Mätsystemanalys för förbättring av mätnoggrannheten med mätsticka, mikrometer och skjutmått på SKF i Hofors
|
|
|
- Julia Berg
- för 5 år sedan
- Visningar:
Transkript
, 15 hp Maskinteknik Maskiningenjör, Co-op Maskiningenjörsprogrammet Handledare: Sören och Sjöberg")
1 AKADEMIN FÖR TEKNIK OCH MILJÖ Avdelningen för industriell utveckling, IT och samhällsbyggnad Mätsystemanalys för förbättring av mätnoggrannheten med mätsticka, mikrometer och skjutmått på SKF i Hofors Agnes Valler Isabelle Ågren 2017 Examensarbete, Grundnivå (Högskoleexamen), 15 hp Maskinteknik Maskiningenjör, Co-op Maskiningenjörsprogrammet Handledare: Sören och Sjöberg Ekonomiingenjörsprogrammet Examinator: Sven-Erik Lundberg Handledare och examinator: Per Blomqvist
2
3 Abstract SKF Coupling in Hofors manufactures screws and couplings to the energy sector and the marine industry. The products have tight tolerances to be more attractive at the market through the tolerances. With increased competition on the market, the quality requirements increase, which means that many products fail to meet the quality requirements in order to avoid customer complaints. The purpose of this work was to improve measurement accuracy. To get an overview of the current situation, interviews and observations were made. A measurement system analysis was conducted by tests where a certain number of products were measured by a certain number of operators, with a certain number of repetitions. The test results were analyzed by a two-way ANOVA and Gauge R&R, which are common methods in measurement system analysis. A cause-and-effect diagram was used to investigate the causes of quality problems. The results indicated that the existing measurement systems were not reliable enough. The shortcomings may depend on the measuring device and the operator. The measuring device may be defective or have calibration defects. Operators can have different methods when measuring which contributes to variations in the measurements. The work led to suggestions for improvements that could imply higher accuracy in the measurement systems. For example, a tighter calibration interval of the measuring device would lead to reduced impact from the measuring device. A standardized education of measurement method, measurement environment and the importance of deviation management can also lead to improved measurement accuracy.
4 Sammanfattning SKF Coupling i Hofors tillverkar skruvar och kopplingar till energisektorn och den marina industrin. Produkterna har snäva toleranser för att genom toleranserna vara mer attraktiva på marknaden. I och med ökad konkurrens ökar kvalitetskraven. Därför kasseras många produkter, som inte uppnår kvalitetskraven, för att undvika returer från kunderna. Syftet med arbetet var att förbättra mätnoggrannheten. För att få en överblick av nuläget gjordes intervjuer och observationer. En mätsystemanalys gjordes genom tester där ett utvalt antal produkter mättes av ett utvalt antal operatörer, med ett visst antal upprepningar. Testresultaten analyserades med en tvåvägs-anova och Gauge R&R som är vanliga metoder inom mätsystemanalys. Ett orsak-verkan-diagram användes för att undersöka orsakerna till kvalitetsproblemen. Resultatet visade att det finns brister i det nuvarande mätsystemet. Bristerna kan bland annat bero på mätdonet och operatören. Mätdonet kan exempelvis vara defekt eller ha brister i kalibreringen. Operatörerna kan ha olika metoder som bidrar till variationer i mätningarna. Arbetet ledde till förbättringsförslag, som kan innebära högre noggrannhet i mätsystemen. Exempelvis skulle ett tätare kalibreringsintervall hos mätdonen leda till minskad påverkan från mätdonen. En standardiserad utbildning av mätmetod, mätmiljö och vikten av att avvikelsehanteringen följs kan också leda till en förbättrad mätnoggrannhet.
5 Förord Examensarbetet är ett avslutande moment av maskiningenjörsprogrammet vid Högskolan i Gävle. Arbetet utfördes på uppdrag av SKF Coupling i Hofors och var inom området mätsystemanalys. Vi vill tacka våra handledare Hans Berggren och Jonas Andersson, men även Ingemar Björtoft och övrig personal på SKF i Hofors för visat intresse och engagemang i studien. Slutligen vill vi även tacka vår handledare Sören Sjöberg vid Högskolan i Gävle för stöttning och engagemang under arbetets gång. Agnes Valler och Isabelle Ågren 15 Maj 2017, Gävle
6 Nomenklatur ANOVA Analysis of variance (Variansanalys) AV EV Fg Appraiser Variation (operatör eller maskin variation) Reproducerbarhet Equipment Variation (Utrustnings variation) Repeterbarhet Frihetsgrad Fkrit Kritiskt F-värde, värdet avläses från bilaga 5 Fobs GRR H0 H1 MSA N n np ntot PV RF Ri Rp S SKF SS TV αl αs σ %AV Observerat F-värde, jämför variansen för de olika parametrarna med variansen för felet. Gauge Repeatability and Reproducibility, (mätdonets repeterbarhet och reproducerbarhet) Nollhypotes Mot hypotes till nollhypotesen Mätsystemanalys Antal av alla värden Antalet upprepningar Antalet produkter Alla uppmätta värden Part-to-part variation (Variationen mellan objekt) detalj-detalj Relativ fuktighet Skillnaden mellan högsta och lägsta uppmätta värdet för operatör Skillnaden mellan produkternas medelvärde Standardavvikelse, uppmätt Svenska kullagerfabriken Kvadratsummor Total Variation Längdutvidgningskoefficienten Signifikansnivån Standardavvikelsen, verklig Procentuella reproducerbarheten % EV Procentuella repeterbarheten %GRR Procentuella mätsystemvariation
7 Innehållsförteckning 1 Introduktion Syfte och mål Frågeställningar Avgränsningar Nulägesbeskrivning Teoretisk referensram Mätsystemanalys Standardavvikelse Mätdonets repeterbarhet och reproducerbarhet Variansanalys Tillvägagångssätt vid mätningar Risker med mätsystem Kalibrering Orsak-verkan-diagram Längdutvidgning Metod och genomförande Intervju och observationer Försöksplanering Mätning Test Test Variansanalys Gauge R&R Orsak-verkan-diagram Resultat Skjutmått Mikrometer Mätsticka Orsak-verkan-diagram Analys Skjutmått Mikrometer Mätsticka... 26
8 5.4 Toleransanalys Jämförelse mellan test 1 och test Diskussion och slutsatser Metoddiskussion Resultatdiskussion Slutsatser Fortsatt arbete Referenser Bilagor... 35
 främst till energisektorn och den marina industrin.")
9 1 Introduktion SKF Coupling i Hofors är en del av Svenska kullagerfabriken (SKF) som har varit verksam i över 100 år. SKF är kända för sina lager men i fabriken i Hofors tillverkas kopplingar och skruvar (figur 1) främst till energisektorn och den marina industrin. Kopplingarna, som SKF i Hofors tillverkar, har en diameter från 25 till över 1000 millimeter och skruvarna har en gängstorlek från M30 till M140. Produkterna sitter oftast på drivaxlar och utsätts vanligen för stora krafter eftersom produkterna exempelvis används i stora fartyg för att överföra kraft från motorn till propellern. En fördel med produkterna från SKF är att de är lätta att demontera och på det sättet blir det exempelvis lätt att besikta och demontera drivaxeln från ett fartyg. Alla SKFs produkter har snäva toleranser, för att med hjälp av toleranserna vara mer konkurrenskraftiga på marknaden. Eftersom konkurrensen på marknaden ständigt ökar leder det till att det blir viktigare för SKF att ställa höga krav på mätsystemen. I dagsläget används olika typer av mätdon för att kontrollera måtten på produkterna. För att vara säker på att produkterna, som lämnar SKFs fabrik i Hofors, håller det snäva toleranskravet, utförs mätningar på alla produkter. I dagsläget kasseras många produkter på grund av att den önskade kvaliteten hos produkterna inte uppnås. En väl genomförd mätsystemanalys kan bidra till att problem upptäcks tidigare vilket därmed skulle öka SKFs lönsamhet. SKF i Hofors har som mål att minska returerna från kunderna, vilket ställer högre krav på mätsystemet. Problemet kan bero på flera faktorer, till exempel att det uppmätta måttet inte faller inom det önskade toleransområdet. Mätdonen som främst används på SKF i Hofors är skjutmått, mikrometer och mätsticka (figur 2). Figur 1 Skruv med tillhörande muttrar Figur 2 Mätsticka [2]. och hylsa [1]. 1
10 Mätdon kommer alltid visa fel värde, frågan är bara hur fel mätdonet kommer att visa och vad det är som påverkar att mätdonet visar fel. Ett mätsystem är mer än bara resultatet som mätdonet visar. Många företag påstår att det har ett bra mätsystem för att de kalibrerar mätdonen ofta och mäter noggrant. Vad de företagen inte tänker på är att parametrar som vilken metod produkten mäts med eller miljön produkten mäts i också påverkar det numeriska resultatet [3]. En viktig förutsättning för konkurrenskraftiga företag är att deras produkter håller god kvalitet. Det är därför viktigt med ett system för kvalitetssäkring, en del av kvalitetssäkringen är en mätsystemanalys. Kvaliteten på ett mätsystem kan utvärderas med olika metoder exempelvis Gauge R&R eller ANOVA. [4] En mätsystemanalys är en systematisk metod, som identifierar komponenters variation, precision och noggrannhet med ett visst mätdon [5]. Det finns en generell Gauge R&R-ekvation, som ger förståelse för de ingående faktorerna i mätvärdet, som mätdonen visar. Ekvationen beräknas enligt X Y E. (1) Där X är det uppmätta värdet som mätdonet visar på produkten, Y är det sanna värdet på produkten och E är mätfelet [6-8]. Med hjälp av mätsystemanalys är tanken att mätfelet ska minska vilket gör att det uppmätta värdet närmar sig det sanna värdet. 1.1 Syfte och mål Syftet med arbetet är att förbättra noggrannheten i mätningen. Målet med arbetet är att med hjälp av analys av nuvarande mätmetoder komma fram till förbättringsförslag, som går att implementera på avdelningens visande mätdon för geometrisk mätning Frågeställningar För att tydliggöra målet har det brutits ner till följande frågeställningar: - Hur påverkas mätsystemets duglighet? Vilka är de påverkande faktorerna? - Hur kan mätnoggrannheten förbättras? - Vilken typ av datasystem bör användas för avdelningens visande mätdon för geometrisk mätning? 1.2 Avgränsningar Mätsystemanalysen kommer att göras på utvalda storlekar och produkter samt valda storlekar av mätsticka, mikrometer och skjutmått. Övriga mätdon och storlekar avgränsas från arbetet. Arbetet kommer inte att innehålla förslag av nya mätdon, som kan underlätta arbetet på SKF. Utveckling av nytt datasystem avgränsas från arbetet. Om inget användbart system hittas under arbetets gång kommer Microsoft Excel att användas. Förbättringsförslagen kommer inte att implementeras på SKF i Hofors och kommer inte heller att utvärderas under arbetets gång utan bara ges som förslag. 2
11 1.3 Nulägesbeskrivning Mätningarna på produkterna utförs av operatören som styr maskinen. Operatören ansvarar för att mätningarna utförs på rätt sätt, dock får inte operatörerna gå någon utbildning inom mätning när de är nyanställda. Det finns inte några utskrivna instruktioner för hur mätningarna ska utföras i form av upprepningar utan det får operatören avgöra själv. Mätningarna utförs och resultatet förs in i ett mät-protokoll unikt för varje produkt. Det finns också ett specifikt dokument där typen av mätdon, som ska användas till en specifik dimension eller geometri, framgår. Många mätningar genomförs när produkten sitter i CNCmaskinen, för att operatören ska slippa montera i och ur produkten i maskinerna. Om ett felaktigt mått mäts genomförs ytterligare mätningar. Om felet kvarstår efter upprepade mätningar kontrolleras mätningarna av en annan operatör. Kontroller görs för att kontrollera att operatören, som först utförde mätningarna, har gjort rätt. Extra kontroller av annan operatör görs oftast på viktiga eller krångliga mått, till exempel mått som är koniska eller sneda. Om mätresultatet efter flera mätningar inte faller inom toleransen använder sig operatörerna av en avvikelsehantering. Avvikelsehanteringen innehåller metoden 5-varför, där operatören försöker komma fram till grundorsaken till vad det är som är fel på produkten och varför. Om felet kan åtgärdas genom ytterligare operation genomförs en sådan. Om felet inte kan åtgärdas kasseras produkten. I vissa fall kan det dock vara billigare att kassera en produkt än att åtgärda felet. Detta leder till att produkter kasseras trots att felet skulle gå att åtgärda. Eftersom varje steg i produktionen kostar pengar genomförs kontrollmätningar efter varje steg i produktion. Kontrollmätningarna främjar till att avvikande produkter snabbt kan kasseras och kassationen blir inte lika dyr som om produkten hade blivit färdigtillverkad. Under år 2016 var det 95,4 procent av produkterna som gick igenom produktionen utan avvikelse och ungefär 500 stycken produkter som hade avvikelser. När produkten är färdigmonterad genomförs en sista mätning, för att vara säker på att endast godkända produkter skickas till kunden. På SKF i Hofors är det viktigt att bristfälliga produkter, som nästan eller inte helt uppfyller kraven, aldrig skickas iväg till kund. Anledningen är att minska kostnaderna och undvika reklamationer från kunden. SKF i Hofors har som mål att ha högst fem reklamerade ordrar per år. Under år 2015 och 2016 hade SKF i Hofors sju reklamationer per år. När det gäller kostnaderna är det värt att tänka på följande: en skruv innehåller två muttrar, en hylsa och en skruvkropp. En order innehåller exempelvis 16 stycken skruvar, vilket gör att en reklamation kan vara på 64 stycken detaljer, men kan också bara vara på en mutter från en order. Mätdonen nollställs och kontrolleras övergripande efter varje användning. Kontrollen görs mot en standard för att säkerställa att mätdonen fungerar som de ska och för att mätningen inte ska påverka nästkommande mätning. En gång per år genomförs en ordentlig kalibrering på mätdonen, av utbildad personal på SKF i Hofors. Vid kalibreringen kontrolleras varje hundradels millimeter och mätdonen får maximalt avvika plus/minus fem tusendels millimeter. Alla mätdonens avvikelser dokumenteras. Kalibreringen av mätdonen görs mot ett kontrollmått, som skickas på kalibrering med två eller tre års mellanrum. Skulle mätdonen gå sönder, inte godkännas vid kalibreringen eller nollställningen utan anmärkning, kommer 3
12 mätdonet att repareras med reservdelar. Finns det inga reservdelar kasseras mätdonet och ett nytt köps in. För att veta när mätdonen ska kalibreras är varje mätdon markerad med en siffra och en färg, där siffran betyder vilken månad och färgen vilket år kalibreringen ska utföras. SKF i Hofors har tre till fyra uppsättningar mätdon av varje storlek. Varje mätdon mäter inom ett visst intervall och nästa måttintervall tar vid där det tidigare mätdonet slutar. Mätdonen överlappar inte varandra då det sällan behövs. När överlappning behövs används två mätdon som visar måttintervallen efter varandra. 4
13 2 Teoretisk referensram I följande kapitel presenteras teorin som ligger till grund för arbetet. Omfattande information om mätsystemanalys och ingående delar som standardavvikelse, mätsystemets repeterbarhet och reproducerbarhet, samt variansanalys presenteras. Viktiga delar som signifikansnivå och hypoteser presenteras under variansanalysen. Tillvägagångsätt vid mätningar och risker med mätsystem redogörs. Eftersom mätdon är en stor del i mätsystemanalys innehåller även kapitlet kalibrering. 2.1 Mätsystemanalys En mätsystemanalys ska ge tillförlitliga uppskattningar av mätdonet och identifiera resultatets mest påverkande parametrar [3, 7]. Mätningarna kan vara missledande om mätsystemet inte är tillräckligt. Mätfel kan till exempel bero på mätdonet, operatören, produkten och miljön mätningarna utförs i [3]. Syftet med en mätsystemanalys är att identifiera källorna till variationer i mätsystem och förbättra kvaliteten genom att mäta korrekthet, precision och stabilitet. God kvalitet kan endast uppnås med ett adekvat mätsystem, därför utförs en mätsystemanalys. Analysen utförs generellt med ANOVA och Gauge R&R (mätdonets repeterbarhet och reproducerbarhet) [3, 7-9]. Shi et al. [10] anser att en utvärdering av mätsystemet är nödvändig för att garantera validiteten i informationen som används för processduglighetsanalyser, kontrolldiagram och försöksplanering. Vid tillämpning av en mätsystemanalys är första steget att fastställa omfattningen av variationerna hos det testade mätdonet. Andra steget är att identifiera källorna till variationerna. Tredje och sista steget är att bedöma förmågan hos det testade mätdonet [5]. För att en mätsystemanalys ska vara lyckad ska analysen ge tillförlitliga uppskattningar av komponenternas variationer, samt identifiera faktorerna som är mest inflytelserika. Analysen bör även ge information om potentiella effektiviteten av mätsystemet som verktyg. [8] Standardavvikelse I mätsystemanalys används varians och standardavvikelse som båda är mått på spridning, mängden enskilda värden skiljer sig från medelvärdet. Större avvikelser innebär större spridning. Olika effekter som kan påverka standardavvikelsen kan vara störande ämnen, temperaturskillnader eller referenspunktsdrift. Standardavvikelsen beräknas genom att ta kvadratroten ur variansen enligt följande ekvation, S Varians.. (2) Det finns två olika sorters standardavvikelser. Första betecknas med σ och beskriver standardavvikelsevärdet i population. σ beräknas enligt 2 x i. (3) N Andra sortens standardavvikelser betecknas med S och beskriver standardavvikelsevärde i stickprovet. S beräknas enligt [12], 5
14 tot 2 xi x S. (4) n 1 Standardavvikelsen är ett mått på osäkerheten av medelvärdet och orsakas av tillfälliga effekter. Felet är mätresultatets avvikelse från sanna värdet. Fel kan delas upp i två grupper, tillfälliga och systematiska. Tillfälliga fel är oförutsägbara och kan minskas om antalet mätningar ökas. Systematiska fel är mer förutsägbara och kan exempelvis vara att mätdonet alltid mäter för mycket eller för lite. Systematiska fel kan vanligtvis kompenseras med hjälp av en korrektionsfaktor. För att minska mängden systematiska fel kalibreras mätdonen. Ett mått på mätvärdets spridning runt medelvärdet är osäkerhet, se figur 3. Osäkerheten beror på bristfällig kunskap om exakta värdet. Korrigeringen av det systematiska felet, samt effekter av det tillfälliga felet bidrar till osäkerheten, även efter korrigering kan osäkerheten vara stor. [11] Figur 3 Osäkerhetens påverkan mellan tillfälliga och systematiska fel [11] Mätdonets repeterbarhet och reproducerbarhet Många statistiska metoder för mätsystemanalys utvärderar mätningen i noggrannhet och precision. Noggrannhet indikerar på hur nära det sanna värdet mätningen är. Precision mäter mätvariationen, som uppstår då upprepade mätningar har utförts på samma komponent. Mätdonets repeterbarhet och reproducerbarhet, även kallad Gauge R&R är en vanligt förekommande precisions- och noggrannhetsindikator. Gauge är kopplat till precisions- och noggrannhetsfelbeskrivning, R&R kommer från repeterbarhet och reproducerbarhet. [3, 5-8, 13, 14,]. Repeterbarhet är ett mätdons förmåga att ge konsekventa mätvärden, oavsett antalet gånger samma operatör upprepar mätningen med samma mätdon. Reproducerbarhet är ett mätdons förmåga att ge konsekventa mätvärden, oavsett vem som utför mätningarna [5]. Syftet med en studie av Gauge R&R är att avgöra om variationerna i mätsystemet är små i förhållande till den observerade processen, samt kontrollera om mätsystemet är acceptabelt [6, 8]. En formel kallad %GRR använder precision och noggrannhet, samt kombinerar effekten av repeterbarheten och reproducerbarheten. Med hjälp av formeln går det att bedöma om ett mätsystem är acceptabelt. För att beräkna %GRR börjar beräkningarna med att bestämma skillnaden mellan det högsta värdet x och det lägsta värdet x i min för varje operatör. Det görs enligt i max R x x. (5) i i max i min 6
15 Ekvation (5) beräknas för alla mätande operatörer innan det går att beräkna den totala skillnaden mellan operatörerna enligt följande ekvation Ria Rib Ric R. (6) Antal obsevationer Ekvation (6) beräknas innan repeterbarheten (EV) och kan beräknas enligt följande ekvation EV R. (7) K 1 EV står för Equipment Variation och betyder utrustningsvariation. K1 är en konstant som beror på antal försök i testet. För att få fram K1 utläses en konstant från bilaga 4 som inverteras, där (m) är antalet upprepningar av mätningarna och (g) är antalet operatörer. Innan reproducerbarheten (AV) kan beräknas beskrivs de största skillnaden mellan medelvärdena mellan operatörerna. Enligt följande ekvation x diff x x. (8) i max i min Efter ovanstående ekvation beräknats kan reproducerbarheten (AV) beräknas enligt följande ekvation AV 2. (9) EV 2 2 X diff K n pr AV står för Apparaiser Variation och innebär den variation som beror av den operatör eller maskin som utför en mätning. Bokstaven np är antalet produkter eller mätdon och r är antalet upprepningar av mätningarna. För att ta reda på K2 tas inversen av konstanten i bilaga 4, där (m) är antalet operatörer och (g) är 1, eftersom det bara är en räckviddsberäkning. Om det skulle bli ett negativt tal under rottecknet väljs AV till noll. När repeterbarheten och reproducerbarheten är beräknad kan mätsystemvariationen (GRR) beräknas enligt följande ekvation GRR 2 2 EV AV. (10) Detalj-detalj variationen beräknas med hjälp av största skillnaden mellan produkternas medelvärden beräknas enligt R p x x. (11) j max j min Med hjälp av ekvation (11) beräknas detalj-detalj variationen enligt följande ekvation PV R. (12) p K 3 PV står för Part Variation och representerar förväntad detalj-detalj variation för en stabil process. K3 beror på antalet produkter, som användes i mätningarna och är inversen av 7
16 konstanten som avläses i bilaga 4. Eftersom det är en räckviddsberäkning beror konstanten på (m) som är antalet produkter eller mätdon och (g) är lika med 1. För att beräkna totala variationen (TV) för mätsystemet används en ekvation som beror på repeterbarheten, reproducerbarheten och detalj-detalj variationen. TV beräknas enligt TV 2 2 GRR PV. (13) Ovanstående ekvationer beräknar bara variationerna för varje parameter. För att få ut en procentsats för parametrarna måste ekvationerna divideras med den totala variationen (TV), samt multipliceras med 100. För repeterbarheten och reproducerbarheten beräknades ekvationerna enligt EV % EV 100 (14) TV och AV % AV 100. (15) TV %GRR och %PV beräknades på samma sätt enligt GRR % GRR 100 (16) TV och PV % PV 100. (17) TV Observera att summan av ekvation (14), (15), (16) och (17) inte nödvändigtvis måste bli 100 procent. [15] Riktlinjer för faktorn %GRR är olika beroende på den beräknade procenten. Om värdet är större än 30 procent definieras mätsystemet som oacceptabelt och behöver förändring. Om värdet istället är under 10 procent är mätsystemet acceptabelt och om värdet är mellan 10 och 30 procent är mätsystemet acceptabelt med villkor [3, 7, 14]. Villkoren kan exempelvis vara kostnader, reparationer och mätsystemets omfång [7] Variansanalys Vanligt förekommande i Gauge R&R är variansanalys även kallat ANOVA [6]. ANOVA tar hänsyn till operatör-till-mätdon påverkan [7]. ANOVA består av en serie tekniker som kan tillämpas för att utvärdera och jämföra variationer av data. Det finns två olika typer av variabilitet, variation i varje faktor och variation mellan faktorer. Envägs-ANOVA är när fokus är på en faktor, tvåvägs-anova har fokus på två faktorer, samt interaktionen mellan faktorerna. Med två eller fler inputdata går det med hjälp av ANOVA att analysera skillnaden mellan data och analysera respektive avvikelse i faktorerna [6]. 8
17 I en tvåvägs-anova, med interaktion mellan faktorerna, ligger fokus på två faktorer. Faktor ett har betydelse för effekten på faktor två. För att se om faktorerna påverkar varandra måste upprepade observationer göras för varje kombination. Upprepningen gör det möjligt att skilja på slumpmässig variation och ändringar, som beror på interaktion mellan faktorerna. Faktor A har beteckningen i och antalet faktorer A i testet kallas för a. Faktor B har beteckningen j och antalet faktorer B i testet kallas för b. Upprepningen i testet har beteckningen k och antalet upprepningar per mätning kallas för n. Totala antalet mätningar för testet beräknas enligt n tot abn. (18) För faktor A blir totala antalet mätningar bn och för faktor B blir totala antalet mätningar an. En tvåvägs-anova börjar med att fyra medelvärden beräknas. Första medelvärdet är xi som står för faktor A och definieras som x i b j n k x ijk 1 1 (19) bn där x ijk är uppmätta värden. Andra medelvärdet är x j som är för faktor B och definieras som x j a n xijk i k 1 1. (20) an Eftersom fokus ligger på interaktionen mellan faktor A och faktor B i en tvåvägs-anova, definieras tredje medelvärdet x ij som x ij n xijk k 1 n. (21) Fjärde och sista medelvärdet som måste beräknas är totala medelvärdet x och beräknas enligt a b n i j k x ijk x (22) abn I ANOVA-metoden beräknas sedan kvadratsummorna, som är differenserna mellan de genomsnittliga värdena från de olika grupperna och det totala genomsnittsvärdet. SS (eng. sum of squares) är beteckningen för kvadratsummorna. Kvadratsummorna för faktor A, samt faktor B beräknas och definieras som SS A bn a xi x i 1 2 (23) och 9
18 SS B an b x j x j 1 2. (24) Kvadratsumman för fel SSE (E för Error) beräknas. Fel betyder inte att mätningen är fel eller att beräkningarna är fel, utan fel är skillnaden mellan observationerna och genomsnittsvärdena i de olika grupperna. För att beräkna kvadratsumman SSE används följande formel SS E a b n xijk xij i 1 j 1 k 1 2 (25) Kvadratsumman för interaktionen mellan faktor A och faktor B beräknas enligt SS AB n a b xij xi x j x i 1 j 1 2. (26) Totala kvadratsumman blir SS T a b n xijk x i 1 j 1 k 1 2. (27) För att kontrollera att kvadratsummorna beräknats rätt används följande ekvation SS T SS SS SS SS. (28) A B E AB Nästa steg i ANOVA-modellen är att ta reda på frihetsgraderna. Frihetsgrader definieras som en uppskattning av det okända antalet n observationer. För varje känt n förbrukas en frihetsgrad. Det finns bara n-1 frihetsgrader kvar som beräknas enligt n tot 1 abn 1. (29) Frihetsgraderna för faktor A är a-1 och frihetsgraderna för faktor B är b-1. För integrationen mellan faktor A och faktor B blir frihetsgraden a 1 b 1 Fg AB. (30) Antalet frihetsgrader för SSE är Fg E ab n 1. (31) Varianserna beräknas med hjälp av frihetsgraderna. För att beräkna varianserna divideras kvadratsummorna med antalet frihetsgrader. Variansen för faktor A beräknas enligt följande ekvation 2 SS A S A. (32) a 1 Variansen för faktor B beräknas med hjälp av följande ekvation 10
19 Interaktionen mellan faktor A och faktor B beräknas enligt För att ta reda på variansen för felet beräknas följande ekvation 2 SS B S B. (33) b 1 2 SS AB S AB. (34) Fg AB 2 SSE SE. (35) Fg För att jämföra varianserna för faktor A, faktor B och interaktionen mellan faktor A och faktor B, med variansen för felet, används Fobs som beräknas enligt följande och E 2 S A FA, obs, 2 (36) S E 2 S B FB, obs, 2 (37) S E 2 S AB FAB, obs. 2 (38) S Fobs-värdet jämförs med ett kritiskt F-värde (bilaga 5), som ofta har en signifikansnivå på fem procent och formeln för det kritiska F-värdet brukar skrivas enligt följande [12] Fem procent signifikansnivå E F F Fg, Fg. (39) A, krit 0,05 A E Den riktiga standardavvikelsen för hela populationen betecknas med σ och det okända medelvärdet betecknas med µ. Den uppmätta standardavvikelsen betecknas med S och närmar sig den riktiga standardavvikelsen σ desto fler mätningar som utförs. Då antalet mätningar går mot oändligheten är σ = S. För att slippa göra oändligt många mätningar går det att använda ekvationen 1 95 procent (40) s där αs är signifikansnivå, för att säkra att det uppmätta intervallet täcker µ. Intervallet kallas därför för 95 procent konfidensintervall och då blir αs lika med fem procent. Vilket betyder att med 95 procent säkerhet ligger det okända medelvärdet µ ligger inom intervallet. [12] 11
.")
20 Hypoteser Under testplanering formuleras en hypotes för att med hjälp av testet bestämma om hypotesen stämmer eller inte. En nollhypotes H0 tas fram, men även en mothypotes H1, som hävdas om H0 skulle avvisas. Hypoteserna kontrolleras med hjälp av att jämföra observerade F-värdet mot kritiska F-värdet (se figur 4). Det går aldrig att vara 100 procent säker när hypotesen hävdas, därför väljs en signifikansnivå αs, i det här fallet till fem procent. Betydelsen blir att en sannolikhet på fem procent godtas när hypotesen fastställs. Vid tvåvägs-anova används ofta tre hypoteser som brukar beskrivas enligt nedanstående punktlista. Hypotesen för faktor A, H0: Faktor A kommer inte ha effekt på resultatet. Motsatsen blir H1: Faktor A har effekt på resultatet. Hypotesen för faktor B, H0: Faktor B kommer inte ha effekt på resultatet. Motsatsen blir H1: Faktor B har effekt på resultatet. Hypotesen för interaktionen mellan faktor A och faktor B, H0: Interaktionen mellan faktor A och faktor B kommer inte ha effekt på resultatet. Motsatsen blir H1: Interaktionen mellan faktor A och faktor B har effekt på resultatet. [12] Figur 4 Kurva av F-värdet. Om F krit < F obs kan slutsatsen dras, att faktorn har betydelse för mätningen och nollhypotesen avvisas. Om F krit > F obs kan slutsatsen dras, att förändringar i faktorn inte har betydelse för mätningen och nollhypotesen inte avvisas Tillvägagångssätt vid mätningar Upplägget av mätningar är viktigt för resultatet, ett dåligt upplägg kan leda till att felaktiga slutsatser dras utifrån mätningarnas resultat. Viktiga delar i mätningarna är antalet komponenter, antalet mätningar per komponent, valet av komponenter och antalet mätningar som genomförs för att få ett resultat som stämmer överens med verkligheten [8]. Burdick et al. [8] rekommenderar att fokus bör ligga på att ha många produkter och få mätningar, istället för få produkter med många mätningar. Anledningarna är följande 1. Variansen i produktionen inte visas och risken är att bara godkända produkter kom med i mätningarna. 12

21 2. Det är viktigt att välja produkter från olika tillverkningstillfällen. Mätvärdet kan ändras beroende på vilken operatör som utförde mätningarna, vilket mätdon som användes och vilken miljö produkten tillverkats i. 3. När många mätningar utförs på samma produkt har operatören ofta svårt att ha en slumpmässig ordning av testerna. Om inte testerna görs slumpmässigt kan viktiga källor till variabiliteten missas. En påverkande parameter, när tester genomförs, kan vara värme, vilket kan påverka mätdonet som i sin tur påverkar mätresultatet. När tester genomförs måste produkten och mätdonet gå tillbaka till ursprunglig temperatur om flera tester utförs efter varandra Risker med mätsystem Det finns två risker med mätsystem, 1. Att operatören dömer ut en kvalificerad produkt som defekt. 2. Att kunder dömer en defekt produkt som kvalificerad. Riskerna beror på att mätsystemet inte alltid visar de exakta dimensionerna av en produkt och ger mätningar som avviker från det sanna värdet. Risk nummer två är extra viktig eftersom det påverkar direkt följande tillverkningsprocesser och kan orsaka kundklagomål. [3] För att fastställa att en godkänd produkt kommer till kunden bör mätningar utföras, där kvalitén kontrolleras. En produkt under test mäts för att kontrollera om produkten uppfyller kraven. Kontrollen ger upphov till två olika typer av underkännande, falskt underkännande och felaktigt godkännande, visas i figur 5. Falskt underkännande betyder att en korrekt produkt inte klarade testkraven och felaktig godkännande betyder att en felaktig produkt klarade mätningarna. [13] Figur 5 Den blå linjen som representerar testgränsen, höger om linjen är värden, som klarade mätningarna. Röda linjen representerar en produktspecifikation, som kan skilja från testgränsen. Värden ovanför röda linjen är produkter som produktspecifikt är godkända. Oftast sätts testgränserna innanför gränsen för vad som är acceptabelt, för att minska risken att skicka iväg en dålig produkt till kunderna. Detta leder till att felaktigt godkända värden minskar, dock ökar falskt underkännande [13]. 13

22 2.1.6 Kalibrering Det är viktigt att rätt kompetens finns för att tillämpa mätsystemet där det används. En regelbunden funktionskontroll i form av kalibrering utförs för varje mätdon. De kalibreras för att säkerställa att mätdonen visar rätt mätresultat [16]. Vid kalibrering jämförs mätdonet mot ett korrekt, mått som kommer från en standard. Bästa mätförmågan uppnås när mätosäkerheten är som lägst [17]. En oplanerad kalibrering kan behövas om ett mätdon misstänks ha utsatts för påfrestningar utöver det normala [16]. Kalibrering av skjutmått, mikrometer och mätsticka bör ske med sex månaders intervall [18]. 2.2 Orsak-verkan-diagram För att upptäcka grundorsaken till ett problem kan ett orsak-verkan-diagram vara till hjälp (figur 6). Diagrammet används för att undersöka områden som kan vara orsaken till problemet. Det kan vara till hjälp att använda sju stycken M: management, människan, metod, mätning, maskin, material och miljö för att komma på områden. Varje område undersöks enskilt för att hitta de underliggande detaljer, som kan orsaka problemet eller variationen. När samtliga underliggande detaljer är funna på första området, kan nästa område påbörjas. Orsakverkan-diagrammet ger underlag för att veta vilka faktorer som påverkar problemet och dessa blir då lättare att åtgärda. [19, 20] Figur 6 Mall för ett orsak-verkan-diagram med exempel på rubriker. 2.3 Längdutvidgning Stål har egenskapen att de utvidgas och krymper vid temperaturförändringar. Mellan 0 och grader Celsius är stålets genomsnittliga utvidgningskoefficient m / K, vilket innebär att stålet utvidgas 0,012 millimeter per ökad grad Celsius och krymper lika mycket för varje minskad grad. [21] l 14
23 3 Metod och genomförande I det här kapitlet redogörs hur arbetet genomförts och vilka metoder som använts. Arbetet började med att intervjuer och observationer genomfördes på SKF i Hofors. För att uppfylla syftet och målet gjordes en mätsystemanalys som innehöll försöksplanering, mätning, ANOVA och Gauge R&R eftersom de uppfyller vad SKF i Hofors efterfrågar. Arbetet avslutades med att ett orsak-verkan-diagram utfördes för att ta reda på orsaker till noggrannheten i mätningarna. 3.1 Intervju och observationer Semistrukturerade intervjuer är en kvalitativ metod som är flexibel och öppen. Metoden går ut på att det finns bestämda frågor som intervjun ska kretsa kring och börjar ofta med öppna frågor. Intervjupersonens uppfattningar och tolkningar är i fokus, det ses inte som negativt att intervjupersonen avviker ifrån de förutbestämda frågorna. Eftersom frågorna är öppna och avvikelser får förkomma går det att få en uppfattning av intervjupersonens känslor, värderingar och normer. Ostrukturerade observationer används när det inte finns specifik aktivitet som förutbestäms och det finns inget observationsschema, vilket ger en överblick över en situation eller miljö. [22] Semistrukturerade intervjuer genomfördes med en person åt gången men med totalt tre anställda som ansvarade för olika områden i mätprocessen. Intervjuernas syfte var att ge en överblick över processen för mätningarna vid SKF i Hofors. Intervjufrågorna återfinns i bilaga 1. För en tydligare nulägesbild som komplement till intervjuerna utfördes även ostrukturerade observationer av mätrelaterade områden. 3.2 Försöksplanering En försöksplan utformades för att få ett testresultat som stämde överens med verkligheten och för att minimera inverkan av försöksfel [23]. Försöksplanering var viktig för validiteten i mätningarna som utfördes [12]. I försöksplaneringen var det viktigt att parametrarna, som gav osäkerhet, uppmärksammades för att ta reda på hur parametrarna påverkade resultatet. Exempel på parametrar som kunde vara svåra att påverka presenteras nedan [11]. - Ofullständig kunskap om mätdonet. - Bristande kunskap i hur miljön påverkar mätningen. - Skillnaden mellan olika operatörers sätt att läsa av mätdon. - Dålig upplösning på mätdonet, vilket gör det svårt att läsa av. - Dåligt kalibrerat mätdon eller dåligt kalibrerade referensmaterial. För att minska mätosäkerheten bör de icke påverkningsbara parametrarna vara konstanta. Det kunde bland annat handla om att kontrollera temperaturen och luftfuktigheten i rummet under tiden mätningarna utfördes [15, 24]. Andra parametrar kunde vara att mätning inte skulle ske tätt inpå bearbetningen, eftersom produkten fortfarande kunde vara varm och värmen kunde påverka resultatet [21]. Valet av operatörer som utför mätningarna var också en viktig parameter. Valet av operatör grundades på erfarenhet av mätning och av produkten (3.3 Mätning). 15
24 Tio produkter, tre operatörer och tre upprepade mätningar bör användas i en mätsystemanalys [3, 15]. Det användes i test 1 (3.3 Mätning). Eftersom SKF i Hofors bara hade tre mätdon i varje storlek blev det antalet mätdon som användes i test 2. Försöksplaneringen innehöll ett pilottest för att skapa erfarenhet, samt för att få förståelse för produkterna och mätdonen på SKF i Hofors. Vid försöksplanering var valet av beräkningsmetod viktigt. Tvåvägs-ANOVA valdes eftersom den undersöker avvikelserna hos två faktorer oberoende av varandra [12]. Gauge R&R valdes för att undersöka repeterbarheten och reproducerbarheten i mätsystemet. När tvåvägs- ANOVA och Gauge R&R användes var det viktigt att mätningarna utfördes slumpmässigt. Randomisering användes för att arrangera en slumpmässig ordning, genom exempelvis lottning för statistisk försöksplanering. Den slumpmässiga ordningen användes för att undvika systematiska fel i mätningarna [25]. 3.3 Mätning Mätningarna genomfördes enligt försöksplaneringen. För mätsystemanalysen samlades en mängd mätdata in genom tester. Efter pilottestet genomfördes två nya tester, med förbättringar utifrån pilottestet. Förbättringarna som gjordes var att de mätande operatörerna intervjuades angående erfarenhet, mätmetoder, skiftpasset de jobbade på vid mättillfället innan mätstart. Produktens artikelnummer, mätdonsnummer, datum för senaste kalibrering, samt datum och tid för testet dokumenterades. Temperatur och luftfuktighet kontrollerades. SKF har en standard som beskriver vilket mätdon som ska användas till specifika typer av mått. Mikrometer användes vid diametermått, skjutmått vid längdmått och mätsticka vid koniska innerdiametrar. Skjutmåttet, som användes vid mätningen, var digitalt och hade en noggrannhet på tiondels millimeter med en precision på fem hundradels millimeter. Mikrometern och mätstickan hade en mätnoggrannhet på hundradels millimeter med en precision på fem tusendels millimeter. Mätdata dokumenterades av författarna i testprotokollet, som återfinns i bilaga 2. Mätresultatet analyserades i Microsoft Excel med hjälp av Gauge R&R och tvåvägs-anova för att upptäcka variationer och standardavvikelser i mätningarna. Testerna utfördes med tre olika typer av mätdon, mätsticka, mikrometer och skjutmått efter överenskommelse med handledarna på SKF i Hofors. Mätningarna utfördes i verkstadsmiljö där temperaturen och luftfuktigheten kontrollerades vid tre tillfällen med en Wöhler CDL 210. Kontrollerna skedde mellan varje operatörs mätningar, för att säkerställa att förutsättningarna inte förändrades Test 1 I test 1 var det tre operatörer med likvärdig erfarenhet som utförde mätningar på tio exemplar av samma produkt. Anledningen till att operatörerna hade likvärdig erfarenhet var för att de flesta som arbetade där hade gjort det länge och hade därmed lång erfarenhet, vilket innebar att testet speglade verkligheten. Mätningarna upprepades tre gånger av varje operatör med ett skjutmått och en mikrometer, vilket resulterade i totalt 180 mätningar. Eftersom slumpmässighet önskades vid en mätsystemanalys, enligt ANOVA och Gauge R&R, bestämdes mätordningen med hjälp av lottdragning före varje mätning. 16
25 Test 1 utfördes på muttrar, se figur 7. Yttertemperaturen i luften var mellan noll och två grader. Lokalen där mätningen utfördes hade en temperatur på 22,4 grader Celsius och luftfuktigheten var 19,2 procent RF. Muttrarna hade tillverkats fem dagar tidigare och hade därmed hunnit svalna efter tillverkningen. Skjutmåttet, som användes, hade mätdonsnummer 7887 och ska kalibreras nästa gång i december Mikrometern hade mätdonsnummer 7932 och ska kalibreras nästa gång i april Figur 7 Mutter som mättes i test 1. Mätningar gjordes med skjutmått på L1 och mätningar med mikrometer på ød. Operatör 1 hade 22 års erfarenhet av mätning. Huvuduppgiften var dock inte mätning av muttrar. Operatör 2 hade 15 års erfarenhet av mätning och hade erfarenhet av att mäta muttrar men inte som huvuduppgift. Operatör 3 hade 17 års erfarenhet av mätning. Det huvudsakliga arbetsområdet var mätning av muttrar. Alla tre operatörer började sitt skift klockan samma morgon som mätningarna utfördes. Operatör 1 hade som rutin att alltid mäta varje produkt två gånger, medan operatör 2 och operatör 3 endast genomförde mätningar en gång Test 2 I test 2 utfördes mätningarna med tre olika mätstickor, av tre operatörer med likvärdig erfarenhet, av samma anledning som i det föregående testet. Varje operatör mätte samma produkt tre gånger, vilket resulterade i totalt 27 mätningar. Anledningen till att samma produkt användes, men olika mätdon, var för att undersöka hur mätstickan respektive operatören påverkade mätresultatet. På grund av att de koniska produkterna sällan finns i många exemplar gjordes mätningen utifrån variationerna mellan mätdonet istället för mellan produkterna. Även i andra testet utfördes mätningarna i en slumpmässig ordning. När mätningarna genomfördes ritades en punkt på produkten P1 millimeter in från kanten för att operatörerna enkelt skulle hitta mätpunkten. Test 2 utfördes på en koppling, se figur 8. Yttertemperaturen i luften var mellan noll och två grader. Temperaturen där mätningen utfördes var 21,5 grader Celsius och luftfuktigheten var 19,4 procent RF. Kopplingen hade tillverkats två dagar tidigare och hade därmed hunnit 17
26 svalna efter tillverkningen. Första mätstickan, som användes, hade mätdonsnummer 7608 och ska kalibreras nästa gång i februari Andra mätstickan hade mätdonsnummer 7870 och ska kalibreras nästa gång i oktober Tredje mätstickan hade mätdonsnummer 7810 och ska kalibreras nästa gång i februari Figur 8 Koppling som mätningarna i test 2 utfördes på. Mätningar med mätsticka gjordes på d1. Operatör 4 hade 22 års erfarenhet av mätning, men nio års erfarenhet av att mäta kopplingar. Operatör 5 hade 50 års erfarenhet av mätning, men 21 års erfarenhet av att mäta kopplingar. Operatör 6 hade 17 års erfarenhet av mätning, där huvudsakliga arbetsområdet hela tiden har varit mätning av kopplingar. De tre operatörerna började sitt skift klockan samma morgon som mätningarna utfördes. Det fanns ingen specifik mätmetod som operatörerna skulle hålla sig till, men operatör 4 hade som rutin att alltid mäta varje produkt två-tre gånger för att säkerställa måttet. Operatör 5 började varje mätning med att söka den uppritade mätpunkten noga. Operatör 6 hade ingen speciell mätmetod. 3.4 Variansanalys Data från mätningarna fördes in i Microsoft Excel, för att underlätta analysen och beräkningarna. I test 1 valdes faktor A till produkter och faktor B valdes till operatörer. I test 2 valdes faktor A till mätdon och faktor B användes till operatör precis som i test 1. För att följa modellen i tvåvägs-anova började beräkningarna med medelvärdena. För att beräkna medelvärdet användes ekvationerna (19), (20), (21) och (22). Nästa steg i tvåvägs- ANOVA var att beräkna kvadratsummorna, som beräknades för produkterna och operatörerna med hjälp av ekvation (23) och (24). För att beräkna kvadratsumman för felet användes ekvation (25) och totala kvadratsumman beräknades enligt ekvation (27). För att beräkna kvadratsumman för interaktionen mellan operatör och produkt omformulerades ekvation (28) till SS AB SS SS SS SS (41) T A B E. När kvadratsummorna var beräknade var nästa steg i tvåvägs-anova att beräkna frihetsgraderna. Den totala frihetsgraden beräknades enligt ekvation (29). Frihetsgraderna för 18
27 operatör och produkt beräknades till ett mindre än antalet operatörer och produkter som användes i mätningarna. Frihetsgraden för interaktionen mellan operatör och produkt beräknades enligt ekvation (30). Ekvation (31) användes för att beräkna frihetsgraden för felet. Nästa steg i tvåvägs-anova efter att frihetsgraderna beräknades var att beräkna variansen. För att beräkna variansen för operatör, produkt, interaktionen mellan operatör och produkt, samt för felet dividerades kvadratsummorna med antalet frihetsgrader i beräkningarna. Divisionerna visas i ekvationerna (32), (33), (34) och (35). ANOVA-modellens nästa steg var att beräkna Fobs-värdet, för att jämföra variansen för faktorerna med variansen med felet. Formeln för att beräkna Fobs-värdet för operatör, produkt och interaktionen mellan operatör och produkt var nästan lika och visas i ekvation (36), (37) och (38). Det kritiska F-värdet lästes av från tabell (bilaga 5) och jämfördes med det observerade F-värdet. Eftersom en tvåvägs-anova användes undersöktes tre nollhypoteser med tillhörande mothypoteser för varje test, se kapitel I test 1 användes följande nollhypoteser: - Ho: Operatörerna har inte effekt på resultatet. - Ho: Produkterna har inte effekt på resultatet. - Ho: Interaktionen mellan operatörerna och produkterna har inte effekt på resultatet. I test 2 användes följande nollhypoteser: - Ho: Operatörerna har inte effekt på resultatet. - Ho: Mätdonet har inte effekt på resultatet. - Ho: Interaktionen mellan operatörerna och mätdonet har inte effekt på resultatet. 3.5 Gauge R&R Precis som med ANOVA fördes data från mätningarna in i Microsoft Excel, för att underlätta analysen och beräkningarna. Gauge R&R började med att repeterbarheten beräknades enligt ekvation (7), för att sedan beräkna reproducerbarheten med hjälp av ekvation (9). Eftersom Gauge R&R bestod av repeterbarheten och reproducerbarheten beräknades GRR med hjälp av ekvation (10). Med hjälp av ekvation (12) beräknades detalj-detalj variationen som var viktig för att beräkna den totala variationen med hjälp av ekvation (13). I ekvationerna (7), (9), (10), (12) och (13) beräknades bara variationerna för de olika parametrarna. För att sedan få ut en användbar siffra beräknades procenten för de olika parametrarna genom ekvationerna (14), (15), (16) och (17). Procentsatserna gick sedan att jämföra med rekommendationerna för %GRR beräkningar. 19
28 3.6 Orsak-verkan-diagram Orsak-verkan-diagrammet användes framför allt för att identifiera troliga orsaker till avvikande noggrannhet i mätningen. Tillvägagångsättet var följande: 1. Problemet definierades tydligt och problemet användes i det här arbetet var, vad kan orsaka kvalitetsproblem? 2. Huvudgrupper bestämdes för att ta reda på anledningarna till problemet. För att komma på huvudgrupperna användes de sju stycken M:en, management, människan, metod, mätning, maskin, material och miljö. 3. För att ta reda på orsaker till problemet genomfördes ett idémöte mellan författarna av arbetet. För att underlätta och strukturera upp idémötet undersöktes en huvudgrupp i taget. 4. För att strukturera upp och undvika dubbletter grupperades orsakerna. Överflödiga huvudgrupper togs bort och vid behov adderades nya huvudgrupper. Huvudgrupperna som till slut användes i det här arbetet var operatör, maskin, miljö, metod, mätdon och material. Orsak-verkan-diagrammet presenteras i bilaga 6. 20
29 4 Resultat Resultatet av arbetet ledde till mätsystemanalyser utförda med tre olika sorters mätdon på två olika produkter. Resultaten från mätsystemanalyserna redovisas uppdelat mellan varje mätdon. Varje mätdon har ett resultat från tvåvägs-anova, ett resultat från Gauge R&R och ett resultat över mätvärdenas spridning. Slutligen redovisas resultatet av orsak-verkandiagrammet. 4.1 Skjutmått Första testet bestod av två mätningar med olika mätdon som summerades i tabeller. Första mätdonet är skjutmått. I tabell 1 visas värdena från tvåvägs-anova. Tabell 1 Beräkningsresultatet från tvåvägs-anova med skjutmått för test 1. Fobs Standardavvikelse Operatör 16,32 5,453E-02 Produkt 5,67 3,213E-02 Fel 1,350E-02 Interaktion 1,58 1,697E-02 Total Det kritiska F-värdet utläses från bilaga 5 och för operatör är det 3,15, vilket är mindre än 16,32 som är det observerade F-värdet. För produkt är det kritiska F-värdet 2,04 vilket är mindre än 5,67 som är det observerade F-värdet. Kritiska F-värdet för interaktionen mellan operatör och produkt är 1,78 vilket är mer än det observerade F-värdet som är 1,58. Standardavvikelsen vid mätningen med skjutmått kan avläsas i tabell 1, där standardavvikelsen är som störst för operatörer på 0, Produkten och interaktionen mellan operatör och produkt har en standardavvikelse på 0,0321 respektive 0,017. Standardavvikelsen för felet är minst på 0,0135. I tabell 2 visas värdena från Gauge R&R. Tabell 2 Beräkningsresultatet från Gauge R&R med skjutmått för test 1. Varians % Repeterbarhet 57,43% Reproducerbarhet 53,75% Mätsystemvariation 78,66% Detalj-detalj variation 61,75% Från tabell 2 avläses repeterbarheten på 57,78 procent, reproducerbarheten på 54,07 procent och mätsystemvariationen på 79,13 procent. detalj-detalj variationen avläses till 61,14 procent. 21
30 I figur 9 presenteras alla uppmätta värden från mätningarna med skjutmått Figur 9 Mätvärdeshistogram där den horisontella axeln visar uppmätt värde av mutterns längd och den vertikala axeln visar antal mätningar. Mätningarna sprider mellan 47,98 och 48, Mikrometer I den andra mätningen för test 1 användes mikrometer som mätdon. I tabell 3 visas värdena från tvåvägs-anova. Tabell 3 Beräkningsresultatet från tvåvägs-anova med mikrometer för test 1. Fobs Standardavvikelse Operatör 33,86 1,623E-02 Produkt 12,63 9,913E-03 Fel 2,789E-03 Interaktion 2,59 4,486E-03 Total För mätningen med mikrometer kan det observerade F-värdet avläsas i tabell 3 och för operatör är det 33,86, vilket är större än 3,15. Det observerade F-värdet för produkten är 12,63 vilket är större än 2,04. Det observerade F-värdet för interaktionen mellan operatör och produkt är 2,59 vilket också är större än 1,78. I tabell 3 kan standardavvikelsen avläsas. Precis som i testet för skjutmått är det operatör som har den största standardavvikelsen, i mätningen är den 0,0162. Den lägsta standardavvikelsen är 0,0028 som är för felet. Produkt och interaktionen mellan produkt och operatör har en standardavvikelse på 0,00991 och 0, I tabell 4 visas värdena från Gauge R&R. 22
31 Tabell 4 Beräkningsresultatet från Gauge R&R med mikrometer för test1. Varians % Repeterbarhet 31,59% Reproducerbarhet 61,67% Mätsystemvariation 69,29% Detalj-detalj variation 72,10% Utifrån tabell 4 kan variationerna för repeterbarhet, reproducerbarhet, mätsystemet och detalj-detalj utläsas. Repeterbarheten är 32,10 procent, reproducerbarheten är 68,77 procent, mätsystemets variation är 75,89 procent och detalj-detalj variationen är 65,12 procent. I figur 10 presenteras alla uppmätta värden från mätningarna med mikrometer Figur 10 Mätvärdeshistogram där den horisontella axeln visar uppmätt värde av mutterns diameter och den vertikala axeln visar antal mätningar. Mätningarna sprider endast mellan 101,74 och 101, Mätsticka Test 2 bestod bara av mätning av en produkt till skillnad från tio produkter som i test 1 och mätningarna genomfördes mätningen med tre mätstickor. I tabell 5 visas värdena från tvåvägs-anova. Tabell 5 Beräkningsresultatet från tvåvägs-anova med mätsticka för test 2. Fobs Standardavvikelse Operatör 0,43 1,667E-03 Mätdon 5,57 6,009E-03 Fel 2,546E-03 Interaktion 0,86 2,357E-03 Total Operatör och mätdon har samma kritiska F-värde som är 3,55. Det observerade F-värdet för operatör är mindre än det kritiska. Det observerade F-värdet för mätdon är mindre än det 23
32 kritiska F-värdet. Det kritiska F-värdet för interaktionen mellan operatör och mätdon är 2,93, vilket är större än 1,31 som är det observerade värdet. Tabell 5 visar standardavvikelsen. Största standardavvikelsen har mätdon som ligger på 0,006. Felet och interaktionen mellan mätdon och operatör ligger på 0,00255 respektive 0, Minsta standardavvikelsen har operatör på 0, I tabell 6 visas värdena från Gauge R&R. Tabell 6 Beräkningsresultatet från Gauge R&R med mätsticka för test 2. Varians % Repeterbarhet 56,65% Reproducerbarhet 23,43% Mätsystemvariation 61,31% Detalj-detalj variation 79,00% Utifrån tabell 6 kan variationerna för repeterbarhet, reproducerbarhet, mätsystemet och detaljdetalj utläsas. Repeterbarheten är 62,61 procent, reproducerbarheten är 7,49 procent, mätsystemets variation är 63,06 procent och detalj-detalj variationen är 77,61 procent. I figur 11 presenteras alla uppmätta värden från mätningarna med mikrometer Figur 11 Mätvärdeshistogram där den horisontella axeln visar uppmätt värde av kopplingens innerdiameter och den vertikala axeln visar antal mätningar. Mätningarna sprider mellan 103,115 och 103, Orsak-verkan-diagram Orsaker till vad som kan påverka kvalitetsproblem presenteras i bilaga 6. De huvudgrupper som beaktades var: operatör, maskin, miljö, metod, mätdon och material. 24
33 5 Analys Resultatet från mätsystemanalysen analyseras uppdelat mellan varje mätdon. Resultatet analyseras med avseende på bland annat mätdon, produkter, operatörer och förutsättningar. En separat analys över toleranserna redovisas för varje mätdon. Det presenteras även en jämförelse mellan test 1 och test 2 för att lyfta fram likheter och skillnader mellan testerna. Även en analys av orsak-verkan-diagrammet presenteras. 5.1 Skjutmått Alla produkter, som mättes i testet med skjutmått, kom från samma tillverkningstillfälle. Därför skiljer inte produkterna i storlek. Det blev därför lätt att upptäcka skillnader och mönster i operatörernas mätningar. På rad 5, 11 och 17 i bilaga 3 kan skillnaderna mellan operatörernas värden avläsas. Operatör 1 och operatör 3 skiljer sig lite mellan värdena eftersom produkterna som skiljer mest bara skiljer 0,03 millimeter mellan det högsta och det lägsta värdet. Operatör 2 skiljer mest mellan värdena eftersom tre produkter har skillnader på 0,09, 0,06 och 0,04 millimeter. Mätvärdena ligger mellan 47,98 och 48,05 millimeter med ett utstickande värde på 48,09 millimeter. Det utstickande värdet kan ses som en felmätning som bara uppstod en gång. Det kan bero på många faktorer exempelvis att operatören inte kommit in i mätningarna. Produkten har en toleransvidd på 48,3-47,7 millimeter. Alla uppmätta värden ligger inom området och det flesta värdena ligger runt mitten av toleransområdet. Från beräkningarna av tvåvägs-anova kan de påverkande faktorerna avläsas. Produkt och operatör påverkar resultatet eftersom nollhypotesen H0 avvisas på grund av höga Fobs värden. Dock påverkar inte interaktionen mellan operatör och produkt. Standardavvikelsen visar att produkt och operatör påverkar resultatet mer än vad interaktionen mellan operatör och produkt samt felet gör. Det betyder att både standardavvikelsen och nollhypotesen ger samma resultat. Gauge R&R beräkningarna visar att repeterbarheten och reproducerbarheten ligger mellan 50 och 60 procent vilket är långt över acceptabelt värde. Eftersom repeterbarheten och reproducerbarheten ligger högt resulterar de i att mätsystemvariationen också blir hög. För att minska mätsystemvariationen måste både repeterbarheten och reproducerbarheten förbättras. 5.2 Mikrometer Mätningarna med mikrometer genomfördes på samma produkter som mätningarna med skjutmått, vilket gör att mätningarna inte skiljer mellan produkterna i storlek. På rad 5, 11 och 17 i bilaga 3 kan skillnaderna mellan operatörernas värden avläsas. Operatör 1 har samma värden under varje upprepning för varje produkt, förutom på produkt 10 där det skiljer sig åt. Det är en följd av att Operatör 1 mäter konsekvent och får samma resultat nästan varje gång. Operatör 2 skiljer på tre mätningar på tre olika produkter. Det är bara under första upprepningen som värdena skiljer sig åt och på de två sista upprepningarna är värdena lika. En orsak kan vara att operatör 2 behöver några mätningar för att få in rätt teknik och att första mätningen är svår att få rätt. En annan orsak kan vara att operatören kunde komma ihåg vilka värden som tidigare mätning visat trots att mätningarna genomfördes slumpmässigt. Mätningar för operatör 3 skiljer två gånger på två produkter. Det är bara under första 25
34 upprepningen som det skiljer och sen blir värdena lika. Mätresultat blir ofta konsekventa vid mätning av ett diametermått med en mikrometer. Detta kan orsaka att det knappt är någon skillnad i mätresultatet och att värdena ligger nära varandra. Mätningarna med mikrometer visar endast värden mellan 101,75 och 101,74. Produkten har en toleransvidd på ,5, vilket betyder att alla uppmätta värden ligger centrerat inom toleransområdet. Eftersom det var ett år sedan senaste kalibreringstillfället kan osäkerheter hos mätdonet förekommit under testet. Beräkningarna av tvåvägs-anova används för att ta reda på vilka parametrar som påverkar resultatet. Resultatet visar att både operatör, produkt och interaktionen mellan operatör och produkt påverkar mätresultatet eftersom alla tre Fobs överskrider Fkrit. Det måste ske en förändring. Interaktionen mellan operatör och produkt är den parameter som ligger lägst och därför också lägst prioriterad. Även i den här mätningen kan standardavvikelsen användas för säkra upp nollhypotesen. Beräkningarna av Gauge R&R visar att repeterbarheten nästan är acceptabel. Repeterbarheten ligger precis på gränsen då det acceptabla värdet är 30 procent och repeterbarheten ligger på 32,10 procent. Reproducerbarheten ligger högt vilket påverkar att mätsystemvariationen också ligger för högt. Eftersom reproducerbarheten är hög i jämförelse till repeterbarheten kan möjliga orsaker vara följande: - Att operatören måste vara bättre utbildad i hur mätdonet används och avläses. - Att mätdonet är oläsbart. 5.3 Mätsticka Testet gjorde det lätt att upptäcka skillnader och mönster i operatörernas mätningar. På rad 5, 11 och 17 i bilaga 3 kan skillnaderna mellan operatörernas värden avläsas. Operatör 4 har flest lika värden. Endast ett värde avviker med 0,005 millimeter. Operatör 5 har skillnader på flest punkter och har störst intervall på 0,015 millimeter. Operatör 6 har två värden som avviker inom samma intervall på mätningarna som operatör 4. Det avviker som mest med 0,005 millimeter. Det här visar att operatör 4 och operatör 6 är lika i mätningarna, medan operatör 5 har större spridning och drar upp felmarginalen. Test 2 utfördes på en produkt med flera mätdon. Därför är det viktigt hur de olika mätdonen kan ha påverkat resultatet. Följande upptäckter gjordes när mätdonen analyserades. Mätdon 1 visar samma värde under alla mätningar och kalibreringen gjordes ungefär två månader före testet. Mätdon 2 visar störst spridning (0,01 millimeter) på flertalet punkter och kalibreringen utfördes ungefär sex månader före testet. Mätdon 3 visar en spridning på 0,005 millimeter på två mätningar och kalibreringen genomfördes ungefär två månader före testet. Testvärdena från mätningarna med mätsticka visar en variation på 103, ,13 millimeter. Majoriteten av värdena ligger på 103,12 millimeter. Produkten har en toleransvidd på 103,18-103,13 millimeter, vilket betyder att majoriteten av värdena ligger precis utanför toleransområdet. 26
35 Beräkningarna av tvåvägs-anova visar att mätdonet är det som påverkar mest, eftersom Fobs är högre än Fkrit för mätdonet. Nollhypotesen för mätdonet avvisas, vilket betyder att mätdonet påverkar resultatet. Operatörens och interaktionens Fobs överskrider inte Fkrit, vilket betyder att de inte påverkar resultatet tillräckligt för att vara en störande faktor. Standardavvikelsevärdet är lågt, men sticker ut för mätdon, vilket stärker resultatet med nollhypotesen. Beräkningarna av Gauge R&R visar att repeterbarheten är hög eftersom den inte ska överskrida 30 procent och den är 62,61 procent i testet. Reproducerbarheten är väl godkänd eftersom den är under 10 procent. Eftersom repeterbarheten är hög i jämförelse med reproducerbarheten kan det påverkas av - Att mätdonet är i behov av underhåll. - Platsen som mätningarna utförs på måste förbättras. - Det finns en överdriven variation inom mätdonen. 5.4 Toleransanalys I mätningarna med skjutmått uppgår utfallet till 18 procent av toleransvidden, vilket är under gränsen för att bli godkänd men över tioprocentgränsen, som utfallet bör hamna under. Fast procenten för Gauge R&R inte är godkänd anses spridningen vara godkänd i relation till toleransvidden. För att vara säker på att mätvärdena hamnar inom toleransområdet bör mätvärdena för den här produkten ligga mellan 48,246 och 47,754 millimeter. Eftersom SKF i Hofors inte mäter i tusendelar kan värdena avrundas till 48,25 och 47,75 millimeter. Alla mätvärden i testerna ligger inom toleransgränsen, vilket innebär inga kassationer eller extra bearbetningar krävs för att undvika att produkterna reklameras. I mätningarna med mikrometer uppgår utfallet till två procent av toleransvidden, vilket absolut är acceptabelt eftersom den är långt under tio procent. Trots att procenten för Gauge R&R är för hög för att bli godkänd anses spridningen vara godkänd i relation till toleransvidden. Eftersom procentsatsen för utfallet är låg bör mätvärdena för den här produkten ligga mellan 101,995 och 101,505 millimeter, vilket efter avrundning redan är toleransvidden. Alla värden i mätningen är inom toleransens gränser, vilket innebär att inga kassationer eller extra bearbetningar krävs för att undvika att produkterna reklameras. I mätningarna med mätsticka uppgår utfallet till 30 procent av toleransvidden, vilket är precis på gränsen till att bli godkänt. Trots att procenten för Gauge R&R inte är godkänd anses spridningen vara okej eftersom den är på gränsen till godkänd i relation till toleransvidden. För att vara på den säkra sidan när mätningarna genomförs bör mätvärdena för den här produkten ligga mellan 103,1725 och 103,1375 millimeter, vilket avrundas till 103,17 och 103,14 millimeter. När värdena ligger inom det intervallet säkerställs det att de är inom toleranserna eftersom mätosäkerheter är inräknade. Problemet med den här mätningen är att alla värdena ligger utanför toleransområdet, vilket bör leda till att produkten genomgår en avvikelsehantering. 27
36 5.5 Jämförelse mellan test 1 och test 2 När test 1 och test 2 planerades uppstod det en del skillnader mellan testerna, de kan ha påverkat utfallet av resultatet. En skillnad är att i test 1 genomförs mätningarna på tio muttrar med ett mätdon, i test 2 genomfördes mätningarna på en koppling med tre mätdon. Eftersom mätningarna skulle spegla verkligheten användes operatörer, som hade erfarenhet av att mäta produkterna. Det resulterade i att det var olika mätande operatörer vid testerna. En annan skillnad mellan testerna är mätdonet som användes under mätningarna. En stor skillnad är att alla mätvärden ligger innanför toleransområdet för test 1. För test 2 ligger majoriteten av mätvärdena utanför toleransområdet. Båda mätningarna i test 1 får en godkänd procent toleransvidd medan den procentuella toleransvidden för test 2 ligger precis på gränsen till att vara godkänd. Det finns en del likheter mellan test 1 och test 2. En likhet är att det är lika många upprepade mätningar per operatör, det är även samma antal operatörer på alla mätningar. Eftersom mätningarna utfördes i produktionen på SKF i Hofors hade miljön samma påverkan på mätningarna. Alla operatörer, som genomförde mätningarna, hade lång erfarenhet. Det som skiljer mätningarna åt är att de mätande operatörerna på test 2 hade kopplingarna som huvudsakligsyssla. I test 1 hade operatörerna erfarenhet av mätning av muttrar men två av operatörerna hade en annan produkt som huvudsaklig syssla. Eftersom antalet produkter/mätdon skiljer mellan testerna skiljer också antalet frihetsgrader. Det kritiska F-värdet påverkas av antalet frihetsgrader, se tabell 7. Test 1 har fem av sex röda markeringar, de röda markeringarna betyder att nollhypotesen avvisats. Test 2 har två av tre gröna markeringar, de gröna markeringarna betyder att nollhypotesen inte avvisats. Tabell 7 Det observerade F-värdet och det kritiska F-värdet för testerna. Test 2 Test 1 Skjutmått Fobs Fkrit Operatör 16,32 3,15 Produkt 5,67 2,04 Interaktion 1,58 1,78 Mikrometer Fobs Fkrit Operatör 33,86 3,15 Produkt 12,63 2,04 Interaktion 2,59 1,78 Mätsticka Fobs Fkrit Operatör 0,43 3,55 Mätdon 5,57 3,55 Interaktion 0,86 2,93 28
37 6 Diskussion och slutsatser I nedanstående kapitel diskuteras först metoden och hur metodvalen har påverkat resultatet av arbetet. Därefter redogörs för vilka slutsatser arbetet leder fram till. Slutligen ges förslag till fortsatt arbete för förbättring av mätnoggrannheten. 6.1 Metoddiskussion Intervjuerna och observationerna som genomfördes gav förståelse för hur mätprocessen går till på SKF i Hofors. Frågorna (bilaga 1) antecknades under intervjun. Detta leder till att slutsatser måste dras när svaren sammanställts. Några av frågorna behövde ställas vid två tillfällen för att förstå vad den anställde ville förmedla. För att undvika att slutsatser måste dras och att behöva ställa frågor flera gånger hade det kanske varit bättre att spela in intervjuerna för att komma ihåg exakt vad den anställde sa. Frågorna ställdes bara till ett fåtal anställda vilket gör att svaren kan vara vinklade utifrån den anställdes perspektiv. För att få en bredare och mer detaljerad bild av mätprocessen kunde frågor ha ställts till fler anställda. En annan insamlingsmetod kunde ha varit enkäter, för att få en bredare förståelse av hur de anställda ser på mätprocessen. Författarnas erfarenhet av enkäter är att det är svårt att vara specifik och frågorna blir övergripande. Vid användning av enkäter är det också svårt att ställa följdfrågor vilket kan vara viktigt vid nulägesbeskrivning. Vid mätsystemanalys är försöksplanering A och O. Fokus bör ligga på att ha många produkter och få mätningar istället för få produkter med många mätningar. Produkter från olika tillverkningstillfällen för att få olika förutsättningar. SKF i Hofors producerar bara mot kundorder vilket ledde till att det var svårt att genomföra mätningar på produkter med olika förutsättningar vid ett tillfälle. Därför valdes många produkter från ett och samma tillverkningstillfälle, vilket visade sig inte vara optimalt då produkterna är lika och måttens spridning blir liten. För att få ett resultat, som stämmer mer överens med verkligheten, borde fler mätningar ha genomförts. Pilottestet som genomfördes bidrog till bättre förståelse av hur mätningarna går till, vilket hjälpte inför planeringen av test 1 och test 2. I arbetets försöksplanering var det också viktigt att hålla koll på faktorer som kunde påverka testresultatet. I arbetet låg fokus på temperaturen och luftfuktigheten under mätningarna. Andra faktorer är att olika operatörer har olika metoder för mätning och hur mätdonet lästes av, eller att mätdonet var svåravläst. Olika metoder leder till olika resultat beroende på hur operatören utför mätningen. Ett svåravläst mätdon kan innebära att fel värde avläses, vilket ger missvisande resultat. Vid vilken tid mätningarna utförs kan påverka operatörens mätförmåga, exempelvis om det är sent på ett skift och operatören börjar bli trött. Innan mätningarna genomfördes var det viktigt att ta reda på hur mätningarna för ANOVA och Gauge R&R skulle utföras. Det är viktigt att mätningarna utförs slumpmässigt för att få ett representativt resultat. Det svårt att få en slumpmässighet när få produkter eller mätdon används. Det var lätt att förstå när test 2 genomfördes på bara tre mätdon. Det var passande att genomföra en mindre intervju med operatörerna som utförde mätningarna, för att ta reda på hur deras erfarenhet och mätteknik kan påverka resultatet. Även om andra operatörer utfört testerna hade deras erfarenhet och mätteknik speglat verkligheten, eftersom majoriteten av SKF i Hofors anställda har liknande erfarenhet och ingen standardiserad mätteknik finns. 29
38 Eftersom författarna dokumenterade resultaten vid mätningarna kunde inte operatörerna påverkas av de tidigare dokumenterade resultaten. Mätresultaten analyserades med hjälp av metoderna, tvåvägs-anova och Gauge R&R. Metoderna valdes tidigt i projektet vilket resulterade i att andra analysmetoder snabbt valdes bort. Det hade varit lämpligt att undersöka om det fanns någon annan analysmetod som fungerat bättre i det här arbetet. Både tvåvägs-anova och Gauge R&R är metoder som är lätta att förstå och det finns mycket information om dem. Båda metoderna är även lätta att använda i Microsoft Excel, vilket styrde valet att använda dessa. Orsak-verkan-diagrammet gav underlag för fortsatt problemlösning men det användes också för att strukturera upp och få överblick över variationerna. När analysen genomfördes var det bara författarna som närvarade och kom med förslag. Om någon med mer erfarenhet av mätning och någon anställd på SKF hade varit med vid idémötet hade eventuellt fler delar analyserats och analysen hade blivit bredare. 6.2 Resultatdiskussion Att använda sig av andra operatörer innebär ett annat resultat eftersom det inte finns någon standardiserad mätmetod och alla operatörer mäter med olika metoder. Exempelvis skiljer resultatet sig beroende på vart på produkten operatören mäter, en vridning av produkten på 90 grader kan innebära ett annat resultat. Fler mätningar kan innebära ett bättre resultat, vilket leder till fler förbättringsförslag. Testerna gav höga procentuella värden för mätsystemvariationen. Det beror bland annat på hög procentuell repeterbarhet. Att repeterbarheten procentuellt är hög innebär att ett stort antal produkter behandlas felaktigt gällande kassering och levererade produkter, vilket är en nackdel för SKF. Höga procentuella värden kan bero på att mätdonen inte nollställdes mellan mätningarna. I test 2 kan en orsak till att procenten för repeterbarheten och mätsystemvariationen blev hög vara att mätdonen visade olika resultat. Det kan bero på kalibreringen eftersom mätdonen inte kalibreras samtidigt. Anledningen till att test 1 fick bättre procent av utfallet och att alla uppmätta värden var inom toleransområdet kan bero på att toleransvidden är större hos produkterna i test 1 än test 2. I test 2 är toleransen snävare och produkten är svårare att mäta då den är konisk. Toleransvidden gäller dock bara för de produkter som mättes, på grund av att det inte är produkter från olika tillverkningstillfällen speglas inte den verkliga toleransvidden. Om testerna framför allt test 1 hade gjorts på produkter från olika tillverkningstillfällen hade det blivit ett mer rättvisande resultat jämfört med verkligheten. Eftersom produkterna inte tillverkas mot lager utan främst är kundorderstyrt fanns det ingen möjlighet att hinna med mätningar från olika tillverkningstillfällen inom arbetets korta tidsram. Om författarna hade suttit på SKF i Hofors under arbetet hade det kanske varit möjligt att göra testerna på olika tillverkningstillfällen men det är inte säkert att det hade gjort någon skillnad. Då hade det snabbt upptäckts om en ny order på samma produkt kom in igen, och ett test till hade kunnat utföras snabbt. Om ingen ny order kom in hade det inte varit någon skillnad. Det hade dock inte blivit många olika tillverkningstillfällen inom den korta tiden. 30
39 Eftersom varken värdena av temperaturen eller luftfuktigheten förändras märkbart under mätningarna och inte var anmärkningsvärt höga eller låga kan slutsatsen om att de inte påverkade resultatet märkbart dras. Produkterna lagrades vid tillverkningsplatsen och där genomfördes även mätningarna. Produkterna har därför inte bytt miljö innan mätningarna. Därför drogs slutsatsen att produkterna hade samma temperaturförändring som den omgivande luften. På grund av att materialet utvidgas 0,012mm/grad innebär en temperaturförändring med fem grader en utvidgning på 0,06mm. Under mätningarna skiljde temperaturen som mest med 0,5 grader, vilket innebär en marginell utvidgningsskillnad, som inte påverkar resultatet märkbart. Eftersom testerna utfördes med mer än ett mätdon var operatören därmed tvungen att lägga ner mätdonet för att byta mätdon mellan mätningarna. Därför bör mätdonet inte ha påverkats av temperaturen från operatörens händer. Orsak-verkan-diagrammets resultat hade antagligen innehållit orsaker som speglar de verkliga kvalitetsproblemen som råder på SKF i Hofors om någon från företaget varit med under idémötet. Några av orsakerna i orsak-verkan-diagrammet är mer troliga att påverka SKF i Hofors än andra. Det finns ingen bestämd metod för hur mätningarna ska utföras. Det är viktigt för att minska skillnaden mellan operatörernas mätningar och få ett standardiserat arbetssätt. Kalibrering av mätdonen genomförs en gång per år, enligt mätningarna som genomfördes i det här arbetet är det för sällan. Mätnoggrannheten kan annars påverkas av ett tappat mätdon som fortsatts användas för att ingen defekthet upptäcks förrän vid nollställning, det kan innebära att hela den dagens mätning kan vara missvisande. Stora produkter hos SKF i Hofors är extra känsliga för deformation vilket påverkar mätnoggrannheten. 6.3 Slutsatser För att uppfylla syftet besvaras den inledande frågeställningen. Hur påverkas mätsystemets duglighet? Vilka är de påverkande faktorerna? Mätsystemets duglighet påverkas både av repeterbarheten och reproducerbarheten. De i sin tur påverkas av faktorer som den omgivande miljön, produkten, mätdonet, operatören samt interaktionen mellan mätdonet och operatören. Båda testerna gav resultat som visar att mätsystemen inte är dugliga. Resultatet från testerna på SKF visade att dugligheten berodde på olika faktorer i de olika testerna. I test 1 var det framförallt operatören och produkten, som påverkade mätsystemets duglighet för både skjutmått och mikrometer. I test 2 var det framförallt, mätdonet som påverkade dugligheten i mätsystemet. Metoderna tvåvägs-anova och Gauge R&R tog ingen hänsyn till faktorer som miljön. Därför går det inte att avgöra hur miljön påverkar mätsystemets duglighet. Det går dock att dra slutsatsen att temperaturförändringen inte var tillräcklig för att göra någon större skillnad. Hur kan mätnoggrannheten förbättras? Eftersom ett av mätdonen i test 2 avvek markant från de andra och det avvikande mätdonet kalibrerades fyra månader tidigare än de andra, kan ett tätare kalibreringsintervall vara en lösning. Det skulle leda till mer tillförlitliga mätdon och därmed förbättra mätnoggrannheten. 31
40 En konsekvent mätmetod hos operatörerna ger mer konsekventa mätresultat. En kurs med riktlinjer i hur mätningarna på SKF ska gå till skulle därmed förbättra mätnoggrannheten. Till exempel att alla operatörer måste mäta varje produkt minst två gånger innan mätresultatet dokumenteras för att säkerställa att måttet stämmer. Kursen bör även innehålla information om hur viktigt det är att följa avvikelsehanteringen, då det under test 2 upptäcktes att produkten var utanför toleransområdet men ingen avvikelsehantering gjordes. Det är även viktigt att se till att mätdonen hanteras med den försiktighet som krävs eftersom de är ömtåliga. Att utbilda personalen leder till standardisering och en strukturerad arbetssituation. För att standardisera ännu mer kan ett specifikt mätrum användas för att mätmiljön ska hålla samma förutsättningar vid varje mätning. Vilken typ av datasystem bör användas för avdelningens visande mätdon för geometrisk mätning? För att anpassa datasystemet efter avdelningens behov användes Microsoft Excel som är väl känt av författarna. Andra program som beräknar ANOVA och Gauge R&R hittades. De innehöll mer beräkningar än vad som behövdes i det här arbetet. Ett annat system hade inte varit anpassat efter avdelningens behov och mer tid hade krävts för att lära sig programmet och anpassa det till SKF. 6.4 Fortsatt arbete För fortsatt arbete är den viktigaste punkten att med hjälp av underlag från det här arbetet genomföra fler tester. För att få en bild av systemets mätnoggrannhet på SKF i Hofors bör mätningar utföras under en längre period och på produkter från olika tillverkningstillfällen. Mätningar måste också genomföras på fler komplexa detaljer som kan vara svåra att mäta, exempelvis koniska detaljer. Det har inte genomförts eftersom SKF i Hofors producerar mot kundorder och därför inte har några produkter på lager, samt att det här arbetet har en begränsad tidsperiod. Förbättringsförslagen behöver implementeras och genom fler tester utvärdera om förslagen har påverkat mätnoggrannheten. Förslagen har stor omfattning och kommer ta tid att genomföra, vilket gör att det är svårt att utvärdera förslagens påverkan under arbetets begränsade tid. Värdena från testerna som genomförs efter att förbättringsförslagen implementerats kan skrivas in i samma Microsoft Excelark som används i det här arbetet för att det ska gå enkelt att analysera. Efter att förbättringsförslagen implementerats bör en ny avvägning angående dugligheten genomföras. 32
41 Referenser [1] SKF Coupling Systems AB, Supergrip bolt for rotating flanges. Sverige: SKF Group, [2] Hexagon Metrology, CEJ Mätdonskatalog. Sverige: Hexagon Metrology Nordic AB, [3] T.-M. Yeh, J.-J. Sun, Using the Monte Carlo Simulation Methods in Gauge Repeatability and Reproducibility of Measurement System Analysis, Journal of Applied Research and Technology, 11(5) pp , [4] P. Klaput, D. Vykydal, TO&Scaron, "Problems of Application of Measurement System Analysis (MSA) in Metallurgical Production." Metalurgija: Casopis Fakulteta, Instituta I Zeljezare Sisak, 55(3) pp , [5] S.-G. He, G. A. Wang, D. F. Cook, "Multivariate Measurement System Analysis in Multisite Testing: An Online Technique using Principal Component Analysis," Expert Systems with Applications, 38(12) pp , [6] A. Zanobini, B. Sereni, M. Catelani, L. Ciani, Repeatability and Reproducibility techniques for the analysis of measurement systems, Measurement, 86 pp , [7] R.S. Peruchi, A.P. Paiva, P.P. Balestrassi, J.R. Ferreira, R. Sawhney, Weighted approach for multivariate analysis of variance inmeasurement system analysis, Precision Engineering, 38(3) pp , [8] R. K. Burdick, C. M. Borror, D. C. Montgomery, "A review of methods for measurement systems capability analysis," Journal of Quality Technology, 35(4) pp , [9] J. Pan, C. Li, S. Ou, "Determining the Optimal Allocation of Parameters for Multivariate Measurement System Analysis," Expert Systems with Applications, 42(20) pp , [10] L. Shi, W. Chen, L. Liang Fu, "An Approach for Simple Linear Profile Gauge R&R Studies," Discrete Dynamics in Nature & Society, pp. 1-7, [11] G. Nyquist, Beräkning av mätosäkerheten vid mätning i rökgaskanaler. Stockholm, [12] M. Helbæk, Statistik i ett nötskal. Studentlitteratur AB, Lund, [13] G.A. Larsen, Measurement System Analysis in a Production Environment with Multiple Test Parameters, Quality Engineering, 16(2) pp , [14] S.-G. He, G.A. Wang, D.F. Cook, Multivariate measurement system analysis in multisite testing: An online technique using principal component analysis Expert Systems with Applications, 38(12) pp ,
42 [15] Chrysler, Ford, GM, Measurement system analysis, 2 uppl. Detroit, MI: Automotive Industry Action Group [16] G. Persson, Kvalitet en praktisk handbok. Elanders Novum, Stockholm, [17] Kalibrering, Swedac [Online] Tillgänglig: [Hämtad: 6 april, 2017]. [18] N-O. Eriksson och B. Karlsson, Verkstadshandboken, 15 uppl. Liber AB, Stockholm, 1997, pp [19] B. Bergman och B. Klefsjö, Kvalitet från behov till användning. Studentlitteratur AB, Lund, [20] B.G. Dale, Management Quality, 4 uppl. Blackwell publishing, [21] L. Hågeryd, S. Björklund, G. Gustafsson och B. Rundqvist, Karlebo Handbok, 16 uppl. Liber AB, Stockholm, 2015, pp. 59. [22] A. Bryman, Samhällsvetenskapliga metoder, 2 uppl. Liber AB, Malmö, 2011 [23] Försöksplanering, NE [Online] Tillgänglig: [Hämtad: 4 april, 2017]. [24] L. Råde, Inledning till sanolikhetslära och statisik. Studentlitteratur, Lund, 1992, pp [25] Randomisering, NE [Onine] Tillgänglig: [Hämtad: 5 april, 2017]. 34
43 Bilagor Bilaga 1 Intervjufrågor Intervjufrå gor Frågor till produktionsingenjör: 1. Finns det fasta rutiner för hur ni mäter? 2. Beskriv rutinerna. 3. Hur många gånger mäts varje produkt? 4. Vem utför mätningarna? 5. Hur säkerställs det att mätresultatet är rätt? 6. Vilka åtgärder vidtas när mätresultatet inte duger? 7. Varför behövs en mätsystemanalys? 8. Vad vill ni ha ut av mätsystemanalysen? Frågor till mätdons/kalibreringsansvarig operatör: 9. Hur ofta kalibreras mätdonen? 10. Vad är mätdonens toleranser? 11. Beräknas mätosäkerheten vid kalibrering? Frågor till kvalitetsansvarig: 12. Hur stort spann har ni i era produkter storleksmässigt? 13. Vilka storlekar är vanligast att ni mäter? 14. Har ni specifika mätdon för specifika geometrier? 15. Hur snäva toleranser har ni på era produkter? 35
44 Bilaga 2 Testprotokoll Testprotokoll Test för 10 produkter, 2 mätdon, 3 operatörer och 3 upprepningar Datum:, Tid: Miljö Temperatur (mäts vid tre tillfällen):,, Luftfuktighet (mäts vid tre tillfällen):,, Produkt Artikelnummer: Tid efter tillverkning: Vilken typ av mått (geometri) mättes? Skjutmått: Mikrometer: Mätdon Skjutmått Mätdonsnummer: Precision: Senast kalibrerat: Mikrometer Mätdonsnummer: Precision: Senast kalibrerat: 36
45 Operatörer Operatör 1 Erfarenhet: Skift: Metod att mäta: Andra komentarer: Operatör 2 Erfarenhet: Skift: Metod att mäta: Andra komentarer: Operatör 3 Erfarenhet: Skift: Metod att mäta: Andra komentarer: 37
46 Mätresultat: Skjutmått Op1 Op1 Op1 Mätresultat: Mikrometer Op1 Op1 Op1 Mätresultat: Skjutmått Op2 Op2 Op2 Mätresultat: Mikrometer Op2 Op2 Op2 38
47 Mätresultat: Skjutmått Op3 Op3 Op3 Mätresultat: Mikrometer Op3 Op3 Op3 39
48 Testprotokoll Test för 1 produkt, 3 mätdon, 3 operatörer med upp till 10 upprepningar Datum:, Tid: Miljö Temperatur (mäts vid tre tillfällen):,, Luftfuktighet (mäts vid tre tillfällen):,, Produkt Artikelnummer: Tid efter tillverkning: Vilken typ av mått (geometri) mättes: Mätdon Mätsticka 1 Mätdonsnummer: Precision: Senast kalibrerat: Mätsticka 2 Mätdonsnummer: Precision: Senast kalibrerat: Mätsticka 3 Mätdonsnummer: Precision: Senast kalibrerat: 40
49 Operatörer Operatör 4 Erfarenhet: Skift: Metod att mäta: Andra komentarer: Operatör 5 Erfarenhet: Skift: Metod att mäta: Andra komentarer: Operatör 6 Erfarenhet: Skift: Metod att mäta: Andra komentarer: 41
50 Operatör 4 Mätresultat: Mätsticka In 1 In 2 In 3 Operatör 5 Mätresultat: Mätsticka In 1 In 2 In 3 Operatör 6 Mätresultat: Mätsticka In 1 In 2 In 3 42
51 Tolerans : 48,3 Använd toleransvidd 18% 47,7 Prod. 1 Prod. 2 Prod. 3 Prod. 4 Prod. 5 Prod. 6 Prod. 7 Prod. 8 Prod. 9 Prod. 10 Medelvärde 1 Operatör 1 48,00 48,03 48,03 48,03 48,04 48,03 48,03 48,05 48,02 48,04 48,030 2 Operatör 1 48,00 48,03 48,04 48,00 48,05 48,03 48,03 48,03 48,02 48,04 48,027 3 Operatör 1 48,00 48,04 48,03 48,02 48,04 48,01 48,03 48,04 48,04 48,04 48,029 4 Medelvärde 48,000 48,033 48,033 48,017 48,043 48,023 48,030 48,040 48,027 48,040 48,029 5 Range 0,00 0,01 0,01 0,03 0,01 0,02 0,00 0,02 0,02 0,00 0, Operatör 2 48,04 48,01 48,04 48,01 48,01 47,99 48,01 48,09 47,98 48,02 48,020 8 Operatör 2 47,98 48,01 48,02 48,01 48,01 47,98 48,01 48,04 48,00 48,01 48,007 9 Operatör 2 47,99 48,00 48,00 48,01 48,01 47,98 48,01 48,00 48,02 48,01 48, Medelvärde 48,003 48,007 48,020 48,010 48,010 47,983 48,010 48,043 48,000 48,013 48, Range 0,06 0,01 0,04 0,00 0,00 0,01 0,00 0,09 0,04 0,01 0, Operatör 3 47,99 48,01 48,02 48,01 48,01 48,01 48,02 48,02 47,99 48,03 48, Operatör 3 48,00 48,01 48,01 48,03 48,03 48,01 48,03 48,01 47,99 48,03 48, Operatör 3 48,00 48,03 48,02 48,01 48,00 48,02 48,01 48,03 47,99 48,03 48, Medelvärde 47,997 48,017 48,017 48,017 48,013 48,013 48,020 48,020 47,990 48,030 48, Range 0,01 0,02 0,01 0,02 0,03 0,01 0,02 0,02 0,00 0,00 0, Medelvärde 48,000 48,019 48,023 48,014 48,022 48,007 48,020 48,034 48,006 48,028 x 48, , R 0, ,019 Bilaga 3 Uppmätta värden i testerna Test 1 Skjutmått X ij R ij X ij R ij X ij R ij X j X i R ia X i R ib X i R ic R P x diff 43
52 Test 1 Mikrometer 102 Använd toleransvidd 2% Tolerans : 101,5 Prod. 1 Prod. 2 Prod. 3 Prod. 4 Prod. 5 Prod. 6 Prod. 7 Prod. 8 Prod. 9 Prod. 10 Medelvärde 1 Operatör 1 101,75 101,75 101,75 101,74 101,74 101,74 101,74 101,74 101,74 101,75 101,744 2 Operatör 1 101,75 101,75 101,75 101,74 101,74 101,74 101,74 101,74 101,74 101,75 101,744 3 Operatör 1 101,75 101,75 101,75 101,74 101,74 101,74 101,74 101,74 101,74 101,74 101,743 4 Medelvärde 101, , , , , , , , , , ,744 5 Range 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,00 0,01 R ia 0, Operatör 2 101,75 101,75 101,74 101,75 101,74 101,74 101,74 101,74 101,74 101,74 101,743 8 Operatör 2 101,75 101,74 101,75 101,74 101,74 101,74 101,74 101,74 101,74 101,74 101,742 9 Operatör 2 101,75 101,74 101,75 101,74 101,74 101,74 101,74 101,74 101,74 101,74 101, Medelvärde 101, , , , , , , , , , , Range 0,00 0,01 0,01 0,01 0,00 0,00 0,00 0,00 0,00 0,00 R ib 0, Operatör 3 101,75 101,75 101,75 101,75 101,75 101,75 101,75 101,75 101,74 101,75 101, Operatör 3 101,75 101,75 101,75 101,75 101,75 101,74 101,75 101,74 101,75 101,75 101, Operatör 3 101,75 101,75 101,75 101,75 101,75 101,74 101,75 101,74 101,74 101,75 101, Medelvärde 101, , , , , , , , , , , Range 0,00 0,00 0,00 0,00 0,00 0,01 0,00 0,01 0,01 0,00 0, X ij R ij X ij R ij X ij R ij 19 Medelvärde X j 101, , , , , , , , , , , , , ,006 X i X i X i R ic x R P R x diff 44
53 Test 2 Mätsticka Tolerans : 103,18 Använd toleransvidd 30% 103,13 Mätdon 1 Mätdon 2 Mätdon 3 Medelvärde 1 Operatör 4 103, , , ,122 2 Operatör 4 103, , , ,120 3 Operatör 4 103, , , ,120 X ij 4 Medelvärde 103, , , ,121 R ij 5 Range 0,000 0,005 0,000 R ia 0, Operatör 5 103, , , ,123 8 Operatör 5 103, , , ,118 9 Operatör 5 103, , , ,118 X ij 10 Medelvärde 103, , , ,120 R ij 11 Range 0,000 0,010 0,005 R ib 0, Operatör 6 103, , , , Operatör 6 103, , , , Operatör 6 103, , , ,122 X ij 16 Medelvärde 103, , , ,121 R ij 17 Range 0,000 0,005 0,000 0, Medelvärde X j 103, , ,119 x 103, R P 0, R 0, x diff 0,001 X i X i X i R ic 45
54 Bilaga 4 D2 tabellen Nummer av Grupper (g) Nummer av Grupper (g) d2 d2 Grupp storlek (m) Grupp storlek (m)
55 Bilaga 5 F-test tabell för 5 procent Frihetsgrad: OP, produkt eller mellan Fg: Fel >
56 >
57 >
58 > >
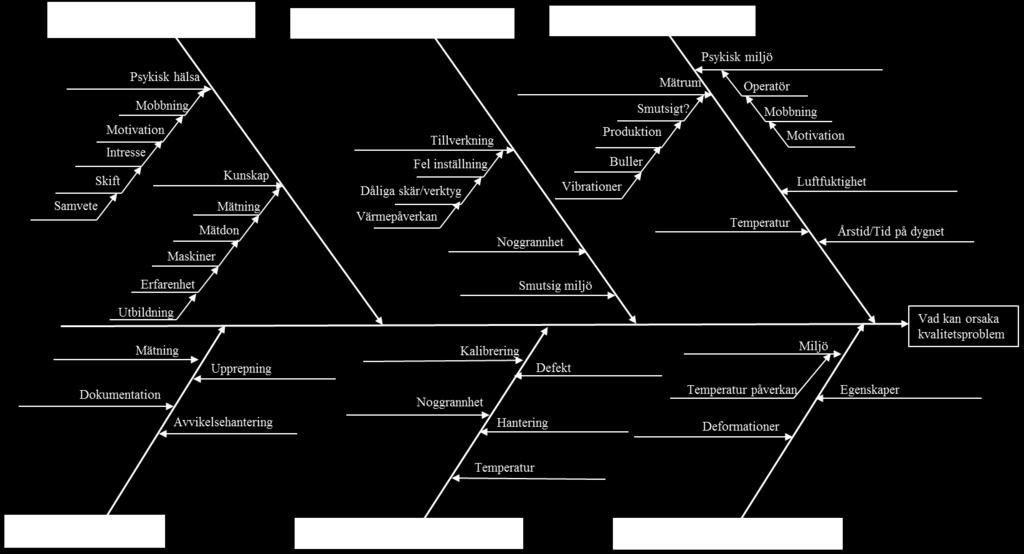
59 Bilaga 6 Orsak-verkan-diagram 51
Finns det över huvud taget anledning att förvänta sig något speciellt? Finns det en generell fördelning som beskriver en mätning?
 När vi nu lärt oss olika sätt att karaktärisera en fördelning av mätvärden, kan vi börja fundera över vad vi förväntar oss t ex för fördelningen av mätdata när vi mätte längden av en parkeringsficka. Finns
När vi nu lärt oss olika sätt att karaktärisera en fördelning av mätvärden, kan vi börja fundera över vad vi förväntar oss t ex för fördelningen av mätdata när vi mätte längden av en parkeringsficka. Finns
Fuktighet i jordmåner. Variansanalys (Anova) En statistisk fråga. Grafisk sammanfattning: boxplots
 En statistisk fråga. Grafisk sammanfattning: boxplots") Fuktighet i jordmåner Variansanalys (Anova) Matematik och statistik för biologer, 10 hp Fredrik Jonsson Januari 2012 A 1 A 2 A 3 12.8 8.1 9.8 13.4 10.3 10.6 11.2 4.2 9.1 11.6 7.8 4.3 9.4 5.6 11.2 10.3
Fuktighet i jordmåner Variansanalys (Anova) Matematik och statistik för biologer, 10 hp Fredrik Jonsson Januari 2012 A 1 A 2 A 3 12.8 8.1 9.8 13.4 10.3 10.6 11.2 4.2 9.1 11.6 7.8 4.3 9.4 5.6 11.2 10.3
Analys av medelvärden. Jenny Selander , plan 3, Norrbacka, ingång via den Samhällsmedicinska kliniken
 Analys av medelvärden Jenny Selander jenny.selander@ki.se 524 800 29, plan 3, Norrbacka, ingång via den Samhällsmedicinska kliniken Jenny Selander, Kvant. metoder, FHV T1 december 20111 Innehåll Normalfördelningen
Analys av medelvärden Jenny Selander jenny.selander@ki.se 524 800 29, plan 3, Norrbacka, ingång via den Samhällsmedicinska kliniken Jenny Selander, Kvant. metoder, FHV T1 december 20111 Innehåll Normalfördelningen
Statistik 1 för biologer, logopeder och psykologer
 Innehåll 1 Analys av korstabeller 2 Innehåll 1 Analys av korstabeller 2 Korstabeller Vi har tidigare under kursen redan bekantat oss med korstabeller. I en korstabell redovisar man fördelningen på två
Innehåll 1 Analys av korstabeller 2 Innehåll 1 Analys av korstabeller 2 Korstabeller Vi har tidigare under kursen redan bekantat oss med korstabeller. I en korstabell redovisar man fördelningen på två
7.5 Experiment with a single factor having more than two levels
 7.5 Experiment with a single factor having more than two levels Exempel: Antag att vi vill jämföra dragstyrkan i en syntetisk fiber som blandats ut med bomull. Man vet att inblandningen påverkar dragstyrkan
7.5 Experiment with a single factor having more than two levels Exempel: Antag att vi vill jämföra dragstyrkan i en syntetisk fiber som blandats ut med bomull. Man vet att inblandningen påverkar dragstyrkan
F3 Introduktion Stickprov
 Utrotningshotad tandnoting i arktiska vatten Inferens om väntevärde baserat på medelvärde och standardavvikelse Matematik och statistik för biologer, 10 hp Tandnoting är en torskliknande fisk som lever
Utrotningshotad tandnoting i arktiska vatten Inferens om väntevärde baserat på medelvärde och standardavvikelse Matematik och statistik för biologer, 10 hp Tandnoting är en torskliknande fisk som lever
STATISTISK POWER OCH STICKPROVSDIMENSIONERING
 STATISTISK POWER OCH STICKPROVSDIMENSIONERING Teori UPPLÄGG Gemensam diskussion Individuella frågor Efter detta pass hoppas jag att: ni ska veta vad man ska tänka på vilka verktyg som finns vilket stöd
STATISTISK POWER OCH STICKPROVSDIMENSIONERING Teori UPPLÄGG Gemensam diskussion Individuella frågor Efter detta pass hoppas jag att: ni ska veta vad man ska tänka på vilka verktyg som finns vilket stöd
Hypotesprövning. Andrew Hooker. Division of Pharmacokinetics and Drug Therapy Department of Pharmaceutical Biosciences Uppsala University
 Hypotesprövning Andrew Hooker Division of Pharmacokinetics and Drug Therapy Department of Pharmaceutical Biosciences Uppsala University Hypotesprövning Liksom konfidensintervall ett hjälpmedel för att
Hypotesprövning Andrew Hooker Division of Pharmacokinetics and Drug Therapy Department of Pharmaceutical Biosciences Uppsala University Hypotesprövning Liksom konfidensintervall ett hjälpmedel för att
Föreläsning 3. NDAB02 Statistik; teori och tillämpning i biologi
 Föreläsning 3 Statistik; teori och tillämpning i biologi 1 Dagens föreläsning o Inferens om två populationer (kap 8.1 8.) o Parvisa observationer (kap 9.1 9.) o p-värde (kap 6.3) o Feltyper, styrka, stickprovsstorlek
Föreläsning 3 Statistik; teori och tillämpning i biologi 1 Dagens föreläsning o Inferens om två populationer (kap 8.1 8.) o Parvisa observationer (kap 9.1 9.) o p-värde (kap 6.3) o Feltyper, styrka, stickprovsstorlek
Föreläsning 7. NDAB01 Statistik; teori och tillämpning i biologi
 Föreläsning 7 Statistik; teori och tillämpning i biologi 1 Dagens föreläsning o Fortsättning envägs-anova Scheffes test (kap 11.4) o Tvåvägs-ANOVA Korsade faktorer (kap 12.1, 12.3) Randomiserade blockförsök
Föreläsning 7 Statistik; teori och tillämpning i biologi 1 Dagens föreläsning o Fortsättning envägs-anova Scheffes test (kap 11.4) o Tvåvägs-ANOVA Korsade faktorer (kap 12.1, 12.3) Randomiserade blockförsök
, s a. , s b. personer från Alingsås och n b
 Skillnader i medelvärden, väntevärden, mellan två populationer I kapitel 8 testades hypoteser typ : µ=µ 0 där µ 0 var något visst intresserant värde Då användes testfunktionen där µ hämtas från, s är populationsstandardavvikelsen
Skillnader i medelvärden, väntevärden, mellan två populationer I kapitel 8 testades hypoteser typ : µ=µ 0 där µ 0 var något visst intresserant värde Då användes testfunktionen där µ hämtas från, s är populationsstandardavvikelsen
Hur skriver man statistikavsnittet i en ansökan?
 Hur skriver man statistikavsnittet i en ansökan? Val av metod och stickprovsdimensionering Registercentrum Norr http://www.registercentrumnorr.vll.se/ statistik.rcnorr@vll.se 11 Oktober, 2018 1 / 52 Det
Hur skriver man statistikavsnittet i en ansökan? Val av metod och stickprovsdimensionering Registercentrum Norr http://www.registercentrumnorr.vll.se/ statistik.rcnorr@vll.se 11 Oktober, 2018 1 / 52 Det
7,5 högskolepoäng. Statistisk försöksplanering och kvalitetsstyrning. TentamensKod: Tentamensdatum: 30 oktober 2015 Tid: 9-13:00
 Statistisk försöksplanering och kvalitetsstyrning Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Tentamen 5Hp 41I12B KINAF13, KINAR13, KINLO13,KMASK13 7,5 högskolepoäng Tentamensdatum: 30 oktober
Statistisk försöksplanering och kvalitetsstyrning Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Tentamen 5Hp 41I12B KINAF13, KINAR13, KINLO13,KMASK13 7,5 högskolepoäng Tentamensdatum: 30 oktober
Betrakta kopparutbytet från malm från en viss gruva. För att kontrollera detta tar man ut n =16 prover och mäter kopparhalten i dessa.
 Betrakta kopparutbytet från malm från en viss gruva. Anta att budgeten för utbytet är beräknad på att kopparhalten ligger på 70 %. För att kontrollera detta tar man ut n =16 prover och mäter kopparhalten
Betrakta kopparutbytet från malm från en viss gruva. Anta att budgeten för utbytet är beräknad på att kopparhalten ligger på 70 %. För att kontrollera detta tar man ut n =16 prover och mäter kopparhalten
Envägs variansanalys (ANOVA) för test av olika väntevärde i flera grupper
 för test av olika väntevärde i flera grupper") Envägs variansanalys (ANOVA) för test av olika väntevärde i flera grupper Tobias Abenius February 21, 2012 Envägs variansanalys (ANOVA) I envägs variansanalys utnyttjas att
Envägs variansanalys (ANOVA) för test av olika väntevärde i flera grupper Tobias Abenius February 21, 2012 Envägs variansanalys (ANOVA) I envägs variansanalys utnyttjas att
F8 Skattningar. Måns Thulin. Uppsala universitet Statistik för ingenjörer 14/ /17
 1/17 F8 Skattningar Måns Thulin Uppsala universitet thulin@math.uu.se Statistik för ingenjörer 14/2 2013 Inledande exempel: kullager Antag att diametern på kullager av en viss typ är normalfördelad N(µ,
1/17 F8 Skattningar Måns Thulin Uppsala universitet thulin@math.uu.se Statistik för ingenjörer 14/2 2013 Inledande exempel: kullager Antag att diametern på kullager av en viss typ är normalfördelad N(µ,
F14 HYPOTESPRÖVNING (NCT 10.2, , 11.5) Hypotesprövning för en proportion. Med hjälp av data från ett stickprov vill vi pröva
 Hypotesprövning för en proportion. Med hjälp av data från ett stickprov vill vi pröva") Stat. teori gk, ht 006, JW F14 HYPOTESPRÖVNING (NCT 10., 10.4-10.5, 11.5) Hypotesprövning för en proportion Med hjälp av data från ett stickprov vill vi pröva H 0 : P = P 0 mot någon av H 1 : P P 0 ; H
Stat. teori gk, ht 006, JW F14 HYPOTESPRÖVNING (NCT 10., 10.4-10.5, 11.5) Hypotesprövning för en proportion Med hjälp av data från ett stickprov vill vi pröva H 0 : P = P 0 mot någon av H 1 : P P 0 ; H
Tentamen i statistik (delkurs C) på kursen MAR103: Marina Undersökningar - redskap och metoder.
 på kursen MAR103: Marina Undersökningar - redskap och metoder.") Tentamen 2014-12-05 i statistik (delkurs C) på kursen MAR103: Marina Undersökningar - redskap och metoder. Tillåtna hjälpmedel: Miniräknare och utdelad formelsamling med tabeller. C1. (6 poäng) Ange för
Tentamen 2014-12-05 i statistik (delkurs C) på kursen MAR103: Marina Undersökningar - redskap och metoder. Tillåtna hjälpmedel: Miniräknare och utdelad formelsamling med tabeller. C1. (6 poäng) Ange för
En scatterplot gjordes, och linjär regression utfördes därefter med följande hypoteser:
 1 Uppgiftsbeskrivning Syftet med denna laboration var att utifrån uppmätt data avgöra: (i) Om något samband finnes mellan kroppstemperatur och hjärtfrekvens. (ii) Om någon signifikant skillnad i sockerhalt
1 Uppgiftsbeskrivning Syftet med denna laboration var att utifrån uppmätt data avgöra: (i) Om något samband finnes mellan kroppstemperatur och hjärtfrekvens. (ii) Om någon signifikant skillnad i sockerhalt
Forskningsmetodik 2006 lektion 2
 Forskningsmetodik 6 lektion Per Olof Hulth hulth@physto.se Slumpmässiga och systematiska mätfel Man skiljer på två typer av fel (osäkerheter) vid mätningar:.slumpmässiga fel Positiva fel lika vanliga som
Forskningsmetodik 6 lektion Per Olof Hulth hulth@physto.se Slumpmässiga och systematiska mätfel Man skiljer på två typer av fel (osäkerheter) vid mätningar:.slumpmässiga fel Positiva fel lika vanliga som
Provmoment: Tentamen 6,5 hp Ladokkod: A144TG Tentamen ges för: TGMAI17h, Maskiningenjör - Produktutveckling. Tentamensdatum: 28 maj 2018 Tid: 9-13
 Matematisk Statistik 7,5 högskolepoäng Provmoment: Tentamen 6,5 hp Ladokkod: A144TG Tentamen ges för: TGMAI17h, Maskiningenjör - Produktutveckling Tentamensdatum: 28 maj 2018 Tid: 9-13 Hjälpmedel: Miniräknare
Matematisk Statistik 7,5 högskolepoäng Provmoment: Tentamen 6,5 hp Ladokkod: A144TG Tentamen ges för: TGMAI17h, Maskiningenjör - Produktutveckling Tentamensdatum: 28 maj 2018 Tid: 9-13 Hjälpmedel: Miniräknare
Tentamentsskrivning: Matematisk Statistik med Metoder MVE490 1
 Tentamentsskrivning: Matematisk Statistik med Metoder MVE490 1 Tentamentsskrivning i Matematisk Statistik med Metoder MVE490 Tid: den 16 augusti, 2017 Examinatorer: Kerstin Wiklander och Erik Broman. Jour:
Tentamentsskrivning: Matematisk Statistik med Metoder MVE490 1 Tentamentsskrivning i Matematisk Statistik med Metoder MVE490 Tid: den 16 augusti, 2017 Examinatorer: Kerstin Wiklander och Erik Broman. Jour:
Bild 1. Bild 2 Sammanfattning Statistik I. Bild 3 Hypotesprövning. Medicinsk statistik II
 Bild 1 Medicinsk statistik II Läkarprogrammet T5 HT 2014 Anna Jöud Arbets- och miljömedicin, Lunds universitet ERC Syd, Skånes Universitetssjukhus anna.joud@med.lu.se Bild 2 Sammanfattning Statistik I
Bild 1 Medicinsk statistik II Läkarprogrammet T5 HT 2014 Anna Jöud Arbets- och miljömedicin, Lunds universitet ERC Syd, Skånes Universitetssjukhus anna.joud@med.lu.se Bild 2 Sammanfattning Statistik I
Föreläsning G60 Statistiska metoder
 Föreläsning 7 Statistiska metoder 1 Dagens föreläsning o Hypotesprövning för två populationer Populationsandelar Populationsmedelvärden Parvisa observationer Relation mellan hypotesprövning och konfidensintervall
Föreläsning 7 Statistiska metoder 1 Dagens föreläsning o Hypotesprövning för två populationer Populationsandelar Populationsmedelvärden Parvisa observationer Relation mellan hypotesprövning och konfidensintervall
Föreläsning 2. NDAB01 Statistik; teori och tillämpning i biologi
 Föreläsning 2 Statistik; teori och tillämpning i biologi 1 Normalfördelning Samplingfördelningar och CGS Fördelning för en stickprovsstatistika (t.ex. medelvärde) kallas samplingfördelning. I teorin är
Föreläsning 2 Statistik; teori och tillämpning i biologi 1 Normalfördelning Samplingfördelningar och CGS Fördelning för en stickprovsstatistika (t.ex. medelvärde) kallas samplingfördelning. I teorin är
Föreläsning 5. Kapitel 6, sid Inferens om en population
 Föreläsning 5 Kapitel 6, sid 153-185 Inferens om en population 2 Agenda Statistisk inferens om populationsmedelvärde Statistisk inferens om populationsandel Punktskattning Konfidensintervall Hypotesprövning
Föreläsning 5 Kapitel 6, sid 153-185 Inferens om en population 2 Agenda Statistisk inferens om populationsmedelvärde Statistisk inferens om populationsandel Punktskattning Konfidensintervall Hypotesprövning
Följande resultat erhålls (enhet: 1000psi):
:") Variansanalys Exempel Aluminiumstavar utsätts för uppvärmningsbehandlingar enligt fyra olika standardmetoder. Efter behandlingen uppmäts dragstyrkan hos varje stav. Fem upprepningar görs för varje behandling.
Variansanalys Exempel Aluminiumstavar utsätts för uppvärmningsbehandlingar enligt fyra olika standardmetoder. Efter behandlingen uppmäts dragstyrkan hos varje stav. Fem upprepningar görs för varje behandling.
Experimentella metoder 2014, Räkneövning 1
 Experimentella metoder 04, Räkneövning Problem : Tio mätningar av en resistans gav följande resultat: Mätning no. Resistans (Ω) Mätning no Resistans (Ω) 0.3 6 0.0 00.5 7 99.98 3 00.0 8 99.80 4 99.95 9
Experimentella metoder 04, Räkneövning Problem : Tio mätningar av en resistans gav följande resultat: Mätning no. Resistans (Ω) Mätning no Resistans (Ω) 0.3 6 0.0 00.5 7 99.98 3 00.0 8 99.80 4 99.95 9
LÖSNINGSFÖRSLAG TILL TENTAMEN I MATEMATISK STATISTIK 2007-08-29
 UMEÅ UNIVERSITET Institutionen för matematik och matematisk statistik Statistik för Teknologer, 5 poäng (TNK, ET, BTG) Peter Anton, Per Arnqvist Anton Grafström TENTAMEN 7-8-9 LÖSNINGSFÖRSLAG TILL TENTAMEN
UMEÅ UNIVERSITET Institutionen för matematik och matematisk statistik Statistik för Teknologer, 5 poäng (TNK, ET, BTG) Peter Anton, Per Arnqvist Anton Grafström TENTAMEN 7-8-9 LÖSNINGSFÖRSLAG TILL TENTAMEN
Föreläsning 6. NDAB01 Statistik; teori och tillämpning i biologi
 Föreläsning 6 Statistik; teori och tillämpning i biologi 1 Analysis of Variance (ANOVA) (GB s. 202-218, BB s. 190-206) ANOVA är en metod som används när man ska undersöka skillnader mellan flera olika
Föreläsning 6 Statistik; teori och tillämpning i biologi 1 Analysis of Variance (ANOVA) (GB s. 202-218, BB s. 190-206) ANOVA är en metod som används när man ska undersöka skillnader mellan flera olika
Introduktion till statistik för statsvetare
 "Det finns inget så praktiskt som en bra teori" November 2011 Bakgrund Introduktion till test Introduktion Formulera lämplig hypotes Bestäm en testvariabel Bestäm en beslutsregel Fatta ett beslut När det
"Det finns inget så praktiskt som en bra teori" November 2011 Bakgrund Introduktion till test Introduktion Formulera lämplig hypotes Bestäm en testvariabel Bestäm en beslutsregel Fatta ett beslut När det
TENTAMEN PC1307 PC1546. Statistik (5 hp) Lördag den 7 maj, 2011
 Lördag den 7 maj, 2011") GÖTEBORGS UNIVERSITET Psykologiska institutionen TENTAMEN PC1307 PC1546 Statistik (5 hp) Lördag den 7 maj, 2011 Hjälpmedel: räknedosa Ansvarig lärare: Bengt Jansson (076 7134527) Tentamen omfattar totalt
GÖTEBORGS UNIVERSITET Psykologiska institutionen TENTAMEN PC1307 PC1546 Statistik (5 hp) Lördag den 7 maj, 2011 Hjälpmedel: räknedosa Ansvarig lärare: Bengt Jansson (076 7134527) Tentamen omfattar totalt
Introduktion. Konfidensintervall. Parade observationer Sammanfattning Minitab. Oberoende stickprov. Konfidensintervall. Minitab
 Uppfödning av kyckling och fiskleveroljor Statistiska jämförelser: parvisa observationer och oberoende stickprov Matematik och statistik för biologer, 10 hp Fredrik Jonsson vt 2012 Fiskleverolja tillsätts
Uppfödning av kyckling och fiskleveroljor Statistiska jämförelser: parvisa observationer och oberoende stickprov Matematik och statistik för biologer, 10 hp Fredrik Jonsson vt 2012 Fiskleverolja tillsätts
7.1 Hypotesprövning. Nollhypotes: H 0 : µ = 3.9, Alternativ hypotes: H 1 : µ < 3.9.
 Betrakta motstånden märkta 3.9 kohm med tolerans 1%. Anta att vi innan mätningarna gjordes misstänkte att motståndens förväntade värde µ är mindre än det utlovade 3.9 kohm. Med observationernas hjälp vill
Betrakta motstånden märkta 3.9 kohm med tolerans 1%. Anta att vi innan mätningarna gjordes misstänkte att motståndens förväntade värde µ är mindre än det utlovade 3.9 kohm. Med observationernas hjälp vill
BIOSTATISTISK GRUNDKURS, MASB11 ÖVNING 7 (2015-04-29) OCH INFÖR ÖVNING 8 (2015-05-04)
 OCH INFÖR ÖVNING 8 (2015-05-04)") LUNDS UNIVERSITET, MATEMATIKCENTRUM, MATEMATISK STATISTIK BIOSTATISTISK GRUNDKURS, MASB ÖVNING 7 (25-4-29) OCH INFÖR ÖVNING 8 (25-5-4) Aktuella avsnitt i boken: 6.6 6.8. Lektionens mål: Du ska kunna sätta
LUNDS UNIVERSITET, MATEMATIKCENTRUM, MATEMATISK STATISTIK BIOSTATISTISK GRUNDKURS, MASB ÖVNING 7 (25-4-29) OCH INFÖR ÖVNING 8 (25-5-4) Aktuella avsnitt i boken: 6.6 6.8. Lektionens mål: Du ska kunna sätta
F9 SAMPLINGFÖRDELNINGAR (NCT
 Stat. teori gk, ht 006, JW F9 SAMPLINGFÖRDELNINGAR (NCT 7.1-7.4) Ordlista till NCT Sample Population Simple random sampling Sampling distribution Sample mean Standard error The central limit theorem Proportion
Stat. teori gk, ht 006, JW F9 SAMPLINGFÖRDELNINGAR (NCT 7.1-7.4) Ordlista till NCT Sample Population Simple random sampling Sampling distribution Sample mean Standard error The central limit theorem Proportion
FACIT (korrekta svar i röd fetstil)
") v. 2013-01-14 Statistik, 3hp PROTOKOLL FACIT (korrekta svar i röd fetstil) Datorlaboration 2 Konfidensintervall & hypotesprövning Syftet med denna laboration är att ni med hjälp av MS Excel ska fortsätta
v. 2013-01-14 Statistik, 3hp PROTOKOLL FACIT (korrekta svar i röd fetstil) Datorlaboration 2 Konfidensintervall & hypotesprövning Syftet med denna laboration är att ni med hjälp av MS Excel ska fortsätta
34% 34% 13.5% 68% 13.5% 2.35% 95% 2.35% 0.15% 99.7% 0.15% -3 SD -2 SD -1 SD M +1 SD +2 SD +3 SD
 6.4 Att dra slutsatser på basis av statistisk analys en kort inledning - Man har ett stickprov, men man vill med hjälp av det få veta något om hela populationen => för att kunna dra slutsatser som gäller
6.4 Att dra slutsatser på basis av statistisk analys en kort inledning - Man har ett stickprov, men man vill med hjälp av det få veta något om hela populationen => för att kunna dra slutsatser som gäller
Kort om mätosäkerhet
 Kort om mätosäkerhet Henrik Åkerstedt 14 oktober 2014 Introduktion När man gör en mätning, oavsett hur noggrann man är, så får man inte exakt rätt värde. Alla mätningar har en viss osäkerhet. Detta kan
Kort om mätosäkerhet Henrik Åkerstedt 14 oktober 2014 Introduktion När man gör en mätning, oavsett hur noggrann man är, så får man inte exakt rätt värde. Alla mätningar har en viss osäkerhet. Detta kan
Föreläsning G60 Statistiska metoder
 Föreläsning 6 Statistiska metoder 1 Dagens föreläsning o Kort om projektet o Hypotesprövning Populationsandel Populationsmedelvärde p-värdet 2 Kort om projektet Syftet med projektet i denna kurs är att
Föreläsning 6 Statistiska metoder 1 Dagens föreläsning o Kort om projektet o Hypotesprövning Populationsandel Populationsmedelvärde p-värdet 2 Kort om projektet Syftet med projektet i denna kurs är att
Hypotestestning och repetition
 Hypotestestning och repetition Statistisk inferens Vid inferens använder man urvalet för att uttala sig om populationen Centralmått Medelvärde: x= Σx i / n Median Typvärde Spridningsmått Används för att
Hypotestestning och repetition Statistisk inferens Vid inferens använder man urvalet för att uttala sig om populationen Centralmått Medelvärde: x= Σx i / n Median Typvärde Spridningsmått Används för att
Två innebörder av begreppet statistik. Grundläggande tankegångar i statistik. Vad är ett stickprov? Stickprov och urval
 Två innebörder av begreppet statistik Grundläggande tankegångar i statistik Matematik och statistik för biologer, 10 hp Informationshantering. Insamling, ordningsskapande, presentation och grundläggande
Två innebörder av begreppet statistik Grundläggande tankegångar i statistik Matematik och statistik för biologer, 10 hp Informationshantering. Insamling, ordningsskapande, presentation och grundläggande
7,5 högskolepoäng. Statistisk försöksplanering och kvalitetsstyrning. TentamensKod: Tentamensdatum: 28 oktober 2016 Tid: 9.
 Statistisk försöksplanering och kvalitetsstyrning Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Tentamen 4I2B KINAF4, KINAR4, KINLO4, KMASK4 7,5 högskolepoäng Tentamensdatum: 28 oktober 206 Tid:
Statistisk försöksplanering och kvalitetsstyrning Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Tentamen 4I2B KINAF4, KINAR4, KINLO4, KMASK4 7,5 högskolepoäng Tentamensdatum: 28 oktober 206 Tid:
Lö sningsfö rslag till tentamen i matematisk statistik Statistik öch kvalitetsteknik 7,5 hp
 Sid (7) Lö sningsfö rslag till tentamen i matematisk statistik Statistik öch kvalitetsteknik 7,5 hp Uppgift Nedanstående beräkningar från Minitab är gjorda för en Poissonfördelning med väntevärde λ = 4.
Sid (7) Lö sningsfö rslag till tentamen i matematisk statistik Statistik öch kvalitetsteknik 7,5 hp Uppgift Nedanstående beräkningar från Minitab är gjorda för en Poissonfördelning med väntevärde λ = 4.
EXAMINATION KVANTITATIV METOD vt-11 (110204)
") ÖREBRO UNIVERSITET Hälsoakademin Idrott B Vetenskaplig metod EXAMINATION KVANTITATIV METOD vt-11 (110204) Examinationen består av 11 frågor, flera med tillhörande följdfrågor. Besvara alla frågor i direkt
ÖREBRO UNIVERSITET Hälsoakademin Idrott B Vetenskaplig metod EXAMINATION KVANTITATIV METOD vt-11 (110204) Examinationen består av 11 frågor, flera med tillhörande följdfrågor. Besvara alla frågor i direkt
Föreläsning 12: Regression
 Föreläsning 12: Regression Matematisk statistik David Bolin Chalmers University of Technology Maj 15, 2014 Binomialfördelningen Låt X Bin(n, p). Vi observerar x och vill ha information om p. p = x/n är
Föreläsning 12: Regression Matematisk statistik David Bolin Chalmers University of Technology Maj 15, 2014 Binomialfördelningen Låt X Bin(n, p). Vi observerar x och vill ha information om p. p = x/n är
EXAMINATION KVANTITATIV METOD vt-11 (110319)
") ÖREBRO UNIVERSITET Hälsoakademin Idrott B Vetenskaplig metod EXAMINATION KVANTITATIV METOD vt-11 (110319) Examinationen består av 10 frågor, flera med tillhörande följdfrågor. Besvara alla frågor i direkt
ÖREBRO UNIVERSITET Hälsoakademin Idrott B Vetenskaplig metod EXAMINATION KVANTITATIV METOD vt-11 (110319) Examinationen består av 10 frågor, flera med tillhörande följdfrågor. Besvara alla frågor i direkt
ANOVA Mellangruppsdesign
 ANOVA Mellangruppsdesign Envägs variansanlays, mellangruppsdesign Variabler En oberoende variabel ( envägs ): Nominalskala eller ordinalskala. Delar in det man undersöker (personerna?) i grupper/kategorier,
ANOVA Mellangruppsdesign Envägs variansanlays, mellangruppsdesign Variabler En oberoende variabel ( envägs ): Nominalskala eller ordinalskala. Delar in det man undersöker (personerna?) i grupper/kategorier,
SF1901: Sannolikhetslära och statistik. Statistik: Intervallskattning (konfidensintervall)
") SF1901: Sannolikhetslära och statistik Föreläsning 9. Statistik: Intervallskattning (konfidensintervall) Jan Grandell & Timo Koski 21.02.2012 Jan Grandell & Timo Koski () Matematisk statistik 21.02.2012
SF1901: Sannolikhetslära och statistik Föreläsning 9. Statistik: Intervallskattning (konfidensintervall) Jan Grandell & Timo Koski 21.02.2012 Jan Grandell & Timo Koski () Matematisk statistik 21.02.2012
FÖRELÄSNING 8:
 FÖRELÄSNING 8: 016-05-17 LÄRANDEMÅL Konfidensintervall för väntevärdet då variansen är okänd T-fördelningen Goodness of fit-test χ -fördelningen Hypotestest Signifikansgrad Samla in data Sammanställ data
FÖRELÄSNING 8: 016-05-17 LÄRANDEMÅL Konfidensintervall för väntevärdet då variansen är okänd T-fördelningen Goodness of fit-test χ -fördelningen Hypotestest Signifikansgrad Samla in data Sammanställ data
Statistical Quality Control Statistisk kvalitetsstyrning. 7,5 högskolepoäng. Ladok code: 41T05A, Name: Personal number:
 Statistical Quality Control Statistisk kvalitetsstyrning 7,5 högskolepoäng Ladok code: 41T05A, The exam is given to: 41I02B IBE11, Pu2, Af2-ma Name: Personal number: Date of exam: 1 June Time: 9-13 Hjälpmedel
Statistical Quality Control Statistisk kvalitetsstyrning 7,5 högskolepoäng Ladok code: 41T05A, The exam is given to: 41I02B IBE11, Pu2, Af2-ma Name: Personal number: Date of exam: 1 June Time: 9-13 Hjälpmedel
TENTAMEN I SF2950 (F D 5B1550) TILLÄMPAD MATEMATISK STATISTIK, TORSDAGEN DEN 3 JUNI 2010 KL
 TILLÄMPAD MATEMATISK STATISTIK, TORSDAGEN DEN 3 JUNI 2010 KL") TENTAMEN I SF950 (F D 5B1550) TILLÄMPAD MATEMATISK STATISTIK, TORSDAGEN DEN 3 JUNI 010 KL 14.00 19.00 Examinator : Gunnar Englund, tel. 790 7416, epost: gunnare@math.kth.se Tillåtna hjälpmedel: Formel-
TENTAMEN I SF950 (F D 5B1550) TILLÄMPAD MATEMATISK STATISTIK, TORSDAGEN DEN 3 JUNI 010 KL 14.00 19.00 Examinator : Gunnar Englund, tel. 790 7416, epost: gunnare@math.kth.se Tillåtna hjälpmedel: Formel-
Statistisk försöksplanering
 Statistisk försöksplanering Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Skriftlig tentamen 3 hp 51SF01 Textilingenjörsutbildningen Tentamensdatum: 2 November Tid: 09:00-13 Hjälpmedel: Miniräknare
Statistisk försöksplanering Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Skriftlig tentamen 3 hp 51SF01 Textilingenjörsutbildningen Tentamensdatum: 2 November Tid: 09:00-13 Hjälpmedel: Miniräknare
NO x -föreskriftens krav enligt NFS 2004:6 och SS-EN 14181
 Institutionen för tillämpad miljövetenskap (ITM) Gunnar yquist 005-05-04 O x -föreskriftens krav enligt FS 004:6 och SS-E 48 Krav på mätningarna av utsläpp av kväveoxider från förbränningsanläggningar
Institutionen för tillämpad miljövetenskap (ITM) Gunnar yquist 005-05-04 O x -föreskriftens krav enligt FS 004:6 och SS-E 48 Krav på mätningarna av utsläpp av kväveoxider från förbränningsanläggningar
Föreläsning 8. NDAB02 Statistik; teori och tillämpning i biologi
 Föreläsning 8 Statistik; teori och tillämpning i biologi 1 Dagens föreläsning o Enkel linjär regression (kap 17.1 17.5) o Skatta regressionslinje (kap 17.2) o Signifikant lutning? (kap 17.3, 17.5a) o Förklaringsgrad
Föreläsning 8 Statistik; teori och tillämpning i biologi 1 Dagens föreläsning o Enkel linjär regression (kap 17.1 17.5) o Skatta regressionslinje (kap 17.2) o Signifikant lutning? (kap 17.3, 17.5a) o Förklaringsgrad
Vi har en ursprungspopulation/-fördelning med medelvärde µ.
 P-värde P=probability Sannolikhetsvärde som är resultat av en statistisk test. Anger sannolikheten för att göra den observation vi har gjort eller ett sämre / mer extremt utfall om H 0 är sann. Vi har
P-värde P=probability Sannolikhetsvärde som är resultat av en statistisk test. Anger sannolikheten för att göra den observation vi har gjort eller ett sämre / mer extremt utfall om H 0 är sann. Vi har
Syfte: o statistiska test om parametrar för en fördelning o. förkasta eller acceptera hypotesen
 Uwe Menzel, 2017 uwe.menzel@slu.se; uwe.menzel@matstat.de www.matstat.de Syfte: o statistiska test om parametrar för en fördelning o förkasta eller acceptera hypotesen hypotes: = 20 (väntevärdet är 20)
Uwe Menzel, 2017 uwe.menzel@slu.se; uwe.menzel@matstat.de www.matstat.de Syfte: o statistiska test om parametrar för en fördelning o förkasta eller acceptera hypotesen hypotes: = 20 (väntevärdet är 20)
χ 2, chi-två Test av anpassning: sannolikheter specificerade Data: n observationer klassificerade i K olika kategorier:
 Stat. teori gk, ht 006, JW F1 χ -TEST (NCT 16.1-16.) Ordlista till NCT Goodness-of-fit-test χ, chi-square Test av anpassning χ, chi-två Test av anpassning: sannolikheter specificerade i förväg Data: n
Stat. teori gk, ht 006, JW F1 χ -TEST (NCT 16.1-16.) Ordlista till NCT Goodness-of-fit-test χ, chi-square Test av anpassning χ, chi-två Test av anpassning: sannolikheter specificerade i förväg Data: n
FÖRELÄSNINGSMATERIAL. diff SE. SE x x. Grundläggande statistik 2: KORRELATION OCH HYPOTESTESTNING. Påbyggnadskurs T1. Odontologisk profylaktik
 Grundläggande statistik Påbyggnadskurs T1 Odontologisk profylaktik FÖRELÄSNINGSMATERIAL : KORRELATION OCH HYPOTESTESTNING t diff SE x 1 diff SE x x 1 x. Analytisk statistik Regression & Korrelation Oberoende
Grundläggande statistik Påbyggnadskurs T1 Odontologisk profylaktik FÖRELÄSNINGSMATERIAL : KORRELATION OCH HYPOTESTESTNING t diff SE x 1 diff SE x x 1 x. Analytisk statistik Regression & Korrelation Oberoende
Tentamen för kursen. Linjära statistiska modeller. 16 augusti 2007 9 14
 STOCKHOLMS UNIVERSITET MATEMATISK STATISTIK Tentamen för kursen Linjära statistiska modeller 16 augusti 2007 9 14 Examinator: Anders Björkström, tel. 16 45 54, bjorks@math.su.se Återlämning: Rum 312, hus
STOCKHOLMS UNIVERSITET MATEMATISK STATISTIK Tentamen för kursen Linjära statistiska modeller 16 augusti 2007 9 14 Examinator: Anders Björkström, tel. 16 45 54, bjorks@math.su.se Återlämning: Rum 312, hus
Tentamen i Statistik, STA A10 och STA A13 (9 poäng) Måndag 14 maj 2007, Kl
 Måndag 14 maj 2007, Kl") Karlstads universitet Avdelningen för nationalekonomi och statistik Tentamen i Statistik, STA A10 och STA A13 (9 poäng) Måndag 14 maj 2007, Kl 08.15-13.15 Tillåtna hjälpmedel: Bifogad formelsamling, approximationsschema
Karlstads universitet Avdelningen för nationalekonomi och statistik Tentamen i Statistik, STA A10 och STA A13 (9 poäng) Måndag 14 maj 2007, Kl 08.15-13.15 Tillåtna hjälpmedel: Bifogad formelsamling, approximationsschema
Lösningsförslag till tentamen på. Statistik och kvantitativa undersökningar STA100, 15 hp. Fredagen den 13 e mars 2015
 MÄLARDALENS HÖGSKOLA Akademin för ekonomi, samhälle och teknik Statistik Lösningsförslag till tentamen på Statistik och kvantitativa undersökningar STA100, 15 hp Fredagen den 13 e mars 015 1 a 13 och 14
MÄLARDALENS HÖGSKOLA Akademin för ekonomi, samhälle och teknik Statistik Lösningsförslag till tentamen på Statistik och kvantitativa undersökningar STA100, 15 hp Fredagen den 13 e mars 015 1 a 13 och 14
Rättningstiden är i normalfall 15 arbetsdagar, till detta tillkommer upp till 5 arbetsdagar för administration, annars är det detta datum som gäller:
 Matematisk Statistik Provmoment: Ladokkod: Tentamen ges för: Tentamen 6.5 hp AT1MS1 DTEIN16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 1 juni 2017 Tid: 14-18 Hjälpmedel: Miniräknare Totalt antal
Matematisk Statistik Provmoment: Ladokkod: Tentamen ges för: Tentamen 6.5 hp AT1MS1 DTEIN16h 7,5 högskolepoäng TentamensKod: Tentamensdatum: 1 juni 2017 Tid: 14-18 Hjälpmedel: Miniräknare Totalt antal
7.5 Experiment with a single factor having more than two levels
 Exempel: Antag att vi vill jämföra dragstyrkan i en syntetisk fiber som blandats ut med bomull. Man vet att inblandningen påverkar dragstyrkan och att en inblandning mellan 10% och 40% är bra. För att
Exempel: Antag att vi vill jämföra dragstyrkan i en syntetisk fiber som blandats ut med bomull. Man vet att inblandningen påverkar dragstyrkan och att en inblandning mellan 10% och 40% är bra. För att
Vetenskaplig metod och statistik
 Vetenskaplig metod och statistik Innehåll Vetenskaplighet Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på
Vetenskaplig metod och statistik Innehåll Vetenskaplighet Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på
SF1901: Sannolikhetslära och statistik. Statistik: Intervallskattning (konfidensintervall) Jan Grandell & Timo Koski
 Jan Grandell & Timo Koski") SF1901: Sannolikhetslära och statistik Föreläsning 10. Statistik: Intervallskattning (konfidensintervall) Jan Grandell & Timo Koski 18.02.2016 Jan Grandell & Timo Koski Matematisk statistik 18.02.2016
SF1901: Sannolikhetslära och statistik Föreläsning 10. Statistik: Intervallskattning (konfidensintervall) Jan Grandell & Timo Koski 18.02.2016 Jan Grandell & Timo Koski Matematisk statistik 18.02.2016
Vetenskaplig metod och statistik
 Vetenskaplig metod och statistik Innehåll Vetenskaplighet Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på
Vetenskaplig metod och statistik Innehåll Vetenskaplighet Hur ska man lägga upp ett experiment? Hur hanterar man felkällor? Hur ska man tolka resultatet från experimentet? Experimentlogg Att fundera på
Blandade problem från elektro- och datateknik
 Blandade problem från elektro- och datateknik Sannolikhetsteori (Kapitel 1-10) E1. En viss typ av elektroniska komponenter anses ha exponentialfördelade livslängder. Efter 3000 timmar brukar 90 % av komponenterna
Blandade problem från elektro- och datateknik Sannolikhetsteori (Kapitel 1-10) E1. En viss typ av elektroniska komponenter anses ha exponentialfördelade livslängder. Efter 3000 timmar brukar 90 % av komponenterna
Tentamen för kursen. Linjära statistiska modeller. 20 mars 2015 9 14
 STOCKHOLMS UNIVERSITET MATEMATISK STATISTIK Tentamen för kursen Linjära statistiska modeller 20 mars 2015 9 14 Examinator: Anders Björkström, bjorks@math.su.se Återlämning: Fredag 27/3 kl 12.00, Hus 5,
STOCKHOLMS UNIVERSITET MATEMATISK STATISTIK Tentamen för kursen Linjära statistiska modeller 20 mars 2015 9 14 Examinator: Anders Björkström, bjorks@math.su.se Återlämning: Fredag 27/3 kl 12.00, Hus 5,
Parade och oparade test
 Parade och oparade test Andrew Hooker Division of Pharmacokinetics and Drug Therapy Department of Pharmaceutical Biosciences Uppsala University Hypotesprövning: möjliga jämförelser Jämförelser mot ett
Parade och oparade test Andrew Hooker Division of Pharmacokinetics and Drug Therapy Department of Pharmaceutical Biosciences Uppsala University Hypotesprövning: möjliga jämförelser Jämförelser mot ett
2.1 Minitab-introduktion
 2.1 Minitab-introduktion Betrakta följande mätvärden (observationer): 9.07 11.83 9.56 7.85 10.44 12.69 9.39 10.36 11.90 10.15 9.35 10.11 11.31 8.88 10.94 10.37 11.52 8.26 11.91 11.61 10.72 9.84 11.89 7.46
2.1 Minitab-introduktion Betrakta följande mätvärden (observationer): 9.07 11.83 9.56 7.85 10.44 12.69 9.39 10.36 11.90 10.15 9.35 10.11 11.31 8.88 10.94 10.37 11.52 8.26 11.91 11.61 10.72 9.84 11.89 7.46
Tentamen i matematisk statistik
 Sid 1 (7) i matematisk statistik Statistik och kvalitetsteknik 7,5 hp Tillåtna hjälpmedel: Miniräknare. Studenterna får behålla tentamensuppgifterna. Skrivtid: 9.00-12.00 ger maximalt 24 poäng. Betygsgränser:
Sid 1 (7) i matematisk statistik Statistik och kvalitetsteknik 7,5 hp Tillåtna hjälpmedel: Miniräknare. Studenterna får behålla tentamensuppgifterna. Skrivtid: 9.00-12.00 ger maximalt 24 poäng. Betygsgränser:
Analytisk statistik. Mattias Nilsson Benfatto, PhD.
 Analytisk statistik Mattias Nilsson Benfatto, PhD Mattias.nilsson@ki.se Beskrivande statistik kort repetition Centralmått Spridningsmått Normalfördelning Konfidensintervall Korrelation Analytisk statistik
Analytisk statistik Mattias Nilsson Benfatto, PhD Mattias.nilsson@ki.se Beskrivande statistik kort repetition Centralmått Spridningsmått Normalfördelning Konfidensintervall Korrelation Analytisk statistik
I vår laboration kom vi fram till att kroppstemperaturen påverkar hjärtfrekvensen enligt
 Introduktion Vi har fått ta del av 13 mätningar av kroppstemperatur och hjärtfrekvens, varav på hälften män, hälften kvinnor, samt en studie på 77 olika flingsorters hyllplaceringar och sockerhalter. Vi
Introduktion Vi har fått ta del av 13 mätningar av kroppstemperatur och hjärtfrekvens, varav på hälften män, hälften kvinnor, samt en studie på 77 olika flingsorters hyllplaceringar och sockerhalter. Vi
Tentamen i Statistik, STA A13 Deltentamen 2, 5p 21 januari 2006, kl
 Karlstads universitet Institutionen för informationsteknologi Avdelningen för statistik Tentamen i Statistik, STA A13 Deltentamen, 5p 1 januari 006, kl. 09.00-13.00 Tillåtna hjälpmedel: Bifogad formel-
Karlstads universitet Institutionen för informationsteknologi Avdelningen för statistik Tentamen i Statistik, STA A13 Deltentamen, 5p 1 januari 006, kl. 09.00-13.00 Tillåtna hjälpmedel: Bifogad formel-
Bestäm med hjälp av en lämplig och välmotiverad approximation P (X > 50). (10 p)
. (10 p)") Avd. Matematisk statistik TENTAMEN I SF1901, SF1905, SANNOLIKHETSTEORI OCH STATISTIK, MÅNDAGEN DEN 17:E AUGUSTI 2015 KL 8.00 13.00. Kursledare: Tatjana Pavlenko, 08-790 84 66 Tillåtna hjälpmedel: Formel-
Avd. Matematisk statistik TENTAMEN I SF1901, SF1905, SANNOLIKHETSTEORI OCH STATISTIK, MÅNDAGEN DEN 17:E AUGUSTI 2015 KL 8.00 13.00. Kursledare: Tatjana Pavlenko, 08-790 84 66 Tillåtna hjälpmedel: Formel-
TENTAMEN PC1307 PC1546. Statistik (5 hp) Lördag den 24 april, Ansvarig lärare: Bengt Jansson ( , mobil: )
 Lördag den 24 april, Ansvarig lärare: Bengt Jansson ( , mobil: )") GÖTEBORGS UNIVERSITET Psykologiska institutionen TENTAMEN PC1307 PC1546 Statistik (5 hp) Lördag den 24 april, 2010 Tid: 14 30 18 30 Lokal: Viktoriagatan 30 Hjälpmedel: räknedosa Ansvarig lärare: Bengt
GÖTEBORGS UNIVERSITET Psykologiska institutionen TENTAMEN PC1307 PC1546 Statistik (5 hp) Lördag den 24 april, 2010 Tid: 14 30 18 30 Lokal: Viktoriagatan 30 Hjälpmedel: räknedosa Ansvarig lärare: Bengt
TAMS65 - Föreläsning 6 Hypotesprövning
 TAMS65 - Föreläsning 6 Hypotesprövning Martin Singull Matematisk statistik Matematiska institutionen Innehåll Exempel Allmän beskrivning p-värde Binomialfördelning Normalapproximation TAMS65 - Fö6 1/36
TAMS65 - Föreläsning 6 Hypotesprövning Martin Singull Matematisk statistik Matematiska institutionen Innehåll Exempel Allmän beskrivning p-värde Binomialfördelning Normalapproximation TAMS65 - Fö6 1/36
Föreläsning 4. NDAB01 Statistik; teori och tillämpning i biologi
 Föreläsning 4 Statistik; teori och tillämpning i biologi 1 Dagens föreläsning o Icke-parametriska test Mann-Whitneys test (kap 8.10 8.11) Wilcoxons test (kap 9.5) o Transformationer (kap 13) o Ev. Andelar
Föreläsning 4 Statistik; teori och tillämpning i biologi 1 Dagens föreläsning o Icke-parametriska test Mann-Whitneys test (kap 8.10 8.11) Wilcoxons test (kap 9.5) o Transformationer (kap 13) o Ev. Andelar
Räkneövning 3 Variansanalys
 Räkneövning 3 Variansanalys Uppgift 1 Fyra sorter av majshybrider har utvecklats för att bli resistenta mot en svampinfektion. Nu vill man också studera deras produktionsegenskaper. Varje hybrid planteras
Räkneövning 3 Variansanalys Uppgift 1 Fyra sorter av majshybrider har utvecklats för att bli resistenta mot en svampinfektion. Nu vill man också studera deras produktionsegenskaper. Varje hybrid planteras
Standardfel (Standard error, SE) SD eller SE. Intervallskattning MSG Staffan Nilsson, Chalmers 1
 SD eller SE. Intervallskattning MSG Staffan Nilsson, Chalmers 1") Standardfel (Standard error, SE) Anta vi har ett stickprov X 1,,X n där varje X i has medel = µ och std.dev = σ. Då är Det sista kalls standardfel (eng:standard error of mean (SEM) eller (SE) och skattas
Standardfel (Standard error, SE) Anta vi har ett stickprov X 1,,X n där varje X i has medel = µ och std.dev = σ. Då är Det sista kalls standardfel (eng:standard error of mean (SEM) eller (SE) och skattas
Föreläsning 4: Konfidensintervall (forts.)
") Föreläsning 4: Konfidensintervall forts. Johan Thim johan.thim@liu.se 3 september 8 Skillnad mellan parametrar Vi kommer nu fortsätta med att konstruera konfidensintervall och vi kommer betrakta lite olika
Föreläsning 4: Konfidensintervall forts. Johan Thim johan.thim@liu.se 3 september 8 Skillnad mellan parametrar Vi kommer nu fortsätta med att konstruera konfidensintervall och vi kommer betrakta lite olika
TENTAMEN. PC1307/1546 Statistik (5 hp) Måndag den 19 oktober, 2009
 Måndag den 19 oktober, 2009") GÖTEBORGS UNIVERSITET Psykologiska institutionen TENTAMEN PC1307/1546 Statistik (5 hp) Måndag den 19 oktober, 2009 Tid: 9 00 13 00 Lokal: Viktoriagatan 30 Hjälpmedel: räknedosa Markera kurs gällande kurs
GÖTEBORGS UNIVERSITET Psykologiska institutionen TENTAMEN PC1307/1546 Statistik (5 hp) Måndag den 19 oktober, 2009 Tid: 9 00 13 00 Lokal: Viktoriagatan 30 Hjälpmedel: räknedosa Markera kurs gällande kurs
Finansiell statistik
 Finansiell statistik Föreläsning 5 Tidsserier 4 maj 2011 14:26 Vad är tidsserier? En tidsserie är en mängd av observationer y t, där var och en har registrerats vid en specifik tidpunkt t. Vanligen görs
Finansiell statistik Föreläsning 5 Tidsserier 4 maj 2011 14:26 Vad är tidsserier? En tidsserie är en mängd av observationer y t, där var och en har registrerats vid en specifik tidpunkt t. Vanligen görs
Försöks- planering, forts. Per Milberg, IFM biologi
 Försöks- planering, forts Per Milberg, IFM biologi Idag: 1. Snabbrepetition 2. Precision & noggrannhet 3. Pilotstudier 4. Replikering 5. Urval 6. Nollhypoteser 7. Frågeställningar Grupp-bildning & seminarium
Försöks- planering, forts Per Milberg, IFM biologi Idag: 1. Snabbrepetition 2. Precision & noggrannhet 3. Pilotstudier 4. Replikering 5. Urval 6. Nollhypoteser 7. Frågeställningar Grupp-bildning & seminarium
Medicinsk statistik II
 Medicinsk statistik II Läkarprogrammet termin 5 VT 2013 Susanna Lövdahl, Msc, doktorand Klinisk koagulationsforskning, Lunds universitet E-post: susanna.lovdahl@med.lu.se Dagens föreläsning Fördjupning
Medicinsk statistik II Läkarprogrammet termin 5 VT 2013 Susanna Lövdahl, Msc, doktorand Klinisk koagulationsforskning, Lunds universitet E-post: susanna.lovdahl@med.lu.se Dagens föreläsning Fördjupning
BIOSTATISTISK GRUNDKURS, MASB11 ÖVNING 6 (2015-04-22) OCH INFÖR ÖVNING 7 (2015-04-29)
 OCH INFÖR ÖVNING 7 (2015-04-29)") LUNDS UNIVERSITET, MATEMATIKCENTRUM, MATEMATISK STATISTIK BIOSTATISTISK GRUNDKURS, MASB11 ÖVNING 6 (2015-04-22) OCH INFÖR ÖVNING 7 (2015-04-29) Aktuella avsnitt i boken: Kap 61 65 Lektionens mål: Du ska
LUNDS UNIVERSITET, MATEMATIKCENTRUM, MATEMATISK STATISTIK BIOSTATISTISK GRUNDKURS, MASB11 ÖVNING 6 (2015-04-22) OCH INFÖR ÖVNING 7 (2015-04-29) Aktuella avsnitt i boken: Kap 61 65 Lektionens mål: Du ska
2. Test av hypotes rörande medianen i en population.
 Stat. teori gk, ht 006, JW F0 ICKE-PARAMETRISKA TEST (NCT 15.1, 15.3-15.4) Ordlista till NCT Nonparametric Sign test Rank Icke-parametrisk Teckentest Rang Teckentest Teckentestet är formellt ingenting
Stat. teori gk, ht 006, JW F0 ICKE-PARAMETRISKA TEST (NCT 15.1, 15.3-15.4) Ordlista till NCT Nonparametric Sign test Rank Icke-parametrisk Teckentest Rang Teckentest Teckentestet är formellt ingenting
TT091A, TVJ22A, NVJA02 Pu, Ti. 50 poäng
 Matematisk statistik Provmoment: Ladokkod: Tentamen ges för: TT091A, TVJ22A, NVJA02 Pu, Ti 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 2012-05-29 Tid:
Matematisk statistik Provmoment: Ladokkod: Tentamen ges för: TT091A, TVJ22A, NVJA02 Pu, Ti 7,5 högskolepoäng Namn: (Ifylles av student) Personnummer: (Ifylles av student) Tentamensdatum: 2012-05-29 Tid:
Titel på examensarbetet. Dittnamn Efternamn. Examensarbete 2013 Programmet
 Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Titel på examensarbetet på två rader Dittnamn Efternamn Examensarbete 2013 Programmet Titel på examensarbetet på två rader English title on one row Dittnamn Efternamn Detta examensarbete är utfört vid
Statistisk försöksplanering
 Statistisk försöksplanering Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Skriftlig tentamen 3 hp 51SF01 Textilingenjörsutbildningen Tentamensdatum: 25 Oktober 2017 Tid: 09:00-13 Hjälpmedel: Miniräknare
Statistisk försöksplanering Provmoment: Ladokkod: Tentamen ges för: TentamensKod: Skriftlig tentamen 3 hp 51SF01 Textilingenjörsutbildningen Tentamensdatum: 25 Oktober 2017 Tid: 09:00-13 Hjälpmedel: Miniräknare
Grundläggande matematisk statistik
 Grundläggande matematisk statistik Linjär Regression Uwe Menzel, 2018 uwe.menzel@slu.se; uwe.menzel@matstat.de www.matstat.de Linjär Regression y i y 5 y 3 mätvärden x i, y i y 1 x 1 x 2 x 3 x 4 x 6 x
Grundläggande matematisk statistik Linjär Regression Uwe Menzel, 2018 uwe.menzel@slu.se; uwe.menzel@matstat.de www.matstat.de Linjär Regression y i y 5 y 3 mätvärden x i, y i y 1 x 1 x 2 x 3 x 4 x 6 x
Mätning av fokallängd hos okänd lins
 Mätning av fokallängd hos okänd lins Syfte Labbens syfte är i första hand att lära sig hantera mätfel och uppnå god noggrannhet, även med systematiska fel. I andra hand är syftet att hantera linser och
Mätning av fokallängd hos okänd lins Syfte Labbens syfte är i första hand att lära sig hantera mätfel och uppnå god noggrannhet, även med systematiska fel. I andra hand är syftet att hantera linser och
Föreläsning 1. NDAB02 Statistik; teori och tillämpning i biologi
 Föreläsning 1 Statistik; teori och tillämpning i biologi 1 Kursens uppbyggnad 9 föreläsningar Föreläsningsunderlag läggs ut på kurshemsidan 5 lektioner Uppgifter från kursboken enligt planering 5 laborationer
Föreläsning 1 Statistik; teori och tillämpning i biologi 1 Kursens uppbyggnad 9 föreläsningar Föreläsningsunderlag läggs ut på kurshemsidan 5 lektioner Uppgifter från kursboken enligt planering 5 laborationer
SF1901 Sannolikhetsteori och statistik I
 SF1901 Sannolikhetsteori och statistik I Jimmy Olsson Föreläsning 10 27 november 2017 1 / 28 Idag Mer om punktskattningar Minsta-kvadrat-metoden (Kap. 11.6) Intervallskattning (Kap. 12.2) Tillämpning på
SF1901 Sannolikhetsteori och statistik I Jimmy Olsson Föreläsning 10 27 november 2017 1 / 28 Idag Mer om punktskattningar Minsta-kvadrat-metoden (Kap. 11.6) Intervallskattning (Kap. 12.2) Tillämpning på
Grundläggande matematisk statistik
 Grundläggande matematisk statistik Kontinuerliga fördelningar Uwe Menzel, 8 www.matstat.de Begrepp fördelning Hur beter sig en variabel slumpmässigt? En slumpvariabel (s.v.) har en viss fördelning, d.v.s.
Grundläggande matematisk statistik Kontinuerliga fördelningar Uwe Menzel, 8 www.matstat.de Begrepp fördelning Hur beter sig en variabel slumpmässigt? En slumpvariabel (s.v.) har en viss fördelning, d.v.s.
SF1901: SANNOLIKHETSLÄRA OCH STATISTIK. MER HYPOTESPRÖVNING. χ 2 -TEST. Jan Grandell & Timo Koski
 SF1901: SANNOLIKHETSLÄRA OCH STATISTIK FÖRELÄSNING 12. MER HYPOTESPRÖVNING. χ 2 -TEST Jan Grandell & Timo Koski 25.02.2016 Jan Grandell & Timo Koski Matematisk statistik 25.02.2016 1 / 46 INNEHÅLL Hypotesprövning
SF1901: SANNOLIKHETSLÄRA OCH STATISTIK FÖRELÄSNING 12. MER HYPOTESPRÖVNING. χ 2 -TEST Jan Grandell & Timo Koski 25.02.2016 Jan Grandell & Timo Koski Matematisk statistik 25.02.2016 1 / 46 INNEHÅLL Hypotesprövning
Kapitel 10 Hypotesprövning
 Sannolikhetslära och inferens II Kapitel 10 Hypotesprövning 1 Vad innebär hypotesprövning? Statistisk inferens kan utföras genom att ställa upp hypoteser angående en eller flera av populationens parametrar.
Sannolikhetslära och inferens II Kapitel 10 Hypotesprövning 1 Vad innebär hypotesprövning? Statistisk inferens kan utföras genom att ställa upp hypoteser angående en eller flera av populationens parametrar.
Elementa om Variansanalys
 Elementa om Variansanalys för kursen sf9, Statistik för bioteknik Harald Lang 06 Envägs variansanalys. Kapitel tio beskrev metoder för att testa om x,, xk och y, ym kommer från fördelningar med samma väntevärde
Elementa om Variansanalys för kursen sf9, Statistik för bioteknik Harald Lang 06 Envägs variansanalys. Kapitel tio beskrev metoder för att testa om x,, xk och y, ym kommer från fördelningar med samma väntevärde
Stockholms Universitet Statistiska institutionen Termeh Shafie
 Stockholms Universitet Statistiska institutionen Termeh Shafie TENTAMEN I GRUNDLÄGGANDE STATISTIK FÖR EKONOMER 2011-10-28 Skrivtid: 9.00-14.00 Hjälpmedel: Miniräknare utan lagrade formler eller text, bifogade
Stockholms Universitet Statistiska institutionen Termeh Shafie TENTAMEN I GRUNDLÄGGANDE STATISTIK FÖR EKONOMER 2011-10-28 Skrivtid: 9.00-14.00 Hjälpmedel: Miniräknare utan lagrade formler eller text, bifogade