Additiv tillverkning
|
|
|
- Rasmus Gustafsson
- för 8 år sedan
- Visningar:
Transkript
1 Additiv tillverkning Processval och resurseffektivitet av Filip Andersson Rodan Hanna MG110X Examensarbete inom Industriell Produktion KTH Industriell teknik och management Industriell produktion SE STOCKHOLM
2 Sammanfattning Tillverkningsprocesser har stor påverkan på resurseffektivitet, företag kombinerar sina begränsade resurser för att höja värdet på råvaror och skapa intäkter. Genom att implementera moderna tillverkningsprocesser kan företag uppnå högre resurseffektivitet. Denna rapport undersöker några av dessa tillverkningsprocesser och dess tekniska egenskaper, rapporten utvärderar dess resurseffektivitet och lämplighet genom att visa de tekniska möjligheterna och begränsningar för båda processerna, Powder Bed Fusion (PBF) och Fused Deposition Modeling (FDM). Studien är baserad på en litteraturstudie och intervjuer med representanter från svensk additiv tillverkningsindustrin. PBF och FDM ger möjlighet att bearbeta både metall och polymerer och skapa komplexa geometrier som är svåra att uppnå med traditionell tillverkning. Processen från råvara till färdig detalj är likadan för både PBF och FDM till skillnad från andra former av tillverkning. Dock påverkar valet av material och process nivån på resurseffektivitet och kvalitet. Denna studie identifierar tre sätt på vilka FDM och PBF processer kan bidra till en högre nivå av resurseffektivitet. Dessa processer kan användas för att förbättra tids- och materialeffektivitet, resurseffektivitet kan också ökas genom att använda additiv tillverkning för tillföra ett unikt värde till en detalj eller råmaterial. Studien utvärderar fördelarna med FDM och PBF i konstruktionsfasen, dessutom utvärderas processtiden och tiden för efterbearbetning. Studien drar slutsatserna att processen sammanfogning av pulver genom sintring (SLS) är den mest tidseffektiva processen. Detaljer gjorde i PBF behöver efterbearbetning på grund av värmeutvidgning och detaljer gjorde i FDM behöver efterbearbetning på grund av sämre precision och stödstrukturer som måste avlägsnas. Rapporten ger konkreta exempel på materialeffektivitet i de olika processerna och identifierar värdeskapande faktorer så som precision, utbud av material och mekaniska egenskaper. Bästa mekaniska egenskaper uppnås med EBM, SLm och SLS har bredast materialvariation och FDM är billigast och mest lättillgänglig. Precisionen beror av tjockleken på tvärsnitten, SLm opererar med de tunnaste tvärsnitten och resulterar i högst precision. De tekniska uppgifterna som samlats in från litteratur och intervjuer tyder på att processerna kan med de rätta omständigheterna användas för att öka resurseffektivitet, men framgång beror på hur processerna används och i vilket syfte. Denna studie fungerar som en första översikt för tillverkare som är intresserade av att implementera PBF och FDM processer eller köpa produkter som tillverkas i någon av processerna. När det gäller det breda spektrum av tillämpningar och resultatet för slutgiltiga detaljer krävs ytterligare undersökningar av resurseffektivitet och kostnadseffektivitet som är nödvändiga för att utvärdera processerna till fullo.
3 Abstract Manufacturing processes have great impact on resource effectiveness, companies combine their limited resources to add value to raw material and create revenue. By implementing modern manufacturing processes companies may achieve greater resource effectiveness. This report explores some of the additive manufacturing processes and their technical characteristics, by viewing the technical possibilities and limits of the Powder Bed Fusion (PBF) and Fused Deposition Modeling (FDM)-processes the report evaluates their resource effectiveness and eligibility. The research is based on a literature study and interviews with representatives from the Swedish additive manufacturing industry. The PBF and FDM enable manufacturers to process both metals and polymers and create complex geometries that are difficult to achieve with traditional manufacturing. The process from raw material to finished part is similar for PBF and FDM and unlike any other form of manufacturing. However, the choice of material and process affect the level of resource effectiveness and part quality. This research identifies three ways in which FDM and PBF processes may contribute to a higher level of resource effectiveness. The processes may be used to improve time and materialeffectiveness, resource effectiveness may also be increase by using the processes to add unique value to parts or raw material. The research evaluates the benefits of the FDM and PBF processes in the designphase, furthermore processtime and time for post processing are evaluated. The research concludes that SLS is the most time effective process. PBF parts need post processing due to poor surfaces, SLm need post processing due to thermal stress and FDM need post processing due to poor precision and support structure removal. The report gives concrete examples of material effectiveness in the different processes and identifies value-creating factors such as precision, range of material and mechanical properties. Manufacturers achieve best mechanical properties with the EBM process, SLm and SLS processes provide the widest range of materials while FDM processes is the cheapest and most available. The precision is based on layer thickness, SLm operates with the thinnest layers ant therefore also provides the most accurate parts. The technical data collected from literature and interviews indicate that the processes may be used to increase resource effectiveness given the right circumstances, however the resource effective success depends on how the processes are used and to what end. This research serves as a first overview for manufacturers interested in implementing PBF and FDM processes or buying products manufactured in any of the processes. With respect to the wide range of applications and final part result, further investigations of resource effectiveness and cost effectiveness are necessary to fully evaluate the processes.
4 Förord Ett stort tack riktas till de involverade lärare och forskare på Industriell produktion och Industriell ekonomi för hjälp och vägledning men också för uppmuntran och allmän inspiration inom området resurseffektiv produktion. Vi vill tacka Lorenzo Daghini och Mats Bejhem, som alltid ställt upp och varit behjälpliga. Vi vill tacka alla medverkande företag för att vi kunnat ta del av deras kunskap och för deras tid. Stort tack till försäljningschefen Stefan Thundal, Arcam, som bidrog i intervju, Kenny Johansson, VD på Acron som bidrog i intervju som vidare kunde följas upp med deras kund Thorbjorn Olsson, teknisk säljare på Saxe. Stort tack till Anna Sara-Nilsson, ingenjör på DST Control som berättade om deras produkter inom additiv tillverkning. Vi vill också tacka Christian Thunborg på SLL Innovation, då vi fick möjlighet att besöka företaget och ha en längre intervju. Vidare vill vi tacka akademiskt resurscentrum på Kungliga Tekniska Högskolan för individuell handledning inom rapportskrivning. Slutligen riktas ett stort tack till vår handledare Farazee Asif för handledning och samtal under arbetet gång. Filip Andersson och Rodan Hanna Stockholm den 25 maj 2016
5 Innehållsförteckning 1. Inledning Bakgrund Syfte Frågeställning Avgränsning Metod Litteraturstudie Intervjuer och studiebesök SWOT-analys Litteraturstudie Produktframtagningsprocessen för additiv tillverkning Resurseffektivitet Tid Material Unik värdeskapande Volymproduktion och serieproduktion Tillverkningsprocessen Powder Bed Fusion, PBF Fused Deposition Material, FDM Intervjuer med industrin Arcam Acron Saxe DST Control SLL Innovation Analys Styrkor Svagheter Möjligheter Hot Slutsatser Referenser Bilagor...1
6 7.1 Materialmatris SLS och FDM Materialtabell FDM SWOT Intervjuplaner...4 Figurförteckning Figur 1. Klassificering av AM-processer och avgränsning [1]...3 Figur 2. SWOT-analys...5 Figur 3. Produktframtagningsprocess för AM-produkter [5]...6 Figur 4. Resursflödet och värdeskapande i tillverkande företag [6]...9 Figur 5. Motsättning mellan tid och designförändring i klassisk tillverkning [8] Figur 6. Traditionell motsättning mellan variation och volym i industriell produktion. [6] Figur 7. Kostnad per enhet [10] Figur 8. SLS-process, en av PBF-processerna [10] Figur 9. Diffusionsförloppet i SLS-processen [11] Figur 10. SLS-process med partiell smältning av två-komponents-pulver [11] Figur 11. EBM-processen [10] Figur 12. FDM-processen [16] Figur 13. Viktiga skillnader mellan EBM och SLm [11] Figur 14. Höftledsinplantat tillverkade med EBM-process, Arcam [19] Figur 15. Gripdon tillverkade med SLS-process, Acron Figur 16. Gimbal, kamera-upphängningen tillverkad med FDM-process, DST [26] Figur 17. Trakealkanyl tillverkad med FDM, SLL Figur 18. Antal i världen sålda industriella och privata AM-system. [7] Tabellförteckning Tabell 1. Standardmaterial EBM, Arcam [21] Tabell 2. Standardmaterial SLS, Acron [22]... 24
7 Terminologi AM: Additive Manufacturing AMF: Additive Manufacturing File CAD: Computer Aided Design EBM: Electron Beam Melting FDM: Fused Deposition Modeling SLS: Selective Laser Sintering STL: Stereolithograhy SLm: Selective Laser Melting SWOT: strengths, weaknesses, opportunities, threats PBF: Powder Bed Fusion LPS: Liquid Phase Sintering
8 1. Inledning 1.1 Bakgrund Inom all industriell produktion är det viktigt att kunna konkurrera. Tillverkande företag konkurrerar med hjälp av sina produkter men också genom de processer som resulterar i produkterna. Valet av tillverkningsmetod har stor betydelse för ett producerande företag, genom att välja en lämplig tillverkningsmetod kan företaget utnyttja sina begränsade resurser effektivare. Tillverkningsmetoderna styr stora delar av företagets interna aktiviteter, i ett tillverkande företag bidrar resurseffektiv produktion till högre lönsamhet och konkurrenskraft. Beroende på valet av tillverkningsmetod varierar produkternas utseende, egenskaper och kvalité. Eftersom valet av tillverkningsprocess har stor betydelse vill vi genom denna rapport bidra med en granskning av några moderna processer. Additiv tillverkning utförd av 3D-skrivare är en samling av relativt ny teknik som har potential att förändra både produkterna och produktionen. Alla verksamheter som strävar efter att vara konkurrenskraftiga måste utvecklas, tillverkande företag kan utvecklas genom att granska nya tillgängliga processer. För att kunna avgöra om en tillverkningsprocess är lämplig behöver företag mer och bättre kunskap om de specifika processerna och deras möjligheter samt begränsningar. Additiv tillverkning är ett samlingsnamn för en rad tillverkningsmetoder där material endast tillsätts, detta frångår den traditionella tillverkningen som oftast har avverkande inslag. Även inom området additiv tillverkning påverkar valet av process slutresultatet, genom att ha större kunskap om enskilda processer kan företag identifiera möjligheter och begränsningar samt avgöra processens resurseffektivitet. Denna rapport undersöker ett par av de moderna additiva metoderna och ger exempel på tillämpningar inom svensk industri. Genom att undersöka möjligheter, begränsningar samt resurseffektivitet vägleds läsaren i process-valet och teknikernas applikationsmöjligheter, de olika teknikerna har fått varierande genomslag och tillämpas mer eller mindre inom produktion. Något som naturligtvis är under förändring då teknikerna är relativt unga. 1
9 1.2 Syfte Syftet med denna rapport är att: på ett tydligt sätt introducera ett par olika AM-processer som förekommer inom industriell produktion. undersöka hur AM-processerna påverkar produktframtagningsprocessen. ge konkreta exempel på produkter och tillämpningar av AM-processer inom svensk industri. vägleda läsaren i valet av AM-process samt presentera viktiga fördelar och nackdelar. undersöka resurseffektiviteten hos processerna och identifiera styrande parametrar. 1.3 Frågeställning För att uppnå syftet med arbetet har följande frågeställning formulerats: Vilka applikationer har AM-tillverkning inom svensk industri idag och vilka är de avgörande faktorerna bakom AM-teknikernas ökade tillämpning? Varför väljer företag och organisationer att implementera AM-tillverkning? Är det resurseffektivt? Frågeställningen har delats upp i följande underfrågor: - Vilka är tillämpningsområden för additiv tillverkning? - Vilka är de vanligaste teknikerna i modern additiv tillverkning, hur ser processerna ut? - Hur förhåller sig additiv tillverkning till volymproduktion/serieproduktion och vilka är begränsningarna? - Hur resurseffektiva är additiva processer jämfört med varandra och med mer traditionella processer? 2
10 1.4 Avgränsning I Figur 1 visas Swift och Bookers sammanfattning av de additiva processerna, denna rapport avgränsas till processerna som använder råmaterial i form av pulver och fasta material. Processer som tas upp är SLS, SLm, EBM och FDM. Anledningen till att dessa tekniker granskas är att de tillsammans har väldigt breda ingenjörsmässiga tillämpningar. Figur 1. Klassificering av AM-processer och avgränsning [1] Resurseffektiviteten har förutom kostnad utvärderats utan hänsyn till råmaterialets och maskinernas ursprung. Representanter från tillverkande och forskande organisationer har sökts inom olika branscher för att få en bättre översikt av teknikerna och framgångsrika och resurseffektiva applikationer. Rapporten tar upp tillverkning i små till medelstora serier såväl som prototyptillverkning. 1.5 Metod För att besvara frågeställningen och underfrågor har arbetet baserats på en litteraturstudie med fokus på de additiva metoderna SLS, SLm, FDM och EBM. Litteraturstudien omfattade även produktion och resurseffektivitet. Litteraturstudien följdes upp av en rad kontakter med industrin och aktörer som på ett framgångsrikt sätt använder sig av de tekniker som tas upp i litteraturstudien. Vidare har vi haft kontakt med personer som forskar inom området Litteraturstudie Arbetet baseras på en litteratursökning som gjordes på tillgängliga databaser, bibliotek och på internet. För att hitta relevant information definierades först en rad olika sökord och frågeställningar. Exempel på sökord som användes är: Additive manufacturing, additiv tillverkning Manufacturing process selection, val av tillverkningsmetod Resource-efficient production, resurseffektiv produktion 3D-printing, 3D-skrivare 3
11 Informationen användes sedan för att samla relevant data och skapa en bred och översiktlig kunskap, som ett steg i processen användes sedan denna kunskap till att samla nyckelbegrepp inom området för vidare sökningar i specifika informationskällor för att få detaljerad kunskap. För att få nya infallsvinklar kontaktades olika företag och institutioner som har kompetens inom additiv tillverkning och arbetar med forskning. I litteraturstudien granskas några av de vanligaste AM-teknikerna och deras tekniska egenskaper, litteraturstudien tar också upp den process som producerande företag måste gå genom vid implementering av AM-tekniker. För att snabbt få en överblick av de tillgängliga teknikerna användes CES Edupack, detta är en databas över material och tillverkningsprocesser som är tillgänglig för ingenjörsstudenter på KTH. Anledningen till att de valda teknikerna presenteras i detalj är att läsaren ska kunna förstå de inbyggda begränsningar och möjligheter som finns inom varje specifik metod Intervjuer och studiebesök Under arbetet genomfördes intervjuer med representanter från två aktiva PBF användare och två FDM användare, detta för att knyta de AM-tekniker som påträffats i litteraturstudien till tillverkande företag och produkter. För att få ut så mycket information som möjligt utformades en intervjuplan före intervjutillfällena, intervjuplanen användes sedan som riktlinje i den diskussion som följde. Målet var att skapa en semi-strukturerad intervju likt den som beskrivs av Annika Lantz i boken Intervjumetodik [2]. I enlighet med tunnelmodellen ställdes inledningsvis öppna frågor, dessa följdes av frågor som krävde mer detaljer och mer ingående förklaringar. Följdfrågor och kompletterande information hanterades under intervjuns gång, varje intervju utvärderades, dokumenterades och godkändes av intervjuade personer och han/hennes organisation. Intervjuplanen och frågor till de olika aktörerna visas i bilaga 7.4. Under projektet besökte vi institutioner som använder sig av additiv tillverkning, eftersom det endast finns ett fåtal aktörer i Sverige som idag använder sig av AM-tekniken som tillverkningsmetod var det svårt att arrangera fysiskt möte. Därför utnyttjades digital kontakt samt fjärrmöten med de aktörer vars verksamhet inte fanns inom rimligt avstånd SWOT-analys Analysdelen i denna rapport baseras på en SWOT-analys, denna används som verktyg för att analysera faktorer i dess extern och intern omgivning men också för att få en överblick över branschens förutsättningar. Nedan presenteras SWOT-analysen närmare. SWOT-analys är en förkortning av engelska orden strengths, weaknesses, opportunities och threats, som på svenska har motsvarigheten styrkor, svagheter, möjligheter och hot/risker. SWOT-analysen är en process som underlättar planeringen och beslutsfattandet som till exempel kan röra val av nya marknader, strategier eller processer. 4
12 SWOT-analysen är än idag inte helt standardiserad, i denna rapport definieras den på följande sätt: Styrkor: en intern förstärkare av kompetens, värdefulla resurser eller egenskaper Svagheter: en intern hämmare av kompetens, resurser eller egenskaper. Möjligheter: en extern förstärkare av prestanda som kan bedrivas eller utnyttjas för att få nytta. Hot/risker: en extern hämmare av prestanda som har potential att minska prestationer. Som det framgår ur definitionen så är det självklart att inre och externa faktorer kan bidra eller hindra en organisations förmåga att nå sitt mål. SWOT-analysen presenteras oftast i en 2x2-tabell eller matris, som det illustreras i Figur 2, för att få en helhetssyn på de fyra kategorierna, dessa kan också brytas ut separat för att praktiskt jobba vidare med [3]. Figur 2. SWOT-analys 5

13 2. Litteraturstudie 2.1 Produktframtagningsprocessen för additiv tillverkning De traditionella produktframtagningsprocesserna skiljer sig från den process som krävs för additiv tillverkning, för ett tillverkande företag är det därför viktigt att förstå denna process om additiv tillverkning ska implementeras och användas resurseffektivt. För att kunna ta del av innehållet i denna rapport är det dessutom viktigt att förstå terminologin som berör produktion och tillverkningsmetoder, särskilt inom området additiv tillverkning. Förkortningar visas i avsnittet Terminologi. Additiv tillverkning kan utföras på många olika sätt, de kommersiella metoderna har ursprung från Japan, Frankrike och USA och har idag fått ett internationellt genomslag [4]. Litteratur inom området försöker samla de additiva tillverkningsmetoderna och kategorisera dem, resultatet är att samlingsnamn såsom additive manufacturing (AM) används för att beskriva samtliga additiva metoder. Synonyma begrepp som förekommer är: Automated fabrication (Autofab), Freeform fabrication (FFF), Layer-based manufacturing, Stereolithography och Rapid prototyping [5]. I denna rapport används därför termen AM-processer för att referera till samtliga moderna additiva metoder. Trotts samlingsnamnet ska teknikerna särskiljas från varandra då de har väldigt olika utformning, resultat och applikationer. Detta tas upp i rapporten. Trots att de moderna AM-processerna kan se väldigt olika ut identifieras åtta gemensamma steg, stegen som visas i Figur 3 förekommer i alla AM-processer och är avgörande för deras resurseffektivitet i förhållande till traditionell tillverkning. Processerna kan enligt Gibson m.fl delas upp på följande vis: Figur 3. Produktframtagningsprocess för AM-produkter [5] 6
14 1. Konceptframtagning and CAD-modell 2. Konvertering till STL/AMF-format 3. Överföring och manipulation av STL/AMF-filen till AM-maskinen 4. Maskininställningar 5. Byggprocess 6. Friläggning och rensning 7. Efterbearbetning 8. Användning Det första steget i en produktutvecklingsprocess är att besluta sig för hur utseendet och funktionen kommer att vara för en produkt. Konceptframtagning kan göras på många olika sätt, det kan vara i form av skisser, kort beskrivande text eller en mer avancerade modell. För att kunna användas i AM-processer krävs dock en digital modell. Modellen kan vara i form av en CAD-fil som är nödvändigt för att kunna använda AM-tekniken, utan CAD-modellering hade AM-tekniken inte existerat idag. Därför måste AM-processen alltid börja med en CAD-modell. Ett problem som funnits tidigare var att mjukvaruprogrammen hade svårt att skapa helt slutna solidmodeller vilket kunde leda till oförutsägbara signaler till AM-maskinen. Idag är det sällan som liknande problem uppstår då programvaran utvecklats. Konvertering till STL-format är andra steget i AM-teknologin, nästan all AM-teknik använder STL som filformat. Förkortningen kommer från engelskan STereoLithograhy, stereolitografi på svenska, som var den första kommersiella additiva tillverkningsteknologin i början av talet. STL är ett enkelt sätt som beskriver CAD-modell med avseende på dess geometri, den tar bort all konstruktionsdata och modellhistoria. Sedan approximeras modellens yta med triangulära mönster. En tumregel är att se till att storleken på de enskilda trianglarna är mindre än upplösningen hos AM-maskinen. Däremot sker konverteringsprocessen till STL-formatet helt automatiskt i de flesta CAD-system, men det kan ibland ändå uppstå vissa problem på grund av att det utvecklats program som är utformade att upptäcka och rätta till felen. En STL-fil har inga enheter, färg eller material utan är endast en samling av trianglar och normalvektorer. Det har lett till utvecklandet av det nya AMF-format (Additive Manufacturing File), som numera är en internationell ASTM/ISO-standard och som kan hantera dimensioner, färg, material och andra funktioner. Tredje steget i processen är överföring till AM-maskin och manipulering av STL-filen. Det hade varit önskvärt att med den färdiga STL-filen endast starta igång maskinen för att skapa produkten men det behövs en del operationer innan själva byggprocessen. AM-maskinen har ett visualiseringsverktyg som ger användaren möjlighet att se och manipulera part-delen. Användaren kan också ändra orientering och position för att effektivisera byggprocessen, exempel på effektivisering är minimering av stödmaterial och processtid. För att minska processtiden ytterligare är det också vanligt att det byggs multiplar av en del på samma gång, det kräver dock en kopieringsfunktion eller en separat STL-fil för varje del. 7
15 Maskinkonfigurering, alla AM maskiner kommer att kräva några inställningsparametrar beroende på maskin eller process. Det kan vara materialval men också detaljer så som skikttjocklek eller annan uppbyggnadsparameter. Vissa maskiner är avsedda för att köra några specifika material och har inbyggda inställningar, det gör de mindre komplicerade. Dock kommer vissa parametrar att ändras och anpassas till maskinens inställning, det ger en produkt med andra egenskaper än det man önskat. Förutom inställningar måste användaren kontrollera att maskinen förses tillräckligt med material för att kunna slutföra bygget. Några operationer är automatiserade som en del av uppstart men för de flesta maskiner utförs dessa manuellt av en utbildad operatör. Efter maskinkonfigureringen inleds uppbyggnadsfasen, som till skillnad från tidigare steg är helt automatiserad och datorstyrd. Det är i denna fas som produkten byggs upp, första lagret byggs på den rörliga plattformen som förflyttas nedåt och nästa lager kan byggas. Alla AMmaskiner har en liknande uppbyggnadsprocess men det skiljer sig lite beroende på vilken additiv tillverkningsmetod det är. Processen fortsätter tills detaljen är klar. När produkten är färdigbyggt är det dags att avlägsna den, helst bör AM-maskinen ha arbetat ostört och utan manuellt ingripande. Oftast krävs det efterbearbetning för den färdigbyggda produkten innan den är redo för användning. Beroende på vilken form produkten har kan det ha behövt stödmaterial som också måste tas bort, det finns olika sätt att göra det på. Produkten måste i vilket fall separeras från plattan, det sker vanligtvis manuellt och kan vid fel hantering resultera i skada på produkten. Efterbehandling är steget som är mest arbetsintensivt, tidsåtgången för detta beror på vilken tillverkningsmetod produkten byggts med och vilka krav som ställs på produkten. Det kan handla om polering eller sandslipning men även värmebehandling för att uppnå de önskade materialegenskaperna. Det krävs normalt alltid en bearbetning för att få den önskade ytfinheten. I sista fasen erhålls en färdig produkt för användning, det bör noteras att även om produkten är tillverkad i liknande material som andra tillverkningsmetoder använder, kan det inte garanteras samma materialstandard. Vissa AM-processer kan ge upphov till små hålrum som kan vara källan till ett haveri om produkten utsätts för exempelvis mekaniska påfrestningar. Dessutom kan vissa processer leda till att materialet bryts ned under uppbyggnad eller att materialet inte binds ihop, en styrande parameter är ofta temperaturen. Resultatet brukar vara att AM-producerade delar beter sig annorlunda än delar producerade med traditionella tillverkningsmetoder, detta kan vara bättre eller sämre beroende på användning. 8

16 Produktframtagningsprocessen i korthet: - AM-tillverkning kan delas upp i delprocesser, delprocesserna har egna inbyggda begränsningar och fördelar. - De fyra första delprocesserna är snarlika för alla AM-processer. - Resultat och effektivitet divergerar i den femte delprocessen och beror till stor del på vilken teknik som används. 2.2 Resurseffektivitet För att kunna undersöka om de behandlade processerna är resurseffektiva och/eller bidrar till en resurseffektiv produktion krävs en definition av termen. Resurser kan vara materiella och immateriella, exempel på materiella resurser i tillverkande företag är likvida medel, material, maskiner. Exempel på immateriella resurser kan vara kunskap hos personal och patenträttigheter. I ett tillverkande företag kombineras resurserna för att skapa värde i olika processer, en enkel illustration av detta visas i Figur 4. Värdeskapande Figur 4. Resursflödet och värdeskapande i tillverkande företag [6] Effektivitet är ett mått på hur mycket värde som skapas i relation till de förbrukade resurserna [6], en enkel beskrivning av resurseffektivitet ges av (1): Resurseffektivitet = värde output värde input (1) Additiv tillverkning har potential att bidra till en högre resurseffektivitet, exempel på detta ges i de företag som presenteras i avsnittet intervjuer. I AM-processerna identifieras huvudsakligen tre faktorer som kan bidra till en hög differens mellan input och output, nedan diskuteras även processernas roll i volym och serieproduktion Tid Produktframtagningsprocessen som beskrivits skiljer sig från traditionell tillverkning, detta är en av de största fördelarna med AM-processer. Ändringar i design och konstruktion kräver i traditionell tillverkning mer tid och pengar, en illustration av detta visas i Figur 5, AM-processer kan enligt Gibson m.fl hjälpa industrin att spara miljontals dollar i design och konstruktionsfasen [4]. 9
17 I tillverkande företag är tid en kostnad och således också en resursförbrukning, exempel på kostnader är arbetstimmar och maskintimmar. Lipson och Kurman presenterar en rad faktorer hos AM-processen som bidrar till en minskad tidsförbrukning. AM-processer minskar enligt dem behovet av montering, behovet av yrkeskunnighet och utbildning. AM-processer minskar också tiden för design, konceptualisering, konstruktion och verifiering [7]. Denna beskrivning stämmer inte helt med verkligheten eftersom AM-processer nästan alltid kräver före och efterbearbetning samt en ny typ av yrkesskicklighet, exempel på detta visas också i de företag som behandlas i avsnittet intervjuer. Figur 5. Motsättning mellan tid och designförändring i klassisk tillverkning [8] Material I jämförelse med traditionell tillverkning utnyttjas materialet effektivare i en AM-process. Eftersom material inte avverkas utgör detaljen det förbrukade materialet. Lipson och Kurman hävdar att så mycket som 90% av materialet kan kasseras vid viss avverkande bearbetning av metall [7], genom implementering av AM-processer är det möjligt att minska materialspill i somliga industrier. Beroende på vilken process som används varierar materialeffektiviteten, detta beror på behovet av stödmaterial och bindande massor, detta är något som tas upp i både litteraturstudien och intervjuavsnittet Unik värdeskapande Givet (1) och Figur 4 är värdeskapandet relativt och styrs av kunden. Om AM-processen utnyttjas på ett lämpligt vis är det möjligt att skapa en hög differens mellan output och input, således uppnås också högre resurseffektivitet. Swift och Booker hävdar att dyr utrustning inte lämpar sig för tillverkning av små serier [7]. För AM-processer stämmer denna beskrivning inte alltid, på grund av två anledningar: komplexitet och variation. AM-processer kan skapa unikt värde för kunden, av den enkla anledningen att detaljen inte kan produceras genom någon annan process. 10
18 Komplexiteten hos designen är en avgörande faktor både bakom AM-processernas framgång men också för tillämpningarna inom industrin. Variation innebär i detta sammanhang möjligheten att ställa om processen till olika produkter. Detta har visats tydligt i produktframtagningsprocessen, omställningstiden för AM-processer är minimal. Möjligheten att ställa om till önskat material och resultat beror på processvalet Volymproduktion och serieproduktion I traditionell tillverkning bidrar volymproduktion till ökande vinster och sänkta konsumentpriser men också till begränsning på produktvariationer och kundanpassningar, denna klassiska uppfattning av industriell produktion illustreras i Figur 6. En typ av produktion som däremot hanterar produktionsvariation och kundanpassning är hantverkaryrket som oftast är begränsad till små serier och volymer. Lipson och Kurman menar att AM-tekniken har tagit på sig den rollen, någonstans mellan volymproduktion och den lokala hantverkarens marknad. Likt en hantverkare är 3D-skrivare mångsidiga, genom sin flexibilitet kan processen användas för att tillverka ett brett utbud utan att ådra sig stora investeringar. Kostnaden blir lika stor oavsett om det tillverkas 1000 unika produkter eller 1000 identiska produkter, kostnadskalkylen per enhet liknar i alla AM-processer den som visas i Figur 7. Trotts fördelen med att kostnaden för anpassningen försvinner, medför AMtillverkning i övrigt inga andra fördelar i fråga om volymproduktion. Swift och Booker hävdar att AM-processer inte lämpar sig för serier av mer än 50 komponenter [9], detta stämmer i de flesta fall men idag finns det undantag (exempel visas i avsnittet intervjuer). AM-tillverkning ger större möjligheter för ett företag vars affärsmodell bygger på att sälja unika och ständigt föränderliga produkter [7]. Figur 6. Traditionell motsättning mellan variation och volym i industriell produktion. [6] 11

19 Figur 7. Kostnad per enhet [10] Resurseffektiviteten i korthet: - Vi har identifierat tre faktorer i vilka AM-tillverkning kan resultera i högre effektivitet: Tidseffektivitet, Materialeffektivitet och unikt värdeskapande. - AM-tillverkning följer en helt egen kostnadskalkyl, tekniken är effektivast då det finns stor variation i produkterna. - AM-processerna lämpar sig inte för serieproduktion men kan ändå användas för hög produktivitet, detta beroende på efterfrågan av specialanpassade detaljer och hur högt värde dessa har för kunden. 2.3 Tillverkningsprocessen Processerna anses vara likvärdiga i resurseffektivitet i produktframtagningsprocessens första fyra steg (se Figur 3). Resurseffektiviteten i övriga steg beror på processvalet, tillverkare bör känna till processernas fördelar och begränsningar för att kunna välja ett resurseffektivt alternativ. Därför följer här en granskning av de behandlade processerna Powder Bed Fusion, PBF En specifik gren av den additiva tillverkningen kallas PBF, vilket står för Powder Bed Fusion. PBF har blivit en populär metod för tillverkning av komponenter i både metall, plast och keramik. Likt andra additiva processer används en tredimensionell digital modell för att bygga upp detaljen genom tunna lager av pulver, dessa sammanfogas på olika sätt för att få önskad geometri. Den principiella processen visas i Figur 8. 12
![Figur 8. SLS-process, en av PBF-processerna [10] Beroende på vilket material pulvret består av används idag olika tekniker för sammanfogningen, den kommersiellt mest tillämpade är termisk exponering.](/docs-images/62/48165954/images/20-0.jpg "I samtliga termiska processer absorberar pulvergranulaten den inkommande energin vilket resulterar i en förändring av granulatens atomstruktur.")
20 Figur 8. SLS-process, en av PBF-processerna [10] Beroende på vilket material pulvret består av används idag olika tekniker för sammanfogningen, den kommersiellt mest tillämpade är termisk exponering. I samtliga termiska processer absorberar pulvergranulaten den inkommande energin vilket resulterar i en förändring av granulatens atomstruktur. Det är även möjligt att sammanfoga partiklar genom att använda någon form av bindande material som fungerar som klister, metoder med klistrande tillsatser behandlas inte i denna rapport. CES Edupack är en databas för material och tillverkningsprocesser, tillgänglig för ingenjörsstudenter på KTH. Bland programmets tillverkningsprocesser ingår PBF-processerna Selective Laser Sintering (SLS), Selective Laser Melting (SLm) och Electron Beam Melting (EBM) [10], nedan presenteras teknikerna och deras specifika egenskaper. 13
 [10].")
21 Sammanfogning av pulver genom sintring (SLS) Sintring är en term som används inom industrin och som innebär att sammanfogningen sker genom diffusion och partiell smältning, tekniker som fungerar på detta sätt kallas inom industrin för Selective Laser Sintering (SLS) [10]. För att sammanfoga pulverbädden till det önskade tvärsnittet i varje lager på detaljen är det inte nödvändigt att smälta pulvermaterialet fullständigt. Genom att höja temperaturen till en nivå som ligger precis under smältpunkten skapas förutsättningar för atomerna att vandra från ett granulat till ett annat [11]. Fenomenet som driver atomernas förflyttning kallas diffusion och förekommer i alla material, molekylerna i de material som används i PBF-processer är dock oftast helt eller delvis arrangerade i kristallstrukturer. Dessa material kallas kristallina eller semi-kristallina. AMteknik som använder sig av partiell smältning för att bygga upp detaljer är således väldigt knutna till vilket material som används. Vanligt är partiell smältning av metaller och polymerer, dessa kräver väldigt olika process-temperaturer. Vid tillverkning av detaljer vill man vanligtvis minimera processtiden, viktiga parametrar för hög diffusionstakt är enligt Ashby m.fl. termisk energi och lediga atomplatser i materialet [12]. Resultatet av den termiska exponeringen är att pulvergranulaten i en PBF maskinen formar en midjebildning med intilliggande granulat, midjebildningen följs av vidare sammanfogning beroende på tiden och graden av termisk påverkan. I Figur 9 visas Gibson m.fl. en illustration av förloppet [11] Gibson förklarar processen mellan pulvergranulaten med hjälp av minimeringen av partiklarnas totala fria energi, E s som ges av (2): E s = γ s S A (2) Där γ s är energi per area-enhet för ett specifik material, vid ett specifikt tryck och en specifik temperatur och S A är den totala partikelarean [11]. Genom diffusion uppstår således midjebildning mellan partiklar och det termiskt exponerade tvärsnittet sammanfogas. Det som är viktigt att anmärka är att diffusionen till stor del beror av process-temperaturen, pulverfinheten och materialens individuella egenskaper, detta styr processtiden. Figur 9. Diffusionsförloppet i SLS-processen [11] 14
 [11], skillnaden är att delar av pulverbädden överskrider smältpunkten.")
22 Genom att kombinera diffusionsmekanismen med partiell smältning kan tillverkningsprocessen ske snabbare. Gibson m.fl. kallar denna metod för Liquid Phase Sintering (LPS) [11], skillnaden är att delar av pulverbädden överskrider smältpunkten. Detta är möjligt genom att pulver med lägre smältpunkt blandas med strukturpulver som har en högre smältpunkt. Tekniken kräver en pulverbädd bestående av två olika typer av material, Ett särskilt populärt material som används kallas alumine vilket är en blandning av aluminiumpulver och plast [13]. Beroende på maskin och önskat resultat kan sammanfogning av två-komponent-pulver utföras på olika sätt, med mindre krav på mekaniska egenskaper kan detaljer skapas genom att sammanfoga metallpulver med hjälp av ett bindande pulver med lägre smältpunkt, mindre mekaniska egenskaper betyder i detta sammanhang sträckgränser på ca 50MPa. För att uppnå högre densitet och bättre mekaniska egenskaper finns en mer omfattande process som beskrivs ingående av Gibson m.fl. och visas i Figur 10, denna process kräver termisk mellan och efterbehandling. Exempel på mekaniska egenskaper som kan erhållas på detta vis är sträckgränser på 300MPa [14]. Figur 10. SLS-process med partiell smältning av två-komponents-pulver [11]. Sammanfogning genom partiell smältning används inte bara vid tillverkning av prototyper och detaljer för slutanvändning, metoden har också fått tillämpning inom gjutverktygsproduktionen. Detta är en användbar kombination av ny och äldre produktionsteknologi där gjutformen tillverkas genom en AM-process, detta verktyg används sedan inom traditionell gjutning av metall-komponenter, vanligt är kombinationer av polymerer och keramer samt vax-formar. Precisionen i SLS-processen är relativt låg, maskinerna skapar lagertjocklekar som varierar mellan μm [10]. De mekaniska egenskaperna varierar och materialet kan efter sintring innehålla orenheter och kaviteter som också bidrar till anisotropa egenskaper, beroende på tillämpning krävs efterbearbetning av ytorna. 15
23 Sammanfogning av pulver genom smältning (SLm) För att erhålla detaljer med bättre mekaniska egenskaper och en mindre porös struktur finns idag maskiner som smälter granulaten helt, detta gör det möjligt att använda detaljer i fler ingenjörsmässiga tillämpningar. Tekniken är till viss del begränsad till högt värderade material som exempelvis titan men används i somliga fall vid tillverkning i plast och kompositer. Resultatet är väl sammanfogade detaljer med hög densitet [11]. I likhet med sammanfogning m.h.a sintring används en eller flera laserstrålar för att smälta granulaten för varje tvådimensionellt tvärsnitt enligt den digitala 3D-modellen, precisionen är mycket hög och lagertjockleken varierar mellan μm [10]. Den termiska energin anpassas så att även underliggande lager smälter, det snabba smält och stelningsförloppet resulterar i unika materialegenskaper som ibland kan vara mer önskvärda än de som erhålls vid traditionella tillverkningsmetoder. [11]. För att minska kraven på effekten hos laserkällan värms pulverbädden till en nivå precis under smälttemperatur, detta görs med vanligtvis med hjälp av resistiva värmare. I likhet med övrig termisk bearbetning krävs viss hänsyn till materialens beteende under höga temperaturer, diffusions-takten tilltar enligt (2) exponentiellt med temperaturen. Resultatet av hög termisk påverkan under en längre tid kan resultera i att detaljen binder till omkringliggande stödpulver och skapar ett oönskat omslutande lager [11], detaljerna kräver också kontrollerad avsvalning eller termisk efterbehandling för att minska termiska restspänningar. Även detta är direkt knutet till vilken typ av pulver som används eftersom det till stor del (utöver process-temperaturen) beror av den termiska konduktiviteten hos materialet. Electron beam melting (EBM) Det svenska företaget Arcam har utvecklat en metod som gjort företaget till en viktig aktör inom additiv tillverkning och PBF-produktion. Tekniken kallas Electron Beam Melting och utvecklades ursprungligen på Chalmers Tekniska Högskola [11]. Tekniken har tillämpats av Arcam genom att ersätta PBF-maskinens laserstrålar med elektronstrålar. Även denna teknik resulterar i att pulverbädden samt underliggande lager smälter och sammanfogas. Granulaten i bädden absorberar elektronernas kinetiska energi vilket resulterar i en temperaturhöjning. Smältning med hjälp av en elektronstråle är naturligtvis en mycket komplicerad teknik som ställer stora krav på både maskin och operatör. Detaljer tillverkade med EBM kan uppnå väldigt hög densitet och är helt fri från orenheter och termiska restspänningar, processen sker i vakuum och elektronstrålen styrs med hjälp av flera elektromagnetiska deflektorer [13], processen ger ett system med mindre rörliga delar. Metoden är unikt anpassad till bearbetning av metallpulver och kan inte användas på material med låg elektrisk konduktivitet, processen visas i Figur 11. Processens precision är relaterad till lagertjockleken, EBM-maskiner opererar med lagertjocklekar mellan μm [10]. Detaljernas yta kräver olika mycket efterbehandling beroende på tillämpning, efter processen har detaljerna ytfinhet på 10 20μm [27]. 16

24 Figur 11. EBM-processen [10] PBF-processerna i korthet: - PBF-processer är vanligt förekommande och har breda ingenjörsmässiga tillämpningar, pulvergranulat utsätts för termisk exponering och sammanfogas i lager genom smältning eller diffusion. - Tid, Material och Värdeskapande varierar beroende på PBF-process, SLS-processen är snabbast och erbjuder största variation. SLm-processen ger bäst precision och EBM ger tillverkaren bäst materialegenskaper. - Processerna är begränsade på följande sätt: SLS processtid beror av diffusionstakten, SLm-processen kräver stödmaterial och EBM-processen är materialbegränsad Fused Deposition Material, FDM En av de vanligaste tillverkningsmetoderna inom additiv tillverkning är FDM (Fused Desposition Material) även kallat Material Extrusion. Metoden går ut på att smält material byggs upp lager på lager. FDM-processen kan delas upp i de olika faser som presenterats i produktframtagningsprocessen, nedan presenteras byggprocessen mer ingående. En process som konstant måste vara pågående är tillförseln av material till munstycket, materialet matas vanligen i form av en tråd från en rulle in till munstycket. Matningen genom munstycket sker antigen med hjälp av gravitationskraften tillsammans med kolvar eller med en komprimerad gas för att tvinga materialet genom det smala munstycket. Ett annat vanligt sätt att styra matningen är att låta tillförseln av filamentet självt skapa trycket som krävs. Matningen kan också ske med en framdrivningsmekanism, t.ex. m h a trissa/drivande hjul som i Figur 12. Under matningen sker även upphettning av materialet, det sker i själva munstycket för att kunna extrudera materialet. Lösningen kommer sedan att stelna efter extruderingen. Ju större munstycket är desto svårare blir det att styra processen för värmeöverföring, förändringar av fysiska tillstånd i smältan och placering av temperatursensorer [15]. 17

25 Figur 12. FDM-processen [16] Smältan bör ha en så låg temperatur som möjligt för att undvika/hindra att vissa polymerer bryts ned eller bränns men också för att hindra att rester lämnas kvar på insidan av munstycket, detta resulterar i en komplicerad rengöring. En annan nackdel kan vara att högre temperatur inuti munstycket skulle kräva kylning efter extrudering. [15] En större munstyckediameter skulle göra det möjligt för materialet att flyta snabbare men det skulle också i de flesta fall resultera i lägre precision för detaljen. Diametern på munstycket bestämmer den minsta karaktäristiska tjockleken som kan skapas. För att det ska vara lämpligt bör FDM användas för detaljer som har en minsta tjocklek som är minst två gånger munstyckediametern. Detta bör dock inte vara ett större problem från att hindra att skapa små detaljer i och med att ett munstycke i en vanlig Stratasys-maskin enbart är 0.41mm [17]. Precisionen i FDM processen är relativt låg, dagens maskiner bygger tvärsnitt med en lagertjocklek mellan mm [14]. Det finns ytterligare faktorer som kan påverka formen och noggrannheten så som gravitationen och ytspänningen. Materialet kan också påverkas av kylning eller torkning, den kan exempelvis krympa vid kylning då den extruderas i smält tillstånd och krympa vid torkning och eventuellt bli porös. En lösning kan vara att låta materialet torkas eller kylas ner långsamt och kontrollerat då det sker jämnare i hela detaljen. Vissa detaljer kan vara avancerade att skriva ut, då byggs det upp stödstrukturer där det behövs. Stödstrukturer kan man sedan enkelt avlägsna vid efterbearbetningen. Som framgår av Figur 12 byggs detaljen på en plattform som endast kan röra sig i den vertikala z-planet medan extruderingsmunstycket som kan röra sig i den horisontella xy-planet. När ett lager har byggts förflyttas plattformen nedåt (i z-riktningen) och nästa lager kan byggas, processen fortsätter tills detaljen är färdig, den mekaniska förflyttningen av munstycket resulterar i en relativt låg bygghastighet på 50 cm 2 h (se bilaga 7.1). 18
26 Materialutbudet varierar beroende på vilken maskin det är, en Stratasys Fortus 900mc kan tillverka produkter i upp till 12 olika termoplaster [18], en av de vanligaste är ABS-plaster vars egenskaper visas i bilaga 7.2. Något som AM-tekniken utmärker sig med är hastigheten i jämförelse med de traditionella metoderna. Datorer har haft en stor roll i fråga om påskyndandet av produktutvecklingsprocessen, allt mer används en CAD-modell som utgångspunkt och överföringen till AM-maskin är relativt smidig (se processen för AM). Precis som termen som används för CAD, What You See Is What You Get (WYSIWYG), kan man på samma sätt använda termen WYSIWYB (What You See Is What You Build) för AM-tekniken [5]. Oberoende av produktens komplexitet sker uppbyggnadsfasen hos en AM-maskin i allmänhet i ett enda steg. Det innebär att AM-tekniken ger en minskning i processteg jämfört med traditionella metoder, dessutom kan antalet steg öka dramatiskt vid ändringar hos en produkt som tillverkas med traditionella metoder. Därför kan AM-tekniken vara ett sätt att mer effektivt förutse tiden det tar att tillverka en viss produkt eller vid ändringar hos produkten. På liknande sätt kan antalet processer och resurser som krävs reduceras betydligt vid användning av AM-tekniken dessutom kan verkstäder som använder AM-tekniken vara mycket renare, mer linjeformade och mer mångsidiga än tidigare [5]. FDM processen i korthet: - FDM-processerna hör till de vanligaste AM-processerna. - FDM smälter och extruderar material genom ett skrivhuvud, tekniken har därför inbyggda begränsningar i materialval, processtid och precision - FDM-processen används huvudsakligen till prototypframtagning, något som också kan bidra till ökad effektivisering i design och konstruktionsfas. 19
27 3. Intervjuer med industrin Intervjuerna som genomförts med företag och forskningsorganisationer har ett tredelat syfte, att snabbt erhålla en bild av tillverkningsprocesserna, att knyta de i litteraturstudien behandlade teknikerna till produkter och tillverkande aktörer samt att utvärdera processernas resurseffektivitet. Genom att kombinera teoretisk data med framgångsrika tillämpningar inom industriell produktion erhålls en bättre helhetsbild, detta är viktig information för de aktörer som funderar på att implementera additiv tillverkning eller köpa additivt tillverkade produkter. 3.1 Arcam Genom litteraturstudien fann vi ett intressant svensk bolag som framgångsrikt arbetar med att implementera en nischad metod av AM-teknik i producerande företag, nämligen EBMtekniken. Arcam ingår därför bland de företag som analyseras i denna rapport. Försäljningschefen Stefan Thundal bidrog i en intervju med en enkel bolagsbeskrivning, en förklaring av företagets ursprung samt omfattning, detta följdes av frågor angående EBMtekniken och dess egenskaper, möjligheter och begränsningar. Intervjun tog även upp de produkter som tillverkas med hjälp av EBM-processen samt kunder som beställer produkter från Arcam. Bolaget består av tre separata verksamheter, tillverkningen av EBM-maskiner, det nyligen uppköpta dotterbolaget DiSanto Technology vars verksamhet baseras på ortopediska implantat och AP&C vars verksamhet baseras på pulvertillverkning [19]. Bolaget har således möjlighet att påverka råmaterial, mjukvara, hårdvara och produktion trotts att kärnverksamheten består av att tillverka och utveckla bolagets EBM-maskiner. I likhet med andra stora aktörer som producerar moderna AM-system erbjuder Arcam helhetslösningar, detta innebär att maskinerna säljs med tillhörande produkter och tjänster i form av service/underhåll och råmaterial. Av den totala omsättningen 2015 (576,1Mkr) omfattade EBM-systemen och tillhörande tjänster 360Mkr, metallpulverförsäljningen omfattade 112Mkr och tillverkning av komponenter omfattade 104Mkr [20]. Detta visar att tillverkning av produkter inte utgör någon obetydlig del av verksamheten, köparna är enligt Thundal främst ortopedin och flygindustrin. Arcam konkurrerar med övriga AM-aktörer genom den EBM-tekniken som beskrevs i litteraturstudien, bortsett från elektronstrålen har metoden många likheter med andra PBFtekniker under tillverkningsprocessen men resultatet skiljer sig något. Denna strategiska positionering gör det möjligt för Arcam att leverera maskiner och produkter med särskilt värde för kunden. Gibson m.fl sammanfattar de tekniska skillnaderna samt resultatskillnaderna, tabellen visas i Figur
![Figur 13. Viktiga skillnader mellan EBM och SLm [11] Thundal betonade kravet på att processen utförs i vacuum, detta innebär naturligtvis högre krav på komponenter och system i maskinerna.](/docs-images/62/48165954/images/28-0.jpg "Anledningen till att processen sker i vacuum är huvudsakligen materialens höga reaktivitet, Thundal gav som exempel titanlegeringarnas benägenhet att reagera med gaser vid uppvärmning [19].")
28 Figur 13. Viktiga skillnader mellan EBM och SLm [11] Thundal betonade kravet på att processen utförs i vacuum, detta innebär naturligtvis högre krav på komponenter och system i maskinerna. Anledningen till att processen sker i vacuum är huvudsakligen materialens höga reaktivitet, Thundal gav som exempel titanlegeringarnas benägenhet att reagera med gaser vid uppvärmning [19]. EBM tekniken är särskilt lämpad vid smältning av metaller eftersom den effekt som kan uppnås med elektronstrålen överträffar laserstrålarna, smältan blir således både djupare och mer koncentrerad [19]. Vidare utnyttjas elektronstrålen för att förvärma tvärsnittet som ska smältas, som nämnts i litteraturstudien använder SLm-tekniker sig av externa värmekällor. Resultatet är att detaljer byggda i EBM maskiner exponeras för termisk energi under en kortare tid, detta leder till mindre termiska restspänningar i detaljerna och en mer homogen mikrostruktur [11]. Tekniken innebär också att den relativa energiförbrukningen minskar, i SLm-maskiner överförs endast 10 20% av den tillförda elektriska energin till pulverbädden [11]. EBM-tekniken når upp till 70 80% överföring. Eftersom elektronstrålen styrs med hjälp av magneter kan den röra sig fortare än laserstrålarna, Thundal medgav att detta var en bidragande faktor till EBM-teknikens relativt höga produktionstakt. Produktionstakten har dessutom ökat ytterligare med hjälp av Arcam Multibeam, tekniken gör det möjligt att ha flera elektronstrålar verksamma samtidigt [19]. Ytterligare fördelar med detta är att systemet har mindre antal rörliga delar. Tekniken är begränsad till elektrisk ledande material, detta är den huvudsakliga skillnaden från de laserbaserade PBF-metoderna. I linje med företagets strategier förklarade Thundal att Arcam strävar efter volymproduktion av metall-komponenter till high-end applikationer, företaget satsar på volymproduktion och anpassar sin teknik till snabbare processer och större byggvolymer [20]. Med volymproduktion menas här att ett stort antal unikt anpassade detaljer som tillverkas i en batch. Enligt Swift och Booker lämpar sig inte någon av de additiva metoderna till volymproduktion [9], att tillverka likadana detaljer med exakt samma egenskaper sköts bättre med traditionella processer. Detta hindrar dock inte EBM-tekniken från att tillverka många detaljer med komplexa strukturer samt specialanpassade efter olika kunder. 21

29 Figur 14. Höftledsinplantat tillverkade med EBM-process, Arcam [19] Ett exempel på en sådan produkt tillverkas av Arcams nyligen förvärvade DiSanto Technology, Företaget framstället höftledsimplantat likt de i Figur 14 med stöd från Arcams maskiner och expertis. Ett exempel på en batch där 108 st inplantat produceras byggs med en hastighet av 37,5 cm 3 h, beroende på material, detalj-geometri och maskin varierar hastigheten. Hastighetsvariationerna är svåra att förutse och måste granskas för specifika detaljer [19]. Höftledsimplantaten drar nytta av den porösa yta som EBM-processen resulterar i, denna yta gör produkterna lämpliga som kontakt mot mänsklig vävnad. Thundal betonar dock att all EBM produktion är en delprocess i tillverkningen och att samtliga detaljer kräver ytterligare bearbetning [19]. Standard-pulver som utvecklats och säljs av Arcam begränsas till ett fåtal typer som visas i Tabell 1, materialens egenskaper är specificerade och finns att hämta på Arcams hemsida. Utöver dessa material finns det möjlighet att utveckla egna legeringar, Thundal berättade att detta förekommer hos kunder men att Arcam då inte kan ansvara för resultatet och egenskaperna hos de tillverkade detaljerna [19]. Tabell 1. Standardmaterial EBM, Arcam [21] Material Produktbeteckning Ursprung Titan-legering Ti6AI4V Arcam Titan-legering Ti6AI4V ELI Arcam Titan-legering Grade 2 Arcam Kobolt-Krom-legering ASTM F75 Arcam I likhet med andra additiva metoder används stödstruktur, i EBM-tekniken görs detta huvudsakligen för att leda bort värme. Thundal beskrev stödstrukturen som lokal kring överhäng och berättade att denna (beroende på konstruktionen) utgör en procentuellt liten del av det totalt använda materialet, opåverkat material återanvändes i senare produktion. Enligt Thundal är materialeffektiviteten en av de huvudsakliga anledningarna till bakom dagens EBM-produkter [19]. 22
30 Alternativet till EBM-processen är vanligtvis bearbetning i CNC-maskin, en process som innebär mer restmaterial och således mindre resurseffektivitet. Enligt Thundal begränsas detaljernas volymer idag till (H x L x B) 350x350x380 mm vilket är arbetsrymden för den största tillgängliga EBM-maskinen [19]. Processen skapar högt värde hos kunder inom dessa områden, samtliga faktorer som diskuterats i avsnittet om resurseffektivitet har identifierats inom EBM-produktionen. Även om materialeffektiviteten väger tungt i en process med värdefulla råmaterial tillämpas EBM också på grund av viktoptimering inom flygindustrin och individanpassade detaljer inom ortopedin, detta bidrar till att skapa ett unikt värde för kunderna. Viktoptimeringen innebär resurssparande i form av insparat bränsle i kommersiellt flyg. Råmaterialet erhåller väldigt högt värde när de genom EBM-processen formas till ortopediska implantat, på grund av det höga värdet är processen resurseffektiv trotts den höga kostnaden för råmaterial och maskin. En resurseffektiv användning av EBM-processer förutsätter ett väldigt högt värdeskapande, kostnaden för en maskin uppgår idag till mellan , detta följs av kostnader för råmaterial, energi och arbetstimmar. Kostnaden för ett standardpulver i titan uppgår idag till 166 kg, enligt Thunborg finns det därför idag inte många applikationer där EBM-processer kan användas resurseffektivt [19]. Överblick över intervjun med Arcam: - Arcam har helhetslösningar för tillverkning i AM, det ställs höga krav på komponenter och system i maskinerna. Maskinerna har EBM-process som teknik som är särskilt lämpad vid smältning av metaller. - Resultatet är att detaljer byggda i EBM-maskiner exponeras för termisk energi under en kortare tid, detta ger mindre termiska restspänningar i detaljen. - All EBM produktion är en delprocess i tillverkningen och samtliga detaljer kräver ytterligare bearbetning. - Materialeffektiviteten är en av de huvudsakliga anledningarna bakom dagens EBMprodukter, EBM tillämpas också på grund av viktoptimering inom flygindustrin och individanpassade detaljer inom ortopedin. - Kostnad för ett standardpulver i titan är i dagsläget väldigt högt därför finns det inte många applikationer där EBM-process kan användas resurseffektivt. 23
31 3.2 Acron Under studien söktes information från företaget Acron och en av deras kunder Saxe-Systems, anledningen är att de valt att implementera en typ av PBF-teknik i sin produktion. Intervjun med Acron hölls med VD Kenny Johansson som berättade om verksamheten och de produkter som produceras med hjälp av SLS och SLA (SLA behandlas inte i denna rapport). Processen som introducerades i litteraturstudien kan användas till sintring av metallpulver, polymerpulver samt två-komponent-pulver, material som erbjuds av Acron visas i Tabell 2, processen kräver en uppvärmd, kvävgas-fylld kammare där pulver sintras med hjälp av termisk energi från en laserstråle och resistiva värmekällor. Tabell 2. Standardmaterial SLS, Acron [22] Material Produktbeteckning Ursprung Glasfylld nylon PA615-GS EOS Obehandlad nylon PA650 EOS Acron är ett företag som ursprungligen sysslade med traditionell svetsservice och formbaserad produktion [22]. Acron använder sig idag av 4 st SLS maskiner och 1 st SLA maskin, dessa är inköpta från det amerikanska företaget 3D-systems och det tyska företaget EOS. Även pulverråvaran levereras från dessa aktörer även om mindre pålitliga pulver finns tillgängliga på marknaden[23]. De mekaniska egenskaperna hos materialen är specificerade på Acrons hemsida, där finns även tekniska specifikationer på den senaste SLS-maskinen EOSINT760. Produktionen uppgår i dagens läge till detaljer i månaden, detta är en volym som Swift och Booker räknar som medelstor tillverkningsvolym [9]. Johansson förklarade att produktionen rör sig om små batcher och enstaka produkter/prototyper, enligt Acrons årsredovisning ska företaget syssla huvudsakligen med prototypframtagning men teknikens framsteg har möjliggjort tillverkning av produkter för slutanvändning [24]. Resultatet beror av en rad faktorer som presenterades i litteraturstudien, viktiga parametrar är temperatur och materialegenskaper. Enligt Johansson kräver produktionen i SLSmaskinerna inte något stödmaterial eftersom kringliggande pulver fungerar som stöd, toleranser ner till ±0,2 mm 100mm uppnås [23]. Detaljernas yta kan förfinas ytterligare med hjälp av efterbehandling i form av lackning och slipning, enligt Johansson finns egentligen inga volymbegränsningar då flera detaljer kan limmas samman. Största arbetsrymd är dock (H x L x B) 700x400x600 mm. Likt övriga PBF-processer krävs rengöring från det pulver som inte bundit till detaljen, detta pulver återanvänds i senare processer [23]. En specifik produkt som framställs genom SLS-processen är de gripdon som monteras på industrirobotar i kunden Saxes verksamhet. De produkter som tillverkas av Acron och levereras till Saxe-systems är uteslutande i nylonpolymeren PA650 [23], exempel på gripdon tillverkade av Acron visas i Figur 15. Gripdonen byggs med en hastighet av 10 mm höjd per 24

32 timme (ett tvärsnitts tjocklek är ca 0.1mm), produktframtagningsprocessen liknar den som presenterats i litteraturstudien. Acron erhåller den tredimensionella modellen och levererar en färdig produkt. Av de resurseffektivitetsfaktorer som presenterats har flera identifierats inom Acrons produktion, värde skapas både genom produkter för slutanvändning och prototyper. Figur 15. Gripdon tillverkade med SLS-process, Acron Enligt Johansson har de kunder inom samtliga branscher, han berättar att de största fördelarna med SLS-processen är att den är verktygsfri och därför både tidseffektiv och kostnadseffektiv. Exempel på dyra verktyg inom traditionell tillverkning är skär och formverktyg. Johansson berättar att kunderna kan fokusera helt på funktion och inte tänka så mycket på problem som uppstår vid tillverkning, exempel på sådana problem släpp-vinklar och underskär [23]. De resurseffektiva fördelarna är således huvudsakligen insparad tid, avsaknad av verktyg samt unikt värdeskapande genom komplexa strukturer, värdetillförseln till produkterna måste vara hög eftersom en EOS plastsintringsmaskiner kostar mellan och råmaterialet till gripdonen kostar ca 700 kr kg [23][27]. Överblick över intervjun med Acron: - SLS-processer kan användas till sintring av metallpulver, polymerpulver samt tvåkomponent-pulver - Viktiga parametrar är temperatur och materialegenskaper, produktion i SLS-maskiner kräver inte något stödmaterial eftersom kringliggande pulver fungerar som stöd. - Flera detaljer kan limmas samman där av finns det inga volymbegränsningar. - Likt övriga PBF-processer krävs rengöring från det pulver som inte bundit till detaljen, detta pulver återanvänds i senare processer. - Fördelar med SLS-processen är just att den är verktygsfri och därför både tidseffektiv och kostnadseffektiv. - Unikt värdeskapande genom komplexa strukturer 3.3 Saxe Som nämndes i litteraturstudien är värdet av produkten relativt till kundens uppfattning, som uppföljning på intervjun med Acron hölls därför en intervju med en av deras kunder: Saxe- 25
33 systems. Intervjun hölls med tekniska säljaren Thorbjorn Olsson, ansvarig för inköp av detaljer från Acron. Företaget sysslar bland annat med industriell automatisering och köper gripdon likt de som visas i Figur 15, gripdonen monteras på industrirobotar. Olsson berättar att beställningar har gjorts sedan början av 2000-talet, beställningarna föranleddes av ett behov av ett lättviktsgripdon [25]. Beställningar sker idag i ca 15% av de projekt som Olsson hanterar och huvudmotivet är då att minimera gripdonets masströghet relativt en robots roterande axel [25]. Gripdonen produceras i materialet PA650, detaljerna levereras färdiga men kan enligt Olsson behöva bearbetas ytterligare för att passa i systemet och erhålla rätt ytbeskaffenhet. Förutom dess vikt kan gripdonen också tillverkas med inre kanaler för exempelvis tryckluft, rum för tillhörande komponenter kan byggas direkt i AM-processen. Enligt Olsson ställer detta krav på täthet i materialet och en homogen struktur kring alla kanaler, risken med en defekt detalj är läckage och tryckfall [25]. Andra krav som ställs på Acron är minimering av detaljernas deformation, eftersom PA650 är relativt elastiskt minskas deformationen med hjälp av smarta konstruktioner. Olsson nämner fackverkskonstruktioner som exempel på konstruktionslösningar som motverkar deformationen. Dimensionerna på gripdonen varierar och är egentligen obegränsade, Acron erbjuder ett lock-tight-lim som kan användas både för att sammanfoga delar men också för att laga eventuella skador. Materialets mekaniska egenskaper som specificeras av Acron har enligt Olsson aldrig verifierats, gripdonskonstruktioner har tagits fram genom en iterativ process [25]. Produktframtagningsprocessen liknar den som presenterats i litteraturstudien. Saxe arbetar med designprogrammet SolidEdge i vilket de skapar den digitala tredimensionella modellen som fungerar som underlag i Acrons tillverkning. Processen är mycket tidseffektiv och enligt Olsson kan en digital modell tas fram på bara någon dag om koncept och funktion är tydlig [25]. Leverans sker vanligtvis inom en vecka och beror av byggtiden i SLS-maskinen, rengöring av detalj, lackning och eventuell efterbearbetning hos Saxe. Olsson berättar att tiden mellan SLS-processen och leverans huvudsakligen beror på att detaljen måste svalna, tidsåtgång för rengöring beror av antalet interna kaviteter [25]. Enligt Olsson betalar Saxe ca 1200 kr h maskintid, efterbearbetningskostnader kan tillkomma på upp till kr. Alternativet är aluminiumgripdon utan inre kanaler, dessa tillverkas i CNC-maskiner. Överblick över intervjun med Saxe: - Företaget har automatiserat produktion och köper in gripdon, som monteras på industrirobotar, tillverkade i SLS-process. - Gripdonen levereras färdiga men kan behöva bearbetas ytterligare för att passa i systemet. - Krav som ställs på gripdonen är minimering av deformationen som minskas med smarta konstruktioner. 26


34 3.4 DST Control DST Control har sitt säte i Linköping, grundades i slutet av 80-talet som ett konsultföretag och var till början ett företag som mestadels hade prototyptillverkning i AM-tekniken och som sedan fortsatte på det spåret. Representanten som intervjuades heter Anna Sara-Nilsson som jobbar som ingenjör på DST Control. DST Control har släppt ett antal egenutvecklade produkter bland annat den framstående produkten OTUS som tillverkas med FDM-tekniken. OTUS är en elektrooptisk kardanupphängning som är till för användning i små och medelstora obemannade fordon och även små bemannade flygplan, visas i Figur 16. Dess funktioner är så som geo-lokalisering, automatisk spårning och videoinspelning. DST Control äger 2 FDMmaskiner där all tillverkning sker, vid vissa tillfällen har vissa mindre detaljer beställts externt då det varit udda material men i allmänhet sker all tillverkning med dessa två maskiner som har FDM som tillverkningsmetod [26] Produkterna som DST Control tillverkar har en storlek mellan 10 mm och 250 mm, en typisk detalj kan ha dimensionerna 102x102x54 mm och volymen 53 cm 3 och är oftast tillverkade i materialet ABS M30. Seriestorleken är ca 850 st/år, vilket kan ses som en lämplig volymproduktion enligt [7]. Att tillverka en detalj med maskinerna tar allt från 10 minuter upp till 20 timmar, en typisk detalj blir klar på 6 timmar och då kan en ytfinhet på ±0,2 mm uppnås däremot är toleranser fortfarande en stor utmaning och begränsning. Dessutom krävs det alltid en efterbehandling, detaljen måste grovrensas manuellt när den tas bort från byggplattan sedan får den ligga ett dygn i ett bad för att resterna från stödmaterialet ska gå bort. Därefter skickas detaljen för slipning och lackering [26]. Runtomkring detaljen är det mycket material som går åt bland annat stödmaterial, en volym på cm 3, medan självaste detaljerna ligger på en volym som är cm 3. Produkterna är inte återvinningsbara men den största fördelen med AM-tillverkningen är just den snabba responsen och den stora variationen av form på detaljerna som kan anpassas för varje kund, detta påstående är återkommande i fråga om fördelen med AM-tekniken, kostnaden för materialet är enligt Nilsson 4.900kr för 1510cm3 ABS M30 och 4.600kr för 1510cm3 SR30 [26], Stratasys FDM-maskiner kostar mellan och [27]. Detta visar på relativt billiga maskiner men dyra material. Figur 16. Gimbal, kamera-upphängningen tillverkad med FDM-process, DST [26] 27
35 Överblick över intervjun med DST: - Tillverkning i FDM-teknik, produkten är en elektrooptisk kardanupphängning som är till för användning i små och medelstora obemannade fordon och även små bemannade flygplan. - Seriestorleken är ca 850 st/år, vilket kan ses som en lämplig volymproduktion. - Att tillverka en detalj med maskinerna tar allt från 10 minuter upp till 20 timmar. - Toleranser är fortfarande en stor utmaning och begränsning. - Det krävs alltid en efterbehandling, detaljen måste grovrensas manuellt när den tas bort från byggplattan sedan får den ligga ett dygn i ett bad för att resterna från stödmaterialet ska gå bort. - Runtomkring detaljen är det mycket material som går åt bland annat stödmaterial. 3.5 SLL Innovation SLL Innovation är ett offentligt bolag som arbetar med produktutveckling för hälso- och sjukvården, uppbyggt genom ett samarbete mellan aktörerna Danderyds sjukhus AB, Karolinska Universitetssjukhuset, Södersjukhuset AB, Stockholms läns sjukvårdsområde (SLSO), Södertälje sjukhus AB samt Tio Hundra AB. SLL Innovation har i dagsläget 2 3D-skrivare som de använder för att skapa mediciniska prototyper och till egentillverkning av små serier till hälso- och sjukvården. Båda maskinerna är baserade på FDM-tekniken. Det är en produktutvecklingsprocess där de arbetar väldigt nära med personalen i vården i bland annat utvecklandet av deras produktidéer för att få fram nya produkter. I denna process skrivs ofta ett antal prototyper ut allt eftersom dessa testas och förfinas. Intervjun genomfördes med Christian Thunborg som är ansvarig för produktutveckling på SLL Innovation. Thunborg berättar vilken användning de har av den additiva tillverkningsmetoden och att tekniken underlättat för att skapa specialanpassade produkter till patienter med speciella behov. En produkt som idag SLL Innovation tillverkar med additiv tillverkningsmetod är ett rör, som egentligen är ett tillbehör till trakealkanyl och som är patientspecifik för att passa patientens anatomi, se Figur 17. Trakealkanyler tas fram för patienter med andningssvårigheter och dess funktion är att hålla passagen ned till luftstrupen öppen [28]. Röret tillverkas i materialet MED610, materialen måste uppfylla de krav som ställs på mediciniska produkter, i detta fall är MED610 lämplig. Tidigare var man tvungen att skapa dessa tillbehör för hand genom att slipa och limma vilket var mycket tidsödande, berättar Thunborg. 28

36 Figur 17. Trakealkanyl tillverkad med FDM, SLL En stor fördel med FDM-processen är just att kunna leverera produkten väldigt snabbt eftersom dessa mediciniska produkter endast används under en viss period och behöver bytas ut regelbundet p.g.a. inflammationer eller bakterietillväxt. Thunborg berättar att det är möjligt att starta maskinen och låta den arbeta obemannad [28]. En annan generell fördel som Thunborg pratar om är att man kan ha småskalig produktion som i jämförelse med formverktyg som blir så mycket dyrare. Additiv tillverkning kan appliceras inom vården eftersom det finns otroligt många behov av småskaliga serier, det innebär att AM-tekniken just nu lämpar sig för småskalig tillverkning, detta stödjer också Lipson och Kurman i boken Fabricated [7]. Dessutom har tekniken för att scanna av utvecklats väldigt mycket att man i dagsläget får en bra representation i datorn så att det blir så lite efterbearbetning som möjligt. Vidare nämner Thunborg att samtidigt som det är stora fördelar med additiv tillverkning finns det också nackdelar. Exempelvis önskar tillverkare ibland produkter med längre uthäng (fritt hängande i luften), det kan då bli deformationer eftersom materialet inte hinner stelna innan och det byggs ett nytt lager. Resultatet blir att geometrin inte överensstämmer med den digitala modellen. Vidare kan det inte tillverkas slutna geometrier i produkterna, exempelvis kan en sfär inte tillverkas med slutna konturer eftersom det måste finnas en öppning för att få bort stödmaterialet. En lösning på det kan vara att man delar upp produkten i två delar och sedan sätter ihop det till en sluten produkt. En annan utmaning har varit rengöring bland annat för att få bort stödmaterialet efter utskrift, idag används högtryckspruta och skrapa vilket är tidskrävande. Dessutom kan det fortfarande finnas material kvar på ytan vilket kan medföra problem för patienten [28]. SLL Innovations arbete finansieras offentligt och målet i framtiden är att ha en fungerande egentillverkning och kunna använda 3D-tekniken mer utbrett inom nationellt respirationscentrum. Egentillverkning är ett sätt för sjukhuset att skapa produkter för att tillgodose lokala behov som marknaden oftast inte har en lösning för just p.g.a. olönsamma volymer och stora startkostnader för varje ny produkt. Överblick över intervjun med SLL Innovation: 29
37 - Liten tillverkning i FDM-teknik, produktveckling för hälso- och sjukvården. - Tekniken har underlättat för att skapa specialanpassade produkter till patienter med speciella behov, Tidigare var man tvungen att skapa dessa tillbehör för hand genom att slipa och limma vilket var mycket tidsödande - En stor fördel med FDM-processen är just att kunna leverera produkten väldigt snabbt. - En annan fördel är att man kan ha småskalig produktion som i jämförelse med formverktyg som blir så mycket dyrare. - Det kan dock bli deformationer eftersom materialet inte hinner stelna innan och det byggs ett nytt lager. - En annan utmaning har varit rengöring bland annat för att få bort stödmaterialet efter utskrift. - Egentillverkning är ett sätt för sjukhuset att skapa produkter för att tillgodose lokala behov. 30
38 4. Analys Med utgångspunkt ifrån den teori som presenterats i avsnittet litteraturstudie och den inhämtade informationen från industrin ges här en analys av processernas resurseffektivitet, detta görs i enlighet med den enkla SWOT-modell som presenterats. Naturligtvis är analysen begränsad till de faktorer som vi identifierat som viktigast, ytterligare parametrar måste granskas om man väljer att gå vidare med en specifik process. I alla de AM-processer som granskats identifierades de faktorer som presenterades i avsnittet resurseffektivitet. Hög resurseffektivitet betraktas i denna analys som en styrka eller en möjlighet, valet av process innebär högre eller lägre andel av de olika resurseffektiva faktorerna som identifierats inom AM-tillverkning. En sammanfattande SWOT-matris visas i bilaga Styrkor En av AM-processernas styrkor är tidseffektivisering genom den produktframtagningsprocess som beskrivits. FDM, SLS, SLm och EBM följder denna process och kan därför användas för att skapa en mer resurseffektiv produktion. Exempelvis kan tiden för omställning, design och verifiering minskas. De företag som inte använder AM-processer till produktion av detaljer för slutanvändning kan fortfarande använda processerna som ett verktyg för att uppnå resurseffektivitet. Motsättningarna som uppstår mellan minskad designfrihet och ökad insikt om designproblemen i traditionell tillverkning visades i Figur 5. Genom att snabbt kunna bygga prototyper och ta fram modeller för de som ska tillverka och köpa detaljen kan företag spara tid och skapa värde, exempel på tidseffektivisering skulle kunna vara prototyper för kontroll av montering, passning och funktion. SLL är ett exempel på organisation som använder FDM-processen på detta vis, processen används för att ta fram nya produkter och koncept inom sjukvården. DST använde sig inledningsvis av FDM tekniken för nya designer men fick senare en bredare tillämpning [26][28]. I traditionella tillverkningsprocesser används processtiden som ett mått på hur tidseffektiv processen är, för de behandlade AM-processerna beror denna huvudsakligen av de parametrar som tagit upp litteraturstudien. Vi har konstaterat att tillverkningen av plastdetaljer sker snabbare i SLS-processen (100 cm 2 h) jämfört med FDM-processen (50 cm 2 h) (se bilaga 7.1), metallkomponenter tillverkas snabbare i EBM-processen (50 80 cm 2 h) jämfört med SLm-processen (5 20 cm 2 h) [10]. I detta avseende är processerna SLS och EBM bättre kandidater för en mer resurseffektiv produktion, samtliga processer är dock automatiserade och kan lämnas utan manuell övervakning. EBM och SLS är de processer där materialeffektivitet identifierats som bäst, detta på grund av att överblivet pulver är möjligt att återvinna, vidare använder SLS ingen stödstruktur och EBM använder endast lokal stödstruktur vid överhäng [19] [23]. 31
39 Återvinningen av pulver är dock begränsad, särskilt i SLS och SLm-processerna där externa värmekällor använts, oanvänt pulver påverkas av den långa tiden i uppvärmd miljö. Detta kan dock lösas genom att blanda återvunnet pulver med oanvänt pulver, fraktionen beror på materialet men är vanligtvis 1 3 oanvänt i varje ny körning[11]. Med avseende på unikt värdeskapande beror resurseffektiviteten på processernas variation och komplexitet. Den värdeskapande styrkan hos SLS och FDM-processerna är de komplexa strukturer som kan skapas men även att de tillsammans har väldigt stor tillämpningsvariation, detta innebär att de flesta material kan bearbetas i SLS eller i FDM-maskiner. Materialvariationen hos FDM och SLS visas i materialmatrisen i bilaga 7.1. Genom processen med partiell smältning som beskrevs i litteraturstudien ges SLS-processen ytterligare variation, blandat pulver kan ge detaljerna helt nya materialegenskaper. Detta innebär att SLSprocessen kan användas både för snabb prototypframtagning och produktion av detaljer lämpade för slutanvändning. Även FDM-processen kan utnyttja blandningar av material, detta görs möjligt genom att smälta flera material i skrivhuvudet innan extrudering. Både Acron och SLL är exempel på organisationer som laborerar med olika kombinationer för att få nya egenskaper hos detaljerna. Ett exempel på variationer i materialegenskaper är SLSproducerade detaljers sträckgräns, dessa varierar mellan 50MPa och 1GPa beroende på material och process-utformning [14], hos SLL visade Thunborg exempel på två plaster som genom olika kombinationer uppvisade stora skillnader i flexibilitet [28]. Den värdeskapande styrkan i SLm-processen är de höga precisionerna vid smältning av metalliska material, som tumregel kan tillverkare utgå ifrån att material som går att svetsa i också är lämpliga i SLm-processer [11]. Likt SLS-processen är det möjligt att kombinera material, detta görs i metaller enklast genom att använda ett legerat pulver som partiellt smälter. Detta innebär att infiltrering av ytterligare ämne inte behövs. Främsta motivet till att använda sig av SLm är dock resultatet, högre precision, densitet och toleranser kan uppnås i jämförelse med SLS och FDM. Med precision menas tvärsnittstjocklek, toleranser och ytfinhet. Exempel på SLm-processens höga precision är tjockleken på tvärsnitten, SLm-processen opererar på um per lager [10] jämfört med SLS och FDM som opererar på mm per lager [14]. Denna variation och unika resultat kan skapa högre värde och bidra till resurseffektiv produktion. Den värdeskapande styrkan i EBM-processen är dess förmåga att effektivt forma dyra råmaterial till optimerade komplexa strukturer, värdet i detaljerna är också den homogena materialstrukturen och dess isotropiska egenskaper. 4.2 Svagheter De processer som presenterats kräver friläggning, rengöring och efterbearbetning, detta påverkar tidseffektiviteten negativt. Den process som identifierats som svagast i detta avseende är FDM-processen, stödmaterial matas och extruderas i separat kanal (se Figur 12). 32
40 Enligt Thunborg tas stöden bort manuellt och detaljen rengörs hos SLL med hjälp av skrapor och tryckluft. Genom att använda stödmaterial som kan tas bort genom att sänka ner detaljen i ett lösningsbad kan rengöringsprocessen bli effektivare. Detta är en teknik som används av DST men detaljerna måste då ligga i lösningsbad i cirka ett dygn [26]. Även pulverprocesser kan vara arbetsintensiva i rengöringsfasen, tiden för efterbearbetning beror på detaljens geometri och det önskade resultatet. Olsson berättade att gripdon med många inre hålrum kan kräva en hel arbetsdags rengöring, det innebär längre leveranstid [25]. Vid tillverkning av metalldetaljer identifierade vi SLm-processen som mindre tidseffektiv än EBM med avseende på friläggning och rengöring, detta på grund av att stödmaterialet måste gå hela vägen ner till basplattan [19]. FDM-processens behov av stödmaterial innebär ytterligare svaghet med avseende på materialeffektivitet, Thunborg berättar att stödmaterialet klassas som farligt avfall och kräver särskild deponi [28]. Även DST måste lämna rengöringsmedel och stödstruktur till kommunen för särskild återvinning, av det totala materialet är dessutom ca 45% stödmaterial [intervju]. SLm kräver stödstruktur som går ända ner till basplattan [19], därför utnyttjar också denna process materialet sämre. Det unika värdeskapandet beror på vilka resultat som kan uppnås med de olika processerna, begränsningar i resultat ses därför som en svaghet som kan påverka resurseffektiviteten negativt. En avgörande faktor för bra resultat är maskinernas precision och kalibrering, exempel på en processparameter som är viktig att kontrollera är temperaturen. Enligt detaljgranskningen av processerna identifierades problem både inom PBF och FDM, termiska utmaningar inom FDM berör huvudsakligen flödet i och ur munstycket samt termiska restspänningar efter stelning. Termiska utmaningar inom SLS berör kontrollen över diffusionsförloppet och pulverbäddens temperatur, även detta kan leda till termiska restspänningar. Utmaningarna ökar ytterligare i SLm och EBM-processerna där felaktig process-temperatur kan leda till exempelvis den detaljtillväxt som diskuterats. Utöver process-temperaturen är kontrollen över hastigheten på skrivhuvud, laser och elektronstråle viktig. En svaghet med FDM-processen är därför dess relativt låga hastighet, hastigheten inverkar negativt både på precisionen på detaljen och utnyttjandet av maskintid. EBM-processen är begränsad till elektriskt konduktiva material, elektronstrålen resulterar dessutom i en laddad pulverbädd. Thundal medger att negativt laddade granulat kan orsaka problem men att detta enkelt kan kontrolleras genom strålens effekt och genom att leda bort laddningar [19]. Svagheter hos detaljer producerade i SLS-processen är lägre precision och varierande materialstruktur, trotts materialens specifikationer beror resultatet på process-inställningar. 33
![Olsson berättade att i de fall då gripdon kräver bättre ytor och exakt kunskap om tool-centerpoint valdes CNC-bearbetning och aluminium istället [25].](/docs-images/62/48165954/images/41-0.jpg "Gripdonens värde beror således på tillverkningsprocess, hög funktionalitet med interna kanaler eller högre precision och bättre ytor.")
41 Olsson berättade att i de fall då gripdon kräver bättre ytor och exakt kunskap om tool-centerpoint valdes CNC-bearbetning och aluminium istället [25]. Gripdonens värde beror således på tillverkningsprocess, hög funktionalitet med interna kanaler eller högre precision och bättre ytor. Den låga precisionen resulterar i ett minskat värdeskapande men också i sämre tidseffektivitet, efterbearbetning i form av svarvning och slipning kan resultera i extra kostnader för kunden [25]. 4.3 Möjligheter För att i framtiden kunna konkurrera med andra tillverkningsprocesser på ett tidseffektivt sätt utvecklas idag flera tekniker med multipla strålar och skrivhuvuden. Genom att bearbeta större delar av tvärsnittet samtidigt kan tiden för byggprocessen minska. Även industrin har insett möjligheterna med en snabbare byggprocess, som presenterades i intervjuavsnittet använder sig Acron av två laserkällor i sin senaste maskin EOSINT760. Även Arcam erbjuder maskiner med flera elektronstrålar [19]. I detta avseende är FDM-processen mer begränsad då den har mekaniskt drivna skrivhuvuden, SLL och DST använder sig båda av enkelt skrivhuvud [28][26]. Trotts processernas höga materialeffektivitet finns möjligheter att spara mer material. Behovet av stödstrukturer i FDM, SLm och EBM kan minimeras genom smarta konstruktionslösningar, detta kräver erfarenhet och kunskap hos konstruktören. Möjligheter att återvinna pulver ökar med kortare processtid, bättre materialkunskap och mindre partiklar [11]. Figur 18. Antal i världen sålda industriella och privata AM-system. [7] Den marknadsutveckling som presenteras i Figur 18 gör att processerna blir mer tillgängliga för tillverkare, detta ökar möjligheterna för unikt värdeskapande. Utvecklingen har resulterat i förbättringar av precision, materialegenskaper och materialvariation, utvecklingen har också lett till lägre kostnader för både maskiner och produkter. De industriella systemens utveckling drivs enligt Gibson m.fl av bil, flyg och medicinsk industri [27]. Utvecklingen gör det möjligt för tillverkare att skapa högre värde genom processerna. 34
42 Eftersom materialet har en avgörande betydelse värdeskapandet är utvecklingen av nya råmaterial nyckeln till ökad variation. Framsteg har gjort inom samtliga processer och stora företag som EOS, Stratasys, Arcam och 3D-systems har alla kataloger med specificerade standardmaterial. 4.4 Hot AM-processerna är som tidseffektivast då många detaljer tillverkas i samma byggprocess, de små arbetsvolymerna beror på de tekniska begränsningar som tagits upp i rapporten. De processer som har störst byggvolym och är effektivast i detta avseende är polymerprocesser i FDM och SLS. Trotts materialutbudet för FDM och SLS-processerna är stort finns en del begränsningar inom sjukvård och renrumsmiljöer. Thunborg berättade att det begränsade utbudet av biokompatibla plaster minskar möjligheterna att skapa värde inom medicinska tillämpningar, vidare berättade både Thunborg och Olsson att FDM och SLS-detaljerna är svåra att rengöra vilket gör dem olämpliga i miljöer där restmaterial kan förorena omgivningen [25] [28]. Med avseende på materialeffektivitet är kompositer tillverkade i FDM och SLS-processer är svåra att återvinna, Nilsson medger att detaljerna från DST inte är återvinningsbara och Thunborg på SLL uppger att blandade plaster är svåra att återvinna [26][28]. Oansvarig tillverkning av kompositer är ett hot mot materialeffektiviteten i AM-processer. Det unika värdeskapandet hotas av de höga kostnaderna, tillverkande företag gör ett finansiellt risktagande då de implementerar en ny tillverkningsprocess. Processen måste bidra med tillräckligt mycket värde för att kompensera för detta finansiella risktagande. Ett hot mot de processer som presenterats i rapporten är därför kostnaden det höga priset för maskiner och material som presenterats. Utöver tid, material och värdeskapande är detta en viktig faktor i bedömningen av processernas resurseffektivitet. 35
43 5. Slutsatser Genom tekniska framsteg kan AM-processer idag användas vid tillverkning av såväl prototyper som detaljer för slutanvändning. Vi har identifierat utvecklingen av process-kompatibla material, maskinernas precision och hastighet som avgörande faktorer bakom den ökade användningen. FDM-processen används både inom industrin och av privata aktörer, PBFprocesserna används uteslutande av industrin och drivs främst av aktörer inom bil, flyg och medicin. Samtliga processer är automatiserade och styrda av digitala, tredimensionella modeller som sekventiellt bygger upp en detalj genom sammanfogning av lager. Marknaden domineras av tre typer av processer: sammanfogning av vätska (SLA), pulver (PBF) och smälta solider (FDM). Processerna är olämpliga vid serietillverkning av identiska detaljer, för denna typ av produktion lämpar sig formsprutning och gjutning bättre. Processerna är lämpliga vid tillverkning av individ eller funktions-anpassade produkter. De data som vi hämtat från industrin visar på spridning mellan 850 till detaljer i månaden, därför anser vi att volymbegränsningarna snarare ligger i efterfrågan på unikt anpassade produkter och detaljer med komplexa geometrier. Processerna är lämpliga alternativ då tillverkningen innehåller dyra verktyg, dyra råmaterial, arbetsintensiva processer samt komplexa design och konstruktionsfaser. Resurseffektiviteten hos processerna varierar, vi har identifierat tre områden där AMimplementering kan leda till högre resurseffektivitet: tidseffektivisering, materialeffektivisering och unikt värdeskapande. Sett till processtider tillverkas metalldetaljer snabbast genom EBM, plastdetaljer tillverkas snabbast genom SLS. Ytterligare tidseffektivisering är möjlig då samtliga metoder följer den produktframtagninsprocess som presenterats i rapporten. EBM processen är den materialeffektivaste av metallprocesserna, SLS är den materialeffektivaste av plastprocesserna. Beroende på önskat resultat är processernas värdeskapande begränsat, pulverprocesserna ger sämre ytor men bättre materialegenskaper än FDM. Variationen hos SLS och SLm är hög på grund av materialutbudet, EBM är begränsad till ett fåtal metaller och FDM kan endast bearbeta plaster. Vidare ska möjligheterna att skapa högt värde ställas i kontrast till kostnaden för maskin och råmaterial, EBM är dyrast av processerna och FDM är den billigaste och mest tillgängliga. De aktörer vi varit i kontakt med har alla förutspått en framtid med ökad implementering av FDM och PBF-processer. Given en specifik produkt skulle tillverkare kunna utvärdera processerna ytterligare och med denna rapport få en första uppfattning om processernas resurseffektivitet, möjligheter och begränsningar. Vidare arbete skulle också kunna göras genom livscykelanalys av produkter, granskning av processerna med utgång ifrån LEAN och investeringskalkyler givet avkastningskrav och förväntad produktion. Eftersom processerna genomgår ständig förändring råder vi också läsaren att uppdatera sina kunskaper, för statistisk data och priser hänvisar vi till Wohlers report. 36
44 6. Referenser [1] K.G Swift. J.D Booker, Manufacturing, Process selection handbook, 2013, Oxford, Elsevier Ltd, [E-bok] Tillgänglig: KTH Primo.s [2] Annika Lantz, Intervjumetodik, 2013, Tredje upplagan, Studentlitteratur AB, Lund [3] Leigh, D. (2009) SWOT Analysis, in Handbook of Improving Performance in the Workplace: Volumes 1-3 John Wiley & Sons, Inc., Hoboken, NJ, USA. [internet] Tillgänglig: F5E250E39E9A68B06A1845.f04t03 [4] Ian Gibson. David Rosen. Brent Stucker, Additive Manufacturing Technologies, 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2015, New York, Springer, [E-bok] Tillgänglig: KTH Primo. s [5] Ian Gibson. David Rosen. Brent Stucker, Additive Manufacturing Technologies, 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2015, New York, Springer, [E-bok] Tillgänglig: KTH Primo. s [6] Mats Engwall, Anna Jerbrant, Bo Karlson, Fredrik Lagergren, Per Storm, Paul Westin. Industriell ekonomi, metoder och verktyg. 2015, Första upplagan, Studentlitteratur AB, Lund. s [7] H. Lipson och M. Kurman, Fabricated: The New World of 3D Printing. Canada: John Wiley & Sons, Inc., Indianapolis, Indiana s [8] Chanan S. Syan, Unny Menon. Concurrent engineering, concepts, implementation and practice, 1994, första upplagan Scarborough, Springer, [E-bok] Tillgänglig: KTH Primo. s [9] K.G Swift. J.D Booker, Manufacturing, Process selection handbook, 2013, Oxford, Elsevier Ltd, [E-bok] Tillgänglig: KTH Primo.s [10] CES EDUPACK. (2015) Process Universe: Additive Manufacturing. [Elektronisk databas]. Tillgänglig: KTH institutionen för maskinteknik, hämtat: [11] Ian Gibson. David Rosen. Brent Stucker, Additive Manufacturing Technologies, 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2015, New York, Springer, [E-bok] Tillgänglig: KTH Primo. s [12] Michael Ashby, Hugh Shercliff, David Cebon, Materials: Engineering, Science, processing and design, third edition. UK: Butterworth-Heinemann Langford Lane, Oxford s [13] Christopher Barnatt, 3D Printing: The next industrial revolution. Explaining the future.com, s [14] K.G Swift. J.D Booker, Manufacturing, Process selection handbook, 2013, Oxford, Elsevier Ltd, [E-bok] Tillgänglig: KTH Primo.s [15] Ian Gibson. David Rosen. Brent Stucker, Additive Manufacturing Technologies, 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing, 2015, New York, Springer, [E-bok] Tillgänglig: KTH Primo. s [16] Custompart, Fused deposition modeling. [internet] Tillgänglig: Hämtad
45 [17] J. Hanssen, Fortus 360mc/400mc Accuracy Study Stratasys, 2008 [internet] Tillgänglig: Papers/WP_FDM_Fortus360mc400mcAccuracyStudy.pdf?la=fr. [Hämtad: 5 april, 2016] [18] Fortus 3D Production Systems, Stratasys, 2008 [internet] Tillgänglig: rview.pdf?v= [Hämtad: 5 april, 2016] [19] Thundal, Stefan. Product Manager, Arcam AB (2016). Intervju [20] Arcam group, Årsredovisning [internet]. Tillgänglig: Hämtad [21] Arcam AB, Mölndal Sweden, 2015 [internet] Tillgänglig: Hämtad [22] Acron Formservice AB. Anderstorp Sweden, 2015 [internet] Tillgänglig: Hämtad [23] Johansson, Kenny. Managing Director, Acron formservice AB (2016). Intervju [24] Acron årsredovisning [25] Olsson, Torbjörn. Teknisk säljare, Saxe process AB. (2016). Intervju [26] Nilsson, Anna-Sara. Mechanical engineer, DST control (2016). Intervju [27] Wohler.T, Wohlers Report, 3D Printing and Additive Manufacturing State of the Industry Colorado, Wohlers Associates Inc. [28] Thunborg, Christian. Ansvarig produktutveckling, SLL Innovation (2016). Intervju
46 7. Bilagor 7.1 Materialmatris SLS och FDM 1
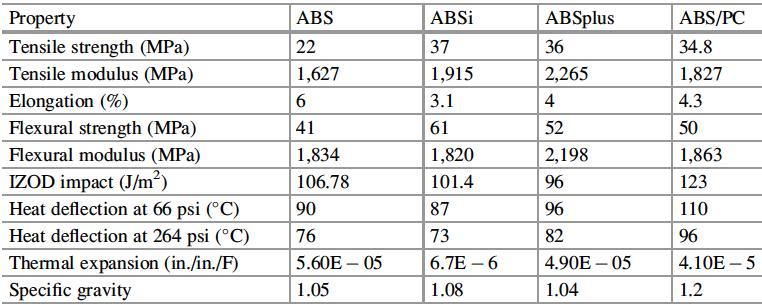
47 7.2 Materialtabell FDM 2
Arcam CAD to Metal. Årsstämma 2015
 Arcam CAD to Metal Årsstämma 2015 Affärsidé Arcam säljer produkter och tjänster för Additiv Tillverkning i metall Fokus på produktion inom implantat- och flygindustri Detaljer med avancerade egenskaper
Arcam CAD to Metal Årsstämma 2015 Affärsidé Arcam säljer produkter och tjänster för Additiv Tillverkning i metall Fokus på produktion inom implantat- och flygindustri Detaljer med avancerade egenskaper
Från prototyp *ll serieproduk*on. med addi*v *llverkning!
 Från prototyp *ll serieproduk*on med addi*v *llverkning! Prototypes Rapid prototyping in FDM, PolyJet and 3DP 3D prin6ng technologies Series Rapid tool less produc6on with FDM technology in ABS, PC, Ultem
Från prototyp *ll serieproduk*on med addi*v *llverkning! Prototypes Rapid prototyping in FDM, PolyJet and 3DP 3D prin6ng technologies Series Rapid tool less produc6on with FDM technology in ABS, PC, Ultem
3D-printing. Tekniker och användningsområden. Pär Nobring
 3D-printing Tekniker och användningsområden Agenda Kort presentation r.a.p.s 3D-printning tekniker Användningsområden Vem är jag? 3D 49 år Gift, 2 barn Bor i Landskrona 10 års erf. av Konstruktion och
3D-printing Tekniker och användningsområden Agenda Kort presentation r.a.p.s 3D-printning tekniker Användningsområden Vem är jag? 3D 49 år Gift, 2 barn Bor i Landskrona 10 års erf. av Konstruktion och
Material & Egenskaper Vilka material finns, och hur bra är de?
 Material & Egenskaper Vilka material finns, och hur bra är de? Joakim Karlsson SP Sveriges Tekniska Forskningsinstitut Uppsala Universitet Joakim.karlsson@sp.se 3DP-Dental 2014-05-14 Vem är Joakim? Civilingenjör
Material & Egenskaper Vilka material finns, och hur bra är de? Joakim Karlsson SP Sveriges Tekniska Forskningsinstitut Uppsala Universitet Joakim.karlsson@sp.se 3DP-Dental 2014-05-14 Vem är Joakim? Civilingenjör
Arcam AB (publ) Org.nr Delårsrapport januari mars 2009
 Org.nr Delårsrapport januari mars 2009") Arcam AB (publ) Org.nr. 556539-5356 Delårsrapport januari mars 2009 Försäljningen uppgick till 19,5 (19,3) Mkr Resultat efter finansiella poster 1,4 (-4,8) Mkr Resultat per aktie uppgick till 0,03 (-0,08)
Arcam AB (publ) Org.nr. 556539-5356 Delårsrapport januari mars 2009 Försäljningen uppgick till 19,5 (19,3) Mkr Resultat efter finansiella poster 1,4 (-4,8) Mkr Resultat per aktie uppgick till 0,03 (-0,08)
Arcam AB (publ) Org.nr Bokslutskommuniké för verksamhetsåret 2008
 Org.nr Bokslutskommuniké för verksamhetsåret 2008") Arcam AB (publ) Org.nr. 556539-5356 Bokslutskommuniké för verksamhetsåret 2008 För helåret: Varav för fjärde kvartalet: Omsättningen uppgick till 58,3 (76,0) (Mkr) Resultat efter skatt -20,4 (2,3) Mkr
Arcam AB (publ) Org.nr. 556539-5356 Bokslutskommuniké för verksamhetsåret 2008 För helåret: Varav för fjärde kvartalet: Omsättningen uppgick till 58,3 (76,0) (Mkr) Resultat efter skatt -20,4 (2,3) Mkr
Företagsinformation. Mindre serier, prototyper och modeller
 Företagsinformation Mindre serier, prototyper och modeller BA Prototypverkstad är ett företag som jobbar med produktutveckling. Verksamheten är främst inriktad på att ta fram prototyper, modeller, mindre
Företagsinformation Mindre serier, prototyper och modeller BA Prototypverkstad är ett företag som jobbar med produktutveckling. Verksamheten är främst inriktad på att ta fram prototyper, modeller, mindre
När du efterfrågar kvalité, kreativa idéer och ett personligt samarbete!
 När du efterfrågar kvalité, kreativa idéer och ett personligt samarbete! Vi har sedan starten 1977 utvecklats och tagit del av den senaste tekniken och är idag ett mycket modernt företag och en ledande
När du efterfrågar kvalité, kreativa idéer och ett personligt samarbete! Vi har sedan starten 1977 utvecklats och tagit del av den senaste tekniken och är idag ett mycket modernt företag och en ledande
3-D Skrivare. Individuellt arbete, produktutveckling 3. 1,5 högskolepoäng, avancerad nivå. Produkt- och processutveckling
 Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Sandgjutet Aluminiumgjutgods
 Sandgjutet Aluminiumgjutgods Om oss: GAP är ett företag som erbjuder full kundservice; från design och utveckling av detaljen som ska gjutas, till leverans av färdigt bearbetade, målade och testade artiklar.
Sandgjutet Aluminiumgjutgods Om oss: GAP är ett företag som erbjuder full kundservice; från design och utveckling av detaljen som ska gjutas, till leverans av färdigt bearbetade, målade och testade artiklar.
Utdrag från kapitel 1
 Utdrag från kapitel 1 1.1 Varför en bok om produktionsutveckling? Finns det inte böcker om produktion så att det räcker och blir över redan? Svaret på den frågan är både ja och nej! Det finns många bra
Utdrag från kapitel 1 1.1 Varför en bok om produktionsutveckling? Finns det inte böcker om produktion så att det räcker och blir över redan? Svaret på den frågan är både ja och nej! Det finns många bra
En ny funktionellmodell som motsvarar det valda konceptet flytbojen, har skapats för att kunna dela in konceptet i moduler, se figur 1.
 Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Joakim Vasilevski 2011-01-16
 PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
Jämförelse tabell och förklaring kring olika 3D-skrivar tekniker.
 Jämförelse tabell och förklaring kring olika 3D-skrivar tekniker. Det finns idag ett 20 tal olika tekniker inom 3D printing/additiv tillverkning som är väl beprövade och implementerade för olika typer
Jämförelse tabell och förklaring kring olika 3D-skrivar tekniker. Det finns idag ett 20 tal olika tekniker inom 3D printing/additiv tillverkning som är väl beprövade och implementerade för olika typer
Effektiv flamvärmning vid svetsning och skärning av moderna stål
 Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
2 Tillverkning av metallpulver vid Höganäs anläggningar... 3 2.1 Svampverket... 4 2.2 Pulververket... 4 2.3 Distaloyverket... 5
 Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Sammanfattning I detta kapitel ges en inledande orientering av processerna för metallpulvertillverkning. Vidare förklaras verksamheterna inom de stora fabriksanläggningarna Svampverket, Pulververket, Distaloy-
Additiv tillverkning
 Additiv Manufakturing BA Prototypverkstad erbjuder prototyper och modeller från ett antal olika 3d-print tekniker. Skicka en STEP-fil på din detalj med information om viken tillverkningsmetod och material
Additiv Manufakturing BA Prototypverkstad erbjuder prototyper och modeller från ett antal olika 3d-print tekniker. Skicka en STEP-fil på din detalj med information om viken tillverkningsmetod och material
TMPT06 Material & materialval
 TMPT06 Material & materialval Del 1 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Filmer för plasttillverkning: EBM
TMPT06 Material & materialval Del 1 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Filmer för plasttillverkning: EBM
Uppvärmning och nedkylning med avloppsvatten
 WASTE WATER Solutions Uppvärmning och nedkylning med avloppsvatten Återvinning av termisk energi från kommunalt och industriellt avloppsvatten Uc Ud Ub Ua a kanal b avloppstrumma med sil från HUBER och
WASTE WATER Solutions Uppvärmning och nedkylning med avloppsvatten Återvinning av termisk energi från kommunalt och industriellt avloppsvatten Uc Ud Ub Ua a kanal b avloppstrumma med sil från HUBER och
Concept Selection Chaper 7
 Akademin för Innovation, Design och Teknik Concept Selection Chaper 7 KPP306 Produkt och processutveckling Grupp 2 Johannes Carlem Daniel Nordin Tommie Olsson 2012 02 28 Handledare: Rolf Lövgren Inledning
Akademin för Innovation, Design och Teknik Concept Selection Chaper 7 KPP306 Produkt och processutveckling Grupp 2 Johannes Carlem Daniel Nordin Tommie Olsson 2012 02 28 Handledare: Rolf Lövgren Inledning
TMPT06 Material & materialval
 TMPT06 Material & materialval Del 2 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Metaller Vanliga material som ni möter
TMPT06 Material & materialval Del 2 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Metaller Vanliga material som ni möter
Industrirobotar utveckling och användning utifrån ett danskt perspektiv
 Industrirobotar utveckling och användning utifrån ett danskt perspektiv Världsmarknaden över industrirobotar har ökat kraftigt under senare år och är på väg att hämta sig från tiden efter 2001. Året före
Industrirobotar utveckling och användning utifrån ett danskt perspektiv Världsmarknaden över industrirobotar har ökat kraftigt under senare år och är på väg att hämta sig från tiden efter 2001. Året före
Information technology Open Document Format for Office Applications (OpenDocument) v1.0 (ISO/IEC 26300:2006, IDT) SWEDISH STANDARDS INSTITUTE
 v1.0 (ISO/IEC 26300:2006, IDT) SWEDISH STANDARDS INSTITUTE") SVENSK STANDARD SS-ISO/IEC 26300:2008 Fastställd/Approved: 2008-06-17 Publicerad/Published: 2008-08-04 Utgåva/Edition: 1 Språk/Language: engelska/english ICS: 35.240.30 Information technology Open Document
SVENSK STANDARD SS-ISO/IEC 26300:2008 Fastställd/Approved: 2008-06-17 Publicerad/Published: 2008-08-04 Utgåva/Edition: 1 Språk/Language: engelska/english ICS: 35.240.30 Information technology Open Document
Pappersindustri REFERENSER. GL&V Sweden, Cellwood Machyneri Sweden, Voith papper Tyskland, Voith papper Norge, IBS Österrike, Corbelini Italien
 1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
1 Pappersindustri På alla ställen där slitage, kemiska påverkan och hög temperatur är som störst har keramiken mycket bättre egenskaper än hård metal eller härdad metal samt har keramiken mycket längre
Additiv tillverkning på Siemens Industrial Turbomachinery AB
 FOP:s Vårkonferens i Göteborg, april 2015 Additiv tillverkning på Siemens Industrial Turbomachinery AB Answers for energy. Additiv tillverkning på Siemens Industrial Turbomachinery AB Our goal is to ensure
FOP:s Vårkonferens i Göteborg, april 2015 Additiv tillverkning på Siemens Industrial Turbomachinery AB Answers for energy. Additiv tillverkning på Siemens Industrial Turbomachinery AB Our goal is to ensure
Möjligheter inom additiv tillverkning på Volvo Penta
 Möjligheter inom additiv tillverkning på Volvo Penta The potentials within additive manufacturing at Volvo Penta Examensarbete i Maskiningenjörsprogrammet Filippa Rexed Linus Skogh Institutionen för Industri-
Möjligheter inom additiv tillverkning på Volvo Penta The potentials within additive manufacturing at Volvo Penta Examensarbete i Maskiningenjörsprogrammet Filippa Rexed Linus Skogh Institutionen för Industri-
OPERATIV ANALYS & LOGISTIK
 OPERATIV ANALYS & LOGISTIK Operationsanalys och Systemteknik (på engelska Operations Research) är begrepp som ibland används för att beskriva en verktygslåda av matematiska och analytiska metoder, med
OPERATIV ANALYS & LOGISTIK Operationsanalys och Systemteknik (på engelska Operations Research) är begrepp som ibland används för att beskriva en verktygslåda av matematiska och analytiska metoder, med
Ekosystem, roll för små och medelstora företag och digitaliseringens värde i framtida affärer Moderatorer: Christer Norström, SICS Swedish ICT,
 Ekosystem, roll för små och medelstora företag och digitaliseringens värde i framtida affärer Moderatorer: Christer Norström, SICS Swedish ICT, Ingrid Nordmark, Swedish ICT Research DIGITALIZATION IN INDUSTRY
Ekosystem, roll för små och medelstora företag och digitaliseringens värde i framtida affärer Moderatorer: Christer Norström, SICS Swedish ICT, Ingrid Nordmark, Swedish ICT Research DIGITALIZATION IN INDUSTRY
Additiv tillverkning i metall
 Additiv tillverkning i metall Analys och jämförelse av metoderna Kandidatarbete inom material- och tillverkningsteknik Alexander Osika Andreas Lavesson Josefine Svegborn Institutionen för material- och
Additiv tillverkning i metall Analys och jämförelse av metoderna Kandidatarbete inom material- och tillverkningsteknik Alexander Osika Andreas Lavesson Josefine Svegborn Institutionen för material- och
Canon Essential Business Builder Program. Samlar allt du behöver för att lyckas med företaget
 Canon Essential Business Builder Program Samlar allt du behöver för att lyckas med företaget Essential Business Builder Program Inledning Att driva en tryckeriverksamhet är en utmaning. Att få den att
Canon Essential Business Builder Program Samlar allt du behöver för att lyckas med företaget Essential Business Builder Program Inledning Att driva en tryckeriverksamhet är en utmaning. Att få den att
PMM (Process Maturity Metrics) Allmänt. Mätetal för framgångsfaktorer. 1. CM konfigurationsstyrning
 Allmänt. Mätetal för framgångsfaktorer. 1. CM konfigurationsstyrning") PMM (Process Maturity Metrics) PMM är en metod för att mäta processmognad i utvecklingsprojekt. I korthet går metoden ut på att man utvärderar sin utvecklingsprocess med avseende på ett antal framgångsfaktorer
PMM (Process Maturity Metrics) PMM är en metod för att mäta processmognad i utvecklingsprojekt. I korthet går metoden ut på att man utvärderar sin utvecklingsprocess med avseende på ett antal framgångsfaktorer
CAD. Ämnets syfte. Kurser i ämnet
 CAD Ämnet cad (computer aided design) behandlar hur man använder olika programvaror för att konstruera och designa verkliga och virtuella objekt. I ämnet är geometri grunden för att, via skiss och ritteknik,
CAD Ämnet cad (computer aided design) behandlar hur man använder olika programvaror för att konstruera och designa verkliga och virtuella objekt. I ämnet är geometri grunden för att, via skiss och ritteknik,
Den första 3D-utskrivna cykelramen i metall har tillverkats av Renishaw åt Empire Cycles
 Fallstudie utförd av produktavdelningen inom additiv tillverkning Den första 3D-utskrivna cykelramen i metall har tillverkats av Renishaw åt Empire Cycles Ramen har tillverkats additivt i titanlegering
Fallstudie utförd av produktavdelningen inom additiv tillverkning Den första 3D-utskrivna cykelramen i metall har tillverkats av Renishaw åt Empire Cycles Ramen har tillverkats additivt i titanlegering
Nuläget för additiv tillverkning i metall
 Nuläget för additiv tillverkning i metall JACOB TERSANDER SIMON BORGEFORS MG105X Examensarbete inom produktframtagning och industriell ekonomi, grundnivå Stockholm, Sverige 2014 Nuläget för additiv tillverkning
Nuläget för additiv tillverkning i metall JACOB TERSANDER SIMON BORGEFORS MG105X Examensarbete inom produktframtagning och industriell ekonomi, grundnivå Stockholm, Sverige 2014 Nuläget för additiv tillverkning
EN DEL I UTVECKLINGEN AV ERA PRODUKTER
 Formsprutar era produkter EN DEL I UTVECKLINGEN AV ERA PRODUKTER Om Företaget Weland Plastic är ett expansivt fullserviceföretag inom termoplaster, med egna resurser alltifrån idé till färdig produkt.
Formsprutar era produkter EN DEL I UTVECKLINGEN AV ERA PRODUKTER Om Företaget Weland Plastic är ett expansivt fullserviceföretag inom termoplaster, med egna resurser alltifrån idé till färdig produkt.
ADDITIV TILLVERKNING -OMVÄRLDSANALYS OCH TEKNIKINTRODUKTION
 ADDITIV TILLVERKNING -OMVÄRLDSANALYS OCH TEKNIKINTRODUKTION Dr. Lars-Erik Rännar Lektor i Maskinteknik, Avd. kvalitetsteknik, maskinteknik och matematik Mittuniversitetet, Campus Östersund lars-erik.rannar@miun.se
ADDITIV TILLVERKNING -OMVÄRLDSANALYS OCH TEKNIKINTRODUKTION Dr. Lars-Erik Rännar Lektor i Maskinteknik, Avd. kvalitetsteknik, maskinteknik och matematik Mittuniversitetet, Campus Östersund lars-erik.rannar@miun.se
WeldPrint Gasbågsvetsning i metall. Kvalitetsövervakning & Identifiering av fel
 WeldPrint Gasbågsvetsning i metall Kvalitetsövervakning & Identifiering av fel ABN 74 085 213 707 A genda Varför har WeldPrint utvecklats Nya användare och utmärkelser Beskrivning hur WeldPrint arbetar
WeldPrint Gasbågsvetsning i metall Kvalitetsövervakning & Identifiering av fel ABN 74 085 213 707 A genda Varför har WeldPrint utvecklats Nya användare och utmärkelser Beskrivning hur WeldPrint arbetar
HUR MAN LYCKAS MED BYOD
 HUR MAN LYCKAS MED BYOD WHITE PAPER Innehållsförteckning Inledning... 3 BYOD Checklista... 4 1. Val av system... 4 2. Installation och konfiguration... 5 3. Prestanda... 5 4. Valfrihet ökar upplevelsen...
HUR MAN LYCKAS MED BYOD WHITE PAPER Innehållsförteckning Inledning... 3 BYOD Checklista... 4 1. Val av system... 4 2. Installation och konfiguration... 5 3. Prestanda... 5 4. Valfrihet ökar upplevelsen...
CAD. Ämnets syfte. Kurser i ämnet
 CAD Ämnet cad (computer aided design) behandlar hur man använder olika programvaror för att konstruera och designa verkliga och virtuella objekt. I ämnet är geometri grunden för att, via skiss och ritteknik,
CAD Ämnet cad (computer aided design) behandlar hur man använder olika programvaror för att konstruera och designa verkliga och virtuella objekt. I ämnet är geometri grunden för att, via skiss och ritteknik,
Magnus Evertsson Sandvik Mining & Construction
 3. Kartlägg kundens röst Kundkedja Grupp D6 Produktutvecklare Elisabeth Lee Magnus Evertsson Sandvik Mining & Construction Tillverkare Användare Myndighet Opinionsbildare Tekniker Distributör Köpare Avvecklare
3. Kartlägg kundens röst Kundkedja Grupp D6 Produktutvecklare Elisabeth Lee Magnus Evertsson Sandvik Mining & Construction Tillverkare Användare Myndighet Opinionsbildare Tekniker Distributör Köpare Avvecklare
4.2 Fastställ en referenslösning... 6 4.2.1 Kundvärde... 6
 Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
4. Ny svensk rymdteknik och nya produkter
 4. Ny svensk rymdteknik och nya produkter Peter Alm The information contained in this document is GKN Aerospace Sweden AB Proprietary information and it shall not either in its original or in any modified
4. Ny svensk rymdteknik och nya produkter Peter Alm The information contained in this document is GKN Aerospace Sweden AB Proprietary information and it shall not either in its original or in any modified
Med kompetens driver vi mättekniken framåt för bättre lönsamhet åt våra kunder
 Mätmaskiner nyli.se Nyli Metrology AB Vi har sedan starten 1970 varit kända för att leverera produkter och tjänster med mycket god kvalité, våra passbitar i hårdmetall är ett exempel. Vårt huvudkontor
Mätmaskiner nyli.se Nyli Metrology AB Vi har sedan starten 1970 varit kända för att leverera produkter och tjänster med mycket god kvalité, våra passbitar i hårdmetall är ett exempel. Vårt huvudkontor
Om Ecofective. Företaget
 Om Ecofective Företaget Ecofective är ett snabbväxande svenskt-tyskt företag som levererar en beprövad och robust IT lösning för hantering av energibalansen i fastigheter. Med en kombination av Svensk
Om Ecofective Företaget Ecofective är ett snabbväxande svenskt-tyskt företag som levererar en beprövad och robust IT lösning för hantering av energibalansen i fastigheter. Med en kombination av Svensk
Skapa systemarkitektur
 GRUPP A1 Skapa systemarkitektur Rapport D7.1 Andreas Börjesson, Joakim Andersson, Johan Gustafsson, Marcus Gustafsson, Mikael Ahlstedt 2011-03-30 Denna rapport beskriver arbetet med steg 7.1 i projektkursen
GRUPP A1 Skapa systemarkitektur Rapport D7.1 Andreas Börjesson, Joakim Andersson, Johan Gustafsson, Marcus Gustafsson, Mikael Ahlstedt 2011-03-30 Denna rapport beskriver arbetet med steg 7.1 i projektkursen
GJUTMETODER. Ingemar Svensson. Del 1
 GJUTMETODER Ingemar Svensson Del 1 Råsandsformning Formning i självhärdande massor Flasklös formning Formmaterial Råsand alt härdad formmassa Råsand alt härdad formmassa sandform Hartsklädd sand Ren sand
GJUTMETODER Ingemar Svensson Del 1 Råsandsformning Formning i självhärdande massor Flasklös formning Formmaterial Råsand alt härdad formmassa Råsand alt härdad formmassa sandform Hartsklädd sand Ren sand
Modellteknik. pro.form industridesign
 Modellteknik pro.form industridesign MODELLER Avsikten med att bygga en modell är för att skapa en illusion av en färdig produkt, för att kommunicera en gestaltning av en produkt, idé eller problemlösning.
Modellteknik pro.form industridesign MODELLER Avsikten med att bygga en modell är för att skapa en illusion av en färdig produkt, för att kommunicera en gestaltning av en produkt, idé eller problemlösning.
STRÅLANDE SCIENCE FICTION
 STRÅLANDE SCIENCE FICTION Vare sig det handlar om unika flygplansdelar, individanpassade implantat eller reservdelar av månsand med en CAD-ritning och Arcams avancerade 3D-maskiner kan science fiction
STRÅLANDE SCIENCE FICTION Vare sig det handlar om unika flygplansdelar, individanpassade implantat eller reservdelar av månsand med en CAD-ritning och Arcams avancerade 3D-maskiner kan science fiction
Grupp C5. 7.1 Systemarkitektur. 7.1.1 Träddiagram. 7.1.2 Modulfunktioner
 Grupp C5 7.1 Systemarkitektur 7.1.1 Träddiagram Träddiagrammet visar gränssnitt för de olika modulerna i produkten SCREEDRY, se figur 1. Figur 1. Träddiagram över SCREEDRY 7.1.2 Modulfunktioner Nedan beskrivs
Grupp C5 7.1 Systemarkitektur 7.1.1 Träddiagram Träddiagrammet visar gränssnitt för de olika modulerna i produkten SCREEDRY, se figur 1. Figur 1. Träddiagram över SCREEDRY 7.1.2 Modulfunktioner Nedan beskrivs
SVENSKA. Spiralformade låsringar Vågfjädrar
 SVENSKA www.smalley.com Spiralformade låsringar Vågfjädrar är Smalley Vad är Smalley Vad Företagets historia Smalley Steel Ring Company grundades 1918 och var från början en leverantör av kolvringar för
SVENSKA www.smalley.com Spiralformade låsringar Vågfjädrar är Smalley Vad är Smalley Vad Företagets historia Smalley Steel Ring Company grundades 1918 och var från början en leverantör av kolvringar för
Sammanfattning. Figur 1 Planerad tillverkning av komponenter inklusive tillverkning av elektriska artiklar.
 Sammanfattning Höganäs ser närmast att tillverkning av induktorer och komponenter till elektriska motorer inom områdena kraftdistribution och elektriska drivsystem etableras. Tillverkning i liten skala
Sammanfattning Höganäs ser närmast att tillverkning av induktorer och komponenter till elektriska motorer inom områdena kraftdistribution och elektriska drivsystem etableras. Tillverkning i liten skala
När Sandvik utvecklade världens lägsta gruvmaskin skedde det under bordet
 När Sandvik utvecklade världens lägsta gruvmaskin skedde det under bordet Utmaningen: Den viktiga metallen platina förekommer i form av tunna horisontella lager i berggrunden. Vanligtvis är dessa mindre
När Sandvik utvecklade världens lägsta gruvmaskin skedde det under bordet Utmaningen: Den viktiga metallen platina förekommer i form av tunna horisontella lager i berggrunden. Vanligtvis är dessa mindre
PRODUKTUTVECKLING 3. CAD & 3D-ritning. Erik Almers 2011-01-10
 PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
ORDLISTA. En innovation är något originellt och principiellt nytt av betydelse inom vilket område som helst som vinner insteg i ett samhälle.
 ORDLISTA En innovation är något originellt och principiellt nytt av betydelse inom vilket område som helst som vinner insteg i ett samhälle. B2B Business-to-business är en marknadsstrategi som inbegriper
ORDLISTA En innovation är något originellt och principiellt nytt av betydelse inom vilket område som helst som vinner insteg i ett samhälle. B2B Business-to-business är en marknadsstrategi som inbegriper
Plastisk bearbetning. Prof. François Rondé-Oustau Göran Karlsson
 Plastisk bearbetning Prof. François Rondé-Oustau Göran Karlsson Vad är plastisk bearbetning? Materialet sträcks över elasticitetsgränsen. Formad detalj har i stort sett samma volym som utgångsämnet. Skiljer
Plastisk bearbetning Prof. François Rondé-Oustau Göran Karlsson Vad är plastisk bearbetning? Materialet sträcks över elasticitetsgränsen. Formad detalj har i stort sett samma volym som utgångsämnet. Skiljer
What Is Hyper-Threading and How Does It Improve Performance
 What Is Hyper-Threading and How Does It Improve Performance Ali Muthanna, Lunds Universitet, IDA2, EDT621 Abstract Hyper-Threading (HT) is Intel s version of simultaneous multi-threading (SMT). Hyper-Threading
What Is Hyper-Threading and How Does It Improve Performance Ali Muthanna, Lunds Universitet, IDA2, EDT621 Abstract Hyper-Threading (HT) is Intel s version of simultaneous multi-threading (SMT). Hyper-Threading
Återvinning av polymerer
 Återvinning av polymerer Feedstock recyling Tobias Richards Högskolan i Borås Arbetsgrupp: Lena Smuk (Rise) Filip Jonsson (Chalmers) Klas Engvall (KTH) Syfte Initiera en plattform för återvinning av komplexa
Återvinning av polymerer Feedstock recyling Tobias Richards Högskolan i Borås Arbetsgrupp: Lena Smuk (Rise) Filip Jonsson (Chalmers) Klas Engvall (KTH) Syfte Initiera en plattform för återvinning av komplexa
Ariane 6, ett genombrott för Sandwich teknologin
 Ariane 6, ett genombrott för Sandwich teknologin Ulf Palmnäs The information contained in this document is GKN Aerospace Sweden AB Proprietary information and it shall not either in its original or in
Ariane 6, ett genombrott för Sandwich teknologin Ulf Palmnäs The information contained in this document is GKN Aerospace Sweden AB Proprietary information and it shall not either in its original or in
Additiv tillverkning. Additiv tillverkning (3D Printing)
") 1 Additiv tillverkning Trender, myter och framtid Axel Nordin Additiv tillverkning (3D Printing) Skapa en CAD-modell i 3D Mjukvara skivar upp modellen Maskinen bygger upp modellen lager på lager Subtraktiv
1 Additiv tillverkning Trender, myter och framtid Axel Nordin Additiv tillverkning (3D Printing) Skapa en CAD-modell i 3D Mjukvara skivar upp modellen Maskinen bygger upp modellen lager på lager Subtraktiv
kompetent korrekt komplett komposit
 kompetent korrekt komplett komposit kompetent Lätta, urstarka och tåliga. Det är några av de egenskaper som kännetecknar kompositprodukter tillverkade av oss på Faiber AB. Sedan början av 80-talet har
kompetent korrekt komplett komposit kompetent Lätta, urstarka och tåliga. Det är några av de egenskaper som kännetecknar kompositprodukter tillverkade av oss på Faiber AB. Sedan början av 80-talet har
STÅLET SOM BYGGER BÄTTRE AFFÄRER
 Utvecklat av experter anpassat för verktygstillverkning Uddeholm AM Corrax STÅLET SOM BYGGER BÄTTRE AFFÄRER #1 INOM HÖG- PRESTERANDE VERKTYGSSTÅL Med forskning och utveckling i framkant, innovativa idéer
Utvecklat av experter anpassat för verktygstillverkning Uddeholm AM Corrax STÅLET SOM BYGGER BÄTTRE AFFÄRER #1 INOM HÖG- PRESTERANDE VERKTYGSSTÅL Med forskning och utveckling i framkant, innovativa idéer
Kontinuitetshantering IT-avbrott - hur beroende är ditt företag?
 Kontinuitetshantering IT-avbrott - hur beroende är ditt företag? IT-avbrott - hur beroende är ditt företag? Automatisk kontroll av mängd och vikt, kontinuerlig övervakning av kyl- och frystemperaturer,
Kontinuitetshantering IT-avbrott - hur beroende är ditt företag? IT-avbrott - hur beroende är ditt företag? Automatisk kontroll av mängd och vikt, kontinuerlig övervakning av kyl- och frystemperaturer,
PM i Punktsvetsning. Produktutveckling 3 KPP039 HT09. Lärare: Rolf Lövgren
 PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
PM i Punktsvetsning Produktutveckling 3 KPP039 HT09 Lärare: Rolf Lövgren Innehållsförteckning Innehållsförteckning...2 Svetsning...3 Historia...3 Medeltiden...3 1800-talet...3 1900-talet...3 Resistanssvetsning...3
Materialadderande tillverkning ur ett miljöperspektiv
 Materialadderande tillverkning ur ett miljöperspektiv LISA HÄMÄLÄINEN LINDA BURMAN MG104X Examensarbete inom Teknik och Management Stockholm, Sverige 2013 Materialadderande tillverkning ur ett miljöperspektiv
Materialadderande tillverkning ur ett miljöperspektiv LISA HÄMÄLÄINEN LINDA BURMAN MG104X Examensarbete inom Teknik och Management Stockholm, Sverige 2013 Materialadderande tillverkning ur ett miljöperspektiv
Det nya byggandet såser det ut!
 Det nya byggandet såser det ut! , Tyréns AB, Malmö Bakgrund som konstruktör och logistikkonsult Forskare inom industriellt byggande Tyréns satsar på industriellt byggande, som tekniska konsulter. Avdelning
Det nya byggandet såser det ut! , Tyréns AB, Malmö Bakgrund som konstruktör och logistikkonsult Forskare inom industriellt byggande Tyréns satsar på industriellt byggande, som tekniska konsulter. Avdelning
Min syn på visuella verktyg i produktutvecklingsprocessen
 Mälardalens Högskola Min syn på visuella verktyg i produktutvecklingsprocessen KPP306 Produkt- och processutveckling Joakim Vasilevski 10/4/2012 Innehåll Sammanfattning... 2 Inledning... 3 Skisser... 3
Mälardalens Högskola Min syn på visuella verktyg i produktutvecklingsprocessen KPP306 Produkt- och processutveckling Joakim Vasilevski 10/4/2012 Innehåll Sammanfattning... 2 Inledning... 3 Skisser... 3
Prissättning. En promemoria om prissättningen av en produkt. Individuellt PM, Produktutveckling 2 1.5 högskolepoäng, avancerad nivå
 Prissättning En promemoria om prissättningen av en produkt. Individuellt PM, Produktutveckling 2 1.5 högskolepoäng, avancerad nivå Produkt och processutveckling Innovation och produktdesign Jeanette Jönsson
Prissättning En promemoria om prissättningen av en produkt. Individuellt PM, Produktutveckling 2 1.5 högskolepoäng, avancerad nivå Produkt och processutveckling Innovation och produktdesign Jeanette Jönsson
PM Double Mag. Elektriskt permanentmagnetiskt uppspänningssystem. Eclipse Magnetics Modulärt uppspänningssystem
 Eclipse Magnetics Modulärt uppspänningssystem PM Double Mag Elektriskt permanentmagnetiskt uppspänningssystem 08-514 307 60 info@bonthron-ewing.se www.bonthron-ewing.se Det ultimata uppspänningssystemet
Eclipse Magnetics Modulärt uppspänningssystem PM Double Mag Elektriskt permanentmagnetiskt uppspänningssystem 08-514 307 60 info@bonthron-ewing.se www.bonthron-ewing.se Det ultimata uppspänningssystemet
Med den här boken får du: Författaren:
 Innehåll Kapitel Sida Inledning 5 1 Myndigheternas roll och inspektionsverksamhet 12 2 Kvalitetsarbete och kvalitetsledning 15 3 Organisationen och personal 19 4 Utveckling av medicintekniska produkter
Innehåll Kapitel Sida Inledning 5 1 Myndigheternas roll och inspektionsverksamhet 12 2 Kvalitetsarbete och kvalitetsledning 15 3 Organisationen och personal 19 4 Utveckling av medicintekniska produkter
Presshärdade lagerkomponenter (PRELAG) Hans Bodin 2012-04-26 Hållbar Produktionsteknik
 Hans Bodin 2012-04-26 Hållbar Produktionsteknik") Presshärdade lagerkomponenter (PRELAG) Hans Bodin 2012-04-26 Hållbar Produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte... 6 4. Genomförande... 7 5. Resultat... 8 5.1 Bidrag till
Presshärdade lagerkomponenter (PRELAG) Hans Bodin 2012-04-26 Hållbar Produktionsteknik Innehåll 1. Sammanfattning... 3 2. Bakgrund... 4 3. Syfte... 6 4. Genomförande... 7 5. Resultat... 8 5.1 Bidrag till
CDC en jämförelse mellan superskalära processorer. EDT621 Campus Helsingborg av: Marcus Karlsson IDA
 CDC6600 - en jämförelse mellan superskalära processorer av: Marcus Karlsson Sammanfattning I denna rapport visas konkret information om hur den första superskalära processorn såg ut och hur den använde
CDC6600 - en jämförelse mellan superskalära processorer av: Marcus Karlsson Sammanfattning I denna rapport visas konkret information om hur den första superskalära processorn såg ut och hur den använde
P&P AB Företagspresentation. ...ger dig konkurrenskraft
 P&P AB Företagspresentation...ger dig konkurrenskraft P & P A B P&P AB är ett tillverkande företag inom pappersbranschen. Produktionen sker idag i en modern maskinpark där vi producerar rullprodukter och
P&P AB Företagspresentation...ger dig konkurrenskraft P & P A B P&P AB är ett tillverkande företag inom pappersbranschen. Produktionen sker idag i en modern maskinpark där vi producerar rullprodukter och
 Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Framsida Titelsida ii Trycksida iii Abstract iv Sammanfattning v Förord vi Tom vii Innehållsförteckning 1 Introduktion... 1 1.1 Bakgrund... 1 1.2 Inledning... 1 1.2.1 Kaprifolen... 2 1.3 Syfte... 2 1.4
Second handbook of research on mathematics teaching and learning (NCTM)
") Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
Second handbook of research on mathematics teaching and learning (NCTM) The effects of classroom mathematics teaching on students learning. (Hiebert & Grouws, 2007) Inledande observationer Undervisningens
Grunder för materialfixering med vakuum
 Grunder för materialfixering med vakuum Först och främst har vi normalt atmosfärslufttryck inuti och utanför vakuumbordet, som är ungefär 1bar. Därefter placeras ett arbetsstycke på ytan på vakuumbordet
Grunder för materialfixering med vakuum Först och främst har vi normalt atmosfärslufttryck inuti och utanför vakuumbordet, som är ungefär 1bar. Därefter placeras ett arbetsstycke på ytan på vakuumbordet
Förenkla leveransen av nästa generations kundupplevelse. PureConnect
 Förenkla leveransen av nästa generations kundupplevelse PureConnect Förenkla och säkerställ kvaliteten i kundrelationerna Vi valde PureConnect för dess enkla allt-i-ett-arkitektur Vi ville inte längre
Förenkla leveransen av nästa generations kundupplevelse PureConnect Förenkla och säkerställ kvaliteten i kundrelationerna Vi valde PureConnect för dess enkla allt-i-ett-arkitektur Vi ville inte längre
Tranås Rostfria AB. Det lilla bolagets flexibilitet i stort format
 Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
Tranås Rostfria AB Det lilla bolagets flexibilitet i stort format Det lilla bolagets flexibilitet i stort format Tranås Rostfria AB är en svenskägd legotillverkare som är inne i en stark expansionsfas
PARKETTAPPLICERING. Mixon Lösningar för parkettapplicering 3000 Serien
 PARKETTAPPLICERING Mixons systemlösning för parkettapplicering används för olika produkter där trälameller limmas ovanpå varandra genom att applicera lim på det horisontella fältet på träets ovansida.
PARKETTAPPLICERING Mixons systemlösning för parkettapplicering används för olika produkter där trälameller limmas ovanpå varandra genom att applicera lim på det horisontella fältet på träets ovansida.
Kyltekniska Föreningen
 Kyltekniska Föreningen Samling: Kl. 17.00 KTH Energiteknik, Brinellvägen 64, Stockholm Måltid: Mat serveras från kl 17.00 Program: Preliminärt program - Ordförande välkomnar (Peter Rohlin) - Fuktig luft
Kyltekniska Föreningen Samling: Kl. 17.00 KTH Energiteknik, Brinellvägen 64, Stockholm Måltid: Mat serveras från kl 17.00 Program: Preliminärt program - Ordförande välkomnar (Peter Rohlin) - Fuktig luft
Marknadsundersökning kring additiv tillverkning i Sverige
 Marknadsundersökning kring additiv tillverkning i Sverige HUVUDOMRÅDE: Maskinteknik FÖRFATTARE: Michael Hyunh, Sara Tavajoh HANDLEDARE: Leif Svensson JÖNKÖPING 2018 juni Postadress: Besöksadress: Telefon:
Marknadsundersökning kring additiv tillverkning i Sverige HUVUDOMRÅDE: Maskinteknik FÖRFATTARE: Michael Hyunh, Sara Tavajoh HANDLEDARE: Leif Svensson JÖNKÖPING 2018 juni Postadress: Besöksadress: Telefon:
3D-printing - unika möjligheter. Kenny Johansson Tel
 3D-printing - unika möjligheter Kenny Johansson kenny@acron-form.se Tel. 0371-19360 Kontaktuppgifter Förfrågningar: cad@acron-form.se Filformat: IGES, STEP, Parasolid (X_T), STL Tel. 0371-193 50 www.acron-form.se
3D-printing - unika möjligheter Kenny Johansson kenny@acron-form.se Tel. 0371-19360 Kontaktuppgifter Förfrågningar: cad@acron-form.se Filformat: IGES, STEP, Parasolid (X_T), STL Tel. 0371-193 50 www.acron-form.se
Kursplan. MT1051 3D CAD Grundläggande. 7,5 högskolepoäng, Grundnivå 1. 3D-CAD Basic Course
 Kursplan MT1051 3D CAD Grundläggande 7,5 högskolepoäng, Grundnivå 1 3D-CAD Basic Course 7.5 Higher Education Credits *), First Cycle Level 1 Mål Studenten ska efter avslutad kurs ha inhämtat grunderna
Kursplan MT1051 3D CAD Grundläggande 7,5 högskolepoäng, Grundnivå 1 3D-CAD Basic Course 7.5 Higher Education Credits *), First Cycle Level 1 Mål Studenten ska efter avslutad kurs ha inhämtat grunderna
SKOLFS. beslutade den maj 2015.
 Föreskrifter om ändring i Skolverkets föreskrifter (SKOLFS 2010:244) om ämnesplan för ämnet cad i gymnasieskolan och inom kommunal vuxenutbildning på gymnasial nivå; beslutade den maj 2015. Med stöd av
Föreskrifter om ändring i Skolverkets föreskrifter (SKOLFS 2010:244) om ämnesplan för ämnet cad i gymnasieskolan och inom kommunal vuxenutbildning på gymnasial nivå; beslutade den maj 2015. Med stöd av
Lars Karlsson, TRIAB / Scandinavian Coating 2013
 Pulverlackering på värmekänsligt material En ny marknad för användning av pulver! Lars Karlsson, TRIAB / Scandinavian Coating 2013 TRIAB / TRI INNOVATIONS AB Leverantör till industrin sedan 1971 Ålegårdsgatan
Pulverlackering på värmekänsligt material En ny marknad för användning av pulver! Lars Karlsson, TRIAB / Scandinavian Coating 2013 TRIAB / TRI INNOVATIONS AB Leverantör till industrin sedan 1971 Ålegårdsgatan
Termodynamik FL3. Fasomvandlingsprocesser. FASER hos ENHETLIGA ÄMNEN. FASEGENSKAPER hos ENHETLIGA ÄMNEN. Exempel: Koka vatten under konstant tryck:
 Termodynamik FL3 FASEGENSKAPER hos ENHETLIGA ÄMNEN FASER hos ENHETLIGA ÄMNEN Enhetligt ämne: ämne med välbestämd och enhetlig kemisk sammansättning. (även luft och vätske-gasblandningar kan betraktas som
Termodynamik FL3 FASEGENSKAPER hos ENHETLIGA ÄMNEN FASER hos ENHETLIGA ÄMNEN Enhetligt ämne: ämne med välbestämd och enhetlig kemisk sammansättning. (även luft och vätske-gasblandningar kan betraktas som
Additiv tillverkning genom 3D Metal Printing
 Additiv tillverkning genom 3D Metal Printing 3D METPRINT AB ERLING SVENSSON CEO STALLGATAN 2, 343 34 Ä LMHULT VAD ÄR ADDITIV MANUFACTURING, AM? Ett samlingsnamn för att beskriva de teknologier som skapar
Additiv tillverkning genom 3D Metal Printing 3D METPRINT AB ERLING SVENSSON CEO STALLGATAN 2, 343 34 Ä LMHULT VAD ÄR ADDITIV MANUFACTURING, AM? Ett samlingsnamn för att beskriva de teknologier som skapar
VOLVO CONSTRUCTION EQUIPMENT variomatic skridar
 VOLVO CONSTRUCTION EQUIPMENT variomatic skridar VOLVO VARIOMATIC SKRIDAR. ASFALTLÄGGARENS SJÄL. Skriden är asfaltläggarens viktigaste del, och har avgörande betydelse för beläggningskvaliteten. Volvo Variomatic
VOLVO CONSTRUCTION EQUIPMENT variomatic skridar VOLVO VARIOMATIC SKRIDAR. ASFALTLÄGGARENS SJÄL. Skriden är asfaltläggarens viktigaste del, och har avgörande betydelse för beläggningskvaliteten. Volvo Variomatic
Bättre tillförlitlighet vid djupare avstickning
 Bättre tillförlitlighet vid djupare avstickning Prioriterade användarkrav...... vid djupare avstickning var något man tog hänsyn till redan tidigt under utvecklingen av det nya konceptet. Resultatet bygger
Bättre tillförlitlighet vid djupare avstickning Prioriterade användarkrav...... vid djupare avstickning var något man tog hänsyn till redan tidigt under utvecklingen av det nya konceptet. Resultatet bygger
Kan additiva tillverkningsmetoder användas vid direkttillverkning med metall som bas?
 Additiv tillverkning i metall vid batchproduktion Kan additiva tillverkningsmetoder användas vid direkttillverkning med metall som bas? CHRISTOPHER DAHLGREN RASMUS ROLANDSSON MG104X Examensarbete inom
Additiv tillverkning i metall vid batchproduktion Kan additiva tillverkningsmetoder användas vid direkttillverkning med metall som bas? CHRISTOPHER DAHLGREN RASMUS ROLANDSSON MG104X Examensarbete inom
[RAPPORT] TMTS52 Möbeldesign och träteknisk produktutveckling. Stefan Axelsson Erik Edlund Sebastian Dahlin Johanna Trinh
![[RAPPORT] TMTS52 Möbeldesign och träteknisk produktutveckling. Stefan Axelsson Erik Edlund Sebastian Dahlin Johanna Trinh](/thumbs/27/9630776.jpg "[RAPPORT] TMTS52 Möbeldesign och träteknisk produktutveckling. Stefan Axelsson Erik Edlund Sebastian Dahlin Johanna Trinh") Stefan Axelsson Erik Edlund Sebastian Dahlin Johanna Trinh 2009-03-05 Linköpings Tekniska Högskola [RAPPORT] TMTS52 Möbeldesign och träteknisk produktutveckling INNEHÅLLSFÖRTECKNING 1. Inledning... 3 1.1.
Stefan Axelsson Erik Edlund Sebastian Dahlin Johanna Trinh 2009-03-05 Linköpings Tekniska Högskola [RAPPORT] TMTS52 Möbeldesign och träteknisk produktutveckling INNEHÅLLSFÖRTECKNING 1. Inledning... 3 1.1.
MakerBot - Replicator Mini
 MakerBot - Replicator Mini MakerBot tar ännu en gång ett gigantiskt steg framåt inom 3D-skrivartekniken! I den femte generationen MakerBot Replicator 3D-skrivare har MakerBot anpassat teknik från proffs
MakerBot - Replicator Mini MakerBot tar ännu en gång ett gigantiskt steg framåt inom 3D-skrivartekniken! I den femte generationen MakerBot Replicator 3D-skrivare har MakerBot anpassat teknik från proffs
Medvetet företagande i en digitaliserad tid
 Medvetet företagande i en digitaliserad tid Förord Vi lever i en spännande och föränderlig tid där digitaliseringen ger oss möjligheter vi tidigare bara kunde drömma om. Modern teknik och smarta tjänster
Medvetet företagande i en digitaliserad tid Förord Vi lever i en spännande och föränderlig tid där digitaliseringen ger oss möjligheter vi tidigare bara kunde drömma om. Modern teknik och smarta tjänster
Bilagor 103. Bilaga 1 - Krav på styrande och redovisande dokument 104 i QSReg (21 CFR 820)
") Innehåll Kapitel Sida Inledning 5 1 Myndigheternas roll och inspektionsverksamhet 12 2 Kvalitetsarbete och kvalitetsledning 15 3 Organisationen och personal 19 4 Utveckling av medicintekniska produkter
Innehåll Kapitel Sida Inledning 5 1 Myndigheternas roll och inspektionsverksamhet 12 2 Kvalitetsarbete och kvalitetsledning 15 3 Organisationen och personal 19 4 Utveckling av medicintekniska produkter
Projekt? 1DV420 Nätverksprojekt Kalmar, Lars Karlsson +46(0)
") Projekt? 1DV420 Nätverksprojekt Kalmar, 2014 Lars Karlsson lars.karlsson@opnova.se +46(0)703467897 Att planera? Idé att göra? Blir ändå aldrig som man tänkt sig... Just därför! 2 Projekt - Definition 1.
Projekt? 1DV420 Nätverksprojekt Kalmar, 2014 Lars Karlsson lars.karlsson@opnova.se +46(0)703467897 Att planera? Idé att göra? Blir ändå aldrig som man tänkt sig... Just därför! 2 Projekt - Definition 1.
SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER
 SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER Om andra stål ger dig problem, testa SSAB Domex. Det är optimerat för att öka din produktivitet och slutproduktens prestanda. SSAB DOMEX UTFORMAT FÖR
SSAB Domex OPTIMERAT FÖR DIG OCH STÅL- KONSTRUKTIONER Om andra stål ger dig problem, testa SSAB Domex. Det är optimerat för att öka din produktivitet och slutproduktens prestanda. SSAB DOMEX UTFORMAT FÖR
Energieffektiva Bostäder
 Energieffektiva Bostäder Symbios mellan energieffektivitet och produktionseffektivitet Albert Boqvist Upplägg Presentera vad som har gjorts samt vad som skall göras (3 steg) Projektets mål Utveckla riktlinjer
Energieffektiva Bostäder Symbios mellan energieffektivitet och produktionseffektivitet Albert Boqvist Upplägg Presentera vad som har gjorts samt vad som skall göras (3 steg) Projektets mål Utveckla riktlinjer
DE TRE UTMANINGARNA..
 DE TRE UTMANINGARNA.. SYSTEM MATERIAL PROCESSER PROTOTYP UTVECKLING SERIE UTVECKLINGSFASER NY LEVERANTÖR System Process AS9100 NadCap Geometri Legering In718/ Ti Rf/ Al Standard ISO9000 TID RESAN MOT MÅLET
DE TRE UTMANINGARNA.. SYSTEM MATERIAL PROCESSER PROTOTYP UTVECKLING SERIE UTVECKLINGSFASER NY LEVERANTÖR System Process AS9100 NadCap Geometri Legering In718/ Ti Rf/ Al Standard ISO9000 TID RESAN MOT MÅLET
Kärleken till stålet BERÄTTELSEN OM UDDEHOLMS AB
 Kärleken till stålet BERÄTTELSEN OM UDDEHOLMS AB I 350 år har vi tillverkat stål. Det har gett oss en erfarenhet och en kunskap som lett fram till att vi idag tillverkar världens bästa verktygsstål. 1668
Kärleken till stålet BERÄTTELSEN OM UDDEHOLMS AB I 350 år har vi tillverkat stål. Det har gett oss en erfarenhet och en kunskap som lett fram till att vi idag tillverkar världens bästa verktygsstål. 1668
Storage. Effektivare datalagring med det intelligenta informationsnätet.
 Storage. Effektivare datalagring med det intelligenta informationsnätet. 2 Teknik och samverkan i en gemensam infrastruktur skapar nya möjligheter för effektivare datalagring Datalagring är en central
Storage. Effektivare datalagring med det intelligenta informationsnätet. 2 Teknik och samverkan i en gemensam infrastruktur skapar nya möjligheter för effektivare datalagring Datalagring är en central
Automation, additiv tillverkning och digitalisering
 Reväst seminarium om framtidens robotiserade arbetsmarknad Automation, additiv tillverkning och digitalisering Magnus Widfeldt magnus.widfeldt@swerea.se 1 Utgångspunkt: Vision http://www.swerea.se/framtidens-industri-2030
Reväst seminarium om framtidens robotiserade arbetsmarknad Automation, additiv tillverkning och digitalisering Magnus Widfeldt magnus.widfeldt@swerea.se 1 Utgångspunkt: Vision http://www.swerea.se/framtidens-industri-2030