Gjutoptimering av svetsat QSD60-fäste
|
|
|
- Leif Per Ström
- för 6 år sedan
- Visningar:
Transkript

1 Gjutoptimering av svetsat QSD60-fäste Förstudie för gjutning av ett svetsat redskapsfäste på engcon tiltrotator Dennis Ljungberg
2 Förord Detta är ett examensarbete på 15hp som avslutar mina högskoleingenjörsstudier inom maskinteknik, 180hp, vid Umeå Universitet Examensarbetet är utfört på beställning av engcon Nordic AB, Strömsund. Först så vill jag tacka mina två handledare på engcon som varit till stor hjälp vid genomförande av detta arbete, Fredrik Jonsson och Minna Annerstedt. Utan kontakt med dessa handledare så hade inte genomförandet av detta arbete varit möjligt. Jag vill även tacka Kjell Högberg, Teknordic Maskinutveckling AB, samt Håkan Jakobsson på Industriteknik I Jämtland AB. Dessa två konsulter som båda arbetar tillsammans med engcon Nordic AB har varit till stor hjälp och svarat på viktiga frågor kring detta arbete. Till sist så vill jag även tacka min handledare på Umeå Universitet, Staffan Schedin som under arbetets gång funnits tillgänglig vid frågor kring detta examensarbete. Dennis Ljungberg Umeå i
3 Sammanfattning Engcon Nordic AB är ett företag beläget i Strömsund och är en del inom engons koncern. Engcon är ett världsledande företag inom tillverkning av tiltrotatorer och redskapsfästen till grävmaskiner. Dessa engcon tiltrotatorer tillverkas på beställning av kunden, där möjlighet att välja mellan olika storlekar, infästningar samt redskapsfästen är möjlig. Vid skrivande stund så utvecklas en ny typ av verktygsfäste, för infästning av en så kallad gripkasset, som kallas för QSD60-fäste. Detta QSD60-fäste som tillåter att en gripkasset monteras på tiltrotatorn är idag tänkt att tillverkas genom att ett flertal färdigutskurna och bearbetade plåtar svetsas ihop, tillsammans med ett integrerat hydraulblock för styrning av gripklon. Detta tillverkningsätt med svetsning är ett kostnads- och tidskrävande alternativ. Engcon Nordic AB har gett mig i uppdrag att utreda om det finns möjlighet att gjuta detta fäste och ta reda på vad detta innebär för företaget. Syftet med detta examensarbete är att ta fram ett underlag och en förstudie för hur gjutningen ska genomföras, alltså vilken gjutmetod som bör användas, vilka material som är lämpliga för detta ändamål samt om möjligt komma med förslag till formoptimeringar av detta fäste för anpassning till gjutning. Detta arbete delas in i tre delar. Den första delen består av att samla information om vilka olika gjutmetoder som finns tillgängliga i dagsläget samt vilka material som finns att använda sig av. Därefter används den insamlade informationen för att lägga fram ett förslag till vilken gjutmetod och vilket material som är att föredra med avseende på fästets utformning och materialkrav. Den andra delen i detta arbete består att ta reda på hur gjutningen av detta fäste bör göras för vald gjutmetod, om fästet kan gjutas i ett stycke eller om delgjutning kommer att krävas, och detta då med avseende på den maskinbearbetning som fästet kräver. Den sista delen i detta arbete består av att göra en ungefärlig styckesprisberäkning för detta gjutna fäste. ii
4 Abstract Engcon Nordic AB is a company located in Strömsund, Sweden, and is a part of the engcon Group. Engcon is a global leader company in the manufacture of tiltrotators and tool attachment for excavators. The tiltrotators produced at engcon, are manufactured after the customer needs, with the alternative to choose between different sizes, fittings and tool attachments. At this time engcon are developing a new type of hitch for attachment of a integrated grabber, referred to as QSD60-hitch. This QSD60-hitch which allows attachment of a integrated grabber is today planned to be manufactured by welding of a set of pree-cut and machined steel plates, along with a newly developed integrated hydraulic block for control of the gripping claws. This method of manufacturing, with welding of plates, is a very time consuming and expensive method to use for this reason. Engcon Nordic AB has engaged me to investigate whether it is possible to use metal casting of this hitch instead of welding. The purpose of this project is to gather information and put together an early pilot studie of how to manufacture the hitch with casting, based on which of the avalible casting methods that should be used, what materials that are suitable for this purpose and if possible, make suggestions of how to change the shaping and design of the hitch to optimize to the selected casting method. This project is divided into three parts. The very first part consist of gathering information about the various casting methods that are avalible today, and what materials to choose between. Thereafter, the gathered information are used to come up with a proposal of what material and casting method that should be used with consideration of the design and shape of the hitch and the material requirements. The second part of this work is based on finding out how the casting of this object should be done for the chosen method, whether it should be casted in one piece or if separate pieces are necessary, and with respect to the required machining in consideration. Finally the last part of this work consists of making an approximate calculation of the unit price of this hitch, for the alternative casting manufacturing. iii
5 Innehållsförteckning Bilagor Bilaga 1: Tabellvärden för symetriska snabbfästen (s-standard)... v 1. Inledning Projektbeskrivning Bakgrund Syfte Mål Delmål Övergripande mål Avgränsningar Företagspresentation Koncernen engcon Nordic AB Informationsunderlag tiltrotator Tiltrotator Uppbyggnad Tillbehör Informationsunderlag QSD60-fästet QSD S-standard Syftet med S-standard Betäckningar inom S-standarden Mått- och tolerans- samt belastningskrav Tillverkning idag Kostnad dagens tillverkning Konstruktionsarbete och materialkrav Konstruktionsarbete Materialkrav Teori Gjutmetoder Gjutning med engångsform Gjutning med permanent gjutform Sammanställning för- och nackdelar Gjutmaterial Gjutjärn Gjutstål Aluminium Sammanställning för- och nackdelar Genomförande Gjututförande Förslag på gjutmaterial Förslag på gjutmetod Gjutoptimering Gjutuppdelning Formoptimering Gjutformar Utformning av mönsterplåtar Skalformar Resultat Viktbesparing Tillverkningsförlopp gjutet fäste Tillverkning av mönsterplåtar Tillverkning av skalformar iv
6 6.2.3 Gjutning Resterande tillverkningsprocesser Kostnadsberäkning Diskussion Genomförande Val av gjutmetod Rekommendationer Reflektioner kring projektet Bilaga Bilagor Bilaga 1: Tabellvärden för symetriska snabbfästen (s-standard) v
7 1. Inledning 1.1 Projektbeskrivning Detta projekt går ut på att tillsammans med engcon Nordic AB undersöka och utreda tillvägagångssätt för gjutning av ett av deras svetsade redskapsfästen, som sitter monterat på en av deras engcon tiltrotatorer. 1.2 Bakgrund I dagsläget så består stora delar av engcons produkter av svetsade detaljer som i många fall har väldigt komplexa geometrier. Dessa svetsade detaljer består idag av ett flertal utskurna och fogberedda plåtar vilket ger långa ledtider. Så under de senaste åren har engcon börjat med att övergå mer och mer mot gjutning av komponenter då denna metod är mer kostnadseffektiv. Så av denna anledning har engcon Nordic AB valt att med min hjälp undersöka möjligheten att gjuta ett i dagsläget svetsat redskapsfäste. 1.3 Syfte Nedan förklaras i punktform syftet med detta projekt. Projektet ska ge information om tillgängliga gjutmetoder och vilka material som dessa metoder tillåter. Förslag till hur gjutning av detta fäste lämpligen bör göras, med avseende på material, gjutmetod, pris samt hållfasthet läggs fram. Formoptimering av fästets geometri för att bättre anpassa för gjutning. Insamlad fakta i detta arbete ska kunna användas som underlag för nästa steg i utvecklingen mot gjutna fästen. 1.4 Mål Detta examensarbete har delats in i ett antal delmål som förväntas bli avklarade under projektets gång. Dessa mål baseras på de olika aktiviteter som tidsplanen består av Delmål De delmål som finns avsatta för detta examensarbete är följande: Färdigställd faktainsamling om olika gjutmetoder. Analys av tillgängliga gjutmaterial avklarad. Gjutoptimering av fästet klart. Förstudie sammanställd. Rapport färdigskriven och inlämnad Övergripande mål Målet med detta arbete är att den insamlade informationen och mina rekomendationer och förslag till gjutnmetod och materialval ska leda till att engcon själva väljer att undersöka detta vidare för att till slut kunna övergå mot gjutning. 1.5 Avgränsningar Då denna övergång till att gjuta detta fäste är väldigt omfattande så gjordes det under detta examensarbete vissa avgränsningar för att göra detta projekt mer hanterbart under de ca 10 veckor som fanns avsatt. Nedan listas de avgränsningar som gjorts under detta arbete: Vid granskning av olika gjutmetoder väljs att enbart beakta de vanligaste huvudgrupperna av gjutmetoder, och inte mindre vanliga undergrupper. De gjutmetoder som är direkt olämpliga för gjutning av detta fäste väljs direkt bort och tas inte upp. 1


8 Vid val av lämplig gjutmetod tas ingen hänsyn till det praktiska kring formtillverkning, utan detta lämnas till nästkommande steg i denna övergångsprocess. Materialanalysen avser endast granskning av de vanligaste materialkategorierna och dess generella egenskaper, och inte enskilda legeringar. Detta med anledning till att det idag finns väldigt många olika materialsammansättningar och legeringar avsedda för gjutning. Ingen FE-analys eller formoptimering av fästets geometri och konstruktion har gjorts. 1.6 Företagspresentation Koncernen engcon är en koncern som är världsledande inom tillverkning och utveckling av tiltrotatorer och redskapsfästen till grävmaskiner. Engcons koncept bygger på att öka lönsamhet, säkerhet och flexibilitet för företagens maskinparker och arbetsplatser där grävmaskiner används. Figur 1 visar koncernens logga. Figur 1. Engcons logotyp med dess typska gula och svarta färg som kännetecknar koncernens produkter. Engcons affärside kan kort beskrivas med följande mening, som är direkt hämtad från deras egen hemsida, "Vi effektiviserar slutkundernas arbete och ökar deras lönsamhet. Dessutom skapar vi säkrare arbetsplatser. [1] Koncernen engcon består av ett moderbolag, samt ett flertal dotterbolag och produktionsbolag som ägs och arbetar direkt under moderbolaget engcon Holding AB. Kedjan av företag inom koncernen illustreras i Figur 2 här nedan. Figur 2.Organisationens utformning. Gula pilar: dotterbolag. Grå pilar: produktionsbolag [2]. 2

9 1.6.2 engcon Nordic AB Som beskrevs ovan så består denna koncern av ett stort antal bolag runt om i världen. Företaget som detta examensarbete görs på och beställts av är engcon Nordic AB som är ett av två produktionsbolag som ingår i denna koncern, tillsammans med engcon Poland. Engcon Nordic AB, beläget i Strömsund, är det främsta produktionsbolaget där huvudsakligen tiltrotatorer och redskapsfästen tillverkas. Detta bolag innehåller även en konstruktionsavdelning som arbetar med produktionsritning och utveckling av produkter inom koncernen. 2. Informationsunderlag tiltrotator Under denna del så ges en övergripande beskrivning av vad en tiltrotator är, hur den är utformad samt dess funktion. Detta görs för att läsaren tidigt ska få en introduktion till ämnet för att lättare förstå arbetets kommande delar. 2.1 Tiltrotator Det som engcon länge varit världsledande inom, och det som gav företaget ett namn inom denna branch var just deras tillverkning av tiltrotatorer. En tiltrotator är, som namnet säger, en rotator som tillåter tiltning. Dessa rotatorer sitter monterade längst ut på grävmaskinens arm och tillåter då rotation av det påkopplade redskapet. Om en tiltrotator används så ges ytterligare frihetsgrader hur redskapet kan röras, och effektiviserar därmed arbetet Uppbyggnad Dessa tiltrotatorer består av ett tiltfäste, en rotator samt ett monterat redskapsfäste. Tiltfästet, som själva rotatorn sitter fastmonterad under, består av dubbelverkande cylindrar för att ge maximal tiltkraft, samt ett standardiserat fäste för infästning mot grävmaskinens arm. Själva rotatorn, eller som engcon själv brukar kalla den, det gula hjärtat, är en hydrauliskt styrd rotator som erbjuder obegränsad rotation av redskapet. Den yttersta delen av tiltrotatorn består av någon typ av redskapsfäste, där det finns ett stort antal olika att välja mellan. Kunden själv har möjlighet att komponera ihop den tiltrotator som just deras arbete kräver, där tiltrotatorer avsedda för maskiner med en vikt mellan 1,5 och 32ton finns att välja mellan, tillsammans med ett stort urval av olika redskapsfästen och liknande. Figur 3 visar en av engcons tiltrotatorer, för att illustrera hur dessa ser ut. Figur 3.1:Tiltfäste, 2:Rotator, 3:Redskapsfäste. [3] 3

10 2.1.2 Tillbehör Som nämndes ovan så finns det möjlighet för kunden att välja mellan ett stort antal olika redskapsfästen. Dessa fästen tillåter användning av olika typer av redskap och verktyg. Olika typer av skopor, gripar, asfaltsskärare, rivtänder mm. finns att välja mellan, allt efter kundens behov. I Figur 4 visas den gripkassett som det nya QSD60-fästet är kompatibel med. Figur 4. Gripkassett avsedd för montering på QSD60-fäste. [4] 3. Informationsunderlag QSD60-fästet Under denna del så beskrivs mer ingående vad det är för typ av fäste som detta arbete syftar till att undersöka. Fästet som ska granskas har beteckningen QSD60. Denna beteckning står för att detta fäste använder sig av engcons egenutvecklade säkerhetssystem QSD (mer om det nedan). Detta fäste är i grunden ett redskapsfäste som modifierats efter en speciell standard som idag används hos snabbfästen för grävmaskiner. Denna standard kallas för symmetriska snabbfästetstandard (S-standard) och förklaras mer ingående under kommande del. Detta redskapsfäste sitter fastmonterat under själva rotatorn och har som avsikt att sammankoppla rotatorn med det valda redskapet. Det som är speciellt med detta nyutvecklade fäste är att, förutom att tillåta användande av en t.ex. grävskopa eller annat redskap, samtidigt ger möjligheten att kunna koppla på en gripkasset med gripklor för hantering och lyft av t.ex stolpar och rör. Denna gripkasset fästs med en hydraulisk låsmekanism på fästet, som har ett integrerat hydraulblock med anslutningar för styrning av gripen. I Figur 5 visas hur detta QSD60-fäste ser ut monterat under en tiltrotator. 4
, som kort förklarat är ett fäste med ett säkerhetssystem som säkerställer att grävmaskinen inte går att köra om redskap som t.ex.")

11 Figur 5.CAD-modell som visar fästet (grått) monterat under rotatorn (gult) 3.1 QSD Det granskade fästet är ett nyutvecklat unikt redskapsfäste som i skrivande stund lanserats på marknaden. Detta fäste är ett så kallat QSD-fäste (Q-safe detachable), som kort förklarat är ett fäste med ett säkerhetssystem som säkerställer att grävmaskinen inte går att köra om redskap som t.ex. grävskopor inte kopplats på redskapsfästet korrekt. Detta görs med hjälp av ett antal givare på fästet som känner av om fästaxlarna på redskapen inte har korrekt kontakt, som varnar med ljud- och ljussignal samt kopplar i en svängspärr, om detta vore fallet. I Figur 6 nedan så illustreras denna Q-safe teknik. Figur 6. Q-safe funktionen illustrerad. Ett redskapsfäste (ifylld i bilden) sammankopplat med ett redskap (skuggad i bilden) [5] 5
12 De olika numreringarna som visas i Figur 6 förklaras nedan, vilka är de egenskaper som utmärker detta Q-safe system. 1. Dubbla elektroniska givare som säkerställer att rätt kontakt hålls mellan främre och bakre axel 2. En backventil som förhindrar att låscylindern åker tillbaka vid tryckfall i hydraulsystemet 3. Kraftiga fjädrar som bibehåller låsning vid eventuella tryckfall 4. Säkerhetsklassad lyftkrok enl. EN ISO /A1:2009 och EN ISO /A1: Förberedd för inkoppling av ett externt varningssystem i form av ljus- eller ljudsignal 6. Fram- och bakaxellås som eliminerar risker för olyckor med svängande redskap 7. En unikt utformat Lås-läpp som förhindrar att bakre redskapsaxeln åker ur. 8. Q-safe-fästen är från fabrik förberedda för engcons automatiska hydraulkopplingssystem 9. Redskapet måste ha markkontakt för att kunna aktivera redskapslåset 10. Svängfunktionen på grävmaskinen är låst så länge ett redskap bara är kopplat till den ena axeln. QSD- tekniken finns integrerat på flera av engcons redskapsfästen (sedan 2014/2015), och så är även fallet för det fäste som granskas i detta arbete. [5] 3.2 S-standard Symmetriska snabbfästesstandarden (S-standarden) är en branchstandard avsedd för grävmaskiner som ägs och förvaltas av den svenska organisationen Maskinleverantörerna. Denna standard är framtagen för att standardisera de snabbfästen som idag används och tillverkas av grävmaskinsåterförsäljare, maskinägare och redskapstillverkare Syftet med S-standard Här nedan förklaras syftet med denna standard, direkt tagen från Maskinleverantörernas egna dokumentation av denna standard. Syftet med standardiseringsarbetet är att: 1. Skapa en standard som är säker och användarvänlig samt harmoniserar med internationella normer såsom EN475 och ISO Skapa en konkurrenskraftig och öppen branchstandard som inte kontrolleras av en enskild tillverkare utan istället av en erkänd och opartisk branchorganisation 3. Skapa en enhetlig betäckning för snabbfästen av olika storlekar inom standarden 4. Skapa en enhetlig tillverkningsstandard med mått och toleranser samt vara anpassat för en rationell tillverkning 5. Skapa en konstruktion som gör det billigt och enkelt att bygga om nya och begagnade skopor och tillbehör 6. Skapa en konstruktion som passar för inbyggnad mot olika typer av redskapssystem med s.k. sandwichredskap, typ Rototilt/tiltrotator och liknande snabbfästen både över och under 7. Skapa en standard som i möjligaste mån bibehåller grävmaskinens normala grävegenskaper 8. Ha en fästesbredd som harmoniserar med och passar de flesta grävmaskiners stickbredder i de tänkta storleksintervallen 9. Vara glappfritt och utan behov av individuell shimsning 10. Ha en design som möjliggör en framtida inbyggnad av helautomatiska system för koppling av hydraulslangar och elkablar 6
![11. Standarden skall kunna stödjas av en majoritet av svenska och nordiska maksinleverantörer och redskapstillverkare. [6] 3.2.](/docs-images/88/115911192/images/13-0.jpg "2 Beteckningar inom S-standarden Inom denna standard så finns det 13st olika standardiserade storlekar av snabbfästen, som alla betecknas utifrån fästets axeldiameter.")
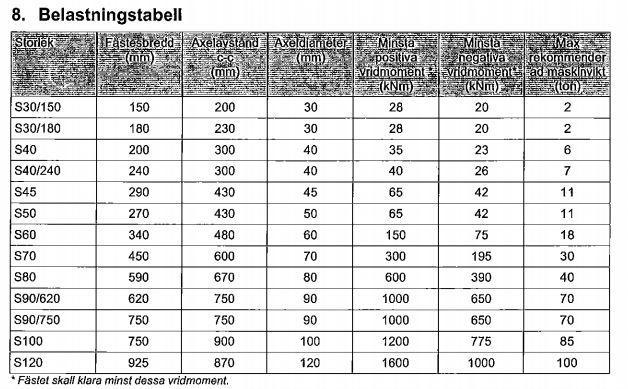
13 11. Standarden skall kunna stödjas av en majoritet av svenska och nordiska maksinleverantörer och redskapstillverkare. [6] Beteckningar inom S-standarden Inom denna standard så finns det 13st olika standardiserade storlekar av snabbfästen, som alla betecknas utifrån fästets axeldiameter. Dessa fästen benämns som S30,S40,S45,S50 osv. upp till S120. Dessa beteckningar måste följas hos de företag som tillverkar fästen med denna standard, med möjlighet att vid behov lägga till sin egen företagsbeteckning. Det QSD60 fäste som detta examensarbete ägnas åt är då helt enkelt ett, enligt den följda standarden, S60-fäste med tilläggsbeteckningen QSD (för dess integrerade säkerhetssystem) Mått- och tolerans- samt belastningskrav För denna standard så finns det vissa krav på mått och toleranser för dessa fästen samt vissa krav på hur stora belstningar dessa fästen ska klara av. I Bilaga 1 visas tabeller innehållande de krav som ställs på fästet för att klara av de restriktioner som denna standard ställer. 3.3 Tillverkning idag Som tidigare nämts tillverkas engcons redskapsfästen från ett antal utskurna och svetsade plåtar. Tillverkningen av dessa fästen görs inte av engcon Nordic AB själv, utan dessa fästen tillverkas på beställning från mellanhänder som själva ansvarar över slutprodukten. Svetz, ett företag beläget intill engcons produktion i Strömsund, är ett av de företag som anlitas för tillverkning av dessa redskapsfästen. Engcon tillhandahåller med de ritningar som krävs för tillverkningen, och Svetz ansvarar för att slutprodukten motsvarar de krav som ställts på fästet. Figur 7 visar de utskurna plåtar som tillsammans utgör detta QSD60-fäste, och Figur 8 visar hur fästet ser ut efter dessa svetsats ihop. Figur 7. Sprängskiss som visar de utskurna komponenterna som sedan svetsas ihop 7

14 Figur 8. Det färdiga QSD60-fästet med dess ihopsvetsade komponenter. I Figur 9 nedan visas tillverkningsförloppet för ett typiskt redskapsfäste, från början till färdig produkt. Utskärningen av plåten görs med hjälp av CNC-styrda endera laser- eller gasskärmaskiner med hjälp av de CAD-filer som engcon tillhandahåller. Därefter så är det upp till det anlitade företaget att göra korrekta fogberedningar (om så nu krävs) och svetsa ihop dessa plåtar till det beställda fästet utifrån engcons svetsanvisningar och ritningar. Själva svetsningen görs endera manuellt eller med hjälp av svetsrobotar beroende på fästets utformning och vilket företag som anlitas. Därefter så görs en efterbehandling där viss efterbearbetning av svetsfogar samt lackering utförs, lite beroende på vilka krav som ställts. CADmodellering Färdigställande av ritningar Utskärning av plåt Eventuell fogberedning Svetsning Efterbehandling Leverans till engcon Figur 9. Tillverkningsförlopp för redskapsfäte. Svarta textrutor visar engcons del i denna linje, resterande steg utförs av Svetz. Figur 9 visar en typisk tillverkningslinje för ett redskapsfäste, som kan variera lite beroende på vilken typ av fäste som tillverkas. Det granskade QSD60-fästet följer även det denna process, men eftersom att fästet idag endast är på protoypnivå och inte riktigt i skrivande stund nått slutfasen så är det svårt att säga exakt hur tillverkningen kommer att se ut. [7] 8
15 3.3.1 Kostnad dagens tillverkning I Tabell 1 visas vilket arbete som ligger bakom tillverkning av detta fäste samt hur mycket denna tillverkning kostar. Efter som att detta fäste i skrivande stund tillverkas på prototypnivå och inte riktigt nått marknaden än så är styckpriset på detta fäste ett ungefärligt riktpris. För detta fäste är det beräknat att, när detta är i full gång att tillverkas för marknaden, 3h maskinbearbetning och ca 5h svetsning läggs ned per styck, och att ca 88kg plåt krävs för att skära ut alla de plåtar som behövs. Under övriga kostnader ligger priser för t.ex. lackering, inköp av hydraulblock osv. Svetsarbetet kostar 360:-/h, och maskinbearbetning 700:-/h och plåtmaterialet köps in för 22:-/kg Tabell 1. Ungefärligt styckespris för inköpta QSD60-fästen Kostnad svetsning [kr] Kostnad maskinbearbetning [kr] Materialkostnad [kr] Övriga kostnader [kr] Totalt [kr] Av tabellen ovan så framstår att detta fäste ungefärligt kostar 7000:- för engcon att köpa in idag, vilket för min del får bli ett riktpris för vad styckpriset för det gjutna alternativet måste överträffa. 3.4 Konstruktionsarbete och materialkrav Här nedan behandlas lite kort information kring hur det bakomliggande konstruktionsarbetet för detta fäste har sätt ut, samt lite om hur vilka krav detta fäste ställer på val av material. Denna information hämtades genom muntlig kommunikation med Kjell Högberg, konsult arbetandes åt engcon. [8] Konstruktionsarbete Konstruktionsarbetet som ligger bakom dagens utformning av detta fäste bygger på S-standarden. I Bilaga 1 så finns de krav på belastningar och toleranser som ställs på konstrukitonen av detta fäste, vilket även kan antas vara grunden för hur detta fäste utformats. Under kontruktionsarbetets gång så har FEM-analys använts för kontroll av kritiska områden, där för det mesta statiska belastningsfall baserade på verkliga driftstester varit dimensionerande Materialkrav Med anledning av alla de stötar och slag som vid verkliga driftsfall kan komma att påverka detta fäste så krävs det att konstruktionen inte är för styv. Av denna anledning så krävs det att ett material med viss seghet används, för att försäkra sig om att inte sprickbildning uppstår. Detta har engcon löst genom att blanda olika typer av plåtkvalitéer, där mer höghållfasta plåtar används vid mer kritiska områden, och lite billigare och inte lika hållfasta material väljs vid övriga ställen på fästet. 9

16 4 Teori Denna del hanterar den insamlade informationen kring gjtutmetoder och material som senare används och utvärderas under själva genomförandet. 4.1 Gjutmetoder Teorin under detta kapitel delas in gjutning med engångsform och i gjutning med permanent gjutform. För dessa två huvudgrupper tas de i dagsläget vanligaste gjutmetoder upp Gjutning med engångsform Under denna del så beskrivs några av dagens mest kommersiella gjutmetoder där man använder sig av engångsformar. Råsandsgjutning Råsandsgjutning, även kallad sandformsgjutning, bygger på att gjutning görs i en sandform som sedan skakas sönder efter genomförd gjutning. Denna metod är den idag vanligaste kommersiella gjutmetoden. Det första steget i denna gjutprocess är att tillverka en modell för hur det färdiga gjutgodset ska se ut. Detta kan göras av lite olika material, som t.ex. trä, plast eller metall. Att tänka på är att dessa modeller ofta kräver en svag kilform på utvändiga ytor, s.k släppning, för att underlätta att sandformen ska släppa från modellen utan att gå sönder. Att tänka på är även att gjutgodset krymper ca 0,8% vid stelning vilket leder till att modellen måste vara något större än det färdiga gjutgodset för att kompensera för denna krympning. Modellen som används vid tillverkning av sandformarna består oftast av två halvor, så att man på så vis får två formhalvor att sätta ihop vid gjutning. Dessa sandformar tillverkas på så vis att modellhalvan läggs på ett bräde och omsluts med en formflaska (ram) för att sedan fyllas på med hårdpackad gjuterisand. Denna sand blandas ofta med något bindemedel eller en härdare för att göra att sandformen stelnar. Vid detta skede så är det upp till formsnickaren att införa korrekta gjutkanaler för att leda smältan rätt i formen. Efter att två sandformar gjorts, en för varje modellhalva, så sätts dessa ihop och förbereds för gjutning. Om kaviteter och ihåligheter önskas så kan kärnor läggas i vid gjutningen. Därefter så hälls smältan i sandformen och får svalna innan sandformen skakas sönder på ett gallergolv eller liknande, där gjutsanden samlas ihop för återanvändning. Denna gjutmetod har inte lika bra ytfinhet som kokillgjutning eller pressgjutning vilket gör att ganska omfattande efterbearbetning kan komma att krävas. I Figur 10 illustreras hur gjutning med sandform fungerar. [9] Figur 10. Gjutning med sandform [9]. 10

17 Skalformning Grunden till skalformning, även kallad skalformsgjutning, är att en speciell typ av sand värmehärdas runt en mönsterplåt för att skapa ett tunt skal. Två sådana skalhalvor sammanförs sedan för att tillsammans bilda en gjutform. Sanden som används är oftast en blandning av kvarts och ett värmehärdande harts. När denna sand kommer i kontakt med den föruppvärmda mönsterplåten (200 C) så härdar denna i ett skikt runt modellen och ett tunt skal bildas. Detta skal härdas därefter i ugn innan det plockas bort från brättet med skalmodellen och sedan monteras med andra halvan för gjutning. Därefter så liknar denna metod vanlig sandformsgjutning väldigt mycket, där dessa skalformar placeras i en formflaska och omsluts oftast med sand (som agerar stödmaterial) innan smältan hälls ned i skalformen. Därefter skakas sanden bort och skalen avlägsnas från gjutgodset. I Figur 11 visas med något förenklade figurer hur denna precess går till. Den största nackdelen med denna metod är att nya skalformar måste tillverkas för varje gjutning. Med anledning av detta så brukar denna gjutmetod i hög grad automatiseras vilket då gör att tillverkningen av skalen går väldigt snabbt när investering av verktyg och liknande väl har gjorts. En annan nackdel är att denna metod inte är lika tillgänglig som råsandsgjutning, även fast den förekommer i Sverige. Denna metod används främst för större serier och ger en bättre ytfinhet än vanlig sandformsgjutning och håller även en högre precision. Även denna gjutmetod tillåter gjutning av komplexa geometrier där material som järn- och stålgjutgods kan tillämpas. [10] Figur 11. Skalformsgjutning enkelt illustrerat [10]. 11
![Fullformsgjutning Fullformsgjutning, på engelska kallad lost foam casting [11] eller evaporative casting [12], är en gjutmetod som i grunden är väldigt lik vanlig sandformsgjutning, där en modell av](/docs-images/88/115911192/images/18-0.jpg "gjutgodset innesluts av sand inuti en formflaska.")
18 Fullformsgjutning Fullformsgjutning, på engelska kallad lost foam casting [11] eller evaporative casting [12], är en gjutmetod som i grunden är väldigt lik vanlig sandformsgjutning, där en modell av gjutgodset innesluts av sand inuti en formflaska. Skillnaden är att modellen i detta fall tillverkas av frigolit (expanderad polystyren) som sedan behandlas med en eldfast beläggning, vanligen någon typ av keram. Denna styrenmodell placeras sedan i en formflaska och sand packas runt modellen. För denna metod, eftersom att styrenmodellen bahandlats med en eldfast beläggning, så behövs inget bindemedel i gjutsanden. Därefter så kan smältan hällas direkt ned i formen utan att polystyrenmodellen plockas bort då denna förbränns och förångas. Sist så skakas sanden bort och den keramiska beläggningen kan plockas bort. Denna metod ger, tack vare beläggningen som skyddar modellen från gjutsanden, en god ytfinhet och kräver väldigt lite efterbearbetning. Fullformsgjutning är en mångsidig metod som klarar av gjutning i de flesta matalliska material och lämpar sig väldigt bra för gjutning av små till stora gods. Dock så är den största nackdelen att dels speciella verktyg och utrustning för tillverkning av styrenmodellen krävs samt att en ny modell krävs för varje gjutning, vilket kan vara tids- och kostnadskrävande om väldigt stora gjutgods önskas gjutas. I Figur 12 visas ett gjutexempel där denna metod använts. [11][12] Figur 12. Ett motorblock gjutet i aluminium med hjälp av fullformsgjutning, stående bredvid motsvarande polystyrenmodell.[13] 12

 eller så trycks smältan upp i formen med hjälp av stigarrör (lågtryckskokillgjutning).")
19 4.1.2 Gjutning med permanent gjutform Under denna del så listas några av dagens mest använda gjutmetoder där gjutning i en återanvändbar, permanent gjutform används. Kokillgjutning För denna gjutmetod så använder man sig av en speciell typ av gjutform, en kokill, som oftast är gjord i gjutgärn eller stål. Denna kokill består av två eller flera sammansatta formdelar som tillsammans motsvarar den slutgiltiga modellen. Metallsmältan hälls endera ner i kokillformen manuellt (statisk kokillgjutning) eller så trycks smältan upp i formen med hjälp av stigarrör (lågtryckskokillgjutning). Detta är en väldigt enkel och idag välanvänd gjutmetod vid små till medelstora serier, där gjutformen kan återanvändas. Kokillgjutning ger stor frihet vid val av geometrier och former då invändiga kaviteter och ihåligheter tillåts med insättning av kärnor. Denna gjutmetod ger en bra ytfinhet och ger gjutgods med högre hållfasthet än motsvarande gjutning i sandform och vid pressgjutning. Dock så är denna gjutmetod p.ga sin gjutform begränsad till enbart gjutning av lättmetallegeringar som t.ex. aluminium och kopparlegeringar. Figur 13 här nedan visar en typisk modell på en kokillgjutform. [14][15] Figur 13. Typisk gjutform för statisk kokillgjutning, med gjutkanal samt utstötare för att underlätta avlägsning av gjutgods. [15] 13

20 Pressgjutning Vid pressgjutning så pressas den smälta metallen in i gjutformen som även vid denna gjutmetod är tillverkad i gjutjärn eller stål. Denna gjutmetod automatiseras allt som oftast där smältan pressas in i gjutformarna med hjälp av en trycksatt kolv, vilket då fyller hela formen med goda resultat. Sedan när smältan stelnat så öppnas formarna och gjutgodset avlägsnas likt vid kokillgjutning med hjälp av utstötare. Denna komplexa gjutning gör att denna metod är relativt dyr vilket innebär att denna metod bäst lämpar sig till stora serier för att kompensera den stora verktygskostnaden. Vid pressgjutning så erhålls en bättre precision och ytfinhet än vid gjutning i sandform vilket gör att betydligt mindre efterbearbetning krävs. Vid gjutning med denna metod så krävs det att lättsmälta legeringar används, för att lättare kunna pressa smältan in i formen, vilket gör att även denna metod är begränsad till material som t.ex. aluminium, zink och magnesium. Figur 14 nedan visar hur ett pressgjutningsverktyg kan vara konstruerat. [16][17] Figur 14. Bild som illustrerar ett pressgjutningsverktyg, där smältan pressas in i gjutformen. [16] 14
21 4.1.3 Sammanställning för- och nackdelar Här i Tabell 2 nedan så beskrivs de för- och nackdelar som dessa olika gjutmetoder har. Detta görs för att lättare kunna få en överblick över vilken gjutmetod som bäst lämpar sig för att gjuta det fäste som engcon Nordic AB vill undersöka. Tabell 2. Sammanställning för- och nackdelar. Gjutmetod Fördelar Nackdelar Råsandsgjutning Väldigt tillgängligt. Tidskrävande formtillverkning vid storserieproduktion. Klarar av gjutning av de flesta geometrier Kräver omfattande och metalliska material. Kostnadseffektivt vid för gjutning av mindre serier efterbearbetning. Mindre bra mekaniska egenskaper. Skalformning Ger väldigt bra mekaniska egenskaper Högre kostnad än gjutning med kommersiell sandform. Ger en väldigt bra ytfinhet med nogranna toleranser. Begränsad till gjutning av till storleken mindre gods. Kostnadseffektivt p.ga reducerad maskinbearbetning. Kräver större serier för att vara lönsam. Möjligt att gjuta i de flesta metalliska material. Ej lika tillgänglig som råsandsgjutning Fullformsgjutning Gjutmodellen behöver inte tas ur formen (förenklar gjutning). Ej kostnadseffektivt vid storserieroduktion då nya modeller krävs för varje Komplicerade geometrier tillåts utan behov av gjutkärnor. Likt skalformning ges en god ytfinhet och nogranna toleranser kan uppnås. gjutning. Kan vara miljöfarligt beroende på val av. modellmaterial, då förbränningen kan avge miljöfarliga gaser. Mindre tillgänglig metod. Kokillgjutning Pressgjutning Bättre ytfinhet än vid gjutning med sandformar. Tillåter ingjutningar av komponenter av annat material. Ger goda hållfasthetsegenskaper. Ger likt kokillgjutning en bättre ytfinhet än vid sandformsgjutning. Möjliggör gjutning av komplicerade detaljer. Begränsad till gjutning av enbart lättsmälta legeringar som ex. Aluminium. Även denna metod begränsas till gjutning av lättsmälta legeringar och metaller. Dyrare än sandformsgjutning och kräver stora serier. 15
22 4.2 Gjutmaterial Under denna del så analyseras de olika gjutmaterial som finns tillgängliga. Eftersom att det idag finns väldigt många olika gjutbara legeringar så begränsas analysen till enbart granskning av huvudgrupperna gjutjärn, gjutstål samt aluminium. Anledningen till att just dessa tre grupper valdes för analys beror på att dessa är de tre vanligaste konstruktionsmaterialen att välja mellan för gjutning Gjutjärn Gjutjärn är en gemensam benämning för järn-kollegeringar med en kolhalt på över 2%. Inom denna materialgrupp finns ett antal olika gjutjärnskvaliteter med olika materialegenskaper och sammansättningar. Den höga halten kol i dessa material (relativt om man jämför med vanliga konstruktionsstål) medför att dessa material är lätthanterliga vid gjutning då en låg smältpunkt och god viskositet vid smält form erhålles. De olika typer av gjutjärn som idag vanligast används kommersiellt vid gjutning är fyra olika, gråjärn, segjärn, vitjärn och aducerjärn. Dessa olika gjutjärnskvaliteter förklaras mer ingående under respektive del här nedan. Dessa fyra olika gjutjärnskvaliteter finns i ett flertal olika standarder, där sammansättningen och tillsättning av andra legeringsämnen förändrar materialegenskaperna. Med anledning av de väldigt många varianter av dessa huvudgrupper som finns idag så väljs att enbart utgå från de generella egenskaper som dessa gjutmaterialkvaliteter uppvisar. Gråjärn Gråjärn är det idag mest använda gjutjärnet och används främst för sin goda slitstyrka, goda gjutegenskaper och möjlighet till bearbetning tack vare kortspånade egenskaper. Detta är även ett, i jämförelse med andra gjutmaterial, billigt alternativ. Dessa goda egenskaper som gråjärnet uppvisar ges tack vare en relativt hög kiselhalt och en låg svalningshastighet. Detta medför att materialet uppvisar en ferrit-perlitisk fas, med en kornstruktur som innehåller fjäll av grafit. Denna struktur gör dock att gråjärnet får dålig seghet, vilket i sin tur innebär en dålig hållfasthet, trots sin höga slitstyrka. I Tabell 3 nedan visas några standarder av vanligt förekommande gråjärn och några av dess materialegenskaper. [18][19][20] Tabell 3. Materialegenskaper hos några gråjärnsstandarder. SS-Gjutjärn SS-EN 0110 JL JL JL JL JL JL1060 Ythårdhet HB Brottgräns Elasticitetsmodul E-modul
23 Segjärn Segjärn är en legering där inlösning av legeringsämnen som magnesium eller cerium används. Inlösning av magnesium eller cerium vid smältprocessen gör att en annan kornstruktur erhålls. Denna inlösning gör att kolet ges en sfärisk (nodulär) struktur istället för den fjällstruktur som gråjärnet uppvisar. Detta gör att segheten, och därmed även hållfastheten, ökar betydligt. Förutom den ökade segheten så har segjärnet väldigt liknande egenskaper som gråjärnet, där goda bearbetningsmöjligheter och skärbarhet erhålls. Detta är även ett material som väl lämpar sig vid gjutning med sandform p.ga dess goda viskositet i smält form. I Tabell 4 nedan visas några standarder av vanligt förekommande segjärn och några av dess materialegenskaper. [18][19][20] Tabell 4. Materialegenskaper hos några segjärnsstandarder. SS-Gjutjärn SS-EN JS JS JS JS JS2070 Ythårdhet HB Brottgräns Elasticitetsmodul E-modul Vitjärn Vitjärn är en typ av gjutjärn som kännetecknas av väldigt hög hårdhet. Denna hårdhet uppnås när man hastigt kyler ner gjutgärn med låg inlösning av kisel. Vid snabb nedkylning så binds kolet i materialet som cementit vilket är den hårdaste fasen som kol kan anta. Denna hårdhet gör vitjärnet väldigt sprött och svårbearbetat då varken maskinbearbetning eller svetsning är att föredra, utan enbart gjutning tillämpas för detta material. Dessa egenskaper gör detta till ett gjutmaterial som är svårt att tillämpa annat än för slitdelar som kräver hög hårdhet och god slitstyrka. [19] Aducerjärn Aducerjärn uppnås genom värmebehandling (aducering) av vitjärn. Aducerjärnets materialegenskaper påminner väldigt mycket om de egenskaper som ges hos segjärn, där en hög hållfasthet uppnås tack vare ett segare gjutjärn. Aduceringen av vitjärn, som används för framställningen av aducerjärn, består av en viss värmebehandling följt av långa avsvalningstider. Dessa avsvalningstider gör att detta material tar relativt lång tid att framställa vilket gör att segjärnet, på grund av dess liknande egenskaper, mer och mer utkonkurrerar användningen av aducerjärn. Tabell 5 visar några vanligt förekommande typer av detta material. [19][20] 17
24 Tabell 5. Materialegenskaper hos några aducerjärnsstandarder. SS-Gjutjärn SS-EN JM JM JM JM JM JM JM1190 Ythårdhet HB Brottgräns Elasticitetsmodul E-modul Gjutstål Flera av de idag kommersiellt använda konstruktionsstålen kan modifieras för anpassning mot gjutning. Sammansättningen av dessa konstruktionsstål kan ändras, och med en förhöjning av kiselhalten öka viskositeten hos dessa material, så att de bättre lämpar sig för gjutning. Gemensamt för dessa modifierade stål är att de hamnar under samlingsnamnet gjutstål. Gjutstålen förekommer som olegerade, låglegerade och höglegerade, precis som vanliga konstruktionsstål. Egenskaperna hos gjutstål kännetecknas av hög hållfasthet och god seghet och har bättre mekaniska materialegenskaper än legeringar av gjutjärn, men på bekostnad av sämre gjutegenskaper. Största nackdelen med gjutstål vid jämförelse med gjutjärn är den betydligt högre smälttemperaturen som gjutstålen uppvisar. Denna ökade smälttemperatur leder till större krympning av materialet och ställer även högre krav på gjutform och tillhörande verktyg, vilket då leder till betydligt dyrare gjutgods. Med anledning av dessa ökade gjutkostnader så används gjutstål endast i de fallen där väldigt hög hållfasthet krävs, och där stora slitage uppstår. [20][21] Aluminium Aluminiumlegeringar är idag väldigt väl använda konstruktionsmaterial som lämpar sig såväl till skärande bearbetning och pressning som gjutning. Anledningen till att aluminiumlegeringar lämpar sig så bra till gjutning beror på dess höga duktilitet (låga elastisitetsmodul) och dess låga vikt. Med en vikt och elasticitetsmodul på endast 1/3 av stålets så är dessa material väldigt lättbearbetade. Väldigt många olika aluminiumlegeringar används idag, där olika legeringsämnen har stor påverkan på materialets hållfasthetsegenskaper. En annan fördel med dessa legeringar, om man ser till gjutning, så har aluminiumlegeringar betydligt lägre smälttemperatur än både gjutjärn och gjutstål vilket leder till energieffektivare och kostnadseffektivare gjutning då inte lika höga krav ställs på gjutformar. 18
25 Den största nackdelen med aluminiumlegeringars hållfasthetsegenskaper vid jämförelse med de andra nämnda gjutmaterial är densamma som ger materialet goda gjutegenskaper, dv.s dess låga hårdhet och elasticitetsmodul. Detta tillsammans med betydligt lägre brottgränser (och sträckgränser) gör att aluminiumlegeringar ger en betydligt lägre hållfasthet än stål- och gjutgods, men som då vägs upp av betydligt lägre vikt. [20] Sammanställning för- och nackdelar I Tabell 6 sammanställs de olika för- och nackdelar som finns hos de materialgrupperna som beskrivs ovan. Detta görs för att få en tydligare överblick över vilka materialgrupper som bör användas för gjutning av detta QSD60-fäste. Tabell 6. Sammanställning för- och nackdelar hos de granskade materialgrupperna. Gjutmaterial Fördelar Nackdelar Gråjärn Billigt. Dålig seghet. Hög hårdhet och slitstyrka. Sprött mot slagbelastning. Goda bearbetningsegenskaper. Segjärn Har likt gråjärn relativt hög hårdhet. Svårare att svetsa än jämförelsevis gjutstål Lämpar sig bra för gjutning. God seghet som ger bra hållfasthet. Vitjärn Väldigt hög hårdhet. Dåliga bearbetningsegenskaper. Billigt likt andra gjutgärn. Väldigt sprött p.ga dess höga hårdhet. Aducerjärn God seghet likt segjärn. Dyrare och inte lika tillgängligt p.ga dess framställning. Hög hårdhet. Gjutstål Väldigt goda hållfasthetsegenskaper, bättre än hos gjutjärn. Många olika legeringar tillgängliga, som är väldigt mångsidiga Svårare att maskinbearbeta. Mer krävande vid gjuttillämpning. Dyrare alternativ än gjutjärn. Aluminium Hög seghet. Väldigt låg hållfasthet i jämförelse med andra materialgrupper. Väldigt låg densitet, ger betydligt lättare gjutgods. Tillgängligt för gjutning med de flesta gjutmetoder. Begränsar möjlighet till svetsning. 19
26 5. Genomförande Genomförandet för detta examensarbete delas in i gjututförande, där förslag till material samt gjutmetod tas upp utifrån faktainsamlingen och diskussion med engcon Nordic, och gjutoptimering där utformning av gjutform samt gjutuppdelning behandlas. 5.1 Gjututförande Förslag på gjutmaterial Vid val av vilket material att föreslå för gjutning av detta fäste så granskades Tabell 6 för att överblickligen hitta den materialgrupp som bäst skulle passa detta fäste. Den materialgrupp som då verkade mest lämplig utifrån hållfasthetsegenskaper och materialkostnad var då segjärn. För att få bekräftat att detta materialval vore rimligt att använda så kontrollerades detta mot Kjell Högberg [8] som engcon Nordic tidigare varit i kontakt med gällande gjutningar av andra komponenter. Från denna kontakt gavs information om att b.la engcons stommar ( gula kärnan som själva rotatorn är uppbyggd av) idag gjuts av segjärn 0727, och har hitintills hållit de krav som ställts. Så utifrån detta så drogs slutsatsen att segjärn bör vara lämpligt även för gjutning av detta fäste Förslag på gjutmetod När gjutmaterialet valts till segjärn så användes Tabell 2 för att granska för- och nackdelar hos olika gjutmetoder. Eftersom att gjutning av gjutjärn idag, pg.a höga smälttemperaturer, ställer höga krav på gjutformer vid permanetformsgjutning så gör detta att valet av gjutning i segjärn begränsar valet av gjutmetod till gjutning med engångsform. Den största nackdelen med gjutning överlag är att det ofta krävs omfattande efterbearbetning p.ga dålig ytfinhet och dåliga toleranser. Detta gör att metoden råsandsgjutning går bort, då denna metod ger sämst ytfinhet av de granskade gjutmetoderna med engångsform. Den metod som då, utifrån den utförda faktainsamlingen, uppvisar mest tilltalande egenskaper är då skalformning. Skalformning ger en bra ytfinhet och minskar därmed kravet för efterbearbetning. Denna metoden är även mer kostnadseffektiv än fullformsgjutning där själva styrenmodellen måste tillverkas ny vid varje gjutning, vilket vid stora geometrier tar längre tid än att tillverka skalformarna. 5.2 Gjutoptimering Gjutuppdelning En stor del av detta examensarbete var att komma fram till bästa möjliga sätt att gjuta detta fäste. Ett önskemål från engcon Nordic var att detta fäste om möjligt skulle gjutas i ett enda stycke, utan att ett flertal delgjutningar genomförs. Anledningen till att en enda gjutning av detta fäste vore optimalt handlar dels om att det vore mer kostnadseffektivt och minskar tillverkningens ledtider. En annan anledning till att flera delgjutningar ej är att föredra är att dessa detaljer sedan kräver svetsning, vilket är precis vad engcon i så stor mån som möjligt vill slippa, då svetsning gör materialet sprödare, ger sprickanvisningar vid utmattningsbelastningar samt påverkar toleranserna hos detaljerna p.ga värmespänningar. Med anledning av dessa värmespänningar som uppstår i materialet efter svetsning så krävs det att all svetsning i detta fäste görs innan maskinbearbetningen, för annars så skulle toleranser och vissa delar som kräver exakt linjering inte stämma. 20

27 Trots det önskemål som engcon hade, att detta fäste skulle gjutas i ett stycke, så hittades inget bra sätt att genomföra detta på. Anledningen till detta beror på följande: 1. För gjutning i ett stycke så krävs väldigt komplicerade gjutkärnor och formar, om det ens är möjligt att uppnå med den valda gjutmetoden. 2. Ingjutning av hydraulblocket skulle inte vara möjligt med den rekommenderade gjutmetoden Med anledning av detta så valdes fästet att delas upp på följande vis, som Figur 15 här nedan visar. Figur 15. Rekommenderad gjutuppdelning. Denna uppdelning där gavlarna med alla dess plåtar istället väljs att gjutas var för sig gör att antalet komponenter minskar från 14 detaljer till enbart 4st. Tanken är att själva hydraulblocket och den bakre plåten utelämnas och tillverkas på samma vis som tidigare, och sedan svetsas ihop med gavlarna Formoptimering Det första som gjordes för att underlätta gjutning är att alla hål togs bort från plåtarna, och detta dels för att underlätta tillverkningen av gjutformar då gjutkärnor inte krävs, men även då dessa hål i vilket fall skulle kräva bearbetning för att uppnå rätt toleranser. 5.3 Gjutformar Under denna del redovisas hur mönsterplåtar och skalformarna bör utformas för gjutning av dessa gavlar. Observera att ingen hänsyn till gjutkanaler och släppvinklar tas, då detta kräver stor erfarenhet och därför lämnas över för nästa steg i denna gjutövergång Utformning av mönsterplåtar För att tillverka skalformarna så krävs det först mönsterplåtar som sedan skalformarna tillverkas med hjälp av. Dessa mönsterplåtar görs i två delar som sammansatt motsvarar det färdiga gjutgodsets geometri. Figur 16 och 17 nedan visar de två mönsterplåtar som krävs för att tillverka skalformarna. 21

28 Figur 16. Den ena mönsterplåten för tillvekning av skalform Figur 17. Den andra mönsterplåten för tillverkning av skalform Det är dessa plåtar som visas i figurerna ovan som först värms upp och sedan täcks med ett skikt av värmehärdande sand. Det är denna process som gör själva skalen som sedan används vid själva gjutningen. Två spegelvända varianter av dessa mönsterplåtar krävs för gjutning av andra gaveln, så totalt så krävs 4st sådana plåtar Skalformar Med hjälp av de mönsterplåtar som visades under föregående del så ges de skalformar som visas i Figur 18, och Figur 19 nedan. Observera att gjutkanaler inte tagits med hos dessa skalformar. 22


29 Figur 18. Skalform motsvarande mönsterplåten som visas i Figur 16. Figur 19. Skalform motsvarande mönsterplåten som visas i Figur
30 6. Resultat Under detta kapitel så redovisas resultaten från detta arbete. Resultaten baseras på skillnaden mellan det gjutna och det tidigare svetsade fästet, där skillnad i vikt, pris samt hur tillverkningen förändras tas upp. 6.1 Viktbesparing Om man ser till formoptimering av detta fäste så finns det många ställen där man kan plocka material för att hålla vikten nere, och ändå behålla samma hållfasthet. Det som främst begränsar hållfastheten hos ett svetsat fäste är just utmattningsbrott vid svetsfogar, vilket man vid gjutning minskar risken för och som därmed tillåter vissa förändringar hos fästets konstruktion. Tanken var att formoptimeringen skulle innehålla mer av förändring av fästets geometri för att vid gjutning spara så mycket vikt som möjligt, men p.ga tidsbrist och bristande kunskap kring vilka förändringar av fästet som tilläts av omkringliggande komponenter och givare så valdes istället att hitta en lösning på att gjuta fästet i dess ursprungliga form. Ett antagande där är att om fästet gjuts precis som det ser ut idag så ska inga bekymmer med bristande hållfasthet uppstå, förutsatt att rätt gjutmaterial valts. Men även fast gjutningen som detta arbete avser gäller gjutning av fästets befintliga form så ges ändå en viktbesparing tack vare gjutmaterialets lägre densitet. Denna viktbesparing redovisas i Tabell 7 nedan. Tabell 7. Viktskillnad hos de olika fästesalternativen Fäste Material Densitet ( ) Total vikt (kg) Svetsat alternativ Stål 7,7-7,9 66 Gjutet alternativ Segjärn 7,1-7,2 60 Trots att inga förändringar av fästets utformning gjorts visas i tabellen ovan att bara tack vare att använda segjärn istället för stål så erhålls en viktbesparing på ca 10%. 6.2 Tillverkningsförlopp gjutet fäste Vid tillämpning av gjutning av detta fäste, utifrån de underlag som tagits fram under detta arbete så förändras den tidigare tillverkningslinjen som illustrerades i Figur 9 tidigare i rapporten. Figur 20 visar hur tillverkningsförloppet skulle se ut om det gjutna alternativet tillämpas. Tillverkning av mönsterplåtar Tillverkning av skalformar Gjutning Svetsning Maskinbearbetning Lackering Leverans till engcon Figur 20.Tillverkningsförlopp hos det gjutna fästet. Att tillägga är att tillverkningen av mönsterplåtar endast görs en gång, förutsatt att inga förändringar av fästets konstruktion görs, vilket är anledningen till att denna del i processen valdes att markeras. 24
31 6.2.1 Tillverkning av mönsterplåtar Dessa mönsterplåtar för tillverkning av skalformarna utformas som redovisades tidigare i rapporten. Mönsterplåtarna tillverkas genom maskinbearbetning av solida stycken järn, vilket då kräver 4 järnstycken, 2st med måtten 700x300x80 och 2st med måtten 700x300x115. Sedan maskinbearbetas dessa järnstycken tills de motsvarar de mönsterplåtar som redovisats. Som tydligt framgår är att det krävs relativt omfattande bearbetning med många timmar och mycket materialspill för tillverkning av dessa, vilket därför gör detta till ett dyrt moment för denna gjutmetod. Detta är en engångskostnad som engcon Nordic själva kan tänka sig att investera i, för att uppnå gjutgods med högre ytfinhet än om vanlig sandformsgjutning tillämpas, vilket gör att denna kostnad väljs att inte beräknas och redovisas Tillverkning av skalformar Med hjälp av mönsterplåtarna tillverkas skalformarna. Denna process är oftast automatiserad och tar därför inte så lång tid, och är därför väldigt billig om man jämför med mönsterplåtstillverkningen Gjutning Därefter så prepareras gjutformen med de tillverkade skalformarna, där gjutkanaler och liknande redan integrerats. Med anledning av skalformarnas goda invändiga yta så underlättar detta för smältan att ljämt sprida ut sig i gjutformen. Smältan hälls sedan ned i gjutformen och får stå och stelna innan formen skakas sönder och gjutgodset kan frigöras. Ofta så måste skalformarna endera slås sönder eller brytas loss från godset Resterande tillverkningsprocesser Efter att själva gjutningen är gjord så ser tillverkningen av fästet ut likt det gjorde innan. Skillnaden är att betydligt mindre svetsarbete krävs, där det inte är helt orimligt att det minskar från ca 5h till 2h, då endast svetsning krävs mellan de båda gavlarna samt två andra komponenter, istället för mellan 14st olika detaljer som tidigare krävdes. Maskinbearbetningen ser däremot precis likadan ut som den gjorde tidigare, och detta med anledning av de stränga krav som ställs på linjering av vissa komponenter samt toleranser vid axelinfästning till verktyg och liknande. Till sist så krävs visst lackeringsarbete och liknande, precis som det tidigare gjorts, innan fästet kan levereras till engcon Nordic. 6.3 Kostnadsberäkning Som nämndes tidigare i rapporten, under informationsunderlaget, så köps dessa fästen in för ungefär 7000kr. Så via kontakt med engcon Nordic så kunde de tänka sig att övergå till att tillverka dessa QSD60-fästen med hjälp av gjutning om priset var ca 20% billigare än vid dagens tillverkning, och detta för att det annars inte skulle vara gångbart. Så utifrån detta så nämndes att om styckpriserna för detta fäste lyckas hållas under ca 6000kr så skulle detta alternativ vara rimligt att arbeta vidare med. Med anledning till problem att hitta kontakt med gjuteriföretag i Sverige som var villiga att lägga fram kostnadsförslag på gjutpriser, för ett examensarbete där slutresultatet inte med säkerhet resulterade i en ny kund, så har denna del av arbetet varit väldigt svår. Med anledning av detta så har inga säkra prisförlag getts, utan jag väntar på offerter från två olika gjuteriföretag, men med osäkerhet kring hur lång tid det tar innan dessa beräkningar är färdiga. 25
32 Den enda kostnadsberäkningen som jag kommit fram till är via en hemsida där man kan göra ungefärliga gjutprisberäkningar. På denna sida [22] så fördes värden in på vilket material man ville gjuta i, vilken gjutmetod, vikt på gjutgods, gjutkvalité samt eventuell efterbearbetning. I Tabell 8 redovisas hur mycket fästet skulle kosta med gjuttillverkning baserat på denna hemsida. Först och främst så väger gavlarna ca 24kg styck, så med andra ord så blir det 48kg gjutmaterial. Därefter så antas att samma efterbearbetning krävs som innan, förutom att endast ca 2h svetsning krävs istället för 5h. Tabell 8. Kostnadsuppgifter från en hemsida för kalkylering av gjutpriser. Kostnad för gjutning (baserad på hemsida [21]) Kostnad svetsning Kostnad maskinbearbetning Övriga kostnader Totalt Så enligt denna hemsida så skulle tillverkningen för detta fäste bli ca. 4600kr. Detta är dock en siffra som, trots att den ligger betydligt lägre än de 6000kr som engcon Nordic själva menar är gångbart, ej går att utgå från. Anledningen till detta är att kalkyleringarna som görs på denna sida baseras på priser från ett gjuteri i Kina, där priserna ser helt annorlunda ut i än i Sverige, samt att denna sida ej tar hänsyn till tillverkning av mönsterplåtar eller vilken inverkan gjutgodsets geometri har på utformningen av gjutformar. Så förutom dessa siffror, som det är svårt att dra slutsatser av, så finns inga prisuppgifter att redovisa för detta arbete. 26
33 7. Diskussion 7.1 Genomförande Med anledning av tidsbrist och nödvändiga avgränsningar av detta arbete så fanns inte möjlighet att fullt ut optimera detta fäste för gjutning. Den största vinsten med gjutning är att möjligheten till stora förändringar i fästets konstruktion tillåts, för att dels underlätta för en billigare gjutning, men även för att reducera vikten. Med ett fullt gjutoptimerat fäste där hela fästets konstruktion gjorts med avseende på gjutning så skulle detta öppna möjligheter till att eventuellt kunna tillverka dessa verktygsfästen till en lägre kostnad än dagens ca 7000kr som dessa köps in för. Tanken var att detta fäste skulle gjutoptimeras med hjälp av FE-analys, där förändringar mot att minska vikt samt för att underlätta för gjutning var tanken, utan att hållfastheten hos fästet skulle försämras. Denna relativt stora process valdes dock bort p.ga de många andra moment i detta examensarbete samt då jag hade väldigt lite bakgrundsinformation kring hur uppbyggnaden av detta fäste gjorts med avseende på kontroll av hållfasthet. En annan sak som jag inte hade tid eller möjlighet att undersöka, som även det är en viktig del för denna övergång mot gjutning, är olika typer av ythärdning. Med dagens metoder för att ythärda olika järnmaterial så ger detta möjlighet att använda sig av billigare gjutmaterial, som har lite sämre hållfasthet, och därefter ythärda gjutgodsen vid t.ex slitytor och liknande för att kompensera för lägre hållfasthet. Hur kostnadseffektivt detta är är inte klarlagt, då inga av dessa möjligheter undersökts. Vid kontakt med Kjell Högberg som tidigare hjälpt engcon vid gjutning så nämndes att detta vore en väldigt intressant och viktig del att undersöka. En sak som jag nu i slutskedet av arbetet känner att jag hade kunnat prioritera om, och lagt mer energi på tidigare under arbetets gång var att ta kontakt med ett gjuteri som kunde hjälpa mig med beräkning av prisuppgifter för detta fäste. Gjuterierna som jag tog kontakt med gjordes lite för sent för att de skulle hinna lägga fram en offert för eventuella gjutpriser. Med anledning av att detta är av stort intresse av engcon Nordic att veta, för att direkt kunna avgöra om gjutning är ett gångbart alternativ, så ska jag försöka hitta möjlighet att redovisa detta för dem, även fast den informationen inte kommer med i den här rapporten 7.2 Val av gjutmetod Om det i senare skede visar sig att skalformsgjutning inte är den optimala gjutmetoden, då den möjligtvis är lite för dyr, eller att engcon själva menar att den förbättrade ytfinheten som skalformning ger inte behövs så är det även fullt möjligt att med denna gjutuppdelning som redovisats tillämpa sig av vanligt sandformsgjutning, som är billigare. Eftersom att höga krav ställts på ytfinhet och toleranser, och med anledning av att även de skalformsgjutna godsen kräver denna bearbetning så kanske sandformsgjutning är att föreslå om styckpriserna för fästet visar sig bli lite höga. Skillnaden om denna gjutmetod senare väljs att undersökas är att ingen skalformstillverkning kommer att krävas, utan enbart två modellhalvor, som isf. kommer att motsvara de mönsterplåtar som redovisades tidigare i arbetet. Så vilken metod som än känns mest givande och intressant för engcon så kan detta arbete följas som exempel. 7.3 Rekommendationer Mina rekommendationer till engcon Nordic AB är att använda sig av detta arbete för att via kontakt med ett gjuteri få en korrekt kostnadsberäkning baserad på de försäljningssiffror som väntas för detta fäste. Om offerten då viar att detta fäste med möjlighet kan gjutas till ett billigare pris än den tidigare tillverkningen, så bör detta alternativ vara att tänka på att arbeta vidare med. 27
34 Om så är fallet så bör följande utredas mer noggrannt: Formoptimeringar för att underlätta gjutprocessen (detta i samråd med gällande gjuteriföretag) Kontrollera om förändringar av fästets geometri kan göras med hjälp av FEM, och detta för att kunna göra viktreduceringar i överdimensionerade områden Undersök möjligheten till olika ythärdningsmetoder för att hitta billigare alternativ till höghållfasta gjutlegeringar Undersök gjutning med både skalformning och vanlig sandformsgjutning, då dessa är relativt lika varandra i utförande. 7.4 Reflektioner kring projektet Under projektets gång så har vissa svårigheter uppstått. Till en början, när information kring gjutmaterial och gjutmetoder samlades in så var det väldigt svårt att hitta pålitliga källor. De gjutmetoder som används utanför Sverige är inte säkert att de används i samma omfattning inom landet, vilket gjorde att utländska källor granskades ganska kritiskt. Förutom svårigheter att hitta rättvisa källor så var det även ganska svårt att direkt sätta sig in i ett ämne som tidigare under denna högskoleutbildning endast behandlats ganska ytligt, nämnligen gjutning. Detta gjorde att det tog ett tag innan jag vågade försöka dra egna slutsatser kring vad som var lämpligt, och inte, för gjutning av detta fäste. Det är även av denna anledning jag nämner att både skalformning och sandformsgjutning är lämpliga, trots att större delen av arbetet ägnats åt det förstnämnda. Men, för att sammanfatta detta arbete så har det varit väldigt lärorikt och intressant då jag fått nya kunskaper inom ämnet gjutning, även fast det fanns många moment att ta med i detta arbete som det inte fanns tid för. Till sist så vill jag återigen tacka mina handledare på engcon Nordic AB, dels för all hjälp under arbetets gång, samt att jag fick chansen att arbeta med detta examensarbete. 28
35 Referenser [1] Engcon. Engcons äffärside. [Online][Citat] den [2] Engcon. Bolagen. [Online] den [3] Engcon. Tiltrotatorer. [Online] den [4] Engcon. engcon gripkassett [Online][Bild] den [5] Engcon. Q-safe. [Online] den [6] Maskinleverantörerna. S-standard [Online] den % pdf [7] Jakobsson, Håkan. Industriteknik I Jämtland AB, 2016 [8] Högberg, Kjell. Teknordic Maskinutveckling AB, 2016 [9] Warren Design and Technology. Sand casting. [Online] den [10] NPTEL. Shell Molding. [Online] den [11] ACH FOAM TECHNOLOGIES. Lost foam casting. [Online][Citat] den [12] Industrial metal casting. Evaporative casting. [Online][Citat] den [13] Super Chevy. Lost foam-process. [Online][Bild] den [14] Konstruktörslotsen. Kokillgjutning. [Online] den [15] Manufacturing guide. Statisk kokillgjutning. [Online][Bild] den [16] Metal casting. Pressure die casting. [Online][Bild] den [17] BEMIC DIECATING AB. Tillverkningsmetoder. [Online] den
36 [18] SKF. Materialkunskap. [Online] den [19] Wikipedia. Gjutjärn. [Online] den [20] Karl Björk, Björks förlag. Formler och tabeller för mekanisk konstruktion. 7:e upplagan, ISBN: B [21] Wikipedia. Gjutstål. [Online] den [22]Iron-foundry Dandong China. Cast iron price calculator. [Online] den

37 Bilaga 1 B1
GJUTMETODER. Ingemar Svensson. Del 2
 GJUTMETODER Ingemar Svensson Del 2 permanenta formar Råsandsformning Formning i självhärdande massor Flasklös formning Formmaterial Råsand alt härdad formmassa Råsand alt härdad formmassa sandform Hartsklädd
GJUTMETODER Ingemar Svensson Del 2 permanenta formar Råsandsformning Formning i självhärdande massor Flasklös formning Formmaterial Råsand alt härdad formmassa Råsand alt härdad formmassa sandform Hartsklädd
Konstruktionsanvisningar för gjutgods. Ingemar Svensson Gjuterikompetens i Huskvarna HB
 Konstruktionsanvisningar för gjutgods Ingemar Svensson Gjuterikompetens i Huskvarna HB SAMARBETA! Samarbete mellan konstruktör och gjutare på ett så tidigt stadium som möjligt är viktigt Råsandsformning
Konstruktionsanvisningar för gjutgods Ingemar Svensson Gjuterikompetens i Huskvarna HB SAMARBETA! Samarbete mellan konstruktör och gjutare på ett så tidigt stadium som möjligt är viktigt Råsandsformning
GJUTMETODER. Ingemar Svensson. Del 1
 GJUTMETODER Ingemar Svensson Del 1 Råsandsformning Formning i självhärdande massor Flasklös formning Formmaterial Råsand alt härdad formmassa Råsand alt härdad formmassa sandform Hartsklädd sand Ren sand
GJUTMETODER Ingemar Svensson Del 1 Råsandsformning Formning i självhärdande massor Flasklös formning Formmaterial Råsand alt härdad formmassa Råsand alt härdad formmassa sandform Hartsklädd sand Ren sand
QSC QUICK HITCH STANDARD CONTROL STANDARDISERAT LÅSSYSTEM
 QSC QUICK HITCH STANDARD CONTROL STANDARDISERAT LÅSSYSTEM Låssystem QSC Standardiserad manövrering av snabbfästen höjer säkerheten Idag finns det ett tjugotal större grävmaskinstillverkare som alla har
QSC QUICK HITCH STANDARD CONTROL STANDARDISERAT LÅSSYSTEM Låssystem QSC Standardiserad manövrering av snabbfästen höjer säkerheten Idag finns det ett tjugotal större grävmaskinstillverkare som alla har
ENGCON SÄTTER NY BRANSCHSTANDARD FÖR AUTOMATISKA REDSKAPSFÄSTEN FÖR GRÄVMASKINER
 ENGCON SÄTTER NY BRANSCHSTANDARD FÖR AUTOMATISKA REDSKAPSFÄSTEN FÖR GRÄVMASKINER AUTOMATISKT SNABBFÄSTESSYSTEM MED EC-OIL BLIR MARKNADENS NYA STANDARD UTAN EXTRA KOSTNAD * ERBJUDANDE! Nu får du en unik
ENGCON SÄTTER NY BRANSCHSTANDARD FÖR AUTOMATISKA REDSKAPSFÄSTEN FÖR GRÄVMASKINER AUTOMATISKT SNABBFÄSTESSYSTEM MED EC-OIL BLIR MARKNADENS NYA STANDARD UTAN EXTRA KOSTNAD * ERBJUDANDE! Nu får du en unik
Företagspresentation. erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion
 Företagspresentation erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion Målsättning Från planering, konstruktion till produktion erbjuder
Företagspresentation erbjuder korta serier av komplicerat aluminiumgjutgods till kunder med höga krav på ledtid, design, finish och funktion Målsättning Från planering, konstruktion till produktion erbjuder
AUTOMATISKT SNABBFÄSTESSYSTEM FÖR GRÄVMASKINER AUTOMATISKA REDSKAPSFÄSTEN BLIR ENGCONS NYA STANDARD
 AUTOMATISKT SNABBFÄSTESSYSTEM FÖR GRÄVMASKINER AUTOMATISKA REDSKAPSFÄSTEN BLIR ENGCONS NYA STANDARD AUTOMATISKA REDSKAPSFÄSTEN BLIR ENGCONS NYA STANDARD Vi tar nu steget fullt ut med att införa vårt automatiska
AUTOMATISKT SNABBFÄSTESSYSTEM FÖR GRÄVMASKINER AUTOMATISKA REDSKAPSFÄSTEN BLIR ENGCONS NYA STANDARD AUTOMATISKA REDSKAPSFÄSTEN BLIR ENGCONS NYA STANDARD Vi tar nu steget fullt ut med att införa vårt automatiska
Gjutning, en introduktion
 Gjutning, en introduktion 2010 11 17 Innehåll 1. Gjuteribranschen 2. Gjutdesign 3. Gjutna material 4. Användningsområden 5. Formfyllning 6. Stelning 7. Industriella gjutprocesser MTGB14, MTGC13 Casting
Gjutning, en introduktion 2010 11 17 Innehåll 1. Gjuteribranschen 2. Gjutdesign 3. Gjutna material 4. Användningsområden 5. Formfyllning 6. Stelning 7. Industriella gjutprocesser MTGB14, MTGC13 Casting
Förstudie av formfräsning
 Förstudie av formfräsning För tillverkning av formar för cement- plast- och gjuteriföretag sker modellframställning i olika stadier. För att möta framtiden med snabba omställningar och innovationer framställer
Förstudie av formfräsning För tillverkning av formar för cement- plast- och gjuteriföretag sker modellframställning i olika stadier. För att möta framtiden med snabba omställningar och innovationer framställer
Gjutjärn som konstruktionsmaterial
 Gjutjärn som konstruktionsmaterial Inlämningsuppgift i kursen kpp039 Kari Haukirauma 2011-01-06 Produktutveckling 3 Handledare Rolf Lövgren Innehåll Inledning... 3 Vad är gjutjärn?... 4 Gråjärn... 6 Användningsområden
Gjutjärn som konstruktionsmaterial Inlämningsuppgift i kursen kpp039 Kari Haukirauma 2011-01-06 Produktutveckling 3 Handledare Rolf Lövgren Innehåll Inledning... 3 Vad är gjutjärn?... 4 Gråjärn... 6 Användningsområden
Holsbygruppen UTVECKLING GJUTNING BEARBETNING
 Holsbygruppen UTVECKLING GJUTNING BEARBETNING Holsbygruppen Gruppen som består av Holsbyverken med dotterbolagen Älmhults Gjuteri, Nordcast, Rosenfors Bruk samt Vcast är en modern företagsgrupp som utvecklar,
Holsbygruppen UTVECKLING GJUTNING BEARBETNING Holsbygruppen Gruppen som består av Holsbyverken med dotterbolagen Älmhults Gjuteri, Nordcast, Rosenfors Bruk samt Vcast är en modern företagsgrupp som utvecklar,
Forma komprimerat trä
 Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
YOUR LOCAL SOURCE IN A GLOBAL WORLD GLOBAL OUTSOURCING
 GLOBAL OUTSOURCING Spara från 30 % till 75 % på maskinbearbetade produkter och gjutna komponenter från Kina. I Kina fi nns miljoner underleverantörer, endast några få kan leverera kvalitetstestade och
GLOBAL OUTSOURCING Spara från 30 % till 75 % på maskinbearbetade produkter och gjutna komponenter från Kina. I Kina fi nns miljoner underleverantörer, endast några få kan leverera kvalitetstestade och
YOUR LOCAL SOURCE IN A GLOBAL WORLD YOUR SUPPLIER OF METAL COMPONENTS
 YOUR LOCAL SOURCE IN A GLOBAL WORLD YOUR SUPPLIER OF METAL COMPONENTS GJUTGODS SVETSADE KONSTRUKTIONER SMIDE CNC BEARBETNING LEGOBEARBETNING MONTAGE OCH LOGISTIK GJUTGODS SVETSADE KONSTRUKTIONER Global
YOUR LOCAL SOURCE IN A GLOBAL WORLD YOUR SUPPLIER OF METAL COMPONENTS GJUTGODS SVETSADE KONSTRUKTIONER SMIDE CNC BEARBETNING LEGOBEARBETNING MONTAGE OCH LOGISTIK GJUTGODS SVETSADE KONSTRUKTIONER Global
Inlämning etapp 7b IKOT 2011. Grupp B5. INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17. André Liljegren Martin Johansson Katrin Wahlström
 Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Inlämning etapp 7b IKOT 2011 Grupp B5 INNEHÅLL Inlämning av etapp 7b IKOT 2011-04-17 Louise Fransson Helena Hellerqvist André Liljegren Martin Johansson Katrin Wahlström Handledare: Joakim Johansson Innehåll
Den intelligenta tiltrotatorn
 Tiltrotator TR Den intelligenta tiltrotatorn Fördelar med OilQuick Tiltrotator OilQuick tar tiltrotatorn till en ny nivå OilQuick tiltrotator kan tilta 40 grader, rotera obegränsat och dessutom byta hydrauliska
Tiltrotator TR Den intelligenta tiltrotatorn Fördelar med OilQuick Tiltrotator OilQuick tar tiltrotatorn till en ny nivå OilQuick tiltrotator kan tilta 40 grader, rotera obegränsat och dessutom byta hydrauliska
Q-Safe maximal säkerhet som standard
 Q-Safe maximal säkerhet som standard engcon Q-Safe Nytänkande ledde till Q-Safe Den bärande idén med Q-Safe var glasklar. Föraren ska inte oavsett om det rör sig om slarv, okunskap eller stress kunna koppla
Q-Safe maximal säkerhet som standard engcon Q-Safe Nytänkande ledde till Q-Safe Den bärande idén med Q-Safe var glasklar. Föraren ska inte oavsett om det rör sig om slarv, okunskap eller stress kunna koppla
Företagsinformation. Mindre serier, prototyper och modeller
 Företagsinformation Mindre serier, prototyper och modeller BA Prototypverkstad är ett företag som jobbar med produktutveckling. Verksamheten är främst inriktad på att ta fram prototyper, modeller, mindre
Företagsinformation Mindre serier, prototyper och modeller BA Prototypverkstad är ett företag som jobbar med produktutveckling. Verksamheten är främst inriktad på att ta fram prototyper, modeller, mindre
SVENSK STANDARD SS
 SVENSK STANDARD Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1998-03-18 1 1 (5) SIS FASTSTÄLLER OCH UTGER SVENSK STANDARD SAMT SÄLJER NATIONELLA, EUROPEISKA OCH INTERNATIONELLA
SVENSK STANDARD Handläggande organ Fastställd Utgåva Sida SVENSK MATERIAL- & MEKANSTANDARD, SMS 1998-03-18 1 1 (5) SIS FASTSTÄLLER OCH UTGER SVENSK STANDARD SAMT SÄLJER NATIONELLA, EUROPEISKA OCH INTERNATIONELLA
Sandgjutet Aluminiumgjutgods
 Sandgjutet Aluminiumgjutgods Om oss: GAP är ett företag som erbjuder full kundservice; från design och utveckling av detaljen som ska gjutas, till leverans av färdigt bearbetade, målade och testade artiklar.
Sandgjutet Aluminiumgjutgods Om oss: GAP är ett företag som erbjuder full kundservice; från design och utveckling av detaljen som ska gjutas, till leverans av färdigt bearbetade, målade och testade artiklar.
7. Konstruera konceptet
 7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
7. Konstruera konceptet Modualisering av produkten Efter att ha uppdaterat funktionsmodellen efter vårt valda koncept har vi plockat ut tre olika moduler enligt figur nedan: Säkerhet Öppnar/Stänger Vuxen
Rapport nr Engångskärnor i pressgjutgods. Jörgen Bloom
 Engångskärnor i pressgjutgods Jörgen Bloom Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 swecast@swerea.se http://www.swereaswecast.se 2013, Projekt nr Projekt namn G880 Engångskärnor
Engångskärnor i pressgjutgods Jörgen Bloom Box 2033, 550 02 Jönköping Telefon 036-30 12 00 Telefax 036-16 68 66 swecast@swerea.se http://www.swereaswecast.se 2013, Projekt nr Projekt namn G880 Engångskärnor
for Finish and Function
 for Finish and Function Precisionsgjutning i gips är ypperligt för prototyper, 1 10 exemplar via Rapid Casting korta serier, 10-1000 exemplar komplicerad design med exempelvis inre hålrum tunt gods, ned
for Finish and Function Precisionsgjutning i gips är ypperligt för prototyper, 1 10 exemplar via Rapid Casting korta serier, 10-1000 exemplar komplicerad design med exempelvis inre hålrum tunt gods, ned
OQC INTELLIGENTA SNABBFÄSTESSYSTEMET FÖR MATERIALHANTERING
 OQC DET INTELLIGENTA SNABBFÄSTESSYSTEMET FÖR MATERIALHANTERING WWW.OILQUICK.COM Byte av hydrauliska redskap på 15 sekunder Systemet OilQuick OQC har utvecklats av företaget OilQuick och ger användaren
OQC DET INTELLIGENTA SNABBFÄSTESSYSTEMET FÖR MATERIALHANTERING WWW.OILQUICK.COM Byte av hydrauliska redskap på 15 sekunder Systemet OilQuick OQC har utvecklats av företaget OilQuick och ger användaren
NYHETER 2015. EC204 Förbättrad sopvals. Löstagbar grip engcon Positioning System
 NYHETER 2015 EC204 Förbättrad sopvals Löstagbar grip engcon Positioning System SR800B-SR2000B SOPVALS NYHET! 2009 introducerade engcon en sopvalsserie för grävmaskiner och den blev snabbt en favorit bland
NYHETER 2015 EC204 Förbättrad sopvals Löstagbar grip engcon Positioning System SR800B-SR2000B SOPVALS NYHET! 2009 introducerade engcon en sopvalsserie för grävmaskiner och den blev snabbt en favorit bland
Steg 7 Konstruera konceptet, del 2. IKOT D1 tisdag den 21 april 2009
 D1 Steg 7 Konstruera konceptet, del 2 0 7.2 Inledning När alla delsystem nu har utformats översiktligt och deras funktioner definierats i detalj är det dags att slutgiltigt dimensionera alla ingående komponenter
D1 Steg 7 Konstruera konceptet, del 2 0 7.2 Inledning När alla delsystem nu har utformats översiktligt och deras funktioner definierats i detalj är det dags att slutgiltigt dimensionera alla ingående komponenter
En komplett systemleverantör
 En komplett systemleverantör 2 Heltäckande legotillverkare Blekinge Pressgjuteri bildades 1994 och är idag en komplett systemleverantör. Med passion för teknik, ett brett kunnande och ett stort engagemang
En komplett systemleverantör 2 Heltäckande legotillverkare Blekinge Pressgjuteri bildades 1994 och är idag en komplett systemleverantör. Med passion för teknik, ett brett kunnande och ett stort engagemang
Profiler och komponenter. Innovativ aluminiumförädling
 Profiler och komponenter Innovativ aluminiumförädling Marknadsledande förädling Nordic Aluminium planerar, tillverkar och marknadsför högklassiga aluminiumprofiler samt långt förädlade aluminiumkomponenter.
Profiler och komponenter Innovativ aluminiumförädling Marknadsledande förädling Nordic Aluminium planerar, tillverkar och marknadsför högklassiga aluminiumprofiler samt långt förädlade aluminiumkomponenter.
Ölands Vattenskärning AB. Vår leverans - din säkerhet
 Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
Ölands Vattenskärning AB Vår leverans - din säkerhet Presentation Produktion Vi är ett komplett företag för dig som vill ha arbeten utförda med precision och snabb leverans. Vår styrka består av bred lagerhållning
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083
 GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
GJUTEN ALUMINIUMPLATTA EN AW 5083 CAST ALUMINIUM PLATE EN AW 5083 Granskad av Reviewed by Göran Magnusson Tjst Dept. GUM1 tb tvåspråkig 2008-06-17 1 (9) ÄNDRINGSFöRTECKNING RECORD OF CHANGES Ändring nummer
Dragprov, en demonstration
 Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Dragprov, en demonstration Stål Grundämnet järn är huvudbeståndsdelen i stål. I normalt konstruktionsstål, som är det vi ska arbeta med, är kolhalten högst 0,20-0,25 %. En av anledningarna är att stålet
Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic
 PM Strängpressning Individuell inlämningsuppgift Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic 1 Innehåll Inledning och Bakgrund... 3 Vad innebär Strängpressning?... 4 Hur går
PM Strängpressning Individuell inlämningsuppgift Produktutveckling 3 Handledare: Rolf Lövgren Utfört av: Adnan Silajdzic 1 Innehåll Inledning och Bakgrund... 3 Vad innebär Strängpressning?... 4 Hur går
3-D Skrivare. Individuellt arbete, produktutveckling 3. 1,5 högskolepoäng, avancerad nivå. Produkt- och processutveckling
 Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Akademin för Innovation, Design och Teknik 3-D Skrivare Individuellt arbete, produktutveckling 3 1,5 högskolepoäng, avancerad nivå Produkt- och processutveckling Innovation och produktdesign Mikael Knutsson
Dimensionsnoggrannhet hos gjutgods. Ingemar Svensson
 Dimensionsnoggrannhet hos gjutgods Ingemar Svensson Historik: Dimensionsnoggrannhet hos gjutgods 1966 Gjuteriföreningen startade arbete på området 1970 SMS 722 fastställdes (försöksstandard) 1980 Standarden
Dimensionsnoggrannhet hos gjutgods Ingemar Svensson Historik: Dimensionsnoggrannhet hos gjutgods 1966 Gjuteriföreningen startade arbete på området 1970 SMS 722 fastställdes (försöksstandard) 1980 Standarden
Järnfynd från Fyllinge
 UV GAL PM 2012:03 GEOARKEOLOGISK UNDERSÖKNING Järnfynd från Fyllinge Metallografisk analys Halland, Snöstorps socken, Fyllinge 20:393, RAÄ 114 Erik Ogenhall Innehåll Sammanfattning... 5 Inledning... 7
UV GAL PM 2012:03 GEOARKEOLOGISK UNDERSÖKNING Järnfynd från Fyllinge Metallografisk analys Halland, Snöstorps socken, Fyllinge 20:393, RAÄ 114 Erik Ogenhall Innehåll Sammanfattning... 5 Inledning... 7
MOMENTO HAR VÄRMEBEHANDLAT GODS SEDAN 1989
 MOMENTO HAR VÄRMEBEHANDLAT GODS SEDAN 1989 2 ISO/IEC 17 021 ISO/IEC 17 021 MOMENTOS VÄRMEBEHANDLING ÄR NYCKELN TILL FRAMGÅNG. Momento Värmebehandling startades 1989 som en intern avdelning för vår egen
MOMENTO HAR VÄRMEBEHANDLAT GODS SEDAN 1989 2 ISO/IEC 17 021 ISO/IEC 17 021 MOMENTOS VÄRMEBEHANDLING ÄR NYCKELN TILL FRAMGÅNG. Momento Värmebehandling startades 1989 som en intern avdelning för vår egen
Välkommen till Familjen PARS!
 Babak Karimi inköp/it, Bo Karimi BTT, Johan Axelsson vice VD, Stefan Wängermark marknad, Ali Karimi styrelseordförande, Åsa Brovall ACAB, Ulf Liljewern ABL, Sofia Karimi controller, Seppo Laukkanen PREFORM,
Babak Karimi inköp/it, Bo Karimi BTT, Johan Axelsson vice VD, Stefan Wängermark marknad, Ali Karimi styrelseordförande, Åsa Brovall ACAB, Ulf Liljewern ABL, Sofia Karimi controller, Seppo Laukkanen PREFORM,
Metaller och legeringar
 Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Mål Metaller och legeringar Att kunna redogöra för metallers uppbyggnad och struktur Att kunna de vanligaste odontologiska metallernas tillverkningsegenskaper (gjutning, bearbetning) Metallstruktur Kristall
Tentamen i tillverkningsteknik
 Tentamen i tillverkningsteknik MTGC13 MTGB14 120118 Ansvarig lärare: Leo de Vin Hjälpmedel: Kalkylator Maxpoäng 49p Poäng Betyg 0-24 U 25-33 3 34-41 4 42-49 5 Lycka till! Tentamen Tillverkningsteknik 2012-01-18
Tentamen i tillverkningsteknik MTGC13 MTGB14 120118 Ansvarig lärare: Leo de Vin Hjälpmedel: Kalkylator Maxpoäng 49p Poäng Betyg 0-24 U 25-33 3 34-41 4 42-49 5 Lycka till! Tentamen Tillverkningsteknik 2012-01-18
Miniräknare + Formelblad (vidhäftat i tesen) 50 p
 50 p") Tillverkningsmetoder Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen 41I34T TGIAL15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2016-03-17 Tid: 14:00 18:00 Hjälpmedel: Miniräknare + Formelblad
Tillverkningsmetoder Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen 41I34T TGIAL15h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 2016-03-17 Tid: 14:00 18:00 Hjälpmedel: Miniräknare + Formelblad
DFA Design For Assembly
 2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
OQTR PRO DEN INTELLIGENTA TILTROTATORN
 OQTR PRO DEN INTELLIGENTA TILTROTATORN WWW.OILQUICK.COM OQTR PRO Line Världens mest avancerade, säkra och effektiva tiltrotatorsystem. OQTR PRO Line är samlingsbegreppet på OilQuicks nya program av säkra,
OQTR PRO DEN INTELLIGENTA TILTROTATORN WWW.OILQUICK.COM OQTR PRO Line Världens mest avancerade, säkra och effektiva tiltrotatorsystem. OQTR PRO Line är samlingsbegreppet på OilQuicks nya program av säkra,
Pressgjutning Blockformning Sandgjutning/Bullformning Bearbetning Värmebehandling FRÅN IDÉ TILL FÄRDIG SLUTPRODUKT
 DIN AKTIVA PARTNER FRÅN IDÉ TILL FÄRDIG SLUTPRODUKT Vi gjuter, smider, bearbetar, svetsar, monterar och ytbehandlar olika metaller med andra ord formar vi dina idéer till färdig slutprodukt. Vårt mål är
DIN AKTIVA PARTNER FRÅN IDÉ TILL FÄRDIG SLUTPRODUKT Vi gjuter, smider, bearbetar, svetsar, monterar och ytbehandlar olika metaller med andra ord formar vi dina idéer till färdig slutprodukt. Vårt mål är
TILLVERKNING AV SALUTKANON
 TILLVERKNING AV SALUTKANON Per Söderlind Rasmus Lundh EXAMENSARBETE 2009 ÄMNE MASKINTEKNIK Tillverkning av salutkanon Manufacturing of a salute cannon Per Söderlind Rasmus Lundh Detta examensarbete är
TILLVERKNING AV SALUTKANON Per Söderlind Rasmus Lundh EXAMENSARBETE 2009 ÄMNE MASKINTEKNIK Tillverkning av salutkanon Manufacturing of a salute cannon Per Söderlind Rasmus Lundh Detta examensarbete är
Symmetriska snabbfästen för grävmaskiner
 Symmetriska snabbfästen för grävmaskiner (S-standard). Reviderad 2011-06-13 Sida 1 av 5 Symmetriska snabbfästen för grävmaskiner Standardiseringsarbete av Maskinleverantörerna Reviderad 2011-06-13 (ersätter
Symmetriska snabbfästen för grävmaskiner (S-standard). Reviderad 2011-06-13 Sida 1 av 5 Symmetriska snabbfästen för grävmaskiner Standardiseringsarbete av Maskinleverantörerna Reviderad 2011-06-13 (ersätter
EcoCut ProfileMaster den nya generationen
 New Januari 2017 Nya produkter för skärteknikern ProfileMaster den nya generationen Vidareutvecklad för att bli ännu bättre! TOTAL TOOLING=KVALITET x SERVICE 2 WNT Scandinavia AB Munkerödsvägen 27 444
New Januari 2017 Nya produkter för skärteknikern ProfileMaster den nya generationen Vidareutvecklad för att bli ännu bättre! TOTAL TOOLING=KVALITET x SERVICE 2 WNT Scandinavia AB Munkerödsvägen 27 444
Glödheta kvalitetskrav. - produkter som tål värme och slitage
 Glödheta kvalitetskrav - produkter som tål värme och slitage Våra heta produkter Restriktionerna ökar när det gäller den gamla metoden att lägga avfall på deponi. Andra, mer miljöanpassade lösningar krävs
Glödheta kvalitetskrav - produkter som tål värme och slitage Våra heta produkter Restriktionerna ökar när det gäller den gamla metoden att lägga avfall på deponi. Andra, mer miljöanpassade lösningar krävs
Vår process. Konstruktion Produktion Logistik Installation. Design. Exponera, förvara, producera
 Producera Din värld är vår inspiration Vår passion är inredningar och förvaringslösningar för professionell miljö. Hyllsystem, däckställ, butiksdisplayer, shop-in-shop-lösningar för att nämna några. Hos
Producera Din värld är vår inspiration Vår passion är inredningar och förvaringslösningar för professionell miljö. Hyllsystem, däckställ, butiksdisplayer, shop-in-shop-lösningar för att nämna några. Hos
System 144. För åkare med krav på hög flexibilitet.
 System 144. För åkare med krav på hög flexibilitet. Lastförankring är ett begrepp. Vi uppfann det. Beprövade produkter utvecklade för säkra och lönsamma transporter. Världsledande produkter. ExTe Fabriks
System 144. För åkare med krav på hög flexibilitet. Lastförankring är ett begrepp. Vi uppfann det. Beprövade produkter utvecklade för säkra och lönsamma transporter. Världsledande produkter. ExTe Fabriks
Produkterna i vårt specialstålssortiment lagerhålls i ett helautomatiskt höglager, vilket ger snabb och effektiv lagerhantering.
 Produkterna i vårt specialstålssortiment lagerhålls i ett helautomatiskt höglager, vilket ger snabb och effektiv lagerhantering. VARA PRODUKTER KEMISK SAMMANSÄTTNING OCH MEKANISKA VÄRDEN Detta kapitel
Produkterna i vårt specialstålssortiment lagerhålls i ett helautomatiskt höglager, vilket ger snabb och effektiv lagerhantering. VARA PRODUKTER KEMISK SAMMANSÄTTNING OCH MEKANISKA VÄRDEN Detta kapitel
Plastisk bearbetning. Prof. François Rondé-Oustau Göran Karlsson
 Plastisk bearbetning Prof. François Rondé-Oustau Göran Karlsson Vad är plastisk bearbetning? Materialet sträcks över elasticitetsgränsen. Formad detalj har i stort sett samma volym som utgångsämnet. Skiljer
Plastisk bearbetning Prof. François Rondé-Oustau Göran Karlsson Vad är plastisk bearbetning? Materialet sträcks över elasticitetsgränsen. Formad detalj har i stort sett samma volym som utgångsämnet. Skiljer
REDSKAP. Volvo Tiltrotatorer för Kompaktgrävare
 REDSKAP Volvo Tiltrotatorer för Kompaktgrävare Den optimala kombinationen. En Volvo kompaktgrävare och skopa tillsammans med ett fabriksmonterat snabbfäste och Steelwrist tiltrotator är den optimala kombinationen
REDSKAP Volvo Tiltrotatorer för Kompaktgrävare Den optimala kombinationen. En Volvo kompaktgrävare och skopa tillsammans med ett fabriksmonterat snabbfäste och Steelwrist tiltrotator är den optimala kombinationen
AUTOMATISKT SNABBFÄSTESSYSTEM FÖR GRÄVMASKINER
 OQ AUTOMATISKT SNABBFÄSTESSYSTEM FÖR GRÄVMASKINER WWW.OILQUICK.COM Byt hydrauliska redskap på sekunder OilQuick är ett automatiskt snabbfästessystem för grävmaskiner som kopplar hydrauliska redskap direkt
OQ AUTOMATISKT SNABBFÄSTESSYSTEM FÖR GRÄVMASKINER WWW.OILQUICK.COM Byt hydrauliska redskap på sekunder OilQuick är ett automatiskt snabbfästessystem för grävmaskiner som kopplar hydrauliska redskap direkt
Automatisering av gjuterier med hjälp av robotar
 Automatisering av gjuterier med hjälp av robotar Handled som tål tuff arbetsmiljö Robotens handled är en speciellt utsatt del på robotarmen. Den kommer ofta i nära kontakt med lös sand, vätskor som sprejas
Automatisering av gjuterier med hjälp av robotar Handled som tål tuff arbetsmiljö Robotens handled är en speciellt utsatt del på robotarmen. Den kommer ofta i nära kontakt med lös sand, vätskor som sprejas
SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING
 SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING Om du upplevt att stål med ojämn kvalitet stör din produktion rekommenderar vi ett byte till SSAB Boron. SSAB BORON STÅLET SOM GÖR DIN PRODUKTION ENKLARE OCH MER
SSAB Boron OPTIMERAT FÖR DIG OCH HÄRDNING Om du upplevt att stål med ojämn kvalitet stör din produktion rekommenderar vi ett byte till SSAB Boron. SSAB BORON STÅLET SOM GÖR DIN PRODUKTION ENKLARE OCH MER
4.2 Fastställ en referenslösning... 6 4.2.1 Kundvärde... 6
 Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Q-Safe och EC-Oil gör jobbet säkert och snabbt
 Q-Safe och EC-Oil gör jobbet säkert och snabbt engcon Q-Safe Nytänkande ledde till Q-Safe Den bärande idén med Q-Safe var glasklar. Föraren ska inte oavsett om det rör sig om slarv, okunskap eller stress
Q-Safe och EC-Oil gör jobbet säkert och snabbt engcon Q-Safe Nytänkande ledde till Q-Safe Den bärande idén med Q-Safe var glasklar. Föraren ska inte oavsett om det rör sig om slarv, okunskap eller stress
7.1.1 Modulindelning. Delsystem: Pneumatiskt system. Elmotor för rotation. Axel. Lager. Chuck. Ram. Kylsystem. Sensorer
 7 Konstruera konceptet 7.1 Systemarkitektur En utförlig systemarkitektur har satts upp för att underlätta konstruktionen av produkten. Genom att omforma delsystemen till moduler fås en bättre översikt.
7 Konstruera konceptet 7.1 Systemarkitektur En utförlig systemarkitektur har satts upp för att underlätta konstruktionen av produkten. Genom att omforma delsystemen till moduler fås en bättre översikt.
Effektivisering av flödesprocess, metodval och materialanvändning vid gjutning av motorblock
 Effektivisering av flödesprocess, metodval och materialanvändning vid gjutning av motorblock MARCUS SANDMARK JOHANNES TORRES MG100X Examensarbete inom Industriell Produktion Stockholm, Sverige 2014 Effektivisering
Effektivisering av flödesprocess, metodval och materialanvändning vid gjutning av motorblock MARCUS SANDMARK JOHANNES TORRES MG100X Examensarbete inom Industriell Produktion Stockholm, Sverige 2014 Effektivisering
3M RITE-LOK Anaeroba limmer
 8 3M RITE-LOK LIMMER 3M RITE-LOK Anaeroba limmer Enkomponentslimmer för krävande applikationer inom tillverkning, underhåll och reparation RITE-LOK anaeroba limmer härdar i frånvaro av syre när de kommer
8 3M RITE-LOK LIMMER 3M RITE-LOK Anaeroba limmer Enkomponentslimmer för krävande applikationer inom tillverkning, underhåll och reparation RITE-LOK anaeroba limmer härdar i frånvaro av syre när de kommer
Akademin för Innovation, Design och Teknik
 Akademin för Innovation, Design och Teknik Fördjupningsarbete om gjutning Individuell inlämningsuppgift, INL1, 1,5 högskolepoäng, avancerad nivå KPP039 Produktutveckling 3 Författare: Daniel Nordin Handledare:
Akademin för Innovation, Design och Teknik Fördjupningsarbete om gjutning Individuell inlämningsuppgift, INL1, 1,5 högskolepoäng, avancerad nivå KPP039 Produktutveckling 3 Författare: Daniel Nordin Handledare:
Joakim Vasilevski 2011-01-16
 PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
Kvalitet och kunskap i alla detaljer. Genomtänkta och tidsenliga lösningar i järngjutgods
 Kvalitet och kunskap i alla detaljer Genomtänkta och tidsenliga lösningar i järngjutgods EN 1563 (Segjärn) EN-GJS-350-22 EN-GJS-400-18 EN-GJS-400-15 EN-GJS-500-7 EN-GJS-600-3 EN-GJS-700-2 EN 1561 (Gråjärn)
Kvalitet och kunskap i alla detaljer Genomtänkta och tidsenliga lösningar i järngjutgods EN 1563 (Segjärn) EN-GJS-350-22 EN-GJS-400-18 EN-GJS-400-15 EN-GJS-500-7 EN-GJS-600-3 EN-GJS-700-2 EN 1561 (Gråjärn)
Företagspresentation
 Företagspresentation Vi bryter branschens mönster varje dag Under ett och samma tak levererar vi pneumatik, industriventiler, linjärteknik och profiler En unik mix av produktprogram Öbergs - en oberoende
Företagspresentation Vi bryter branschens mönster varje dag Under ett och samma tak levererar vi pneumatik, industriventiler, linjärteknik och profiler En unik mix av produktprogram Öbergs - en oberoende
SVENSKA. Spiralformade låsringar Vågfjädrar
 SVENSKA www.smalley.com Spiralformade låsringar Vågfjädrar är Smalley Vad är Smalley Vad Företagets historia Smalley Steel Ring Company grundades 1918 och var från början en leverantör av kolvringar för
SVENSKA www.smalley.com Spiralformade låsringar Vågfjädrar är Smalley Vad är Smalley Vad Företagets historia Smalley Steel Ring Company grundades 1918 och var från början en leverantör av kolvringar för
7.2 Detaljkonstruktion
 7.2 Detaljkonstruktion En CAD-modell av produkten och dess komponenter tas fram för att fastställa design och utformning. Att se en visuell modell är också till hjälp för att upptäcka vissa problem och
7.2 Detaljkonstruktion En CAD-modell av produkten och dess komponenter tas fram för att fastställa design och utformning. Att se en visuell modell är också till hjälp för att upptäcka vissa problem och
Montageanvisning Q-Safe
 Montageanvisning Q-Safe Version 201503 Dokument 841684 INNEHÅLL 1. Säkerhetsföreskrifter 6 1.1. Allmänt 6 1.2. Checklista säkerhet 6 1.3. Nomenklatur 6 2. Kontroll av leveransinnehåll 7 2.1. 841373 Maskinelsats
Montageanvisning Q-Safe Version 201503 Dokument 841684 INNEHÅLL 1. Säkerhetsföreskrifter 6 1.1. Allmänt 6 1.2. Checklista säkerhet 6 1.3. Nomenklatur 6 2. Kontroll av leveransinnehåll 7 2.1. 841373 Maskinelsats
Ta dig större friheter
 Ta dig större friheter UDDEHOLM gjutna produkter Snabbaste vägen från ritning till färdig detalj Beställ gjutna produkter direkt från oss. Vi levererar färdig detalj efter dina önskemål snabbt och smidigt.
Ta dig större friheter UDDEHOLM gjutna produkter Snabbaste vägen från ritning till färdig detalj Beställ gjutna produkter direkt från oss. Vi levererar färdig detalj efter dina önskemål snabbt och smidigt.
SAV FJÄRRVÄRME. Betäckningar
 SAV FJÄRRVÄRME Betäckningar SAV A/S FÖRTROENDE, RESPEKT, ENGAGEMANG OCH GOD KOMMUNIKATION Säkerhet, hållbarhet, ekonomi Detta är viktiga hållpunkter för oss speciellt när det gäller förisolerade ventillösningar.
SAV FJÄRRVÄRME Betäckningar SAV A/S FÖRTROENDE, RESPEKT, ENGAGEMANG OCH GOD KOMMUNIKATION Säkerhet, hållbarhet, ekonomi Detta är viktiga hållpunkter för oss speciellt när det gäller förisolerade ventillösningar.
XVATOR. EIK Långbommar EIK Rivningsbommar. EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer)
") EIK LONG REACH & EIK HIGH REACH: VÅR FILOSOFI OCH HUR GÖR VI? EIK Långbommar EIK Rivningsbommar XVATOR EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer) EIK är nu också kvalificierad
EIK LONG REACH & EIK HIGH REACH: VÅR FILOSOFI OCH HUR GÖR VI? EIK Långbommar EIK Rivningsbommar XVATOR EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer) EIK är nu också kvalificierad
DFA2 Design For Assembly
 DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
Luxor. Automatiskt nedsänkbara pollare CAME GROUP AUTOMATIC BOLLARDS
 Luxor Automatiskt nedsänkbara pollare CAME GROUP AUTOMATIC BOLLARDS Styr, kontrollera och begränsa Modern stadsplanering ställer högre och högre krav på grad även i privata applikationer. Urbaco har över
Luxor Automatiskt nedsänkbara pollare CAME GROUP AUTOMATIC BOLLARDS Styr, kontrollera och begränsa Modern stadsplanering ställer högre och högre krav på grad även i privata applikationer. Urbaco har över
LaserCentrum. med strålande kompetens
 LaserCentrum med strålande kompetens Det är bara fantasin som sätter gränser... Med laser kan du skära, svetsa, härda, borra hål, ja dess användningsområden är oändliga. Det är just laserteknikens möjligheter
LaserCentrum med strålande kompetens Det är bara fantasin som sätter gränser... Med laser kan du skära, svetsa, härda, borra hål, ja dess användningsområden är oändliga. Det är just laserteknikens möjligheter
Konstruktion. Gjutsimulering. Konstruktion gjutna komponenter. Introduktion i tätkrav, tätkontroll och läcksökning hos gjutgods
 3 Konstruktion Gjutsimulering Konstruktion gjutna komponenter Introduktion i tätkrav, tätkontroll och läcksökning hos gjutgods Lättviktskonstruktion och material Beredning 4 Gjutsimulering 1 dag Kursen
3 Konstruktion Gjutsimulering Konstruktion gjutna komponenter Introduktion i tätkrav, tätkontroll och läcksökning hos gjutgods Lättviktskonstruktion och material Beredning 4 Gjutsimulering 1 dag Kursen
SNABBARE VERKTYGSFRAMTAGNING GENOM DIREKT GJUTFORM - studie av olika metoder
 060427 SNABBARE VERKTYGSFRAMTAGNING GENOM DIREKT GJUTFORM - studie av olika metoder Studie inom projektet Verktygskompetens för tillverkningsindustrin Stefan Gustafsson Ledell Svenska Gjuteriföreningen
060427 SNABBARE VERKTYGSFRAMTAGNING GENOM DIREKT GJUTFORM - studie av olika metoder Studie inom projektet Verktygskompetens för tillverkningsindustrin Stefan Gustafsson Ledell Svenska Gjuteriföreningen
EXAMENSARBETE. Hydrauliskt redskapsfäste till Brokk 160. Hannes Wikberg 2014. Högskoleingenjörsexamen Maskinteknik
 EXAMENSARBETE Hydrauliskt redskapsfäste till Brokk 160 Hannes Wikberg 2014 Högskoleingenjörsexamen Maskinteknik Luleå tekniska universitet Institutionen för teknikvetenskap och matematik Hydrauliskt redskapsfäste
EXAMENSARBETE Hydrauliskt redskapsfäste till Brokk 160 Hannes Wikberg 2014 Högskoleingenjörsexamen Maskinteknik Luleå tekniska universitet Institutionen för teknikvetenskap och matematik Hydrauliskt redskapsfäste
En ny funktionellmodell som motsvarar det valda konceptet flytbojen, har skapats för att kunna dela in konceptet i moduler, se figur 1.
 Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Ikot grupp C4 Veckorapparort 7 (lv3) 240310 7.1 Systemarkitektur Modulisering av produkten Genom modularisering av konceptet delas olika delsystem in i sammanhängande grupper, moduler. En modul kan testas
Innehållsförteckning 2 IKOT
 Inlämning 7.1 IKOT Inlämningsuppgift 7.1 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 7.1 IKOT Inlämningsuppgift 7.1 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
UltraGrip Optimalt stor tolerans & fullt dragsäker
 N Y A G e n e r a t i o n e n s Optimalt stor tolerans & fullt dragsäker NU TILLGÄNGLIG UPP TILL 400 mm D I A M E T E R TÄTA R G R I P E R O C H Ä V E N D E M E S T K O R R O D E R A D E R Ö R L e d A
N Y A G e n e r a t i o n e n s Optimalt stor tolerans & fullt dragsäker NU TILLGÄNGLIG UPP TILL 400 mm D I A M E T E R TÄTA R G R I P E R O C H Ä V E N D E M E S T K O R R O D E R A D E R Ö R L e d A
Från rulle till paket med samma leverantör
 Värmeväxlarplattor Från rulle till paket med samma leverantör Oavsett vilken typ av värmeväxlarplattor du tillverkar behövs rätt utrustning som är anpassad för din produktion. AP&T har utvecklat och levererat
Värmeväxlarplattor Från rulle till paket med samma leverantör Oavsett vilken typ av värmeväxlarplattor du tillverkar behövs rätt utrustning som är anpassad för din produktion. AP&T har utvecklat och levererat
Bygga fartyg i moderna rostfria stål, ett nytt koncept
 Bygga fartyg i moderna rostfria stål, ett nytt koncept Svetslärarmötet 2017 2017-01-12 Per Bengtsson, AGA Gas AB WELDONOVA - Starkare -Lättare -Underhållsfritt Kombination av ny konstruktion (patenterad)
Bygga fartyg i moderna rostfria stål, ett nytt koncept Svetslärarmötet 2017 2017-01-12 Per Bengtsson, AGA Gas AB WELDONOVA - Starkare -Lättare -Underhållsfritt Kombination av ny konstruktion (patenterad)
Från prototyp *ll serieproduk*on. med addi*v *llverkning!
 Från prototyp *ll serieproduk*on med addi*v *llverkning! Prototypes Rapid prototyping in FDM, PolyJet and 3DP 3D prin6ng technologies Series Rapid tool less produc6on with FDM technology in ABS, PC, Ultem
Från prototyp *ll serieproduk*on med addi*v *llverkning! Prototypes Rapid prototyping in FDM, PolyJet and 3DP 3D prin6ng technologies Series Rapid tool less produc6on with FDM technology in ABS, PC, Ultem
Ny brotsch lönsam investering för Atlas Copco
 Ny brotsch lönsam investering för Atlas Copco När Atlas Copco Construction Tools i Kalmar valde att utveckla en ny hydraulhammare med kompakt hammarhus ställdes de inför flera utmaningar. Med hjälp av
Ny brotsch lönsam investering för Atlas Copco När Atlas Copco Construction Tools i Kalmar valde att utveckla en ny hydraulhammare med kompakt hammarhus ställdes de inför flera utmaningar. Med hjälp av
KRÄV MER AV DITT SLITSTARKA STÅL
 KRÄV MER AV DITT SLITSTARKA STÅL SLITSTARKT STÅL FÖR KRÄVANDE PRODUKTER Slitstarkt Raex-stål är utformat för att klara även de mest krävande förhållanden, där stålkonstruktioner utsätts för nötning och
KRÄV MER AV DITT SLITSTARKA STÅL SLITSTARKT STÅL FÖR KRÄVANDE PRODUKTER Slitstarkt Raex-stål är utformat för att klara även de mest krävande förhållanden, där stålkonstruktioner utsätts för nötning och
RULLPOLERING S.C.A.M.I.
 S.C.A.M.I. Katalog 2011 2 Rullpolering är en plastisk bearbetning. Genom rullens tryck omfördelas material plastiskt och därmed uppnås en god ytjämnhet. Bearbetningen reducerar dessutom porer och repor
S.C.A.M.I. Katalog 2011 2 Rullpolering är en plastisk bearbetning. Genom rullens tryck omfördelas material plastiskt och därmed uppnås en god ytjämnhet. Bearbetningen reducerar dessutom porer och repor
Xebec-borstar XEBEC. Xebec-borstar av aluminiumoxidfibrer. Gradningsborstar, slipstift av aluminiumoxidfibrer
 Xebec-borstar Gradningsborstar, slipstift av aluminiumoxidfibrer XEBEC Gradning och finslipning av komplexa detaljer Perfekt för finslipning gnistbearbetning Lång livslängd och mycket hög effektivitet
Xebec-borstar Gradningsborstar, slipstift av aluminiumoxidfibrer XEBEC Gradning och finslipning av komplexa detaljer Perfekt för finslipning gnistbearbetning Lång livslängd och mycket hög effektivitet
EdmoLift, din kompletta legoleverantör
 Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
Laserskärning Bockning Svetsning Ytbehandling Montering EdmoLift, din kompletta legoleverantör EdmoLift är en komplett legoleverantör med toppmodern maskinpark, vår personal har lång erfarenhet av legoarbeten
Industriell automation
 Industriell automation Under ett och samma tak levererar vi komponenter och system inom pneumatik, linjärteknik, profilsystem, elektriska driv- och styrsystem DET ÄR BARA FANTASIN SOM BEGRÄNSAR MÖJLIGHETERNA
Industriell automation Under ett och samma tak levererar vi komponenter och system inom pneumatik, linjärteknik, profilsystem, elektriska driv- och styrsystem DET ÄR BARA FANTASIN SOM BEGRÄNSAR MÖJLIGHETERNA
PRODUKTUTVECKLING 3. CAD & 3D-ritning. Erik Almers 2011-01-10
 PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
ESAB TRAINING & EDUCATION. Gjutjärnssvetsning
 ESAB TRAINING & EDUCATION Gjutjärnssvetsning 1 Innehåll Vad är gjutjärn?... 3 Vitt gjutjärn... 4 Grått gjutjärn... 4 Segjärn... 5 Aducerjärn... 5 Faktorer som påverkar svetsbarheten... 6 Egenspänningar...
ESAB TRAINING & EDUCATION Gjutjärnssvetsning 1 Innehåll Vad är gjutjärn?... 3 Vitt gjutjärn... 4 Grått gjutjärn... 4 Segjärn... 5 Aducerjärn... 5 Faktorer som påverkar svetsbarheten... 6 Egenspänningar...
Inlämning steg 4. 4.1 Inventera kända koncept och idéer
 Inlämning steg 4 4.1 Inventera kända koncept och idéer För att kunna förenkla framtagandet av ett vinnande koncept är det viktigt att inventera redan befintliga lösningar på liknande problem. Vid inventeringen
Inlämning steg 4 4.1 Inventera kända koncept och idéer För att kunna förenkla framtagandet av ett vinnande koncept är det viktigt att inventera redan befintliga lösningar på liknande problem. Vid inventeringen
Saniflex Thermobarb Slangkopplingar och nipplar i Plast
 Saniflex Thermobarb Slangkopplingar och nipplar i Plast DB0942 Saniflex slangnipplar är precisionsgjutna för bästa passform och ytfinhet. Slangen är enkel att montera och sitter säkert. Nipplarna har låg
Saniflex Thermobarb Slangkopplingar och nipplar i Plast DB0942 Saniflex slangnipplar är precisionsgjutna för bästa passform och ytfinhet. Slangen är enkel att montera och sitter säkert. Nipplarna har låg
Effektiv flamvärmning vid svetsning och skärning av moderna stål
 Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
Effektiv flamvärmning vid svetsning och skärning av moderna stål Jakten på hållfasthet, och därmed minskad vikt hos svetsade konstruktioner har drivit på utvecklingen av nya höghållfasta stål. Med de förbättrade
TMPT06 Material & materialval
 TMPT06 Material & materialval Del 2 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Metaller Vanliga material som ni möter
TMPT06 Material & materialval Del 2 av 2 Kerstin Johansen Industriell Produktion Baserat på kursboken Manufacturing Processes for Design Professionals av Rob Thompson Metaller Vanliga material som ni möter
proplate CUTTING ON THE CUTTING EDGE
 proplatecutting ON THE CUTTING EDGE Vi är experter på skärning i stål Tack vare en industrialiserad produktion med maskiner som går dygnet runt, året runt kan vi erbjuda flexibel tillverkning med skärning
proplatecutting ON THE CUTTING EDGE Vi är experter på skärning i stål Tack vare en industrialiserad produktion med maskiner som går dygnet runt, året runt kan vi erbjuda flexibel tillverkning med skärning
Skapa systemarkitektur
 GRUPP A1 Skapa systemarkitektur Rapport D7.1 Andreas Börjesson, Joakim Andersson, Johan Gustafsson, Marcus Gustafsson, Mikael Ahlstedt 2011-03-30 Denna rapport beskriver arbetet med steg 7.1 i projektkursen
GRUPP A1 Skapa systemarkitektur Rapport D7.1 Andreas Börjesson, Joakim Andersson, Johan Gustafsson, Marcus Gustafsson, Mikael Ahlstedt 2011-03-30 Denna rapport beskriver arbetet med steg 7.1 i projektkursen
MEJSLAR SDS-MAX SDS-PLUS BORRNING OCH MEJSLING
 MEJSLAR SDS-MAX SDS-PLUS BORRNING OCH MEJSLING www..se BETONGBORRNING OCH MEJSLING Du har köpt det bästa verktyget, nu kan du köpa det bästa tillbehöret för arbetsuppgiften. FRÅGA EFTER DEWALT BORR OCH
MEJSLAR SDS-MAX SDS-PLUS BORRNING OCH MEJSLING www..se BETONGBORRNING OCH MEJSLING Du har köpt det bästa verktyget, nu kan du köpa det bästa tillbehöret för arbetsuppgiften. FRÅGA EFTER DEWALT BORR OCH
Ingenjörsinriktad yrkesträning Haldex Traction Systems AB
 Ingenjörsinriktad yrkesträning Haldex Traction Systems AB Haris Omeragic M 04 2008-06-04 1 Haldex Traction Systems AB Haldex är ett företag som utvecklar innovativa lösningar till fordonsindustrin. Fokusering
Ingenjörsinriktad yrkesträning Haldex Traction Systems AB Haris Omeragic M 04 2008-06-04 1 Haldex Traction Systems AB Haldex är ett företag som utvecklar innovativa lösningar till fordonsindustrin. Fokusering
Välkommen in på min hemsida. Som företagsnamnet antyder så sysslar jag med teknisk design och konstruktion i 3D cad.
 Välkommen in på min hemsida. Som företagsnamnet antyder så sysslar jag med teknisk design och konstruktion i 3D cad. har varit aktivt sedan 2004, men min bransch erfarenhet började redan 1983. Jag sysslar
Välkommen in på min hemsida. Som företagsnamnet antyder så sysslar jag med teknisk design och konstruktion i 3D cad. har varit aktivt sedan 2004, men min bransch erfarenhet började redan 1983. Jag sysslar
ASERIEN LÄTTA ALUMINIUMBANKAR LASTAR MER VIRKE. Lastförankring är ett begrepp. Vi uppfann det.
 ASERIEN LÄTTA ALUMINIUMBANKAR LASTAR MER VIRKE Lastförankring är ett begrepp. Vi uppfann det. UN K INNOVATION OCH DESIGN GER NYA MÖJLIGHETER Lönsammare transporter A-bankarna är mycket lätta i förhållande
ASERIEN LÄTTA ALUMINIUMBANKAR LASTAR MER VIRKE Lastförankring är ett begrepp. Vi uppfann det. UN K INNOVATION OCH DESIGN GER NYA MÖJLIGHETER Lönsammare transporter A-bankarna är mycket lätta i förhållande