvens kommer påverka komponentens utmattningshållfasthet i form av följande formel: t f e = N (1) I ekvation 1 beskriver t provtiden, f e är egenfrekvensen och N är antal cykler till brott. [29] Egenfrekvensen hos provstavarna låg mellan Hz. Provstavarna har i designen en notch som ger en lokal ökning i spänningskoncentrationen med spänningskoncentrationsfaktorn k t=1,2. Notchen kommer utsättas för högre lokala spänningar vilket leder till att utmattningsbrottet sker i detta område. 29
32 4.2 Mikrostrukturanalys De olika tillverkningsmetoderna i arbetet bidrar till uppkomsten av olika mikrostrukturer hos provstavarna. Mikrostrukturanalysdelen delades upp i en för-analys och en efteranalys beroende på vilka provstavar som utsattes för vibrationsprov. Till för-analysen användes provstavar som inte genomgått vibrationsprov s.k. orörda provstavar. Dessa hela provstavar valdes som referenser vid närmare analys av mikrostrukturens eventuella påverkan av brottytor och spricktillväxt. De hela provstavarna analyserades också för att undersöka om skillnader i diameter kan påverka mikrostrukturens utseende då temperaturgradienten kan vara annorlunda vid mindre eller större diameter. I efteranalysen analyserades sedan de provstavar som genomgått vibrationsprov genom att närmre studera brottytor och spricktillväxt samt brottytornas mikrostruktur nära brottet för att undersöka uppkomsten av eventuella sekundära sprickor. Analyserna av mikrostrukturer och brottytor gjordes i ett stereomikroskop samt ett metallurgiskt mikroskop hos Saab AB i Järfälla. Brottytorna undersöktes också i ett Svepelektronmikroskop, SEM, även det hos Saab AB i Järfälla Provförberedelse Följande förberedelseprocess gäller för samtliga prover förutom analyserna av brottytan. Området av intresse kapades av från provstaven för att sedan kallingjutas. Kallingjutningen gjordes i en epoxiplast som har ett härdningsförlopp på ca 12 timmar. Ingjutning underlättar hanteringen av proverna vid framställning av en plan yta under slipning- och poleringsprocessen, en plan yta är nödvändig vid analysering av materialets mikrostruktur. Ingjutningen skyddar även provet från eventuellt yttre kraftpåverkan som skulle kunna deformera och försämra analysen. Slipnings- och poleringsprocessen utfördes i flera steg för att uppnå maximal ytjämnhet. Två olika grova slippapper användes för att sedan övergå i en polering med diamantslurry. Slutligen etsades proverna i en syra för att få bort resterande slipningsspår som deformerat ytan samt framhäva korngränser och andra mikrostrukturella egenskaper. Vid kemisk etsning är det viktigt att ha kännedom om materialets sammansättning och porositet för att processen inte ska vara för svag eller för stark för ytan på provet. [30] Den anpassande etsningen för aluminiumproverna bestod av en blandning av saltsyra, salpetersyra och fluorvätesyra i destillerat vatten, s.k. Keller s reagent. [31] De bearbetade proverna etsades i en minut medan AM proverna endast etsades i ca 20 sekunder då de annars blev överetsade. Både tvärsnitts- och längdsnittsprover framställdes från de intressanta områdena då det fanns risk för anisotropa egenskaper i mikrostrukturen hos AM-provstavarna, se figur 17. För att snitta parallellt med lagren och få en tydlig bild över smältpoolerna hos de horisontella provstavarna behövdes orientering av byggriktning. Detta gjordes genom att ta fram ett tvärsnittsprov och från ett mikroskop hitta smältpoolsdjupens riktning och sedan märka ut byggriktningen hos den specifika provstaven. 30

33 Figur 17. Ingjutna tvär- och längdsnitt vid en mindre diameter av varje provstavstyp. Ordning från vänster: bearbetad, vertikal och horisontell provstav För-analysen Denna analysdel utfördes på hela provstavar och kan delas in i två olika jämförelseanalyser utöver den generella jämförelsen i mikrostruktur mellan AM-provstavar och traditionellt bearbetade provstavar. En analys där det var av intresse att undersöka om provstavens geometri påverkar mikrostrukturen då temperaturgradienten kan skilja sig mellan olika diameterstorlekar. Till den andra analysen valdes hela provstavar som referenser för att analysera området kring notchen på provstavarna före och efter vibrationsprovet. De två analyserna i denna del utfördes med ett stereomikroskop och ett metallurgiskt mikroskop Skillnader i mikrostruktur med avseende på temperaturgradient Det är den höga temperaturgradienten i DMLS-processen som bidrar till den finkorniga mikrostrukturen hos AM-provstavarna. Beroende på ytarea och mängd material runt den genererade smältpoolen kan värmeavledningen se olika ut och detta kan skapa små variationer i temperaturgradienten under processtillverkning. Det var därför av intresse att analysera olika områden hos AM-provstavarna, dels ett område med mer material, en större diameter, och dels ett område med mindre material, en mindre diameter. Hos de vertikala provstavarna var även höjdskillnaden intressant, där det större området tillverkades tidigt under processen och ligger nära byggplattan medan det mindre området tillverkades senare under processen med ett längre avstånd från byggplattan. Två olika områden i provstavsdesignen ansågs vara intressanta vid denna analys. Dessa områden var vid masstyngden, stor diameter, och nära notchen, mindre diameter. Analysen utfördes på en provstav från varje provstavstyp Referenser från orörda provstavar De hela provstavarna valdes som referenser till analysen av brottytan och eventuella sekundära sprickor under brottytan. Analysområdet av intresse var området runt och i den svarvade notchen. Referensproverna gav en uppfattning kring materialets grundläggande mikrostruktur innan de blev utsatta för utmattningsbrott, exempelvis kring koncentrationen av redan befintliga defekter så som porer och eventuella sprickor. 31

34 4.2.3 Efteranalys Denna analysdel utfördes på de vertikala, horisontella och bearbetade provstavarna som utsattes för vibrationsprovet och skapade en brottyta. Inför denna analys krävdes inga provförberedelser, se exempel i figur 18. Figur 18. En av de analyserade brottytorna där de inristade linjerna illustrerar vibrationsriktningen. Då samtliga provstavar gick till brott valdes tre slumpmässiga provstavar från varje provstavstyp för en analys av brottytan. Syftet med denna analys var att karakterisera typ av brott, jämföra brottytorna för eventuella avvikelser samt utvärdera sprickinitiering och spricktillväxt. Analysen utfördes med ett stereomikroskop samt ett svepelektronmikroskop, SEM. 32

35 4.3 Hårdhetsmätning och dragprov För att kontrollera och skapa en uppfattning kring hållfastegenskaperna i de levererade provstavarna utfördes en hårdhetsmätning och ett dragprov av varje provstavstyp. Hårdhetsmätning utfördes på tre olika snitt hos varje provstavstyp. Dessa snitt är tvärsnitt av en större och en mindre diameter samt ett längdsnitt. Leitz-maskinen som användes mäter hårdheten i en Vickerskala och tyngden som användes var 200 g. Genom markering av de fyra hörnen av intrycket beräknades värdet på hårdheten av mjukvaran, se figur 19. Fem intryck utfördes på varje snitt, dessa placerades från kanten in till mitten av provet för att fånga upp eventuella skillnader i hårdhet. Dragprovet utfördes på en hel provstav från varje provstavstyp. De hela provstavarna skickades till Element i Linköping som utförde ett dragprov för att få fram brottspänning och sträckgräns. Draghastigheten var 0,5 mm/min med en lastcell på 100 kn, se Appendix F. Figur 19. En av hårdhetsmätningarna av prov V28. HV 0.2 är tyngden på 200 g och H: 87,50 är hårdheten i Vickers. 33
36 5 Resultat 5.1 Vibrationsprov Redan vid 32 minuter in på vibrationsprovet kollapsade de första provstavarna. Testförloppet presenteras i diagram nedan, se figur 20. Efter ca 50 minuter hade majoriteten av alla provstavar kollapsat vilket var ungefär en timme och 30 minuter tidigare än beräknat. En iakttagelse som gjordes under provets gång var att AM-provstavarna hade en tendens att balansera upp masstyngden och svängde längre innan de gick till brott trots synlig reducering i hållfasthet. Provstavarna med accelerometrar höll betydligt längre och kunde inte jämföras med de övriga provstavarna. En vertikal provstav höll en timme längre än övriga vertikala provstavar och även den räknades bort från resultatet i figur 20, därav uppnår kurvorna aldrig 100 % på y-axeln. För ett mer detaljerat utfall över varje provstavs kollaps se Appendix G. Samtliga provstavar, förutom den traditionellt bearbetade provstaven med accelerometer, kollapsade under den bestämda vibrationsnivån på -10 db. Figur 20. Resultat av vibrationsprov där provstavar med accelerometrar uteslutits, liksom en vertikal provstav som kollapsade efter 115 min. 34
37 5.2 Mikrostrukturanalys För-analys Resultaten från analyserna utav de olika mikrostrukturerna presenteras nedan i form av bilder och kort beskrivande text. Figur visar mikrostrukturen för en traditionellt bearbetade provstav i olika förstoringar och snitt. I denna mikrostruktur observeras relativt stora korn med storlekar upp till 100 µm. De större svarta fläckarna är Mg 2Si-partiklar medan de mindre ljusgråa fläckarna synliga i figur 23 är intermetalliska Al(Fe,Mn)Si partiklar. Då lika mikrostruktur i både tvärsnitt och längdsnitt i hög förstoring presenteras endast ett av snitten i denna förstoring. Figur visar mikrostrukturen för en vertikal AM-provstav i olika förstoringar och snitt. I denna mikrostruktur observeras spår av smältpooler och smältpoolsdjup med mycket fin cellulär-dendritisk struktur. Inga Mg 2Si-partiklar identifierades i denna mikrostruktur. Det gick inte heller att observera några skillnader i mikrostrukturen mellan områden tagna från delar av provstavarna med stort eller liten diameter samt inga skillnader mellan tvärsnitt och längdsnitt. Däremot observerades en del porer av olika form och med storlekar mellan 10 och 50 µm, se figur Då det inte observerades några skillnader i mikrostrukturen mellan olika snitt och områden av provstaven i hög förstoring togs beslutet att endast presentera ett av snitten i denna förstoring. Figur visar mikrostrukturen för en horisontell AM-provstav i olika förstoringar och snitt. Denna mikrostruktur skiljer sig inte från den vertikala mer än i orienteringen av smältpoolerna. Porer i denna mikrostruktur kan observeras i figur Då det inte observerades några skillnader i mikrostrukturen mellan olika snitt och områden av provstaven i hög förstoring togs beslutet att endast presentera ett av snitten i denna förstoring. Inga befintliga sprickor kunde observeras hos någon av provstavarna. Fler bilder av de olika mikrostrukturerna presenteras i Appendix H. 35


38 Figur 21. Längdsnitt av provstav B32. Notera tydlig valsriktning från övre vänstra hörnet ner mot högra hörnet, samt Mg 2Sipartiklar (de svarta större partiklarna). Figur 22. Tvärsnitt av provstav B32. Observation av korngränser och Mg 2Si-partiklar (de svarta större partiklarna). 36

 av provstav V28.")
39 Figur 23. Tvärsnitt av provstav B32 i hög förstoring. Figur 24. Tvärsnitt (tvärs byggriktningen) av provstav V28. Notera smältpooler, uppmätta vinklar avslöjar 67 rotation mellan de byggda lagren. 37
 av provstav V28.")
 av provstav V28 i hög")
40 Figur 25. Längdsnitt (parallellt med byggriktningen) av provstav V28. Notera smältpooler som överlappar med varandra. Figur 26. Tvärsnitt (tvärs byggriktningen) av provstav V28 i hög förstoring. Notera den mycket fina cellulär- dendritiska strukturen. 38


41 Figur 27. Ett tvärsnitt av provstav V28 i hög förstoring som visar en ~29 µm sfärisk por. Figur 28. I ett längdsnitt av provstav V28 i hög förstoring får en ~43 µm por av oregelbunden form representera defekter som observerades i snittet. 39


42 Figur 29. Tvärsnitt (parallellt med byggriktningen) av provstav H30. Notera smältpooler som överlappar och utifrån dessas orientering kan byggriktningen hos de horisontella provstavarna avgöras. Figur 30. Orienterat längdsnitt (tvärs byggriktningen) av provstav H30. Orienteringen kunde göras efter att snittet i figur 29 gjorts för att avgöra byggriktningen. Smältpooler är tydliga och framtagna vinklar bekräftar 67 rotation mellan de byggda lagerna. 40


43 Figur 31. Tvärsnitt av provstav H30 i hög förstoring. Notera den mycket fina cellulär- dendritiska strukturen. Figur 32. Ett tvärsnitt av provstav H30 i hög förstoring som visar en ~36 µm por av oregelbunden form. 41

44 Figur 33. Ett längdsnitt av provstav H30 i hög förstoring som visar en ~53 µm por av oregelbunden form. 42
45 5.2.2 Efteranalys Analysen utav de olika brottytorna presenteras nedan i form av bilder och kort beskrivande text. Denna analys är först utförd med ett stereomikroskop och sedan med ett SEM för att få en djupare förståelse över sprickinitieringar och spricktillväxter. Samtliga brottytor visar på utmattningsbrott då de tydligt karakteriseras utav s.k. beachmarks, upprepade linjer vinkelrät mot vibrationsriktningen. Varje enskild linje representerar positionen av sprickfronten vid olika cykellaster, varje beachmark kan bestå av flera s.k. striationer som är betydligt mindre linjer som representerar varje enskild cykelbelastning. Samtliga brottytor har också ett mycket litet restbrott som ligger ungefär i mitten av brottytan och är orienterat vinkelrätt mot vibrationsriktningen. Figur samt figur 40 visar brottytan från en traditionell bearbetad provstav. Flera sprickinitieringspunkter längs med kanterna som var orienterade i vibrationsriktningen observerades. Figur samt figur 41 visar brottytan från en vertikal AM-provstav. Figur samt figur 42 visar brottytan från en horisontell AM-provstav. Även här observerades flera sprickinitieringspunkter i kanterna som var orienterade i vibrationsriktningen. Hos AMprovstavarnas brottyta observerades platåer som inte observerades i brottytorna hos de traditionellt bearbetade provstavarna. I figur 37 och 39 kan det observeras ränder i den svarvade notchen. Dessa ränder uppkommer endast hos AM-provstavarna och i figur 41d) ser det nästan ut som att detta mönster initierar en spricka hos den vertikala provstaven. Endast tre slumpmässigt utvalda brottytor från varje provstavstyp presenteras. För fler bilder över resterande brottytor se appendix I. 43


46 Figur 34. Brottyta för provstav B24. Figur 35. Brottyta för provstav B24. Observera de s.k. beachmarks som möts vid restbrottet i mitten. 44

47 Figur 36. Brottyta för provstav V5. Observera de olika platåerna i brottytan. Figur 37. Brottyta för provstav V5. Observera platåer och beachmarks i olika riktningar samt ränderna i notchen. 45


48 Figur 38. Brottyta för provstav H20. Observera en platå i brottytan. Figur 39. Brottyta för provstav H20. Observera platå och beachmarks samt svagt monster av ränder I notchen. 46
 och b) flera initieringspunkter, c) restbrottet orienterat i mitten av brottytan, d) högre")
 flera initieringspunkter, b) två större platåer, c) det mycket lilla restbrottet orienterat i")
49 Figur 40. Brottyta för provstav B24 i SEM. Observera i a) och b) flera initieringspunkter, c) restbrottet orienterat i mitten av brottytan, d) högre förstoring av en initieringspunkt. Figur 41. Brottyta för provstav V5 i SEM. Observera i a) flera initieringspunkter, b) två större platåer, c) det mycket lilla restbrottet orienterat i mitten av brottytan, d) högre förstoring av en initieringspunkt som kan ha orsakas utav sprickor i notchen. 47
 en platå samt fler initieringspunkter, b) flera initieringspunkter, c) restbrottet orienterat i")
50 Figur 42. Brottyta för provstav H20 i SEM. Observera i a) en platå samt fler initieringspunkter, b) flera initieringspunkter, c) restbrottet orienterat i mitten av brottytan, d) högre förstoring av en initieringspunkt. 48
51 5.3 Hårdhetsprofil och dragprovsresultat Hårdhet: Hårdhetsmätningen antyder ingen markant skillnad i hårdhet mellan de olika mätpunkterna på provet, se tabell 4-6. Dock antyder mätningen att de traditionellt bearbetade provstavarna har en högre hårdhet än AM-provstavarna, ca 20 HV högre, se figur 43. För fler bilder över hårdhetsmätningar se Appendix E. Tabell 4. De tabulerade värdena över hårdhet för provstav B32. Provstav B32 Litet tvärsnitt Stort tvärsnitt Längdsnitt HV HV HV HV HV HV HV HV HV HV HV HV HV HV HV Tabell 5. De tabulerade värdena över hårdhet för provstav V28. Provstav V28 Litet tvärsnitt Stort tvärsnitt Längdsnitt 1 88 HV 1 93 HV 1 87 HV 2 94 HV 2 94 HV 2 97 HV 3 92 HV 3 95 HV 3 96 HV 4 98 HV 4 92 HV 4 93 HV 5 94 HV HV 5 99 HV Tabell 6. De tabulerade värdena över hårdhet för provstav H30. Provstav H30 Litet tvärsnitt Stort tvärsnitt Längdsnitt 1 98 HV 1 91 HV 1 91 HV 2 98 HV 2 88 HV 2 94 HV 3 99 HV 3 90 HV 3 95 HV 4 91 HV 4 95 HV 4 92 HV 5 91 HV 5 92 HV 5 87 HV 49
52 Figur 43. Resultat av hårdhetsmätningen för samtliga provstavart. a) resultat för litet tvärsnitt, b) resultat för stort tvärsnitt och c) resultat för längdsnitt. Dragprov: En rapport från Element levererades med resultat av brottspänning och maxlast, se appendix F. Tyvärr angav inte rapporten sträckgränsen hos de olika provstavarna så ingen information angående hur provstavarna beter sig elastiskt eller hur de står emot plastiskdeformation kunde ges. Det levererade resultatet av dragprovet visar att de traditionellt bearbetade provstavarna har en högre brottspänning än AM-provstavarna, ca 100 MPa högre. Ingen skillnad mellan de olika riktningarna hos AM-provstavarna, se tabell 7. Tabell 7. Resultatet av dragprovet utfört hos Element i Linköping. 50
53 6 Diskussion 6.1 Vibrationstestet Då vibrationstestet beräknades fel och samtliga provstavarna började kollapsa nästan två timmar tidigare än beräknat blev det svårt att dra några slutsatser kring detta. Denna felbedömning kan ligga i designen hos provstavarna, där den cylindriska masstyngden kan ha påverkat rörelsemönstret under testet. Den kan ha orsakat svängningar hos samtliga provstavar som istället för att endast svänga i vibrationsriktningen började röra sig i en cirkulär bana runt sin axel. Under provets gång upptäcktes detta rörelsemönster hos provstavarna precis innan de gick till brott, då rörelsen blir som störst. Denna cirkulära rörelse skulle öka påfrestningen av utmattningen rejält och förklarar den korta tiden till brott. Vid påbörjad spricktillväxt hade AM-provstavarna en tendens att balansera kvar längre innan brott än de traditionellt bearbetade provstavarna trots antydan till en rejäl reducering av hållfastheten. Detta kan tyda på att AM provstavarna är segare i materialet och den finkorniga mikrostrukturen kan fördela brottenergin över hela brottytan, enligt teori, och leda till långsammare spricktillväxt. Sen går det att diskutera kring när provstavarna egentligen kollapsar, under denna analys var detta när provstavarna gick till brott men ur ett hållfasthetperspektiv kanske detta var tidigare? Denna fundering kan vara intressant att ta med vid fortsatt forskning kring just hållfasthetstester av AM metallkomponenter. Provstavarna med accelerometrar höll betydligt längre vilket kan betyda att den extra styvheten, trots att den är väldigt låg, från accelerometrarna begränsar den eventuella cirkulära rörelsen och provstavarna följer vibrationsriktningen och utsätts för en lägre påfrestning och ett mer kontrollerat utmattningsmönster. I detta vibrationsprov svarade samtliga provstavar på liknande sätt och utifrån detta bör AM-provstavarna inte bete sig annorlunda eller falla ut på grund utav andra parametrar än de traditionellt bearbetade provstavarna i andra utmattningstester. Skadorna från svarven i notchen hos AM-provstavarna kan ha påverkat resultatet av vibrationsprovet negativt då dessa provstavar får en försvagning av redan befintliga sprickor innan utmattningspåfrestningen. Repeterbarheten i detta vibrationsprov valdes att inte diskuteras vidare då utförandet av provet blev alldeles för okontrollerat med oväntat beteende hos samtliga provstavar. 51
54 6.2 Mikrostrukturanalysdelarna Att AM-provstavarna lätt blev överetsade i provförberedningen kan bero på en annan kemisk sammansättning med en högre Si-halt än den hos de traditionellt bearbetade provstavarna. Det kan också bero på att de har en högre porositet, etsmedlet ligger då kvar i provet och fortsätter etsa. Båda tillverkningsprocesserna, AM och traditionell bearbetning, uppvisade typiska mikrostrukturer som förväntades, där AM-provstavarnas mikrostruktur skiljer sig helt från de traditionellt bearbetade provstavarnas mikrostruktur. Mikrostrukturen hos AM-provstavarna består av mycket små korn som bildar en cellulär-dendritisk struktur med celler mindre än en mikrometer. Detta bör ge bra egenskaper mot utmattning då närvaron av fler korngränser hindrar dislokationerna från att röra sig och sprickor har svårare att ta sig fram, materialet blir segare. De traditionellt bearbetade provstavarna har större korn med storlekar i mikrometerskala, i kornen finns bland annat lite större Mg 2Si-partiklar, synliga som svarta områden i figur 23. Dessa partiklar är ca 5 µm stora och väldigt hårda vilket ökar hårdheten hos materialet, dock kan en för hög koncentration av partiklarna eller för stora partiklar leda till ett sprödare material. Den uppmätta hårdheten och brottgränsen hos de traditionellt bearbetade provstavarna är högre än de teoretiska värdena i material databladet som dock anger minimum värden för dessa, se appendix A. De stora Mg 2Si-partiklar uppkommer inte i AM-provstavarna på samma sätt och liknande partiklar gick inte att observera i denna undersökning. Enligt teorin ska den snabba stelningen av smältan bidra till att dessa partiklar inte bildas. Olika värmebehandlingar kan sedan skapa mycket små nålformade partiklar av Mg 2Si men dessa är för små för att kunna observeras. Trots skillnader i byggriktning och lagerriktning mellan vertikala och horisontella provstavar kunde det inte observeras några skillnader i den finkorniga strukturen i hög förstoring. Tillsammans med hårdhetsmätningar och dragprov kan det antas att inga tydliga anisotropa egenskaper uppkommer. Detta visar att AM-provstavarna har mycket god vidhäftning mellan varje byggt lager. Den goda vidhäftningen kan dels komma från rotationen av skanningsmönstret, se figur 24 och 30, och dels från att lasereffekten var tillräckligt hög för att påverka det undre redan stelnade lagret. Resultatet av hårdhetsmätningen och dragprovet tyder också på att de olika AM-provstavarna bör ha liknande mekaniska egenskaper då de gav ungefär lika resultat. Den uppmätta hårdheten för AMprovstavarna låg runt HV vilket är en aning lägre än den teoretiska som ligger på 105 HV men brottgränsen var ca 10 MPa högre än de angivna värdena från material databladet, se appendix B. Det observerades betydligt fler porer hos AM-provstavarnas mikrostruktur än hos de traditionellt bearbetade provstavarna. En högre koncentration av porer observerades i de större diametersektionerna och är av olika form och storlek. Denna variation hos porerna kan tyda på att det är olika faktorer som orsakat deras uppkomst. De mindre sfäriska porerna är i pulverpartiklarnas storlek och kan tyda på ofullständig smältning av en sådan pulverpartikel som sedan lossat. De oregelbundna porerna med större storlekar kan vara orsakade av det bildats oxider under processtillverkningen där ett oxidfragment sedan har lossat. Att det uppkommer fler porer vid större diametrar kan betyda att effekten hos lasern blir för låg då mängden material bidrar till snabbare värmeavledning och leder till en ofullständig smältning av pulverlagret. Om det då även bildats oxider på underliggande lager är lasereffekten för låg för att smälta oxiden och det skapas istället små oxidfragment i smältan. 52
55 Observationerna i efteranalysen, som utfördes på brottytorna, kunde bekräfta att samtliga provstavar har kollapsat p.g.a. utmattning. Samtliga brottytor har ett väldigt litet restbrott och flera sprickinitieringspunkter längs med de kanter som var orienterade i vibrationsriktningen. Hos AM-provstavarna uppkom olika höga platåer på brottytan och detta kan tyda på att sprickinitieringspunkter bildats i olika plan och sedan möts nära eller vid restbrottet. Mellan platåerna gick det att observera beachmarks som inte var lika parallella med restbrottet utan gick mer snett in mot mitten av ytan. Detta kan bero på den oväntade cirkulära svängningen hos provstavarna som ger belastningar i flera olika riktningar och inte bara i vibrationsriktningen. Att det randiga mönstret i notchen endast uppkommer hos AM-provstavarna kan tyda på att de reagerat annorlunda till svarvningen av notchen än de traditionellt bearbetade provstavarna. Det kan vara så att mängden termiska restspänningar hos AM-provstavarna fortfarande är så hög att bearbetning av materialet framkallar sprickor. Svarvningen av notchen kan då ha orsakat sprickor vinkelrätta mot svarvrörelsen vilket skapar det randiga mönstret. Den högre Si-halten hos AM-provstavarna kan också vara en orsak till att de reagerat annorlunda, då för hög Si-halt kan göra materialet sprött. 53
56 7 Slutsats En ny kvalificering skulle krävas för att säkerställa repeterbarheten hos AM-produkter med hög kvalité innan det går att ersätta för Al 6082-T6. AM-komponenter är starkt beroende av flera olika processparametrar där samtliga bör optimeras för att säkerställa produkter av hög kvalité. Ingen antydan till anisotropa egenskaper mellan de vertikalt och de horisontellt byggda AM-komponenterna. Denna undersökning har inte kunnat påvisa att AM-komponenter skulle bete sig väsentligt annorlunda än traditionellt bearbetade komponenter när de utsätts för utmattningspåfrestningar. 54
57 8 Framtida arbeten För fortsatt undersökning av AM-komponenters hållfasthetsegenskaper rekommenderas ett nytt mer kontrollerat utmattningsprov. Detta genom att t.ex. ändra designen av provstavarna för att undvika eventuellt oväntade påfrestande rörelser, att ytan hos spänningskoncentrationerna, i notchen, har lika ytfinhet hos samtliga provstavar och sedan beställa fler provstavar av varje typ för att få en säkrare statistik. AM-provstavarna som beställdes till denna undersökning var kravställda att endast ha liknade mekaniska egenskaper som materialet Al 6082-T6. Hur skulle olika värmebehandlingar kunna förbättra dessa egenskaper? Finns en värmebehandlingsprocess för en maximal härdning hos AM-komponenterna och hur ser dem mekaniska egenskaperna ut då? Ett annat intressant forskningsområde inom AM för materialet aluminium är tillverkningen av komponenter från en aluminiummatriskomposit. SiC-partiklar eller Al 2O 3-partiklar kan då blandas in i aluminiumpulvret och förhoppningsvis bidra till produkter av mycket hög hållfasthet. Det är den lägre smälttemperaturen hos aluminiumet som gör att dessa partiklar smälter först och skapar en finkornig struktur av aluminium med inlåsningar av hårda osmälta keramiska partiklar. 55
58 Referenser [1] Herzog, D. et al., Additive manufacturing of metals. Acta materialia, 117, pp [2] A. E. W. Jarfors, T. Carlsson, A. Eliasson, H. Keife, C.-M. Nicolescu, B. Rundqvist, M. Bejhem and B. Sandberg, Tillverkningsteknologi. Studentlitteratur AB, 2010, vol. 4, pp , , 300, 351, 364, 370, ISBN: [3] Panagopoulos, C.N., Georgiou, E.P. & Gavras, A.G., Corrosion and wear of 6082 aluminum alloy. Tribology International, 42(6), pp [4] Louvis, E., Fox, P. & Sutcliffe, C.J., Selective laser melting of aluminium components. Journal of Materials Processing Technology, 211(2), pp [5] Saab AB. (n.d.). Saab Defence and Security. Hämtad , från About Saab: [6] Kouach, M. & Tollander, S. (2017). Repeatability of Additive Manufactured Parts. Stockholm: KTH Royal Institute of Technology. [7] Bourell, D. et al., Materials for additive manufacturing. CIRP Annals, 66(2), pp [8] Olakanmi, E.O., Cochrane, R.F. & Dalgarno, K.W., A review on selective laser sintering/melting (SLS/SLM) of aluminium alloy powders: Processing, microstructure, and properties. Progress in Materials Science, 74, pp [9] Muthu, S. S., & Savalani, M. M. (2016). Handbook of Sustainability in Additive Manufacturing. Springer Science+Business Media Singapore. [10] Brandt, M., The role of lasers in additive manufacturing. In Laser Additive Manufacturing. pp [11] AM, Design for Metal AM by Renishaw A Beginner s Guide Additive Manufacturing (AM). Hämtad , från: [12] Manfredi, D. et al., Additive Manufacturing of Al Alloys and Aluminium Matrix Composites (AMCs). In Light Metal Alloys Applications. [13] Iglesias-Campos, M.Á., Pérez, J.L.P. & Fortes, S.G., Microblasting cleaning for façade repair and maintenance: Selecting technical parameters for treatment efficiency. Construction and Building Materials, 94, pp [14] Website. Hämtad , från: [15] Mertens, A.I., Delahaye, J. & Lecomte-Beckers, J., Fusion-Based Additive Manufacturing for Processing Aluminum Alloys: State-of-the-Art and Challenges. Advanced engineering materials, 19(8), p [16] Website, ARTICLE: Additive Manufacturing of Aluminum Alloys - Light Metal Age Magazine. Light Metal Age Magazine. Hämtad , från: 56
59 [17] Manfredi, D. et al., From Powders to Dense Metal Parts: Characterization of a Commercial AlSiMg Alloy Processed through Direct Metal Laser Sintering. Materials, 6(3), pp [18] Hu, Z. & Mahadevan, S., Uncertainty quantification in prediction of material properties during additive manufacturing. Scripta materialia, 135, pp [19] ISO/ASTM International. (2015). ISO Online Browsing Platform (OBP). Hämtad , från, ISO/ASTM 52900:2015(en): [20] Hussein, A. et al., Advanced lattice support structures for metal additive manufacturing. Journal of Materials Processing Technology, 213(7), pp [21] SVENSK STANDARD, Additiv tillverkning Allmänna principer Terminologi, SS-EN ISO/ASTM 52900:2017. [22] EOS Industrial 3D printing - Process, method and benefits. Hämtad , från: [23] Thijs, L. et al., Fine-structured aluminium products with controllable texture by selective laser melting of pre-alloyed AlSi10Mg powder. Acta materialia, 61(5), pp [24] Takata, N. et al., Change in microstructure of selectively laser melted AlSi10Mg alloy with heat treatments. Materials Science and Engineering: A, 704, pp [25] Sosnovskiy, L.A., VOLUME FRACTURE AND SURFACE DAMAGE. TRIBO-FATIGUE: Wear- Fatigue Damage and its Prediction, Springer Science & Business Media, pp [26] Schijve, J., Stress Concentration at Notches. Fatigue of Structures and Materials, Springer Science & Business Media, pp [27] Dębski, D.K., Nonlinear Fatigue Damage Accumulation. Fatigue of Aircraft Structures, 2015(7), pp [28] Lalanne, C., Mechanical Vibration and Shock Analysis, Random Vibration, John Wiley & Sons. [29] Sundström, B et al., Handbok och formelsamling i hållfasthetslära, pp.305. [30] Chinn, R.E., Etching. Metallography, Microstructure, and Analysis, 4(3), pp [31] Modin, S. & Modin, H., Handbok i metallmikroskopering, pp
60 Appendix A Material Datablad Aalco Aluminiumlegering 6082-T6 58
61 59
62 60
63 61
64 Appendix B Material Datablad EOS Aluminium AlSi10Mg 62
65 63
66 64
67 65
68 66
69 67
70 Appendix C System Datablad EOS M

71 69

72 70
73 Appendix D Upplägg Vibrationsprov 71

74 Upplägg för vibrationsprov av provstavar: - Innan laborationsdag 1. Rengöra samt skruva bort befintliga gängor. 2. Positionsval för provstavarna och accelerometrarna. 3. Märka ut siffror på plattan för positionerna. - Vid laborationsdag 1. Montera provstavarna till plattan. 2. Placera accelerometrarna till valda provstavar. 3. Vibrationsnivå -10db och beräknad provtid i 2 h och 30 min. 4. Notera tid för varje kollaps för varje provstavsnummer. Komma på ett smidigt sätt att anteckna detta. 5. Förhoppningsvis kollapsar provstavarna inom ± 10min av beräknad provtid om INTE: 10st har kollapsat inom ett tidsintervall 1-5 min mellan varje kollaps Fortsätta med samma vibrationsnivå men utöka provtiden. 10st har kollapsat men inom ett tidsintervall > 10 min mellan varje Höj vibrationsnivån till -9db. < 10st har kollapsat efter beräknad provtid men inom en tidsintervall på 1 min mellan varje kollaps Fortsätta med samma vibrationsnivå i 30 min till innan en eventuell höjning till -9db. < 10st har kollapsat efter beräknad provtid med mer än 5 min mellan varje kollaps öka vibrationsnivån till -9db. 72
75 Appendix E Hårdhetsmätningar Ett större urval av mätningar från olika provstavar 73


76 Prov B32 Litet tvärsnitt Stort tvärsnitt 74


77 Längdsnitt Prov V28 Litet tvärsnitt 75


78 Stort tvärsnitt Längdsnitt 76


79 Prov H30 Litet tvärsnitt Stort tvärsnitt 77
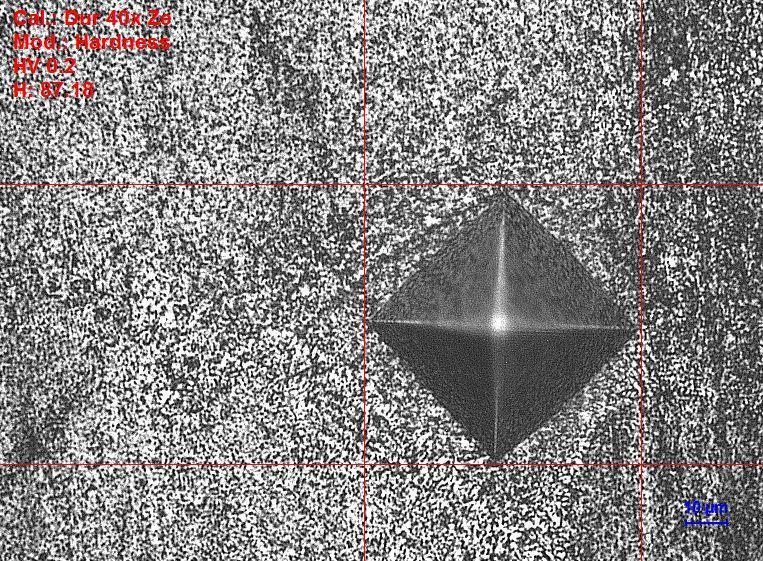
80 Längdsnitt 78
81 Appendix F Dragprov Rapport från Element 79
82 80
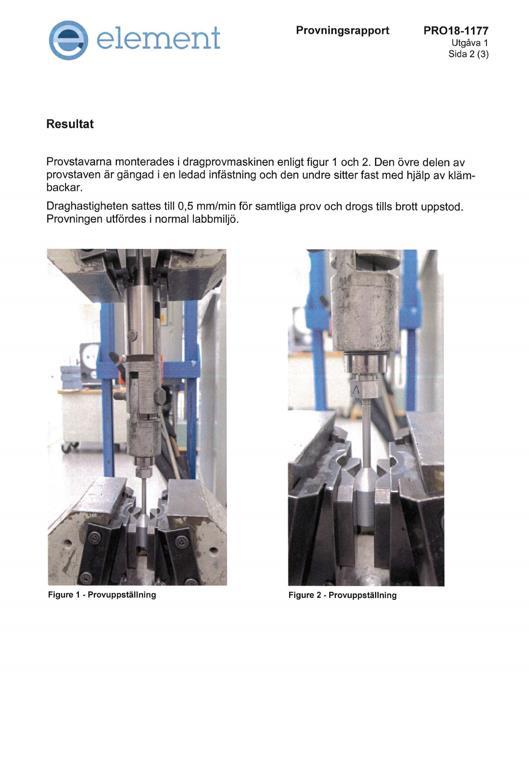
83 81
84 82
85 Appendix G Kalkylblad Vibrationsprov 83
86 Tid för brott (min) Vibrationstest Vertikala AM provstavar Horisontella AM provstavar Traditionellt bearbetade provstavar x x x x x 33 x x 34 x 35 x x x 36 x x x x 37 x x x 44 x x 45 x x 51 x 85 x 84
87 115 x 164 x 265* x *265 min med ändringar av vibrationsnivåer i slutet enligt följande: 3 h 30 min på -10db, 15 min på - 9db, 10 min på -8db, 10 min på -7db och 20 min på -5db. X= Provstavar med accelerometrar på. 85
88 Appendix H Mikrostrukturer Ett större urval av bilder tagna med metallurgiskt mikroskop 86


89 Prov B32 Tvärsnitt Längdsnitt hög förstoring 87

90 Prov V28 Tvärsnitt Tvärsnitt hög förstoring 88


91 Tvärsnitt hög förstoring, por med en diameter på 53µm Längdsnitt 89


92 Längdsnitt hög förstoring Prov H30 Tvärsnitt 90


93 Tvärsnitt hög förstoring Längdsnitt 91
94 Längdsnitt hög förstoring 92
95 Appendix I Brottytor Ett större urval av bilder tagna med stereomikroskop 93


96 Prov B23 94


97 Prov B26 95

98 Prov V6 96

99 Prov V8 97

100 Prov H13 98

101 Prov H18 99
Dragprov, en demonstration
 Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Additiv tillverkning på Siemens Industrial Turbomachinery AB
 FOP:s Vårkonferens i Göteborg, april 2015 Additiv tillverkning på Siemens Industrial Turbomachinery AB Answers for energy. Additiv tillverkning på Siemens Industrial Turbomachinery AB Our goal is to ensure
FOP:s Vårkonferens i Göteborg, april 2015 Additiv tillverkning på Siemens Industrial Turbomachinery AB Answers for energy. Additiv tillverkning på Siemens Industrial Turbomachinery AB Our goal is to ensure
Stenciler för rätt mängd lodpasta
 Stenciler för rätt mängd lodpasta WHITE PAPER Högprecisionsetsad, steppad stencil från HP Etch där stencilen är tjockare på de blanka områdena och tunnare på de matta. Notera att det är möjligt att tillverka
Stenciler för rätt mängd lodpasta WHITE PAPER Högprecisionsetsad, steppad stencil från HP Etch där stencilen är tjockare på de blanka områdena och tunnare på de matta. Notera att det är möjligt att tillverka
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 5:e Februari 10:15 12:00 Föreläsning M3 KPP045 Material-delen Förmiddagens agenda Brottmekanik och utmattning : Kapitel 7 Laboration: Härdning och hårdhetsmätning
Material VT1 1,5 p Janne Färm Torsdag 5:e Februari 10:15 12:00 Föreläsning M3 KPP045 Material-delen Förmiddagens agenda Brottmekanik och utmattning : Kapitel 7 Laboration: Härdning och hårdhetsmätning
Fatigue Properties in Additive manufactured Titanium & Inconell
 Fatigue Properties in Additive manufactured Titanium & Inconell UTMIS, Jönköping, 6/2-2018 PÄR JOHANNESSON, TORSTEN SJÖGREN Research Institutes of Sweden RISE Safety and Transport Mechanics Research 2015
Fatigue Properties in Additive manufactured Titanium & Inconell UTMIS, Jönköping, 6/2-2018 PÄR JOHANNESSON, TORSTEN SJÖGREN Research Institutes of Sweden RISE Safety and Transport Mechanics Research 2015
Additiv tillverkning i metall
 Additiv tillverkning i metall Analys och jämförelse av metoderna Kandidatarbete inom material- och tillverkningsteknik Alexander Osika Andreas Lavesson Josefine Svegborn Institutionen för material- och
Additiv tillverkning i metall Analys och jämförelse av metoderna Kandidatarbete inom material- och tillverkningsteknik Alexander Osika Andreas Lavesson Josefine Svegborn Institutionen för material- och
2 Tillverkning av metallpulver vid Höganäs anläggningar... 3 2.1 Svampverket... 4 2.2 Pulververket... 4 2.3 Distaloyverket... 5
 Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Metaller och legeringar
 Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Sandgjutet Aluminiumgjutgods
 Sandgjutet Aluminiumgjutgods Om oss: GAP är ett företag som erbjuder full kundservice; från design och utveckling av detaljen som ska gjutas, till leverans av färdigt bearbetade, målade och testade artiklar.
Sandgjutet Aluminiumgjutgods Om oss: GAP är ett företag som erbjuder full kundservice; från design och utveckling av detaljen som ska gjutas, till leverans av färdigt bearbetade, målade och testade artiklar.
Från prototyp *ll serieproduk*on. med addi*v *llverkning!
 Från prototyp *ll serieproduk*on med addi*v *llverkning! Prototypes Rapid prototyping in FDM, PolyJet and 3DP 3D prin6ng technologies Series Rapid tool less produc6on with FDM technology in ABS, PC, Ultem
Från prototyp *ll serieproduk*on med addi*v *llverkning! Prototypes Rapid prototyping in FDM, PolyJet and 3DP 3D prin6ng technologies Series Rapid tool less produc6on with FDM technology in ABS, PC, Ultem
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL
 VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
VERKTYGSSTÅL BEHANDLINGSMETODER FOTOETSNING AV VERKTYGSSTÅL Där verktyg tillverkas Där verktyg används 960202 Uppgifterna i denna trycksak bygger på vårt nuvarande kunnande och är avsedda att ge allmän
Material föreläsning 4. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
Material föreläsning 4 HT2 7,5 p halvfart Janne Carlsson Tisdag 29:e November 10:15 15:00 PPU105 Material Förmiddagens agenda Allmän info Bortom elasticitet: plasticitet och seghet ch 6 Paus Hållfasthetsbegränsad
VBN Components AB. 3D-printade nötningståliga metaller ULRIK BESTE. CTO VBN Components AB PhD Materials Science and tribology Uppsala, Sweden
 VBN Components AB 3D-printade nötningståliga metaller ULRIK BESTE CTO VBN Components AB PhD Materials Science and tribology Uppsala, Sweden Vinnare av Varför 3D-printning av Vibenite? Traditionell tillverkning
VBN Components AB 3D-printade nötningståliga metaller ULRIK BESTE CTO VBN Components AB PhD Materials Science and tribology Uppsala, Sweden Vinnare av Varför 3D-printning av Vibenite? Traditionell tillverkning
Arcam CAD to Metal. Årsstämma 2015
 Arcam CAD to Metal Årsstämma 2015 Affärsidé Arcam säljer produkter och tjänster för Additiv Tillverkning i metall Fokus på produktion inom implantat- och flygindustri Detaljer med avancerade egenskaper
Arcam CAD to Metal Årsstämma 2015 Affärsidé Arcam säljer produkter och tjänster för Additiv Tillverkning i metall Fokus på produktion inom implantat- och flygindustri Detaljer med avancerade egenskaper
Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic
 PM Strängpressning Individuell inlämningsuppgift Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic 1 Innehåll Inledning och Bakgrund... 3 Vad innebär Strängpressning?... 4 Hur går
PM Strängpressning Individuell inlämningsuppgift Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic 1 Innehåll Inledning och Bakgrund... 3 Vad innebär Strängpressning?... 4 Hur går
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
INNEHÅLL 1. INLEDNING MIKROSTRUKTURELL UNDERSÖKNING PROVPREPARERING RESULTAT LOM SEM DISKUSSION...
 INNEHÅLL 1. INLEDNING...5 2. MIKROSTRUKTURELL UNDERSÖKNING...5 3. PROVPREPARERING...5 4. RESULTAT...6 4.1. LOM...6 4.2. SEM...9 5. DISKUSSION...11 4 1. Inledning Vid försök att simulera projektiler som
INNEHÅLL 1. INLEDNING...5 2. MIKROSTRUKTURELL UNDERSÖKNING...5 3. PROVPREPARERING...5 4. RESULTAT...6 4.1. LOM...6 4.2. SEM...9 5. DISKUSSION...11 4 1. Inledning Vid försök att simulera projektiler som
Effektiv flamvärmning vid svetsning och skärning av moderna stål
 Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
3-D Skrivare. Individuellt arbete, produktutveckling 3. 1,5 högskolepoäng, avancerad nivå. Produkt- och processutveckling
 Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Härdningsmekanismer OBS: Läs igenom handledningen för laborationen.
 Härdningsmekanismer OBS: Läs igenom handledningen för laborationen. Postadress Box 118 Besöksadress Ole Römers väg 1 växel 046-222 00 00 Telefax 046-222 46 20 Internet http://www.materal.lth.se ALLMÄNT
Härdningsmekanismer OBS: Läs igenom handledningen för laborationen. Postadress Box 118 Besöksadress Ole Römers väg 1 växel 046-222 00 00 Telefax 046-222 46 20 Internet http://www.materal.lth.se ALLMÄNT
Uddeholm AM Corrax. Uddeholm AM Corrax
 Uddeholm AM Corrax Uddeholm AM Corrax Uddeholm AM Corrax är ett korrosionströgt stålpulver framtaget specifikt för additiv tillverkning (AM). Den unika egenskapersprofilen gör stålet till det ultimata
Uddeholm AM Corrax Uddeholm AM Corrax Uddeholm AM Corrax är ett korrosionströgt stålpulver framtaget specifikt för additiv tillverkning (AM). Den unika egenskapersprofilen gör stålet till det ultimata
Avnötningstest för Herkulit strö
 Avnötningstest för Herkulit strö Rapport för AB Lindec, Göteborg, Sverige Referens: ABL/AR/211200 M.Sadegzadeh BSc MBA PhD CEng MICE Aston Services December 2000 1 Innehåll Sid nr Inledning Avnötningsmotstånd
Avnötningstest för Herkulit strö Rapport för AB Lindec, Göteborg, Sverige Referens: ABL/AR/211200 M.Sadegzadeh BSc MBA PhD CEng MICE Aston Services December 2000 1 Innehåll Sid nr Inledning Avnötningsmotstånd
for Finish and Function
 for Finish and Function Precisionsgjutning i gips är ypperligt för prototyper, 1 10 exemplar via Rapid Casting korta serier, 10-1000 exemplar komplicerad design med exempelvis inre hålrum tunt gods, ned
for Finish and Function Precisionsgjutning i gips är ypperligt för prototyper, 1 10 exemplar via Rapid Casting korta serier, 10-1000 exemplar komplicerad design med exempelvis inre hålrum tunt gods, ned
23 Utmattning. σ(t) < σ s. Cyklisk belastning Utmattning Haveri för σ << σ B. Initiering av utmattning. Utmattning. Korta utmattningssprickor
 < σ s. Cyklisk belastning Utmattning Haveri för σ << σ B. Initiering av utmattning. Utmattning. Korta utmattningssprickor") Cyklisk belastning Utmattning Haveri för
Cyklisk belastning Utmattning Haveri för
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083
 GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
Svar till SSM på begäran om komplettering rörande tillverkningsaspekter för ingående delar i kapseln
 Strålsäkerhetsmyndigheten Att: Ansi Gerhardsson 171 16 Stockholm DokumentID 1371851 Ärende Handläggare Jan Eckerlid Er referens SSM2011-2426-60 Kvalitetssäkrad av Saida Engström Olle Olsson Godkänd av
Strålsäkerhetsmyndigheten Att: Ansi Gerhardsson 171 16 Stockholm DokumentID 1371851 Ärende Handläggare Jan Eckerlid Er referens SSM2011-2426-60 Kvalitetssäkrad av Saida Engström Olle Olsson Godkänd av
Återblick på föreläsning 22, du skall kunna
 Återblick på föreläsning 22, du skall kunna beskriva det principiella utseendet för en elastiskplastisk materialmodell beskriva von Mises och Trescas flytvillkor beräkna von Mises och Trescas effektivspänningar
Återblick på föreläsning 22, du skall kunna beskriva det principiella utseendet för en elastiskplastisk materialmodell beskriva von Mises och Trescas flytvillkor beräkna von Mises och Trescas effektivspänningar
STÅLET SOM BYGGER BÄTTRE AFFÄRER
 Utvecklat av experter anpassat för verktygstillverkning Uddeholm AM Corrax STÅLET SOM BYGGER BÄTTRE AFFÄRER #1 INOM HÖG- PRESTERANDE VERKTYGSSTÅL Med forskning och utveckling i framkant, innovativa idéer
Utvecklat av experter anpassat för verktygstillverkning Uddeholm AM Corrax STÅLET SOM BYGGER BÄTTRE AFFÄRER #1 INOM HÖG- PRESTERANDE VERKTYGSSTÅL Med forskning och utveckling i framkant, innovativa idéer
Utvärdering av materialval i tre olika skyltar utifrån klimatpåverkan och primärenergianvändning. Energiteknik Systemanalys.
 Utvärdering av materialval i tre olika skyltar utifrån klimatpåverkan och primärenergianvändning Energiteknik Systemanalys SP Rapport 2 Innehållsförteckning 1.Bakgrund och sammanfattning...3 2.Metod...4
Utvärdering av materialval i tre olika skyltar utifrån klimatpåverkan och primärenergianvändning Energiteknik Systemanalys SP Rapport 2 Innehållsförteckning 1.Bakgrund och sammanfattning...3 2.Metod...4
PPU408 HT16. Stål, utmattning. Lars Bark MdH/IDT
 PPU408 HT16 Stål, utmattning 1 De flesta haverier som sker i lastbärande konstruktioner orsakas av utmattning. Detta beror bl.a. på att: - hållfastheten vid upprepade belastningar, speciellt vid hög anvisningsverkan
PPU408 HT16 Stål, utmattning 1 De flesta haverier som sker i lastbärande konstruktioner orsakas av utmattning. Detta beror bl.a. på att: - hållfastheten vid upprepade belastningar, speciellt vid hög anvisningsverkan
PM i Punktsvetsning. Produktutveckling 3 KPP039 HT09. Lärare: Rolf Lövgren
 PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 601 UNS N606601, NiCr23Fe, 2.4851 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 601 (UNS benämning N06601) är en nickel-krom legering avsedd att användas
ALLOY 601 UNS N606601, NiCr23Fe, 2.4851 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 601 (UNS benämning N06601) är en nickel-krom legering avsedd att användas
Pappersindustri REFERENSER. GL&V Sweden, Cellwood Machyneri Sweden, Voith papper Tyskland, Voith papper Norge, IBS Österrike, Corbelini Italien
 1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
Material föreläsning 9. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 9 HT2 7,5 p halvfart Janne Carlsson Fredag 16:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Material, processer och miljön ch 20 Viktiga delar från respektive kapitel
Material föreläsning 9 HT2 7,5 p halvfart Janne Carlsson Fredag 16:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Material, processer och miljön ch 20 Viktiga delar från respektive kapitel
Lätta konstruktioner. HT2 7,5 p halvfart Lars Bark och Janne Färm
 Lätta konstruktioner HT2 7,5 p halvfart Lars Bark och Janne Färm Måndag 16:e November 9:00 12:00 Material/kompositer PPU408 Förmiddagens agenda Litteratur och planering för material/komposit-delen Materialval
Lätta konstruktioner HT2 7,5 p halvfart Lars Bark och Janne Färm Måndag 16:e November 9:00 12:00 Material/kompositer PPU408 Förmiddagens agenda Litteratur och planering för material/komposit-delen Materialval
CorEr. Boden Energi AB utför prov med CoreEr i sopförbrännigspanna
 CorEr Boden Energi AB utför prov med CoreEr i sopförbrännigspanna År 2007 startade Boden Energi AB sin senaste sopförbränningspanna av typen Roster, levererad av B&W Volund. Pannan förbränner cirka 50
CorEr Boden Energi AB utför prov med CoreEr i sopförbrännigspanna År 2007 startade Boden Energi AB sin senaste sopförbränningspanna av typen Roster, levererad av B&W Volund. Pannan förbränner cirka 50
Viktigt! Glöm inte att skriva Tentamenskod på alla blad du lämnar in.
 Materialkunskap Provmoment: Tentamen Ladokkod: 41P10M Tentamen ges för: Maskiningenjör, årskurs 2 7,5 högskolepoäng TentamensKod: Tentamensdatum: 12/1 2016 Tid: 14.00 18.00 Hjälpmedel: Materialkunskap
Materialkunskap Provmoment: Tentamen Ladokkod: 41P10M Tentamen ges för: Maskiningenjör, årskurs 2 7,5 högskolepoäng TentamensKod: Tentamensdatum: 12/1 2016 Tid: 14.00 18.00 Hjälpmedel: Materialkunskap
Materialadderande tillverkning ur ett miljöperspektiv
 Materialadderande tillverkning ur ett miljöperspektiv LISA HÄMÄLÄINEN LINDA BURMAN MG104X Examensarbete inom Teknik och Management Stockholm, Sverige 2013 Materialadderande tillverkning ur ett miljöperspektiv
Materialadderande tillverkning ur ett miljöperspektiv LISA HÄMÄLÄINEN LINDA BURMAN MG104X Examensarbete inom Teknik och Management Stockholm, Sverige 2013 Materialadderande tillverkning ur ett miljöperspektiv
Lars Karlsson, TRIAB / Scandinavian Coating 2013
 Pulverlackering på värmekänsligt material En ny marknad för användning av pulver! Lars Karlsson, TRIAB / Scandinavian Coating 2013 TRIAB / TRI INNOVATIONS AB Leverantör till industrin sedan 1971 Ålegårdsgatan
Pulverlackering på värmekänsligt material En ny marknad för användning av pulver! Lars Karlsson, TRIAB / Scandinavian Coating 2013 TRIAB / TRI INNOVATIONS AB Leverantör till industrin sedan 1971 Ålegårdsgatan
TMPT06 Material & materialval
 TMPT06 Material & materialval Del 2 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Metaller Vanliga material som ni möter
TMPT06 Material & materialval Del 2 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Metaller Vanliga material som ni möter
Material & Egenskaper Vilka material finns, och hur bra är de?
 Material & Egenskaper Vilka material finns, och hur bra är de? Joakim Karlsson SP Sveriges Tekniska Forskningsinstitut Uppsala Universitet Joakim.karlsson@sp.se 3DP-Dental 2014-05-14 Vem är Joakim? Civilingenjör
Material & Egenskaper Vilka material finns, och hur bra är de? Joakim Karlsson SP Sveriges Tekniska Forskningsinstitut Uppsala Universitet Joakim.karlsson@sp.se 3DP-Dental 2014-05-14 Vem är Joakim? Civilingenjör
SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING
 SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING Om du upplevt att stål med ojämn kvalitet stör din produktion rekommenderar vi ett byte till SSAB Boron. SSAB BORON STÅLET SOM GÖR DIN PRODUKTION ENKLARE OCH MER
SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING Om du upplevt att stål med ojämn kvalitet stör din produktion rekommenderar vi ett byte till SSAB Boron. SSAB BORON STÅLET SOM GÖR DIN PRODUKTION ENKLARE OCH MER
Material föreläsning 7. HT2 7,5 p halvfart Janne Färm
 Material föreläsning 7 HT2 7,5 p halvfart Janne Färm Fredag 11:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Hållbarhet: oxidation och korrosion ch 17 Paus Processers egenskaper ch 18 2 Hållbarhet:
Material föreläsning 7 HT2 7,5 p halvfart Janne Färm Fredag 11:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Hållbarhet: oxidation och korrosion ch 17 Paus Processers egenskaper ch 18 2 Hållbarhet:
Fasta förband metaller
 Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Akademin för Innovation, Design och Teknik Fasta förband metaller PM 1,5 Högskolepoäng Kurs KPP039 Produktutveckling 3 HT2010 Skrivet av: Sista revideringsdatum: 2011-01-08 Examinator: Rolf Lövgren INNEHÅLL
Materiallaboration. Materialprovning
 Materiallaboration Materialprovning Introduktion till laboration i Materialteknik Schema för labben Provning Provningsmoment i laborationen Dragprovning Slagprovning Hårdhetsprovning 2 Schema för labben
Materiallaboration Materialprovning Introduktion till laboration i Materialteknik Schema för labben Provning Provningsmoment i laborationen Dragprovning Slagprovning Hårdhetsprovning 2 Schema för labben
Den första 3D-utskrivna cykelramen i metall har tillverkats av Renishaw åt Empire Cycles
 Fallstudie utförd av produktavdelningen inom additiv tillverkning Den första 3D-utskrivna cykelramen i metall har tillverkats av Renishaw åt Empire Cycles Ramen har tillverkats additivt i titanlegering
Fallstudie utförd av produktavdelningen inom additiv tillverkning Den första 3D-utskrivna cykelramen i metall har tillverkats av Renishaw åt Empire Cycles Ramen har tillverkats additivt i titanlegering
Korrosion Under Isolering (CUI)
") Korrosion Under Isolering (CUI) Typiskt isolerat rör Plåt beklädnad Rör Isolering Varför Används Isolering: Personligt Skydd Energi Effektivt Process Kontroll Buller Reducering Frysskydd Brandskydd CUI
Korrosion Under Isolering (CUI) Typiskt isolerat rör Plåt beklädnad Rör Isolering Varför Används Isolering: Personligt Skydd Energi Effektivt Process Kontroll Buller Reducering Frysskydd Brandskydd CUI
Uppvärmning och nedkylning med avloppsvatten
 WASTE WATER Solutions Uppvärmning och nedkylning med avloppsvatten Återvinning av termisk energi från kommunalt och industriellt avloppsvatten Uc Ud Ub Ua a kanal b avloppstrumma med sil från HUBER och
WASTE WATER Solutions Uppvärmning och nedkylning med avloppsvatten Återvinning av termisk energi från kommunalt och industriellt avloppsvatten Uc Ud Ub Ua a kanal b avloppstrumma med sil från HUBER och
Additiv tillverkning
 Additiv Manufakturing BA Prototypverkstad erbjuder prototyper och modeller från ett antal olika 3d-print tekniker. Skicka en STEP-fil på din detalj med information om viken tillverkningsmetod och material
Additiv Manufakturing BA Prototypverkstad erbjuder prototyper och modeller från ett antal olika 3d-print tekniker. Skicka en STEP-fil på din detalj med information om viken tillverkningsmetod och material
Additiv tillverkning. Additiv tillverkning (3D Printing)
") 1 Additiv tillverkning Trender, myter och framtid Axel Nordin Additiv tillverkning (3D Printing) Skapa en CAD-modell i 3D Mjukvara skivar upp modellen Maskinen bygger upp modellen lager på lager Subtraktiv
1 Additiv tillverkning Trender, myter och framtid Axel Nordin Additiv tillverkning (3D Printing) Skapa en CAD-modell i 3D Mjukvara skivar upp modellen Maskinen bygger upp modellen lager på lager Subtraktiv
Ingenjörsinriktad yrkesträning Haldex Traction Systems AB
 Ingenjörsinriktad yrkesträning Haldex Traction Systems AB Haris Omeragic M 04 2008-06-04 1 Haldex Traction Systems AB Haldex är ett företag som utvecklar innovativa lösningar till fordonsindustrin. Fokusering
Ingenjörsinriktad yrkesträning Haldex Traction Systems AB Haris Omeragic M 04 2008-06-04 1 Haldex Traction Systems AB Haldex är ett företag som utvecklar innovativa lösningar till fordonsindustrin. Fokusering
Additiv tillverkning i metall och topologioptimering
 Akademin för Innovation, Design och Teknik Additiv tillverkning i metall och topologioptimering Examensarbete Avancerad nivå, 30 hp Produkt- och processutveckling Anna Bousquet Handledare, Scania CV: Eric
Akademin för Innovation, Design och Teknik Additiv tillverkning i metall och topologioptimering Examensarbete Avancerad nivå, 30 hp Produkt- och processutveckling Anna Bousquet Handledare, Scania CV: Eric
Textilarmering, av Karin Lundgren. Kapitel 7.6 i Betonghandbok Material, Del 1, Delmaterial samt färsk och hårdnande betong. Svensk Byggtjänst 2017.
 Textilarmering, av Karin Lundgren Kapitel 7.6 i Betonghandbok Material, Del 1, Delmaterial samt färsk och hårdnande betong. Svensk Byggtjänst 2017. 7.6 Textilarmering 7.6.1 Allmänt Textilarmering består
Textilarmering, av Karin Lundgren Kapitel 7.6 i Betonghandbok Material, Del 1, Delmaterial samt färsk och hårdnande betong. Svensk Byggtjänst 2017. 7.6 Textilarmering 7.6.1 Allmänt Textilarmering består
Material, form och kraft, F4
 Material, form och kraft, F4 Repetition Kedjekurvor, trycklinjer Material Linjärt elastiskt material Isotropi, ortotropi Mikro/makro, cellstrukturer xempel på materialegenskaper Repetition, kedjekurvan
Material, form och kraft, F4 Repetition Kedjekurvor, trycklinjer Material Linjärt elastiskt material Isotropi, ortotropi Mikro/makro, cellstrukturer xempel på materialegenskaper Repetition, kedjekurvan
Sammanfattning. Sida 1 av 7
 Sammanfattning Forskning och utveckling, Global Development, är en del av Höganäs AB, moderbolaget, och dess verksamhet bedrivs i separata laboratorie- och experimenthallar. Verksamheten utgörs huvudsakligen
Sammanfattning Forskning och utveckling, Global Development, är en del av Höganäs AB, moderbolaget, och dess verksamhet bedrivs i separata laboratorie- och experimenthallar. Verksamheten utgörs huvudsakligen
Additiv tillverkning genom 3D Metal Printing
 Additiv tillverkning genom 3D Metal Printing 3D METPRINT AB ERLING SVENSSON CEO STALLGATAN 2, 343 34 Ä LMHULT VAD ÄR ADDITIV MANUFACTURING, AM? Ett samlingsnamn för att beskriva de teknologier som skapar
Additiv tillverkning genom 3D Metal Printing 3D METPRINT AB ERLING SVENSSON CEO STALLGATAN 2, 343 34 Ä LMHULT VAD ÄR ADDITIV MANUFACTURING, AM? Ett samlingsnamn för att beskriva de teknologier som skapar
Ökat personligt engagemang En studie om coachande förhållningssätt
 Lärarutbildningen Fakulteten för lärande och samhälle Individ och samhälle Uppsats 7,5 högskolepoäng Ökat personligt engagemang En studie om coachande förhållningssätt Increased personal involvement A
Lärarutbildningen Fakulteten för lärande och samhälle Individ och samhälle Uppsats 7,5 högskolepoäng Ökat personligt engagemang En studie om coachande förhållningssätt Increased personal involvement A
STRÅLANDE SCIENCE FICTION
 STRÅLANDE SCIENCE FICTION Vare sig det handlar om unika flygplansdelar, individanpassade implantat eller reservdelar av månsand med en CAD-ritning och Arcams avancerade 3D-maskiner kan science fiction
STRÅLANDE SCIENCE FICTION Vare sig det handlar om unika flygplansdelar, individanpassade implantat eller reservdelar av månsand med en CAD-ritning och Arcams avancerade 3D-maskiner kan science fiction
TMPT06 Material & materialval
 TMPT06 Material & materialval Del 1 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Filmer för plasttillverkning: EBM
TMPT06 Material & materialval Del 1 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Filmer för plasttillverkning: EBM
PM Ytbehandling. Anodisering. Christoffer Löfstrand 2011 01 16
 PM Ytbehandling Anodisering Christoffer Löfstrand 2011 01 16 Fördjupningsarbetet beskrivet med ett PM behandlar området Ytbehandling, med speciell inriktning på anodisering av olika metaller, framförallt
PM Ytbehandling Anodisering Christoffer Löfstrand 2011 01 16 Fördjupningsarbetet beskrivet med ett PM behandlar området Ytbehandling, med speciell inriktning på anodisering av olika metaller, framförallt
Så jobbar du med varmförzinkat stål
 Från projektering till montering Så jobbar du med varmförzinkat stål Annikki Hirn Nordic Galvanizers Nordic Galvanizers - branschföreningen för varmförzinkningsföretag i Norden Driver ett informationskontor
Från projektering till montering Så jobbar du med varmförzinkat stål Annikki Hirn Nordic Galvanizers Nordic Galvanizers - branschföreningen för varmförzinkningsföretag i Norden Driver ett informationskontor
ALLOY 600 UNS N06600, , NiCr15Fe
 ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
ALLOY 600 UNS N06600, 2.4816, NiCr15Fe ALLMÄNNA EGENSKAPER //////////////////////////////////////////////// //// Alloy 600 (UNS N06600) är en nickel-kromlegering avsedd att användas i applikationer under
Joakim Vasilevski 2011-01-16
 PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
Ölands Vattenskärning AB. Vår leverans - din säkerhet
 Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
PPU408 HT15. Aluminium. Lars Bark MdH/IDT 2015-12-03
 Aluminium 1 1807 1824 1886 - Engelsmannen Humphrey Davy (1778-1829) insåg att metallen måste finnas men lyckades inte framställa den. - Han gav den dock namnet Aluminum. - Den danske vetenskapsmannen H.
Aluminium 1 1807 1824 1886 - Engelsmannen Humphrey Davy (1778-1829) insåg att metallen måste finnas men lyckades inte framställa den. - Han gav den dock namnet Aluminum. - Den danske vetenskapsmannen H.
Möjligheter inom additiv tillverkning på Volvo Penta
 Möjligheter inom additiv tillverkning på Volvo Penta The potentials within additive manufacturing at Volvo Penta Examensarbete i Maskiningenjörsprogrammet Filippa Rexed Linus Skogh Institutionen för Industri-
Möjligheter inom additiv tillverkning på Volvo Penta The potentials within additive manufacturing at Volvo Penta Examensarbete i Maskiningenjörsprogrammet Filippa Rexed Linus Skogh Institutionen för Industri-
Defektreduktion vid svetsning av ho gha llfasta sta l
 Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Defektreduktion vid svetsning av ho gha llfasta sta l Höghållfasta stål används mer och mer i olika konstruktioner, för att spara material och vikt. Ur miljösynpunkt är det alltså viktigt att trenden att
Belastningsanalys, 5 poäng Tvärkontraktion Temp. inverkan Statiskt obestämd belastning
 Tvärkontraktion När en kropp belastas med en axiell last i en riktning förändras längden inte bara i den lastens riktning Det sker en samtidig kontraktion (sammandragning) i riktningar tvärs dragriktningen.
Tvärkontraktion När en kropp belastas med en axiell last i en riktning förändras längden inte bara i den lastens riktning Det sker en samtidig kontraktion (sammandragning) i riktningar tvärs dragriktningen.
Material föreläsning 8. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 8 HT2 7,5 p halvfart Janne Carlsson Tisdag 13:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Mikrostrukturen i material, fasdiagram ch 19.1-4 GLU 2 Paus Processning av
Material föreläsning 8 HT2 7,5 p halvfart Janne Carlsson Tisdag 13:e December 10:15 12:00 PPU105 Material Förmiddagens agenda Mikrostrukturen i material, fasdiagram ch 19.1-4 GLU 2 Paus Processning av
Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer
 Results of FFI HP projects at a workshop for machining of transmission parts 1 Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer Sven Hjelm Mats Bagge Global Industrial
Results of FFI HP projects at a workshop for machining of transmission parts 1 Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer Sven Hjelm Mats Bagge Global Industrial
ALLMÄNNA EGENSKAPER ///////////////////////////////////////////////////////////////
 ALLOY 400 UNS N04400, NiCu30Fe, 2.4360 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 400 (UNS benämning N04400) är en nickel-koppar legering med hög mekanisk
ALLOY 400 UNS N04400, NiCu30Fe, 2.4360 ALLMÄNNA EGENSKAPER /////////////////////////////////////////////////////////////// //// Alloy 400 (UNS benämning N04400) är en nickel-koppar legering med hög mekanisk
Specialty Stainless Steel Processes
 Specialty Stainless Steel Processes Bodycote Din självklara samarbetspartner Exakt det du behöver. Bodycote erbjuder lösningar för alla dina behov inom värmebehandling, ytbehandling samt het isostatisk
Specialty Stainless Steel Processes Bodycote Din självklara samarbetspartner Exakt det du behöver. Bodycote erbjuder lösningar för alla dina behov inom värmebehandling, ytbehandling samt het isostatisk
Varmförzinkning av höghållfasta stål - en utmaning. Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe
 Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
Varmförzinkning av höghållfasta stål - en utmaning Mikko Arponen Rautaruukki Oyj Ruukki Production Raahe 1 Halten kisel i stål och des varmförzinkning [Si] + [P] = 0,04% [Si] = 0,12 0,25 % Sandelins effect:
50 poäng. Rättningstiden är i normalfall 15 arbetsdagar, annars är det detta datum som gäller:
 Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
Metalliska Material Provmoment: Ladokkod: Tentamen ges för: Tentamen A129TG TGMAS15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 161028 Tid: 09.00-13.00 Hjälpmedel: Miniräknare Formler, figurer, tabeller
VÄRMEBEHANDLAD STÅNG FRÅN OVAKO
 VÄRMEBEHANDLAD STÅNG FRÅN OVAKO VARFÖR VÄRMEBEHANDLING? GÖRA HÅRT (HÄRDA) GÖRA MJUKT (GLÖDGA) GÖRA SEGT (SEGHÄRDA, NORMALISERA) FÖRBÄTTRA SKÄRBARHETEN (ETAPPGLÖDGA) TA BORT SPÄNNINGAR (AVSPÄNNINGSGLÖDGNING)
VÄRMEBEHANDLAD STÅNG FRÅN OVAKO VARFÖR VÄRMEBEHANDLING? GÖRA HÅRT (HÄRDA) GÖRA MJUKT (GLÖDGA) GÖRA SEGT (SEGHÄRDA, NORMALISERA) FÖRBÄTTRA SKÄRBARHETEN (ETAPPGLÖDGA) TA BORT SPÄNNINGAR (AVSPÄNNINGSGLÖDGNING)
7. Konstruera konceptet
 7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
Sammanfattning. Figur 1 Planerad tillverkning av komponenter inklusive tillverkning av elektriska artiklar.
 Sammanfattning Höganäs ser närmast att tillverkning av induktorer och komponenter till elektriska motorer inom områdena kraftdistribution och elektriska drivsystem etableras. Tillverkning i liten skala
Sammanfattning Höganäs ser närmast att tillverkning av induktorer och komponenter till elektriska motorer inom områdena kraftdistribution och elektriska drivsystem etableras. Tillverkning i liten skala
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 29:a Januari 10:15 12:00 Föreläsning M2 KPP045 Material-delen Förmiddagens agenda Materials mekaniska egenskaper del 1: Kapitel 6 Paus Provning Materials mekaniska
Material VT1 1,5 p Janne Färm Torsdag 29:a Januari 10:15 12:00 Föreläsning M2 KPP045 Material-delen Förmiddagens agenda Materials mekaniska egenskaper del 1: Kapitel 6 Paus Provning Materials mekaniska
UTMIS nätverksmöte i Örebro Tack x 3 för inbjudan att hålla föredrag!
 UTMIS nätverksmöte i Örebro Tack x 3 för inbjudan att hålla föredrag! Mårten Olsson KTH Hållfasthetslära mart@hallf.kth.se Kort om forskningsområden vid KTH Hållfasthetslära Brottmekanik och utmattning
UTMIS nätverksmöte i Örebro Tack x 3 för inbjudan att hålla föredrag! Mårten Olsson KTH Hållfasthetslära mart@hallf.kth.se Kort om forskningsområden vid KTH Hållfasthetslära Brottmekanik och utmattning
SLUTRAPPORT (Ref.nr. 11-111): Optimerad design för gjutna komponenter - Defekters inverkan på hållfastheten i aluminiumgjutgods
: Optimerad design för gjutna komponenter - Defekters inverkan på hållfastheten i aluminiumgjutgods") Ångpanneföreningens Forskningsstiftelse Frösundaleden 2 169 99 STOCKHOLM SLUTRAPPORT (Ref.nr. 11-111): Optimerad design för gjutna komponenter - Defekters inverkan på hållfastheten i aluminiumgjutgods
Ångpanneföreningens Forskningsstiftelse Frösundaleden 2 169 99 STOCKHOLM SLUTRAPPORT (Ref.nr. 11-111): Optimerad design för gjutna komponenter - Defekters inverkan på hållfastheten i aluminiumgjutgods
Forskningstrender inom mekanisk fogning vid Centre for Joining and Structures Svets- och fogningsteknik, Elmia
 Forskningstrender inom mekanisk fogning vid Centre for Joining and Structures Svets- och fogningsteknik, Elmia Karl Fahlström Research leader, Joining Technology Ph.D. student at University West karl.fahlstrom@swerea.se
Forskningstrender inom mekanisk fogning vid Centre for Joining and Structures Svets- och fogningsteknik, Elmia Karl Fahlström Research leader, Joining Technology Ph.D. student at University West karl.fahlstrom@swerea.se
Material föreläsning 6. HT2 7,5 p halvfart Janne Carlsson
 Material föreläsning 6 HT2 7,5 p halvfart Janne Carlsson Tisdag 6:e December 10:15 16:00 PPU105 Material Förmiddagens agenda Termiska egenskaper ch 12-13 Paus Elektriska, magnetiska och optiska egenskaper
Material föreläsning 6 HT2 7,5 p halvfart Janne Carlsson Tisdag 6:e December 10:15 16:00 PPU105 Material Förmiddagens agenda Termiska egenskaper ch 12-13 Paus Elektriska, magnetiska och optiska egenskaper
Grunder för materialfixering med vakuum
 Grunder för materialfixering med vakuum Först och främst har vi normalt atmosfärslufttryck inuti och utanför vakuumbordet, som är ungefär 1bar. Därefter placeras ett arbetsstycke på ytan på vakuumbordet
Grunder för materialfixering med vakuum Först och främst har vi normalt atmosfärslufttryck inuti och utanför vakuumbordet, som är ungefär 1bar. Därefter placeras ett arbetsstycke på ytan på vakuumbordet
Fiberkompositer med ökad mekanisk och elektrisk prestanda för lindningskopplare
 Fiberkompositer med ökad mekanisk och elektrisk prestanda för lindningskopplare Användning av fiberkompositmaterial i elektriska applikationer är väl etablerad. Det nya är materialegenskaperna inom elektrisk
Fiberkompositer med ökad mekanisk och elektrisk prestanda för lindningskopplare Användning av fiberkompositmaterial i elektriska applikationer är väl etablerad. Det nya är materialegenskaperna inom elektrisk
Företagspresentation. erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion
 Företagspresentation erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion Målsättning Från planering, konstruktion till produktion erbjuder
Företagspresentation erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion Målsättning Från planering, konstruktion till produktion erbjuder
KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER
 KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER Tomas Walander 1 1 Materialmekanik, Högskolan i Skövde, Box 408, 541 28 Skövde, e-post: tomas.walander@his.se Bild 1 END NOTCH
KOHESIVA LAGAR I SKJUVNING EN EXPERIMENTELL METOD MED PLASTICERANDE ADHERENDER Tomas Walander 1 1 Materialmekanik, Högskolan i Skövde, Box 408, 541 28 Skövde, e-post: tomas.walander@his.se Bild 1 END NOTCH
Material. VT1 1,5 p Janne Färm
 Material VT1 1,5 p Janne Färm Torsdag 12:e Februari 10:15 12:00 Föreläsning M4 KPP045 Material-delen Förmiddagens agenda Introduktion till fasta lösningar och fasdiagram Stelning : Kapitel 9 fortsättning
Material VT1 1,5 p Janne Färm Torsdag 12:e Februari 10:15 12:00 Föreläsning M4 KPP045 Material-delen Förmiddagens agenda Introduktion till fasta lösningar och fasdiagram Stelning : Kapitel 9 fortsättning
Polarisation laboration Vågor och optik
 Polarisation laboration Vågor och optik Utförs av: William Sjöström 19940404-6956 Philip Sandell 19950512-3456 Laborationsrapport skriven av: William Sjöström 19940404-6956 Sammanfattning I laborationen
Polarisation laboration Vågor och optik Utförs av: William Sjöström 19940404-6956 Philip Sandell 19950512-3456 Laborationsrapport skriven av: William Sjöström 19940404-6956 Sammanfattning I laborationen
EdmoLift, din kompletta legoleverantör
 Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
Additiv tillverkning. Myter och möjligheter. Axel Nordin LTH
 Additiv tillverkning Myter och möjligheter Axel Nordin LTH Additiv tillverkning (3D Printing) Skapa en CAD-modell i 3D Mjukvara skivar upp modellen Maskinen bygger upp modellen lager på lager Subtraktiv
Additiv tillverkning Myter och möjligheter Axel Nordin LTH Additiv tillverkning (3D Printing) Skapa en CAD-modell i 3D Mjukvara skivar upp modellen Maskinen bygger upp modellen lager på lager Subtraktiv
Prelaq Energy Färgbelagd stålplåt med goda termiska egenskaper
 Prelaq Energy Färgbelagd stålplåt med goda termiska egenskaper Sänkta energikostnader och förlängd livslängd När du ska välja färgbelagd stålplåt till väggar och tak vill du ha ett hållbart material som
Prelaq Energy Färgbelagd stålplåt med goda termiska egenskaper Sänkta energikostnader och förlängd livslängd När du ska välja färgbelagd stålplåt till väggar och tak vill du ha ett hållbart material som
RubberShell Självhäftande gummiduk
 RubberShell Självhäftande gummiduk RubberShell Ny teknologi för snabbare, enklare och säkrare tätning av byggnader. RubberShell är en nyutvecklad, kraftfull och självhäftande gummiduk i EPDM för byggnaders
RubberShell Självhäftande gummiduk RubberShell Ny teknologi för snabbare, enklare och säkrare tätning av byggnader. RubberShell är en nyutvecklad, kraftfull och självhäftande gummiduk i EPDM för byggnaders
KAPITEL 81 ANDRA OÄDLA METALLER; KERMETER; VAROR AV DESSA MATERIAL
 KAPITEL 81 ANDRA OÄDLA METALLER; KERMETER; VAROR AV DESSA MATERIAL Anmärkning till undernuer 1. Definitionerna av uttrycken stång, profiler, tråd, plåt, band och folier i anmärkning 1 till kapitel 74 gäller
KAPITEL 81 ANDRA OÄDLA METALLER; KERMETER; VAROR AV DESSA MATERIAL Anmärkning till undernuer 1. Definitionerna av uttrycken stång, profiler, tråd, plåt, band och folier i anmärkning 1 till kapitel 74 gäller
Vad är glasfiber? Owens Corning Sweden AB
 Vad är glasfiber? Owens Corning Sweden AB Box 133, 311 82 Falkenberg. Tel. +46 346 858 00, fax. +46 346 837 33. www.owenscorning.se Vid de flesta av Owens Cornings fabriker tillverkas i dag Advantex glasfiber.
Vad är glasfiber? Owens Corning Sweden AB Box 133, 311 82 Falkenberg. Tel. +46 346 858 00, fax. +46 346 837 33. www.owenscorning.se Vid de flesta av Owens Cornings fabriker tillverkas i dag Advantex glasfiber.
Byggmaterial med statistik Provmoment: Tentamen i byggmaterial Ladokkod:41B10B Tentamen ges för: IH byggnadsingenjörer årskurs 2
 Byggmaterial med statistik Provmoment: Tentamen i byggmaterial Ladokkod:41B10B Tentamen ges för: IH byggnadsingenjörer årskurs 2 Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum:
Byggmaterial med statistik Provmoment: Tentamen i byggmaterial Ladokkod:41B10B Tentamen ges för: IH byggnadsingenjörer årskurs 2 Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum:
Maskiner & Material 3D-skrivare Plast. Evald Ottosson Protech
 Maskiner & Material 3D-skrivare Plast Evald Ottosson Protech Arrangörens beskrivning av min presentation Vi går igenom de vanligaste teknikerna och materialen för plastbaserad 3d-print, från de enklare
Maskiner & Material 3D-skrivare Plast Evald Ottosson Protech Arrangörens beskrivning av min presentation Vi går igenom de vanligaste teknikerna och materialen för plastbaserad 3d-print, från de enklare
Gör livet enklare Uddeholm Machining
 Gör livet enklare Uddeholm Machining komponenter i världens bästa verktygsstål Tid är viktigt Att spara tid är centralt i industrin. Därför betalar det sig att låta någon annan göra en del av jobbet. Uddeholm
Gör livet enklare Uddeholm Machining komponenter i världens bästa verktygsstål Tid är viktigt Att spara tid är centralt i industrin. Därför betalar det sig att låta någon annan göra en del av jobbet. Uddeholm
Smidesseminarium i Karlskoga 9 april Krister Axelsson. Uddeholms AB
 Smidesseminarium i Karlskoga 9 april 2013 Krister Axelsson Uddeholms AB Material för Smidesverktyg Intressanta materialegenskaper Bra varmhållfasthet och varmhårdhet. - Slitage, plastisk deformation, termisk
Smidesseminarium i Karlskoga 9 april 2013 Krister Axelsson Uddeholms AB Material för Smidesverktyg Intressanta materialegenskaper Bra varmhållfasthet och varmhårdhet. - Slitage, plastisk deformation, termisk
EXAMENSARBETE. Vältning och packning vid asfaltbeläggning
 EXAMENSARBETE 09:001 YTH Vältning och packning vid asfaltbeläggning Luleå tekniska universitet Yrkestekniska utbildningar - Yrkeshögskoleutbildningar Bygg- och anläggning Institutionen för Samhällsbyggnad
EXAMENSARBETE 09:001 YTH Vältning och packning vid asfaltbeläggning Luleå tekniska universitet Yrkestekniska utbildningar - Yrkeshögskoleutbildningar Bygg- och anläggning Institutionen för Samhällsbyggnad
Presshärdade lagerkomponenter (PRELAG) Hans Bodin 2012-04-26 Hållbar Produktionsteknik
 Hans Bodin 2012-04-26 Hållbar Produktionsteknik") Presshärdade lagerkomponenter (PRELAG) Hans Bodin 2012-04-26 Hållbar Produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte... 6 4. Genomförande... 7 5. Resultat... 8 5.1 Bidrag till
Presshärdade lagerkomponenter (PRELAG) Hans Bodin 2012-04-26 Hållbar Produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte... 6 4. Genomförande... 7 5. Resultat... 8 5.1 Bidrag till