EXAMENSARBETE. Produktionssimulering av komponenttillverkning. En simuleringsstudie av kamringstillverkningen hos Bosch Rexroth Mellansel
|
|
|
- Elsa Bergman
- för 8 år sedan
- Visningar:
Transkript
1 EXAMENSARBETE Produktionssimulering av komponenttillverkning En simuleringsstudie av kamringstillverkningen hos Bosch Rexroth Mellansel Alfred Hedblad Mark Wallström 2013 Civilingenjörsexamen Teknisk design Luleå tekniska universitet Institutionen för ekonomi, teknik och samhälle

2


3 Förord Vi vill tacka vår handledare Thomas Gustafsson för en utmärkt vägledning vilket har gjort att vi har känt oss välkomna på företaget, gett en bra överblick med bra kontakter och att han ständigt motiverat oss att testa gränser i vårt arbete. Vi vill även tacka Carolina Sondell, Peter Svensson, Henrik Olsson alla andra på Bosch Rexroth Mellansel för ett trevligt mottagande och en kul och intressant period hos företaget. Tack också till vår handledare vid LTU, Kjell Rask, för hans hjälp och intresse. Ert samlade engagemang och stöd har varit en stor hjälp och motivation under hela examensarbetet. Mark Wallström Alfred Hedblad ii

4 iii

5 Abstract The purpose of this project was to create a better understanding of the cam ring production and provide information on how to reduce customer order lead time. The method used was discrete event simulation. A model of the cam ring production was created in ExtendSim 8 and experiments were performed. Bosch Rexroth Mellansel manufactures durable hydraulic radial piston motors. The motors come in five models that are called CA, CB, CBM, VI and MA. For each motor there are one to six cam rings depending on the model, and there are a total of 30 types of cam rings. The production system consists of four main processes: Milling, hardening, grinding and quality control. The material flow and production control is quite complex which creates frequently occurring problems. One of the main contributors to the complex system is the hardening work cell called EFD, due to a first piece destructive testing and long setup times, large batch sizes are being used. The scope of the simulation was the production of cam rings, from raw material to completed components ready for assembly. The simulation time was 315 days and each experiments was conducted with 3-10 simulation runs. The results from the simulation studies are: Big batch sizes create long lead times and irregular machine load. The production can successfully be controlled by using a reorder point. The planned inventory levels in the MRP (Manufacturing Requirements Planning) system Axapta can be better adapted to fit the demand. Destructive testing motivates large stocks, large batch sizes and creates test costs of approximately (DELETED) million SEK each year. An investment of nondestructive testing is estimated to give an approximate payback time of 1,4 years. When implemented, there is a potential to reduce batch sizes by half from current sizes, which would increase flexibility. It would also reduce tied up capital by (DELETED) million SEK. These recommendations were made to Bosch Rexroth Mellansel: Invest more resources for evaluating the applicability of nondestructive testing and to implement it if possible. When nondestructive testing is implemented and set-up time in the EFD machine is reduced, reduce batch sizes step by step to find appropriate levels. Create a standardized production control which has its roots in the master production schedule. Adapt the planned inventory and the batch sizes in Axapta to fit the appropriate levels. iv

6 v

7 Sammanfattning Bosch Rexroth Mellansel bygger hydrauliska radialkolvsmotorer av modellerna CA, CB, CBM, VI och MA. MA kan delas in i två typer, reservdels MA och produktions MA. Till varje motor krävs det 1-6 kamringar beroende på motormodell. Till varje kamringsmodell finns det flera kamringstyper, totalt 30st, som tillverkas i kamringstillverkningen. Syftet med projektet var att skapa en ökad förståelse för kamringstillverkningen genom att bidra med beslutsunderlag för reducerad ledtid och genomloppstid samt ökad leveranssäkerhet. För att skaffa beslutsunderlag utfördes ett simuleringsprojekt med hjälp av mjukvaran ExtendSim 8. Kamringstillverkningen består av fyra processteg: fräsning och borrning, härdning, slipning och kvalitetskontroll. En flaskhals i produktionen är härdcellen EFD som har långa ställtider jämfört med övriga celler. En omställning i EFD tar 3-9 timmar och 23 av 30 studerade kamringstyper passerar den. Under stället utförs ett förstörande härdprov av första kamringen i varje batch. Datormodellen simulerades i 315 dagar med tre till tio repetitioner för varje experiment. Utdata från modellen var bland annat: leveranstid, OEE, leveransprecision, genomloppstid, härdprovskostnad och förseningar. Exempel på indata som varierades mellan experimenten var bemanning och produktionstakt. Analys av nuläget och simuleringsresultaten från datormodellen gav följande: Systemet kan styras med beställningspunkt och att lagerstorlekarna i MPS-systemet Axapta korrelerar dåligt med den egentliga förbrukningen, vilket påverkar leveransprecisionen negativt. Förstörande härdprov motiverar stora lager och batchstorlekar samt kostar kring (CENSUR) miljoner kronor per år. Med förstörande härdprov är det inte rationellt att minska batchstorlekarna. En investering för att införa icke förstörande härdprov har enligt beräkningarna en återbetalningstid på ungefär 1,4 år. Med oförstörande provtagning och ställtidsreducering i EFD är det möjligt att halvera batchstorlekarna vilket frigör yta, minskar kapitalbindningen med (CENSUR) miljoner samt att det underlättar projektet CA decoupling. Slutligen ges Bosch Rexroth Mellansel rekommendationerna att: Investera i oförstörande härdprov då det är ett hinder för minskade batchstorlekar och korta ledtider. Arbeta sedan med att reducera batchstorlekar och induktorbytets ställtid i EFD. Skapa en standardiserad styrning av produktionen som har grund i Axapta med uppdaterade lagernivåer som korrelerar med förbrukningen. Använd sedan normalläget som utgångspunkt för förbättringsarbeten. Ändra batchstorlekarna för CA i Axapta till de som används i EFD vilket bidrar till standardisering och minskar behovet av operatörsplanering. vi

8 vii

9 Innehållsförteckning 1. Inledning Bakgrund Syfte och mål Avgränsningar Teori Produktionssystem Produktionssimulering Konceptmodell Validering och verifiering Metod Val och användande av mjukvara Projektmetod Nulägesbeskrivning Produkt Kamringstillverkningen Flödet mellan cellerna Layout Inuti cellerna Bemanning och skiftgång Störningar Styrning Orderplanering Framtidsbeskrivning Kamringsmodell CBM Borrning flyttas från Toshiba till DMC APC Inköp av ny tillverkningsutrustning för perioden CA decoupling Konceptmodell Modellens innehåll Inputs Output Förenklingar och antaganden Utformning av experiment Simulering Resultat och analys Lämplig skiftform och leveransprecision Effekten av reducerade batchstorlekar Kostnad av förstörande provtagning Reducerade batchstorlekar och oförstörande prov Anpassade lagerstorlekar CA decoupling Taktökning för att se kapacitet Genomloppstid i EFD-cell Effekterna av att flytta härdning av MA från EFD till BM Diskussion viii

10 10. Rekommendationer Referenser Bilagor ix

11 1. Inledning I detta kapitel presenteras företaget och bakgrunden till projektet samt dess syfte och mål. 1.1 Bakgrund Bosch Rexroth Mellansel (BRM) tillverkar hydrauliska radialkolvmotorer för industriella driftapplikationer. Motorernas komponenter tillverkas och monteras till kompletta motorer i anläggningen i Mellansel. Det tillverkas fem olika motormodeller som alla innehåller en eller flera kamringar. Totalt produceras 30 olika kamringstyper. Flödet i tillverkningen för dessa kamringstyper komplext och korsande. I nuläget leder detta till en komplicerad planering och styrning av produktionen. Problem i kamringstillverkningen innebär förseningar för monteringen, vilket i sin tur kan innebära en försenad leverans till kunden. En grov analys av data för visar att monteringen blev försenad ungefär 6% av fallen på grund av försenade kamringar. BRM är intresserade av att erhålla beslutsunderlag för förbättringsåtgärder med hjälp av en simulering, eftersom tester i det riktiga systemet anses vara för kostsamt. 1.2 Syfte och mål Syftet med detta projekt är att skapa en ökad förståelse för kamringstillverkningen så att BRM kan göra mer faktabaserade beslut kring dess framtida utveckling. Huvudmålet är därmed att bidra med beslutsunderlag som verkar för kortare ledtid mot kund, att reducera genomloppstiden, minska antal förseningar och öka produktiviteten. För att skapa förståelse för produktionssystemet ska också projektet utmynna i en beskrivning av kamringstillverkningens flöden och processer. Delmål i projektet: Skapa förståelse för produktionssystemet kamringstillverkningen. Projektet ska utmynna i en beskrivning av kamringstillverkningens flöden och processer. Samla in relevanta ställ-, maskin- och hanteringstider. Detta innebär en eftersökning av sekundärdata, validera sekundärdata och införskaffandet primärdata där det behövs. 1.3 Avgränsningar Projektet behandlar inte råmaterialtillförseln till kamringstillverkningen. Det antas aldrig bli brist av råmaterial. Maskinerna Bestmatic och Shiess analyseras inte djupgående. De sekundärdata som finns för dessa maskiner och deras kringutrustningar antas stämma. Lösningsförslag och rekommendationer som härleds behöver inte implementeras under detta projekt. 1

12 2. Teori De relevanta teorierna för rapporten och projektet presenteras i detta kapitel. 2.1 Produktionssystem Här presenteras teorier som används vid analysen av produktionen ur ett systemteoretiskt perspektiv. Layout och typ av process Ett system består av processer. Ett produktionssystems processer kan delas in i tre kategorier av processer (Mattsson & Jonsson, 2003). Dessa är: Enstycksprocess Intermittent process (kopplad eller okopplad) Kontinuerlig process I enstycksprocessen och den intermittenta processen kan produkterna anges styckvis, t ex en stol. Skillnaden mellan dem är att i enstycksprocessen görs unika produkter. I den intermittenta processen återkommer produkterna, ofta i varianter av samma produkt i samma värdeflöde, t ex tio stol A sen tio stol B sen stol A igen, osv. En okopplad intermittent process har mellanlager mellan processtegen för att minska effekten av trasig produktionsutrustning och andra störningar. I den kontinuerliga processen kan inte produkten anges i antal utan i volym eller vikt, t ex framställning av pappersmassa (Bellgran & Säfsten, 2005). Produktionsutrustningens placering kallas layout. Beroende på typ av process finns ett antal vanliga sätt att fysiskt placera produktionsutrustningen, dvs. en viss layout (Bellgran & Säfsten, 2005). Fast position all förädling sker på ett och samma ställe Funktionell layout utrustning av samma typ är samlokaliserade Flödeslayout (flödesgrupp, cell) olika utrustning och processer som behövs för att producera en produkt är samlokaliserade Linjebaserad layout den utrustning som behövs för att producera en produkt är placerade i rad i den ordning aktiviteterna ska genomlöpas Den fasta positionen lämpar sig för enstycksprocessen. Den intermittenta processen kan realiseras i funktionell verkstad, flödesgrupp eller linjebaserad layout. Linjebaserad layout är lämplig för den kontinuerliga processen, enligt Bellgran (2005). Tidsbegrepp Följande definition av tidsbegrepp har använts under projektet. Genomloppstid Den tid det tar för en produkt att ta sig från starten av det observerade systemet till dess slut. Alternativt en specificerad punkt i systemet till en annan. Cykeltid Tiden för att fullfölja en processcykel i produktionssystemets processer. Den är beroende av hur processen är definierad. Denna tid kan exempelvis syfta till en maskins specifika cykel eller en serie av maskiner och mänskliga aktiviteter. Ledtid Tiden från att ett behov signaleras till dess att behovet är uppfyllt. 2
 Kontinuerlig process I enstycksprocessen och den intermittenta processen kan produkterna anges styckvis, t ex en stol.")
13 Ställtid - Ställtid (även kallat omställningstid och ställ) är den tid som det tar för en process att ställa om till en ny arbetsoperation. Ställtiden kan indelas i två olika typer (Roos, 1992): Inre ställtid - kräver stillestånd i den värdeförädlande processen Yttre ställtid - stället är möjligt att genomföra samtidigt som värdeförädlingen genomförs. Ställtiden är önskvärd att reducera eftersom den inte är värdeskapande (Bellgran & Säfsten, 2005). Enligt Roos (1992) är det ofta möjligt att minska maskinstilleståndet med 50% genom att göra delar av ställtiden till yttre ställ. Korta ställtider leder till att det är möjligt att minska batchstorlekar, kapitalbindning och lager (Liker, 2009). Kundorderpunkt Kundorderpunkten bestämmer var flödet ska delas och avgör vart planeringspunkten ligger i systemet. När kundorderpunkten ligger senare i systemet behöver produktionen styras allt mer efter prognos. Produktionsmetoderna är: konstruktion mot kundorder (Engineer To Order, ETO), tillverkning mot kundorder (Make To Order, MTO), montering mot kundorder (Assemble To Order, ATO), samt tillverkning mot lager (Make To Stock, MTS) (Bellgran & Säfsten, 2005). Övriga mätetal Overall Equipment Effectivness (OEE) är ett utbrett mätetal för effektivitet i produktionssammanhang. OEE består av faktorerna tillgänglighet, anläggningseffektivitet och kvalitetsutbyte. Figur 2-1 beskriver de ingående faktorerna mer i detalj. Figur 2-1: Beräkning av OEE (Nakajima, 1988). 3
 är det ofta möjligt att minska maskinstilleståndet med 50% genom att göra delar av ställtiden till yttre ställ.")
14 Arbetseffektivitet används inom Bosch koncernen för att bedöma utnyttjandet av arbetskraften i fabriker. Den räknas ut av skillnaden mellan den tillgängliga tiden och teoretiska tidsåtgången för det som framställts i det riktiga systemet, enligt (Källa: internt dokument från BRM). 2.2 Produktionssimulering Syftet med en datormodell är att bättre förstå och/eller söka förbättringar i produktionssystemet. Datormodellen innehåller en förenklad liknelse av produktionen som, med datorns hjälp, simuleras över tid (Robinson, 2004). Den bästa modellen att experimentera med är alltid det verkliga systemet. Ingen metod kan ge mer exakt svar än att testa en förändring i produktionen. Däremot finns det flera fördelar med simulering med datormodell som väger upp nackdelarna (Robinson, 2004). Att experimentera med den riktiga produktionen är dyrt och kan medföra störningar i produktionen. En simulering med datormodell är därför i många fall billigare och tar kortare tid att experimentera med. Ofta är det inte nödvändigt att ha en exakt modell av produktionen för att, med god trovärdighet, svara på frågor eller ge stöd åt beslut. Vissa frågor, som hur en förändrad orderingång eller oförutsedda maskinfel, kan till och med vara omöjliga att simulera med det verkliga systemet (Robinson, 2004). Simuleringsmodeller kan även vara fördelaktigt jämfört med t ex manuella och icke-dynamiska datorbaserade uträkningar. En datorsimulering har möjligheten att, med enkelhet, testa många olika variationer över ett långt tidsspann och med en tydlig kontroll, samtidigt som den har möjlighet att skapa en inblick i hur systemet fungerar för utomstående (Robinson, 2004). Generella nackdelar med datorsimulering enligt Robinsson (2005) är bland annat att det kräver stor mängd data, att vinsterna med en datorsimulering inte är direkta och att det ofta behövs specialkompetens för att genomföra ett simuleringsprojekt. Utöver detta kan även tilläggas att det krävs ett kontinuerligt arbete att uppdatera modellen efter de förändringar som sker i det verkliga systemet. Glapp mellan modell och verklighet Diskret händelsestyrd simulering kan göras väldigt lik verkligheten när maskintider, avvikelser och skift simuleras. Detta garanterar ändå inte att systemet som simuleras stämmer överens med verkligheten. Enligt Ilar (2008) finns det ett glapp mellan modellens output och hur det i verkligheten skulle uppföra sig. Figur 2-2 exemplifierar utdata från en modell som generellt överpresterar i jämförelse med verkligheten. 4
. Den bästa modellen att experimentera med är alltid det verkliga systemet.")
15 Figur 2-2: Modellen kan efterlikna verkligheten väl, men där finns nästintill alltid ett glapp i jämförbar utdata. (Ilar, 2008) Ilar (2008) menar att glappet mellan modell och simulering tenderar att bli större ju fler mänskliga moment det finns i det verkliga systemet. Det beror på att människliga aktiviteter brukar förenklas i simuleringsprojekt. Fokusen tenderar att ligga på produktion, planering och positionering, då oförutsedda händelser och stödjande processer kan vara svåra att simulera (Ilar, 2008). Warm-up En datormodell kan i början av simuleringen vara i ett orealistiskt tillstånd. Exempelvis kan ett simulerat produktionssystemet vara tomt på produkter i arbete och lager i när simuleringen startas. Detta initiala tillstånd kan påverka utdata och kan undvikas genom att bestämma när simuleringen uppnått ett realistiskt och stabilt tillstånd (eng. steady-state). Tiden från simuleringsstart till dess att simuleringen uppnått steady-state kallas warm-up (Robinson, 2004). Perioden för warm-up kan bestämmas genom tidsseriedata som exemplet i Figur 2-3. Figur 2-3: Exempel på "warm-up"-periodens inverkan på utdata från modell. 1 För att undvika warm-up -periodens inverkan på resultaten kan modellen programmeras så att simuleringen initieras i ett realistiskt tillstånd. På så vis elimineras warm-up -perioden. Ett annat alternativ är att låta modellen simuleras till dess att warm-up -perioden är över och endast hämta data efter att steady-state har uppnåtts (Robinson, 2004). 2.3 Konceptmodell En konceptmodell är en icke mjukvaruspecifik beskrivning av simuleringsmodellens omfattning och detaljnivå (Robinson, 2004), vilket kan ses som en 1 Källa: hämtat den 29 maj
.")
16 kravspecifikation. Den har dels ett kommunikativt syfte och ett avgränsande syfte. Enligt Law (2009) saknar simuleringsprojekt ofta tillräcklig definition då problemet är otydligt beskrivet eller att klienten ännu inte är riktigt säker på vad de vill få ut av modellen. Modeller som görs i ett datorbaserat modelleringsprogram tenderar att bli mer komplexa än vad de behöver göras, enligt Robinson (2005). Konceptmodellen hjälper simulanterna att bygga rätt modell och med en tillräcklig noggrannhet för att vara valid. Den hjälper även till att kommunicera innehållet i datormodellen med klienterna innan den skapas. Konceptmodelleringen är en iterativ process. Klienter och simulanter bör regelbundet träffas för att diskutera dess innehåll allt eftersom förståelsen av det verkliga systemet ökar. Detta hjälper även till att öka trovärdigheten för modellen och att hålla intresset för projektet vid liv (Law, 2009). Robinson (2004) har sammanställt information från artiklar om konceptmodellering och har kommit fram till att en konceptmodell bör innehålla följande delar: Mål (och experiment): Syftet varför modellen byggs och vilka experiment som ska utföras. Innehåll: Komponenterna som är representerade i modellen och deras sammankopplingar. Innehållet ska beskrivas i termer av omfattning och detaljnivå. Input: De elementen av modellen som ska kunna ändras i experimenten för att medföra en förbättring av, eller bättre förståelse för, verkligheten. Output: Vilka mätetal som ska rapporteras av modellen Antaganden: De antaganden som gjorts där det finns tvivelaktigheter eller tro om verkligheten. Förenklingar: De förenklingar som gjorts för att möjliggöra snabbare modellutveckling och användning. 2.4 Validering och verifiering Verifiering, i sammanhanget simulering av produktionssystem, är att svara på frågan om konceptmodellen har överförts till en datormodell med tillräcklig noggrannhet (Robinson, 2004). En alternativ förklaring är att verifiering är att svara på frågan Bygger vi modellen rätt?. Validering är att försäkra att modellen är tillräckligt exakt för dess syfte (Robinson, 2004), alternativt att svara på frågan Bygger vi rätt modell?. En modell kan i teorin vara valid eller inte, men i praktiken är det nästintill omöjligt att avgöra detta enligt Robinson (2004). Validitet, menar Robinson, är att bygga förtroende för modellen och dess resultat så att både klienter och simulanter anser att den kan användas för beslutsunderlag. Jämförelser mellan modellen och verkligheten är ett sätt att validera modellen. Robinson (2004) delar in detta i Black-Box validering och White-Box validering. Black-Box validering är att avgöra om modellens utdata är rimlig jämfört med historisk data för det verkliga systemet. White-Box validering är en kontinuerlig process som utförs av simulanterna under modellering och avser att validera flöden, logik, statistiska fördelningar som används, osv. 6

 från leverantören Imagine That.")
17 3. Metod I detta avsnitt beskrivs valet av mjukvara för simulering och hur projektet genomförts. 3.1 Val och användande av mjukvara Simuleringsmjukvaran som användes under projektet var ExtendSim 8 (Extend) från leverantören Imagine That. Mjukvaran valdes på grund av simulanternas, tillika författarna av denna rapport, tidigare erfarenheter med denna mjukvara. En annan mjukvara som övervägdes var Simio av tillverkaren SimioLLC. Fördelarna med Simio är framförallt enkelheten att visualisera, vilket hjälper att skapa förtroende för modellen. Simulanternas erfarenheter med Simio är att det kräver mer programmeringskunskaper och kan vara besvärligare att lösa enkla problem i programmet. En annan fördel med Extend är att mjukvaran Stat::Fit från Geer Mountain Software Corporation är inkluderad. Denna användes för att analysera rådata över stilleståndstid i maskiner och reparationstid för att ta fram statistiska sannolikhetsfördelningar för dessa data. 3.2 Projektmetod Genomförandet av projektet har följt rekommendationer från (Law, 2009) och (Robinson, 2004) vars metodbeskrivningar är snarlika. Syftet bakom denna specifika metodik för simuleringsprojekt är att komma fram till resultat som båda parter, klient och simulant, är intresserade av och kan lita på. Med hjälp av en modifikation av Law s sju-stegs metod (Law, 2009), se Figur 3-1, redogörs hur projektet har genomförts och metoden modifierats för att anpassas till detta projekt. Figur 3-1: Law's sjustegsmetod, modifierad för projektet. (Original: Law, 2009) En initial problemformulering hade dokumenterats av BRM innan projektets start. Utifrån denna formulerades ytterligare frågeställningar och problembeskrivningar. Denna process var iterativ och kontinuerlig under projektets gång 7

18 enligt Figur 3-1. Problemformuleringen förändrades och frågeställningar lades till och togs bort allt eftersom mer kunskap om systemet erhölls samt efter diskussioner med chefer och produktionstekniker. Kvalitativa data om systemets struktur, flödesvägar och dylikt erhölls framförallt genom ett nära samarbete med operatörer. Uppskattningsvis spenderades 15-25% av den totala tiden på BRM i produktionen. Kvantitativ sekundärdata samlades in genom MPS 2 -systemet som validerades med hjälp av operatörers rimlighetsbedömningar. Där data saknades eller enligt operatörerna var orimliga utfördes primärdatainsamling. Framförallt handlade det om att uppdatera cykeltider för maskiner och att samla in tider för manuell hantering av material samt ställtider. I ett tidigt skede konstruerades formulär för maskintider och ställtider som operatörerna hjälpte till att fylla i. Sekundärdata för produktionssystemets prestanda så som leveransprecision, OEE och skiftgång, samlades in via andra personer i organisationen. En konceptmodell (se Teori) konstruerades löpande med handledare under veckovis återkommande möten. Parallellt med datainsamling och konceptmodell utfördes test-simuleringar i Extend för inlärning och för att utröna vilka förenklingar som var nödvändiga. Konceptmodellen redovisades för chefer, handledare, produktionssamordnare 3 och planerare för kamringstillverkningen. Åsikter om konceptmodellen noterades och åtgärdades, varpå konceptmodellen godtogs och modellbyggandet påbörjades. Modellen validerades genom Black-box validering samt White-box validering (Robinson, 2004). I resultatvalideringen jämfördes data angående OEE, leveransprecision och skiftgång från det verkliga systemet med modellens utdata. Simulanterna använde flödeskartor och noteringar från observationer och diskussioner med operatörer för att utföra White-box valideringen. När resultaten från experiment med modellen analyserats hölls ett möte med ledningen där resultat och slutsatser från experimenten presenterades. Avsikten med detta möte var att börja förankra rekommendationer och diskutera dem. 2 Material- och produktionsstyrningssystem. BRM använder Microsoft Dynamics Axapta. 3 Produktionssamordnare hos BRM är tidigare operatörer. De kan beskrivas som arbetsledare och stödjer nuvarande operatörer i bland annat förbättringsarbeten. 8


 Cylinderblocket är lagrat i huset med rullager.")
19 4. Nulägesbeskrivning Följande kapitel presenteras produkten och produktionssystemet kamringstillverkningen. Nulägesbeskrivningen har legat till grund för datormodellen. Därför behandlar större delen av kapitlet kamringstillverkningen, med exempelvis: flöde, förädlingssteg, maskinceller och styrning. 4.1 Produkt Hydraulkolvsmotorerna som tillverkas hos BRM är av radialkolvtyp, likt Figur 4-1. Figur 4-1: En motor av modell CB. (Källa: Manual, internt dokument BRM) Cylinderblocket är lagrat i huset med rullager. I cylinderblocket sitter det radiellt riktade kolvar som med hjälp av kamrullarna trycker mot kamringen och skapar vridmoment, se Figur 4-2. Figur 4-2: Hydraulkolvsmotor av modell CBM 9
 Cylinderblocket är lagrat i huset med rullager.")
20 Kamringens inre sida (kamprofil), är vågig för att skapa en rotationskraft från det radiella trycket. En profil med stor vågighet, stora toppar och djupa dalar, skapar ett stort vridmoment från trycket men det ger en låg rotationshastighet. En motor med ett mindre vågigt innandöme ger ett lägre vridmoment men med en högre hastighet. De motorer som BRM erbjuder går under namnen Compact A (CA), Compact B (CB), Compact BM (CBM), Viking (VI) och Marathon/Magnum (MA/MB). Av dessa motortyper finns det även flera olika motormodeller. Namnkonventionen för motortyperna är modell-typ-deplacement, exempelvis CA Kamringarnas diameter och profil, avgör till stor del vilket deplacement (Nm/bar) och effekt som motorn kan prestera. Flera kamringar kan kombineras i en motormodell för att ge kunden sin önskade prestanda. En motor CA innehåller exempelvis två kamringar av modell CA typ Kamringarnas namn redovisas i Tabell 4-1. Tabell 4-1: Kamringarnas typ-namn och artikelnummer i AX. Vissa motormodeller står för större andel av försäljningsvolymen än andra, vilket leder till att dessa kamringstyper produceras oftare. Även en storsäljare som CA-motormodellen har vissa kamringstyper som har låg försäljningsvolym. Bilaga 1 visar försäljningsvolymer för 2011 och 2012 och hur många producerade kamringar motorförsäljningen resulterade under dessa år. Anledningen till att motormodell CBM inte finns med i Bilaga 1 är för att den lanserades under senare delen av detta år. CBM diskuteras mer i detalj i avsnitt framtidsbeskrivningen. Alla kamringstyper av MA förutom MA 1150 och MA 2400 är endast för reservdelsproduktion. Därför hänvisas hädanefter MA 1150 och MA 2400 som produktions-ma (PMA) och de övriga som reservdels-ma (RMA). 4.2 Kamringstillverkningen Tillverkningen av komponenter och slutmontering av produkten görs i samma fabrik hos BRM. Kamringstillverkningen är ett av många tillverkningsavsnitt innan monteringen av motorerna. Figur 4-3 ger en bild över hela produktionen för att visa kamringstillverkningens plats i sammanhanget. 10
, Compact B (CB), Compact BM (CBM), Viking (VI) och Marathon/Magnum (MA/MB). Av dessa motortyper finns det även flera olika motormodeller.")

21 Kund Montering hos BRM Tillverkning hos BRM Kamring Leverans och installation Montering av motor Drivenhet Kolvar Cylinderblock Övriga komponenter Figur 4-3: Kamringstillverkningens plats i förädlingskedjan. Enkelt beskrivet består kamringstillverkningen av tre processer som förädlar råmaterial till färdig kamring. Första steget är fräsning av kamprofil samt borrning av lyfthål, hål för styrpinnar och bulthål. I det andra steget ythärdas kamprofilen och i det tredje steget slipas den. Efter dessa processer utförs en kvalitetskontroll i ett mätrum. När kamringen genomgått dessa steg är den färdig och levereras till slutlagret där den väntar på att tvättas och monteras i en motor. Processtegen i kamringstillverkningen är grupperade i funktionella celler, se Figur 4-4. Varje cell innehåller maskiner och operatörer som utför förädlingen. Fräsning & Borrning Härdning Slipning Kvalité Cell APC Cell EFD Cell Kehren2 Mätrummet Cell DMC Cell BM Cell Hauser Cell Kehren1 Figur 4-4: Kamringstillverkningens processteg. Namngivningen av cellerna i Figur 4-4 utgår från den maskin som står för huvuduppgiften i cellen. För en mer detaljerad beskrivning av cellerna och deras innehåll, se avsnitt Inuti cellerna i nulägesbeskrivningen. 4.3 Flödet mellan cellerna Som tidigare nämnt finns det fem kamringsmodeller (CA, CB, CBM, MA, VI). Flödesvägen för kamringar mellan cellerna beror på kamringsmodell, t ex har CA en annan flödesväg än CB. Till skillnad från övriga modeller har kamringsmodell MA två olika flöden beroende på kamringstyp. Flödesvägarna mellan cellerna presenteras modell för modell i Figur 4-5 till Figur

22 CA-flödet passerar APC, EFD och Kehren 2 eller Hauser, då både Kehren 2 och Hauser kan slipa CA. Figur 4-5: Flödet för CA-kamringar mellan de olika maskincellerna. CB-flödet är uppdelat i början då både APC och DMC kan fräsa och borra dem. BRM tillverkar helst CB i DMC då det är en robustare maskin än APC, men utfallet blir att CB körs i den maskin som har minst belastning. CB körs alltid i slipen Kehren 2. Figur 4-6: Flödet för CB-kamringar mellan de olika maskincellerna. VI och RMA har samma flödesväg genom kamringstillverkningen. Härdprocessen i EFD och BM genomförs på olika sätt. EFD härdar hela profilen samtidigt medan BM härdar profilen successivt. På grund av designen av BM så måste hålen borras efter härdningen genomförts av BM. Detta medför ett bakåtflöde till DMC efter Shiess, där yttersidan av alla MA och VI svarvas. Figur 4-7: Flödet för VI och RMA-kamringar mellan de olika maskincellerna. 12

23 PMA härdas i EFD istället för BM. BRM föredrar att använda EFD över BM på grund av den kortare cykeltiden i EFD-maskinen och för att EFD är en stabilare maskin med färre kassationer. Figur 4-8: Flödet för MA-kamringar mellan de olika maskincellerna. CBM borras i DMC efter härdning, trots att den härdas i EFD. Anledningen är att CBM är en ny kamringsmodell och BRM vill inte ta risken att materialet slår sig och kamringen blir oval eller spricker på grund av hålen. Det är möjligt att hålen kommer borras innan härdning i framtiden när CBM är i full produktion. Figur 4-9: Flödet för CBM-kamringar mellan de olika maskincellerna. En sammanställd flödeskarta visas i Figur Figur 4-10: Sammanställd flödeskarta för samtliga kamringsmodeller. 13
. Utrustningen för kamringarna är dock delvis separerade, se Figur 4-11.")
24 4.4 Layout Layouten i BRMs verkstadsutrustning och processer kan klassificeras som samlokaliserad efter komponenter t ex kamringar. Med andra ord kan den beskrivas som en layout baserad på flödesgrupper/cell (Miltenburg, 1995). Utrustningen för kamringarna är dock delvis separerade, se Figur Figur 4-11: Bilden beskriver var produktionsutrustningen är placerad i fabriken. Kamringstillverkningens innehåll kan beskrivas som en blandning mellan funktionell layout och celler. Varje processteg (fräsning, slipning, härdning) sker i maskinceller uppbyggda efter en styrande maskin med kringutrustning. Varje maskincell beskrivs i avsnittet Inuti cellerna. Figur 4-12 ger närmare bild av cellerna. Figur 4-12: Kamringtillverkningens områden, kallade celler i projektet. Tillverkningen av kamringar kan beskrivas som en okopplad intermittent process (Bellgran & Säfsten, 2005). Med andra ord är det endast kamringar som tillverkas, men de olika varianterna av kamringar medför olika cykeltider och ställ samt produceras i återkommande intervall. De olika kamringstyperna lagras på pall i pallställ mellan cellerna, men inuti cellerna flödar kamringarna styckvis. 14
25 4.5 Inuti cellerna I detta avsnitt förklaras innehållet i cellerna som utför processerna fräs, borr, härd och slip i detalj. För varje cell presenteras ett logikschema/flödesschema, se Figur 4-14 till och med Figur 4-18, som upprättadats under projektets gång. Notera att cellerna har samma namn som huvudmaskinen i cellerna. I Figur 4-13 nedan visas en förklaring till schemana över cellerna. Figur 4-13: Förklaring till logikscheman. APC Maskinen APC är en fleroperations fräs. Den har en fixturväxlare som gör yttre ställ möjligt. Fixturerna håller fyra stycken kamringar för CA och två för CB. Maskinen fräser profilen och borrar hålen i kamringen som sedan levereras till pallstället bredvid maskinen. I nuläget är det ett okänt problem med maskinen som leder till att endast 50% av matningshastigheten används, vilket orsakar en reducerad cykeltid. Maskinen anses vara för klen för att köra CB men måste köra dem ändå för att avlasta DMC. Maskintiderna för de olika kamringarna finns Bilaga 2. Figur 4-14: Schema för cell APC. DMC Maskinen är en fleroperations fräs kallad DMC. Maskinen har en fixturväxlare som möjliggör byte av ämne under tiden ett annat är i bearbetning. Det finns dock endast en fixtur per modell vilket gör att operatören kör växelvis med två olika batcher. Maskintiderna för DMC finns i Bilaga 2. Materialet levereras till maskinen från råvarulagret och placeras i någon av maskinens pallställ eller på golvet utanför fixturväxlaren. Därefter fräses kamprofilen och samt borras det styrpinns-, lyft- och monteringshål. Alla kamringar fräses men CBM och de kamringar som härdas i BM väntar med borrningen tills efter att härdningen är genomförd. När kamringen är färdigbearbetad placeras den därefter i pallställ kring DMC och är därmed redo för att hämtas för härdning. 15
26 Figur 4-15: Schema för cell DMC. EFD EFD-cellen består av en induktionshärdmaskin (EFD), en maskin för sprickindikering kallad KDN, och en ugn för anlöpning efter härdning. EFD är utrustad med två bufferband för automatisk in- och utmatning. Bufferbanden har olika kapacitet beroende på kamringstyp. Operatör lastar inbuffertbandet och EFD härdar automatiskt kamringarna, varpå EFD automatiskt lastar på utbuffertbandet. EFD ställs om beroende på vilken induktor som behöver användas, se Bilaga 3. När induktorn är utbytt härdas en kamring som operatör förbereder för förstörande härdprov. Provet är ett vickerstest som utförs i ett labb i en annan del av fabriken. När kamring har godkänts påbörjas batchen. Denna procedur är ett inre ställ som utförs vid byten av kamringstyp. Primärdata för tidsåtgången för ställ visas i Tabell 4-2. Tabell 4-2: Insamlad data för tidsåtgång vid induktorbyte och härdprov i EFD. Byta induktor Härdprov Totalt Kamring för härdprov Kommentar 0,6 h 2,4 h 3,1 h CA Kö vid hårdhetsmaskin ~5min 2,3 h 2,8 h 5,1 h CB Byte av packning i kylmunstycke, mycket justering av induktorn 1,4 h 3,1 h 4,4 h CB 2,5 h 5,4 h 7,9 h MA Mycket väntan på truck 2,5 h 6,2 h 8,6 h MA 1,2 h 2,8 h 4,0 h CA 0,2 h 2,4 h 2,5 h CA Samma induktor användes. Endast justering. 1,0 h 2,2 h 3,1 h CA 1,0 h 3,3 h 4,3 h CB Om härdprovet är godkänt visar det att induktor- och härdinställningar är rätt. För att minimera antalet ställ och förstörda kamringar kör operatören helst så många pallar som möjligt innan byte av kamringstyp. Efter härdning flyttar operatör kamringen från utbuffertbandet till KDN och genomför sprickindikering. Kamringen läggs sedan på golvet för att invänta tillräckligt många kamringar för att fylla ett plan i ugnen. De sista kamringarna i batchen laddas in i ugnen, även om de inte fyller ett plan. Maskin och hanteringstider i EFD finns dokumenterat i Bilaga 3. 16
27 Figur 4-16: Schema för cell EFD. BM Cellen består likt EFD-cellen av en härdmaskin kallad Bestmatic (BM), en sprickindikeringsmaskin och en anlöpningsugn. Skillnaden är att BM härdar kamringarna med två induktionsstål som går längs med profilen. EFD härdar hela profilen på en och samma gång, vilket ger en snabbare och stabilare process. Däremot behöver Bestmatic sällan ställas om mellan kamringstyperna. Ett ställ innebär att ett kylvätskemunstycke byts ut, vilket tar ca 5 minuter, vilket är kortare tid relativt induktorbytet i EFD. Den långa cykeltiden vid härdning och närheten till provrummet möjliggör för operatören i BM att utföra härdprovet parallellt. Kehren 2 och Hauser Denna beskrivning gäller för både Hauser-cellen och Kehren 2-cellen. Cellerna har egen kringutrustning men delar Barkhauser. Lodi (L) ställs om mellan CA eller CB. Kamring lastas från pall in till planslipen Lodi. När Lodi är klar med första sidan lyfts kamringen ut och operatör vänder sida för att sedan starta Lodi igen. Operatör lyfter en planslipad kamring till Kehren 2 (K2) och startar slipningen av profilen. Efter var femtonde kamring skärps eller byts slipverktyget ut. Första och sista kamringen efter skärpning av slipverktyget skickas till mätrummet. Operatör lyfter kamringen till Barkhauser (B) som utför en kvalitetskontroll. När mätning är klar analyseras testresultat i dator, varpå kamring putsas i en maskin kallad Puts. De samlade hanterings och maskintiderna för Kehren 2 finns i Bilaga 4. 17
28 Figur 4-17: Schema som representerar logik och flöde i både cell Kehren 2 och cell Hauser. Kehren 1 Fevretto (F) planfräser kamringsmodeller CB och CBM. När Fevretto är klar med första sidan lyfts kamring ut och operatör vänder sida och startar Fevretto igen. Operatören lyfter kamringen till Kehren 1 (K1) och startar slipning av dess profil. Var femte CB, var tredje MA samt en VI per vecka skickas till mätrummet för att kontrollera att slipen i K1 är godkänd. En kamring per pall ska till mätrummet, men operatörerna gör annorlunda när det bara är en kamring på pallen för att utnyttja resurserna mer rationellt. Operatör lyfter kamringen till Barkhauser (B) och påbörjar mätning. När mätning är klar analyseras testresultat i dator, varpå den palleteras. Efter att CBM och MA putsats i Putsen mäts om kamring är tillräckligt oval. Tider för Kehren 1 finns i Bilaga 5. Figur 4-18: Schema för cell Kehren 1. Shiess och Toshiba Shiess består endast av en maskin och är inte en cell, men tas för enkelhetens skull upp här. Shiess är en svarv som svarvar yttersidan av MA- och VIkamringar och bemannas av samma operatör som i BM-cellen. I Toshiban borras kamringarna efter de härdats i BM-cellen. Anledningen är att kamringen skulle bli skev efter härdning om borrhålen borrats innan. Toshiba har inte studerats i detta projekt, se Framtidsbeskrivning. 18

29 Timmar 4.6 Bemanning och skiftgång Varje cell bemannas av en operatör. I vanliga fall så växlar inte personal mellan celler utan är fast positionerade i cellen de tilldelats. Med specialiserade operatörer kan det vara svårt att hitta ersättare på kort varsel, om någon skulle vara frånvarande. Detta gör då att cellen är stillastående tills operatören är tillgänglig. Vissa byten mellan maskiner kan ske, men generellt sett anses det ta för mycket tid att lära upp operatörerna att hantera en ny cell. Maskinernas processer är oftast lätta att hantera men det är avvikelserna som kan vara svåra att lösa för en operatör som inte känner maskinen tillräckligt. Fabrikens takt bestämmer vilken skiftgång, se Bilaga 6, som krävs i de olika cellerna. Skiftgången bestäms separat i varje cell för att balansera kamringsflödet. De olika skiftgångarna som är tillgängliga är: dagskift, tvåskift, tvåskift helg, fyrskift samt femskift. 4.7 Störningar Detta avsnitt behandlar störningar i form av kassationer, maskinfel och frånvaro av operatör. Maskinfel och reparationer BRM har en egen underhållsavdelning som står för underhållsreparationer och akuta reparationer av maskiner. Underhållsavdelningen var tidigare en del av ABB, men inkluderades i BRMs egna regi Sedan denna förändring har underhållsavdelningen fört loggar över maskinstopp. Tillsammans med personal på underhållsavdelningen framställdes det tillgängliga data över maskinstopp som loggats sedan Data innehåller tiden mellan maskinstoppen, hädan efter kallad tid till fel (TTF), och rapporterad stilleståndstid (ST) som reparationen innebar. Diagram 4-1 till och med Diagram 4-3 visar några sammanställda nyckeltal kring denna data. Stilleståndstid pga reparation EFD Kh2 DMC Kh1 BM APC Medel av Stilleståndstid (Timmar) Median av Stilleståndstid (Timmar) Diagram

30 Diagram 4-2 Diagram 4-3 Kassationer 2012 Kvalitetsavdelningen på BRM samlar alla kassationer i en databas som även inkluderar en kort beskrivning av problemet. Ibland kan kasserade bitar användas i det förstörande provet vilket då gör att den inte blir registrerad som kasserad. Detta medför att det kan vara ett lägre antal registrerade kassationer i APC och DMC än vad som skett under Det som produceras och kasserats under 2012 kan ses Tabell 4-3 och Tabell 4-4. Tabell 4-3: Antal producerade kamringar Modell CA CB MA (EFD) VI Antal Tabell 4-4: Kasserade kamringar per produktionscell under 2012, X markerar att kamringsmodellen inte passerar cellen. CA CB MA (EFD) VI APC DMC EFD Kehren 1 Kehren 2 20
.")
31 Frånvaro och sjukdom Maskinernas tillgängliga tid kan även begränsas av operatörernas frånvaro. Frånvaro klassas som ej återkommande möten, ledighet, sjukdom och liknande. Frånvaron under 2012 visas månadsvis i Tabell 4-5 (Källa: Internt dokument BRM). En grov analys från 2012 visar att den totala frånvaron i kamringsflödet var i genomsnitt (CENSUR)% frånräknat juli månad. Tabell 4-5: Grov uppskattning av frånvaro och frånvaro på grund av andra orsaker. Frånvaro jan feb mar apr maj jun jul aug sep okt nov dec % övrig frånvaro % Sjukdom 4.8 Styrning MPS systemet Microsoft Dynamics Axapta (AX) används på BRM för att planera produktionen. Data som finns i AX är till exempel: order, leveranstider, maskintider, artikelförteckning, kostnader, lager och batchstorlekar. I kamringstillverkningen används inte de lagernivåer som står i AX, se Bilaga 7, lagren planeras istället löpande av operatörerna i samarbete med den lokala planeraren. Den löpande detaljplaneringen strävar efter att, från sliparna, leverera mot kundorder istället för att bygga upp de säkerhetslager som anges i AX. Styrningen av kamringstillverkningen kan beskrivas likt Figur Figur 4-19: Beskrivning av kamringstillverkningen med VSM symboler Samma sak gäller batchstorlekar i EFD för CA kamringar. Exempelvis är batchstorleken för CA en pall (28st). En eftersökning i en loggbok i EFD visar att batchstorleken vanligtvis är 3-5 pallar. Från loggboken i EFD sammanställs de vanligast förekommande batchstorlekarna jämfört med informationen i AX, se Tabell
32 Tabell 4-6: Skillnaden i batchstorlekar (antal kamringar) för varje CA artikelnummer. CA artikel Använd batch Batch i AX Orderplanering När en kundorder inkommer till BRM planeras produktionen inom fabrikens delar. Kundorderledtiden inkluderar balansering, tillverkning, montering och leverans. Det är en kedja av beroenden för att leverera i tid. En central del i denna kedja är monteringen som i sin tur är beroende av att dess underleverantörer, såsom kamringsflödet. Försenade leveranser till monteringen kräver att produktionen planeras om och i värsta fall att ordern blir försenad. Balanseringen gör det möjligt att justera produktionstakten vilket bestämmer kapaciteten för respektive motormodell. Utöver eventuella reservdelsbehov beskriver takten antalet motorer per vecka som kan levereras till kund. Motorerna kan innehålla olika antal och typer av kamringar, vilket kan skapa olika stor belastning. Detta gör att produktionen även behöver planeras efter en speciell produktmix. Ett förenklat poängsystem används av planeringsavdelningen där varje motormodell har fått ett tilldelat värde efter hur påfrestande den är. Genom att använda poängen kan planeringen jämna ut belastningen i fabrikens delar. De utjämnade ordrarna skickas som beställning, i form av en produktionslista, till kamringsflödet en gång varje vecka. Dessa specificerar vilka kamringar och när monteringen behöver dem. Vid en beställning har kamringsflödet mellan dagar att leverera produkterna till slutlagret. Kan inte en kamring levereras i tid uppstår det en försening. Kamringstillverkningen förseningar under 2012 för CA och CB syns i Diagram 4-4 samt för VI och MA i Diagram

33 Diagram 4-4: Förseningar av CA och CB veckovis under Diagram 4-5: Förseningar av MA och VI veckovis under
34 5. Framtidsbeskrivning 5.1 Kamringsmodell CBM CBM lanserades för marknaden hösten Tanken bakom modellen är att den ska ersätta MA i funktionalitet för kunden och försäljningsvolym i framtiden. Detta innebär också att BRM kommer på sikt avveckla motormodell MA. I början av projekttiden, januari-maj 2013, observerades att tillverkningen av CBM var i inkörningsfasen då programmering av maskiner och analys av testkörningar genomfördes. 5.2 Borrning flyttas från Toshiba till DMC Maskinen Toshiba avvecklades den 5 mars 2013 på grund av säkerhetsbrister. Borrningen av reservdels-ma och VI flyttades därför över till DMC. DMC fyller därmed funktionen att fräsa profilen och borra de kamringsmodeller som härdats i BM. Detta leder till att vissa lager kommer att flyttas samt att ett returflöde till DMC uppstår. 5.3 APC APC förväntas bli reparerad eller utbytt i framtiden så att en högre matningshastighet kan användas vid fräsning än i nuläget. När detta sker vet inte BRM, därför används nulägets cykeltider i projektet. 5.4 Inköp av ny tillverkningsutrustning för perioden Slipmaskinen Hauser kommer ersättas av en ny maskin av typ Kehren, vilken kommer att kallas Kehren 3 hädan efter. Kehren 3 förväntas vara i full drift Q enligt BRM. Förberedelserna för denna förändring, vilket innebär mindre layoutförändringar och rivning av en gammal ugnsanläggning intill cell Kehren 2, hade påbörjats kring januari Enligt BRM kommer Kehren 2 och Kehren 3 ha ungefär samma prestanda och godtog att bearbetningstiden kan antas vara den samma i båda maskinerna. Kehren 3 ska även få en egen Barkhauser efter att installationen är klar, enligt Lundgren. Likt Kehren 2 cellen kommer Barkhausern i Keheren 1 att byggas om så den avmagnetiserar samtidigt som hårdhetsmätningen genomförs. Detta gör att transporten till BM efter slipning kan undvikas. 5.5 CA decoupling Projektet CA decoupling var ett projekt som bedrevs parallellt under projekttiden. Målet med projektet är att kamringsartiklar CA alltid ska finnas tillgänglig i slutlagret när de efterfrågas. Med andra ord vill BRM flytta planeringspunkten från lagret innan sliparna till slutlagret innan tvätt. Detta innebär att kamringstillverkningen producerar MTS istället för MTO för CA. 24


35 6. Konceptmodell Detta kapitel redogör konceptmodellen som stod till grund för datormodellen. Först presenteras modellens innehåll, indata och utdata samt de förenklingar och antaganden som gjorts. Därefter presenteras utformningen av experimenten som simulerats och syftet med dem. 6.1 Modellens innehåll Modellens omfattning var kamringstillverkningen, se Figur 6-1. Huvudprocesserna är fräsning och borrning, härdning, slipning och kvalitetskontroll. Kamringstillverkningens stödprocesser definieras som produktionsplanering och maskinunderhåll. Figur 6-1: Simuleringsmodellens omfattning. Beskrivningarna av produktionssystemet i kapitlet nulägesbeskrivning låg till grund för detaljnivån. Detta innebär att innehållet i cellerna och operatörernas arbetsgång i dem betraktas som enskilda aktiviteter i modellen. Figur 6-2 nedan visar detaljnivån., Kassationer Figur 6-2: Simuleringsmodellens detaljnivå. Datormodellen konstrueras med ett framtida tillstånd. De förändringar från nuläget som simuleras är att Kehren 3 har ersatt Hauser samt att all borrning utförs i DMC. 25
36 6.2 Inputs Här beskrivs den data som använts till datormodellen. Inputs till modellen har erhållits från klienter, nulägesbeskrivningen samt analys av denna. Eferfrågenivåer Efterfrågan simuleras i form av tre olika produktionstakter kallade Låg, Mellan och Hög. Utöver produktionstakten tillkommer även ett konstant reservdelsbehov, dessa syns i Tabell 6-1. Mellan och Låg är takter som erhållits från klienterna och representerar efterfrågan under 2011 och Efterfrågenivå Hög representerar en önskad framtida takt. Tabell 6-1: Efterfrågenivåerna låg, mellan och hög samt det konstanta reservdelsbehovet. Motortyp Låg [Motorer] Mellan [Motorer] Hög [Motorer] Reservdelar [Kamringar] CA ,36 CB ,25 MA/MB ,14 VI ,62 CBM 0, Motorerna innehåller 1-6 kamringar beroende på motormodell. Detta gör att den aktuella produktmixen styr påfrestningen på kamringstillverkningen. Produktmixen för simuleringen syns i Bilaga 1. Förädling Värdeökningen i produktionens förädlingssteg beräknas, av BRM, vara enligt Bilaga 8. Dessa används för att beräkna kapitalbindning i systemet samt kassoch provkostnader. Skiftgång Modellen har möjlighet att justera skiftgången, de valbara skiftgångarna visas i Bilaga 6. Skiftgången anpassas inte under simuleringen i modellen. Det verkliga systemet kan i jämförelse reagera och ändra skiftgång när det behövs, till exempel efter ett maskinstillestånd. Maskin- och hanteringstider Maskin- och hanteringstider som används i modellen är uppdelade per maskin och visas i Bilaga 2-7. Tiden i bilagorna anges i minuter. Röd text är uppskattade värden med hjälp av operatörer och mätningar av liknande artiklar, och svart är mätt under projektet. Reparationer av maskiner Varje huvudmaskin i cellerna, förutom BM, simuleras i datormodellen med en stokastisk tid mellan reparationer och tidsåtgång för reparationer. Dessa tider slumpas fram med hjälp av statistiska sannolikhetsfördelningar i datormodellen. Den statistiska analysen för att ta fram dessa sannolikhetsfördelningar finns beskrivet i Bilaga Output Modellens utdata bestämdes först men utvecklades iterativt under projektets gång. Modellens utdata blev slutligen: 26
37 Maxlager, i batcher, framför maskincellerna. Total stopptid och längsta stopptid för varje maskincell. OEE och arbetseffektivitet i varje maskincell. Max antal pallar i lagret innan Kehren. Leveransprecision för kamringsmodellerna: CA, CB, CBM, VI och MA. Genomsnittlig leveranstid för kamringsmodellerna: CA, CB, CBM, VI och MA. Lageromsättningstid för alla CA artiklar. Genomloppstid för högfrekvensartiklar inom CA, CB, CBM, VI och MA. Genomsnittlig kapitalbindning i systemet. Kassationskostnader och provkostnader. Förseningar per artikelnummer. 6.4 Förenklingar och antaganden De flesta kompromisser som gjorts i datormodellen är mänskliga beslut. Ett exempel är valet av batchstorlek i EFD som för t ex CA kan variera från 84 till 140 kamringar, vilket i modellen alltid är 112. Nedan följer de förenklingar och antaganden som gjorts för att kunna realisera datormodellen. Antaganden De antagande som gjorts för att underlätta datainsamling och konstruktion av datormodellen. Dessa redovisas för att ge en utökad förståelse för modellen. Aktiviteter i mätrummet antas ta exakt 24 arbetstimmar för kamringar. Mätrummet behandlar fler produkter än bara kamringar. Därför är det svårt att ta fram en rimlig tidsåtgång för kamringar i mätrummet. Mätrummet har dock en policy att leverera resultat inom 24 timmar, därifrån kommer antagandet om tiden. Kehren 3 och dess kringutrustning antas ha exakt lika indata som Kehren 2 i modellen. Eftersom Kehren 3 inte var installerad under projekttiden kunde inga primärdata införskaffas. Genom diskussion med BRM ansågs att indata för arbetsmomenten och kringutrustning i Kehren 2 kan användas för Kehren 3. Materialhanteringen för MA, CBM och Viking kamringar antas ta lika lång tid. Det fanns få tillfällen att mäta hanteringstider för varje kamringstyp av VI, MA och CBM. Kamringarnas hantering antas ske på liknande sätt då operatörer ansåg att dessa skiljer väldigt lite i tid. DMC och APC antas inte ha någon inre ställtid då DMC och APC har fixturväxlare. Under normal körning menar operatörer att de växlar fixturerna medan maskinen kör. Under vissa omständigheter blir det dock ett inre ställ, exempelvis vid start av dagen när maskinen är tom. Eftersom dessa är få till antalet har de en låg påverkan på resultaten. Sekundärdata för BM och Shiess antas stämma. Sekundärdata för BM och Shiess som hämtas från MPS-systemet antas stämma. 27
38 Förenklingar Förenklingarna har gjorts för att möjliggöra datainsamling inom projekttidens ramar och minska modellens komplexitet. De som har gjorts anses ha en liten påverkan på resultaten men är ändå viktiga att beakta. Förenklad styrning med hjälp av beställningspunkt. Detaljplaneringen, i kamringsflödet, är komplext och saknar definierade regler. En förenkling som ansågs ligga nära dagens styrning, var beställningspunkt. Detta är något som är viktigt att beakta i resultaten. Stödjande arbetsuppgifter tas inte med i modellen. Exempel på detta är när operatören utför löpande underhåll, städning, byte av spåncontainrar och liknande. Ett tillägg av 1% till avvikelser är inlagt för att inkludera stödjande uppgifter som skapar produktionsbortfall. Transport av kamringar mellan maskinerna försummas för att minska komplexiteten av modellen. Tillgängligheten av truck var avancerad att simulera i modellen. Eftersom transporterna oftast sker då maskinen är igång så bör inte denna förenkling påverka tillgängligheten i cellernas huvudmaskiner. BM och Shiess reparationer förenklas bort. Data för BMs stilleståndstid och tid till nästa fel är otillräcklig för att göra en god anpassning till en statistisk fördelning som kan användas i modellen. I modellen kör Kehren 2 alltid batchstorlekar 15 CA och 5 CB. När Kehren 2 ligger efter i produktion används inte de normala batchstorlekarna, framförallt inte för kamringstyper med låg efterfrågan. Detta kommer att göra att modellen är mindre flexibel än det riktiga systemet vilket leder till att ledtiden kan bli längre. Det kommer då innebära att modellen blir känsligare och larmar något tidigare vid leveransproblem. Barkhausern i Kehren 1 har ingen avmagnetisering i dagsläget, i modellen har den det. CB och CBM kamringar som slipas i Favretto måste i nuläget avmagnetiseras i en maskin utanför cellen. Någon gång under kommande året planerar BRM att lägga till avmagnetisering i Barkhausern. Därför förenklas flödet genom att CB och CBM avmagnetiseras i Kehren 1 cellens Barkhauser. EFD har fixerade batchstorlekar i modellen. De valda batchstorlekarna baseras på analys av historisk data från EFD-cellens loggbok. Operatörer och planeringen brukar i nuläget anpassa hur många kamringar som körs, vilket innebär att det verkliga systemet är mer flexibelt. EFD/BM förstör alltid en kamring i batchen vid härdprov. I verkligheten sparas kamringar som inte klarar en ultraljudskontroll eller har felborrad hålbild, etc. Om en sådan finns tillgänglig används den för förstörande härdprov istället för en duglig kamring. Detta modelleras inte. Sjukdom och frånvaro. Sjukdom modelleras med en risk på 7% att ett stillestånd på 8 timmar sker och övrig frånvaro med 2% risk att ett stillestånd på 30min inträffar. Förenklingarna gjordes eftersom det ansågs vara för komplicerat att stokastiskt skapa ett sjukdomsintervall och matcha det med operatörers skiftgång. 28
39 6.5 Utformning av experiment Utformningen av experimenten grundar sig i förfrågningar från BRM och analyser av nuläget samt upptäckter som gjorts vid testkörningar av modellen. I detta avsnitt förklaras hur varje experiment är utformat samt varför de genomförs. Alla experimenten har en simuleringstid på 365 dagar med en warm-up på 50 dagar, varefter statistikmätningarna i modellen startades om. Därmed är den simulerade tiden 315 dagar, vilket är ett produktionsår för BRM. Antal repetitioner valdes baserat på vilken utdata experimenten gav. Experiment: Lämplig skiftform och leveransprecision Målet är att hitta vilka skiftformer som måste tillämpas i varje cell för klara mer än 98% leveransprecision för de tre efterfrågenivåerna. Utdata från detta experiment används för validering och för att bestämma vilka skiftformer som ska användas i de övriga experimenten. Experiment: Reducerade batchstorlekar Batchstorlekarna för härdcellerna är stora relativt slipcellernas. Exempelvis är en batch av kamring CA st i EFD och Kehren 2 har batchstorleken 15st. Experimentet kan förtälja vad som händer med bland annat genomloppstid och ledtid om härdcells-batchstorlek förminskas stegvis (-15%, -25%, -35%, -45%). Experimentet simuleras med en repetition för varje steg av batchreducering. För att göra repetitionerna jämförelsebara används samma random seed i Extend. Innebörden av detta är att den första repetitionen av slumpade händelser, så som maskinstopp, används igen för nästa repetition. Experiment: Kostnad av förstörande provtagning I modellen kommer en kamring förstöras varje gång ett härdprov tas. Målet med detta experiment är att bestämma kostnaden för härdprov vid efterfrågenivå mellan. Experiment: Reducerade batchstorlekar och oförstörande prov Ett oförstörande härdprov i EFD och BM som tar 30 minuter för varje kamring skulle innebära både ställtidsreducering i EFD och att kamringar inte behöver förstöras. Under antagandet att denna utrustning kan implementeras ska det undersökas vad skillnaden blir jämfört med nuläget. Detta experiment kombineras med experimentet reducerande batchstorlekar. Experiment: Anpassade lagerstorlekar Dagens lagerstorlekar för CA är inte anpassade efter deras förbrukning. Målet med experimentet är att se vad anpassade lagerstorlekar har för effekt på leveransprecision och ge en rekommenderad beställningspunkt. Experiment: CA decoupling Experimentets mål är att undersöka vilka konsekvenser projektet CA decoupling kan få på lagernivåer, bemanning och liknande, om en leveransprecision på 98% ska upprätthållas. 29
40 Experiment: Taktökning för att se kapacitet Systemets kapacitetsbegränsningar undersöks genom att stegvis öka produktionstakten med 10%, Tabell 6-2, och anpassa bemanningen, så att en leveransprecision på 98% upprätthålls. Syftet är att ge en fingervisning av vad som blir flaskhals och när skiftgången i cellerna behöver ökas. Tabell 6-2: Stegvis ökning av produktionstakt (motorer/vecka) för experimentet. Utöver detta tillkommer även ett konstant reservdelsbehov. Takt 0% 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% CA CB MA VI CBM Experiment: Genomloppstid i EFD Resultatet ska visa tidsskillnaden i EFD mellan de olika batchstorlekarna och kamringsmodellerna. Genom att använda simuleringsmodellen ska de teoretiska genomloppstiderna tas fram för varje kamringsmodell. Genomloppstiden redovisas per kamringsmodell då den är samma för alla kamringstyper av en viss modell. 30
41 7. Simulering Datormodellen av kamringstillverkningen som konstruerades beskrivs i detta kapitel. Med hjälp av Extends funktion hierarkiska nivåer möjliggjordes en överblick av modellen. De hierarkiska blocken sorterades i färger beroende på funktion: Grön bestämmer flödet mellan maskinceller. Blå bestämmer ordergenerering, order- och lagerhantering. Röda block representerar maskincellerna. Datormodellen presenteras i Figur 7-1, där kamringarna flödar från vänster till höger. Figur 7-1: Datormodellen i Extend. De hierarkiska blocken är konstruerade på liknande sätt, ett exempel är APC i Figur 7-2. Inuti de hierarkiska delarna hanterar de gröna blocken kamringar, röda skiftgång och gula resultatmätningar. Operationen är uppbyggd av generellt sätt 5 delar: styrning av inkommande och utgående produkter, hantering av operatör, närvaro och stillestånd, maskinprocess samt datainsamling. Figur 7-2: Inuti det hierarkiska blocket för APC. 31
42 Simuleringens in- och utdata finns samlad i Extends notebook funktion. I notebook finns en genväg som i realtid kan ändra experimentets takt och skiftgång samt visa samlade resultat och grafer från simuleringen. Ett exempel på delar av det som finns i notebook är i Figur 7-3. Notebook användes mest för validering och verifiering av modellen, för experimenten användes istället funktionen scenario manager. Figur 7-3: Extend Notebook, turkost fält är indata som går att ändra och lila är utdata som kommer från experimentet. Scenario manager är ett verktyg i Extend som gör det möjligt att förbereda flera repetitioner av ett experiment. Resultaten sparas automatiskt in i ett exceldokument efter varje experiment. 32
43 8. Resultat och analys Kapitlet presenteras experiment och de resultaten som har erhållits vid simulering av datormodellen. Det är uppdelat så att varje experiment presenteras separat. 8.1 Lämplig skiftform och leveransprecision De lämpliga skiftformerna för att upprätthålla en leveransprecision över 98% redovisas i Tabell 8-1. Fullständiga resultat i form av leveransprecision, ledtid och liknande, redovisas i Bilaga 10. Skiftgången för de simulerade efterfrågenivåerna ansågs vara rimliga av BRMs chef över CA & CB flödet, för de olika efterfrågenivåerna. Tabell 8-1: Resulterande skiftformer för de tre efterfrågenivåerna. Bemanning Låg Mellan Hög APC 2-Skift 4-Skift 4-Skift DMC 2-Skift 2-Skift 2-Skift + Helg EFD 2-Skift 2-Skift + Helg 4-Skift Kh1 2-Skift 2-Skift 2-Skift + Helg Kh2 2-Skift 2-Skift + Helg 2-Skift + Helg Kh3 1-Skift 2-Skift 2-Skift + Helg Leveransprecision 99,8% 100% 99,9% Genomsnitts ledtid (dygn) 1,36 1,59 1,88 Övriga resultat som observerades under simuleringen är: Ett system styrt med beställningspunkt kan hålla en hög leveransprecision med AX lagernivåer. När det blir förseningar i datormodellen är det hög kvantitets artiklarna som blir försenade. En anledning till detta är att lagret anses vara dåligt anpassat efter deras förbrukning. Stora batchstorlekar och ställtider antas vara problemet då dessa skapar långa interna ledtider som skapar den ojämna beläggningen i maskiner. Den ojämna beläggningen får negativa konsekvenser för OEE och leder till en minskad produktivitet, vilket kan leda till att maskiner behöver gå högre skiftgång för att uppnå en leveransprecision över 98%. 8.2 Effekten av reducerade batchstorlekar Graferna i Diagram 8-1 och Diagram 8-2 visar tydligt att systemet inte klarar av de reducerade batchstorlekarna. Efter 15% reducering av batchstorlekar dyker leveransprecisionen under 90%. Medelvärdet för genomloppstiden skjuter i höjden, lika så ledtiden. Övriga kamringsmodeller uppvisade liknande mönster. Resultaten finns redovisade i Bilaga 11 33
44 Diagram 8-1: Reducerade batchstorlekars effekt på ledtiden (för CA 70-70) till slutlagret. Minskade batcher leder till att ställen i EFD ökar. Detta gör att produktiviteten i EFD minskar och lager byggs upp. Diagram 8-2: Reducerade batchstorlekars effekt på genomloppstid för CA7070. Minskade batcher leder till att ställen i EFD ökar. Detta gör att produktiviteten i EFD minskar och lager byggs upp. Anledningen till dessa resultat är att när antalet ställ ökar, på grund av mindre batchstorlekar, tillbringas mer tid till ställ i maskinerna. EFD, med sina långa ställtider, bygger lager och blir då en flaskhals. Reducerade batchstorlekar får även konsekvenser på ekonomiska aspekter i systemet. När batchstorlekarna reduceras medför det mindre mellanlager och produkter i arbete, vilket minskar det bundna kapitalet i systemet (Liker, 2009). Fördelarna med den minskade kapitalbindningen är dock relativt liten jämfört med den ökade provkostnaden, se Diagram

45 Diagram 8-3 Minskade batchstorlekar leder till mindre kapitalbindning men det överskuggas av de ökade provkostnaderna. Slutsatsen av dessa experiment är att det inte är rationellt att minska batchstorlekar som används i nuläget. Nackdelarna överskuggar fördelarna. En minskning större än 15% är inte möjlig på grund av den långa ställtiden i EFD, men framförallt på grund av det förstörande provets kostnader. 8.3 Kostnad av förstörande provtagning Simulering med tio repetitioner och konfidensgrad 95% visar att kostnaden för de förstörande härdproven i EFD bör vara [CENSUR kr, CENSUR kr] och i BM [CENSUR kr, CENSUR kr] per produktionsår. Dessa resultat baserar sig på efterfrågenivå mellan (se Konceptmodell) och den tillhörande skiftformen som togs fram i tidigare experiment. För vidare beräkningar i analysen används (CENSUR) mkr som kostnad för provtagningen. Utöver denna kostnad utgör härdprovet ca 70% av ställtiden enligt det primärdata som införskaffats. Resultatet från en simulering med en repetition föreslår att 31 dagar i tillgänglig tid per produktionsår tillägnas härdprovet. Simuleringen visar också att ca 22-25% av den tillgängliga produktionstiden i EFD tillägnas ställ (induktorbyte och härdprov). Härdprovet är en kostsam process, både ekonomiskt och resursmässigt (tid). Det vore därför intressant att undersöka alternativa metoder som inte kräver att en kamring förstörs och tar kortare tid att utföra. Under projektet gjordes en liten undersökning av möjligheterna för detta, se Bilaga Reducerade batchstorlekar och oförstörande prov I dessa resultat ersätts det förstörande provet med ett oförstörande prov baserat på virvelströmsteknik. Detta innebär att kamringar inte förstörs vid provtagning och att ställtiden i EFD reduceras till 30 minuter. Som i nuläget testas alltid första kamringen i varje batch. Antagandet om att provtiden tar 30 minuter baserar sig på mätdata av cykeltider i befintliga Barkhausermaskiner, 20 minuter 4, samt att operatören antas ägna 10 minuter åt hantering av provdata. Med hjälp av datormodellen undersöktes kombinationen av reducerade batchstorlekar med de nya förutsättningarna som det oförstörande härdprovet innebär. Samma random seed användes som i experimentet med förstörande Högst uppmätta tiden i Barkhauser är 19 minuter. 35
46 prov och reducerade batchstorlekar. Resultaten från dessa repetitioner jämförs i Diagram 8-4 och Diagram 8-5 och finns i sin helhet i Bilaga 14 Diagram 8-4 Vid reducerade batchstorlekar förbättras genomloppstiden (mätt på CA 70-70) när EFD använder oförstörande prov och inte längre är en flaskhals. Diagram 8-5 Vid reducerade batchstorlekar förbättras ledtiden (mätt på CA 70-70) när EFD använder oförstörande prov och inte längre är en flaskhals. Resultaten visar att minskad härdprovstid (från 2-6h till konstant 30 min) möjliggör en minskning av batchstorlekarna med 45%. Reducerade batchstorlekar minskar ledtiden och genomloppstiden i systemet, framförallt kamringsmodell CA och för de kamringarna som härdas i EFD. Fördelar med oförstörande prov Istället för att procentuellt reducera batchstorlekarna som i experimentet ovan anpassades batchstorlekarna så att de lämpade sig för den hanteringsmetod som används i nuläget, dvs. på EUR-pall. Från experimentet med reducerade batchstorlekar och oförstörande prov visade det sig att ungefär 45% var en lämplig reducering. De anpassade batchstorlekarna, Bilaga 13, innebär en total reducering med ca 46%. Experimentet simulerades med tio repetitioner för nuläget och det framtida läget. Medelvärdet för genomloppstid och ledtid mättes för ett antal utvalda kamringar med hög försäljningsvolym. Medlet för de maximalt uppmätta genomloppstiderna och ledtiderna mättes också, dvs. ett medel av tio mätvärden för varje utvald kamringstyp. Resultatet presenteras i Diagram 8-6. Rådata med 95% konfidensintervall presenteras i Bilaga

47 Diagram 8-6: Resultat från experiment med oförstörande prov, reducerad ställtid i EFD och 46% reducerade batchstorlekar. Resultaten av det framtida läget (blått) jämförs med nuläget (rött). Resultatet visar att medlet för genomloppstiden och ledtiden sjunker, överlag med ca 16% vardera. Medelvärdet för de maximalt uppmätta genomlopps- och ledtiderna visar en större förändring, överlag ca 22% minskning för genomloppstid och ca 43% för ledtiden. Detta indikerar att det framförallt är variationerna i led- och genomloppstid som reduceras genom denna utformning av systemet. En reducerad variation i ledtid och genomloppstid ger ökad leveransprecision. Kapitalbindningen i systemet reducerades genom den nya designen. Resultaten föreslår att systemet i nuläget binder från [ kr, kr], och det nya systemet binder [CENSUR kr, CENSUR kr] (95% konfidensintervall). Baserat på medelvärdena för dessa konfidensintervall frigörs alltså ca (CENSUR) kr. Att eliminera det förstörande provet kan också tillåta en mer flödesorienterad layout än nuläget. En mer flödesorienterad layout skapar möjlighet för korta genomloppstider och låg kapitalbindning (Ohlager, 2000), men kräver flexibilitet och därmed korta ställtider (Bellgran & Säfsten, 2005). 8.5 Anpassade lagerstorlekar Efter flera repetitioner genomförts uppnåddes en lämplig lagerstorlek, de slutliga lagren syns i Tabell 8-2. De anpassade lagren får positiva effekter på systemet med jämnare lageromsättningstider och en förkortad genomsnittlig kundorderledtid med 1 dygn. Bemanningen i EFD kunde reduceras från två skift och helg till två skift utan att understiga leveransprecision 98%. Experimentets utdata presenteras i sin helhet i Bilaga
48 Tabell 8-2: En rekommenderad beställningspunkt jämfört med de som i nuläget finns i AX. Artnummer AX Ny beställningspunkt Simuleringen visar det att väntan kan minskas genom att använda buffertlager. Större lager minskar påverkan från stora batcher och långa ställtider samtidigt som systemet skyddas mot avvikelser. Den minskade väntan ökar produktiviteten och möjliggör en minskad bemanning i EFD. 8.6 CA decoupling Simuleringen visar att det krävs i genomsnitt 220 st fler kamringar än i nuläget för att kunna upprätthålla en leveransprecision på 98%, med en normal bemanning. Detta skulle innebära en ökad kapitalbindning med ungefär (CENSUR) kr. Den ökade lagerhållningen skulle även innebära att det krävs mer lagerytor vilket även det leder till en ökad kostnad. Simuleringen visade att slutlagret hade i genomsnitt 320st CA kamringar med beställningspunkten för förstörande provtagning enligt Tabell 8-3. Tabell 8-3: Beställningspunkt som är möjlig för en leveransprecision över 98% med och utan förstörande prov. Artnummer Beställningspunkt Förstörande prov Beställningspunkt oförstörande prov Med oförstörande härdprov och minskade batchstorlekar kan beställningspunkten och genomloppstiden sänkas. Resultaten syns i Bilaga 16. Systemet har endast 90 st mer PIA i genomsnitt av CA kamringar, vilket ger en ökad kapitalbindning med (CENSUR) kr. I genomsnitt hade slutlagret 220st kamringar. 38
49 Att genomföra decoupling med förstörande prov och de långa ställtiderna kräver ökade lagernivåer. Med oförstörande prov visar modellen att slutlagret kan minskas med en tredjedel och kapitalbindningen med (CENSUR) kr. CA decoupling projektet gynnas därför av oförstörande härdprov. 8.7 Taktökning för att se kapacitet Experimentet är utfört med produktionstakten i Tabell 8-4. Produktionstakten ökades procentuellt och bemanningen anpassades för att klara 98% leveransprecision. Den bemanningen som simuleringen behövde för att ge en godkänd leveransprecision presenteras i Tabell 8-5. Tabell 8-4: Produktmixen som används i experimentet, utöver detta tillkommer även ett konstant reservdelsbehov. Modell CA CB CBM VI MA Motorer per vecka Tabell 8-5: Lägsta skiftgång med bättre än 98% leveransprecision, rött markerar utökat behov. APC simuleras i med 50% reducerad hastighet och i full hastighet. Taktökning 10% 20% 30% 40% 50% 60% 70% 80% 90% 100% APC (50%) 4 5 X X X X X X X X APC (100%) 2+Helg DMC Helg 2+Helg 2+Helg 2+Helg 2+Helg 2+Helg 2+Helg EFD 2+Helg 2+Helg X Kh Helg 2+Helg 2+Helg 2+Helg 2+Helg 2+Helg 2+Helg Kh2 2+Helg 2+Helg 2+Helg X Kh3 2 2+Helg 2+Helg 2+Helg 2+Helg X Leveransprecision 99,9% 99,9% 100% 99,9% 99,9% 100% 100% 99,9% 99,9% 87,5% Genomsnitt Ledtid (dygn) 1,7 1,7 1,4 1,35 1,5 1,4 1,6 1,85 2,7 4,8 Resultatet visar att APC, som i nuläget har 50% reducerad bearbetningshastighet, är en flaskhals i kamringsflödet. Om maskinen kan använda full matningshastighet är den inte något problem. De övriga maskinerna har en jämn balans och begränsas vid en taktökning med 100%, där de flesta får stora svårigheter att klara av produktionen. 8.8 Genomloppstid i EFD-cell Simuleringen genomfördes med skiftgången 2skift+helg i EFD med efterfrågenivå mellan. Produktions- och genomloppstiden för att framställa en batch simulerades enligt Tabell 8-6. Produktionstiden är den tillgängliga maskintiden som åtgår för att framställa en batch och genomloppstiden är tiden som har förflutit, från start tills att den är färdig. 39
50 Tabell 8-6: Simuleringsresultat av genomloppstid (förfluten tid för en batch) och produktionstid (använd maskintid) för EFD med skiftgången 2skift+helg. Modell Batchstorlek Medel Genomloppstid (timmar) Medel Produktionstid (timmar) CA CA CA CA CB CB MA MA Långa ställtider gör att stora batchstorlekar är rationella för att hålla en hög produktivitet. 8.9 Effekterna av att flytta härdning av MA från EFD till BM En fördel med flytten är en teoretiskt kortare effektiv cykeltid. Eftersom operatören arbetar parallellt med härdprovet kan stora delar av härdprovstiden ses som yttre ställ (i modellen användes en 30 minuters ställtid för varje ny batch, baserat på sekundärdata från AX). Cykeltiden för härdning i BM är 45 minuter. Ställtiden för MA-kamringar tar ungefär åtta timmar i EFD, baserat på primärdata. Cykeltiden för MA i EFD-cellen är begränsad av ugnens kapacitet och kan antas vara (CENSUR) minuter. Den effektiva cykeltiden som kan jämföras med BMs cykeltid är därmed vilket innebär en effektiv cykeltid på (CENSUR) minuter för batchstorlek 21st respektive 60 minuter för batchstorlek 16st. En annan fördel med flytten är att MA-flödet separeras från CA/CB-flödet. Detta skulle underlätta för planeringen av EFD, då akuta brister av MA-kamringar ofta leder till förseningar enligt operatörerna. Till nackdelarna hör att BM-härdningen är en instabilare process med ökad risk för sprickbildning. Risken ökar med större diameter och MA är de största kamringarna som tillverkas. På grund av sprickbildningsrisken borras hålen i kamringen efter härdning, i BM, vilket innebär ytterligare bakåtflöden till DMC. 40
51 9. Diskussion Huvudmålet med detta projekt var att bidra med beslutsunderlag som verkar för kortare ledtid mot kund, att reducera genomloppstiden, minska antal förseningar och ökad produktivitet. Detta anses av författarna uppnått i form utav de resultat och analyser som presenterats i resultatdelen. Modellen har gjort det möjligt att ta fram kvantitativ data kring frågeställningar som kan vägleda BRM i förändringar som uppfyller målbilden. Många av problemen i systemet har tidigare varit kända, såsom att det förstörande härdprovet är kostsamt. Där har inte examensarbetet bidragit med några nya upptäckter men gett kvantitativ data som motiverar förändring. Med hjälp av den metod som använts i projektet anser författarna att en tillräckligt exakt modell har skapats för de genomförda experimenten. Resultaten från experimenten anses också valida, men följande skall tas i beaktning. Källor till osäkerhet Datormodellen är något överpresterande jämfört med verkligheten i leveransprecision. Den antagligen största orsaken till detta är att modellen använder fasta batchstorlekar och styrningen är mer regelbaserad än i det verkliga systemet. Hur många kamringar operatören väljer att härda innan ställ kan t ex leda till försening av nästa batch. Dessa val som görs i verkligheten är svåra att representera i en modell, vilket gjorde att nulägets styrning behövde förenklas. Förenklingen, med beställningspunkt för lager innan slipcellerna, anses bidra till överprestationen i leveransprecision. Råmaterial antas alltid finnas tillgängligt i datormodellen. Om så är fallet i verkligheten har inte studerats, men högst sannolikt finns det tillfällen då råmaterial är försenat. Resultaten för leveransprecision visar alltså inte effekterna av råmaterialsförseningar. I de experiment där batchstorlekarna reducerats innebär det att trucktransporterna måste öka i frekvens. Trucktransporter och andra stödjande aktiviteter representeras med 2% sannolikhet att operatör är frånvarande i 30 minuter. På grund av sättet trucktransporter simulerats tar modellen inte hänsyn till att dessa ökar när batchstorlekarna minskar. Mest troligt är att tillgängligheten av truck kan bli en begränsande faktor om BRM väljer att reducera batchstorlekarna i framtiden. Tidigare mätning, av BRM, i Kehren 1 har visat ett OEE-värde nära (CENSUR)% med efterfrågan mellan. Simuleringen visade en OEE på (CENSUR)%. Detta beror mest troligt på att cykeltiden i Kehren 1 har förändrats. Kamringarna fasades tidigare i Kehren 1, vilket i nuläget görs i DMC. Fasningen som genomfördes på t ex MA kamringar tog runt en timma i Kehren 1, vilket stod för nära halva maskincykeltiden i den maskinen. Vissa kamringar efterfrågas mindre än andra. Detta medförde att det inte fanns tillfälle under projekttiden att göra primärdatainsamlingar av t ex maskincykeltider för de minst efterfrågade kamringarna. I dessa fall var det nödvändigt att uppskatta tider baserat på de uppmätta värdena, vilket gjordes i samråd med operatörerna. Naturligtvis bidrar detta till osäkerhet i indata. 41
52 Påverkan på resultaten anses dock vara liten då tiderna som uppskattades tillhör kamringar som tillverkas sällan. Genomförande Syftet med projektet var att ge en ökad förståelse för kamringstillverkningen. Detta skulle bland annat ha gjorts med hjälp av visualiseringsverktyg i Extend. Tyvärr bidrog simuleringsobjektets komplexitet, framförallt i antalet kamringar som skulle simuleras, till att visualisering av modellen inte kunde genomföras under tidsramen av projektet. Detta gjorde det svårt att förklara hur själva datormodellen fungerade och använda modellen för att ge ökad förståelse för kamringstillverkningen. Avsaknaden av visualisering vägdes dock upp av konceptmodelleringen. Under formulering av konceptmodellen, och genom hela projektet, hölls en kontinuerlig kontakt med operatörer och ledning. Denna kontakt har varit ovärderlig i projektet för att kommunicera modellens innehåll. Ett nära samarbete har hjälpt att projektet tillförts tillförlitlig information, framförallt i att förstå och formulera logiska regler för systemet. 42
53 10. Rekommendationer Baserat på resultaten rekommenderas BRM att genomföra följande. Investera i oförstörande provtagning BRM rekommenderas starkt att inom snar framtid söka en lösning som inte innebär att kamringar förstörs vid härdprov. Detta projekt har visat att den förstörande provtagningen är ett stort hinder för förbättringar av kamringstillverkningen i sin helhet. Det förstörande provet kostar (CENSUR) miljoner kronor per år 5 och motiverar stora batchstorlekar som gömmer ineffektivitet i systemet. En möjlig lösning på detta problem är prov med virvelströmsteknik i en Barkhauserliknande maskin från företaget Stresstech. Baserat på beräkningar kring utrustningskostnad och projektering skulle denna investering kunna återbetala sig själv inom ca 1,4 år. Det behöver dock undersökas vidare om virvelströmsteknik är den bäst lämpade härdprovsmetoden. Reducera härdprovstiden BRM rekommenderas att ha som mål att reducera härdprovstiden när teknik för oförstörande provtagning implementeras. Härdprovstiden står i nuläget för ca 70% av ställtiden i EFD. En ny härdprovslösning som innebär att härdprovstiden reduceras är den största förbättringspotentialen för att höja OEE för EFD. Under tiden det förstörande härdprovet används rekommenderas BRM att undersök möjligheter att utföra härdproven parallellt med härdning. Detta skulle kunna förverkligas genom att APCs maskinoperatör laddar EFD medan EFDoperatör genomför provet. Förbättra induktorbytet i EFD BRM rekommenderas att minska ställtiden för induktorbytet i EFD samt förbättra det ergonomiskt. Hos EFD ligger induktorbytet i skuggan av härdprovstiden och de stora batcherna. Induktorbytet i EFD innebär många moment som är besvärliga och har potential att förbättras både tidsmässigt och ergonomiskt. Idag står den för ungefär en fjärdedel av det totala stället och när ett oförstörande härdprov, med minskade batchstorlekar, införs kommer ställtidens påverkan bli allt tydligare. Minska batchstorlekarna När oförstörande provtagning implementerats och ställtiden i EFD reducerats rekommenderas BRM att minska batchstorlekarna och lagernivåerna. Denna reducering bör ske stegvis för att undvika störningar i produktionen. Resultat från simuleringar visar att batchstorlekarna bör kunna halveras 6 för samtliga kamringstyper under de givna förutsättningarna. Detta skulle ge positiva effekter på systemets flexibilitet, genomloppstid, ledtid och även minska produkter i arbete. En halvering av batchstorlekarna skulle ge en reducering av bundet kapital i systemet med ca (CENSUR) miljoner kronor. 5 Den produktionstakt som detta värde baserar sig på är 120 CA, 20 CB, 4 MA, 12 VI och 1 CBM per vecka. 6 Minskning av 46%, detta under antagandet att härdprovstiden i EFD reduceras från ca 2-6 timmar (beroende på kamringsmodell) till 30 min och utförs fortfarande som ett inre ställ. 43
54 Skapa en standardiserad styrning BRM rekommenderas att använda en standardiserad styrning med beställningspunkt för att minska behovet av operatörsplanering. AX bör knytas till produktionen genom att skapa en styrning som har grunder i MPS-systemet. BRM bör undvika att förlita sig på operatörsplanering och försöka att skapa ett standardiserat sätt. En standard är en bra grund för att skapa överskådlighet och en bra utgångspunkt för ständiga förbättringar. Därefter bör de sträva mot att ständigt förbättra systemet och undersök påverkan från förändringarna som gjorts. BRM bör använd ett system som garanterar att behov skapats via prognos innan kunden placerar sin order. Detta kan erhållas exempelvis genom användningen av beställningspunkt eller säkerhetslager. Operatörerna och planeringen kan sedan justera, de standardiserade, lagergränserna för att ständigt söka en optimal nivå. Säkerhetslagret bör användas som buffert vilket ökar möjligheten att reagera, med ökad skiftgång, innan leveransförsening. Uppdatera AX och använd det vid planering BRM rekommenderas att anpassa lagernivåer till efterfrågan och uppdatera AX med de batchstorlekar som används i EFD. Lagernivåerna i AX bör uppdateras så de korrelerar bättre till förbrukningen av artiklarna och sedan ständigt sträva efter att hitta optimala lagernivåer. Om styrningen sker enligt beställningspunkt är lagerstorlekarna från experiment anpassade lagerstorlekar rekommenderade. Batchstorlekarna för CA kamringar bör ändras till det som brukar köras i EFDn. Genom att bestämma storlekar för varje artikelnummer kan en standard skapas. Standarden gör att operatörsoptimeringarna inte längre blir lika centrala i styrningen och bidrar till bättre överskådlighet och lättare planering. 44
55 11. Referenser Bellgran, M., & Säfsten, K. (2005). Produktionsutveckling: utveckling och drift av produktionssystem. Lund: Lund: Studentlitteratur. Dale, B. G. (1994). Managing Quality (2 uppl.). Hemel Hemsptead, Storbrittanien: Prentice Hall. Ilar, T. (2008). Production simulation as a management tool. Diss. Luleå: Luleå tekniska universitet. Juran, J. M., & Godfrey, A. B. (1999). Juran's Quality Handbook (5 uppl.). New York: McGraw-Hill. Law, A. M. (2009). How to build valid and credible simulation models. Proceedings of the 2009 Winter Simulation Conference. Liker, J. (2009). The Toyota Way: Lean för världsklass (1 uppl.). Malmö: Liber. Nakajima, S. (1988). Introduction to TPM. Cambridge, USA: Productivity Press. Mattsson, S., & Jonsson, P. (2003). Produktionslogistik. Lund: Studentlitteratur. Miltenburg, J. (1995). How to formulate and implement a winning plan. Orgeon, Portland: Productivity Press. Ohlager, J. (2000). Produktionsekonomi. Lund: Lund: Studentlitteratur. Statistiska Centralbyrån. (den ). Arbetskostnad för tjänstemän. Hämtat från aspx den Robinson, S. (2004). Simulation, The Practice of Model Development and Use. West Sussex: John Wiley & Sons. Roos, L.-U. (1992). Handbok i resurssnål produktion. Malmö: Almqvist & Wiksell. 45
56 12. Bilagor Bilaga 1 - Kamringsfördelning och produktmix under 2011 och 2012 Bilaga 2 Maskin och hanteringstider i APC och DMC Bilaga 3 - EFD Bilaga 4 Kehren 2 Bilaga 5 Kehren 1 Bilaga 6 - Skiftformer Bilaga 8 - Värdeökning i produktionen Bilaga 9 - Analys av stilleståndstid och tid till nästa fel Bilaga 10 Experimentdata: Lämplig skiftform och leveransprecision Bilaga 11 Experimentdata: Reducerade batchstorlekar Bilaga 12 Payback-kalkyl av Barkhausermaskin för oförstörande prov Bilaga 13 Anpassade batchstorlekar Bilaga 14 Experimentdata: Oförstörande prov och reducerade batchstorlekar Bilaga 15 Experimentdata: Anpassade lagerstorlekar Bilaga 16 Experimentdata: CA decoupling 46

57 1(2) Bilaga 1 - Kamringsfördelning och produktmix under 2011 och 2012

58 1(1) Bilaga 2 Maskin och hanteringstider i APC och DMC Tiden i bilagorna anges i minuter. Röd text är uppskattade värden med hjälp av operatör och mätningar av liknande artiklar, och svart är mätt under projektet. Tiderna för APC är vid 50% av matningen.
59 Bilaga 3 - EFD 1(2)

60 2(2) Tiden anges i minuter. Röd text är uppskattade värden med hjälp av operatör och mätningar för andra artikelnummer och svart är uppmätt under projektet.

61 1(1) Bilaga 4 Kehren 2 Tiden i bilagorna anges i minuter. Röd text är uppskattade värden med hjälp av operatör och mätningar av liknande artiklar, och svart är mätt under projektet.

62 1(1) Bilaga 5 Kehren 1 Tiden i bilagorna anges i minuter. Röd text är uppskattade värden med hjälp av operatör och mätningar av liknande artiklar, och svart är mätt under projektet. Hanteringen mellan maskiner såsom lyft, flytt och vändning av ring är 4 minuter lång
63 1(1) Bilaga 6 - Skiftformer 2-skift/2-skift helg 4-skift 5-skift Mån-Tor 00:00 Av Mån-Tor 00:00 På Mån-Tor 00:00 På Förmiddag Start 05:54 På Nattskift stop 04:40 Av Nattskift stop 04:44 Av Morgonmöte 07:00 Av Förmiddag Start 05:54 På Förmiddag Start 05:54 På 07:15 På Morgonmöte 07:00 Av Morgonmöte 07:00 Av Avtalad rast 24+3 min 10:00 Av 07:15 På 07:15 På 10:27 På Avtalad rast 24+3 min 10:00 Av Avtalad rast 24+3 min 10:00 Av Eftermiddag start 13:48 På 10:27 På 10:27 På Förmiddag stop 14:00 På Eftermiddag start 13:48 På Eftermiddag start 13:48 På Avtalad rast 24+3 min 19:00 Av Förmiddag stop 14:00 På Förmiddag stop 14:00 På 19:27 På Avtalad rast 24+3 min 19:00 Av Avtalad rast 24+3 min 19:00 Av Eftermiddag stop 22:48 Av 19:27 På 19:27 På Nattskift start 22:36 På Nattskift start 22:36 På Eftermiddag stop 22:48 På Eftermiddag stop 22:48 På Fre 00:00 På Fre 00:00 På Fre 00:00 Av Nattskift stop 04:40 Av Nattskift stop 04:44 Av Förmiddag Start 05:54 På Förmiddag Start 05:54 På Förmiddag Start 05:54 På Morgonmöte 07:00 Av Morgonmöte 07:00 Av Morgonmöte 07:00 Av 07:15 På 07:15 På 07:15 På Avtalad rast 24+3 min 10:00 Av Avtalad rast 24+3 min 10:00 Av Avtalad rast 24+3 min 10:00 Av 10:27 På 10:27 På 10:27 På Eftermiddag start 13:48 På Eftermiddag start 13:48 På Eftermiddag start 13:48 På Förmiddag stop 14:00 På Förmiddag stop 14:00 På Förmiddag stop 14:00 På Avtalad rast 14+3 min 16:30 Av Avtalad rast 14+3 min 16:30 Av Avtalad rast 14+3 min 16:30 Av 16:45 På 16:45 På 16:45 På Eftermiddag stop 19:13 Av Eftermiddag stop 19:13 Av Helgnatt start 19:00 På Lördag 00:00 Av Eftermiddag stop 19:13 På Helgskift start 6:00 På Lördag 00:00 På Helg Helg rast 11:30 Av Helgnatt stop 04:44 Av Helg skift start 6:00 På 12:00 På Helg skift start 05:54 På Helg rast 11:30 Av Helgskift stop 18:00 Av Helg rast 11:30 Av 12:00 På Söndag 00:00 Av 12:00 På Helg skift stop 18:00 Av Helg skift start 06:00 På Helgnatt Start 17:54 På Helg rast 11:30 Av Helgskift start 18:06 På 12:00 På Helg rast 02:00 Av Helg skift stop 18:00 Av Söndag 00:00 På Nattskift start 20:33 På Helgnatt stop 04:44 Av Nattskift rast 02:00 Av Helg skift start 05:54 På 02:30 På Helg rast 11:30 Av 12:00 På Nattskift start 17:54 På Helgskift stop 18:06 På

64 Bilaga 7 Lager och batchstorlekar 1(1)
65 1(1) Bilaga 8 - Värdeökning i produktionen Kamring Förenkling Råmaterial Fräsning Härdning Shiess Borrning Slipning Total Provkostnad för ett härdprov CA Alla CA CB 280 Alla CB CBM1000 Alla CBM VI91 Alla VI MA 1473 EFD MA MA 200 BM (små) MA MA 400 BM (små) MA Värdeökning i varje förädlingssteg
 under reparation och tid till nästa fel (TTF) innehöll värden som kunde misstänkas vara uteliggare.")
66 1(1) Bilaga 9 - Analys av stilleståndstid och tid till nästa fel Denna bilaga beskriver analysen av stilleståndstiden (ST) under reparation och tid till nästa fel (TTF) genomförts, samt presenterar de statistiska fördelningarna. Rådata för stilleståndstiden (ST) under reparation och tid till nästa fel (TTF) innehöll värden som kunde misstänkas vara uteliggare. Därför filtrerades den 97,5:e percentilen bort. Efter denna filtrering innehöll alla datamängder fler än 24 mätvärden. Stat::Fit användes för att matcha data för varje maskin till en statistisk fördelning Tabell 6-1. Testen som Stat::Fit använder för att ranka de mest lämpliga fördelningarna är Anderson-Darling och Konglomorov-Smirnov. Stilleståndstid (Best fit enligt Stat::Fit) Tabell 12-1: Första förslagen från Stat::Fit. TTF (Best fit enligt Stat::Fit) EFD Pearson Type 6,0.,7.12e-002,47.6,1.43 Beta,0.,85.,0.45,1.36 Kh2 Pearson Type 6,0.,1.12,3.95,2.25 Pearson Type 6,0.,2.48e+003,0.767,282 DMC Inverse Gaussian,0.,3.81,5.4 Johnson SB,0.,140.8,1.576, Kh1 Pearson Type 6,0.,6.96,1.64,3.03 LogLogistic,0.,1.42,8.94 APC Inverse Weibull,0.,1.18,0.439, Inverse Weibull,0.,0.811,0.304, Vidare analys av dessa resultat visar att vissa av högst rankade fördelningarna för TTF inte är lämpliga. Exempelvis är Beta-fördelningen en sluten fördelning, se Figur 1-1. För EFD kan TTF maximalt bli 85 dagar om binominalfördelningen används vilket inte är rimligt. Figur 1-1: Graf från Stat::Fit med anpassad binominalfördelning (röd linje) till data för EFD. En lämpligare fördelning att använda vid just maskinfel är Weibulldistrubitionen enligt (Dale, 1994) och (Juran & Godfrey, 1999). Enligt Stat::Fit passerade Wiebull-fördelningen testerna för alla maskiners TTF-data. Tester i modellen visade att ST för APC verkade orimligt långa. Därför filtrerades en datapunkt på 96 timmar bort, varpå den nya bäst rankade fördelningen enligt Stat::Fit blev Pearson Type 5,0.,1.66,3.75. Tabell 1-2 sammanfattar de fördelningar som kom att användas i modellen för att utföra experimenten.
67 1(1) Tabell 1-2: Slutgiltiga statistiska distrubitioner för användning i modellen för ST och TTF. Stilleståndstid TTF Wiebull EFD Pearson Type 6,0.,7.12e-002,47.6,1.43 Weibull,0.,0.671,18.3 Kh2 Pearson Type 6,0.,1.12,3.95,2.25 Weibull,0.,0.863,6.26 DMC Inverse Gaussian,0.,3.81,5.4 Weibull,0.,0.97,22. Kh1 Pearson Type 6,0.,6.96,1.64,3.03 Weibull,0.,0.9,15.2 APC Pearson Type 5,0.,1.66,3.75 Weibull,0.,0.761,13.2

68 Bilaga 10 Experimentdata: Lämplig skiftform och leveransprecision Rådata från experiment Låg takt. 1(3)

69 Rådata från experiment Mellan takt. 2(3)

70 Rådata från experiment Hög takt. 3(3)
71 Bilaga 11 Experimentdata: Reducerade batchstorlekar 1(1)
72 1(1) Bilaga 12 Payback-kalkyl av Barkhausermaskin för oförstörande prov Efter diskussion med Per Edvardsson (BRM) och kort efterforskning ansågs virvelströmsteknik ett möjligt alternativ. BRM har tidigare (ca 20 år sedan) utforskat denna teknik och kommit fram till att den då inte var tillräckligt användarvänlig för användning i produktionen. I nuläget är metoden och tekniken mer mogen. Vidare hade maskinleverantören för Barkhauser (Stresstech) börjat introducera virvelströmsteknik som enligt Per Edvardsson kan lämpa sig. För att undersöka den ekonomiska genomförbarheten av en investering gjordes följande antaganden. Utrustningen kostar ungefär lika mycket som de Barkhausermaskinerna som används i produktionen idag. Investeringskostnad för en sådan maskin uppgick senast till (CENSUR) mkr enligt Seved Lundgren (BRM). Tiden att implementera utrustningen till drift antas ta ett halvår. Under denna tid antas två tjänstemän arbeta heltid med ett arvode kr/mån (Statistiska Centralbyrån, 2013), till en kostnad av 0,468 mkr för projekttiden. Summan av utrustningen och arvodet för tjänstemännen uppgår till (CENSUR) mkr och antas vara grundinvesteringen (G). Inbetalningsöverskottet (a) skattas till nulägets kostnad i förstörda kamringar på grund av härdprov som redovisas i Kostnad av förstörande provtagning (sidan 35). Denna kostnad var (CENSUR) mkr per år. Detta innebär att investeringens återbetalningstid är Virvelströmstekniken behöver dock kalibreras med hjälp av en redan befintlig mätmetod, vilket innebär att BRM måste fortsätta med förstörande provet parallellt under kalibreringstiden. För att vara på den säkra sidan antas denna kalibrering pågå under hela projekttiden. Återbetalningstiden kan därmed uppskattas vara 0,88 + 0,5 1,4 år..
73 Bilaga 13 Anpassade batchstorlekar 1(1)
74 Bilaga 14 Experimentdata: Oförstörande prov, reducerade batchstorlekar och reducerad ställtid i EFD Enhet: Dagar 1(1)

75 Bilaga 15 Experimentdata: Anpassade lagerstorlekar 1(2)
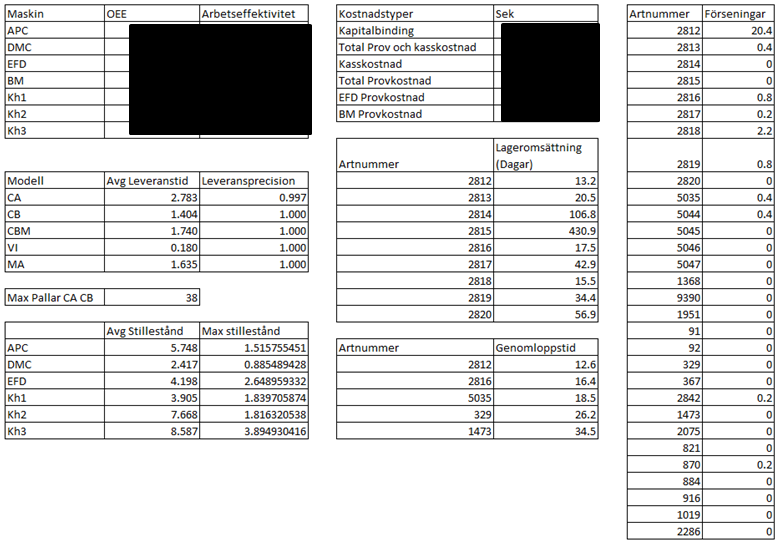
76 2(2)

77 Bilaga 16 Experimentdata: CA decoupling CA decoupling med förstörande provtagning i EFD 1(2)

78 CA decoupling med oförstörande provtagning i EFD 2(2)
Hitta förbättringspotentialen. utan direkta investeringar
 utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
utan direkta investeringar Christian Carlén: - Industrial Management AB www.condustria.se - Productivity Potential Assessment Sweden AB www.ppaonline.se Projekt : - Lidhs Verktyg AB - Automatlego AB Agenda
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning!
 Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Välkommen på utbildning! LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, STF, Std arbete 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Leanspelet! FLÖDESSPELET /LEANSPELET VI MÄTER:
Metod och stöd för en strukturerad förstudie.
 Metod och stöd för en strukturerad förstudie. Innehållsförteckning 1 Dokumentinformation... 2 2 specifikation... 2 2.1 Bakgrund... 2 2.2 Beskrivning och målformulering... 2 2.3 organisation... 2 2.4 Tid
Metod och stöd för en strukturerad förstudie. Innehållsförteckning 1 Dokumentinformation... 2 2 specifikation... 2 2.1 Bakgrund... 2 2.2 Beskrivning och målformulering... 2 2.3 organisation... 2 2.4 Tid
Astra Tech AB Vår resa mot Lean
 Astra Tech AB Vår resa mot Lean Ann-Charlotte Ryrman Avdelningschef Ständiga förbättringar 2008-10-07 Astra Tech AB Dotterbolag till Astra Zeneca Forskning/utveckling, produktion, försäljning av medicintekniska
Astra Tech AB Vår resa mot Lean Ann-Charlotte Ryrman Avdelningschef Ständiga förbättringar 2008-10-07 Astra Tech AB Dotterbolag till Astra Zeneca Forskning/utveckling, produktion, försäljning av medicintekniska
tentaplugg.nu av studenter för studenter
 tentaplugg.nu av studenter för studenter Kurskod T0002N Kursnamn Logistik 1 Datum 2013-10-31 Material Kursexaminator Tentamen Björn Samuelsson Betygsgränser 3 = 30-39; 4 = 40-49; 5 = 50- Tentamenspoäng
tentaplugg.nu av studenter för studenter Kurskod T0002N Kursnamn Logistik 1 Datum 2013-10-31 Material Kursexaminator Tentamen Björn Samuelsson Betygsgränser 3 = 30-39; 4 = 40-49; 5 = 50- Tentamenspoäng
EXAMENSARBETE. Optimering av processflöde. Tvätt, montering och provning. Joar Elghorn 2015. Civilingenjörsexamen Maskinteknik
 EXAMENSARBETE Optimering av processflöde Tvätt, montering och provning Joar Elghorn 2015 Civilingenjörsexamen Maskinteknik Luleå tekniska universitet Institutionen för teknikvetenskap och matematik Förord
EXAMENSARBETE Optimering av processflöde Tvätt, montering och provning Joar Elghorn 2015 Civilingenjörsexamen Maskinteknik Luleå tekniska universitet Institutionen för teknikvetenskap och matematik Förord
Försörjningsanalys en utökad VFA
 Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
Försörjningsanalys en utökad VFA Lars Medbo, Chalmers Björn Langbeck, Swerea IVF Per-Åke Sigbrandt, Swerea IVF Innehåll Försörjningsanalys Varför det? Bakgrund och ansats Två fallstudier En metodik Försörjningsanalys
Beräkning av OEE i AXXOS
 Beräkning av OEE i AXXOS Det här dokumentet beskriver förutsättningar och vad gäller beräkning av Tillgänglighet (T), Anläggningsutnyttjande (A), Kvalitetsutbyte (K) och OEE. 1. OEE OEE (Overall Equipment
Beräkning av OEE i AXXOS Det här dokumentet beskriver förutsättningar och vad gäller beräkning av Tillgänglighet (T), Anläggningsutnyttjande (A), Kvalitetsutbyte (K) och OEE. 1. OEE OEE (Overall Equipment
Föreläsning 2. Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning
 Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20)
") Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20) Carin Andersson Industriell produktion, Lund University Monica Bellgran Innovation och Design, Mälardalen University
Att kombinera OEE och produktivitet som motor för produktionsförbättringar (sid. 20) Carin Andersson Industriell produktion, Lund University Monica Bellgran Innovation och Design, Mälardalen University
Föreläsning 2. Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning
 Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
Föreläsning 2 Produkten och dess egenskaper: Produktionssystem, lager- och kundordertillverkning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper,
QUEST TM Flödessimulering
 QUEST TM Vad är simulering? Simulering är att experimentera med en modell av verkligheten Simulering är ett verktyg för effektivt projektarbete Simulering är ett nytt arbetsätt 2 Varför flödessimulering?
QUEST TM Vad är simulering? Simulering är att experimentera med en modell av verkligheten Simulering är ett verktyg för effektivt projektarbete Simulering är ett nytt arbetsätt 2 Varför flödessimulering?
Laborationshandledning: Huvudplanering vid blandad lager- och kundorderstyrd tillverkning Master Scheduling Game
 Laborationshandledning: Huvudplanering vid blandad lager- och kundorderstyrd tillverkning Master Scheduling Game 1 Introduktion Denna laboration utförs i grupper om två deltagare. Det är bra att ha med
Laborationshandledning: Huvudplanering vid blandad lager- och kundorderstyrd tillverkning Master Scheduling Game 1 Introduktion Denna laboration utförs i grupper om två deltagare. Det är bra att ha med
Tentamen SSY 065, onsdag 17/12, 08:30-12:30, H. Lärare: Petter Falkman, (772) 3723 Tider för lärarens närvaro: 09:30, 11:00
 3723 Tider för lärarens närvaro: 09:30, 11:00") Industriautomation Tentamen SSY 065, onsdag 17/12, 08:30-12:30, H Lärare: Petter Falkman, (772) 3723 Tider för lärarens närvaro: 09:30, 11:00 Fullständig lösning ska lämnas på samtliga uppgifter. I förekommande
Industriautomation Tentamen SSY 065, onsdag 17/12, 08:30-12:30, H Lärare: Petter Falkman, (772) 3723 Tider för lärarens närvaro: 09:30, 11:00 Fullständig lösning ska lämnas på samtliga uppgifter. I förekommande
Prognostisering med exponentiell utjämning
 Handbok i materialstyrning - Del F Prognostisering F 23 Prognostisering med exponentiell utjämning Det som karakteriserar lagerstyrda verksamheter är att leveranstiden till kund är kortare än leveranstiden
Handbok i materialstyrning - Del F Prognostisering F 23 Prognostisering med exponentiell utjämning Det som karakteriserar lagerstyrda verksamheter är att leveranstiden till kund är kortare än leveranstiden
Prognostisering med glidande medelvärde
 Handbok i materialstyrning - Del F Prognostisering F 21 Prognostisering med glidande medelvärde Det som karakteriserar lagerstyrda verksamheter är att leveranstiden till kund är kortare än leveranstiden
Handbok i materialstyrning - Del F Prognostisering F 21 Prognostisering med glidande medelvärde Det som karakteriserar lagerstyrda verksamheter är att leveranstiden till kund är kortare än leveranstiden
Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor
 Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor Realiserat av: Utfört Ingrid Bjonge &, Robotdalen Maj-Nov 2017 SAMMANFATTNING I denna föreslagna lösning elimineras
Förstudie hos Företag X rörande Automatisk fastsättning av komponenter på skåpluckor Realiserat av: Utfört Ingrid Bjonge &, Robotdalen Maj-Nov 2017 SAMMANFATTNING I denna föreslagna lösning elimineras
Introduktion till Lean, dag3 AU117G
 Introduktion till Lean, dag3 AU117G KURSINNEHÅLL Dag 2 (förmiddag)? KURSINNEHÅLL Dag 2 Förbättringsmetoder o PDCA, 5G, 5V, Prioritering, Brainstorm, Orsak-Verkan Jämna ut flödet o Lag, 5S, Rättsäkring
Introduktion till Lean, dag3 AU117G KURSINNEHÅLL Dag 2 (förmiddag)? KURSINNEHÅLL Dag 2 Förbättringsmetoder o PDCA, 5G, 5V, Prioritering, Brainstorm, Orsak-Verkan Jämna ut flödet o Lag, 5S, Rättsäkring
Föreläsning 4. Fast position Projektplanering (CPM och PERT)
") Föreläsning 4 Fast position Projektplanering (CPM och PERT) 2 Kursstruktur Innehåll Föreläsning Lek1on Labora1on Introduk*on, produk*onsekonomiska grunder, Lean produc*on, ABC-klassificering Fö 1 Leanspel
Föreläsning 4 Fast position Projektplanering (CPM och PERT) 2 Kursstruktur Innehåll Föreläsning Lek1on Labora1on Introduk*on, produk*onsekonomiska grunder, Lean produc*on, ABC-klassificering Fö 1 Leanspel
Magnus Berg Utvecklingsingenjör. Feb 2013 Verksamhetsoptimering SSAB Oxelösund
 Magnus Berg Utvecklingsingenjör Feb 2013 Verksamhetsoptimering SSAB Oxelösund SSABs nyckelsegment Anläggningsmaskiner Råmaterialhantering Tunga transporter Energi Bil Service Centers Industriella applikationer
Magnus Berg Utvecklingsingenjör Feb 2013 Verksamhetsoptimering SSAB Oxelösund SSABs nyckelsegment Anläggningsmaskiner Råmaterialhantering Tunga transporter Energi Bil Service Centers Industriella applikationer
Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer
 Results of FFI HP projects at a workshop for machining of transmission parts 1 Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer Sven Hjelm Mats Bagge Global Industrial
Results of FFI HP projects at a workshop for machining of transmission parts 1 Samverkansformer och resultat av FFI HP projekt vid tillverkning av transmissionsdetaljer Sven Hjelm Mats Bagge Global Industrial
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman DIEM Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag 19.10
Logistik styrning av material- och informationsflöden Mikael Öhman DIEM Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag 19.10
Repetition L1-L4 Övergripande designprocessen
 Repetition L1-L4 Övergripande designprocessen 1. Definiera behov/kundnytta 2. Planera hur problemet skall lösas 3. Förstå problemet genom att ta fram kravspec 4. Generera många lösningsförslag (koncept)
Repetition L1-L4 Övergripande designprocessen 1. Definiera behov/kundnytta 2. Planera hur problemet skall lösas 3. Förstå problemet genom att ta fram kravspec 4. Generera många lösningsförslag (koncept)
Lean inom Hälso- och Sjukvård www.ohde.se
 Lean inom Hälso- och Sjukvård www.ohde.se 1 Vad tänker du på när du hör ordet Lean? 2 Kundfokus Flöde Kompetens Toyota Production System Värdeskapande / förluster Ständiga Förbättringar Resurssnål verksamhetsutveckling
Lean inom Hälso- och Sjukvård www.ohde.se 1 Vad tänker du på när du hör ordet Lean? 2 Kundfokus Flöde Kompetens Toyota Production System Värdeskapande / förluster Ständiga Förbättringar Resurssnål verksamhetsutveckling
Effektivisering av det förebyggande underhållet
 Effektivisering av det förebyggande underhållet Vi har härmed nöjet att presentera följande beskrivning av utbildningsinsatser i Effektivisering av det förebyggande underhållet. Bakgrund Utbildningen är
Effektivisering av det förebyggande underhållet Vi har härmed nöjet att presentera följande beskrivning av utbildningsinsatser i Effektivisering av det förebyggande underhållet. Bakgrund Utbildningen är
Föreläsning 6. Lagerstyrning
 Föreläsning 6 Lagerstyrning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper, ABC klassificering Produktionssystem Fö 2 Prognostisering
Föreläsning 6 Lagerstyrning Kursstruktur Innehåll Föreläsning Lektion Laboration Introduktion, produktionsekonomiska Fö 1 grunder, produktegenskaper, ABC klassificering Produktionssystem Fö 2 Prognostisering
Tid är pengar - Kostnadsmedveten industriell produktionsutveckling
 Kompetenscenter Lean Wood Engineering Tid är pengar - Kostnadsmedveten industriell produktionsutveckling Carin Andersson Industriell produktion, LTH www.iprod.lth.se Värde, kostnad, marginal Fokus på förädlingsprocessen
Kompetenscenter Lean Wood Engineering Tid är pengar - Kostnadsmedveten industriell produktionsutveckling Carin Andersson Industriell produktion, LTH www.iprod.lth.se Värde, kostnad, marginal Fokus på förädlingsprocessen
Forma komprimerat trä
 Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
Forma komprimerat trä - maskinell bearbetning av fria former Peter Conradsson MÖBELSNICKERI Carl Malmsten Centrum för Träteknik & Design REG NR: LiU-IEI-TEK-G 07/0025 SE Oktober 2007 Omslagsbild: Stol
DFA Design For Assembly
 2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
2009 DFA Design For Assembly Seminarium I kurs KPP017 på MDH DFA är en metod inom produktutveckling som används för att få fram ett bra system för montering av nya produkter (kan även användas på befintliga
Volvos motorfabrik växlar upp
 FOTON: DAG TOIJER Biltillverkning Vid den slutliga monteringen transporteras motorerna på eldrivna vagnar. Montörerna följer med motorerna mellan stationerna. Volvos motorfabrik växlar upp Skövdefabriken
FOTON: DAG TOIJER Biltillverkning Vid den slutliga monteringen transporteras motorerna på eldrivna vagnar. Montörerna följer med motorerna mellan stationerna. Volvos motorfabrik växlar upp Skövdefabriken
PMM (Process Maturity Metrics) Allmänt. Mätetal för framgångsfaktorer. 1. CM konfigurationsstyrning
 Allmänt. Mätetal för framgångsfaktorer. 1. CM konfigurationsstyrning") PMM (Process Maturity Metrics) PMM är en metod för att mäta processmognad i utvecklingsprojekt. I korthet går metoden ut på att man utvärderar sin utvecklingsprocess med avseende på ett antal framgångsfaktorer
PMM (Process Maturity Metrics) PMM är en metod för att mäta processmognad i utvecklingsprojekt. I korthet går metoden ut på att man utvärderar sin utvecklingsprocess med avseende på ett antal framgångsfaktorer
BOLTOPT, ETT SAMARBETSPROJEKT MELLAN BOLIDEN OCH EPIROC
 BOLTOPT, ETT SAMARBETSPROJEKT MELLAN BOLIDEN OCH EPIROC Pernilla Lirell, Boliden Karin Jirstrand, Epiroc Sammanfattning Bultning är i många av Bolidens gruvor en flaskhals. Epiroc och Boliden startade
BOLTOPT, ETT SAMARBETSPROJEKT MELLAN BOLIDEN OCH EPIROC Pernilla Lirell, Boliden Karin Jirstrand, Epiroc Sammanfattning Bultning är i många av Bolidens gruvor en flaskhals. Epiroc och Boliden startade
Kartläggning och förbättring av värdeflöden
 Kartläggning och förbättring av värdeflöden De fem Lean principerna Specificera värdet från slutkundens ståndpunkt (Value) Identifiera ett värdeflöde för varje produktfamilj (The value stream) Se till
Kartläggning och förbättring av värdeflöden De fem Lean principerna Specificera värdet från slutkundens ståndpunkt (Value) Identifiera ett värdeflöde för varje produktfamilj (The value stream) Se till
Materialplanering och styrning på grundnivå. 7,5 högskolepoäng
 Materialplanering och styrning på grundnivå Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen TI6612 Af3-Ma, Al3, Log3,IBE3 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles
Materialplanering och styrning på grundnivå Provmoment: Ladokkod: Tentamen ges för: Skriftlig tentamen TI6612 Af3-Ma, Al3, Log3,IBE3 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles
4.2 Fastställ en referenslösning... 6 4.2.1 Kundvärde... 6
 Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Inlämning 4 IKOT Inlämningsuppgift 4 Anders Segerlund andseg@student.chalmers.se Joakim Larsson joakiml@student.chalmers.se Toni Hastenpflug tonih@student.chalmers.se Fredrik Danielsson fredani@student.chalmers.se
Utbildning: Arbetsmätning
 Utbildning: Arbetsmätning Närvarotid Produktionstid Verktid Omkostnadstid 1 Omkostnadstid 2 Operationsverktid Ställtid Verktidsberoende fördelningstid Icke verktidsberoende fördelningstid Värdeskapande
Utbildning: Arbetsmätning Närvarotid Produktionstid Verktid Omkostnadstid 1 Omkostnadstid 2 Operationsverktid Ställtid Verktidsberoende fördelningstid Icke verktidsberoende fördelningstid Värdeskapande
SKRÄDDARSYDDA LÖSNINGAR INOM PLÅTBEARBETNING
 SKRÄDDARSYDDA LÖSNINGAR INOM PLÅTBEARBETNING 1 2 KOMPETENTA MEDARBETARE MED AVANCERAD MASKINPARK STARKA SKÄL ATT VÄLJA WERMLANDS TUNNPLÅT Framgångsrika industritillverkare kräver professionella partners.
SKRÄDDARSYDDA LÖSNINGAR INOM PLÅTBEARBETNING 1 2 KOMPETENTA MEDARBETARE MED AVANCERAD MASKINPARK STARKA SKÄL ATT VÄLJA WERMLANDS TUNNPLÅT Framgångsrika industritillverkare kräver professionella partners.
Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning
 Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning A 13 Omsättningshastighet i lager I alla materialflöden binds kapital vare sig det beror på att material ligger i lager
Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning A 13 Omsättningshastighet i lager I alla materialflöden binds kapital vare sig det beror på att material ligger i lager
MUR MaskinUppföljning Realtid
 Produktionseffektivisering med MUR-Systemet ger produktions och organisationsförbättringar. Företagsutveckling Ta extern hjälp för att snabbt få igång ert förbättringsarbete. Hur går din maskin egentligen?
Produktionseffektivisering med MUR-Systemet ger produktions och organisationsförbättringar. Företagsutveckling Ta extern hjälp för att snabbt få igång ert förbättringsarbete. Hur går din maskin egentligen?
Säkerhetslager beräknat från antal dagars täcktid
 Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 13 Säkerhetslager beräknat från antal dagars täcktid All materialstyrning är förknippad med osäkerheter av olika slag. Det kan gälla osäkerheter
Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 13 Säkerhetslager beräknat från antal dagars täcktid All materialstyrning är förknippad med osäkerheter av olika slag. Det kan gälla osäkerheter
Produktivitetsförbättring av manuella monteringsoperationer
 Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
Produktivitetsförbättring av manuella monteringsoperationer Sekvensbaserad Aktivitets och Metodanalys (SAM) vid sex nordiska företag BJÖRN JOHANSSON, ANDERS KINNANDER Product and Production Development
Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar.
 AudicomPendax AB Magnus Ternerot Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar. Från enkla skrivtavlor och blädderblock till de mest
AudicomPendax AB Magnus Ternerot Vi inreder alla typer av mötesrum och konferenssalar, stora som små, med kommunikations/utbildnings/mötes lösningar. Från enkla skrivtavlor och blädderblock till de mest
Nästa steg. LEAN Production 1 dag. Norrköping Nov 2014. 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3 5S, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2014 Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? 5S HUR FUNGERAR
Nästa steg. Några vanliga Verktyg 5S HUR UPPLEVER VI ORDNING? LEAN Production 1 dag. Norrköping Nov 2015
 Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Nästa steg LEAN Production 1 dag 1 Introduktion 2 Bakgrund och Teorier 3, Std arbete, VSM 4 LEAN Spel 5 Ekonomi, Extra Norrköping Nov 2015 Några vanliga Verktyg HUR UPPLEVER VI ORDNING? 1 HUR FUNGERAR
Rättningstiden är i normalfall tre veckor, annars är det detta datum som gäller:
 Lean Management 7,5 högskolepoäng Provmoment: Tentamen Ladokkod: A174TG V18-4 Tentamen ges för: TGIEA16h Bygg Maskin, TGIEO16h, TGIEL16h Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum:
Lean Management 7,5 högskolepoäng Provmoment: Tentamen Ladokkod: A174TG V18-4 Tentamen ges för: TGIEA16h Bygg Maskin, TGIEO16h, TGIEL16h Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum:
Industrirobotar utveckling och användning utifrån ett danskt perspektiv
 Industrirobotar utveckling och användning utifrån ett danskt perspektiv Världsmarknaden över industrirobotar har ökat kraftigt under senare år och är på väg att hämta sig från tiden efter 2001. Året före
Industrirobotar utveckling och användning utifrån ett danskt perspektiv Världsmarknaden över industrirobotar har ökat kraftigt under senare år och är på väg att hämta sig från tiden efter 2001. Året före
Rullbockar D SE
 Rullbockar D13853-7 SE 2 PEMA Rullbockar Rullbockar är en nödvändighet vid hantering av cylindriska objekt såsom tankar, tryckkärl, vindkrafttorn eller liknande vid svetsning, målning, blästring eller
Rullbockar D13853-7 SE 2 PEMA Rullbockar Rullbockar är en nödvändighet vid hantering av cylindriska objekt såsom tankar, tryckkärl, vindkrafttorn eller liknande vid svetsning, målning, blästring eller
Anvisningar till rapporter i psykologi på B-nivå
 Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
Anvisningar till rapporter i psykologi på B-nivå En rapport i psykologi är det enklaste formatet för att rapportera en vetenskaplig undersökning inom psykologins forskningsfält. Något som kännetecknar
3. Övningarna Operationer I: Produkter och produktion. TU-A1200 Grundkurs i produktionsekonomi
 3. Övningarna Operationer I: Produkter och produktion TU-A1200 Grundkurs i produktionsekonomi Övningarnas innehåll 6. Analyser och framtid 5. Försäljning, marknadsföring och bemötandet av kunden 4. Operationer
3. Övningarna Operationer I: Produkter och produktion TU-A1200 Grundkurs i produktionsekonomi Övningarnas innehåll 6. Analyser och framtid 5. Försäljning, marknadsföring och bemötandet av kunden 4. Operationer
Hur stor är potentialen med bättre analys?
 PRODUKTFAKTA Hur stor är potentialen med bättre analys? TAK eller som det kallas utanför Sverige OEE är ett samlingsnamn på en metod att mäta en produktionsanläggnings totalekonomi. För att underlätta
PRODUKTFAKTA Hur stor är potentialen med bättre analys? TAK eller som det kallas utanför Sverige OEE är ett samlingsnamn på en metod att mäta en produktionsanläggnings totalekonomi. För att underlätta
Gunilla Jönson Professor, Förpackningslogistik, LTH
 Materialhantering: Materialfasader, Flöden, Lagerhantering i fabrik och Transport Vilka är trenderna inom området? Gunilla Jönson Professor, Förpackningslogistik, LTH Inst för Designvetenskaper, LTH Institutionen
Materialhantering: Materialfasader, Flöden, Lagerhantering i fabrik och Transport Vilka är trenderna inom området? Gunilla Jönson Professor, Förpackningslogistik, LTH Inst för Designvetenskaper, LTH Institutionen
Fallstudie Lars Höglund AB
 Hösten 2004 Fallstudie Lars Höglund AB En fallstudie inom IVA-projektet Produktion för Konkurrenskraft på uppdrag av panelen Framtida Produktionssystem. INNEHÅLLSFÖRTECKNING LARS HÖGLUND AB, TÖCKSFORS...1
Hösten 2004 Fallstudie Lars Höglund AB En fallstudie inom IVA-projektet Produktion för Konkurrenskraft på uppdrag av panelen Framtida Produktionssystem. INNEHÅLLSFÖRTECKNING LARS HÖGLUND AB, TÖCKSFORS...1
Ombyggnader Vi ger din gamla press ett nytt, produktivt liv. Oavsett fabrikat.
 AP&T CUSTOMER SERVICE Ombyggnader Vi ger din gamla press ett nytt, produktivt liv. Oavsett fabrikat. Börjar din gamla press eller produktionslinje att tappa stinget, kan det vara dags att fundera på en
AP&T CUSTOMER SERVICE Ombyggnader Vi ger din gamla press ett nytt, produktivt liv. Oavsett fabrikat. Börjar din gamla press eller produktionslinje att tappa stinget, kan det vara dags att fundera på en
Produkten ska vara enkel att förstå och använda. Viktigt är att produkten kan förvaras på ett säkert och praktiskt sätt.
 Inlämning steg 2 2.1 Beställaren vill lansera produkten som effektiv, praktisk, miljövänlig och framför allt ergonomisk. En analys av produktens livscykel har gjort. Livscykeln har delats in i olika steg
Inlämning steg 2 2.1 Beställaren vill lansera produkten som effektiv, praktisk, miljövänlig och framför allt ergonomisk. En analys av produktens livscykel har gjort. Livscykeln har delats in i olika steg
Planlegging for en bedre vedlikeholdshverdag og Økt OEE.
 Planlegging for en bedre vedlikeholdshverdag og Økt OEE. The nicest thing about not planning is that failure comes as a complete surprise, not proceeded by any period of worry and depression John Preston
Planlegging for en bedre vedlikeholdshverdag og Økt OEE. The nicest thing about not planning is that failure comes as a complete surprise, not proceeded by any period of worry and depression John Preston
SIMULERING. Vad är simulering?
 SIMULERING Simulering är utan tvivel ett av de områden vi (dvs. Trilogik Konsult) ser som våra största specialiteter! Vi skulle därför kunna skriva sida upp och sida ner i ämnet, men skall ändå försöka
SIMULERING Simulering är utan tvivel ett av de områden vi (dvs. Trilogik Konsult) ser som våra största specialiteter! Vi skulle därför kunna skriva sida upp och sida ner i ämnet, men skall ändå försöka
Introduktion till Lean, dag1 AU117G
 Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
Introduktion till Lean, dag1 AU117G SÄKERHET! TIDER MED MERA Tider: 08.00-ca15.45 09.30-09.50 Kaffe 12.00-13.00 Lunch 14.30-14.50 Regler Telefoner Passa tider Diskutera Namnskyltar? KURSINNEHÅLL Dag 1
inava Teknik utför i huvudsak alla
 Teknik inava Teknik utför i huvudsak alla uppdrag hos uppdragsgivaren eller på annan överenskommen plats. Samarbete med andra företag kan arrangeras och samordnas för att utföra uppdrag med större omfattning.
Teknik inava Teknik utför i huvudsak alla uppdrag hos uppdragsgivaren eller på annan överenskommen plats. Samarbete med andra företag kan arrangeras och samordnas för att utföra uppdrag med större omfattning.
GYRO. Den perfekta lösningen för avgradning och slipning. För stål, rostfritt och metaller. Oscillerande slipteknik
 R GYRO Den perfekta lösningen för avgradning och slipning Oscillerande slipteknik För stål, rostfritt och metaller - ett starkt och effektivt maskinkoncept..! Ett karakteristiskt kännetecken för varje
R GYRO Den perfekta lösningen för avgradning och slipning Oscillerande slipteknik För stål, rostfritt och metaller - ett starkt och effektivt maskinkoncept..! Ett karakteristiskt kännetecken för varje
Lova leveranstider; sälj och verksamhetsplanering!?
 Täcktidsplanering/Taktplanering Anders Segerstedt Industriell logistik, Luleå tekniska universitet Lova leveranstider; sälj och verksamhetsplanering!? I ett företag kan det vara så att en ordermottagare
Täcktidsplanering/Taktplanering Anders Segerstedt Industriell logistik, Luleå tekniska universitet Lova leveranstider; sälj och verksamhetsplanering!? I ett företag kan det vara så att en ordermottagare
Industriell Massproduktion
 Industriell Massproduktion Theory Of Constraints, TOC Toyota Production System = LEAN Six Sigma Page 1 Theory of Constraints, flaskhalsstyrning Theory Of Constraints, eller TOC, är en managementfilosofi
Industriell Massproduktion Theory Of Constraints, TOC Toyota Production System = LEAN Six Sigma Page 1 Theory of Constraints, flaskhalsstyrning Theory Of Constraints, eller TOC, är en managementfilosofi
Säkerhetslager beräknat från cykelservice (Serv1)
") Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 26 Säkerhetslager beräknat från cykelservice (Serv1) All materialstyrning är förknippad med osäkerheter av olika slag. Det kan gälla osäkerheter
Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 26 Säkerhetslager beräknat från cykelservice (Serv1) All materialstyrning är förknippad med osäkerheter av olika slag. Det kan gälla osäkerheter
Att planera bort störningar
 ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
ISRN-UTH-INGUTB-EX-B-2014/08-SE Examensarbete 15 hp Juni 2014 Att planera bort störningar Verktyg för smartare tidplanering inom grundläggning Louise Johansson ATT PLANERA BORT STÖRNINGAR Verktyg för smartare
EuroMaint Industry partner för effektiv produktion
 EuroMaint Industry partner för effektiv produktion EuroMaint Industry På EuroMaint Industry är vi specialister på effektiv produktion. Vi hjälper ledande industriföretag att öka sin konkurrenskraft genom
EuroMaint Industry partner för effektiv produktion EuroMaint Industry På EuroMaint Industry är vi specialister på effektiv produktion. Vi hjälper ledande industriföretag att öka sin konkurrenskraft genom
XVATOR. EIK Långbommar EIK Rivningsbommar. EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer)
") EIK LONG REACH & EIK HIGH REACH: VÅR FILOSOFI OCH HUR GÖR VI? EIK Långbommar EIK Rivningsbommar XVATOR EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer) EIK är nu också kvalificierad
EIK LONG REACH & EIK HIGH REACH: VÅR FILOSOFI OCH HUR GÖR VI? EIK Långbommar EIK Rivningsbommar XVATOR EIK är OEM tillverkare för Hyundai. (OEM = Original Equipment Manufacturer) EIK är nu också kvalificierad
Effektivitetsdimensioner En översikt
 Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning A 01 Effektivitetsdimensioner En översikt Förräntning av investerat kapital är det överordnade målet för kommersiellt arbetande
Handbok i materialstyrning - Del A Effektivitetsmått och effektivitetsuppföljning A 01 Effektivitetsdimensioner En översikt Förräntning av investerat kapital är det överordnade målet för kommersiellt arbetande
DFA2 Design For Assembly
 DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
DFA2 Design For Assembly Ämne DFA2 är till för att finna monteringssvårigheterna på produkter som monteras automatiskt. Då produkten är utformad att monteras automatiskt bidrar det till att den blir enkel
SWOG. Scandinavian way of grouting. Beslutsamhet ger resultat för våra kunder
 SWOG Scandinavian way of grouting Beslutsamhet ger resultat för våra kunder 2 SWOG Scandinavian way of grouting SWOG -serien erbjuder injekteringsanläggningar i varierande storlek och kombinationer för
SWOG Scandinavian way of grouting Beslutsamhet ger resultat för våra kunder 2 SWOG Scandinavian way of grouting SWOG -serien erbjuder injekteringsanläggningar i varierande storlek och kombinationer för
PRODUKTUTVECKLING 3. CAD & 3D-ritning. Erik Almers 2011-01-10
 PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
PRODUKTUTVECKLING 3 CAD & 3D-ritning PM Erik Almers 2011-01-10 Detta fördjupningsarbete handlar om hur man kan använda sig utav 3d-modelering i en produktutvecklingsprocess. Betonar även vikten av 3d-modeleringen
Maskininformation vm-1200
 VM-1200 INFO AMADA MACHINE TOOLS är ett välkänt begrepp för industriaktörer världen över. Företaget leder utvecklingen av såväl sågmaskiner som sågblad och har ett av världens största sortiment av bimetall-
VM-1200 INFO AMADA MACHINE TOOLS är ett välkänt begrepp för industriaktörer världen över. Företaget leder utvecklingen av såväl sågmaskiner som sågblad och har ett av världens största sortiment av bimetall-
Dobbeleffekten forenkling og kontroll. Hva som kan oppnås med kontroll av reservedeler og hvordan det virker
 Dobbeleffekten forenkling og kontroll Hva som kan oppnås med kontroll av reservedeler og hvordan det virker 2017-04-19 Sid.1 MOMENTUM INDUSTRIAL AB 2014 Jonas Kemi Chef Teknik och Affärsutveckling Momentum
Dobbeleffekten forenkling og kontroll Hva som kan oppnås med kontroll av reservedeler og hvordan det virker 2017-04-19 Sid.1 MOMENTUM INDUSTRIAL AB 2014 Jonas Kemi Chef Teknik och Affärsutveckling Momentum
OPUS10 en modell för reservmaterieloptimering
 OPUS10 en modell för reservmaterieloptimering Thord Righard, M. Sc. Systecon AB Stockholm, Sweden Systecon AB Konsultföretag inom driftsäkerhet och underhåll Utvecklar och säljer analysverktyg (OPUS10,
OPUS10 en modell för reservmaterieloptimering Thord Righard, M. Sc. Systecon AB Stockholm, Sweden Systecon AB Konsultföretag inom driftsäkerhet och underhåll Utvecklar och säljer analysverktyg (OPUS10,
Nå världsklass med Lean Kvalitet. World Quality Day Anette Kinde, Industrial Market Quality, AB SKF,
 Nå världsklass med Lean Kvalitet World Quality Day 2015-11-05 Anette Kinde, Industrial Market Quality, AB SKF, Anette Kinde CV Kvalitetschef Industrial Market AB SKF V ordförande Lean Forum Utvärderare
Nå världsklass med Lean Kvalitet World Quality Day 2015-11-05 Anette Kinde, Industrial Market Quality, AB SKF, Anette Kinde CV Kvalitetschef Industrial Market AB SKF V ordförande Lean Forum Utvärderare
GEIGER-SoftPlusWireless
 Produktdatablad GEIGER-SoftPlusWireless radiomotorn som är skonsam mot duken i kassettmarkisen Innehåll Problem och lösning...1 Utformning och särskilda egenskaper...2 Funktioner...5 Kortfattad instruktion
Produktdatablad GEIGER-SoftPlusWireless radiomotorn som är skonsam mot duken i kassettmarkisen Innehåll Problem och lösning...1 Utformning och särskilda egenskaper...2 Funktioner...5 Kortfattad instruktion
Genomgång av kontrollskrivningen
 Genomgång av kontrollskrivningen 131129 2- Om kontrollskrivningen 2 delar, s:a 12,0 11,0 poäng För godkänt krävs: >= 6,0 5,5 poäng totalt >= 2,0 1,5 poäng på Del 1 >= 2,0 poäng på Del 2 Del 1 4-Fråga 1
Genomgång av kontrollskrivningen 131129 2- Om kontrollskrivningen 2 delar, s:a 12,0 11,0 poäng För godkänt krävs: >= 6,0 5,5 poäng totalt >= 2,0 1,5 poäng på Del 1 >= 2,0 poäng på Del 2 Del 1 4-Fråga 1
MARIN EL OCH ELEKTRONIK
 MARIN EL OCH ELEKTRONIK Ämnet marin el och elektronik behandlar den elektronik, de elektriska installationer och elektriska system som förekommer i fritidsbåtar. Ämnet behandlar även materiallära samt
MARIN EL OCH ELEKTRONIK Ämnet marin el och elektronik behandlar den elektronik, de elektriska installationer och elektriska system som förekommer i fritidsbåtar. Ämnet behandlar även materiallära samt
Ledande inom skärande bearbetning
 Ledande inom skärande bearbetning Grundare Birger Ekström 1948-2014 -215 duktiga medarbetare - Familjeföretag - Stor flexibilitet - 17 000 m2 produktionsyta - Omsättning 2013 324 msek Centralt på Skandinaviska
Ledande inom skärande bearbetning Grundare Birger Ekström 1948-2014 -215 duktiga medarbetare - Familjeföretag - Stor flexibilitet - 17 000 m2 produktionsyta - Omsättning 2013 324 msek Centralt på Skandinaviska
Växlar - Underhålls strategi slipning av växlar - Med eller utan rörlig korsnings spets?
 Växlar - Underhålls strategi slipning av växlar - Med eller utan rörlig korsnings spets? Varför Växel slipning? -Växlar genererar en störning i tåg gången => Utmattnings skador, RCF -Dynamisk belastnings
Växlar - Underhålls strategi slipning av växlar - Med eller utan rörlig korsnings spets? Varför Växel slipning? -Växlar genererar en störning i tåg gången => Utmattnings skador, RCF -Dynamisk belastnings
Automatiserad fukthaltsmätning vid bränslemottagning
 Automatiserad fukthaltsmätning vid bränslemottagning Mikael Karlsson Bestwood Panndagarna 2009-02-04--05 1 Innehåll NIR (kortfattat) Bakgrund till analysen Nuvarande metod (ugnsmetoden) Mottagningsmätning
Automatiserad fukthaltsmätning vid bränslemottagning Mikael Karlsson Bestwood Panndagarna 2009-02-04--05 1 Innehåll NIR (kortfattat) Bakgrund till analysen Nuvarande metod (ugnsmetoden) Mottagningsmätning
Lektion 3 Projektplanering (PP) Fast position Projektplanering
 Fast position Projektplanering") Lektion 3 Projektplanering (PP) Rev. 201510-06 HL Fast position Projektplanering Innehåll Nivå 1: Grundbegrepp (PP1.1) Aktivitetsnätverk (kritisk väg) (PP1.2)* Nivå 2: Planering av produktlansering (deterministiska
Lektion 3 Projektplanering (PP) Rev. 201510-06 HL Fast position Projektplanering Innehåll Nivå 1: Grundbegrepp (PP1.1) Aktivitetsnätverk (kritisk väg) (PP1.2)* Nivå 2: Planering av produktlansering (deterministiska
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman DIEM, TKK Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag
Logistik styrning av material- och informationsflöden Mikael Öhman DIEM, TKK Produktionsekonomi - grundkurs 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10 Torsdag
Osäkerhetsgardering genom överdimensionering
 Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 35 Osäkerhetsgardering genom överdimensionering av produktionsplaner All materialstyrning är förknippad med osäkerheter av olika slag.
Handbok i materialstyrning - Del E Bestämning av säkerhetslager E 35 Osäkerhetsgardering genom överdimensionering av produktionsplaner All materialstyrning är förknippad med osäkerheter av olika slag.
PMI steg till 53,3 i september delindexen gav spretig bild
 2015-10-01 PMI steg till 53,3 i september delindexen gav spretig bild PMI-total steg från 53,2 i augusti till 53,3 i september främst med stöd från delindex för sysselsättning. Trots uppgången med en tiondel
2015-10-01 PMI steg till 53,3 i september delindexen gav spretig bild PMI-total steg från 53,2 i augusti till 53,3 i september främst med stöd från delindex för sysselsättning. Trots uppgången med en tiondel
Testning som beslutsstöd
 Testning som beslutsstöd Vilken typ av information kan testning ge? Vilken typ av testning kan ge rätt information i rätt tid? Hur kan testning hjälpa din organisation med beslutsstöd? Hur kan produktiviteten
Testning som beslutsstöd Vilken typ av information kan testning ge? Vilken typ av testning kan ge rätt information i rätt tid? Hur kan testning hjälpa din organisation med beslutsstöd? Hur kan produktiviteten
TNG018 Grunder i logistik och lönsamhetsanalys Tillämpningsuppgift 1 - Ht 2013
 Ht 2013 Sid 1 (6) Tillämpningsuppgift 1 Ht 2013 Mikrolux AB Företaget Mikrolux AB tillverkar mikrovågsugnar för enskilt bruk, dvs. mot konsumentmarknaden. Ugnarna är av ett exklusivt snitt och tillverkas
Ht 2013 Sid 1 (6) Tillämpningsuppgift 1 Ht 2013 Mikrolux AB Företaget Mikrolux AB tillverkar mikrovågsugnar för enskilt bruk, dvs. mot konsumentmarknaden. Ugnarna är av ett exklusivt snitt och tillverkas
Med kompetens driver vi mättekniken framåt för bättre lönsamhet åt våra kunder
 Mätmaskiner nyli.se Nyli Metrology AB Vi har sedan starten 1970 varit kända för att leverera produkter och tjänster med mycket god kvalité, våra passbitar i hårdmetall är ett exempel. Vårt huvudkontor
Mätmaskiner nyli.se Nyli Metrology AB Vi har sedan starten 1970 varit kända för att leverera produkter och tjänster med mycket god kvalité, våra passbitar i hårdmetall är ett exempel. Vårt huvudkontor
Lektion 5 Materialplanering (MP) Rev HL
 Rev HL") Lektion 5 Materialplanering (MP) Rev 20151006 HL Innehåll Nivå 1: Materialbehovsplanering (LFL, EOQ, SS) (MP1.1) Materialbehovsplanering (FOQ) (MP1.2) Materialbehovsplanering (POQ, FOQ, SS) (MP1.3) Nivå
Lektion 5 Materialplanering (MP) Rev 20151006 HL Innehåll Nivå 1: Materialbehovsplanering (LFL, EOQ, SS) (MP1.1) Materialbehovsplanering (FOQ) (MP1.2) Materialbehovsplanering (POQ, FOQ, SS) (MP1.3) Nivå
Vi omsätter kunskap till hållbar lönsamhet
 Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Vi omsätter kunskap till hållbar lönsamhet Silf Competence.ppt 1 K229 Supply Chain och Lean Six Sigma+LEAN Silf Competence.ppt 2 K229 Vad är Supply Chain? Innehåll Vad är Lean, Six Sigma och Six Sigma+Lean
Hög verkningsgrad i hela systemet
 Hög verkningsgrad i hela systemet - tekniska och organisatoriska faktorer Per-Erik Johansson Senior konsult DynaMate Industrial Services AB EFFEKTIVITETSMATRISEN +-summespel HÖG YTTRE EFFEK- TIVITET 12
Hög verkningsgrad i hela systemet - tekniska och organisatoriska faktorer Per-Erik Johansson Senior konsult DynaMate Industrial Services AB EFFEKTIVITETSMATRISEN +-summespel HÖG YTTRE EFFEK- TIVITET 12
Optimering och simulering: Hur fungerar det och vad är skillnaden?
 Optimering och simulering: Hur fungerar det och vad är skillnaden? Anders Peterson, Linköpings universitet Andreas Tapani, VTI med inspel från Sara Gestrelius, RIS-SIS n titt i KAJTs verktygslåda Agenda
Optimering och simulering: Hur fungerar det och vad är skillnaden? Anders Peterson, Linköpings universitet Andreas Tapani, VTI med inspel från Sara Gestrelius, RIS-SIS n titt i KAJTs verktygslåda Agenda
Joakim Vasilevski 2011-01-16
 PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
PM - CAM KPP039 Produktutveckling 3 2011-01-16 Examinator: Rolf Lövgren Mälardalens Högskola Förord I kursen KPP039 Produktutveckling 3 har vi i uppgift skriva ett inviduellt PM om ett lämpligt ämne i
Försämring av leveransservice från lager vid bristfällig leveransprecision från leverantörer
 Försämring av leveransservice från lager vid bristfällig leveransprecision från leverantörer Stig-Arne Mattsson Sammanfattning Låg leveransprecision i bemärkelsen försenade inleveranser från leverantörer
Försämring av leveransservice från lager vid bristfällig leveransprecision från leverantörer Stig-Arne Mattsson Sammanfattning Låg leveransprecision i bemärkelsen försenade inleveranser från leverantörer
Logistik styrning av material- och informationsflöden
 Logistik styrning av material- och informationsflöden Mikael Öhman / DIEM TU-A1200 Grundkurs i produktionsekonomi 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10
Logistik styrning av material- och informationsflöden Mikael Öhman / DIEM TU-A1200 Grundkurs i produktionsekonomi 2017 Logistik: styrning av material- och informationsflöden Tisdag 10.10 Torsdag 12.10
Pressmaterial för fri publicering. Bakgrund om Ecogreenmill
 Bakgrund om Ecogreenmill Ecogreenmill är ett patenterat koncept för fräsning i vänstervarv, ägt av ett av Sveriges mest välrenomerade mekaniska verkstadsbolag. Företaget har utvecklat en teknisk produkt
Bakgrund om Ecogreenmill Ecogreenmill är ett patenterat koncept för fräsning i vänstervarv, ägt av ett av Sveriges mest välrenomerade mekaniska verkstadsbolag. Företaget har utvecklat en teknisk produkt
SÄKERHET! TIDER MED MERA UPPLÄGG KURSINNEHÅLL. Tider: Regler
 Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Introduktion till Lean, dag1 AU117G PARKERING På studentparkering gäller studentparkeringstillstånd märkt med Student. På personalparkering det står Personal på skylten gäller inte studentparkeringstillstånd.
Malungs IF Skidor. En utredning av det mobila snökanonssystemet vid Malungs skidstadium. Tel.nr. 08-550 102 10 Tel.nr.
 Malungs IF Skidor En utredning av det mobila snökanonssystemet vid Malungs skidstadium Jörgen Rogstam Mattias Dahlberg jorgen.rogstam@ekanalys.se mattias.dahlberg@ekanalys.se Tel.nr. 08-550 102 10 Tel.nr.
Malungs IF Skidor En utredning av det mobila snökanonssystemet vid Malungs skidstadium Jörgen Rogstam Mattias Dahlberg jorgen.rogstam@ekanalys.se mattias.dahlberg@ekanalys.se Tel.nr. 08-550 102 10 Tel.nr.
Mobil automation för ökad produktivitet vid småserietillverkning
 Mobil för ökad produktivitet vid småserietillverkning Automation Summit 2013-09-06 Trender och dess effekter Kunder Frihet Snabbhet Konkurrens Miljö Sysselsättning En kedjeeffekt, mer svängningar längre
Mobil för ökad produktivitet vid småserietillverkning Automation Summit 2013-09-06 Trender och dess effekter Kunder Frihet Snabbhet Konkurrens Miljö Sysselsättning En kedjeeffekt, mer svängningar längre
Ekonomisk orderkvantitet för artiklar med lågfrekvent efterfrågan
 Handbok i materialstyrning - Del D Bestämning av orderkvantiteter D 14 Ekonomisk orderkvantitet för artiklar med lågfrekvent efterfrågan Materialstyrning innebär förenklat att styra materialflöden genom
Handbok i materialstyrning - Del D Bestämning av orderkvantiteter D 14 Ekonomisk orderkvantitet för artiklar med lågfrekvent efterfrågan Materialstyrning innebär förenklat att styra materialflöden genom
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök
 itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning
itid - vi löser riktiga problem Lean produktion industriellt byggande Matilda Höök En framtid där vi bor Vi förbättrar flöden Lokala konsulter i världsklass Logistik/SCM Produktionsstrategi SOP Lagerstyrning